Изобретение относится к нефтегазодобывающей и геологоразведочной отраслям промышленности и предназначено для дистанционной разделительной резки аварийных металлоконструкций и объемного оборудования, а также для выполнения работ на морских буровых платформах, с целью их последующего удаления оборудования из аварийной зоны.
Известны способы расчистки металлоконструкций аварийной скважины (1, стр. 231…242), при которых выполняемые оперативным персоналом операции по разделке металлоконструкций осуществляются с использованием механизмов, специальных приспособлений, инструментов. При этом работы производятся с высокой степенью опасности для персонала в зоне действия аварийно фонтанирующей струи, что сопряжено также с нарушением работоспособности применяемой техники и опасной экологической обстановкой.
Известен патент №2397055 RU на «Лазерный технологический комплекс для обработки крупногабаритных объектов» (2). Комплекс содержит технологический лазер, элементы транспортировки лазерного излучения в виде поворотных зеркал, оптико-фокусирующую головку с механизмом ее перемещения по трем координатам и технологический стол для обрабатываемого изделия.
Недостатком изобретения является невозможность использовать в аварийных морских условиях при высокой сложности объекта.
Известен патент №2479395 RU на «Способ лазерной резки металла или сплава» (3), в котором осуществляют резку различных металлов под водой для высокого качества реза.
Недостатком является невозможность использования на судах для резки в аварийных морских условиях металлоконструкции.
Известен патент на изобретение №: 2049631RU на "Способ лазерной резки объемных конструкций" (4), в котором лазерная резка объемных конструкций, имеющих внутренние полости, производится в направлении сфокусированного лазерного излучения в место предполагаемого реза, причем лазерное излучение периодически отключают и подают в этот период в полость конструкции вспомогательный газ.
Недостатком является невозможность использования на судах для резки в аварийных морских условиях металлоконструкции.
Наиболее близким техническим решением по совокупности существенных признаков является патент №2485287, МПК Е21В 35/00 от 21.12.2011 на «Способ подготовки приустьевой зоны скважины для ликвидации аварийного фонтанирования» (5), в котором разделительную резку металлоконструкций производят дистанционно мобильным лазерным технологическим комплексом, состоящим из блок-контейнеров, в которых смонтированы лазерные блоки, формирующий телескоп и система видеонаблюдения.
Недостатком данного способа является невозможность использования на аварийных морских буровых нефтегазовых платформах в условиях растекания нефти вокруг скважин.
Раскрытие изобретения
Целью изобретения является резка аварийных металлоконструкций и оборудования морских буровых нефтегазовых платформ в условиях растекания нефти вокруг скважин.
Данная цель достигается путем установки мобильного технологического комплекса на палубе судна, изменении судном направления лазерного луча вокруг металлоконструкции до совмещения с первоначальным положением, повторяют изменение судном направления лазерного луча до разделки металлоконструкции.
Сущность предлагаемого изобретения заключается в том, что устанавливают мобильный технологический комплекс на палубе судна, формирующий телескоп устанавливают на опорно-поворотную стабилизированную платформу, опорно-поворотной стабилизированной платформой с формирующим телескопом сканируют лучом по металлоконструкции, в системе видеонаблюдения фиксируют крайнее положение лазерного луча на металлоконструкции в диапазоне рабочей длины волны, судном изменяют направление лазерного луча вокруг металлоконструкции до совмещения с первоначальным положением, повторяют изменение направления лазерного луча до разделки металлоконструкции.
Технический результат заключается в оперативном сокращении времени проведения аварийных работ, значительном уменьшении объемов потерь ценного сырья, снижении рисков для персонала и снижении экологической опасности.
Осуществление изобретения.
Резка аварийных металлоконструкций известна на примере технологического комплекса на основе 24 кВт лазера, который поставлен на технологическое обслуживание в ООО «Газпром газобезопасность», там же проведены промышленные работы. Работоспособность комплекса подтверждена при ликвидации открытого, с возгоранием, фонтана на скважине №506 Западно-Тарко-Салинского нефтегазоконденсатного месторождения (Ямало-Ненецкий автономный округ) в июле 2011 г. (6).
