Область техники
Настоящее изобретение относится к сварке внахлест множества стальных листов, нахлесточному соединению, образованному при помощи этой сварки внахлест, и способу его изготовления, а также к детали автомобиля, имеющей это нахлесточное соединение сварным швом.
Уровень техники
Вплоть до настоящего времени, в соответствии с их функцией и средой эксплуатации, в конструкциях, образуемых с использованием множества элементов из стальных листов, для соединения таких элементов, наложенных один на другой, используется точечная контактная сварка. Образование точечных сварных швов, имеющих сварные точки, для образования сваренного внахлест элемента внахлест, состоящего из множества элементов из стальных листов, является общей практикой. Например, в кузове автомобиля, имеющем несущую конструкцию, обычной практикой является наложение высокопрочных стальных листов один на другой и соединение фланцев (наложенных частей) при помощи точечной сварки для улучшения безопасности при ударе и эффективности расходования топлива.
В последние годы, при сборке кузовов легковых автомобилей вместо обычно используемой точечной контактной сварки стала использоваться дистанционная лазерная сварка. В дистанционной лазерной сварке вводится гальванизированное зеркало, чтобы обеспечить возможность свободы при сварке в пределах заранее определенной трехмерной площади. При дистанционной лазерной сварке гальванизированное зеркало, прикрепленное к переднему концу манипулятора робота, можно быстро перемещать между точками сварки, в результате чего можно значительно сократить время сварочного цикла. Кроме того, при дистанционной лазерной сварке отсутствует шунтирование сварочного тока существующими сварными швами, как в случае точечной контактной сварки, так что возможно сократить шаг между швами. Благодаря многопозиционной сварке также улучшается жесткость кузова легкового автомобиля.
Вместо точечной контактной сварки используется дистанционная лазерная сварка, поэтому обычно используется по существу круглое сварное соединение, а именно, круглой формы, овальной формы, круглой кольцевой формы, овальной кольцевой формы, С-образной формы, вытянутой С-образной формы, формы в виде множества круглых колец или другой сварочной формы.
С другой стороны, в качестве материала, образующего кузов легкового автомобиля, в последние годы все больше используется высокопрочный стальной лист. Также стали использоваться холоднопрессованные детали и горячепрессованные детали (горячештампованные детали), из высокопрочных стальных листов с классом прочности на растяжение 1500 МПа, либо 1180 МПа или выше. По этой причине в будущем предполагается применение дистанционной лазерной сварки для высокопрочного стального листа с классом прочности 1180 МПа или выше.
Однако такой высокопрочный стальной лист имеет структуру металла, состоящую, главным образом, из упрочненного мартенсита, в результате чего в окрестностях лазерного сварного шва происходит отпуск, образуется отпущенный мартенсит, и твердость падает. Например, в случае высокопрочного стального листа класса 1500 МПа, твердость материала матрицы составляет 460 HV, но твердость зоны термического воздействия вокруг лазерного сварного шва (далее называемой ЗТВ) локально падает до 300 HV, и эта часть размягчается. Эта локально размягченная часть называется "размягченной частью ЗТВ".
Такая размягченная часть ЗТВ иногда становится точкой начала разрушения стального листа, образующего кузов легкового автомобиля, во время удара транспортного средства. Например, в случае средней стойки, полученной путем сварки стального листа класса 1500 МПа к фланцу как усиливающего элемента при помощи лазерной сварки, при испытании на боковое столкновение, иногда трещина начинается от размягченной части ЗТВ фланца, и средняя стойка разрушается.
Явление разрушения, начинающегося от размягченной части ЗТВ, образованной при такой лазерной сварке, в значительной степени возникает в высокопрочном стальном листе, с прочностью на растяжение более 1180 МПа. В частности, в значительной степени это проявляется в лазерном сварном шве при сварке высокопрочного стального листа с прочностью на растяжение 1180 МПа или более, упрочненная структура которого образована с помощью установки для непрерывного отжига, имеющей функцию охлаждения в воде, или высокопрочного стального листа, образованного путем горячей штамповки (горячепрессованного). Дистанционная лазерная сварка обеспечивает возможность укоротить шаг между сварными швами, в результате чего на фланце образуется большое число сварных швов. Однако при образовании большого числа лазерных сварных швов также образуется большое число размягченных частей ЗТВ, в результате чего повышается риск разрушения.
До настоящего времени не сообщалось о мерах противодействия разрушению из-за размягченной части ЗТВ, образованной в высокопрочном стальном листе. Однако есть информация о том, что аналогичное явление также возникает в случае точечной контактной сварки.
В Непатентном документе 1 описана термическая обработка части передней стойки, образованной с помощью горячей штамповки, в которой имеется риск разрушения при ударе, во время горячей штамповки, чтобы снизить прочность материала матрицы, и, таким образом, предотвращать размягчение ЗТВ, возникающее в результате точечной контактной сварки. Благодаря этому, возможно предотвратить разрушение конструктивного элемента, начинающееся в размягченной части ЗТВ.
В Непатентном документе 2 описан способ отпуска фланцевой части средней стойки, образованной с помощью горячей штамповки, при помощи высокочастотного нагрева, чтобы понизить прочность материала матрицы, в результате чего размягчение ЗТВ не возникает даже при выполнении точечной контактной сварки, и предотвратить таким образом разрушение конструктивного элемента, которое начинается в размягченной части ЗТВ.
Кроме того, в качестве близкого аналога, например, в Патентном документе 1 описан способ комбинирования лазерной сварки и точечной сварки для ослабления напряжений в сварном шве и подавления замедленного разрушения при сварке высокопрочных стальных листов с образованием конструктивного элемента для автомобиля. В Патентном документе 2 описан метод лазерной сварки металлического материала для образования непрерывного сварного шва вдоль сварных соединений, полученных точечной сваркой, как метод улучшения соединения с помощью сварных швов. Кроме того, в Патентном документе 3 описан метод лазерной сварки для сварного шва, полученного точечной сваркой, или его окрестностей, как метод улучшения прочности сварного шва.
Список литературы
Патентная литература
Патентный документ 1: Опубликованный японский патент № 2008-178905А
Патентный документ 2: Опубликованный японский патент № 2009-241116А
Патентный документ 3: Опубликованный японский патент № 2010-264503А
Непатентная литература
Непатентный документ 1: Tailored Properties for Press-Hardened Body Parts (Оптимизация свойств деталей кузова, твердость которых повышена при обработке давлением), Dr. Camilla Wastlund, Automotive Circle International, Insight edition, 2011, Ultra-high strength steels in car body lightweight design - current challenges and future potential (Стали со сверхвысокой прочностью в конструкции кузова автомобиля с небольшим весом - текущие проблемы и будущие возможности).
Непатентный документ 2: Tempering of hot-formed steel using induction heating (Отпуск горячеформованной стали с использованием индукционного нагрева), Olof Hedegard, Martin Aslund, Diploma Work № 54/2011, Chalmers University of Technology, Gothenburg, Sweden (URL: http://publications.lib.chalmers.se/records/fulltext/144308.pdf).
Сущность изобретения
Решение задачи
При использовании способа регулирования прочности каждой доли передней стойки, описанного в Непатентном документе 1, в передней стойке неизбежно образуются части низкой прочности в относительно широком диапазоне передней стойки. По этой причине нельзя в достаточной степени воспользоваться эффектом придания высокой прочности при горячей штамповке, и эффект снижения веса также становится ограниченным. В дополнение к этому, этим способом между упрочненными областями и неупрочненными областями существуют широкие переходные области, прочностные характеристики становятся неравномерными, и ударные свойства передней стойки могут стать нестабильными.
Способом отпуска с помощью высокочастотного нагрева после горячей штамповки, описанного в Непатентном документе 2, термическая деформация, вызванная высокочастотным нагревом, может вызвать деформацию средней стойки и снижению точности размеров. Это не ограничивается средней стойкой. Точность размеров также должна гарантироваться для конструктивных элементов, расположенных вокруг дверного отверстия, например, передних стоек и продольных лаг крыши, так что зазоры, например, с дверными панелями, по всему периметру этих панелей становятся равномерными. Если точность размеров конструктивных элементов, расположенных вокруг дверных отверстий, падает, больше нельзя гарантировать качественный внешний вид транспортного средства. По этой причине трудно применить метод, описанный в Непатентном документе 2, для конструктивных элементов вокруг дверных отверстий.
Отметим, что можно разработать такую конструкцию средней стойки и других элементов, чтобы размягченные части ЗТВ точечных сварных швов не достигали зоны разрушающей деформации во время удара. Однако такая конструкция приведет к увеличению толщины стальных листов, образующих конструктивные элементы, а также к добавлению усиливающих элементов, и поэтому увеличит стоимость и вес кузова легкового автомобиля.
Способ, описанный в Патентном документе 1, представляет собой метод предотвращения замедленного разрушения из-за водородного охрупчивания, возникающего сразу после непрерывной лазерной сварки для соединения наложенных один на другой стальных листов. Водородное охрупчивание вызывается остаточными напряжением или деформацией, сопровождающими сварку, с их концентрацией на переднем и заднем концах лазерного сварного шва, и с концентрацией в этих точках водорода, растворенного в стали. Поэтому, чтобы предотвратить деформацию стальных листов и снизить остаточные напряжения и деформацию, предлагается сваривать листы угловыми швами и т.п. в положениях, запланированных для лазерной сварки, чтобы подавлять деформацию стальных листов. То есть этот метод относится к подавлению деформации стальных листов, возникающей при непрерывной лазерной сварке, и борьбе с замедленным разрушением, вызванным водородным охрупчиванием, и не относится к замене точечной контактной сварки и борьбе с разрушением из-за наличия размягченных частей ЗТВ вокруг по существу круглых лазерных сварных швов, для соединения наложенных один на другой стальных листов.
В способе, описанном в Патентном документе 2, перед выполнением непрерывной лазерной сварки также выполняется точечная контактная сварка, таким образом, служащая средством закрепления для соединения наложенных одна на другую частей. То есть этот метод также представляет собой метод подавления деформации стальных листов, возникающей при непрерывной лазерной сварке, и не относится к замене точечной контактной сварки и борьбе с разрушением, вызванным размягченными частями ЗТВ, окружающими по существу круглые лазерные сварные швы для соединения наложенных один на другой стальных листов.
В способе, описанном в Патентом документе 3, последовательно выполняют точечную сварку и лазерную сварку, так что даже если точечный сварной шов нельзя образовать между толстым стальным листом, примыкающим к стальному листу поверхностной стороны, стальным листом поверхностной стороны из двух или более стальных листов, лазерная сварка обеспечивает возможность сваривать стальной лист поверхностной стороны и этот толстый стальной лист для надежного сваривания внахлест. То есть этот способ также не относится к замене точечной контактной сварки и борьбе с разрушением, вызванным размягченными частями ЗТВ вокруг по существу круглых лазерных сварных швов для наложения один на другой стальных листов.
