Настоящее изобретение относится к технологии и к устройству для формования полимера, а более конкретно - к способу электромагнитного динамического литьевого формования полимеров и к устройству для его осуществления.
Пластицирующее впрыскивающее устройство наиболее распространенных известных машин для литьевого формования представляет собой червячное, расположенное вдоль оси впрыскивающее устройство, которое является модификацией известного червячного экструдера. Впрыскивающее устройство этого вида отличается от экструдера тем, что, когда материалы пластицируются, червяк отводится, а расплавленные материалы заполняют пространство в загрузочном цилиндре, образованное в результате отвода конца червяка. Когда накапливается определенное количество расплавленных материалов, червяк действует как поршень, продвигаемый внешней силой, для впрыскивания материалов из загрузочного цилиндра в полость формы, связанную с ним. Впрыскивающее устройство этого типа имеет три следующих недостатка:
(1) Из-за отвода червяка во время пластикации эффективная длина пластицирующего устройства уменьшается, вследствие чего пластикация и перемешивание не приводят к гомогенности, и разность температур и неравномерность распределения температуры расплавленного материала существуют в загрузочном цилиндре в радиальном и в осевом направлениях, которые влияют на качество изделий после впрыскивания.
(2) Во время впрыскивания червяк перемещается с частично равномерной скоростью, обусловливая заполнение полости формы расплавленным материалом на отрезках со стабильным давлением, вследствие чего вязкость и упругость расплава возрастают, как и сопротивление заполнению полости формы. Трудности при заполнении и уплотнении приводят к недостаточному заполнению и к появлению внутреннего напряжения в изделии.
(3) Из-за высокой температуры, необходимой для пластикации материалов в известном пластицирующем впрыскивающем устройстве, температура расплавленного материала также должна быть высокой, и поэтому время, необходимое для охлаждения формованных изделий, возрастает, и точно так же увеличивается продолжительность цикла формования изделия.
В патенте Китая N 90101034.0 под названием "Способ экструдирования с электромагнитной динамической пластикацией" и в патенте Китая N 92103639.6 под названием "Червячный рядный электромагнитный динамический экструдер" раскрыт экструдер с электромагнитной динамической пластикацией, принципиально отличающийся от известного червячного экструдера. В этом экструдере осциллирующее поле используется в течение всего хода процесса экструзии пластицированных полимеров, изменяя способ преобразования энергии, структурную форму и способ экструзии, применяемые в известном экструзионном оборудовании, с образованием комплексного экструдера с динамической пластикацией, при этом механический, электронный и электромагнитный способы объединены в один. В экструдере этого вида в значительной степени устранены недостатки обычного экструдера, и он имеет много преимуществ перед обычным экструдером. Если конструктивную идею экструдера с электромагнитной динамической пластикацией использовать для модификации впрыскивающего устройства литьевой машины, то можно изготовить литьевую машину с теми же или аналогичными характеристиками и достоинствами. Кроме того, если осциллирующее поле использовать одновременно в процессах дозировки и заполнения формы посредством впрыскивания, то вышеупомянутые недостатки известного впрыскивающего устройства можно полностью устранить.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату является способ электромагнитного динамического литьевого формования полимера и устройство для его осуществления, известные из патента Японии N 61-266218A (кл. B 29 C 45/50, 18.04.87).
Известный способ включает процессы пластикации, впрыскивания и поддержания давления.
Устройство для реализации вышеуказанного способа содержит загрузочный цилиндр, установленный в нем червяк, подвижный в осевом направлении, силовую переходную втулку и металлическое подвижное тело в виде ротора, приводимое во вращение устройством с обмоткой электромагнита.
Недостатками известного способа и устройства для его реализации является увеличение продолжительности цикла формования изделия, снижение качества изделий.
В основу изобретения положена задача создания способа электромагнитного динамического литьевого формования полимера, устраняющего недостатки описанного выше способа и обеспечивающего короткий цикл формования изделий при получении прекрасного качества изделий, а также создания устройства для реализации вышеназванного способа простой конструкции, малого объема, небольшой массы, малого уровня шума, низкого энергопотребления.
Поставленная задача решается тем, что в способе электромагнитного динамического литьевого формования полимера, включающем процессы пластикации, впрыскивания и поддержания давления, согласно изобретению, процессы пластикации, впрыскивания и поддержания давления выполняют в состоянии периодических колебаний, причем состояние периодических колебаний вызывают наложением друг на друга движущей силы и знакопеременной силы, созданной круговым вращением с пульсацией и осевым линейным перемещением с пульсацией червяка.
