Изобретение относится к области создания радиоактивных источников, в частности к контролю сварных соединений мишеней-накопителей.
Известен Способ неразрушающего рентгеновского контроля трубопроводов и устройство для его реализации (см. патент РФ № 2496109, кл. G01N 23/18, опубл. 20.10.2013 г.), включающий вращение системы позиционирования и перемещения вокруг трубопровода, его просвечивание с помощью установленных на диаметрально-противоположных сторонах системы позиционирования и перемещения рентгеновского источника излучения и приемника излучения, при этом рентгеновский источник излучения устанавливают под углом не более 15 градусов относительно поверхности трубопровода, и при обнаружении дефекта осуществляют изменение угла поворота приемника излучения, относительно поверхности трубопровода, производят повторное просвечивание трубопровода до получения объемного изображения дефекта, и по результатам просвечиваний устанавливают вид, форму и глубину залегания дефекта.
Устройство для неразрушающего рентгеновского контроля трубопроводов содержит блоки управления и регистрации, систему позиционирования и перемещения, которая установлена соосно трубопроводу, охватывая трубопровод, рентгеновский источник излучения и приемник излучения, установленные на диаметрально-противоположных сторонах системы позиционирования и перемещения. Кроме того, источник излучения закреплен под углом не более 15 градусов относительно поверхности трубопровода, и в систему позиционирования и перемещения введен механизм изменения угла поворота, соединенный с приемником излучения.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного изобретения относится то, что известные способ и устройство не могут быть использованы в радиоактивных камерах для контроля сварных соединений мишеней.
Сущность предлагаемого способа контроля сварных соединений мишеней заключается в том, что просвечивание рентгеновским источником излучения сварных соединений мишени осуществляется в радиационно-защитной камере, а регистрацию дефектов сварных соединений осуществляют посредством радиографической пленки, расположенной в глухой трубе, соединенной открытым концом с помещением оператора. Просвечивание сварных швов мишени производят в трех положениях, поворачивая мишень вокруг своей оси на заданный угол. Для подтверждения заданной чувствительность контроля используется проволочный эталон чувствительности, который устанавливается на имитатор сварного соединения в непосредственной близости от контролируемого участка. Определение размеров обнаруженных дефектов сварного соединения производят путем измерения лупой измерительной изображения дефектов на пленке.
Сущность предлагаемой установки контроля сварных соединений мишени заключается в том, что устройство позиционирования и перемещения мишени с механизмом изменения угла поворота устанавливается в радиационно-защитной камере и обслуживается оператором с помощью манипулятора, а устройство регистрации выполнено в виде глухой трубы, выдвинутой в радиационно-защитную камеру и соединенной открытым концом с помещением оператора, причем в полость трубы со стороны помещения оператора закладывается кассета с радиографической пленкой. Устройство позиционирования и перемещения мишени с механизмом изменения угла поворота выполнено в виде параллелограмма, оснащенного рукоятками для управления оператором с помощью манипулятора, устройство оснащено площадкой для установки имитатора и эталона чувствительности.
Использование предлагаемого изобретения обеспечивает следующий технический результат: контроль сварных соединений мишеней в условиях радиационно-защитной «горячей» камеры.
Указанный технический результат при осуществлении изобретения достигается тем, что способ контроля сварных соединений мишени включает позиционирование мишени, её просвечивание рентгеновским источником излучения и контроль дефектов сварных швов.
Особенность заключается в том, что просвечивание рентгеновским источником излучения сварных соединений мишени осуществляется в радиационно-защитной камере, а регистрацию дефектов сварных соединений осуществляют посредством радиографической пленки, расположенной в глухой трубе, соединенной открытым концом с помещением оператора. Просвечивание сварных швов мишени производят в трех положениях, поворачивая мишень вокруг своей оси на заданный угол. Для подтверждения заданной чувствительность контроля используется проволочный эталон чувствительности, который устанавливается на имитатор сварного соединения в непосредственной близости от контролируемого участка. Определение размеров обнаруженных дефектов сварного соединения производят путем измерения лупой измерительной изображения дефектов на пленке.