Итак, предполагается применять лазерную сварку для замены точечной контактной сварки при соединении наложенных один на другой стальных листов, включающих в себя высокопрочный стальной лист (в частности, стальной лист с прочностью класса 1180 МПа или выше). Несмотря на это, не предложено эффективных мер для борьбы с разрушением, возникающим в области размягченных частей ЗТВ. Настоящее изобретение сделано с учетом такой ситуации, и его целью является предотвращение разрушения из-за трещин, возникающих в размягченных частях ЗТВ, даже при выполнении лазерной сварки для соединения множества наложенных один на другой стальных листов, включающих в себя высокопрочный стальной лист. В частности, его крайне необходимой целью является разработка эффективных мер, препятствующих разрушению при небольшой деформации во время применения стоек и других ударопрочных конструктивных элементов автомобилей. Ниже в этом описании лазерная сварка для соединения наложенных один на другой стальных листов, будет называться "лазерной сваркой внахлест", а сваренные части будут называться "лазерными сварными нахлесточными швами ". Кроме того, в этом описании, если в частности не указано иное, стальной лист с прочностью класса 1180 МПа или выше будет называться "высокопрочным стальным листом".
Решение задачи
Авторы настоящего изобретения провели глубокие исследования для решения указанных выше задач и в результате обнаружили, что за счет зажигания лазерного луча, пересекающего по существу круглый лазерный сварной шов внахлест, до наружной стороны размягченной части ЗТВ, и образования повторно упрочненной части, возможно предотвращать концентрацию деформаций в размягченной части ЗТВ и предотвращать разрушение в размягченной части ЗТВ. Авторы настоящего изобретения провели дополнительные исследования и обнаружили следующее.
(а) Они обнаружили, что при зажигании лазера для повторного нагрева и упрочнения размягченной части ЗТВ, образованной при помощи лазерной сварке внахлест, возможно повысить твердость уже размягченной части, устранить размягченную часть и, таким образом, предотвращать разрушение, начинающееся от этой размягченной части ЗТВ. Они также обнаружили, что достаточно упрочнить размягченную часть ЗТВ с помощью повторного нагрева с помощью зажигания лазера. То есть возможно использовать лазер для плавления и кристаллизации этой части, но плавление и кристаллизация не являются необходимыми. В этом описании упрочнение с помощью отжига лазером будет называться "лазерным упрочнением", и упрочненная часть будет называться "частью, упрочненной лазером".
(б) Они обнаружили, что упрочнение с помощью повторного нагрева должно выполняться, по существу, по прямой линии в направлении главного напряжения. В этом описании направление максимального напряжения будет называться " направлением главного напряжения". При этом деформация будет называться "основной деформацией". Обычно ударопрочный элемент, в котором в качестве элемента усиления используется высокопрочный стальной лист, характеризуется направлением, в котором прикладывается ударная нагрузка. В стойке и других элементах автомобиля направление по длине фланца становится направлением главного напряжения. Поэтому достаточно принять меры для предотвращения возникновению трещин в этом направлении.
(в) Они обнаружили, что размягченная часть также образуется вокруг части, упрочненной лазером, и что задний конец (конец завершения) становится точкой начала новой трещины, но кривизна этого заднего конца меньше, чем у размягченной части ЗТВ лазерного сварного нахлесточного шва, так что можно в значительной степени подавлять возникновение трещин. То есть после того, как лазер зажигают в направлении главного напряжения по прямой линии, часть, становящаяся точкой начала трещины, становится размягченной частью, образованной у заднего конца части, упрочненной лазером. Авторы настоящего изобретения провели эксперименты и подтвердили, что с наружной стороны части, упрочненной лазером, образуется размягченная часть шириной примерно 1 мм. То есть радиус кривизны размягченной части у заднего конца зависит от ширины прохода лазером. По сравнению с эквивалентным диаметром окружности (радиусом кривизны) для лазерного сварного шва внахлест по существу круглой формы радиус кривизны заднего конца части, упрочненной лазером (ширина прохода лазером) является небольшим. Длина дуги при некотором центральном угле пропорциональна радиусу кривизны. Поэтому длина дуги на заднем конце части, упрочненной лазером, если брать центральный угол, равный центральному углу той части размягченной части ЗТВ, твердость которой восстановлена, благодаря лазерной сварке внахлест, гораздо короче по сравнению с длиной этой части размягченной части ЗТВ, твердость которой восстановлена. По этой причине, за счет выполнения лазерного упрочнения по прямой линии в направлении главного напряжения возможно в значительной степени подавлять возникновение трещины. Обычно диаметр лазерного сварного шва внахлест, выполненного, по существу, круглой формы, составляет примерно от 2 до 15 мм. С другой стороны, ширина прохода лазером при повторном нагреве (такая же, как диаметр луча) составляет примерно от 0,15 до 0,9 мм. Поэтому если ширина прохода лазером во время повторного нагрева меньше диаметра лазерного сварного нахлесточного соединения (радиуса кривизны той части, через которую проходит упрочненная часть), возможно получить эффект предотвращения возникновения трещин. В частности, если ширина прохода лазером составляет 50% или меньше от диаметра лазерного сварного шва внахлест (радиуса кривизны), можно в значительной степени подавлять возникновение трещин из-за размягченной части. Более предпочтительно, ширина должна составлять 40% или менее, еще более предпочтительно - 30% или менее. С другой стороны, если сделать ширину прохода лазером слишком узкой, эффект предотвращения возникновения трещин в размягченной части ЗТВ падает. По этой причине ширина прохода лазером должна составлять, по меньшей мере, 10% диаметра лазерного сварного нахлесточного шва (радиуса кривизны части, через которую проходит упрочненная часть). Более предпочтительно, она должна составлять 20% или более.
(г) Наиболее размягченная часть в лазерном сварном шве внахлест образована на расстоянии примерно 1-2 мм на наружной стороне расплавленной части. По этой причине длину части, упрочненной лазером, необходимо сделать равной 3 мм или более от внешнего края лазерного сварного шва внахлест. Предпочтительно длину части, упрочненной лазером, можно сделать равной 5 мм или более от внешнего края лазерного сварного шва внахлест, если возможно - 6 мм или более.
(д) Температура повторного нагрева при действии зажигания лазером (температура упрочнения) может быть равна точке А3 стальных листов или быть выше. При зажигании лазера для нагрева, если прекратить операцию, листы быстро охлаждаются, поэтому после достижения температуры точки А3 или более возникает упрочнение. Кроме того, не возникает проблем даже в случае однократного расплавления материала. Если он расплавился, происходит разбавление химических компонентов в собранных стальных листах, но напряжения концентрируются в наиболее размягченной части, образованной по внешней периферии, и остается проблема в виде образования точки начала возникновения трещины.
(е) На основе указанной выше обнаруженной информации, авторы настоящего изобретения подготовили испытательные образцы, в которых лазер зажигали по прямой линии в направлении главного напряжения, пересекающем размягченную часть ЗТВ лазерного сварного шва внахлест, и провели испытания на растяжение, на основе которых они подтвердили, что удлинение при разрушении становится больше по сравнению со случаем только лазерной сварки внахлест (Фиг.4). То есть они подтвердили, что можно разрешить проблему разрушения при небольшой деформации.
Настоящее изобретение сделано на основе указанной выше обнаруженной информации и его сущностью является следующее:
(1) Способ сварки внахлест, содержащий этап, на котором накладывают один на другой множество стальных листов и зажигают лазер для образования по существу круглого лазерного сварного шва, причем при выполнении способа сварки внахлест перемещают лазер по прямой линии через внешний край по существу круглого лазерного сварного шва, чтобы образовать упрочненную часть в стальных листах.
(2) Способ сварки внахлест по пункту (1), в котором в ходе операции перемещения лазера по прямой линии лазер зажигают в направлении главного напряжения, которое определено заранее.
(3) Способ сварки внахлест по пункту (1) или (2), в котором в ходе операции перемещения лазера по прямой линии воздействуют лазером на область, по меньшей мере, в 3 мм от внешнего края по существу круглого лазерного сварного шва.
(4) Способ сварки внахлест по любому пункту с (1) по (3), в котором "по существу, круглый" представляет собой круглую форму, овальную форму, круглую кольцевую форму, овальную кольцевую форму, С-образную форму, вытянутую С-образную форму или форму в виде множества круглых колец.
(5) Способ сварки внахлест по любому пункту с (1) по (4), в котором ширина прямолинейной части на которую воздействуют лазером, меньше диаметра кривизны той части внешнего края по существу круглого лазерного сварного шва, через который перемещают лазерный луч по прямой линии.
(6) Способ сварки внахлест по любому пункту с (1) по (5), в котором, по меньшей мере, один стальной лист из упомянутого множества стальных листов представляет собой стальной лист, имеющий мартенситную структуру.
(7) Способ сварки внахлест по пункту (6), в котором стальной лист, имеющий мартенситную структуру, представляет собой стальной лист, имеющий прочность на растяжение 1180 МПа или более.
(8) Нахлесточное соединение, полученное с помощью наложения один на другой множества стальных листов и зажигания лазера для образования по существу круглого лазерного сварного шва так чтобы соединить множество стальных листов, при этом нахлесточное соединение обеспечено упрочненной частью, образованной по прямой линии с помощью перемещения лазера через внешний край по существу круглого лазерного сварного шва.
(9) Нахлесточное соединение по пункту (8), в котором прямолинейная упрочненная часть образована в направлении главного напряжения, которое определено заранее.
(10) Нахлесточное соединение по пункту (8) или (9), в котором прямолинейная упрочненная часть образована в области, по меньшей мере, в 3 мм от внешнего края по существу круглого лазерного сварного шва.
(11) Нахлесточное соединение по любому пункту с (8) по (10), в котором "по существу, круглый" представляет собой круглую форму, овальную форму, круглую кольцевую форму, овальную кольцевую форму, С-образную форму, вытянутую С-образную форму или форму в виде множества круглых колец.
(12) Нахлесточное соединение по любому пункту с (8) по (11), в котором ширина прямолинейной упрочненной части меньше диаметра кривизны части внешнего края по существу круглого лазерного шва, который пересекает или с которым контактирует прямолинейная упрочненная область.
(13) Нахлесточное соединение по любому пункту с (8) по (12), в котором, по меньшей мере, один стальной лист из стальных листов представляет собой стальной лист, имеющий мартенситную структуру.
(14) Нахлесточное соединение по пункту (13), в котором стальной лист, имеющий мартенситную структуру, представляет собой стальной лист, имеющий прочность на растяжение 1180 МПа или более.
(15) Способ изготовления нахлесточного соединения, производимый с помощью наложения один на другой множества стальных листов и зажигания лазера для образования по существу круглого лазерного сварного шва, при этом в способе изготовления нахлесточного соединения перемещают лазер по прямой линии через внешний край по существу круглого лазерного сварного шва, чтобы образовать упрочненную часть в стальных листах.
(16) Деталь автомобиля, снабженная нахлесточным соединением по любому пункту с (8) по (14).
Отметим, что форма лазерного сварного шва, соответствующего настоящему изобретению, не является особой проблемой. Однако форма лазерного сварного нахлесточного шва при замене обычной точечной контактной сварки является, по существу, круглой. Здесь "по существу, круглая форма" представляет собой круглую форму, овальную форму, круглую кольцевую форму, овальную кольцевую форму, С-образную форму, вытянутую С-образную форму или другую комбинацию дуг, либо дополнительно - форма в виде множества круглых колец или комбинация множества дуг. Кроме того, настоящее изобретение также может быть применено к лазерной сварке для заполнения внутренности этих форм. Кроме того, хотя это обычно не используется, настоящее изобретение может также быть применено к форме, не являющейся по существу круглой. Например, форма также может быть треугольной, прямоугольной или другой многоугольной.
