Область техники, к которой относится предлагаемое изобретение
Предлагаемое изобретение в целом относится к способу и устройству для пластикации полимерного материала, в частности - к способу и устройству для двухосной или трехосной объемной пульсирующей деформационной пластикации полимерных материалов с помощью эксцентриковых роторов.
Предпосылки создания предлагаемого изобретения
Технология пластикации с помощью двухчервячных и трехчервячных экструдеров играет важную роль в обработке полимерных материалов и по сравнению с пластикацией с помощью одночервячных экструдеров обеспечивает лучшее перемешивание, реагирование и удаление газов, является подходящей для обработки пластмасс со слабой термостойкостью, особо подходящей для обработки смесей. Процесс пластикации и подачи материала при работе двухчервячных и трехчервячных экструдеров в основном зависит от сопротивления трения червяка при вращении, поэтому в настоящее время полимерным материалам, обработанным с помощью двухчервячных и трехчервячных экструдеров, присущи недостатки, состоящие в том, что они имеют длинный термомеханический цикл, требуют для обработки больших затрат энергии, плохо перемешиваются, оборудование для их обработки является громоздким, их свойства обусловлены материалом и т.д. Для улучшения перемешивания полимерных материалов и сокращения затрат энергии при их пластикации и подаче материала некоторые исследователи оснащают некоторые части червяка проминающими элементами, так чтобы местное распределение потока подчинялось продольной реологии. Однако управление этим местным распределением потока не изменяет характер процесса, в котором преобладающее влияние оказывает сдвиговая реология при двухчервячной и трехчервячной экструзионной пластикации и подаче материала.
По мере того как появляются все новые и новые полимерные материалы, такие как полимерные материалы, армированные растительными волокнами, биоразлагаемые полимерные материалы и полимерные материалы с высокими эксплуатационными характеристиками, требования к точности размеров, смешанным дисперсионным характеристикам, механическим свойствам и другим показателям полимерных материалов тоже все более и более повышаются, и поэтому более высокие требования предъявляются также к устройствам для пластикации полимерных материалов. Способ лопастной пластикации и подачи материала основан на силах продольной реологии, так что плавление, пластикация и перемешивание материала осуществляются при периодическом изменении объема материала в процессе обработки, при этом течение и деформация материала обусловлены главным образом напряжением растяжения, и градиент основной скорости имеет то же направление, что и основной поток и деформация, что проявляется в продольном реологическом поведении, чем решается проблема, состоящая в том, что производительность пластикации с помощью оборудования червячной обработки материала в основном зависит от наружного и внутреннего трения материала. По сравнению с технологией червячной пластикации и подачи материала технология лопастной пластикации и подачи материала имеет такие преимущества, как низкое энергопотребление, короткий термомеханический цикл, высокая приспособляемость к материалам, хорошее диспергирование и хорошее перемешивание. Однако при осуществлении способов лопастной пластикации и подачи материала канал подачи полимерных материалов имеет большое сопротивление, что неблагоприятно для пластикации и комплексной модификации обрабатываемых термочувствительных полимерных материалов.
Что касается насущных проблем, с которыми сталкиваются все отрасли промышленности, связанные с обработкой полимерных материалов, то важное значение в области обработки полимерных материалов имеет разработка новых способов и устройств для пластикации и подачи материала, которые обеспечивали бы значительное улучшение смешанных дисперсных характеристик и эффективности пластикации и перемешивания полимерных материалов, сокращение термомеханического цикла и сокращение энергопотребления, а также позволяли бы эффективно избегать термической деградации полимерных материалов в процессе обработки.
Краткое описание предлагаемого изобретения
Технические проблемы
Целью предлагаемого изобретения является создание способа двухосной или трехосной объемной пульсирующей деформационной пластикации полимерных материалов с помощью эксцентриковых роторов, так чтобы решить такие проблемы, как длинный термомеханический цикл, неоднородное перемешивание и пластикация материалов, плохие смешанные дисперсные характеристики и высокое энергопотребление в процессе обработки полимерных материалов.
Еще одна цель предлагаемого изобретения состоит в создании устройства для осуществления упомянутого способа двухосной или трехосной объемной пульсирующей деформационной пластикации полимерных материалов с помощью эксцентриковых роторов.
Техническое решение
Вышеуказанные цели предлагаемого изобретения достигаются следующим техническим решением.
Предложен способ двухосной или трехосной объемной пульсирующей деформационной пластикации полимерных материалов с помощью эксцентриковых роторов, в котором объем подаваемого материала, образованный между двумя или тремя взаимодействующими путем зацепления роторами, которые образованы соединенными с чередованием винтовыми элементами и эксцентриковыми цилиндрическими элементами, и внутренней поверхностью корпуса, периодически изменяется вдоль осевого направления и по радиальным направлениям роторов с обеспечением объемной пульсирующей деформационной пластикации и подачи материала в процессе обеспечивающего взаимодействие путем зацепления вращения двух или трех взаимодействующих путем зацепления эксцентриковых роторов.
