Заявляемая группа изобретений относится к области контрольно-измерительной техники, а именно, к способам и средствам для контроля сварных швов трубных и иных соединений рентгенографическим способом контроля, и может быть использована для обнаружения дефектов сварных соединений на объектах контроля, в частности, на металлических листах, резервуарах, труб большого диаметра и других сосудов для транспортировки и хранения газа, жидкостей, таких как сырая нефть, нефтепродукты и других химических веществ.
В настоящее время для проведения рентгенографического контроля резервуаров возводят строительные леса с одной и противоположной сторон объекта контроля и оператор каждый раз поднимается на леса для установки на штатив рентген аппарата в заданной точке контроля. Затем он поднимается на строительные леса с другой стороны объекта контроля и устанавливает рентгеновскую пленку или матричный цифровой детектор на противоположной стороне объекта контроля. Затем оператор отходит от излучателя на безопасное расстояние и осуществляет пуск излучения рентген аппарата. После завершения времени экспозиции оператор поднимается на леса, снимает пленку и переставляет рентген аппарат и пленку или матричный цифровой детектор в новую точку контроля. Таким образом, на строительство лесов и установку оборудования в каждой точке контроля уходит много времени.
Известно устройство для автоматизированного, цифрового, радиографического контроля трубопровода [патент на изобретение US 7656997, опубл. 15.09.2008г.], содержащее источник излучения, приемник излучения, систему позиционирования и перемещения, на которой установлены на диаметрально-противоположных сторонах источник излучения и приемник излучения, выполненные с возможностью вращения концентрично относительно трубопровода, пульт управления, связанный с приемником излучения, и обеспечивающий получение изображения трубопровода и исследование выявленных дефектов на компьютере. Недостаток известных устройства заключается в том, что оно не обеспечивает автоматизированное позиционирование источника и приемника излучения относительно друг друга на плоских объектах, резервуарах и трубах большого диаметра.
Известна система для перемещения устройств диагностики при проведении неразрушающего контроля [патент на полезную модель RU 117568, опубл. 27.06.2012г.], соединенная соответственно с блоком управления, входы которого соединены с блоком питания и управляющими выходами с устройством внешнего управления, а выходы соединены с каждым из входов мотор-редуктора, включающего двигатель, совмещенный с редуктором, на оси которого установлены колеса, причем мотор-редукторы с колесами установлены на тележке, на которой размещены и средства диагностики, отличающаяся тем, что все колеса тележки являются полноприводными, с возможностью их вращения в разные стороны, а само колесо состоит из четного числа магнитных секторов, расположенных на ступице, насаженной на вал редуктора, образуя мотор-колесо, а намагничивание каждого магнитного сектора произведено по радиусу со стыковкой между собой одноименными полюсами. Недостатком этой системы перемещения системы диагностики является невозможность применения радиографического метода. Т.к. для этого метода необходимо источник ионизирующего излучения (например, рентгеновский аппарат) перемещать с одной стороны объекта контроля, а приемник рентгеновского излучения перемещать с противоположной стороны объекта контроля, таким образом, чтобы они находились напротив друг друга. В данном изобретении перемещение может осуществляться только с одной стороны объекта контроля, а перемещение приемника излучения напротив источника излучения невозможно.