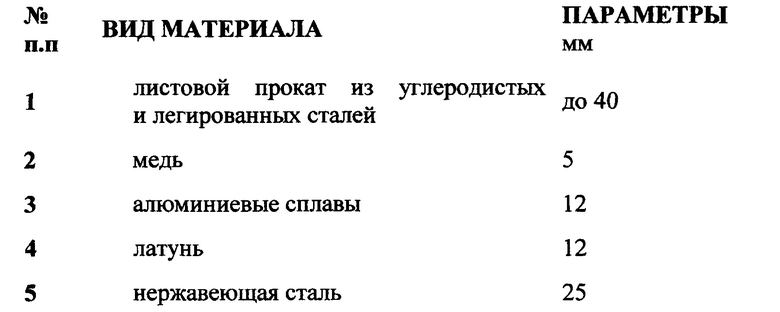
Характеристики толщин основных разрезаемых материалов при мощности лазера 5 кВт.
При использовании для аварийной резки морских буровых платформ технологический комплекс размещают на палубе судна и работа происходит в сложных условиях, что связано с растеканием вокруг платформы нефтепродукта и сканирование по металлоконструкции происходит при фиксации отраженного излучения в диапазоне рабочей длины волны 1.07 мкм с использованием полосовых оптических фильтров.
Интенсивность отражения лазерного излучения при воздействии на поверхность твердого тела определяется коэффициентном отражения, зависящим от материала и длины волны излучения. В табл. представлены значения коэффициентов отражения, полученные И. Спеллингом, при нормальном падении луча и при комнатной температуре. 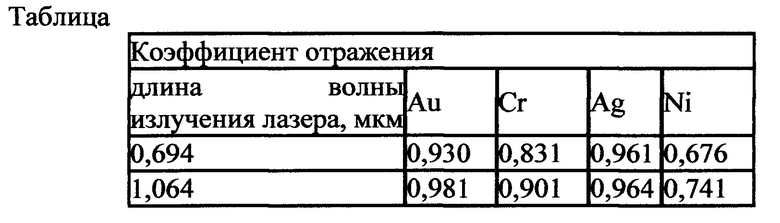
Решающим обстоятельством является увеличение поглощательной способности с ростом температуры обрабатываемой поверхности.
С ростом температуры точки реза интенсивность отраженного излучения падает до полного прожига металлоконструкции и таким образом показывает результат резки.
Практически технологическое использование лазеров для резки металла производится в непрерывном и квазинепрерывном режиме в диапазоне мощностей более 5 кВт, в режимах проплавления поверхности и испарении образовавшейся пленки металла. Диапазон плотностей мощности 105-107 Вт/кв.см подходит для разогрева и плавления металла. Для удаленного применения подходят лазеры с мощностью 30-100 кВт непрерывной мощности, производимые фирмой IPG Photonics (ЛС-30, ЛС-100), которые обеспечивают скоростной прожиг и резку металла. Блочная конструкция хорошо монтируется в контейнерах.
Таким образом, при прожиге металлоконструкции отсутствие отраженного излучения показывает прожиг металлоконструкций, что позволяет управлять направлением резки.
Во многом определяющим размерные параметры обработки, является скорость резки. В условиях резки металлов лучом лазера мощностью более 10 кВт характерны скорости обработки, лежащие выше 0,3…0,5 м/мин. Высоким скоростям резки соответствует повышение мощности лазера или снижение толщины разрезаемых деталей, обычно скорости резки не повышают более 6…8 м/мин, что достаточно для целого ряда применений.
