Область техники
Настоящее изобретение относится к шайбе и способу ее изготовления.
Уровень техники
Обычно шайба представляет собой игровое приспособление цилиндрической формы (диск), которое в разных играх служит тем же целям, которым служит мяч в играх с мячом. Примерами таких игр являются хоккей на льду и хоккей на роликовых коньках. Термин "шайба" также может относиться к сходным (хотя часто меньшим по размеру) игровым дискам в других спортивных состязаниях и играх, включающих в себя новус, шаффлборд, настольный шаффлборд, бокс-хоккей и аэрохоккей. Обычно шайба может быть сделана из вулканизированной резины или пластмассы.
Даже самым внимательным зрителям может быть практически невозможно следить за довольно маленькой шайбой, которая перемещается с очень высокой скоростью. Таким образом, были попытки интегрировать в шайбу электронику, чтобы сделать шайбу видимой с использованием систем отслеживания в микроволновом и инфракрасном диапазоне, например, см. ʺhttp://ethw.org/Tracking_the_Ice_Hockey_Puck_-_FoxTrax_(Glow_Puck)ʺ. Как показано на этом веб-сайте, стандартная хоккейная шайба разделена посередине ее цилиндрического кожуха, т.е., на половине высоты цилиндра, что дает в результате две части одинакового размера. Затем была сделана полость для вставки объекта (например, электронной схемы с инфракрасными светодиодами) посредством формирования углублений в обеих частях. Кроме того, обе части имеют выемки вдоль окружности для вставки светодиодов. После вложения электронной схемы обе половины соединяются предположительно посредством склеивания. Из-за погрешностей при изготовлении и механической пост-обработки шайбы обе половины с большой вероятностью не имеют общей линии внешней поверхности и, таким образом, в целом не может быть гарантирована хорошая и ровная подгонка.
В документе US 2015/375076 A1 раскрыта шайба, подходящая для заполнения балластным элементом для улучшения способности скользить на ледяных и не ледяных поверхностях.
В документе US 5 269 520 A раскрыта многослойная шайба для использования на мощеных поверхностях.
В документе US 5 207 720 A раскрыта шайба, выполненная с возможностью указывать энергию, действующую на шайбу, когда по ней наносят удар.
Документ US 5 184 820 A раскрывает шайбу по меньшей мере с тремя симметрично расположенными выступами, которые предпочтительно имеют более низкий коэффициент трения, чем корпус шайбы.
В документе US 4 078 801 A раскрыта шайба для игры в подобную хоккею игру на нетрадиционных поверхностях.
В документе US 5 564 698 A раскрыта шайба, выполненная с возможностью испускать некоторое электромагнитное излучение, чтобы позволить локализацию шайбы.
Для интеграции произвольных продуктов, таких как электроника, в цилиндрическое игровое приспособление (приводимое в движение приспособление), например, в шайбу, помимо концентрической подгонки крышки к основному корпусу, решающую роль играет высокое механическое напряжение, действующее на приводимое в движение приспособление. Описанные модульно изготовленные шайбы вследствие модульности страдают от низкой прочности их сборки и нерентабельного сложного процесса изготовления.
Таким образом, имеется потребность в модульно изготавливаемой шайбе, предусматривающей более высокую прочность и более рентабельное производство.
Сущность изобретения
Изобретение обеспечивает шайбу по п. 1 и способ изготовления шайбы по п. 10.
Варианты осуществления обеспечивают шайбу, такую как хоккейная шайба. Шайба содержит внешнюю оболочку, сформированную с использованием цилиндрического корпуса и круглой крышки. Кроме того, шайба содержит первую шпунтовую структуру, сформированную на осевой торцевой поверхности цилиндрического корпуса, которая окружает полость, сформированную в цилиндрическом корпусе. Кроме того, шайба содержит вторую шпунтовую структуру, сформированную на поверхности круглой крышки и подогнанную к первой шпунтовой структуре. Кроме того, круглая крышка прикреплена к цилиндрическому корпусу с использованием первой и второй шпунтовых структур.
Описанная шайба может являться предпочтительной благодаря модульности ее внешней оболочки, поскольку компоненты могут быть размещены внутри шайбы, и поскольку отдельное изготовление цилиндрического корпуса и круглой крышки может привести к сокращению производственных затрат. Кроме того, описанное прикрепление цилиндрического корпуса к круглой крышке посредством первой и второй шпунтовых структур может обеспечить прочную хоккейную шайбу. Шайба может быть прочной при высоком механическом напряжении, и обеспеченная прочность крайне важна для применения шайбы в игре, для которой шайба предназначена, например, в хоккее на льду. Цилиндрический корпус и круглая крышка могут являться подходящими для массового производства и, таким образом, могут использоваться для рентабельного производства шайбы.
В соответствии с вариантами осуществления цилиндрический корпус и круглая крышка прикреплены друг к другу посредством вулканизации. Прикрепление круглой крышки и цилиндрического корпуса посредством вулканизации является особенно подходящим для увеличения прочности шайбы. Описанная шайба может быть визуально неотличима от шайбы, изготовленной без применения модульности.
В соответствии с вариантами осуществления цилиндрический корпус содержит полость, выполненную с возможностью удерживать вставку. Такие варианты осуществления могут быть выгодными, поскольку они позволяют вложить вставку в шайбу. Например, вставка может представлять собой электронное приспособление, упрощающее локализацию шайбы. Локализация шайбы может быть полезной, например, для зрителей, наблюдающих игру в хоккей на льду.
В соответствии с вариантами осуществления полость выполнена с возможностью сохранять центр тяжести шайбы, когда в полость цилиндрического корпуса шайбы вложена вставка. Сохранение центра тяжести может быть крайне важным для одобрения шайбы игроками.
В соответствии с вариантами осуществления диаметры круглой крышки и цилиндрического корпуса соответствуют полному диаметру шайбы. Тем самым может быть достигнута более прочная шайба, поскольку можно предотвратить выступающие края посредством совпадающих диаметров.