Известно рентгенодефектоскопическое устройство для контроля кольцевого сварного шва трубопровода, [патент на изобретение RU 2533760, опубл. 20.11.2014г.] включающее направленный источник рентгеновского излучения, средство для введения направленного источника рентгеновского излучения в секцию трубопровода, средство для выравнивания вращательного направления источника рентгеновского излучения в секции трубопровода, средство для выравнивания направленного источника рентгеновского излучения в секции трубопровода с внешним детектором рентгеновского излучения, средство для вращения направленного источника рентгеновского излучения и внешнего детектора рентгеновского излучения на 360°, в сущности, соосно секции трубопровода, в которой расположен источник рентгеновского излучения, и, в сущности, синхронно друг с другом, средство для выборки данных, детектируемых детектором рентгеновского излучения, причем средство для выравнивания направленного источника рентгеновского излучения с внешним детектором рентгеновского излучения включает средство для вращения направленного источника рентгеновского излучения в направлениях по часовой стрелке и против часовой стрелки, средство для определения, когда интенсивность рентгеновского излучения, детектируемого детектором рентгеновского излучения, пересекает порог в каждом направлении, так чтобы вращательное положение источника рентгеновского излучения можно было позиционировать, в сущности, на равном расстоянии от двух пороговых положений. Недостатком этого устройства является то, что оно может быть использовано только для горизонтальных труб. Применение этого устройства для вертикальных труб невозможно, т.к. традиционное рентгенографическое передвижное устройство (кроулер) в этом случае упадет на землю, по этой же причине устройство непригодно для рентгенографического контроля резервуаров и плоских листов.
Известен способ радиографического контроля швов трубопровода с помощью источника рентгеновского излучения и плоскопанельного рентгеновского детектора с автономным источником питания [патент на изобретение RU 2648973, опубл. 28.03.2018г.], характеризующийся тем, что первоначально включают указанный детектор в режим калибровки и переводят детектор после окончания режима калибровки в режим ожидания, во время которого измеряют интенсивность рентгеновского излучения, при возрастании интенсивности рентгеновского излучения до рабочего значения, достигаемого после включения источника рентгеновского излучения, переключают детектор в режим контроля на заранее заданный период времени, после окончания режима контроля сохраняют полученные данные контроля швов трубопровода в энергонезависимой памяти детектора. Недостатком известного способа является то, что он не пригоден для труб большого диаметра, например, свыше двух метров и резервуаров. При просвечивании труб большого диаметра и резервуара через две стенки доза рентгеновского излучения на приемнике будет очень малой, т.к. она падает пропорционально квадрату расстояния между источником ионизирующего излучения и приемником излучения. Приемник излучения не сможет уловить такую малую дозу. Также этот способ не пригоден для контроля плоского листа, т.к. в этом случае невозможно изготовить направляющую для крепления источника и приемника излучения.
Задачей заявляемой группы изобретений является создание универсального способа и системы для контроля сварных соединений на объектах контроля с достижением технического результата, заключающегося в повышении автоматизации и производительности оборудования.
Указанный технический результат в части способа достигается за счет того, что способ контроля сварных соединений включает размещение с одной стороны от сварного соединения объекта контроля источника рентгеновского излучения с возможностью перемещения относительно сварного соединения, размещение с другой стороны от сварного соединения объекта контроля приемника рентгеновского излучения с возможностью перемещения относительно сварного соединения, получение от приемника рентгеновского излучения изображения, сформированного при прохождении рентгеновского излучения от источника рентгеновского излучения через сварное соединение объекта контроля, построение диаграммы распределения интенсивности рентгеновского излучения на изображении и определение по ней положения максимума интенсивности рентгеновского излучения на изображении, последующую корректировку положения приемника рентгеновского излучения таким образом, чтобы максимум интенсивности рентгеновского излучения на изображении совпадал с центром изображения, полученного от приемника рентгеновского излучения.
Указанный технический результат в части системы достигается за счет того, что система контроля сварных соединений включает источник рентгеновского излучения, установленный на блоке позиционирования источника рентгеновского излучения, содержащем ходовую часть с приводом и выполненном с возможностью своего удержания на поверхности объекта контроля и перемещения по ней, и приемник рентгеновского излучения, установленный на блоке позиционирования приемника рентгеновского излучения, содержащем ходовую часть с приводом и выполненном с возможностью своего удержания на поверхности объекта контроля и перемещения по ней, блок обработки и управления, соединенный с источником рентгеновского излучения, блоком позиционирования источника рентгеновского излучения, приемником рентгеновского излучения, блоком позиционирования приемника рентгеновского излучения и выполненный с возможностью получения от приемника рентгеновского излучения изображения, сформированного при прохождении рентгеновского излучения от источника рентгеновского излучения через объект контроля и построения диаграммы распределения интенсивности рентгеновского излучения на изображении и определения по ней положения максимума интенсивности рентгеновского излучения на изображении, а также корректировки положения приемника рентгеновского излучения таким образом, чтобы максимум интенсивности рентгеновского излучения на изображении совпадал с центром изображения, полученного от приемника рентгеновского излучения.