Предложено устройство для осуществления вышеуказанного способа двухосной или трехосной объемной пульсирующей деформационной пластикации полимерных материалов с помощью эксцентриковых роторов, основными составными частями которого являются приемная воронка, два или три эксцентриковых ротора, корпус и узел привода, при этом упомянутые эксцентриковые роторы установлены во внутренней полости корпуса, и каждый из них соединен с узлом привода, упомянутая приемная воронка сообщена с упомянутой внутренней полостью корпуса, а каждый из эксцентриковых роторов образован имеющими разную длину соединенными с чередованием винтовыми элементами и эксцентриковыми цилиндрическими элементами, при этом упомянутые винтовые элементы эксцентриковых роторов выполнены с возможностью взаимодействовать между собой путем зацепления, а осевые положения упомянутых эксцентриковых цилиндрических элементов одинаковы.
Для достижения целей предлагаемого изобретения представляется предпочтительным такое решение, при котором геометрическая ось винтовой компоненты (то есть, совокупности винтовых элементов) каждого из двух или трех роторов совпадает с осью вращения ротора, а геометрическая ось эксцентриковой цилиндрической компоненты (то есть, совокупности эксцентриковых цилиндрических элементов) смещена относительно оси вращения ротора, при этом эксцентриковые цилиндрические элементы, занимающие разное положение на одном и том же роторе, имеют одно и то же направление смещения относительно оси вращения ротора.
Представляется предпочтительным такое решение, при котором шаг винтовых элементов эксцентрикового ротора и длина его эксцентриковых цилиндрических элементов последовательно сокращаются в осевом направлении.
Представляется предпочтительным такое решение, при котором устройство содержит три эксцентриковых ротора: средний эксцентриковый ротор, правый эксцентриковый ротор и левый эксцентриковый ротор, при этом эти средний эксцентриковый ротор, правый эксцентриковый ротор и левый эксцентриковый ротор во внутренней полости корпуса установлены горизонтально, а винтовой элемент среднего эксцентрикового ротора выполнен с возможностью взаимодействовать путем зацепления с винтовыми элементами правого эксцентрикового ротора и винтовыми элементами левого эксцентрикового ротора.
Представляется предпочтительным такое решение, при котором устройство содержит два эксцентриковых ротора: первый эксцентриковый ротор и второй эксцентриковый ротор, при этом они выполнены с возможностью взаимодействовать между собой путем зацепления во внутренней полости корпуса с вращением в одном и том же направлении или в разных направлениях.
Представляется предпочтительным такое решение, при котором основными составными частями устройства являются узел трехосной объемной пульсирующей деформационной пластикации и подачи материала с помощью эксцентриковых роторов и узел поршневой инжекции, при этом основными составными частями упомянутого узла трехосной объемной пульсирующей деформационной пластикации и подачи материала являются средний эксцентриковый ротор, правый эксцентриковый ротор, левый эксцентриковый ротор, корпус и узел привода, а основными составными частями упомянутого узла поршневой инжекции являются соединительная часть, поршень и цилиндр, при этом упомянутый цилиндр сообщен с корпусом с помощью упомянутой соединительной части, а упомянутый поршень соединен с цилиндром, при этом средний эксцентриковый ротор, правый эксцентриковый ротор и левый эксцентриковый ротор соединены с узлом привода и установлены во внутренней полости корпуса, при этом шаг винтовых элементов и длина эксцентриковых цилиндрических элементов сокращаются в осевом направлении, при этом винтовой элемент среднего эксцентрикового ротора выполнен с возможностью взаимодействовать путем зацепления с винтовыми элементами правого эксцентрикового ротора и винтовыми элементами левого эксцентрикового ротора.
Предлагаемое изобретение может найти применение в экструзии полимерных материалов, или же, при использовании совместно с узлом поршневой инжекции, в инжекционном прессовании полимерных материалов.
Положительные результаты
Предлагаемое изобретение решает такие проблемы предшествующего уровня техники, как длинный термомеханический цикл, неоднородное перемешивание и пластикация материалов, плохие смешанные дисперсионные характеристики и большие расходы энергии в процессе формования полимерного материала, и по сравнению с традиционными способами и устройствами обработки полимерных материалов обеспечивает следующие преимущества:
1) при осуществлении процесса пластикации и подачи материала обрабатываемый материал претерпевает циклическое изменение объема в конкретном пространстве, это изменение обусловлено преобладающим влиянием объемной пульсирующей деформации, и процесс имеет значительно более короткий термомеханический цикл и требует меньше энергии для пластикации и подачи материала по сравнению с традиционным процессом червячной пластикации и подачи материала с преобладающим влиянием сдвиговой реологии,
2) объем подаваемого материала, образованный между двумя или тремя взаимодействующими путем зацепления эксцентриковыми роторами со специальной структурой поверхности и внутренней поверхностью корпуса периодически изменяется в осевом направлении и по радиальным направлениям роторов, чем достигается улучшение пластикации и перемешивания, а также смешанных дисперсионных эффектов полимерных материалов при повышении приспособляемости к материалам,
3) процесс пластикации и подачи материала является непрерывным с характеристиками полного прямого объемного вытеснения при значительно повышенной стабильности и эффективности вытеснения, и
4) предлагаемое устройство удобно в сборке и разборке, а также в применении и транспортировке.
