Изобретение относится к области переработки резиновых смесей методом литьевого формования в производстве резиновых технических изделий.
Известен способ питания литьевого процесса и устройство для его осуществления [1]. Способ является весьма перспективным, позволяющим сократить время изготовления изделия до 12 с и экономить перерабатываемый материал нерационально расходуемый в литниковых каналах. Устройство для осуществления этого способа не нашло широкого применения, причиной чего является наличие огромного количества марок резиновых смесей, из которых изготовляются резино-технические изделия.
Известно устройство пластикации и инжекции с одночервячным питателем, двухцилиндровое с подпрессовочным штоком, выполняющим одновременно роль клапана [2]. Такое устройство не позволяет за каждый рабочий цикл подавать в пресс-форму порцию перерабатываемого материала, нагретого до температуры вулканизации, а следующую порцию в объеме, равном литниковой системы подавать подогретой.
Задачей изобретения является повышение производительности литьевого оборудования для переработки резиновых смесей и экономия перерабатываемого материала за счет вторичного использования литникового материала.
Поставленная задача достигается тем, что нагревательное средство снабжено соосно установленными ротором с лопастями и регулируемым приводом, управляемым переключателем, взаимодействующим со штоком инжекционного цилиндра, причем ротор установлен в корпусе, который выполнен с многозаходными нарезками малой длины, расположенными в промежутках между лопастями. Оно снабжено установленным в корпусе уплотнением, а на участке ротора, расположенном перед уплотнением, выполнена дополнительная нарезка, причем лопасти ротора выполнены под углом друг к другу для обеспечения распределения потоков материала по винтовым каналам многозаходных нарезок.
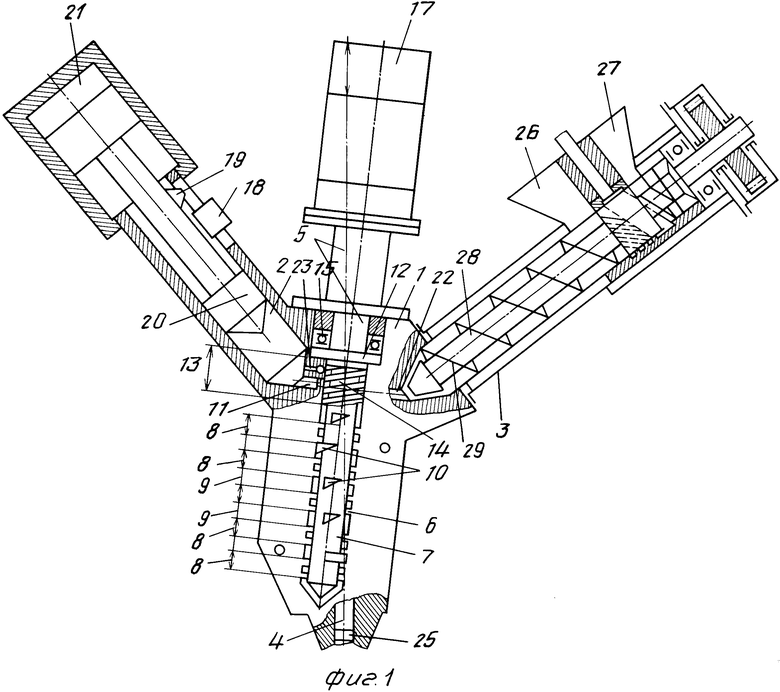
На фиг. 1 изображено устройство пластикации и инжекции; на фиг. 2 - нагревательное средство; на фиг. 3 - сечение А-А на фиг. 2.