Преимущества при использовании изобретения
Согласно настоящему изобретению, даже при наложении один на другой множества элементов из стальных листов и соединения их с помощью лазерной сварки внахлест, не будет образовываться точки начала возникновения трещин в размягченных частях ЗТВ вокруг лазерных сварных швов внахлест, и можно избежать разрушения элементов при небольшой деформации. По этой причине, например, возможно обеспечить высокопрочную деталь автомобиля, которая имеет превосходную ударопрочность с точки зрения защиты пассажиров во время удара.
Краткое описание чертежей
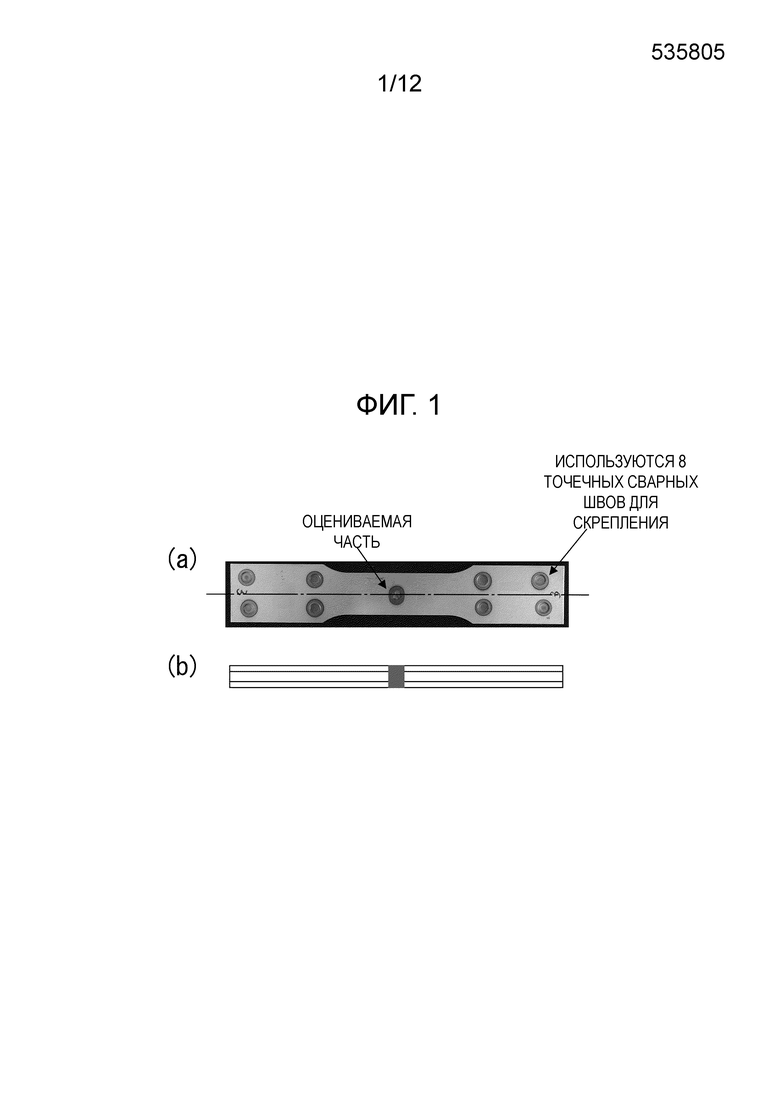
Фиг.1 показывают образец для испытания на растяжение, причем на Фиг.1А показан образец в целом, а на Фиг.1В показано сечение вдоль осевой линии испытательного образца.
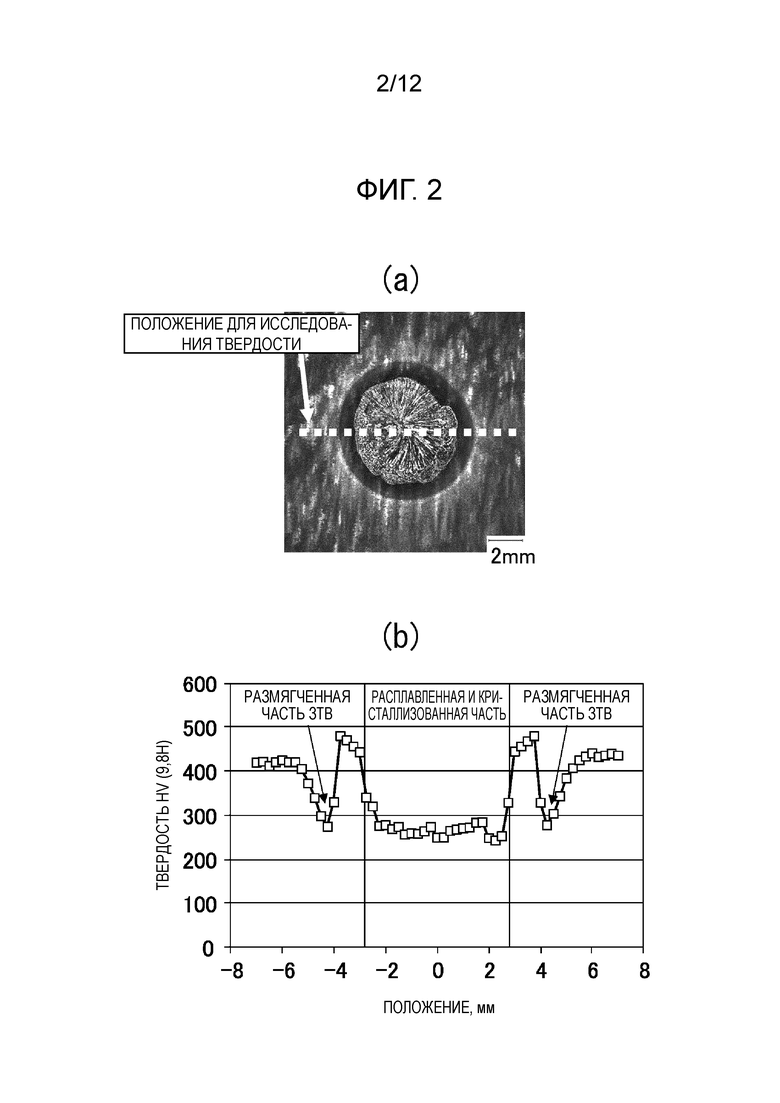
Фиг.2А иллюстрирует положение для исследования твердости в лазерном сварном шве круглой формы в стальном листе класса 1310 МПа, в то время как Фиг.2В иллюстрирует распределение твердости лазерного сварного шва круглой формы.
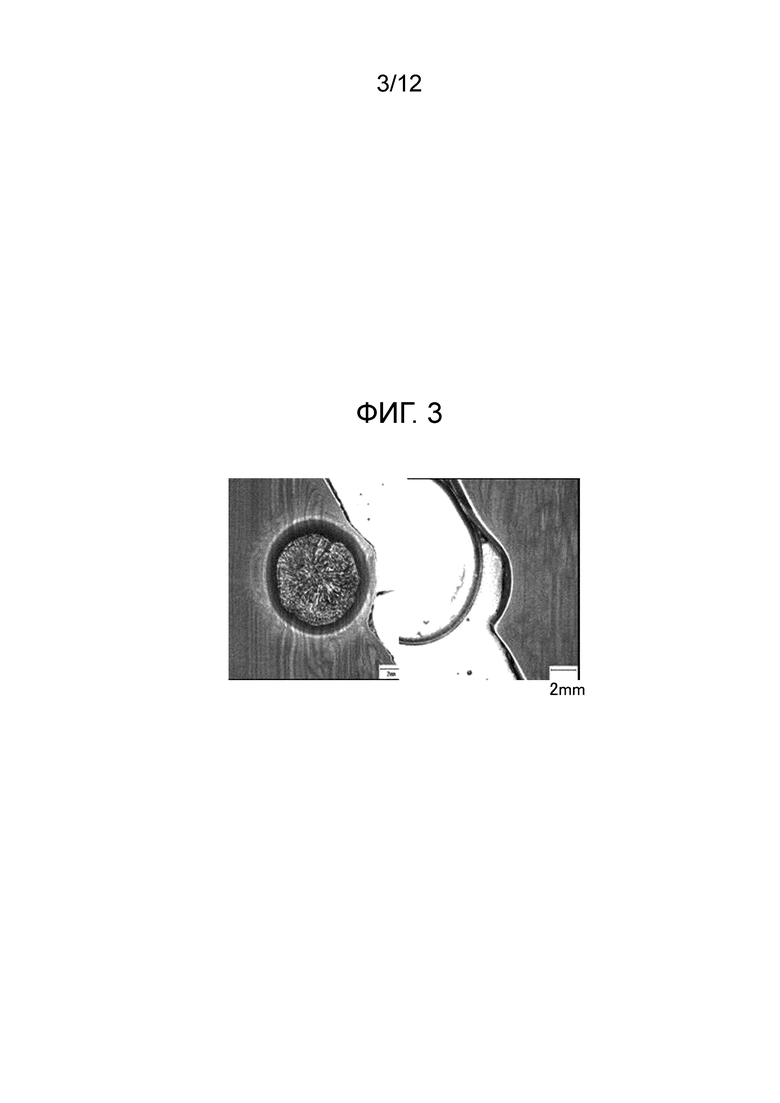
Фиг.3 иллюстрирует разрушение в размягченной части ЗТВ лазерного сварного шва круглой формы.
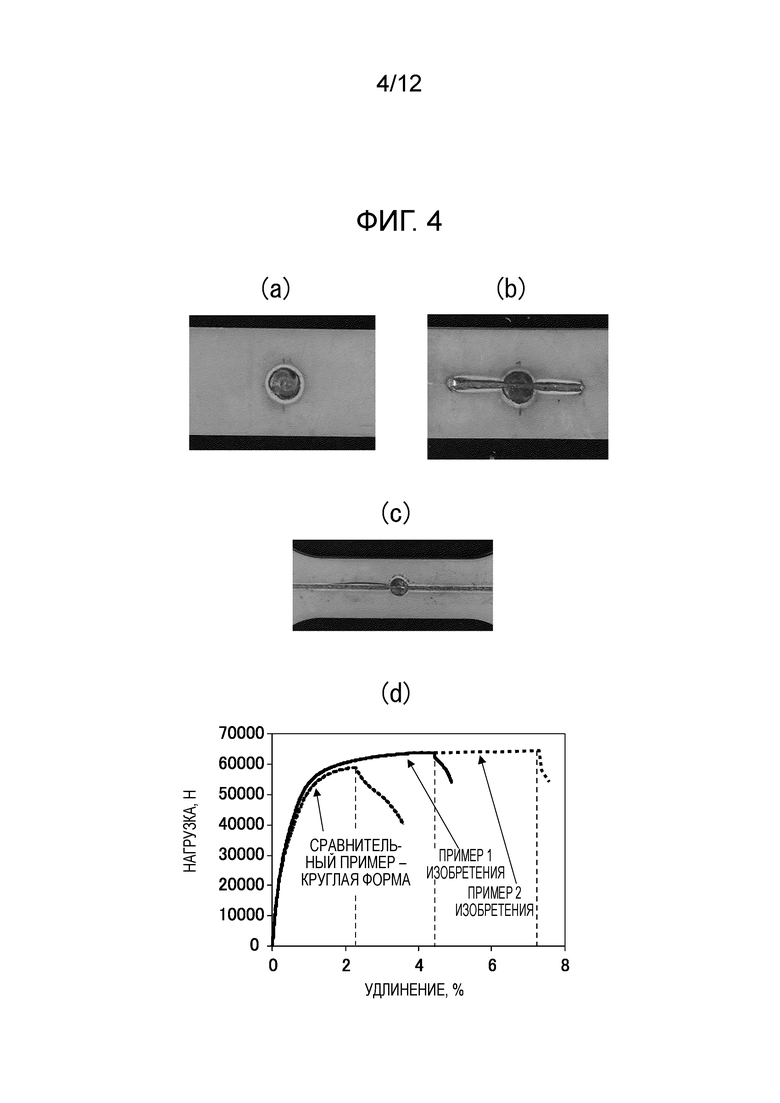
Фиг.4А иллюстрирует соединение лазерным сварным швом в сравнительном примере при испытании на растяжение, Фиг.4В иллюстрирует соединение лазерным сварным швом в Примере 1 изобретения, Фиг.4С иллюстрирует соединение лазерным сварным швом в Примере 2 изобретения, и на Фиг.4D приведен график зависимости "нагрузка - удлинение" для сравнительного примера, Примера 1 изобретения и Примера 2 изобретения при испытании на растяжение.