Краткое описание прилагаемых графических материалов
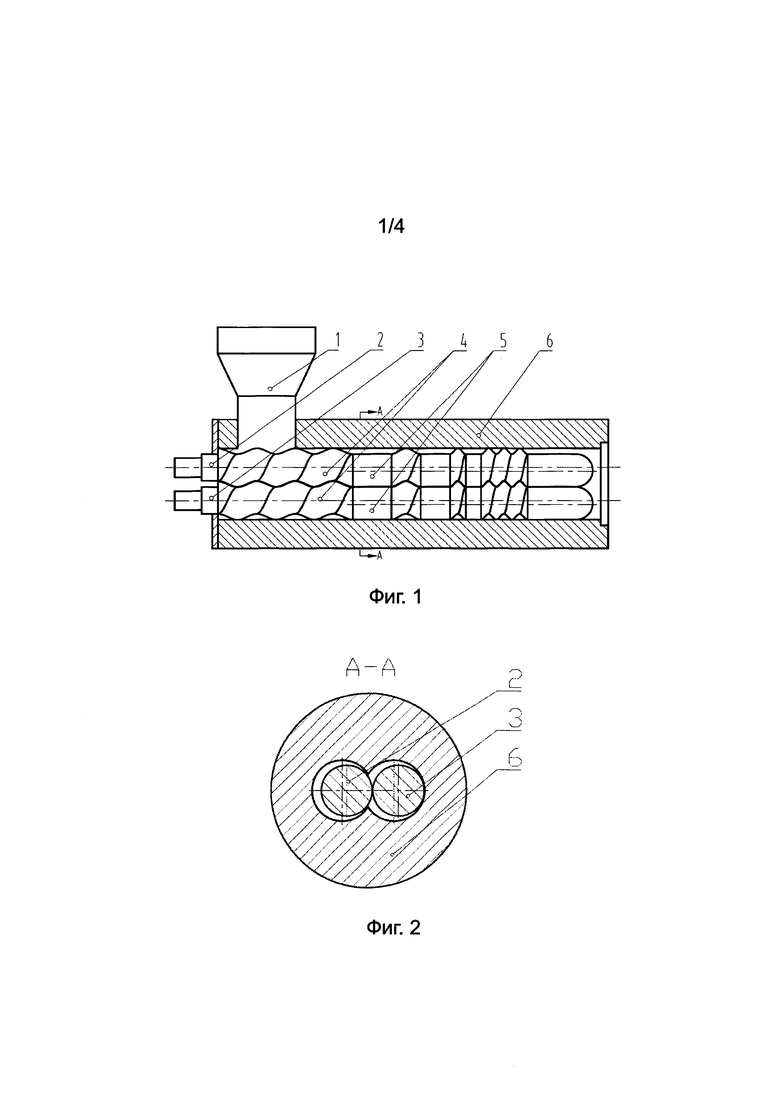
На фиг. 1 схематично изображена конструкция устройства для двухосной объемной пульсирующей деформационной пластикации с помощью эксцентриковых роторов (приведены во взаимодействие путем зацепления с возможностью вращения в одном и том же направлении) согласно Примеру 1.
На фиг. 2 изображено сечение устройства, изображенного на фиг. 1, по А-А.
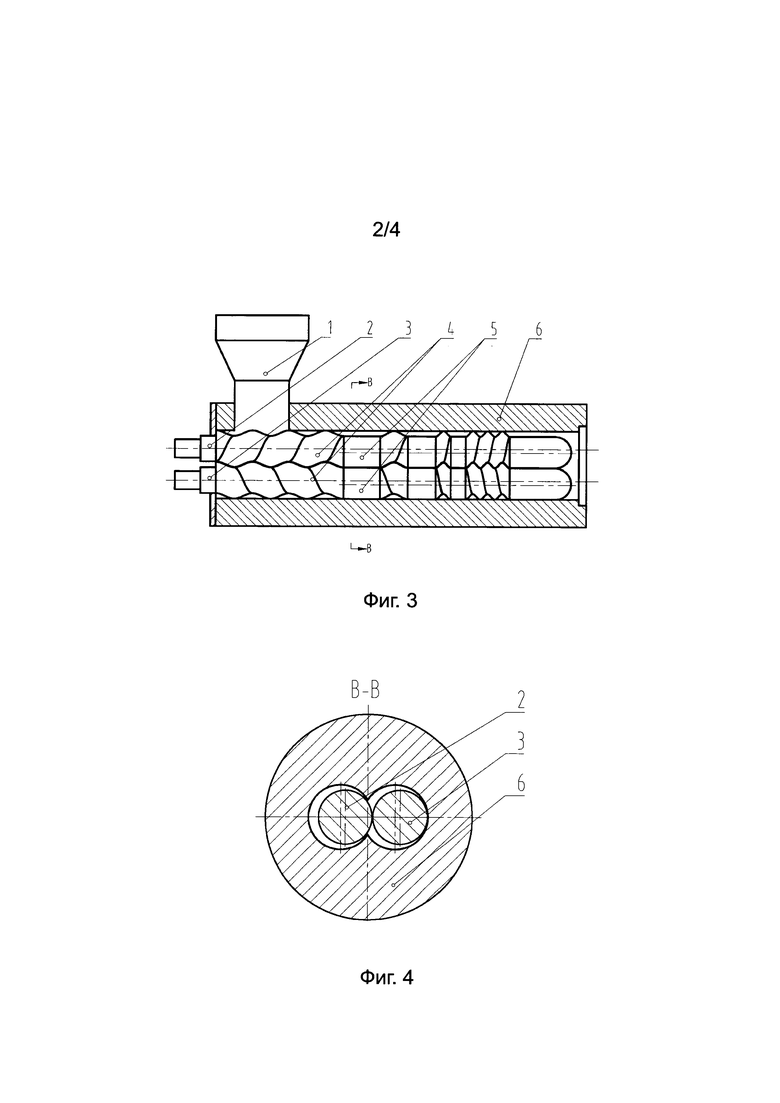
На фиг. 3 схематично изображена конструкция устройства для двухосной объемной пульсирующей деформационной пластикации с помощью эксцентриковых роторов (приведены во взаимодействие путем зацепления с возможностью вращения в разных направлениях) согласно Примеру 2.