На корпусе смонтированы инжекционный цилиндр 2, червячный питатель 3, подпрессовочный шток 4 с распределителем потоков и гидравлическим приводом и нагревательное средство 5. Нагревательное средство имеет корпус 1 (фиг. 2), выполненный разъемным и полость с прерывистыми нарезками 6, в которой установлен с возможностью вращения ротор 7. Участки нарезки 8 (фиг. 1) чередуются с промежутками 9, в месте которых ротор имеет лопасти 10 (фиг. 2) с винтовыми скосами в их нижней части. Против загрузочного канала 11 и в нерабочей своей части перед реодинамическим уплотнением 12 на участке 13 ротор имеет нарезку 14, предназначенную для снижения давления перед уплотнением и обеспечения загрузки. Реодинамическое уплотнение образовано диском 12, сопрягающимся с плоскостью корпуса 1. Диск в осевом направлении удерживается упорным подшипником 15, обеспечивая необходимый постоянный зазор между плоскостью корпуса. Материал, попадая в зазор между неподвижным корпусом и подвижным диском, претерпевает сдвиговые направленные по дуге деформации, за счет которых в материале образуются нормальные напряжения, вытесняющие его вовнутрь в направлении центра. Ротор 7, приближаясь к нижним поверхностям нарезок 6, перекрывает лопастями 10 их винтовые каналы. Лопасти ротора расположены одна относительно другой под углом 16 (фиг. 3), обеспечивающим требуемое распределение потоков материала через винтовые каналы нарезок 6. Нарезки ротора могут иметь различные направления винтовых линий и снабжаться известными смесительными элементами, которые зависят от свойств перерабатываемого материала, числа участков 8 (фиг. 1) нарезок и теплового режима переработки. Диаметр ротора принимается минимально возможным из условий его прочности. Это позволяет исключить в приводе ротора зубчатую передачу. Ротор приводится во вращение от регулируемого по скорости ступеней двигателя 17, управляемого от конечного переключателя 18 емкостного типа, взаимодействующего с флажком 19, закрепленным на штоке инжекционного плунжера 20, соединяющего плунжер с поршнем гидравлического цилиндра 21. Конечным выключателем 18 производится переключение скорости двигателя, пуск и останов производится от конечных выключателей контролируемых объем впрыска через систему автоматики. Конечные выключатели, определяющие объем впрыска, на чертеже не показаны. Регулирование скорости в ступенях производится двумя задатчиками скорости, которые поочередно включаются в схему электропривода конечным переключателем 18. Червячный питатель 3 своим корпусом крепится на корпусе 1 устройства и соединяется каналами 11 и 22 (фиг. 2) с инжекционным цилиндром 2 через распределитель потоков (на чертеже не показан), смонтированным на подпрессовочном штоке 4. Заполнение инжекционного цилиндра 2 перерабатываемым материалом определяется с помощью датчика температуры 23. Подача материала из инжекционного цилиндра 2 в полость 24 нагревательного средства производится по каналу 11 через распределитель потоков. Впрыск нагретого материала в пресс-форму производится через литьевой канал 25 при верхнем положении штока 4.
Червячный питатель имеет две загрузочные воронки 26 и 27 (фиг. 1), одна из которых предназначена для загрузки основного материала, а другая воронка 27 - для загрузки литников. Червяк 28 имеет нарезку 29, с помощью которой осуществляется загрузка, частичный нагрев, гомогенизация и подача материала в инжекционный цилиндр.
Устройство работает следующим образом.