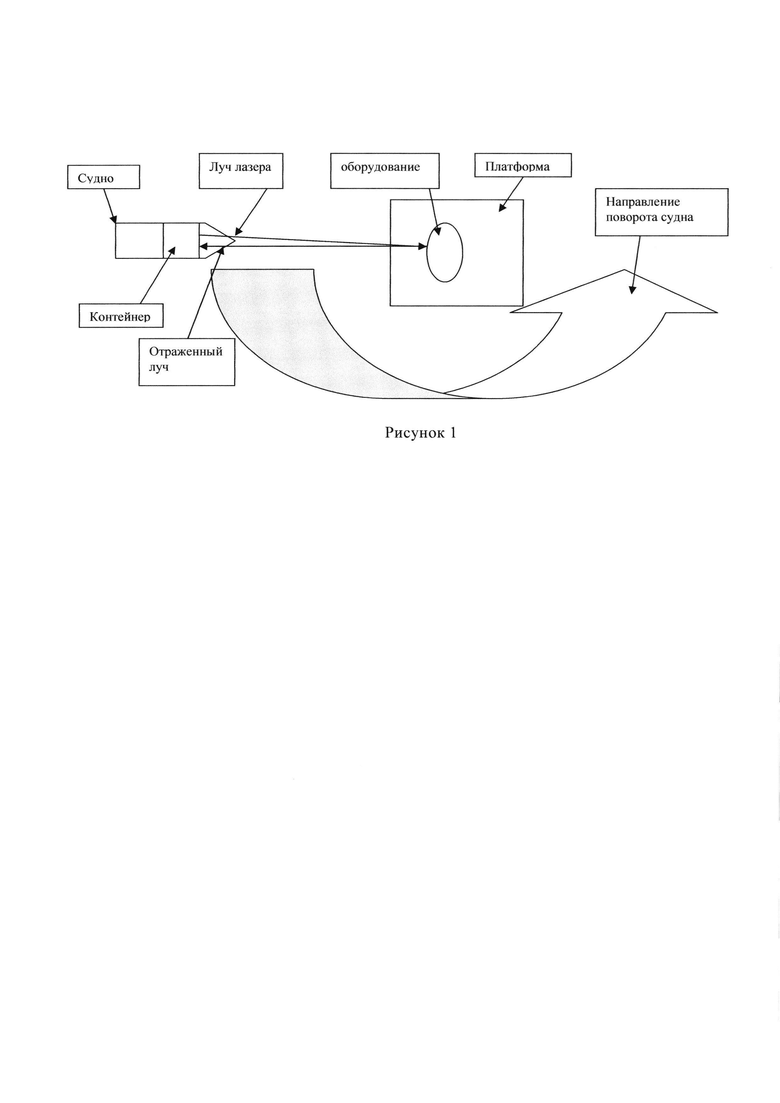
Для эффективной резки в морских условиях с постоянной качкой формирующий телескоп располагается на опорно-поворотной стабилизированной платформе, производится стабилизация луча и сканирование по металлоконструкции. Например, прибор палубный «Сфера-02» АО «НПО Карат» - автономный гиростабилизированный оптико-электронный прибор наблюдения. В диапазоне рабочей длины волны лазера просматривается отраженный сигнал от металлоконструкций, что позволяет контролировать результат прожига и резку. При сканировании металлоконструкции луч достигает крайнего положения, судном меняют направление резки и обходят вокруг аварийной платформы до полной разделки металлоконструкции. При необходимости повторяют резку вокруг аварийной платформы. Техническая реализация способа разделительной резки металлоконструкций и вышедшего из строя оборудования иллюстрируется рисунком 1.
Лазерное оборудование располагается в морских блок-контейнерах, формирующий телескоп на опорно-поворотной стабилизированной платформе, система видеонаблюдения выполняется по требованиям морского регистра. Судно обходит аварийный объект. С судна производят наблюдение за состоянием разделяемых металлоконструкций и при обнаружения результата произведенной резки прекращают работу.
Предложенный способ разделительной резки металлоконструкций и вышедшего из строя оборудования имеет большое народнохозяйственное значение и в связи с освоением новых морских месторождений нефти и газа становится востребованным в возрастающих масштабах.
Источники информации
1. Оборудование и инструмент для предупреждения и ликвидации фонтанов. Справочник. Москва, «Недра», 1996.
2. Патент №2397055 RU на «Лазерный технологический комплекс для обработки крупногабаритных объектов».
3. Патент №2479395 RU на «Способ лазерной резки металла или сплава».
4. Патент №2049631RU на "Способ лазерной резки объемных конструкций".
5. Патент №2 485 287, МПК Е21В 35/00 (2006.01) от 21.12.2011 на «Способ подготовки приустьевой зоны скважины для ликвидации аварийного фонтанирования».
6. «Впервые лазерная установка успешно применена для ликвидации аварии на газовой скважине» (www.triniti.ru).