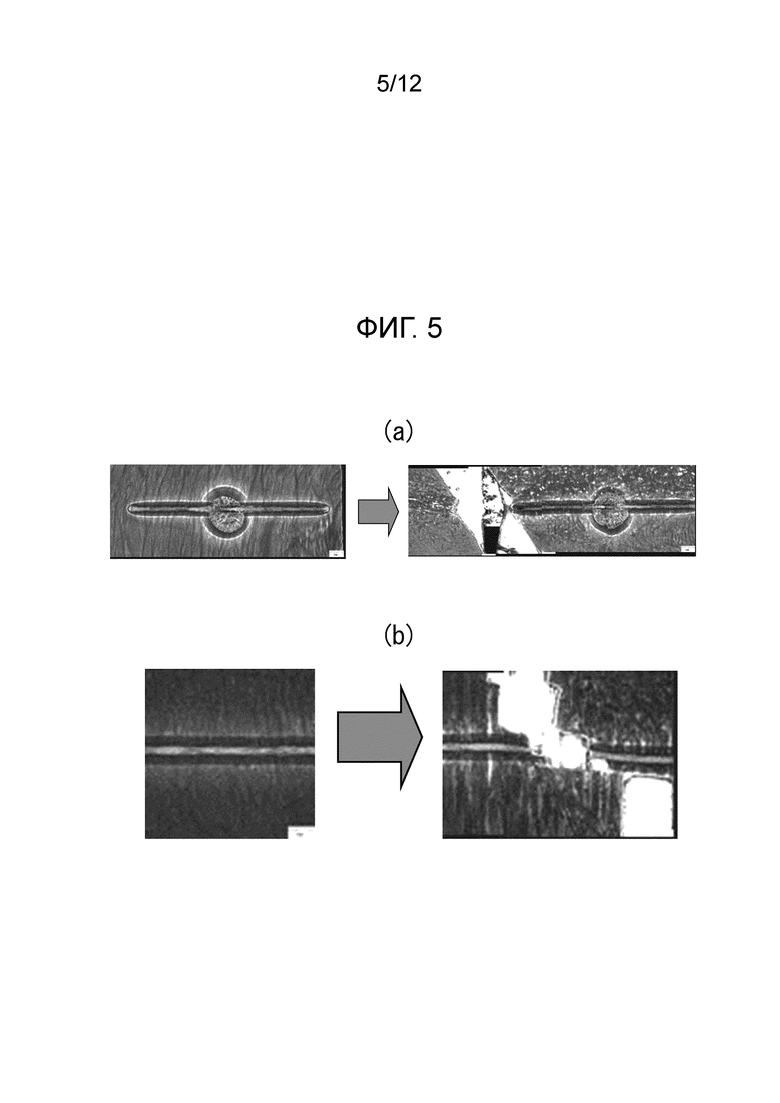
Фиг.5А иллюстрирует положение разрушения при испытании на растяжение для Примера 1 изобретения, в то время как Фиг.5В иллюстрирует положение разрушения при испытании на растяжение для Примера 2 изобретения.
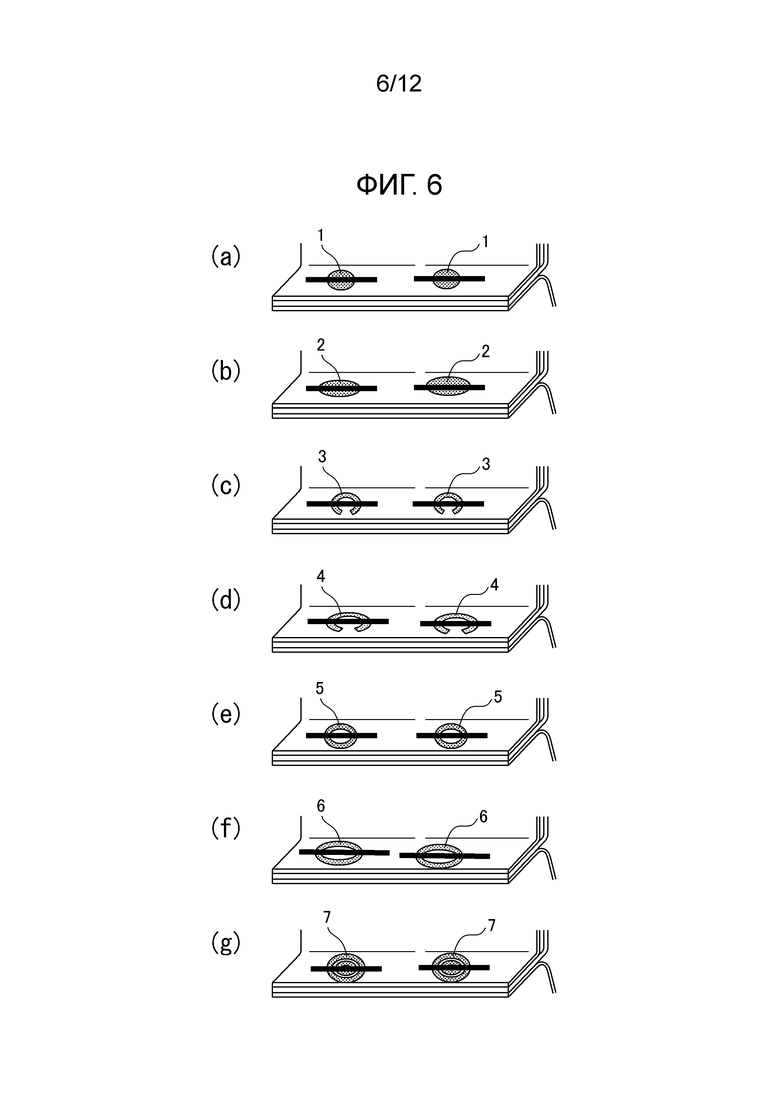
Фиг.6А - Фиг.6G иллюстрируют примерные варианты реализации настоящего изобретения.
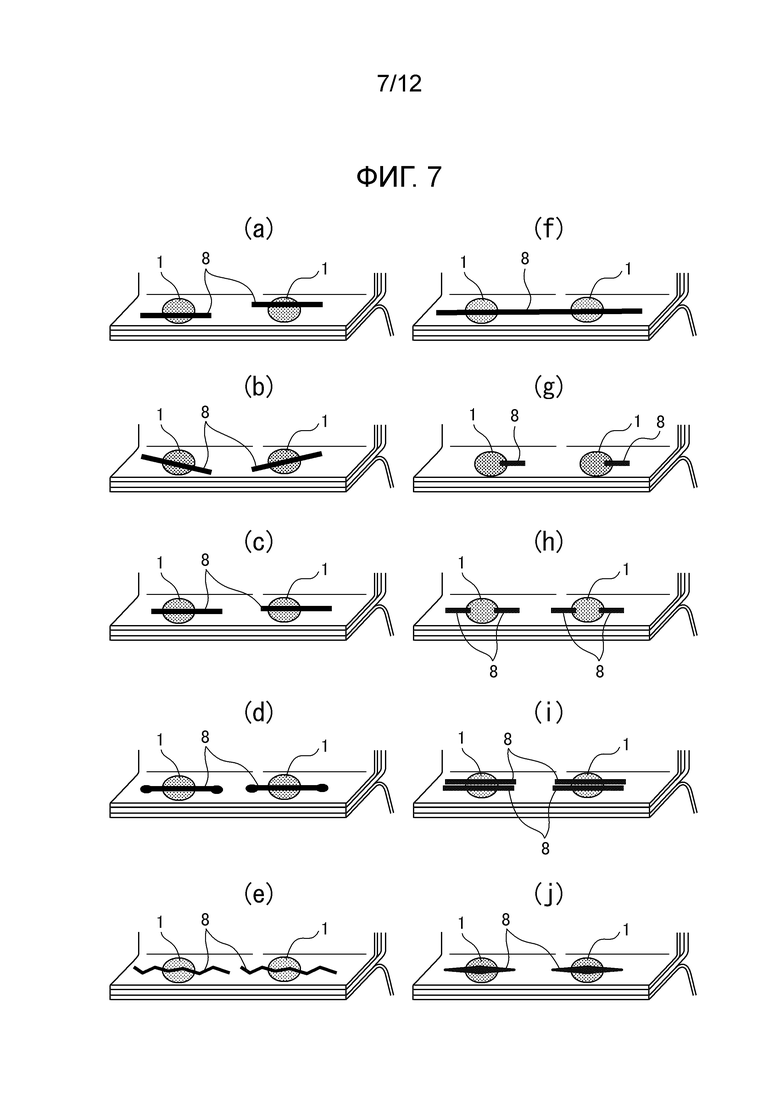
Фиг.7А - Фиг.7J также иллюстрируют примерные варианты реализации настоящего изобретения.