В соответствии с вариантами осуществления шпунтовые структуры содержат по меньшей мере гребень, имеющий скругленный край. Таким образом подгонка или прикрепление круглой крышки к цилиндрическому корпусу могут быть упрощены.
В соответствии с вариантами осуществления внешняя оболочка выполнена с возможностью обеспечивать соединение цилиндрического корпуса и круглой крышки на шероховатой поверхности шайбы или на границе гладкой поверхности и шероховатой поверхности шайбы. Наличие такого соединения подходит для скрытия модульного строения шайбы. Кроме того, скрытое соединение менее подвержено напряжению, приложенному извне, что увеличивает износостойкость шайбы.
В соответствии с вариантами осуществления шпунтовые структуры содержат кольцевые непрерывные шпунтовые структуры. Наличие непрерывной кольцевой шпунтовой структуры может быть предпочтительным для увеличения прочности шайбы. Увеличенная прочность может быть достигнута благодаря увеличенной площади поверхности, участвующей в прикреплении, обеспеченной посредством непрерывной структуры вокруг всей осевой торцевой поверхности цилиндрического корпуса.
В соответствии с вариантами осуществления внешняя оболочка может быть сформирована с использованием цилиндрического корпуса, круглой крышки и второй круглой крышки. Третья шпунтовая структура может быть сформирована на второй осевой торцевой поверхности цилиндрического корпуса, которая окружает полость или другую полость, сформированную в цилиндрическом корпусе. Кроме того, вторая круглая крышка может содержать четвертую шпунтовую структуру, сформированную на поверхности второй круглой крышки и подогнанную к третьей шпунтовой структуре. Кроме того, вторая круглая крышка может быть прикреплена к цилиндрическому корпусу с использованием третьей и четвертой шпунтовых структур. Такие варианты осуществления являются предпочтительными, поскольку они обеспечивают возможность полностью модульного изготовления шайбы. Модульность может быть полезной, чтобы обеспечить возможность рентабельного производства шайбы. Кроме того, при вложении в шайбу вставки со сложной геометрией наличие доступа к полости с обоих концов круглого корпуса может упростить вложение вставки в шайбу.
Варианты осуществления предусматривают способ изготовления шайбы, содержащей внешнюю оболочку, сформированную посредством цилиндрического корпуса и круглой крышки. Способ содержит: обеспечение цилиндрического корпуса с первой шпунтовой структурой на осевой торцевой поверхности цилиндрического корпуса, которая окружает полость в цилиндрическом корпусе, обеспечение круглой крышки со второй шпунтовой структурой на поверхности круглой крышки, подогнанной к первой шпунтовой структуре, прикрепление друг к другу цилиндрического корпуса и круглой крышки с использованием первой и второй шпунтовых структур. Описанный способ изготовления хоккейной шайбы является особенно предпочтительным вследствие его низкой сложности, что в свою очередь обеспечивает возможность рентабельного производства прочных хоккейных шайб.
В соответствии с вариантами осуществления способ содержит прикрепление цилиндрического корпуса и круглой крышки посредством вулканизации. Прикрепление цилиндрического корпуса и круглой крышки посредством соединения с вулканизацией улучшает износостойкость и прочность произведенной шайбы.
В соответствии с вариантами осуществления способ содержит выполнение формовки цилиндрического корпуса и круглой крышки, например, инжекционной формовки. Формовка компонентов может быть предпочтительной, поскольку могут быть произведены компоненты с точными размерами. В частности, шпунтовые структуры могут быть произведены точно, и точная установка может увеличить прочность. Кроме того, посредством использования процесса формовки может быть гарантирована рентабельность производства.
В соответствии с вариантами осуществления способ содержит помещение вставки внутрь полости цилиндрического корпуса до прикрепления цилиндрического корпуса и круглого корпуса. Помещение вставки в цилиндрический корпус обеспечивает возможность создания шайб с универсальным содержимым, например, вложенным электронным приспособлением.
В соответствии с вариантами осуществления способ дополнительно содержит: обеспечение цилиндрического корпуса с третьей шпунтовой структурой, сформированной на его второй осевой торцевой поверхности, которая окружает ранее упомянутую полость или другую полость в цилиндрическом корпусе; обеспечивают вторую круглую крышку, содержащую четвертую шпунтовую структуру, сформированную на ее поверхности и подогнанную к третьей шпунтовой структуре; и прикрепление друг к другу цилиндрического корпуса и второй круглой крышки с использованием третьей и четвертой шпунтовых структур. Способ допускает полностью модульную сборку шайб и, таким образом, обеспечивает, например, универсальность при вложении в шайбу вставки.
Варианты осуществления обеспечивают возможность бесшовной интеграции произвольных продуктов в цилиндрическое игровое приспособление, в общем случае называемое шайбой.
Краткое описание чертежей
Далее варианты осуществления настоящего изобретения будут разъяснены со ссылкой на прилагаемые чертежи, на которых:
Фиг. 1 показывает схематическое поперечное сечение варианта осуществления хоккейной шайбы;
Фиг. 2A-C показывают схематические изображения цилиндрического покрытия шайбы, показанной на фиг. 1;
Фиг. 3 показывает схематическое изображение цилиндрического корпуса шайбы, показанной на фиг. 1; и
Фиг. 4 показывает схематическое поперечное сечение хоккейной шайбы в соответствии с другим вариантом осуществления.
Подробное описание вариантов осуществления
В вариантах осуществления шайба может представлять собой хоккейную шайбу. В вариантах осуществления шайба может представлять собой шайбу для хоккея на льду, шайбу для хоккея на роликах, шайбу для бокс-хоккея или шайбу для аэрохоккея. В других вариантах осуществления шайба может быть выполнена для других игр, таких как новус, шаффлборд или настольный шаффлборд.