Предпочтительно, когда осевое перемещение с пульсацией червяка осуществляют посредством линейного шагового двигателя или другого линейного движущегося механизма, приводимого в действие с помощью электромагнитной, гидравлической, пневматической или механической силы.
Поставленная задача решается также тем, что в устройстве электромагнитного динамического литьевого формования полимера, содержащем загрузочный цилиндр, установленный в нем червяк, подвижный в осевом направлении, силовую переходную втулку и металлическое подвижное тело в виде ротора, приводимое во вращение устройством с обмоткой электромагнита, согласно изобретению, загрузочный цилиндр, червяк и связанные с ними детали, предназначенные для выполнения процессов пластикации, впрыскивания и поддержания давления, расположены во внутренней полости металлического подвижного тела, вращающегося в ритме пульсаций, причем червяк имеет возможность пульсирующего осевого перемещения, а также червяк установлен с фиксацией по окружности относительно силовой переходной втулки с помощью шпонки, а силовая переходная втулка жестко закреплена на выступающей торцевой поверхности металлического подвижного тела, при этом червяк связан с линейным шаговым двигателем посредством соединительной муфты, а винтовой канал червяка сообщен с двумя вырезами в силовой переходной втулке и с вырезом в загрузочном цилиндре.
Ниже описываются режимы работы устройства для электромагнитного литьевого формования полимеров:
(1) Динамическая пластикация
Процесс динамической пластикации аналогичен процессам активной транспортировки твердых частиц, плавления с динамической пластикацией, активной транспортировки расплава, описанные в патентах Китая NN 90101034.0 и 92103639.6, но отличие заключается в том, что расплав не экструдируется из торца машины, а вместо того удерживается в пространстве внутри загрузочного цилиндра, образованном отводом червяка при относительном перемещении червяка и загрузочного цилиндра. Вследствие флуктуации давления расплава и осевого перемещения с пульсацией червяка температура материалов, имеющихся в загрузочном цилиндре, выравнивается в направлении оси и одновременно выравнивается поле сдвиговых напряжений. Под действием осциллирующего поля материалы продолжают пластицироваться и перемешиваться, вследствие чего решается проблема неоднородности пластикации, обусловленная сокращением эффективной длины червяка.
(2) Динамическое впрыскивание
Дозированный расплав впрыскивается в полость формы посредством продвижения с пульсацией (или пошагового продвижения) червяка. Давление расплава изменяется в соответствии с частотой пульсаций червяка. Это пульсационное воздействие может уменьшать вязкость и упругость расплава, уменьшать сопротивление потоку, ускорять процесс заполнения формы, повышать равномерность заполнения, и одновременно распределение температуры в полости формы становится равномерным, а внутреннее напряжение снижается. При том же самом сопротивлении заполнению формы, как в случае заполнения без пульсации, температуру расплава во время заполнения формы с пульсацией можно уменьшить, а время, необходимое для охлаждения, сократить.
(3) Поддержание динамического давления
После того, как полость формы заполняется расплавом, червяк продолжает пульсировать в осевом направлении, поддерживая периодически изменяющееся давление в полости формы. Мгновенное пиковое значение давления способствует непрерывному уплотнению расплава. Из-за флуктуаций давления воздух в полости формы легко разгоняется. И, поскольку вязкость расплава сравнительно небольшая, охлаждение усадочной раковины легко компенсировать. Кроме того, поскольку из-за наличия колебательного состояния упругость расплава небольшая, а распределение температуры равномерное, внутреннее напряжение в изделии существенно уменьшается, а качество изделия повышается.
Согласно настоящему изобретению осциллирующее поле, используемое в течение всего хода процессов пластикации, вспрыскивания и поддержания давления полимера, создают использованием червячной рядной структуры, расположением загрузочного цилиндра и червяка во внутренней полости, приводимого во вращение в ритме пульсаций обмоткой электромагнита, и при этом ротор дополнительно поддерживается на обоих концах механическими подшипниками и находится в квазиподвешенном состоянии в электромагнитном поле изорадиального магнитного притяжения. Материалы расплавляются при совместном воздействии осциллирующего поля и сдвигового поля и транспортируются к концу червяка. Накопительное пространство образуется вследствие относительного перемещения червяка и загрузочного цилиндра. После дозировки червяк и загрузочный цилиндр снова будут перемещаться относительно друг друга, но в порядке, обратном вышеописанному перемещению, для впрыскивания расплава в полость формы через впрыскивающую насадку. Червяк совершает перемещение с пульсацией по направлению оси во время пластикации, впрыскивания и поддержания давления, чтобы использовать осциллирующее поле при выполнении процессов дозировки, впрыскивания и поддержания давления расплава. Перемещение с пульсацией червяка в осевом направлении можно осуществить с помощью линейного шагового двигателя или другого электромагнитного, гидравлического, пневматического или механического средства, чтобы таким образом наложить осциллирующую силу, частоту и амплитуду которой можно регулировать, на осевую движущую силу червяка с помощью электромагнитного, гидравлического, пневматического или механического средства.