Возможны варианты реализации основного технического решения, заключающиеся в том, что:
- ходовые части блоков позиционирования источника рентгеновского излучения и приемника рентгеновского излучения снабжены магнитными колесами, выполненными с возможностью удержания блоков позиционирования на поверхности объекта контроля;
- соединения блоков выполнены посредством беспроводной связи.
Таким образом, благодаря реализации автоматизированного совмещения положения источника и приемника рентгеновского излучения, удалось повысить автоматизацию и производительность оборудования, поскольку существенно сократилось время на осуществление контроля, появилась возможность дистанционно контролировать различные объекты, в том числе, больших размеров (например, трубы больших диаметров), значительно увеличилась производительность оборудования, в том числе, за счет исключения человеческого фактора.
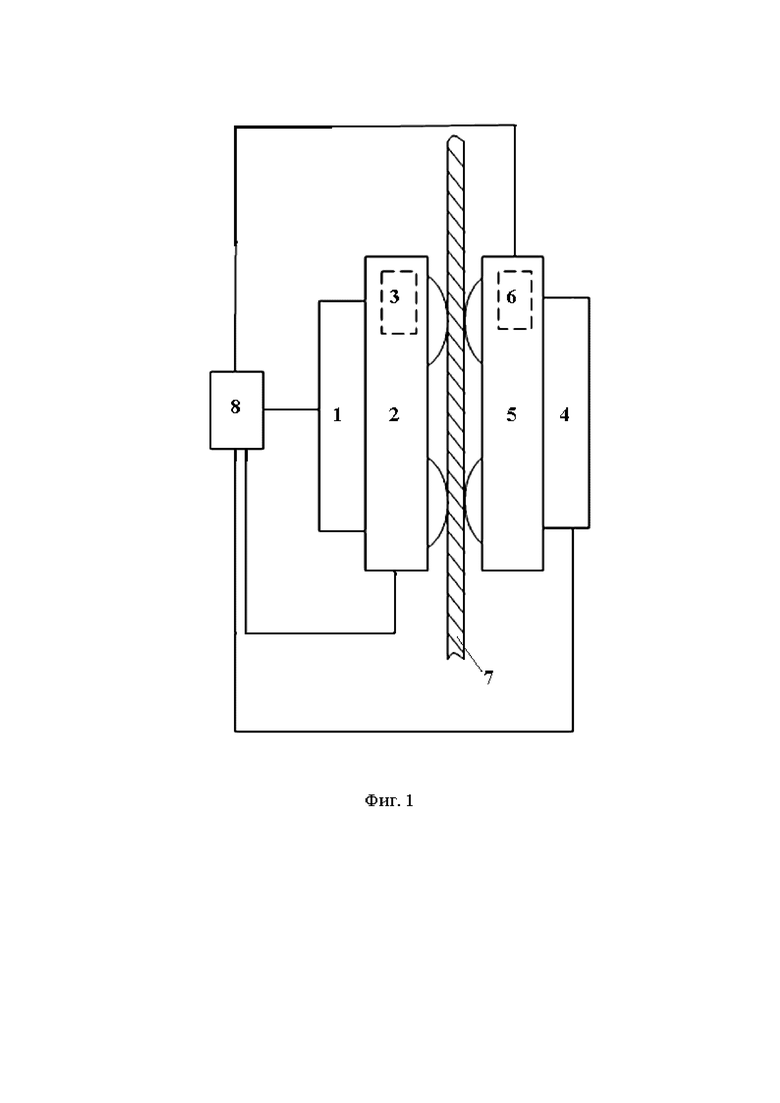
На Фиг. 1 приведена блок схема системы контроля сварных соединений.