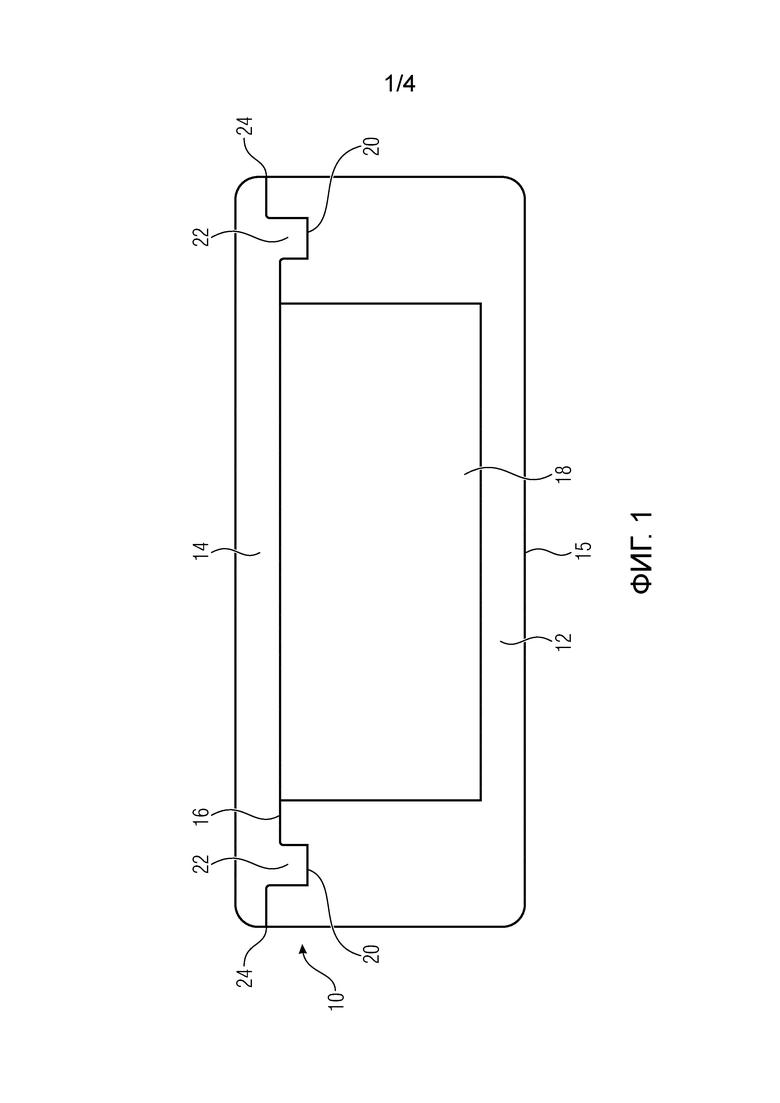
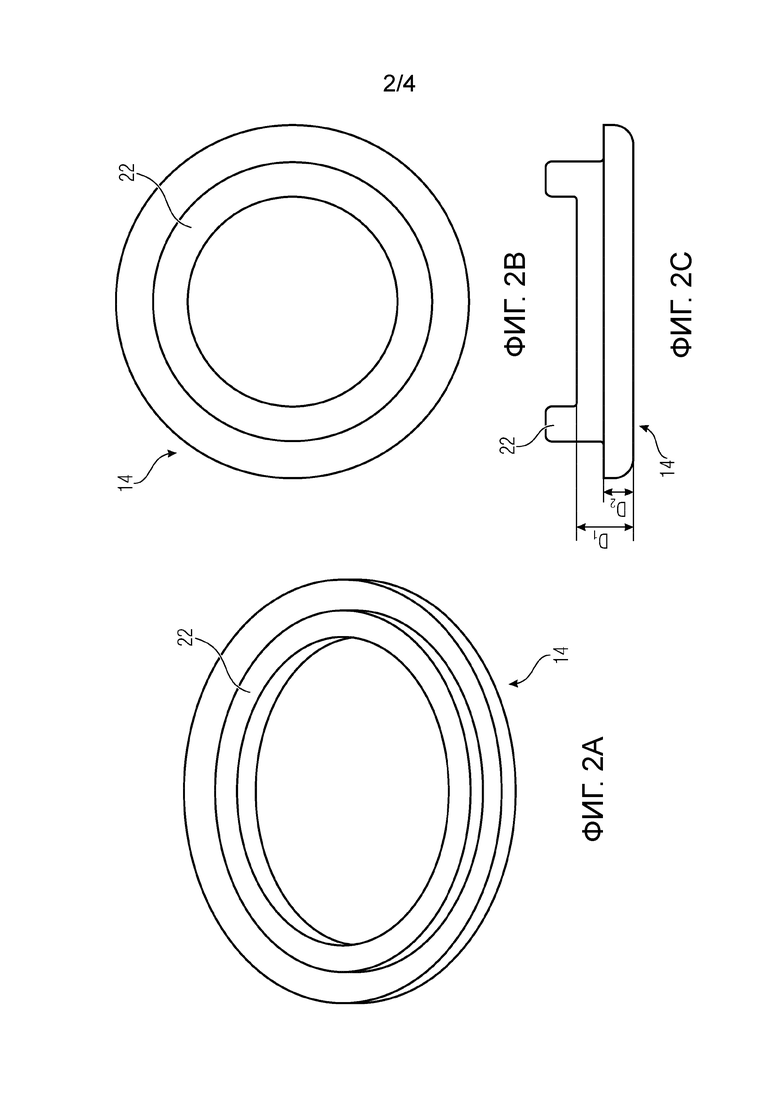
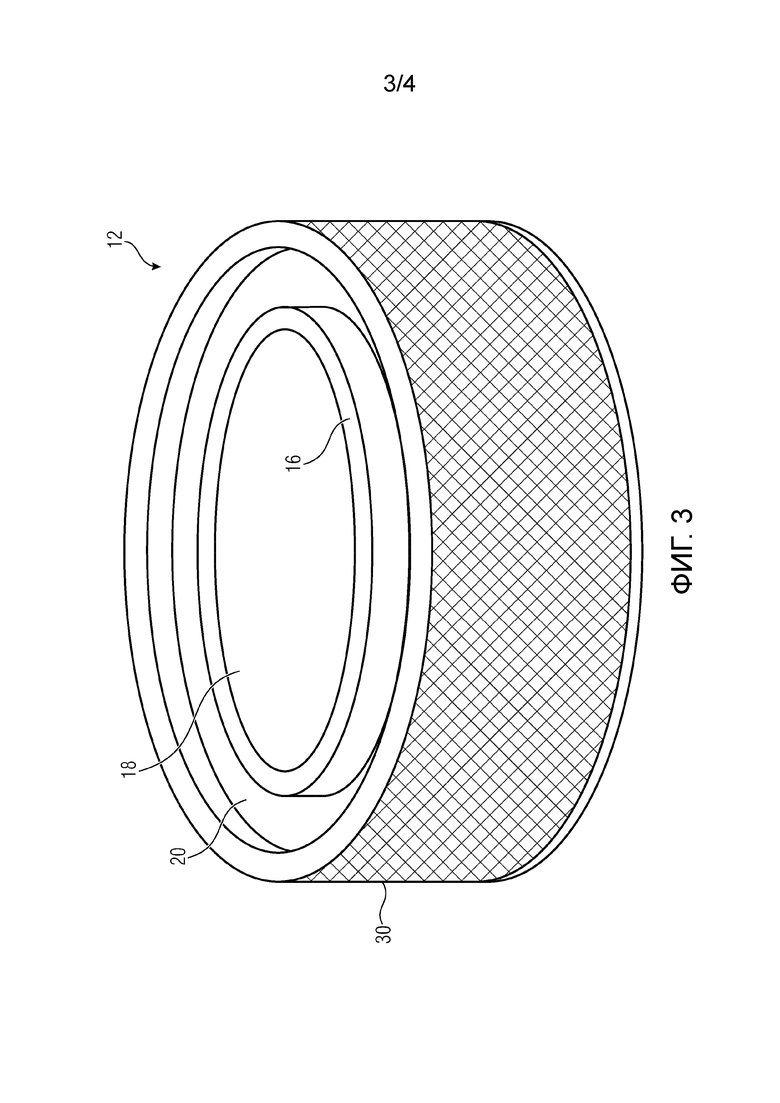
Фиг. 1 показывает схематическое поперечное сечение хоккейной шайбы в соответствии с вариантом осуществления изобретения. Хоккейная шайба содержит внешнюю оболочку 10, сформированную с использованием цилиндрического корпуса 12 (основного корпуса) и круглой крышки 14. Фиг. 2А показывает вид в перспективе круглой крышки 14, фиг. 2B показывает вид снизу (относительно ориентации шайбы, показанной на фиг. 1) круглой крышки 14, и фиг. 2C показывает вид сбоку круглой крышки 14. Фиг. 3 показывает вид в перспективе цилиндрического корпуса 12.
Цилиндрический корпус 12 является полым цилиндрическим корпусом и содержит круглую торцевую поверхность 15 и кольцевую торцевую поверхность 16. Кольцевая торцевая поверхность 16 окружает полость 18 цилиндрического корпуса 12. Полость 18 закрыта на одном конце (нижний конец) цилиндрического корпуса 12. Кольцевая канавка 20 сформирована в кольцевой торцевой поверхности 16. Канавка 20 представляет первую шпунтовую структуру. Круглая крышка 14 содержит кольцевой гребень 22, представляющий вторую шпунтовую структуру. Первая и вторая шпунтовые структуры подогнаны друг к другу, то есть, их формы и размеры адаптированы друг к другу.
Цилиндрический корпус 12 и круглая крышка 14 прикреплены друг к другу с использованием паза 20 и гребня 22. Таким образом, полость 18 закрыта круглой крышкой 14. С этой целью гребень 22 вставлен в паз 20 и зацепляется за паз 20. Размеры гребня 22 могут быть немного больше, чем размеры паза 20, чтобы получить по меньшей мере среднюю подгонку.