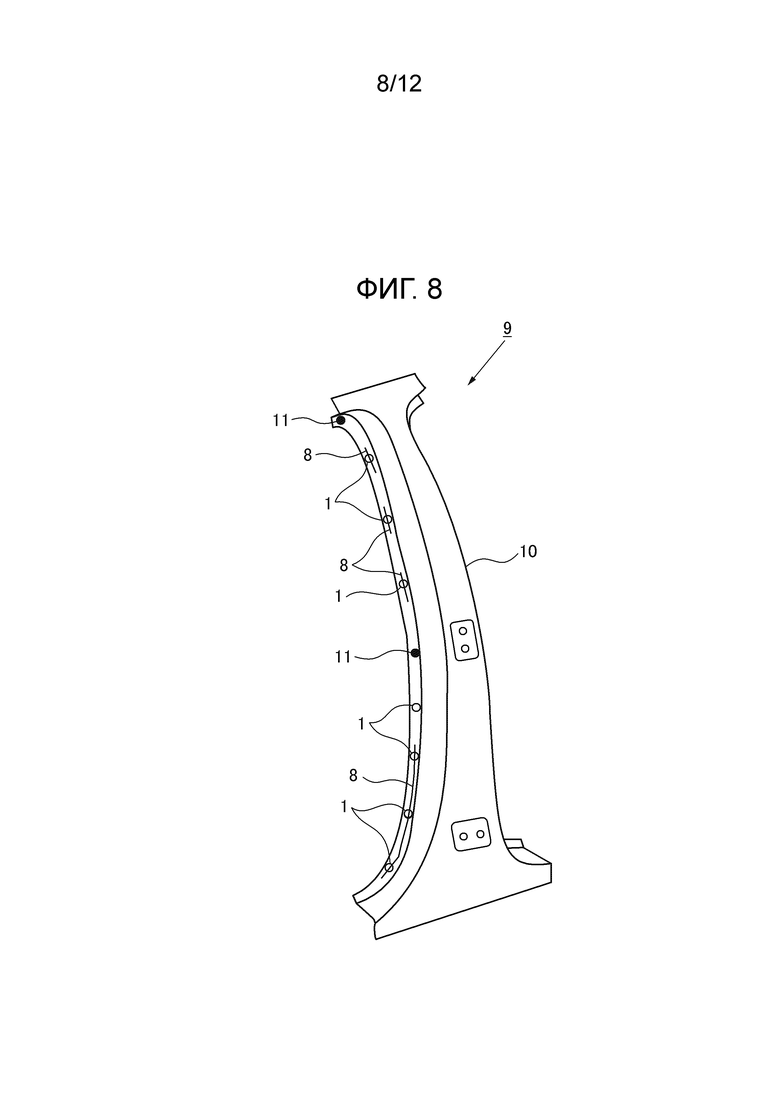
Фиг.8 иллюстрирует пример применения настоящего изобретения для средней стойки.
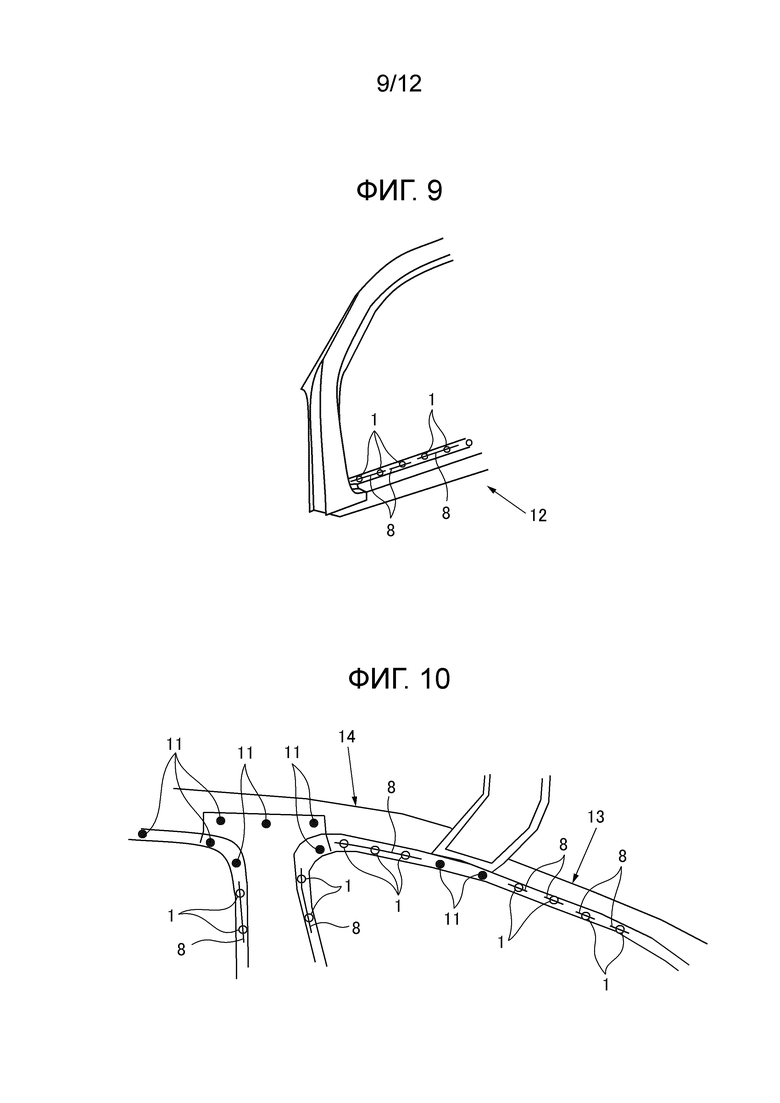
Фиг.9 иллюстрирует пример применения настоящего изобретения для бокового нижнего рамного бруса.
Фиг.10 иллюстрирует пример применения настоящего изобретения для передней стойки и продольной лаги крыши.
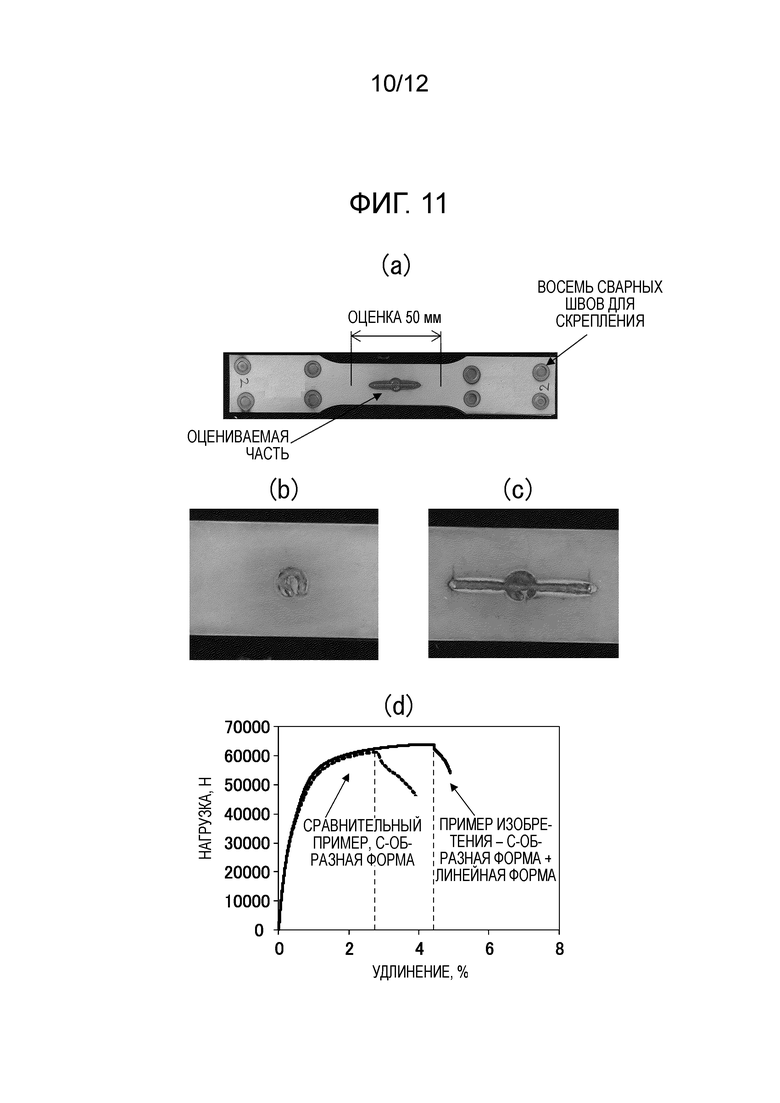
Фиг.11А иллюстрирует образец для испытания на растяжение, полученный при помощи лазерной сварки внахлест с получением шва С-образной формы, Фиг.11В иллюстрирует лазерный сварной шов в сравнительного примере, Фиг.11С иллюстрирует лазерный сварной шов, соответствующий примеру изобретения, и Фиг.11D иллюстрирует график с результатами испытания на растяжение.
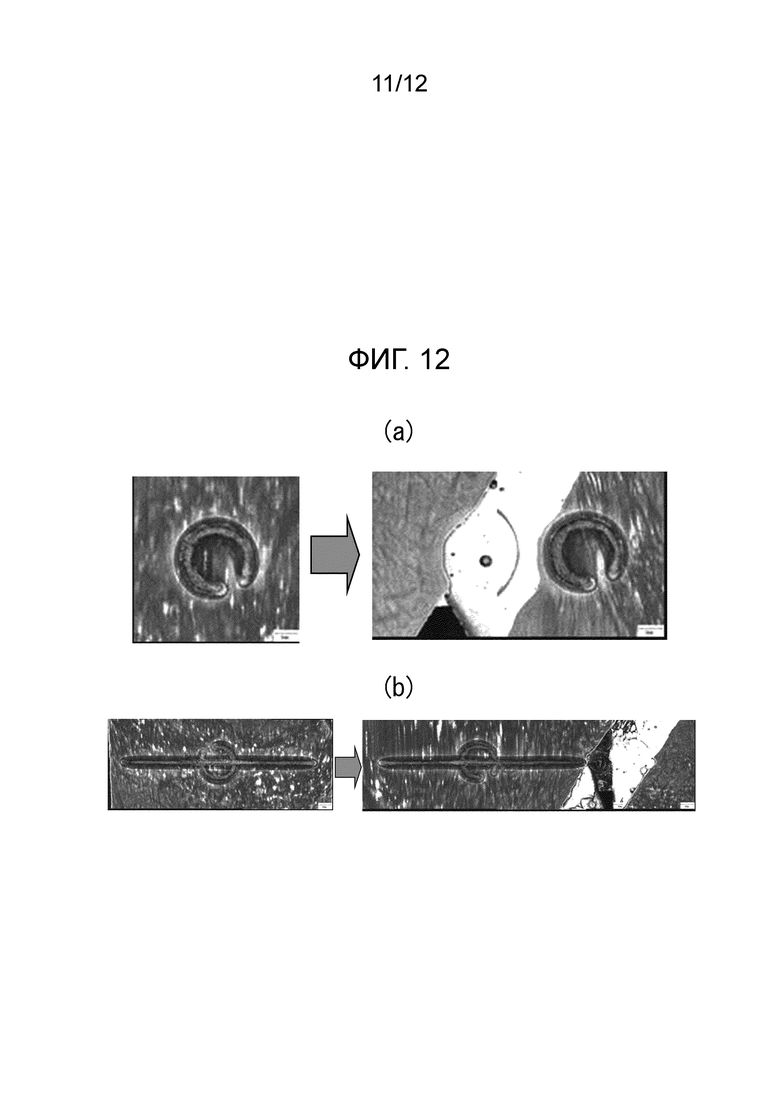
Фиг.12А иллюстрирует положение разрушения для сравнительного примера, в то время как Фиг.12В иллюстрирует положение разрушения для примера изобретения.