Настоящее изобретение по сравнению с известным уровнем техники обеспечивает следующие заметные преимущества:
1. Объем или масса уменьшается на 45-50%, стоимость изготовления снижается более чем на 40%.
Поскольку использование осциллирующего поля в процессах пластикации, впрыскивания и поддержания давления полимера основательно изменяет механизм пластикационного впрыскивания и способ преобразования энергии, конструкция устройства получается компактной и простой, вследствие чего изготовление и сборка облегчаются, объем и масса уменьшаются весьма существенно, а стоимость изготовления снижается.
2. Энергопотребление уменьшается более чем на 35%.
Поскольку промежуточные звенья передачи энергии известного пластицирующего впрыскивающего устройства отсутствуют, а вязкость расплава уменьшается при одновременном снижении температуры впрыскивания пластицированного материала, то энергия, необходимая для пластификации и литьевого формования, уменьшается.
3. Высокая техническая надежность, снижение уровня шума не менее чем на 75 дБ и меньшее загрязнение маслом.
Поскольку движущиеся детали пластицирующего впрыскивающего устройства находятся в квазиподвешенном состоянии при движении, вследствие чего уменьшается число непосредственных механических контактов и трение, то не только снижается уровень шума, но и повышается техническая надежность.
4. Прекрасный результат пластицирующего перемешивания, высокое качество формуемых изделий и хорошая приспособляемость к материалам.
Поскольку осциллирующее поле используется в процессах пластикации, впрыскивания и поддержания давления, интенсивность смешивания и перемешивания материалов повышается, их вязкость и упругость уменьшаются, сопротивление заполнению формы снижается, скорость заполнения повышается и выравнивается, а компенсация усадочной раковины облегчается. Кроме того, распределение температуры во время выполнения процессов пластикации и впрыскивания выравниваются, а остаточные внутренние напряжения в изделиях уменьшаются. Вследствие этого качество изделий заметно улучшается. Между прочим, путем воздействия осциллирующим полем можно изменять требования, предъявляемые к различным материалам, выбранным для смешивания и перемешивания, расширяя приспособляемость к материалам.
Сопровождающий чертеж представляет собой схематическое изображение конструкции устройства для электромагнитного динамического литьевого формования полимера.
Нижеследующее является более подробным описанием настоящего изобретения, сделанным на примере предпочтительного варианта осуществления, показанного на сопровождающем чертеже.
Как показано на чертеже, подобное расположенному в кожухе ротору, металлическое подвижное тело 2 поддерживается радиальными подшипниками 4 и 16 в передней торцевой стенке 3 и в задней торцевой стенке 17 и находится в квазиподвешенном состоянии в обмотке 1 электромагнита, которая создает вращающееся магнитное поле и гармоническое пульсирующее магнитное поле. Передняя торцовая стенка 3 и задняя торцовая стенка 17 жестко закреплены на обмотке 1 электромагнита. Червяк 9 с помощью шпонки 13 на лыске установлен с фиксацией по окружности относительно силовой переходной втулки 10. Силовая переходная втулка 10 жестко прикреплена к выступающей торцевой поверхности металлического подвижного тела 2. Следовательно, червяк 9 может вращаться импульсивно и синхронно с металлическим подвижным телом 2 и, кроме того, соединен посредством соединительной муфты 11 с линейным шаговым двигателем 12, создающим осевое перемещение с пульсацией. Червяк 9 помещен в канал загрузочного цилиндра 7. Загрузочный цилиндр 7 надежно соединен с впрыскивающей насадкой 5, а впрыскивающая насадка 5 надежно закреплена на передней торцевой стенке 3. Силовая переходная втулка 10 помещена в канал опоры 14 бункера, которая надежно скреплена с задней торцевой стенкой 17. Бункер 15 установлен на опоре 14 бункера. На внешней поверхности загрузочного цилиндра 7 предусмотрены вспомогательные нагреватели 6, обычно используемые для предварительного нагрева до того, как устройство начинает работать, чтобы таким образом пластицировать материалы, исходно твердые в канале червяка 9.