В вариантах осуществления может использоваться вулканизация для прикрепления цилиндрического корпуса 12 и круглой крышки 14 друг к другу. В качестве альтернативы или в дополнение может использоваться клейкий материал, чтобы дополнительно прикрепить цилиндрический корпус 12 к круглой крышке 14.
Таким образом, цилиндрический корпус 12 и круглая крышка 14 прикреплены друг к другу в соединении 24. Область, в которой цилиндрический корпус 12 и круглая крышка 14 прикреплены друг к другу, увеличена посредством шпунтовой структуры по сравнению со случаем, в котором не обеспечены шпунтовые структуры. Точное выравнивание крышки 14 и основного корпуса 12 и увеличенная область, используемая для склейки, приводит к более прочному соединению, которое может лучше противостоять действующим силам.
Внешний диаметр цилиндрического корпуса 12 может соответствовать диаметру круглой крышки 14. Таким образом, после прикрепления цилиндрического корпуса 12 к круглой крышке 14 получается в значительной степени гладкая внешняя цилиндрическая поверхность. Как показано на фиг. 2C, толщина D1 (в осевом направлении) части круглой крышки 14, расположенной радиально внутри гребня 22, может быть больше, чем толщина D2 части круглой крышки, расположенной радиально снаружи гребня. Форма торцевой поверхности 16 цилиндрического корпуса 12 адаптирована соответствующим образом. Более точно, расстояние между круглой торцевой поверхностью 15 и частью торцевой поверхности 16, расположенной радиально внутри паза 20, меньше, чем расстояние между круглой торцевой поверхностью 15 и частью торцевой поверхности 16, расположенной радиально снаружи паза 20. Увеличенная толщина в центральном участке круглой крышки 14 может быть предпочтительна для увеличения стабильности внешней оболочки 10 шайбы.