На фиг. 4 изображено сечение устройства, изображенного на фиг. 3, по В-В.
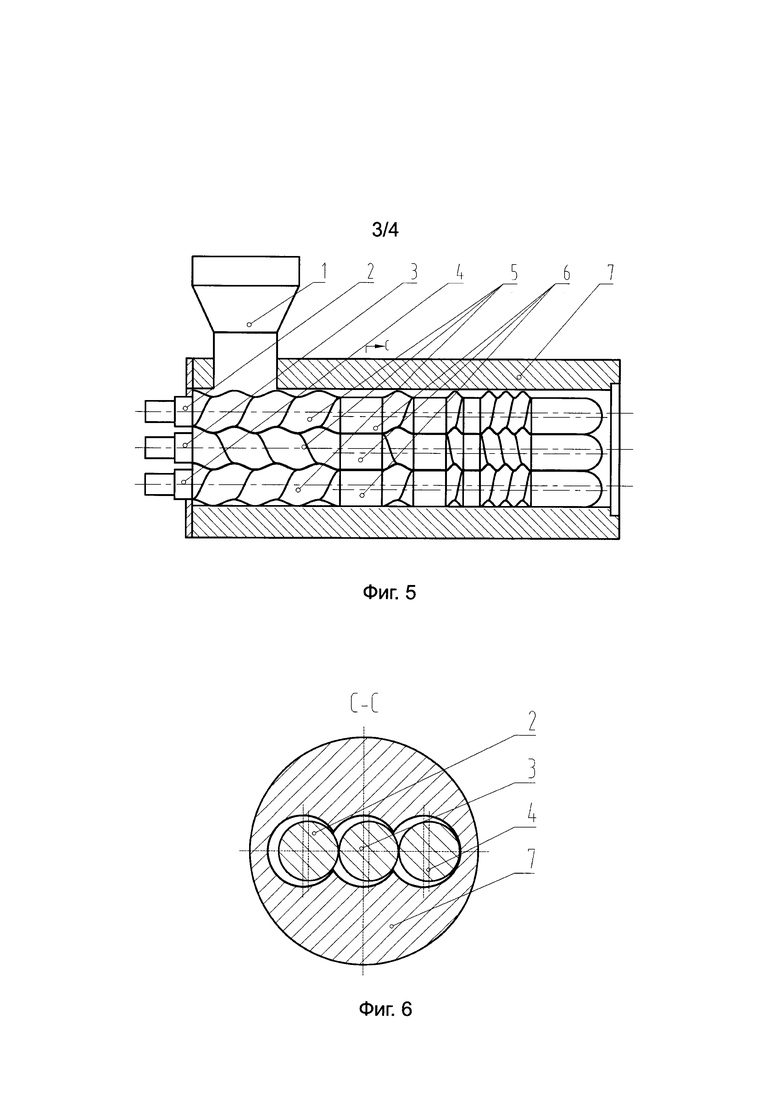
На фиг. 5 схематично изображена конструкция устройства для трехосной объемной пульсирующей деформационной пластикации с помощью эксцентриковых роторов согласно Примеру 3.
На фиг. 6 изображено сечение устройства, изображенного на фиг. 5, по С-С.