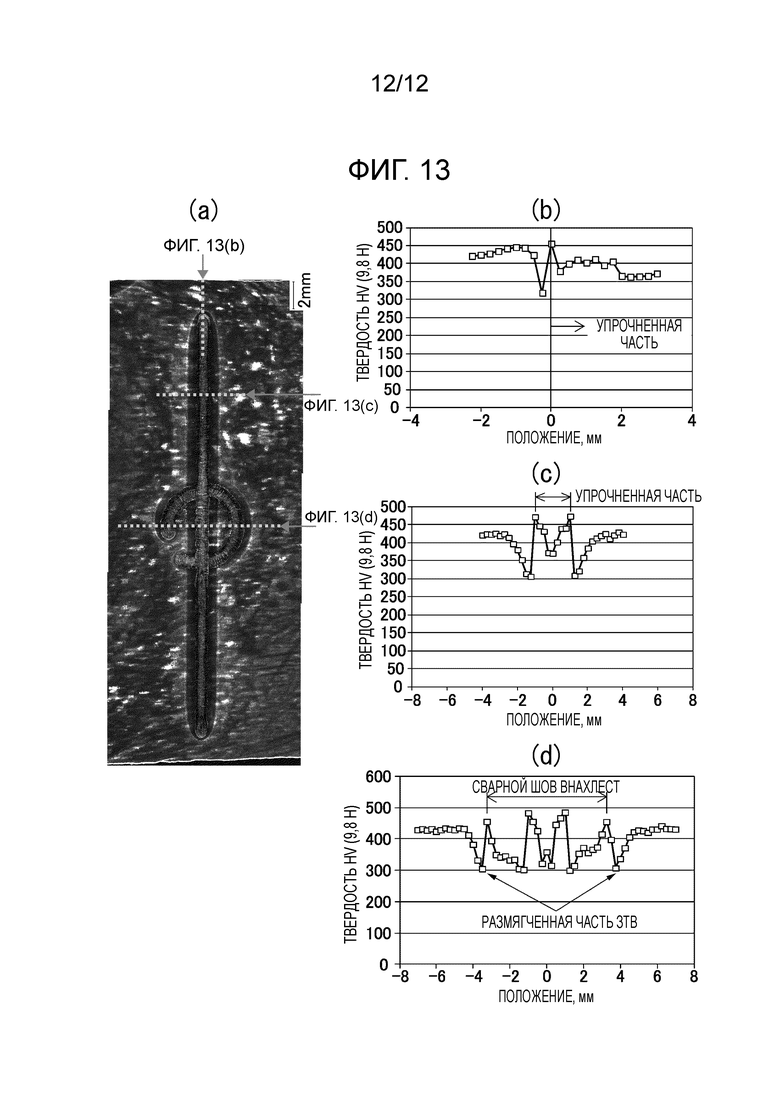
Фиг.13 иллюстрирует распределение твердости в лазерном соединении внахлест С-образной формы, в примере изобретения, где на Фиг.13А иллюстрирует положение измерения распределения твердости в соединении внахлест, соответствующем настоящему изобретению, Фиг.13В иллюстрирует распределение твердости на заднем конце прямолинейной части, пройденной лазером, Фиг.13С иллюстрирует распределение твердости в промежуточной части прямолинейной части, пройденной лазером, и Фиг.13D иллюстрирует распределение твердости в по существу круглом лазерном сварном шве внахлест.
Описание вариантов реализации
Сначала будет рассмотрен способ сварки с использованием лазерного луча, соответствующий настоящему изобретению.
Лазерный сварочный аппарат конкретным образом не ограничивается. Например, могут быть использованы дисковый лазер, оптоволоконный лазер, лазер на алюмоиттриевом гранате (YAG - Yttrium Aluminum Garnet) и углекислотный лазер. В качестве иллюстрации можно привести диаметр луча в диапазоне 0,15-0,9 мм, выходную мощность в диапазоне 1-10 кВт и скорость сварки в диапазоне 1-25 м/мин. Условия лазерной сварки подходящим образом определяются типами стальных листов, толщиной стальных листов и т.д., и не ограничиваются указанными выше примерами.
Сварка может представлять собой обычную сварку при помощи лазерного факела, осуществляемую роботом, но в предпочтительном случае представляет собой дистанционную лазерную сварку с использованием гальванизированного зеркала. "Дистанционная лазерная сварка" это метод объединения длиннофокусных линз со специальным сканирующим зеркалом и зажигания лазерного луча через пространство, чтобы с помощью прохода лазерной точки по поверхности с большой скоростью выполнять сварку. По сравнению с роботом или устройством с ЧПУ (NC, Numeric Control - Числовое Программное Управление), используемыми для обычной лазерной сварки, время перехода луча становится, по существу, нулевым, так что становится возможной сварка с высокой эффективностью. Эта система имеет преимущество в том, что не требуется практически никакого времени для перехода лазерной точки от текущей точки сварки к следующей.
На этапе образования упрочненной части лазерный луч зажигают в части нахлесточного соединения для образования по существу круглого лазерного сварного шва, затем он пересекает размягченную часть ЗТВ, образованную вокруг по существу круглого (внешняя периферия) лазерного сварного шва для образования прямолинейной упрочненной части и, таким образом, упрочнения размягченной части ЗТВ вокруг по существу круглого лазерного сварного шва. Поэтому с помощью перемещения лазерного луча через внешний край лазерного нахлесточного сварного шва по прямой линии возможно образовать упрочненную часть таким образом, чтобы разделить размягченную часть ЗТВ. Здесь выражение "через внешний край лазерного сварного нахлесточного шва " указывает состояние пересечения внешнего края лазерного сварного шва внахлест или контактирование с ним.
Лазерный сварной нахлесточный шов представляет собой расплавленную и кристаллизованную часть, которая показана на Фиг.2В. Поэтому внешний край лазерного сварного шва внахлест указывает границу между расплавленной и кристаллизованной частью и металлом матрицы. На Фиг.2 показан пример, где центральная часть круглой формы также подвергается плавлению и кристаллизации. На Фиг.13 показана С-образная форма, но в этом случае также лазерный сварной нахлесточный шов представляет собой расплавленную и кристаллизованную часть. Идея та же самая.
На Фиг.13А показан пример упрочнения лазером, происходящего с пересечением лазерного сварного нахлесточного шва С-образной формы. Он показывает распределение твердости на поверхности стального листа в направлении, показанном пунктирной линией на Фиг.13А. На Фиг.13В, 13С и 13D показаны распределения твердости на поверхности стального листа на заднем конце (конце завершения) части, упрочненной лазером, в части, упрочненной лазером, и в лазерном сварном нахлесточном шве.
"Упрочненная часть", как показано на Фиг.13С, это область, зажатая между точками локальных максимумов твердости, которые находятся с двух сторон пройденной лазером области, при измерении распределения твердости поперек части, упрочненной лазером. Вокруг упрочненной части из-за тепла, введенного во время упрочнения, может образоваться размягченная часть. На Фиг.13С имеется часть, показывающая локальное минимальное значение твердости, с внешней стороны пика твердости. Это часть, размягченная при упрочнении лазером.
Состояние твердости на заднем конце (конце завершения) части, упрочненной лазером, показан на Фиг.13В. Фиг.13В иллюстрирует распределение твердости в направлении зажигания лазера. Точка локального максимума твердости на Фиг.13В это задний конец (конец завершения) упрочненной части. Правая сторона становится упрочненной частью. Как видно из Фиг.13В, имеется часть, показывающая точку локального минимума, непосредственно с внешней стороны точки локального максимума. Это часть, размягченная при упрочнении лазером.
Кроме того, упрочненную часть в предпочтительном случае образуют с глубиной 50% или более от толщины высокопрочного стального листа (в частности, стального листа, включающего в себя мартенсит).
Кроме того, прямолинейная упрочненная часть может быть расположена в направлении главного напряжения, наблюдаемого во время удара. В качестве альтернативы, при лазерной сварке элементов из стального листа в форме фланца, направление прохождения этого фланца может быть сделано направлением главного напряжения. Даже при отклонении от направления главного напряжения из-за точности лазерной сварки и т.д., угол этого отклонения в предпочтительном случае делают как можно меньшим. Поэтому прямолинейную упрочненную часть в предпочтительном случае образуют в диапазоне±30° относительно направления главного напряжения. Если упрочненная часть образуют в диапазоне±30° относительно направления главного напряжения, можно считать, что она образована в направлении главного напряжения. Более предпочтительно, чтобы диапазон составлял±15° относительно направления главного напряжения. Еще более предпочтительно, чтобы диапазон составлял±10° относительно направления главного напряжения.
Отметим, что направление главного напряжения может быть определено заранее на стадии конструирования. Способ предварительного определения направления главного напряжения не ограничивается. Например, для его определения может быть использован метод конечных элементов (МКЭ) или другое моделирование. В качестве альтернативы, для тестирования с целью его определения можно использовать модель или испытательный элемент реальной формы. Также может иметься несколько направлений главного напряжения. В этом случае достаточно использовать лазер на прямой линии, совпадающей с каждым направлением главного напряжения, чтобы получить упрочненные части.
При зажигании лазера для повторного нагрева таким образом, чтобы образовать прямолинейную упрочненную часть, размягченная часть ЗТВ, расположенная вокруг по существу круглого лазерного сварного нахлесточного шва, разделяется, и подавляется падение прочности в направлении главного напряжения из-за этой размягченной части ЗТВ. Отметим, что необходимо только, чтобы прямолинейная упрочненная часть разделяла размягченную часть ЗТВ лазерного сварного нахлесточного шва, поэтому нет необходимости создавать ее на прямой линии внутри лазерного сварного нахлесточного шва.
Стальной лист, к которому может быть применено настоящее изобретение, не ограничивается. Однако размягчение ЗТВ в значительной степени возникает в стали, имеющей мартенситную структуру. Если применить настоящее изобретение к такому стальному листу, эффект является большим. К стальному листу, имеющему мартенситную структуру, относится высокопрочный стальной лист, имеющий прочность на растяжение 1180 МПа или более. Такая высокопрочная сталь часто используется для горячей штамповки (горячего прессования) и иногда называется "сталью для горячей штамповки". Кроме того, наличие или отсутствие плакирования не является проблемой.
Нахлесточное соединение, соответствующее настоящему изобретению, может быть применено для любого стального элемента. В частности, получаемый эффект является большим при применении для элемента автомобиля, в котором предполагается ударопрочность.
Настоящее изобретение будет пояснено на основе конкретных примеров. Например, если возникает удар о среднюю стойку автомобиля, к фланцевой части, где внахлест приварены внутренний панельный элемент и внешний панельный элемент, будет прикладываться растягивающая нагрузка. По этой причине деформация будет концентрироваться в размягченной части ЗТВ лазерного сварного нахлесточного шва круглой формы, образованного на фланце, вызывая его разрушение. Авторы настоящего изобретения провели испытания, в которых наблюдался такой случай.
Фиг.1 для пояснения иллюстрирует образец для испытания на растяжение. Стальной лист класса 440 МПа (толщиной 1,2 мм), стальной лист класса 1310 МПа (толщиной 1,4 мм) и горячеоцинкованный стальной лист с отожженным цинковым покрытием класса 270 МПа (толщиной 0,7 мм) были наложены один на другой и скреплены с помощью точечной сварной сварки на захватных частях испытательного образца. В центральной части испытательного образца был выполнен лазерный сварной шов внахлест круглой формы. Для лазерной сварки использовался оптоволоконный лазер при следующих условиях: диаметр луча 0,6 мм, выходная мощность 2,0 кВт и скорость сварки 2,0 м/мин, чтобы получить испытательный образец, имеющий лазерный сварной нахлесточный шов, показанный на Фиг.4А, круглой формы и диаметра около 7 мм, сваренный внутри круга.