Вставка (не показана) может быть вложена в полость 18, прежде чем цилиндрический корпус 12 и круглая крышка 14 будут прикреплены друг к другу. Вставка может представлять собой, например, электронное приспособление, пригодное для определения местоположения хоккейной шайбы. Вставка также может представлять собой груз, который может быть пригоден для улучшения физических свойств хоккейной шайбы при игре в хоккей с нею.
В соответствии с этим на внутренней части крышки 14 расположен непрерывный кольцевой гребень 22, который подогнан к пазу 20 основного корпуса 12. Таким образом, крышка 14 и основной корпус 12 могут быть прикреплены и точно выровнены друг с другом, чтобы ни одна из двух частей не выступала ни в какой точке соединения 24. Это обеспечивает возможность более высокой износостойкости, чтобы склейка могла лучше противостоять напряжению, действующему извне. Чтобы упростить сцепление крышки 14 и основного корпуса 12, края гребня 22 могут быть закруглены, как указано на фиг. 2C.
Паз 20 и полость 18 расположены на стороне цилиндрического корпуса 12, обращенного к крышке 14. В полость 18 может быть вложена вставка, и форма полости может быть адаптирована к форме вставки. Например, полость 18 может быть цилиндрической или звездообразной на виде сверху. Форма осевой торцевой поверхности, окружающей полость, зависит от формы полости на виде сверху. Если полость будет круглой на виде сверху, торцевая поверхность будет полностью кольцевой. В любом случае осевая торцевая поверхность окружает полость, как рамка, и, таким образом, может рассматриваться как имеющая форму рамки.
Кроме того, позиция полости 18 может быть приспособлена под вставку, например, электронное приспособление, чтобы центр тяжести шайбы не был изменен, несмотря на вложенную вставку. Шайба может содержать несколько слоев с отличающимися плотностями (основной материал шайбы, схемная плата, батареи и т.д.). Чтобы достигнуть пригодности для игры, которая, например, идентична традиционной шайбе, центр тяжести шайбы может быть расположен в центре цилиндрического корпуса шайбы, в ином случае шайба может всегда падать на одну сторону или ею играют с одной стороны (см. "принцип сэндвича с джемом"). Когда вставка собрана симметрично (например, круглая схемная плата, расположенная между двумя дисковыми элементами), физический центр тяжести находится в геометрическом центре вставки. Таким образом, в этом случае распределение плотности внешней оболочки может быть симметричным, чтобы физический центр тяжести совпадал с геометрическим центром, как это имеет место с традиционными шайбами. Это может быть достигнуто посредством идентичной толщины материала в радиальном направлении (коаксиальное выравнивание полости 18) и в осевом направлении (центральное выравнивание полости 18), что приводит к идентичной толщине материала над (т.е., в центре крышки 14) и под (т.е., в центре основного корпуса 12) полостью 18.
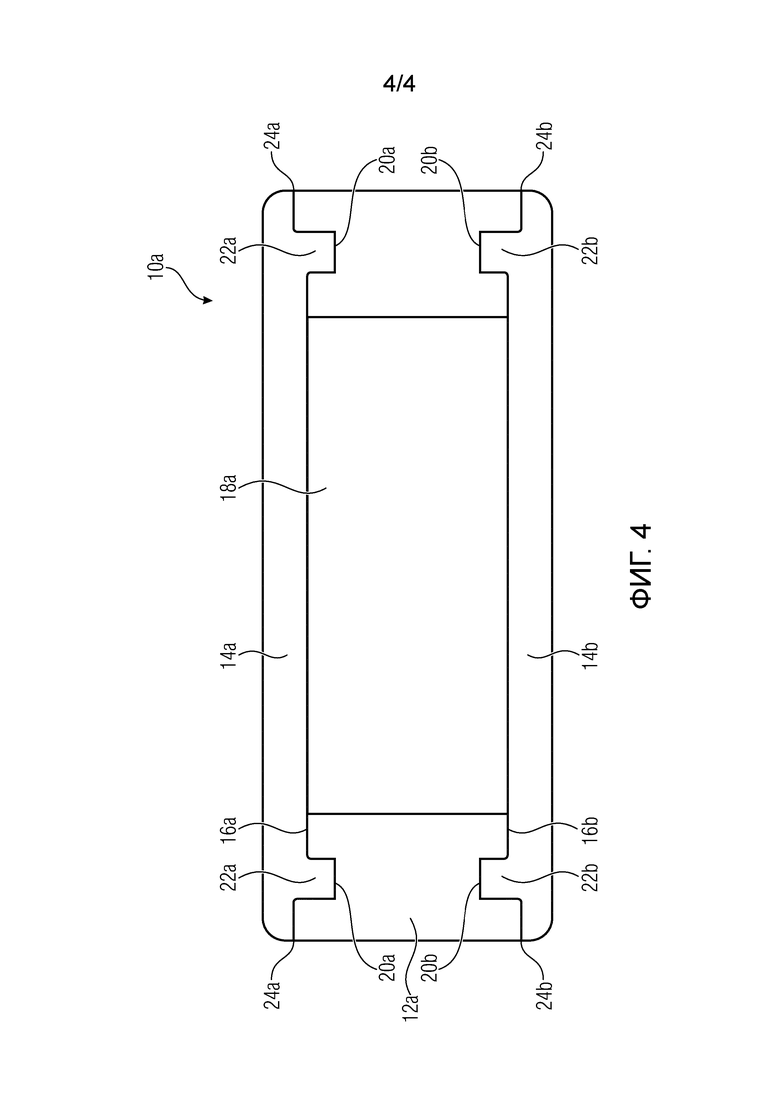
Фиг. 4 показывает схематическое поперечное сечение хоккейной шайбы в соответствии с другим вариантом осуществления изобретения. Хоккейная шайба, показанная на фиг. 4, содержит внешнюю оболочку 10a. Внешняя оболочка 10a сформирована с использованием цилиндрического корпуса 12a, первой круглой крышки 14a и второй круглой крышки 14b. Цилиндрический корпус 12a содержит полость 18a, которая открыта на обоих концах цилиндрического корпуса 12a. Таким образом, цилиндрический корпус 12a является кольцевым и имеет две кольцевых торцевых поверхности 16a и 16b. Первый кольцевой паз 20a сформирован на первой кольцевой торцевой поверхности 16a, и второй кольцевой паз 20b сформирован на второй кольцевой торцевой поверхности 16b. Круглая крышка 14a содержит первый гребень 22a, и вторая круглая крышка 14b содержит второй гребень 22b. Первая круглая крышка 14a прикреплена к цилиндрическому корпусу 12a с использованием первого паза 20a и первого гребня 22a. Вторая круглая крышка 14b прикреплена к цилиндрическому корпусу 12a с использованием второго паза 20b и второго гребня 22b. Таким образом, шайба содержит два соединения 24a и 24b.