Система контроля сварных соединений (Фиг. 1) включает источник 1 рентгеновского излучения, установленный на блоке 2 позиционирования источника рентгеновского излучения, содержащем ходовую часть с приводом 3 и выполненном с возможностью своего удержания на поверхности объекта 7 контроля и перемещения по ней, и приемник 4 рентгеновского излучения, установленный на блоке 5 позиционирования приемника рентгеновского излучения, содержащем ходовую часть с приводом 6 и выполненном с возможностью своего удержания на поверхности объекта 7 контроля и перемещения по ней.
В состав системы также входит блок 8 обработки и управления, который соединен с источником 1 рентгеновского излучения и выполнен с возможностью управления работой источника 1 рентгеновского излучения, с блоками 2 и 5 позиционирования источника и приемника рентгеновского излучения и выполнен с возможностью управления их работой, с приемником 4 рентгеновского излучения и выполнен с возможностью получения от приемника 4 рентгеновского излучения изображения, сформированного при прохождении рентгеновского излучения от источника 1 рентгеновского излучения через объект 7 контроля и построения диаграммы распределения интенсивности рентгеновского излучения на изображении и определения по ней положения максимума интенсивности рентгеновского излучения на изображении, а также корректировки положения приемника 4 рентгеновского излучения таким образом, чтобы максимум интенсивности рентгеновского излучения на изображении совпадал с центром изображения, получаемого от приемника 4 рентгеновского излучения.
Ходовые части блоков 2 и 5 позиционирования источника и приемника рентгеновского излучения снабжены магнитными колесами (на чертеже показано условно), выполненными с возможностью удержания блоков 2 и 5 позиционирования на поверхности объекта 7 контроля.
Соединения всех блоков могут быть выполнены посредством беспроводной связи, например, по радиоканалу или Wi-Fi.
В качестве источника 1 рентгеновского излучения применяется рентгеновский аппарат.
Приемник 4 рентгеновского излучения представляет собой цифровой матричный детектор.
Каждый привод 3 и 6 может включать по меньшей мере один двигатель, соединенный с контроллером (на чертеже не показано) управления и предназначенный для вращения по меньшей мере одного колеса ходовой части.
Блок 8 обработки и управления может быть снабжен блоком ввода данных (на чертеже не показано) для задания исходных значений, блоком вывода данных (на чертеже не показано) для визуализации результатов контроля, пультом (на чертеже не показано) дистанционного управления.
Блок 8 обработки и управления может быть сконфигурирован на базе промышленного компьютера, которым управляет оператор.
На блоке 2 позиционирования дополнительно может быть установлена видеокамера (на чертеже не показано) для съемки изображения поверхности объекта 7 контроля и одновременной трансляции изображений в блок 8 обработки и управления для визуального контроля и дистанционного управления оператором движения блока 2 позиционирования вдоль сварного шва объекта 7 контроля, для их связи и управления используется радиоканал беспроводного интерфейса.
Питание блоков, входящих в состав системы, может осуществляться от блока (на чертеже не показано) питания, представляющего собой аккумуляторную батарею и расположенного как на одном из блоков 2 и 5 позиционирования, так и за их пределами или от сетевого источника переменного напряжения по кабелю.