Фиг.2А для пояснения иллюстрирует положение для исследования твердости лазерного сварного шва круглой формы в стальном листе класса 1310 МПа. В то время как Фиг.2В для пояснения иллюстрирует распределение твердости в лазерном сварном шве круглой формы.
Как показано на Фиг.2А и 2В, в лазерном сварном шве круглой формы в стальном листе класса 1310 МПа ЗТВ вокруг упрочненной части была отпущена и размягчена.
Фиг.3 для пояснения иллюстрирует положение разрушения в лазерном сварном нахлесточном шве круглой формы,. В ходе выполнения испытания на растяжение было выяснено, что деформация концентрировалась в размягченной части ЗТВ вокруг лазерного сварного шва в стальном листе класса 1310 МПа, вызывая его разрушение.
На Фиг.4 показан сравнительный пример для испытания на растяжение (Фиг.4А), Пример 1 изобретения (Фиг.4В), Пример 2 изобретения (Фиг.4С) и график зависимости "нагрузка - удлинение" для него (Фиг.4D). Сравнительный пример (Фиг.4А) иллюстрирует случай только лазерной сварки внахлест. Пример 1 изобретения (Фиг.4В) иллюстрирует случай зажигания лазера по прямой линии от внешнего края лазерного сварного нахлесточного шва в осевом направлении испытательного образца (направлении главного напряжения) для образования упрочненной части. Лазер перемещали от точки на расстоянии 12 мм от края сварного нахлесточного шва для прохождения через лазерный сварной нахлесточный шов по прямой линии на длину от точки на расстоянии от края сварного нахлесточного шва до 31 мм. Пример 2 изобретения (Фиг.4С) это случай образования части, упрочненной лазером, вплоть до захватных частей испытательного образца. Это испытательный образец, сконструированный так, чтобы задний конец части, упрочненной лазером, не образовал точку начала возникновения трещины. Испытание на растяжение проводилось для анализируемого расстояния между приготовленными сварными швами 50 мм и со скоростью растяжения 3 мм/мин. На Фиг.5 для пояснения показаны положения разрушения для Примера 1 изобретения (Фиг.5А) и Примера 2 изобретения (Фиг.5В).
Результаты измерения удлинения при разрушении показаны на Фиг.4D. Видно, что "сравнительный пример" имеет небольшое удлинение при разрушении, составляющее примерно 2,3%, и разрушение возникает при небольшой деформации. Пример 1 изобретения имеет удлинение при разрушении 4,3%. Даже по сравнению со сравнительным примером, удлинение при разрушении улучшилось относительно этого примера на около 87%. Кроме того, можно подтвердить, что место разрушения представляет собой задний конец части, упрочненной лазером (Фиг.5А). В результате можно подтвердить, что Пример 1 изобретения решил проблему разрушения при небольшой деформации по сравнению со сравнительным примером. Отметим, что часть сварного нахлесточного шва, состоящая из расплавленного металла, размягчается из-за примешивания химических элементов из стальных листов, но эта часть состоит из наложенных один на другой трех стальных листов и является большой по толщине, поэтому в области из расплавленного металла разрушения не происходит.
Для Примера 2 изобретения удлинение составляло примерно 7,3%. По сравнению со сравнительным примером оно улучшилось на около 317%. Можно подтвердить, что место разрушения представляет собой середину части, упрочненной лазером (Фиг.5В). То есть можно подтвердить, что образец в примере не разрушается в размягченной части ЗТВ сварного нахлесточного шва. В результате можно подтвердить, что Пример 2 изобретения решил проблему разрушения при небольшой деформации по сравнению со сравнительным примером и Примером 1 изобретения. Отметим, что при изучении поверхности разрушения изучалась поверхность разрушения в высокопрочном стальном листе испытательного образца (в указанном выше испытательном образце - стальной лист класса 1310 МПа).
На Фиг.6А - Фиг.6G для пояснения показаны различные по существу круглые лазерные сварные нахлесточные швы 1-7, которые предполагают наличие фланцев. В этом случае направление главного напряжения представляет собой направление по длине фланца (на чертеже - направление слева направо). Настоящее изобретение, как показано на Фиг.6А - Фиг.6G, может быть применено для лазерного сварного шва внахлест с круглой формой (1), овальной формой (2), С-образной формой (3), вытянутой С-образной формой (4), круглой кольцевой формой (5), овальной кольцевой формой (6) и формой в виде двух круглых колец (7).
На Фиг.7А - Фиг.7J для пояснения показаны прямолинейные части 8, упрочненные лазером, которые созданы с пересечением размягченных частей ЗТВ, возникших вокруг лазерных сварных соединений 1 внахлест, имеющих круглую форму. Фиг.7 также предполагают наличие фланца. Так же, как и на Фиг.6, главное направление напряжение представляет собой направление по длине фланца (на чертеже - направление слева направо).
Как показано на Фиг.7А, не обязательно, чтобы прямолинейная часть 8, упрочненная лазером, проходила через центр лазерного сварного шва 1 круглой формы.
Как показано на Фиг.7В, направление образования прямолинейной части 8, упрочненной лазером, может находиться в пределах 30° от предполагаемого направления главного напряжения.
Как показано на Фиг.7С, не обязательно, чтобы длина прямолинейной части 8, упрочненной лазером, была одинаковой слева и справа, но эта часть должна быть образована до положения, находящегося на расстоянии, по меньшей мере, 3 мм от края по существу круглого лазерного сварного шва 1.
Как показано на Фиг.7D, конец прямолинейной части 8, упрочненной лазером, может быть сделан шире, чтобы не допустить концентрации напряжений. Однако размер должен быть меньше, чем у лазерного сварного шва 1 круглой формы.
Как показано на Фиг.7Е, прямолинейная часть 8, упрочненная лазером, может изгибаться, в пределах±30° от предполагаемого направления главного напряжения.
Как показано на Фиг.7F, одним непрерывным прямолинейным лазерным швом 8, соединено множество частей 1, 1 круглой формы, упрочненных лазером.
Как показано на Фиг.7G и Фиг.7Н, не обязательно, чтобы прямолинейная часть 8, упрочненная лазером, проходила через внутреннюю часть лазерного сварного шва 1 круглой формы.
Как показано на Фиг.I, может иметься множество частей 8, упрочненных лазером. Если имеется множество направлений главного напряжения, части, упрочненные лазером, могут быть образованы в этих направлениях.
Как показано на Фиг.7J, также может меняться ширина части, упрочненной лазером. В частности, как показано на Фиг.7I, ширина части, упрочненной лазером, должна быть шире у внешнего края лазерного сварного шва внахлест и уже на заднем конце.
Далее будет рассмотрено применение настоящего изобретения для детали автомобиля. На Фиг.8 для пояснения показано применение настоящего изобретения для средней стойки 9.
В процессе изготовления боковой панели, внешний элемент боковой панели (не показан) из горячеоцинкованного стального листа с отожженным цинковым покрытием класса 270 МПа, усиливающий элемент 10 средней стойки, из горячештампованного элемента, и внутренний элемент средней стойки (не показан) из стального листа класса 590 МПа, накладывают один на другой по фланцам, образованным в их краевых частях, и прихватывают их при помощи точечных сварных соединений 11, созданных точечной контактной сваркой.
Собранную боковую панель собирают с днищем на основной линии сборки кузова, прихватывают сваркой и затем дополнительно сваривают при помощи дистанционной лазерной сварки.
При этом, как показано на Фиг.8, выполняют лазерную сварку внахлест для получения лазерного сварного нахлесточного шва 1 круглой формы, после чего размягченную часть ЗТВ вокруг этого шва 1 разделяют путем зажигания лазера по прямой линии, с образованием части 8, упрочненной лазером.
Отметим, что, как показано на Фиг.8, операцию зажигания лазера для разделения размягченной части ЗТВ вокруг лазерного сварного нахлесточного шва 1 круглой формы необязательно выполнять для всех лазерных сварных нахлесточных швов 1. Ее необходимо выполнить только для лазерного сварного нахлесточного шва 1, для которого имеется вероятность разрушения в размягченной части ЗТВ.
На Фиг.9 для пояснения показано применение настоящего изобретения для бокового нижнего рамного бруса 12. Боковой нижний рамный брус 12 также, тем же образом, что и среднюю стойку 9, собирают с днищем на основной линии сборки кузова, прихватывают сваркой, затем число сварных швов увеличивают с помощью дистанционной лазерной сварки. Боковой нижний рамный брус 12 состоит из продольного внутреннего панельного элемента из горячеоцинкованного стального листа с отожженным цинковым покрытием класса 590 МПа, продольного внутреннего усиливающего элемента из горячеоцинкованного стального листа с отожженным цинковым покрытием класса 1180 МПа и продольного внешнего панельного элемента из горячеоцинкованного стального листа с отожженным цинковым покрытием класса 270 МПа, наложенных один на другой по фланцам, образованным в их концевых частях. При этом выполняют лазерную сварку для получения лазерных сварных нахлесточных швов 1 круглой формы, после чего зажигают лазер для разделения размягченных частей ЗТВ и образования частей 8, упрочненных лазером.
На Фиг.10 для пояснения показано применение настоящего изобретения для передней стойки 13 и продольной лаги 14 крыши.
Как показано на Фиг.10, в случае передней стойки 13 и продольной лаги 14 крыши, также как и для средней стойки 9, боковую панель, включающую переднюю стойку 13 и продольную лагу 14 крыши, собирают с днищем на основной линии сборки кузова и затем дополнительно сваривают при помощи дистанционной лазерной сварки. Средняя стойка 13 и продольная лага 14 крыши, соответственно, представляют собой панели определенной формы, состоящие из двух горячештампованных элементов и горячеоцинкованного стального листа с отожженным цинковым покрытием класса 270 МПа, наложенных один на другой. При этом выполняют лазерную сварку для образования лазерных сварных нахлесточных швов 1 круглой формы, после чего зажигают лазер для разделения размягченных частей ЗТВ вокруг этих швов 1 и образования частей 8, упрочненных лазером.
Выше настоящее изобретение было пояснено на основе примера для деталей автомобиля, имеющих лазерные сварные нахлесточные швы круглой формы. Как указано выше, варианты реализации настоящего изобретения не ограничиваются приведенными выше примерами. Эффекты настоящего изобретения проявляются, пока соблюдаются требования этого изобретения. Они учтены при определении объема настоящего изобретения. Ниже будут рассмотрены примерные варианты, отличающиеся от рассмотренных выше.
Пример 1
Пример 1 представляет собой пример применения настоящего изобретения для лазерной сварки внахлест с получением С-образного шва. На Фиг.11 для пояснения показан образец для испытания на растяжение, на Фиг.11В для пояснения показан лазерный сварной шов в сравнительном примере, на Фиг.11С для пояснения показан лазерный сварной шов в примере изобретения, и на Фиг.11D приведен график, показывающий результаты испытания на растяжение.