Таким образом, по сравнению с вариантом осуществления, показанным на фиг. 1-3, вариант осуществления, показанный на фиг. 4, содержит цилиндрический корпус с двумя открытыми концами и двумя крышками. В остальном объяснения, данные в настоящем документе в отношении варианта осуществления, показанного на фиг. 1-3, также применимы к варианту осуществления, показанному на фиг. 4, и не требуют повторения.
В вариантах осуществления единственная полость 18a, показанная на фиг. 4, может быть заменена двумя полостями, отделенными друг от друга, причем первая полость покрыта крышкой 14a, и вторая полость покрыта крышкой 14b.
Обычно участки внешней цилиндрической поверхности шайбы могут являться участками шероховатой или фактурной поверхности. В вариантах осуществления цилиндрический корпус может содержать участок 30 внешней шероховатой или фактурной поверхности, см. фиг. 3. Шероховатая поверхность может быть полезна для увеличения трения при игре в хоккей с шайбой. В вариантах осуществления соединения могут быть размещены между соответствующей крышкой и цилиндрическим корпусом таким образом, чтобы они были в значительной степени невидимыми. С этой целью соединения могут быть помещены на границу между шероховатой поверхностью и гладкой поверхностью шайбы. В качестве альтернативы соединения могут быть помещены на шероховатой поверхности, и по меньшей мере участки внешней цилиндрической поверхности крышки могут быть также шероховатыми.
В вариантах осуществления шпунтовые структуры являются непрерывными кольцевыми шпунтовыми структурами, которые являются предпочтительными, поскольку поверхность, используемая для прикрепления соответствующей крышки к круглому корпусу, может быть максимизирована благодаря непрерывности.
В вариантах осуществления компоненты внешней оболочки шайбы могут быть сформированы из материала, подходящего для вулканизации, такого как резина или полимер. В вариантах осуществления компоненты внешней оболочки шайбы могут быть сформированы из пластмассы.
Обычно цилиндрический корпус и круглая крышка могут быть размещены на одной оси (коаксиально). Используемый в настоящем документе термин "осевой", "ось" относится к продольной центральной оси цилиндрического корпуса.
В вариантах осуществления, описанных со ссылкой на фигуры, крышка содержит гребень, и цилиндрический корпус содержит паз. В других вариантах осуществления, в которых крышка толще, крышка может содержать паз, и цилиндрический корпус может содержать гребень. В качестве альтернативы крышка может содержать гребень и паз, и цилиндрический корпус может содержать гребень и паз. В вариантах осуществления несколько гребней и пазов, например, несколько коаксиальных гребней и пазов, могут быть сформированы в крышке и/или цилиндрическом корпусе. В вариантах осуществления шпунтовые структуры могут быть обеспечены в форме прерывистых гребней и пазов. Предусматривается, что термин "шпунтовая структура", используемый в настоящем документе, охватывает такие случаи.
В вариантах осуществления соединение может быть смещено в другую позицию по сравнению с описанной позицией. Например, могут использоваться более толстые крышки, и соединение перемещено больше к центру в осевом направлении. Кроме того, могут использоваться асимметричные шпунтовые структуры.
Варианты осуществления относятся к подходу для реализации хоккейных шайб, который существенно отличается от других подходов и может обеспечить потенциальное будущее массовое производство. Подход может содержать отдельное производство крышки и основного корпуса, для чего может быть выбран процесс инжекционной формовки. Процесс инжекционной формовки предлагает узкий диапазон допуска с точки зрения точности и тем самым обеспечивает возможность точной установки крышки и основного корпуса.
Диаметр крышки и основного корпуса могут соответствовать полному диаметру шайбы. Кроме того, крышка и основной корпус могут быть размещены коаксиально. Соединение между этими двумя частями, таким образом, может быть расположено на цилиндрической внешней поверхности (кожухе) шайбы и может быть размещено таким образом, чтобы оно совпадало с краем рифленой или шероховатой поверхности, которая может содержать нанесение приподнятой маркировки, и гладкой поверхности, которая может содержать плоскую печать. Тем самым может быть обеспечено, что соединение не видимо с внешней стороны.
Крышка и основной корпус присоединены друг к другу посредством шпунтовых структур. На внутренней части крышки, например, расположен непрерывный кольцевой гребень, который подогнан к пазу основного корпуса. Таким образом, крышка и основной корпус могут быть прикреплены и точно выровнены друг с другом таким образом, чтобы ни одна из этих двух частей не выступала ни в какой точке соединения. Это обеспечивает возможность более высокой износостойкости, чтобы склейка могла лучше противостоять напряжению, действующему извне. Чтобы упростить установку крышки и основного корпуса, края гребня могут быть закруглены.