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОФУНКЦИОНАЛЬНЫЙ ЛАЗЕРНЫЙ МОДУЛЬ МЛМ (КОМПЛЕКС) | 2021 |
|
RU2769194C1 |
| СПОСОБ ПОДГОТОВКИ ПРИУСТЬЕВОЙ ЗОНЫ СКВАЖИНЫ ДЛЯ ЛИКВИДАЦИИ АВАРИЙНОГО ФОНТАНИРОВАНИЯ | 2011 |
|
RU2485287C1 |
| Система автономного лазерного определения координат БВС без использования модулей GPS/ГЛОНАСС | 2019 |
|
RU2723692C1 |
| СПОСОБ ЛАЗЕРНОЙ НЕЙТРАЛИЗАЦИИ ВЗРЫВООПАСНЫХ ОБЪЕКТОВ | 2012 |
|
RU2489677C1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2113956C1 |
| КОМПЛЕКС ЭКОЛОГИЧЕСКОГО МОНИТОРИНГА ВОДНЫХ ОБЪЕКТОВ | 2012 |
|
RU2499248C1 |
| Устройство для лазерной обработки материалов в жидкой среде | 2018 |
|
RU2685306C1 |
| СИСТЕМА ОБНАРУЖЕНИЯ И МОНИТОРИНГА ЗАГРЯЗНЕНИЙ МОРСКОГО НЕФТЕГАЗОВОГО ПРОМЫСЛА | 2013 |
|
RU2522821C1 |
| СИСТЕМА ОБНАРУЖЕНИЯ И МОНИТОРИНГА ЗАГРЯЗНЕНИЙ МОРСКОГО НЕФТЕГАЗОВОГО ПРОМЫСЛА | 2015 |
|
RU2587109C1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ СВАРКИ ТРУБОПРОВОДОВ | 1994 |
|
RU2074798C1 |
Изобретение относится к нефтегазодобывающей и геологоразведочной отраслям промышленности и предназначено для дистанционной разделительной резки аварийных металлоконструкций и объемного оборудования, а также для выполнения работ на морских буровых платформах с целью последующего удаления оборудования из аварийной зоны. Способ осуществляется установкой мобильного технологического комплекса на палубе судна, изменением направления лазерного луча вокруг металлоконструкции до совмещения с первоначальным положением, повторением изменения направления лазерного луча операции до разделки металлоконструкции. Технический результат заключается в оперативном сокращении времени проведения аварийных работ, значительном уменьшении объемов потерь ценного сырья, снижении рисков для персонала и снижении экологической опасности разлива нефти. 1 ил., 1 табл.
Способ разделительной резки металлоконструкций и оборудования, производимой дистанционно мобильным лазерным технологическим комплексом, состоящим из блок-контейнеров, в которых смонтированы лазерные блоки, формирующий телескоп и система видеонаблюдения, отличающийся тем, что устанавливают мобильный технологический комплекс на палубе судна, формирующий телескоп устанавливают на опорно-поворотную стабилизированную платформу, опорно-поворотной стабилизированной платформой с формирующим телескопом сканируют лучом по металлоконструкции, в системе видеонаблюдения фиксируют крайнее положение лазерного луча на металлоконструкции в диапазоне рабочей длины волны, судном меняют направление лазерного луча вокруг металлоконструкции до совмещения с первоначальным положением, повторяют изменение направления лазерного луча до разделки металлоконструкции.
| СПОСОБ ПОДГОТОВКИ ПРИУСТЬЕВОЙ ЗОНЫ СКВАЖИНЫ ДЛЯ ЛИКВИДАЦИИ АВАРИЙНОГО ФОНТАНИРОВАНИЯ | 2011 |
|
RU2485287C1 |
| СПОСОБ ЛИКВИДАЦИИ ОТКРЫТЫХ ФОНТАНОВ НА НЕФТЕГАЗОВЫХ СКВАЖИНАХ И УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ФОНТАННОЙ АРМАТУРЫ С УСТЬЯ ФОНТАНИРУЮЩЕЙ СКВАЖИНЫ | 2012 |
|
RU2493356C1 |
| Приспособление к чулочной машине для вязания клеток | 1928 |
|
SU15700A1 |
| СПОСОБ РАЗРУШЕНИЯ ЛЕДЯНОГО ПОКРОВА | 2013 |
|
RU2553516C2 |
| US 20080149355 A1, 26.06.2008. | |||