Установка контроля сварных соединений мишени включает в себя блок управления, устройство регистрации, устройство позиционирования и перемещения с механизмом изменения угла поворота, рентгеновский источник излучения.
Проведенный заявителем анализ уровня техники, включающий поиск по патентам и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил аналог, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения.
Следовательно, заявленное изобретение соответствует условию «новизна».
Конструкция изобретения представлена на фигурах.
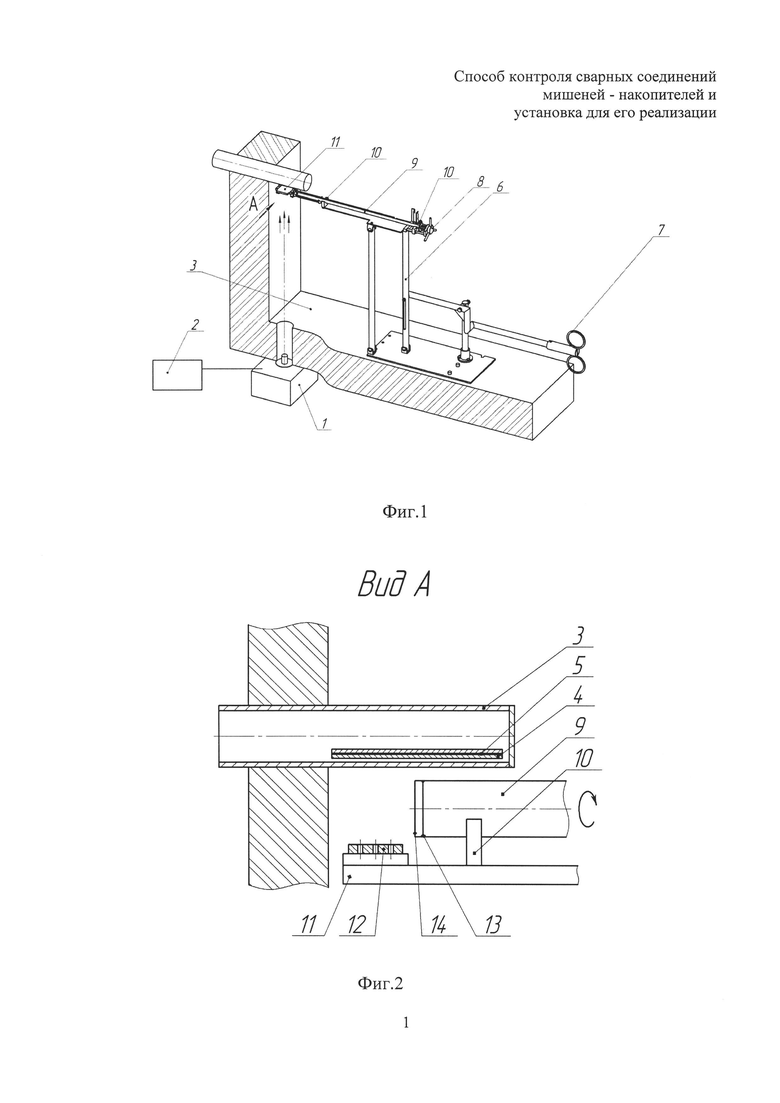
Фиг. 1 - общий вид устройства в радиоактивной «горячей» камере.
Фиг. 2 - вид А.
Установка контроля сварных соединений мишени состоит из рентгеновского источника излучения 1, блока управления 2, устройства регистрации, состоящего из трубы 3, кассеты 4, фотопленки 5, устройства позиционирования и перемещения, состоящего из пространственного параллелограмма 6, ручки управления 7, устройства 8 поворота на заданный угол мишени 9, направляющих 10, площадкой 11 для установки имитатора и эталона чувствительности 12. Устройства расположены в радиационно-защитной «горячей» камере 13. Контроль сварного соединения 13 производят между мишенью 9 и крышкой 14.