Варианты осуществления обеспечивают приводимые в движение шайбы, заполненные техническим продуктом, которые неотличимы от традиционных шайб ни оптически (невидимые соединения), ни по игровым характеристикам (идентичный центр тяжести). Это усиливает одобрительное отношение игроков к интеллектуальным игровым приспособлениям.
В соответствии с дополнительным аспектом подход обеспечивает возможность крупномасштабного производства для вложения произвольных продуктов в цилиндрические игровые приспособления, причем внешняя оболочка приводимого в движение приспособления содержит несколько индивидуальных частей, которые произведены в более точном производственном процессе, чем стандартные игровые приспособления. Трудоемкая отвлекающая ресурсы механическая пост-обработка стандартных продуктов тем самым становится устаревшей.
В соответствии с дополнительным аспектом точное выравнивание крышки и основного корпуса и сильно увеличенная область, используемая для склеивания, приводят к более прочному соединению, которое может лучше противостоять действующим силам.
В соответствии с дополнительным аспектом соединения между круглой крышкой и цилиндрическим корпусом могут быть расположены в произвольном местоположении на шайбе.
Хотя некоторые аспекты были описаны в контексте устройства, ясно, что эти аспекты также представляют описание соответствующего способа изготовления. Таким образом, описание соответствующих признаков в связи с устройством должно рассматриваться как описание соответствующих признаков способа изготовления, и такое описание не было повторено в этом описании.
Описанные выше варианты осуществления являются лишь иллюстрацией принципов настоящего изобретения. Подразумевается, что модификации и вариации размещений и подробностей, описанных в настоящем документе, будут очевидны для других специалистов в области техники. Таким образом, подразумевается, что изобретение ограничено только объемом последующей патентной формулы изобретения, а не конкретными подробностями, представленными посредством описания и разъяснения представленных в настоящем документе вариантов осуществления.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полотно тренировочное, предназначенное для тренировки с шайбой | 2020 |
|
RU2764508C1 |
| ХОККЕЙНАЯ ШАЙБА | 1991 |
|
RU2031678C1 |
| РАДИАЛЬНЫЙ ДЕТАНДЕР | 2010 |
|
RU2548998C2 |
| УСТРОЙСТВО ЦИЛИНДРА | 2015 |
|
RU2685371C2 |
| ХОККЕЙНАЯ ШАЙБА-ТРЕНАЖЕР ДЛЯ НЕЛЕДОВЫХ ПОКРЫТИЙ | 2020 |
|
RU2750495C1 |
| РЕЖУЩИЙ ЭЛЕМЕНТ ДЛЯ БРИТВЕННЫХ ПРИБОРОВ С МНОЖЕСТВОМ ЛЕЗВИЙ, КОТОРЫЕ ИМЕЮТ УЗКУЮ ПЛАТФОРМУ ДЛЯ СПОСОБСТВОВАНИЯ ОПОЛАСКИВАНИЮ/ПРИКРЕПЛЕННОЕ СВАРКОЙ ЛЕЗВИЕ НА ДЕРЖАТЕЛЕ С УЗКИМ ПЛАТФОРМЕННЫМ УЧАСТКОМ | 2021 |
|
RU2825740C1 |
| КОНВЕЙЕР С РЕГУЛИРУЕМЫМИ БОКОВЫМИ НАПРАВЛЯЮЩИМИ | 2011 |
|
RU2596280C2 |
| СПОСОБ НАСТОЛЬНОЙ ДИНАМИЧЕСКОЙ ИГРЫ, НАПРИМЕР, В ХОККЕЙ, И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2587057C2 |
| ПЕРЕНОСНАЯ ТЕХНОЛОГИЧЕСКАЯ МАШИНА С ЗАЖИМНЫМ УСТРОЙСТВОМ ДЛЯ ЗАКРЕПЛЕНИЯ РАБОЧЕГО ИНСТРУМЕНТА | 2011 |
|
RU2596541C2 |
| ПЕРЕНОСНАЯ ТЕХНОЛОГИЧЕСКАЯ МАШИНА | 2012 |
|
RU2609111C2 |
Изобретение относится к шайбе и способу ее изготовления. Шайба имеет внешнюю оболочку, сформированную с использованием цилиндрического корпуса и круглой крышки. Цилиндрическая крышка имеет первую шпунтовую структуру, сформированную на осевой торцевой поверхности цилиндрического корпуса, которая окружает полость, сформированную в цилиндрическом корпусе. Круглая крышка содержит вторую шпунтовую структуру, сформированную на поверхности круглой крышки и подогнанную к первой шпунтовой структуре. Круглая крышка прикреплена к цилиндрическому корпусу с использованием первой и второй шпунтовых структур. 2 н. и 12 з.п. ф-лы, 4 ил.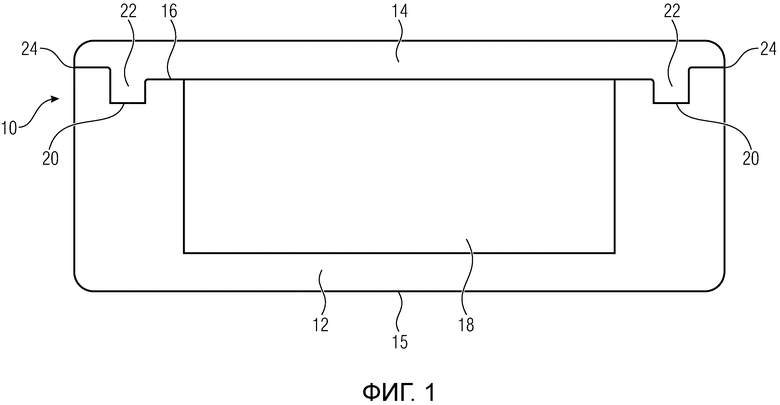
1. Шайба, содержащая:
внешнюю оболочку (10, 10a), сформированную с использованием цилиндрического корпуса (12, 12a) и круглой крышки (14, 14a),
первую шпунтовую структуру (20, 20a), сформированную на осевой торцевой поверхности (16, 16a) цилиндрического корпуса (12, 12a), которая окружает полость (18, 18a), сформированную в цилиндрическом корпусе (12, 12a), полость (18, 18a) простирается через центральную ось цилиндрического корпуса (12, 12a);
вторую шпунтовую структуру (22, 22a), сформированную на поверхности круглой крышки (14, 14a) и подогнанную к первой шпунтовой структуре (20, 20a),
причем круглая крышка (14, 14a) прикреплена к цилиндрическому корпусу (12, 12a) с использованием первой и второй шпунтовых структур (20, 20a, 22, 22a),
причем толщина всех частей круглой крышки (14, 14a), расположенных радиально внутри шпунтовых структур (20, 20a, 22, 22a), больше, чем толщина части круглой крышки, расположенной радиально снаружи шпунтовых структур (20, 20a, 22, 22a).