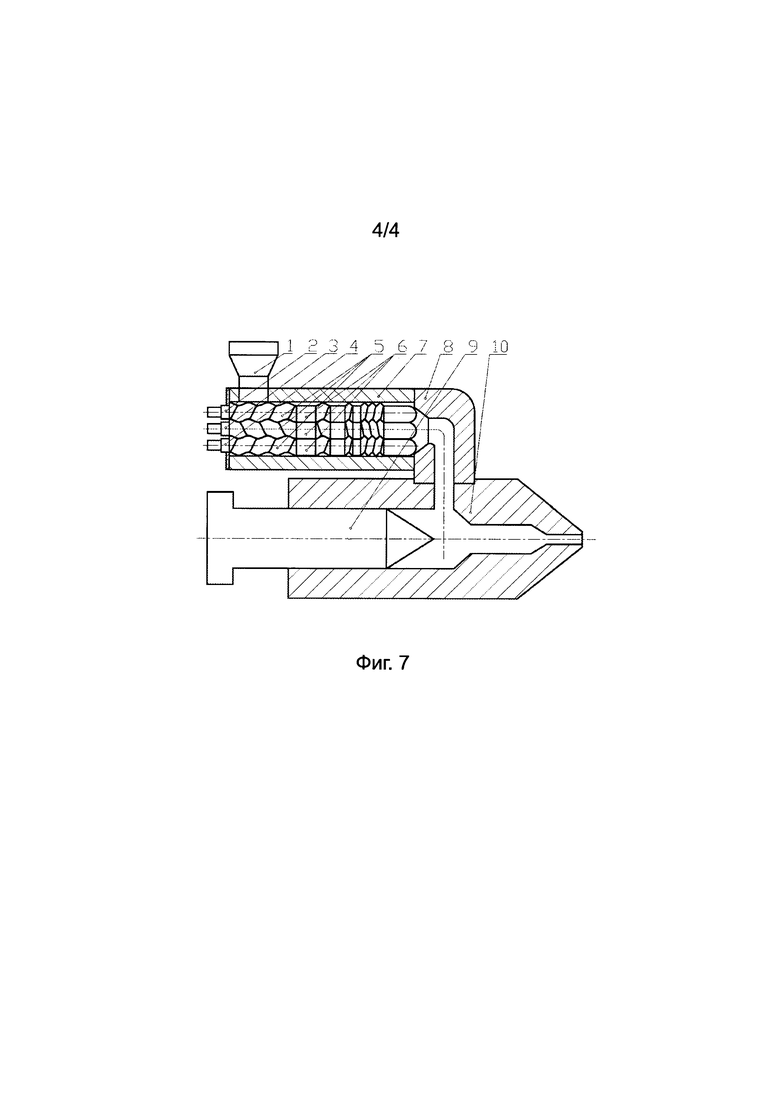
На фиг. 7 схематично изображена конструкция устройства для трехосной объемной пульсирующей деформационной пластикации с помощью эксцентриковых роторов согласно Примеру 4.
Подробное описание предлагаемого изобретения
Предлагаемое изобретение далее описывается на примерах его осуществления со ссылками на прилагаемые графические материалы. Следует заметить, однако, что объем предлагаемого изобретения не ограничен рассматриваемыми примерами его осуществления.
Пример 1
Основными составными частями изображенного на фиг. 1 и фиг. 2 устройства для двухосной объемной пульсирующей деформационной пластикации с помощью эксцентриковых роторов (приводимых во вращение в одном и том же направлении) являются приемная воронка 1, первый эксцентриковый ротор 2, второй эксцентриковый ротор 3, корпус 6 и узел привода. Первый эксцентриковый ротор 2 и второй эксцентриковый ротор 3 установлены с возможностью взаимодействовать друг с другом путем зацепления во внутренней полости корпуса 6 и надлежащим образом соединены с узлом привода. Приемная воронка 1 сообщена с упомянутой внутренней полостью корпуса, а первый эксцентриковый ротор 2 и второй эксцентриковый ротор 3 выполнены с возможностью вращаться в одном и том же направлении, при этом первый эксцентриковый ротор 2 и второй эксцентриковый ротор 3 образованы имеющими разную длину и расположенными с чередованием винтовыми элементами 4 и эксцентриковыми цилиндрическими элементами 5. Как шаг винтовых элементов 4, так и длина эксцентриковых цилиндрических элементов 5 уменьшаются в осевом направлении. Винтовые элементы 4 первого эксцентрикового ротора 2 и винтовые элементы 4 второго эксцентрикового ротора 3 находятся в зацеплении между собой, а эксцентриковые цилиндрические элементы 5 первого эксцентрикового ротора 2 и эксцентриковые цилиндрические элементы 5 второго эксцентрикового ротора 3 находятся в одном и том же осевом положении. Геометрическая ось винтовых элементов 4 первого эксцентрикового ротора 2 и геометрическая ось винтовых элементов 4 второго эксцентрикового ротора 3 совпадает с осью вращения соответствующего ротора, в то время как геометрическая ось эксцентриковых цилиндрических элементов 5 смещена относительно оси вращения соответствующего ротора. Эксцентриковые цилиндрические элементы, занимающие разное положение на одном и том же роторе, имеют одинаковое направление смещения. Когда первый эксцентриковый ротор 2 и второй эксцентриковый ротор 3 вращаются в одном и том же направлении, внешняя поверхность двух эксцентриковых роторов и внутренняя поверхность корпуса 6 и вершина ребра винтового элемента 4 образуют полость, объем которой периодически изменяется в осевом направлении и по радиальным направлениям первого эксцентрикового ротора 2 и второго эксцентрикового ротора 3 вместе с прокатыванием эксцентрикового цилиндрического элемента 5. При изменении объема полости в сторону увеличения происходит загрузка материала, а при изменении объема полости в сторону уменьшения материал подвергается перемалыванию, уплотнению, дегазации (из него удаляются газы), пластикации, расплавлению и, в конце концов, выгрузке из устройства под действием сжимающего напряжения, при этом корпус 6 подвергают нагреву снаружи.