Указанная система реализует следующий способ контроля сварных соединений, который включает размещение с одной стороны от сварного соединения объекта 7 контроля источника 1 рентгеновского излучения с возможностью перемещения относительно сварного соединения, размещение с другой стороны от сварного соединения объекта 7 контроля приемника 4 рентгеновского излучения с возможностью перемещения относительно сварного соединения, получение от приемника 4 рентгеновского излучения изображения, сформированного при прохождении рентгеновского излучения от источника 1 рентгеновского излучения через сварное соединение объекта 7 контроля, построение диаграммы распределения интенсивности рентгеновского излучения на изображении и определение по ней положения максимума интенсивности рентгеновского излучения на изображении, последующую корректировку положения приемника 4 рентгеновского излучения таким образом, чтобы максимум интенсивности рентгеновского излучения на изображении совпадал с центром изображения приемника 4 рентгеновского излучения.
Таким образом, заявленный способ представляет собой способ неразрушающего рентенографического контроля трубопроводов и других объектов и основан на преобразовании энергии рентгеновского излучения, прошедшего через объект 7 контроля, в видимое изображение, с последующей фиксацией изображения объекта 7 контроля, с передачей сигнала по каналу связи к блоку 8 обработки и управления и отображением полученной информации на экране монитора (на чертежах не показано) с последующей обработкой.
Положение источника 1 рентгеновского излучения на поверхности объекта 7 контроля устанавливается оператором. Положение приемника 4 рентгеновского излучения устанавливается системой автоматически напротив источника 1 рентгеновского излучения с противоположной стороны объекта 7 контроля. Информация о положении приемника 4 рентгеновского излучения по отношению к источнику 1 рентгеновского излучения поступает в блок 8 обработки и управления в виде распределения интенсивности рентгеновского сигнала на активной области приемника 4 рентгеновского излучения. Исполнительным устройством служит блок 5 позиционирования, на котором закреплен приемник 4 рентгеновского излучения. Положение приемника 4 рентгеновского излучения напротив источника 1 рентгеновского излучения автоматически поддерживается системой, что соответствует положению максимального значения интенсивности рентгеновского сигнала в центре активной области приемника 4 рентгеновского излучения, цифровой сигнал с приемника 4 рентгеновского излучения поступает на блок 8 обработки и управления для отображения рентгеновского изображения.
Блок 2 позиционирования, на котором размещен источник 1 рентгеновского излучения устанавливается на объекте 7 контроля с внешней стороны. Блок 5 позиционирования, на котором размещен приемник 4 рентгеновского излучения, устанавливается на противоположную сторону объекта 7 контроля напротив источника 1 рентгеновского излучения. Оператор подает команду с блока 8 обработки и управления блоку 2 перемещения о требуемом положении источника 1 рентгеновского излучения на поверхности объекта 7 контроля. Блок 2 позиционирования устанавливает источник 1 рентгеновского излучения в требуемую точку на поверхности объекта 7 контроля. Источник 1 рентгеновского излучения формирует пучок рентгеновского излучения. Пучок рентгеновского излучения, проходя через объект 7 контроля, создает на приемнике 4 рентгеновского излучения сигнал, который соответствует рентгеновскому изображению, который поступает в блок 8 обработки и управления, который управляет перемещением блока 5 позиционирования таким образом, чтобы приемник 4 рентгеновского излучения находился напротив источника 1 рентгеновского излучения. При достижении источником 1 рентгеновского излучения и приемником 4 рентгеновского излучения, соответственно, требуемой точки, Оператор указывает направление движения для блока 2 позиционирования, он движется по заданной прямой вдоль контролируемого сварного шва, блок 5 позиционирования движется синхронно с источником 1 рентгеновского излучения, обеспечивая положение приемника 4 рентгеновского излучения напротив источника 1 рентгеновского излучения. На экране монитора (на чертежах не показано) блока 8 обработки и управления визуализируется рентгеновское изображение сварного шва или основного металла объекта 7 контроля, что позволяет выявлять и определять дефекты объекта 7 контроля.
Порядок работы системы.