Установка работает следующим образом. Исследуемую мишень 9 помещают в радиационно-защитную камеру 13, где с помощью манипулятора укладывают на направляющие 10 и закрепляют в устройстве 8 поворота на заданный угол. Кроме того, на площадку 11 устанавливают имитатор и эталон чувствительности 12. С помощью ручки управления 7 пространственный параллелограмм 6, на котором установлена мишень 9, подводят снизу вплотную к трубе 3, куда заранее со стороны помещения оператора вставляют кассету 4 с радиографической пленкой 5. После проведения подготовительных операций с блока управления 2 дают команду на включение рентгеновского источника излучения 1. После облучения сварного соединения 13 мишени 9 и имитатора с эталоном чувствительности 12 оператор изымает кассету 4 с радиографической пленкой 5 и после проявления проводит анализ полученного изображения (определение наличия дефектов, измерение их размеров, оценка качества сварного соединения).
Для более достоверного анализа качества сварного соединения, выполненного по окружности крышки 14 и корпуса мишени 9, количество экспозиций принимают не менее 3-х, поворачивая мишень каждый раз на 120° и вставляя в трубу 3 кассету 4 с неэкспонированной радиографической пленкой.
Таким образом, вышеизложенное описание свидетельствует о выполнении при использовании заявленного изобретения следующей совокупности условий:
- средство, воплощающее заявленное изобретение, при его осуществлении предназначено для контроля сварных соединений мишени и может быть использовано в атомной технике;
- для заявленного способа и устройства в том виде, как они охарактеризованы в изложенной формуле изобретения, подтверждена возможность их осуществления с помощью описанных в заявке средств и методов;
- средство, воплощающее заявленное изобретение при осуществлении, способно обеспечить достижение усматриваемого заявителем поставленных технических задач: применение устройства в радиационно-защитной «горячей» камере.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАДИАЦИОННОЙ ДЕФЕКТОСКОПИИ КРУГОВЫХ СВАРНЫХ ШВОВ ТРУБЧАТЫХ ЭЛЕМЕНТОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2009 |
|
RU2493557C2 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО РЕНТГЕНОВСКОГО КОНТРОЛЯ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2496106C1 |
| СПОСОБ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ | 2013 |
|
RU2550163C1 |
| Беспленочная автоматизированная рентгенометрическая система | 2019 |
|
RU2707577C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ РАДИОИЗОТОПНОЙ ДЕФЕКТОСКОПИИ КОЛЬЦЕВЫХ СВАРНЫХ СОЕДИНЕНИЙ | 2013 |
|
RU2530452C1 |
| Устройство для рентгенографического контроля сварных швов стенки резервуара | 2020 |
|
RU2734684C1 |
| Способ и схема устройства радиографического контроля макроструктуры осесимметричных кольцевых сварных стыков вварных трубчатых элементов | 2018 |
|
RU2700364C1 |
| СПОСОБ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ ПЕРЕМЕННОГО СЕЧЕНИЯ | 1988 |
|
SU1526381A1 |
| СПОСОБ ДИАГНОСТИРОВАНИЯ СВАРНЫХ СОЕДИНЕНИЙ, НАПЛАВОК И ТЕЛА ТРУБЫ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ БОЛЬШОГО ДИАМЕТРА РАДИОГРАФИЧЕСКИМ МЕТОДОМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПОД ДАВЛЕНИЕМ, БЕЗ ПРЕКРАЩЕНИЯ ТРАНСПОРТА ГАЗА | 2018 |
|
RU2685052C1 |
| СПОСОБ ДЕФЕКТО-СТРУКТУРО-РЕНТГЕНОГРАФИИ | 2004 |
|
RU2271533C1 |