2. Шайба по п. 1, в которой цилиндрический корпус (12, 12a) и круглая крышка (14, 14a) прикреплены друг к другу посредством вулканизации.
3. Шайба по п. 1, содержащая вставку, вложенную в полость (18, 18a).
4. Шайба по п. 3, в которой полость (18, 18a) и вставка выполнены с возможностью сохранять центр тяжести шайбы, когда в полость (18, 18a) вложена вставка.
5. Шайба по п. 1, в которой диаметры круглой крышки (14, 14a) и цилиндрического корпуса (12, 12a) соответствуют полному диаметру шайбы.
6. Шайба по п. 1, в которой шпунтовые структуры (20, 20a, 22, 22a) содержат по меньшей мере гребень, имеющий скругленный край.
7. Шайба по п. 1, в которой соединение (24, 24a) цилиндрического корпуса (12, 12a) и круглой крышки (14, 14a) размещено на шероховатой поверхности (30) шайбы или на границе между гладкой поверхностью и шероховатой или фактурной поверхностью (30) шайбы.
8. Шайба по п. 1, в которой шпунтовые структуры (20, 20a, 22, 22a) содержат кольцевые непрерывные шпунтовые структуры (20, 22).
9. Шайба по п. 1, в которой внешняя оболочка (10a) сформирована с использованием цилиндрического корпуса (12a), круглой крышки (14a) и второй круглой крышки (14b), и
причем третья шпунтовая структура (22b) сформирована на второй осевой торцевой поверхности цилиндрического корпуса (12a), которая окружает полость (18a) или другую полость, сформированную в цилиндрическом корпусе (12a); и
причем вторая круглая крышка (14b) содержит четвертую шпунтовую структуру (22b), сформированную на поверхности второй круглой крышки (14b) и подогнанную к третьей шпунтовой структуре (20b);
причем вторая круглая крышка (14b) прикреплена к цилиндрическому корпусу (12a) с использованием третьей и четвертой шпунтовых структур (20b, 22b).
10. Способ изготовления шайбы, содержащей внешнюю оболочку (10, 10a), сформированную с использованием цилиндрического корпуса (12, 12a) и круглой крышки (14, 14a), способ содержит этапы, на которых:
обеспечивают цилиндрический корпус (12, 12a) с первой шпунтовой структурой (20, 20a) на осевой торцевой поверхности цилиндрического корпуса (12, 12a), которая окружает полость (18, 18a), сформированную в цилиндрическом корпусе (12, 12a), полость (18, 18a) простирается через центральную ось цилиндрического корпуса (12, 12a), и
обеспечивают круглую крышку (14, 14a) со второй шпунтовой структурой (22, 22a) на поверхности круглой крышки (14, 14a), подогнанной к первой шпунтовой структуре (20, 20a),
прикрепляют друг к другу цилиндрический корпус (12, 12a) и круглую крышку (14, 14a) с использованием первой и второй шпунтовых структур (20, 20a, 22, 22a),
причем толщина всех частей круглой крышки (14, 14a), расположенных радиально внутри шпунтовых структур (20, 20a, 22, 22a), больше, чем толщина части круглой крышки, расположенной радиально снаружи шпунтовых структур (20, 20a, 22, 22a).
11. Способ изготовления шайбы по п. 10, содержащий этап, на котором прикрепляют цилиндрический корпус (12, 12a) и круглую крышку (14, 14a) посредством вулканизации.
12. Способ изготовления шайбы по п. 10, в котором обеспечение цилиндрического корпуса (12, 12a) и круглой крышки (14, 14a) содержит этап, на котором выполняют формовку цилиндрического корпуса (12, 12a) и круглой крышки (14, 14a).
13. Способ изготовления шайбы по п. 10, содержащий этап, на котором помещают вставку внутрь полости (18, 18a) цилиндрического корпуса (12, 12a) до прикрепления цилиндрического корпуса (12, 12a) и круглой крышки (14, 14a) друг к другу.
14. Способ изготовления шайбы по п. 10, дополнительно содержащий этапы, на которых:
обеспечивают цилиндрический корпус (12a) с третьей шпунтовой структурой (20b), сформированной на второй осевой торцевой поверхности (16b) цилиндрического корпуса (12a), которая окружает полость (18a) или другую полость, сформированную в цилиндрическом корпусе (12a);
обеспечивают вторую круглую крышку (14b), содержащую четвертую шпунтовую структуру (22b), сформированную на ее поверхности и подогнанную к третьей шпунтовой структуре (20b); и
прикрепляют друг к другу цилиндрический корпус (12b) и вторую круглую крышку (14b) с использованием третьей и четвертой шпунтовых структур (20b, 22b).
| WO 1995024949 A1, 21.09.1995 | |||
| US 5284343 A, 08.02.1994 | |||
| US 4078801 A, 14.03.1978 | |||
| US 5014990 A, 14.05.1991 | |||
| Способ очистки П-метилированных ксантинов | 1951 |
|
SU97645A1 |
| SU 1718993 A2, 15.05.1989. | |||