1. Установить с наружной стороны объекта 7 контроля напротив сварного шва источник 1 рентгеновского излучения, а с внутренней стороны объекта 7 контроля приемник 4 рентгеновского излучения, при этом центр изображения приемника 4 рентгеновского излучения должен расположиться напротив фокусного пятна источника 1 рентгеновского излучения. Точное позиционирование осуществляется по команде “УСТАНОВКА” с блока 8 обработки и управления.
2. Установить на источнике 1 рентгеновского излучения необходимые параметры рентгена (напряжение, ток).
3. Установить связь между приемником 4 рентгеновского излучения и блоком 8 обработки и управления.
4. Отойти на безопасное расстояние.
5. Дать с пульта дистанционного управления рентгена команду “РЕНТГЕН”.
6. Через программу управления приемником 4 рентгеновского излучения с пульта дать команду “УСТАНОВКА” на приемник 4 рентгеновского излучения. Приемник 4 рентгеновского излучения должен отработать команду, осуществив точную установку, напротив фокусного пятна. Для отработки этой команды используется распределение интенсивности рентгеновского излучения на активной области матричного цифрового детектора приемника 4 рентгеновского излучения и возможность позиционирования приемника 4 рентгеновского излучения на четырех независимых ведущих колесах.
7. Результат отработки команды “УСТАНОВКА” оператор видит на экране компьютера (блока 8 обработки и управления).
8. Через программу управления источником 1 рентгеновского излучения с компьютера дать команду “СТАРТ”.
9. Отслеживание движения источника 1 рентгеновского излучения осуществляется по распознаванию изображения шва, получаемого с видеокамеры, есть возможность корректировать вручную командами.
10. Отслеживание движения приемника 4 рентгеновского излучения осуществляется по распределению интенсивности рентгена на активной поверхности детектора.
11. Рентгеновское изображение шва передается на монитор пульта управления (промышленного компьютера).
Таким образом, заявляемые технические решения позволяют в автоматизированном режиме обеспечивать эффективный контроль вертикальных, горизонтальных и других сварных швов в резервуарах большого объема за счет автоматизированного позиционирования компонентов системы, расположенных на внешней и внутренней стороне объекта контроля, как относительно сварного шва, так и относительно друг друга.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВНУТРИТРУБНЫЙ КРОТ ДЛЯ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ ТОРЦЕВЫХ СОЕДИНЕНИЙ | 2005 |
|
RU2285252C1 |
| Устройство для рентгенографического контроля сварных швов стенки резервуара | 2020 |
|
RU2734684C1 |