Пример 2
Основными составными частями изображенного на фиг. 3 и фиг. 4 устройства для двухосной объемной пульсирующей деформационной пластикации с помощью эксцентриковых роторов (приводимых во вращение в разных направлениях) являются приемная воронка 1, первый эксцентриковый ротор 2, второй эксцентриковый ротор 3, корпус 6 и узел привода. Первый эксцентриковый ротор 2 и второй эксцентриковый ротор 3 установлены с возможностью взаимодействовать друг с другом путем зацепления во внутренней полости корпуса 6 и надлежащим образом соединены с узлом привода. Приемная воронка 1 сообщена с упомянутой внутренней полостью корпуса, а первый эксцентриковый ротор 2 и второй эксцентриковый ротор 3 выполнены с возможностью вращаться в разных направлениях. Первый эксцентриковый ротор 2 и второй эксцентриковый ротор 3 образованы имеющими разную длину и чередующимися винтовыми элементами 4 и эксцентриковыми цилиндрическими элементами 5, при этом как шаг винтовых элементов 4, так и длина эксцентриковых цилиндрических элементов 5 уменьшаются в осевом направлении. Винтовые элементы 4 первого эксцентрикового ротора 2 и винтовые элементы 4 второго эксцентрикового ротора 3 находятся в зацеплении между собой, а эксцентриковые цилиндрические элементы 5 первого эксцентрикового ротора 2 и эксцентриковые цилиндрические элементы 5 второго эксцентрикового ротора 3 находятся в одном и том же осевом положении. Геометрическая ось винтовых элементов 4 первого эксцентрикового ротора 2 и геометрическая ось винтовых элементов 4 второго эксцентрикового ротора 3 совпадает с осью вращения соответствующего ротора, в то время как геометрическая ось эксцентриковых цилиндрических элементов 5 смещена относительно оси вращения соответствующего ротора, при этом эксцентриковые цилиндрические элементы, занимающие разное положение на одном и том же роторе, имеют одинаковое направление смещения. Когда первый эксцентриковый ротор 2 и второй эксцентриковый ротор 3 вращаются в разных направлениях, внешняя поверхность двух эксцентриковых роторов и внутренняя поверхность корпуса 6 и вершина ребра винтового элемента 4 образуют полость, объем которой периодически изменяется в осевом направлении и в радиальных направлениях первого эксцентрикового ротора 2 и второго эксцентрикового ротора 3 вместе с прокатыванием эксцентрикового цилиндрического элемента 5. При изменении объема полости в сторону увеличения происходит загрузка материала, а при изменении объема полости в сторону уменьшения материал подвергается перемалыванию, уплотнению, дегазации, пластикации, расплавлению и, в конце концов, выгрузке из устройства под действием сжимающего напряжения, при этом корпус 6 подвергают нагреву снаружи.
Пример 3
Основными составными частями изображенного на фиг. 5 и фиг.6 устройства для трехосной объемной пульсирующей деформационной пластикации с помощью эксцентриковых роторов являются приемная воронка 1, три ротора (средний эксцентриковый ротор 3, правый эксцентриковый ротор 2 и левый эксцентриковый ротор 4), корпус 7 и узел привода. Упомянутые средний эксцентриковый ротор 3, правый эксцентриковый ротор 2 и левый эксцентриковый ротор 4 установлены во внутренней полости корпуса 7 горизонтально и надлежащим образом соединены с узлом привода. Приемная воронка 1 сообщена с упомянутой внутренней полостью корпуса, средний эксцентриковый ротор 3, правый эксцентриковый ротор 2 и левый эксцентриковый ротор 4 образованы имеющими разную длину и расположенными с чередованием винтовыми элементами 5 и эксцентриковыми цилиндрическими элементами 6, при этом как шаг винтовых элементов 5, так и длина эксцентриковых цилиндрических элементов 6 уменьшаются в осевом направлении. Винтовые элементы 5 среднего эксцентрикового ротора 3 находятся в зацеплении с винтовыми элементами 5 правого эксцентрикового ротора 2 и винтовыми элементами 5 левого эксцентрикового ротора 4, а эксцентриковые цилиндрические элементы 6 среднего эксцентрикового ротора 3, эксцентриковые цилиндрические элементы 6 правого эксцентрикового ротора 2 и эксцентриковые цилиндрические элементы 6 левого эксцентрикового ротора 4 находятся в одном и том же осевом положении. Геометрическая ось винтовых элементов 5 среднего эксцентрикового ротора 3, геометрическая ось винтовых элементов 5 правого эксцентрикового ротора 2 и геометрическая ось винтовых элементов 5 левого эксцентрикового ротора 4 совпадает с осью вращения соответствующего ротора, в то время как геометрическая ось эксцентриковых цилиндрических элементов 6 смещена относительно оси вращения соответствующего ротора. Эксцентриковые цилиндрические элементы, занимающие разное положение на одном и том же роторе, имеют одинаковое направление смещения. При вращении среднего эксцентрикового ротора 3, правого эксцентрикового ротора 2 и левого эксцентрикового ротора 4 внешняя поверхность трех эксцентриковых роторов и внутренняя поверхность корпуса 7 и вершина ребра винтового элемента 5 образуют полость, объем которой периодически изменяется в осевом направлении и в радиальных направлениях среднего эксцентрикового ротора 3, правого эксцентрикового ротора 2 и левого эксцентрикового ротора 4 вместе с прокатыванием эксцентрикового цилиндрического элемента 6. При изменении объема полости в сторону увеличения происходит загрузка материала, а при изменении объема полости в сторону уменьшения материал подвергается перемалыванию, уплотнению, дегазации, пластикации, расплавлению и, в конце концов, выгрузке из устройства под действием сжимающего усилия, при этом корпус 6 подвергают нагреву снаружи.