Заранее до начала работы часовой механизм включает систему тепловой автоматики и систему автоматического питания резиновой смесью. За время выхода машин на тепловой режим система автоматического питания подает первую платформу с резиновой смесью нужной марки и дает импульс на подготовку литьевой машины к пуску. Когда все тепловые зоны машины достигли заданных температур, система теплоавтоматики дает импульс на подготовку к пуску. В начале рабочего времени оператор проверяет по показаниям приборов готовность машины, заправляет ленту резиновой смеси в загрузочную воронку 26 и нажатием кнопки производит пуск. Под действием нарезки 29 вращающегося червяка 28 резиновая смесь втягивается в корпус питателя, нагревается до температуры 70-100оС, перемешивается и под давлением через канал 22, через распределитель потоков, установленный на подпрессовочном штоке 4, и через канал 11 смесь подается в инжекционный цилиндр 2. Под действием давления резиновой смеси плунжер 20 перемещается в исходное положение. Когда плунжер переместится на заданный объем цилиндра 2, по импульсу от конечного выключателя, контролирующего ход плунжера, в гидравлической системе закрывается клапан. Движение плунжера 20 прекращается, но подача смеси в цилиндр 2 продолжается до тех пор, пока смесь заполнит все пространство, коснется датчика температуры 23 и нагревает его. По команде прибора, с которым работает датчик, включается двигатель 17 привода ротора на максимальную заданную первым задатчиком скорость и одновременно включается гидравлический цилиндр подпрессовочного штока 4 на открытие литьевого сопла 25 и канала 11 и закрытие канала 22. Одновременно включается гидравлический цилиндр 21 на впрыск накопленной в камере 2 порции подогретой резиновой смеси. Под давлением плунжера 20 резиновая смесь через канал 11, винтовые каналы нарезки 14, винтовые каналы нарезок 6, промежутки 9 и литьевое сопло 25 начинает поступать в литьевую форму. При движении через винтовые каналы нарезок 14, 6 и промежутки 9 резиновая смесь в малом объеме под действием быстровращающегося ротора 7 и плунжера 20 подвергается деформации высокой интенсивности, за счет чего может нагреваться за доли секунды до высоких температур 200-280оС. Диссипативный нагрев значительно усиливается за счет вибрационного воздействия на материал, образующегося вследствие пульсирующего движения его через винтовые каналы нарезок 6 под действием лопастей 10, то закрывающих, то открывающих проходы винтовых каналов нарезок корпуса. Степень нагрева регулируется изменением скорости вращения ротора. Когда из инжекционного цилиндра 2 вытеснена смесь в объеме, равном объему гнезд литьевой формы, флажок 19 действует на конечный переключатель 18, который переключает схему электропривода двигателя 17 на работу с вторым задатчиком скорости. Вследствие этого скорость двигателя резко уменьшается, диссипативный нагрев материала прекращается. Вторая оставшаяся порция материала, равная объему литниковой системы и свободному объему полости 24, заполняет литниковую систему и полость 24 корпуса холодной резиновой смесью. В конечном положении плунжера 20 конечным переключателем, контролирующим объем впрыска, включается гидравлический цилиндр подпрессовочного штока 4, которым литьевой канал 25 закрывается, а канал 11 открывается. В этом положении рабочих органов проходит подпрессовка, вулканизация и заполнение питателем 3 инжекционного цилиндра 2 новым материалом.
Если формование производится в одногнездовой пресс-форме, возможно безоблойное литье. В этом случае нижняя торцовая часть штока 4 в нижнем его положении должна лицеваться с верхней плоскостью изделия. При литье в крупную многогнездовую пресс-форму литники загружаются во вторую воронку 27 питателя. При изготовлении мелких литых деталей, когда невулканизованных литниковых отходов более 20%, они могут использоваться в виде возврата при изготовлении смесей в приготовительном производстве. Объемный диссипативный нагрев позволяет проводить переработку всех резиновых смесей независимо от того, обладают они или не обладают полярностью, с многократным повышением производительности за счет в 16 и более раз сокращения основного времени по изготовлению РТИ - времени вулканизации. Объемный диссипативный нагрев материала до температуры вулканизации исключает снижение качества изделий от неправомерной вулканизации и является экологически безопасным.
Устройство позволяет вести загрузку первой порции материала, нагретого до температуры вулканизации, в объеме, равном суммарному объему формующих гнезд и второй порции материала с низкой температурой, что обеспечивает возможность безотходной переработки резиновых смесей.
Устройство является особо эффективным при изготовлении крупных резиновых изделий.


Использование: в области переработки полимеров, в частности при производстве резиновых технических изделий. Сущность изобретения: устройство содержит червячный питатель, инжекционный цилиндр со штоком и подпрессовочный шток, нагревательное средство с соосно установленным ротором с лопастями и регулируемый привод, управляемый переключателем, взаимодействующим со штоком инжекционного цилиндра. Причем ротор установлен в корпусе, который выполнен с многозаходными нарезками малой длины, расположенными в промежутках между лопастями. 1 з.п. ф-лы, 3 ил.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Завгородний В.К | |||
| Механизация и автоматизация переработки пластических масс | |||
| М.: Машиностроение, 1970, с.191. | |||