| СПОСОБ КОНТРОЛЯ СОСТОЯНИЯ ТРУБОПРОВОДОВ ДЛЯ НЕФТЕПРОДУКТОВ И СВАРНЫХ СОЕДИНЕНИЙ ТРУБОПРОВОДОВ ДЛЯ НЕФТЕПРОДУКТОВ РАДИОГРАФИЧЕСКИМ МЕТОДОМ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ БЕЗ ПРЕКРАЩЕНИЯ ТРАНСПОРТА ПРОДУКТА | 2021 |
|
RU2773628C1 |
| СПОСОБ НЕРАЗРУШАЮЩЕГО РЕНТГЕНОВСКОГО КОНТРОЛЯ ТРУБОПРОВОДОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2496106C1 |
| МОБИЛЬНЫЙ АГРЕГАТ ДЛЯ ДИАГНОСТИКИ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ ПРИ ИХ МОНТАЖЕ | 2005 |
|
RU2284512C1 |
| СПОСОБ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ ШВОВ ТРУБОПРОВОДА | 2016 |
|
RU2648973C2 |
| СПОСОБ КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ МИШЕНЕЙ - НАКОПИТЕЛЕЙ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2015 |
|
RU2586449C1 |
| СИСТЕМА ПОШАГОВОГО КОНТРОЛЯ КОЛЬЦЕВОГО СВАРНОГО ШВА ТРУБОПРОВОДА | 2019 |
|
RU2710001C1 |
| СПОСОБ РАДИАЦИОННОЙ ДЕФЕКТОСКОПИИ КРУГОВЫХ СВАРНЫХ ШВОВ ТРУБЧАТЫХ ЭЛЕМЕНТОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2009 |
|
RU2493557C2 |
| СИСТЕМА УПРАВЛЕНИЯ ПЕРЕМЕЩЕНИЕМ УСТРОЙСТВА ДИАГНОСТИКИ ТРУБОПРОВОДА (УДТ) | 2010 |
|
RU2451286C1 |
Использование: для контроля сварных соединений. Сущность изобретения заключается в том, что способ контроля сварных соединений включает размещение с одной стороны от сварного соединения объекта контроля источника рентгеновского излучения с возможностью перемещения относительно сварного соединения, размещение с другой стороны от сварного соединения объекта контроля приемника рентгеновского излучения с возможностью перемещения относительно сварного соединения, получение от приемника рентгеновского излучения изображения, сформированного при прохождении рентгеновского излучения от источника рентгеновского излучения через сварное соединение объекта контроля, построение диаграммы распределения интенсивности рентгеновского излучения на изображении и определение по ней положения максимума интенсивности рентгеновского излучения на изображении, последующую корректировку положения приемника рентгеновского излучения таким образом, чтобы максимум интенсивности рентгеновского излучения на изображении совпадал с центром изображения приемника рентгеновского излучения. Технический результат: повышение автоматизации и производительности процесса контроля сварных соединений. 2 н. и 2 з.п. ф-лы, 1 ил.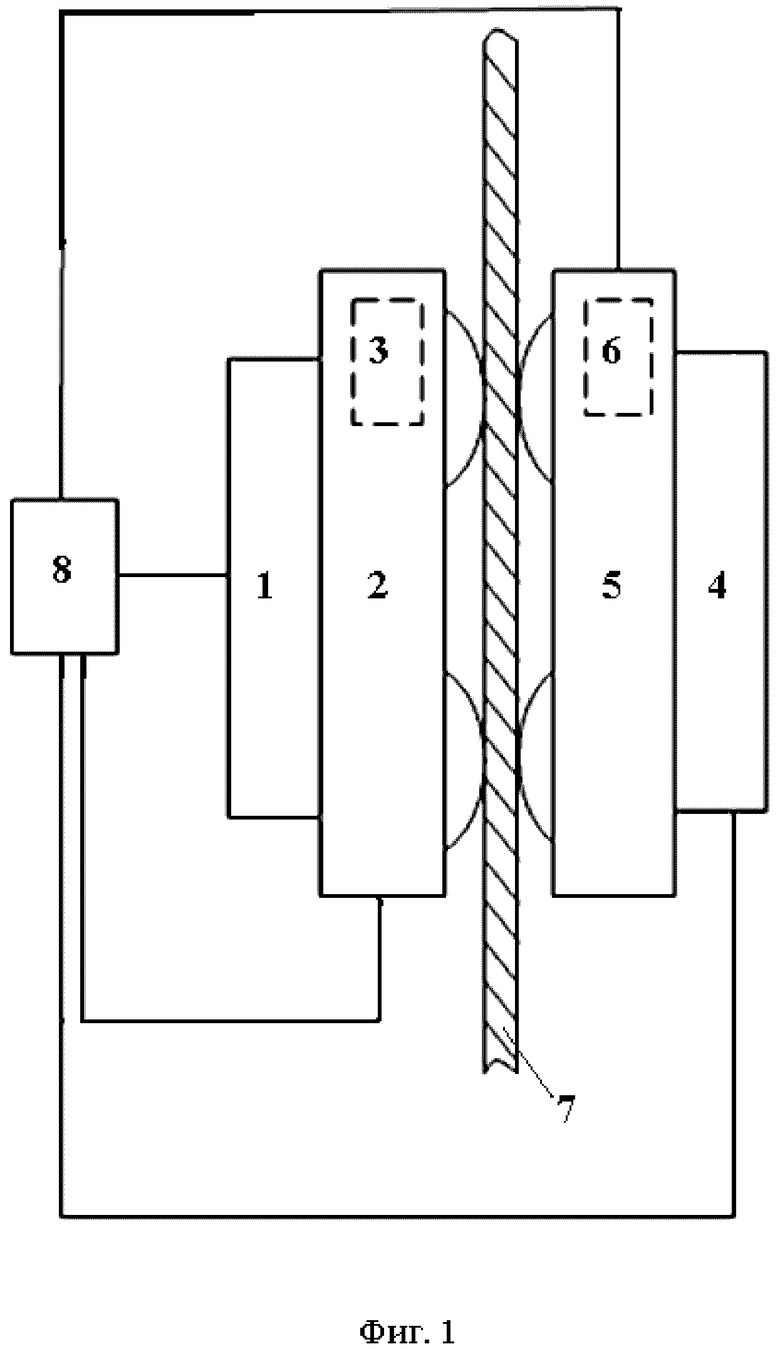