Пример 4
Основными составными частями изображенного на фиг. 7 инжекционного устройства для трехосной объемной пульсирующей деформационной пластикации с помощью эксцентриковых роторов являются узел трехосной объемной пульсирующей деформационной пластикации и подачи материала с помощью эксцентриковых роторов и узел поршневой инжекции. Основными составными частями упомянутого узла трехосной объемной пульсирующей деформационной пластикации и подачи материала являются приемная воронка 1, три ротора (средний эксцентриковый ротор 3, правый эксцентриковый ротор 2 и левый эксцентриковый ротор 4), корпус 7 и узел привода, а основными составными частями упомянутого узла поршневой инжекции являются соединительная часть 8, поршень 9 и цилиндр 10. Упомянутый цилиндр 10 сообщен с корпусом 7 с помощью упомянутой соединительной части 8, а упомянутый поршень 9 соединен с цилиндром 10. Упомянутые средний эксцентриковый ротор 3, правый эксцентриковый ротор 2 и левый эксцентриковый ротор 4 надлежащим образом соединены с узлом привода и все установлены во внутренней полости корпуса 7. Приемная воронка 1 сообщена с упомянутой внутренней полостью корпуса 7, средний эксцентриковый ротор 3, правый эксцентриковый ротор 2 и левый эксцентриковый ротор 4 образованы имеющими разную длину и расположенными с чередованием винтовыми элементами 5 и эксцентриковыми цилиндрическими элементами 6. Как шаг винтовых элементов 5, так и длина эксцентриковых цилиндрических элементов 6 уменьшаются в осевом направлении, при этом винтовые элементы 5 среднего эксцентрикового ротора 3, винтовые элементы 5 правого эксцентрикового ротора 2 и винтовые элементы 5 левого эксцентрикового ротора 4 находятся в зацеплении между собой, а эксцентриковые цилиндрические элементы 6 среднего эксцентрикового ротора 3, эксцентриковые цилиндрические элементы 6 правого эксцентрикового ротора 2 и эксцентриковые цилиндрические элементы 6 левого эксцентрикового ротора 4 находятся в одном и том же осевом положении. При вращении среднего эксцентрикового ротора 3, правого эксцентрикового ротора 2 и левого эксцентрикового ротора 4 внешняя поверхность этих трех эксцентриковых роторов и внутренняя поверхность корпуса 7 и вершина ребра винтового элемента 5 образуют полость, объем которой периодически изменяется в осевом направлении и в радиальных направлениях среднего эксцентрикового ротора 3, правого эксцентрикового ротора 2 и левого эксцентрикового ротора 4 вместе с прокатыванием эксцентрикового цилиндрического элемента 6. При этом обрабатываемый материал претерпевает пластикацию и расплавление и через соединительную часть 8 подается в цилиндр 10, при этом поршень 9 постоянно отводят назад. Когда количество накапливаемого в цилиндре 10 расплавленного материала достигнет требуемой для получения продукта величины, работу узла трехосной объемной пульсирующей деформационной пластикации и подачи материала с помощью эксцентриковых роторов, заключающуюся в пластикации и расплавлении материала, останавливают и процесс пластикационного измерения, осуществляемый инжекционной машиной, прекращают. После того, как инжекционная машина завершит процесс наполнения пресс-формы и будет поддерживаться давление, узел трехосной объемной пульсирующей деформационной пластикации и подачи материала с помощью эксцентриковых роторов начинает пластикацию и подачу материала на стадии охлаждения продуктов, при этом инжекционная машина начинает новый цикл формования продуктов.
При использовании предлагаемого изобретения материалы подвергают циклическому изменению объема в конкретном пространстве, в котором совершается процесс пластикации и подачи материала, который основывается на преобладающем влиянии объемной пульсирующей деформации и имеет значительно более короткий опытный термомеханический цикл и сокращенные затраты энергии на пластикацию и подачу материала по сравнению с традиционным процессом шнековой пластикации и подачи материала, который основывается на преобладающем влиянии сдвиговой реологии.
При работе устройства согласно предлагаемому изобретению объем подаваемого материала, образованный между двумя или тремя взаимодействующими путем зацепления эксцентриковыми роторами со специальной структурой поверхности и внутренней поверхностью корпуса периодически изменяется в осевом направлении и по радиальным направлениям роторов, чем достигается улучшение пластикации и перемешивания, а также смешанных дисперсионных эффектов полимерных материалов при повышении приспособляемости к материалам. Процесс пластикации и подачи материала является непрерывным с характеристиками полного прямого объемного вытеснения при значительно повышенной стабильности и эффективности вытеснения. Предлагаемое устройство удобно в сборке и разборке, а также в применении и транспортировке.
Предлагаемое изобретение обеспечивает возможность осуществлять экструзионное формование полимерных материалов или в комбинации с узлом поршневой инжекции осуществлять инжекционное формование полимерных материалов и имеет такие преимущества, как достижение для полимерных материалов желаемой степени перемешивания и эффекта пластикации, короткий термомеханический цикл, более низкое энергопотребление и широкий диапазон приспособляемости.