Использование: для контроля сварных соединений мишени. Сущность изобретения заключается в том, что выполняют позиционирование мишени, её просвечивание рентгеновским источником излучения и контроль дефектов сварных швов, при этом просвечивание рентгеновским источником излучения сварных соединений мишени осуществляется в радиационно-защитной камере, а регистрацию дефектов сварных соединений осуществляют посредством радиографической пленки, расположенной в глухой трубе, соединенной открытым концом с помещением оператора, определение размеров обнаруженных дефектов сварного соединения производят путем измерения лупой измерительной изображения дефектов на пленке. Технический результат: обеспечение возможности контроля сварных соединений мишеней в условиях радиационно-защитной «горячей» камеры. 2 н. и 2 з.п. ф-лы, 2 ил.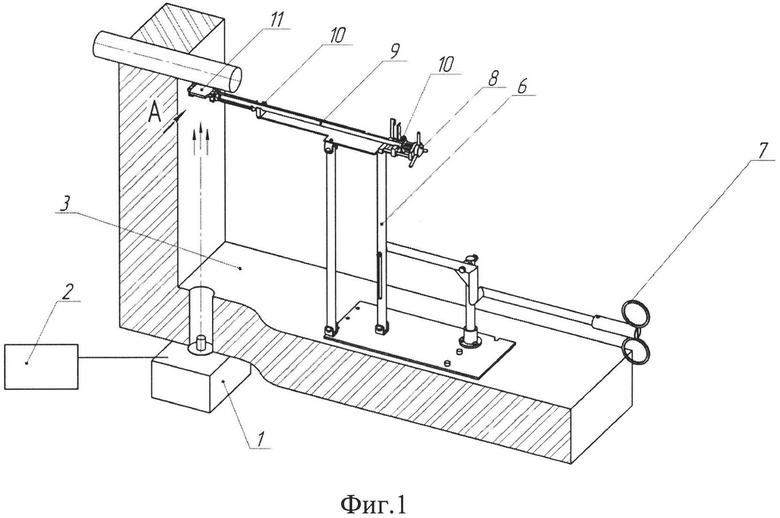
1. Способ контроля сварных соединений мишени, включающий позиционирование мишени, её просвечивание рентгеновским источником излучения и контроль дефектов сварных швов, отличающийся тем, что просвечивание рентгеновским источником излучения сварных соединений мишени осуществляется в радиационно-защитной камере, а регистрацию дефектов сварных соединений осуществляют посредством радиографической пленки, расположенной в глухой трубе, соединенной открытым концом с помещением оператора, определение размеров обнаруженных дефектов сварного соединения производят путем измерения лупой измерительной изображения дефектов на пленке.
2. Способ по п. 1, отличающийся тем, что просвечивание рентгеновским источником излучения сварных швов мишени производят как минимум в трех положениях, поворачивая мишень вокруг своей оси на заданный угол, для подтверждения заданной чувствительности контроля используется проволочный эталон чувствительности, который устанавливается на имитатор сварного соединения в непосредственной близости от контролируемого участка.
3. Установка контроля сварных соединений мишени, включающая блок управления, устройство регистрации, устройство позиционирования и перемещения с механизмом изменения угла поворота, рентгеновский источник излучения, отличающаяся тем, что устройство позиционирования и перемещения мишени с механизмом изменения угла поворота устанавливается в радиоактивной камере и обслуживается оператором с помощью манипулятора, а устройство регистрации выполнено в виде глухой трубы, выдвинутой в радиоактивную камеру и соединенной открытым концом с помещением оператора, в полость трубы со стороны помещения оператора закладывается кассета с радиографической пленкой.
4. Установка по п. 3, отличающаяся тем, что устройство позиционирования и перемещения мишени с механизмом изменения угла поворота выполнено в виде параллелограмма, оснащенного рукоятками для управления оператором с помощью манипулятора, устройство оснащено площадкой для установки имитатора и эталона чувствительности.
| УСТАНОВКА РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ЗАГЛУШЕК К ОБОЛОЧКАМ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2216057C2 |
| СПОСОБ КОНТРОЛЯ, РАЗБРАКОВКИ И ПЕРЕРАБОТКИ БРАКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2000 |
|
RU2195722C2 |
| СПОСОБ КОНТРОЛЯ И РАЗБРАКОВКИ СВАРНЫХ ШВОВ ОБОЛОЧЕК С ЗАГЛУШКАМИ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2001 |
|
RU2194315C1 |
| СПОСОБ ЖИЗНЕОБЕСПЕЧЕНИЯ | 2007 |
|
RU2345912C1 |
| US 7680319B2, 16.03.2010. | |||