1. Способ контроля сварных соединений включает размещение с одной стороны от сварного соединения объекта контроля источника рентгеновского излучения с возможностью перемещения относительно сварного соединения, размещение с другой стороны от сварного соединения объекта контроля приемника рентгеновского излучения с возможностью перемещения относительно сварного соединения, получение от приемника рентгеновского излучения изображения, сформированного при прохождении рентгеновского излучения от источника рентгеновского излучения через сварное соединение объекта контроля, построение диаграммы распределения интенсивности рентгеновского излучения на изображении и определение по ней положения максимума интенсивности рентгеновского излучения на изображении, последующую корректировку положения приемника рентгеновского излучения таким образом, чтобы максимум интенсивности рентгеновского излучения на изображении совпадал с центром изображения приемника рентгеновского излучения.
2. Система контроля сварных соединений включает источник рентгеновского излучения, установленный на блоке позиционирования источника рентгеновского излучения, содержащем ходовую часть с приводом и выполненном с возможностью своего удержания на поверхности объекта контроля и перемещения по ней, и приемник рентгеновского излучения, установленный на блоке позиционирования приемника рентгеновского излучения, содержащем ходовую часть с приводом и выполненном с возможностью своего удержания на поверхности объекта контроля и перемещения по ней, блок обработки и управления, соединенный с источником рентгеновского излучения, блоком позиционирования источника рентгеновского излучения, приемником рентгеновского излучения, блоком позиционирования приемника рентгеновского излучения и выполненный с возможностью получения от приемника рентгеновского излучения изображения, сформированного при прохождении рентгеновского излучения от источника рентгеновского излучения через объект контроля и построения диаграммы распределения интенсивности рентгеновского излучения на изображении и определения по ней положения максимума интенсивности рентгеновского излучения на изображении, а также корректировки положения приемника рентгеновского излучения таким образом, чтобы максимум интенсивности рентгеновского излучения на изображении совпадал с центром изображения приемника рентгеновского излучения.
3. Система контроля сварных соединений по п. 2, в которой ходовые части блоков позиционирования источника рентгеновского излучения и приемника рентгеновского излучения снабжены магнитными колесами, выполненными с возможностью удержания блоков позиционирования на поверхности объекта контроля.
4. Система контроля сварных соединений по п. 2, в которой соединения блоков выполнены посредством беспроводной связи.
| СПОСОБ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ ШВОВ ТРУБОПРОВОДА | 2016 |
|
RU2648973C2 |
| Бункерная установка | 1959 |
|
SU121076A1 |
| Винтовой подъемник | 1962 |
|
SU151458A1 |
| US 7656997 B1, 02.02.2010 | |||
| US 6137860 A, 24.10.2000. | |||