Чтобы изготовить образец для испытания на растяжение, три листа, горячеоцинкованный стальной лист с отожженным цинковым покрытием класса 270 МПа толщиной 0,7 мм, стальной лист класса 1310 МПа толщиной 1,4 мм и стальной лист класса 440 МПа толщиной 1,2 мм, были наложены один на другой в указанном порядке и захватные части испытательного образца были сварены при помощи точечной контактной сварки для приготовления образца для испытания на растяжение, показанного на Фиг.11А.
Затем, с использованием оптоволоконного лазера при следующих условиях: диаметр луча 0,6 мм, выходная мощность 2,7 кВт и скорость сварки 2,0 м/мин, и с использованием гальванизированного зеркала были подготовлены испытательный образец с лазерным сварным швом С-образной формы диаметром приблизительно 7 мм, показанный на Фиг.11В (сравнительный пример), и испытательный образец со сварным швом С-образной формы, показанный на Фиг.11С, на который затем воздействовали лазером по прямой линии (пример изобретения).
Для полученных сварных соединений при анализируемом расстоянии 50 мм было проведено испытание на растяжение со скоростью растяжения 3 мм/мин.
На Фиг.12А для пояснения показано положение разрушения для сравнительного примера, в то время как на Фиг.12В для пояснения показано положение разрушения для примера изобретения.
Как показано на Фиг.11D, при лазерной сварке с получением шва С-образной формы в сравнительном примере удлинение при разрушении составило 2,7%. Кроме того, как показано на Фиг.12А, образец разрушился по внешней периферии С-образной формы.
В отличие от этого, в примерах изобретения, как показано на Фиг.11D, удлинение при разрушении составило 4,3%. Кроме того, как показано на Фиг.12В, положение разрушения находилось на расположенном спереди конце (заднем конце) части, упрочненной лазером.
Таким образом, в примерах изобретения удлинение при разрушении увеличилось по сравнению со сравнительным примером.
Промышленная применимость
Настоящее изобретение можно применять для соединения внахлест стальных листов, включающих высокопрочные стальные листы. В частности, его можно применять для деталей автомобиля и конструктивных элементов других машин.
Список ссылочных обозначений
1 - По существу, круглый (круглой формы) лазерный сварной шов
2 - По существу, круглый (овальной формы) лазерный сварной шов
3 - По существу, круглый (С-образной формы) лазерный сварной шов
4 - По существу, круглый (вытянутой С-образной формы) лазерный сварной шов
5 - По существу, круглый (круглой кольцевой формы) лазерный сварной шов
6 - По существу, круглый (овальной кольцевой формы) лазерный сварной шов
7 - По существу, круглый (с формой в виде двух круглых колец) лазерный сварной шов
8 - Прямолинейная упрочненная часть
9 - Средняя стойка
10 - Усиливающий элемент средней стойки
11 - Точечный сварной шов
12 - Боковой нижний рамный брус
13 - Передняя стойка
14 - Продольная лага крыши.
Изобретение относится к способу сварки внахлест, нахлесточному сварному соединению, способу изготовления нахлесточного сварного соединения и детали автомобиля, которая содержит нахлесточное соединение. Способ сварки внахлест включает наложение один на другой множества стальных листов и зажигание лазера для образования по существу круглого лазерного сварного шва (1). В процессе сварки лазер перемещают по прямой линии через внешний край по существу круглого лазерного сварного шва (1) так, чтобы образовать упрочненную часть (8) в стальных листах и таким образом подавлять возникновение трещин, возникающих вследствие образования размягченной части зоны термического влияния. 4 н. и 6 з.п. ф-лы, 13 ил.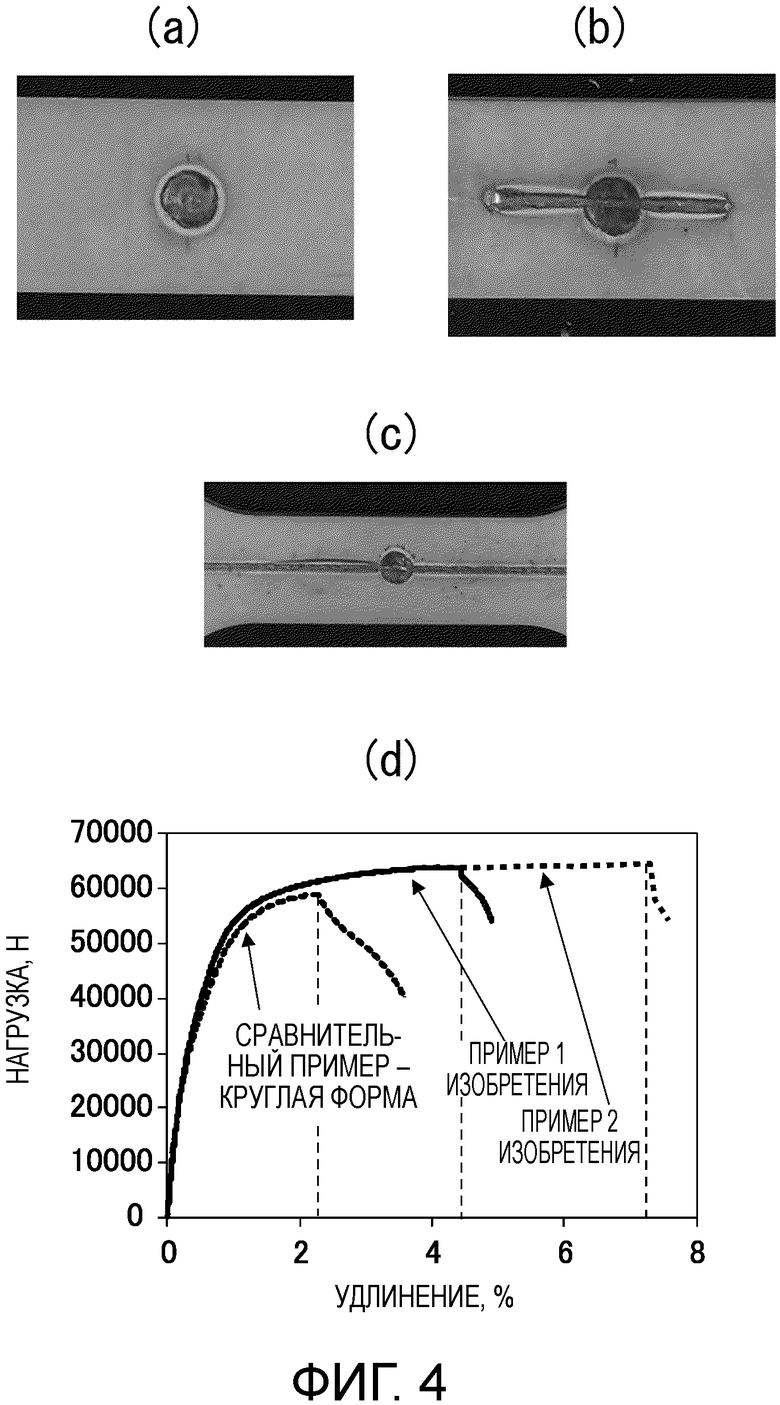
1. Способ сварки внахлест, включающий накладывание одного на другой множества стальных листов, зажигание лазерного луча и образование точечного лазерного сварного шва, причем после образования точечного лазерного сварного шва осуществляют перемещение лазерного луча по прямой линии с пересечением внешнего края упомянутого точечного лазерного сварного шва в диапазоне ±30° относительно определенного заранее направления главного напряжения сварного шва, с образованием упрочненной части в стальных листах, причем в ходе операции перемещения лазерного луча по прямой линии воздействуют лазерным лучом на область по меньшей мере в 3 мм от внешнего края точечного лазерного сварного шва, и при этом по меньшей мере, один стальной лист из упомянутого множества стальных листов представляет собой стальной лист, имеющий мартенситную структуру.
2. Способ по п.1, в котором упомянутый точечный лазерный сварной шов имеет круглую форму, овальную форму, круглую кольцевую форму, овальную кольцевую форма, С-образную форму, вытянутую С-образную форму или форму в виде множества круглых колец.
3. Способ по п.1 или 2, в котором ширина прямолинейной области, на которую воздействуют лазерным лучом при перемещении по прямой линии, меньше диаметра кривизны части внешнего края упомянутого точечного лазерного сварного шва, через который перемещают лазерный луч по прямой линии.
4. Способ по любому из пп.1-3, в котором упомянутый стальной лист, имеющий мартенситную структуру, представляет собой стальной лист, имеющий прочность на растяжение 1180 МПа или более.
5. Нахлесточное сварное соединение, выполненное в виде наложенных один на другой множества стальных листов и сваренных лазерным лучом для образования точечного лазерного сварного шва, при этом нахлесточное соединение имеет упрочненную часть, образованную по прямой линии путем перемещения лазерного луча с пересечением внешнего края упомянутого точечного лазерного сварного шва в диапазоне ±30° относительно направления главного напряжения сварного шва, причем область воздействия лазерного луча, перемещаемого по прямой линии, составляет по меньшей мере 3 мм от внешнего края точечного лазерного сварного шва, и при этом по меньшей мере один стальной лист из упомянутого множества стальных листов представляет собой стальной лист, имеющий мартенситную структуру.
6. Нахлесточное соединение по п.5, в котором упомянутый точечный лазерный сварной шов имеет круглую форму, овальную форму, круглую кольцевую форму, овальную кольцевую форму, С-образную форму, вытянутую С-образную форму или форму в виде множества круглых колец.
7. Нахлесточное соединение по п.5 или 6, в котором ширина упомянутой прямолинейной упрочненной части меньше диаметра кривизны части внешнего края упомянутого точечного лазерного сварного шва, который пересекает или с которым контактирует прямолинейная упрочненная часть.
8. Нахлесточное соединение по любому из пп. 5-7, в котором упомянутый стальной лист, имеющий мартенситную структуру, представляет собой стальной лист, имеющий прочность на растяжение 1180 МПа или более.
9. Способ изготовления нахлесточного сварного соединения, включающий накладывание одного на другой множества стальных листов, зажигание лазерного луча и образование точечного лазерного сварного шва, причем после образования точечного лазерного сварного шва осуществляют перемещение лазерного луча по прямой линии с пересечением внешнего края упомянутого точечного лазерного сварного шва в диапазоне ±30° относительно определенного заранее направления главного напряжения сварного шва, с образованием упрочненной части в стальных листах, причем в ходе операции перемещения лазерного луча по прямой линии воздействуют лазерным лучом на область по меньшей мере в 3 мм от внешнего края точечного лазерного сварного шва, и при этом по меньшей мере один стальной лист из упомянутого множества стальных листов представляет собой стальной лист, имеющий мартенситную структуру.
10. Деталь автомобиля, которая имеет нахлесточное соединение по любому из пп.5-8.
| JP2013189173A, 26.09.2013 | |||
| JPWO2006016441A1, 01.05.2008 | |||
| JP2000516147A, 05.12.2000 | |||
| СПОСОБ ИМПУЛЬСНОЙ ЛАЗЕРНОЙ СВАРКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2120364C1 |
| Способ сварки плавлением угловых и нахлесточных соединений с присадочной проволокой | 1989 |
|
SU1655698A1 |
| RU 2009122209 A, 20.12.2010. | |||