Во время дозировки в процессе пластикации под действием вращающегося магнитного поля и гармонического пульсирующего магнитного поля, создаваемых обмоткой 1, металлическое подвижное тело 2 вынуждает червяк 9 с помощью силовой переходной втулки 10 к вращению с пульсацией. Твердые материалы перемещаются из бункера 15 в канал червяка 9 через два выреза в силовой переходной втулке 10 и через вырез в загрузочном цилиндре 7 и транспортируются вперед по каналу червяка под воздействием вращения с пульсацией червяка 9, при этом они уплотняются, пластицируются и перемешиваются, и из них удаляется газ. В процессе транспортировки материалы проходят над пластицирующими шариками 8. Под действием поворота, вращения и колебания пластифицирующих шариков 8 материалы подвергаются каландрированию и дополнительно перемешиваются и пластицируются. Пластицированный расплав перемещается к концу червяка 9, что вызывает обратное осевое давление, приложенное к червяку 9, которое в сочетании с действием линейного шагового двигателя 12 принуждает червяк 9 сместиться пульсирующе назад на предварительно заданное расстояние. После этого обмотка 1 электромагнита отключается, а операции пластикации и дозировки завершаются. Однако в это время червяк 9 все еще продолжает пульсировать в осевом направлении для выравнивания температуры расплава. Во время впрыскивания червяк 9 пульсирующе продвигается поступательно вперед (перемещаясь вперед шаг за шагом) под воздействием линейного шагового двигателя 12, чтобы осуществить динамическое заполнение формы, при этом давление расплава изменяется с частотой пульсаций червяка 9. При поддержании давления червяк 9 пульсирует по осевому направлению, сохраняя давление в полости формы периодически изменяющимся, чтобы поддержать эффект динамического давления.
Изобретение относится к технологии и устройству для формования полимера, а более конкретно - к способу электромагнитного динамического литьевого формования и к устройству для его осуществления. Способ включает процессы пластикации, впрыскивания и поддержания давления. Указанные процессы выполняют в состоянии периодических колебаний. Состояние периодических колебаний вызывают наложением друг на друга движущей силы и знакопеременной силы, созданной круговым вращением с пульсацией и осевым линейным перемещением с пульсацией червяка. Устройство для электромагнитного динамического литьевого формования полимера содержит загрузочный цилиндр, установленный в нем червяк, силовую втулку и металлическое подвижное тело в виде ротора. Червяк подвижен в осевом направлении. Металлическое подвижное тело приводится во вращение устройством с обмоткой электромагнита. Загрузочный цилиндр, червяк и связанные с ними детали, предназначенные для пластикации, впрыскивания и поддержания давления, расположены во внутренней полости металлического подвижного тела, вращающегося в ритме пульсаций. Червяк имеет возможность пульсирующего осевого перемещения и установлен с фиксацией по окружности относительно силовой переходной втулки с помощью шпонки. Силовая переходная втулка жестко закреплена на выступающей торцевой поверхности металлического подвижного тела. Червяк связан с линейным шаговым двигателем посредством соединительной муфты. Винтовой канал червяка сообщен с двумя вырезами в силовой переходной втулке и с вырезом в загрузочном цилиндре. Изобретение обеспечивает короткий цикл формования и получение изделий высокого качества. 2 с. и 1 з.п. ф-лы, 1 ил.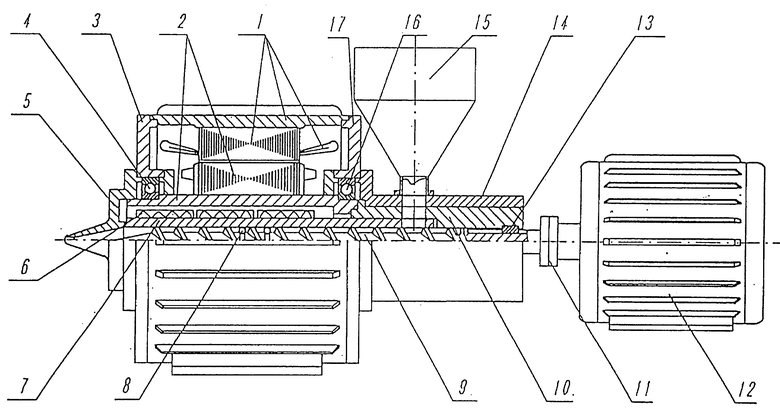
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Способ получения молочной кислоты | 1922 |
|
SU60A1 |
| 0 |
|
SU204002A1 | |
| 0 |
|
SU188622A1 | |
| DE 3937099 A1, 10.05.90 | |||
| US 4282176 A, 04.08.81 | |||
| Механизм инжекции литьевой машиныдля термопластов | 1972 |
|
SU509444A1 |
| Механизм впрыска литьевой машины | 1986 |
|
SU1509271A1 |