Изобретение относится к способу двухосной или трехосной объемной пульсирующей деформационной пластикации. Техническим результатом является достижение для полимерных материалов желаемой степени перемешивания и эффекта пластикации, сокращение термомеханического цикла, уменьшение энергопотребления и расширение диапазона приспособляемости. Технический результат достигается способом двухосной или трехосной объемной пульсирующей деформационной пластикации с помощью эксцентриковых роторов, который характеризуется тем, что объем подаваемого материала, образованный между двумя или тремя взаимодействующими путем зацепления роторами, которые образованы соединенными с чередованием винтовыми элементами и эксцентриковыми цилиндрическими элементами, и внутренней поверхностью корпуса, периодически изменяют вдоль осевого направления и по радиальным направлениям роторов. При этом обеспечивают объемную пульсирующую деформационную пластикацию и подачу материала в процессе обеспечивающего взаимодействие путем зацепления вращения двух или трех взаимодействующих путем зацепления эксцентриковых роторов. 2 н. и 5 з.п. ф-лы, 7 ил.
1. Способ двухосной или трехосной объемной пульсирующей деформационной пластикации с помощью эксцентриковых роторов, включающий следующие действия: подачу объема материала, образованного между двумя или тремя находящимися в зацеплении роторами, которые образованы соединенными с чередованием винтовыми элементами и эксцентриковыми цилиндрическими элементами, и внутренней поверхностью корпуса, и периодическое изменение объема в осевом направлении и в радиальных направлениях роторов с обеспечением объемной пульсирующей деформационной пластикации и подачи материала в процессе совместного вращения двух или трех находящихся в зацеплении эксцентриковых роторов.
2. Устройство для двухосной или трехосной объемной пульсирующей деформационной пластикации полимерных материалов с помощью эксцентриковых роторов, содержащее приемную воронку, два или три эксцентриковых ротора, корпус и узел привода, при этом упомянутые эксцентриковые роторы установлены во внутренней полости корпуса, и каждый из них соединен с узлом привода, причем упомянутая приемная воронка сообщена с упомянутой внутренней полостью корпуса, а каждый из эксцентриковых роторов образован имеющими разную длину и расположенными с чередованием винтовыми элементами и эксцентриковыми цилиндрическими элементами, при этом упомянутые винтовые элементы эксцентриковых роторов выполнены с возможностью взаимодействовать между собой путем зацепления, и осевые положения упомянутых эксцентриковых цилиндрических элементов одинаковы, при этом устройство выполнено с возможностью осуществления способа по п. 1.
3. Устройство по п. 2, характеризующееся тем, что ось винтового элемента упомянутых двух или трех роторов совпадает с осью вращения соответствующего ротора, а ось каждого из эксцентриковых цилиндрических элементов смещена относительно оси вращения соответствующего ротора, при этом эксцентриковые цилиндрические элементы, занимающие разные положения на одном и том же роторе, имеют одно и то же направление смещения.
4. Устройство по п. 2, характеризующееся тем, что шаг винтовых элементов эксцентрикового ротора и длина его эксцентриковых цилиндрических элементов последовательно сокращаются в осевом направлении.
5. Устройство по любому из пп. 2-4, характеризующееся тем, что оно содержит три эксцентриковых ротора: средний эксцентриковый ротор, правый эксцентриковый ротор и левый эксцентриковый ротор, при этом средний эксцентриковый ротор, правый эксцентриковый ротор и левый эксцентриковый ротор установлены во внутренней полости корпуса горизонтально, а винтовые элементы среднего эксцентрикового ротора и винтовые элементы правого эксцентрикового ротора и левого эксцентрикового ротора выполнены с возможностью взаимодействия друг с другом путем зацепления.
6. Устройство по любому из пп. 2-4, характеризующееся тем, что оно содержит два эксцентриковых ротора: первый эксцентриковый ротор и второй эксцентриковый ротор, которые выполнены с возможностью взаимодействия путем зацепления во внутренней полости корпуса с вращением в одном и том же направлении или в разных направлениях.
7. Устройство по п. 2, характеризующееся тем, что оно содержит узел трехосной объемной пульсирующей деформационной пластикации и подачи материала с помощью эксцентриковых роторов и узел поршневой инжекции, при этом упомянутый узел трехосной объемной пульсирующей деформационной пластикации и подачи материала включает средний эксцентриковый ротор, правый эксцентриковый ротор, левый эксцентриковый ротор, корпус и узел привода, а упомянутый узел поршневой инжекции содержит соединительную часть, поршень и цилиндр, при этом упомянутый цилиндр сообщен с корпусом с помощью упомянутой соединительной части, а упомянутый поршень соединен с цилиндром, при этом средний эксцентриковый ротор, правый эксцентриковый ротор и левый эксцентриковый ротор соединены с узлом привода и установлены во внутренней полости корпуса, причем шаг винтовых элементов и длина эксцентриковых цилиндров сокращаются в осевом направлении, при этом винтовые элементы среднего эксцентрикового ротора выполнены с возможностью взаимодействия путем зацепления с винтовыми элементами правого эксцентрикового ротора и левого эксцентрикового ротора.
| Устройство для регулирования интенсивности света | 1980 |
|
SU875356A1 |
| CN 104002447 A, 27.08.2014 | |||
| US 6783270 A, 31.08.2004 | |||
| CN 103056979 A, 24.04.2013 | |||
| US 4352568 A, 05.10.1982 | |||
| JP 58197034 A, 16.11.1983 | |||
| US 9022639 B2, 05.05.2015 | |||
| СПОСОБ ЭКСТРУЗИИ ПЛАСТИЧЕСКИХ МАСС | 2009 |
|
RU2496643C9 |

