Область техники, к которой относится изобретение
Изобретение относится к области технического масштабного моделирования и может быть использовано при промышленном изготовлении наборов-конструкторов масштабных моделей судов, включая промышленное производство деревянных наборов для самостоятельной сборки моделей судов. Изобретение также относится к техническому виду творчества - судомоделизму (построение масштабных моделей судов как хобби), и к техническому виду спорта - судомодельному спорту (проектирование и постройка масштабных моделей судов для спортивных соревнований).
Уровень техники
Из уровня техники известен широкий ряд технических решений, используемых для постройки деревянных корпусов масштабных моделей судов. Выбор того или иного технического решения зависит от назначения модели, умений, навыков и технических возможностей производителя или моделиста.
В частности, известно решение, используемое для постройки «Наборных корпусов моделей судов с фанерными шпангоутами и килевой рамкой» (Курта О. Постройка моделей судов: Энциклопедия судомоделизма. Сокращенный пер. с итал. - Л.: Судостроение, 1977. - С. 163-182), представляющее собой набор-конструктор, включающий: стапель для закрепления и выравнивания килевой рамки; килевую рамку со шпунтом под доски обшивки и вырезами под шпангоуты; шпангоуты с вырезами для килевой рамки и стрингеров; транец с вырезами для килевой рамки и стрингеров; стрингеры и ватервейсы в виде реек для формирования продольных связей корпуса; фигурные носовые и кормовые деревянные вставки, повторяющие форму этой части корпуса; черновая и чистовая обшивка корпуса. Для постройки модели судна из фанеры толщиной 4-5 мм изготавливают шпангоуты с вырезами внутри для облегчения веса общей конструкции с поперечными связями для обеспечения ее прочности. На шпангоутах выполняют вырезы для стрингеров, ватервейсов и килевой рамки. Изготавливают килевую рамку со шпунтом под доски обшивки, которую фиксируют на стапеле. На киль одевают шпангоуты, транец в корме и соединяют между собой стрингерами и ватервейсами (прямоугольными рейками) с получением каркаса будущего корпуса. При необходимости у корпусов с круглой кормой в кормовой части выполняют фигурные деревянные вставки, соответствующие ее изгибу, аналогично носовой части, и уже к ним приклеивают отдельные поясья обшивки. Нередко шпации между шпангоутами для большей прочности и лучшего прилегания обшивки вплотную заполняют брусками из липы. Затем формируют борта посредством обшивки (зачастую двойной: черновой и чистовой) полученного каркаса рейками из шпона/фанеры или дерева в зависимости от обводов корпуса. Раскрой обшивки делают с помощью шаблонов из картона, доски при этом подгоняют, примеряя к месту установки. После шлифовки наждачной бумагой внешней поверхности, накладывают форштевень. Для модели военного корабля на борт карандашом наносят контуры пушечных портов с последующим вырезанием в обшивке.
Однако, данное техническое решение имеет ряд существенных недостатков, а именно: наличие большого количества вырезанных из фанеры шпангоутов; необходимость наличия идеально ровного стапеля для фиксации килевой рамки и позиционирования на ней шпангоутов; необходимость обработки торцов шпангоутов (снятие малки) для более плотного прилегания к ним черновой обшивки; наличие двух слоев обшивки: черновая и чистовая; высокая вероятность повреждения изделия при обработке верхней части носовых шпангоутов в районе фальшборта для формирования правильной и гладкой внутренней и внешней поверхности фальшборта; наличие в носовой и кормовой частях крупных специальных деревянных вставок - бобышек, которые требуют обработки по лекалам; необходимость наличия черновой обшивки из толстых реек и навыков у исполнителя придать каждой из реек правильную форму и установить их на шпангоуты; возможность искривления фанеры килевой рамки под воздействием влаги и как следствие необходимость принятия дополнительных мер по выпрямлению корпуса, что достигается изготовлением специального стапеля или вклеиванием выравнивающих брусков между шпангоутами, что в зависимости от опыта моделиста не всегда приносит результат; необходимость дополнительной обработки черновой обшивки при ошибках по снятию малки или искривления шпангоутов; невысокая точность повторяемости обводов корпуса, как для правого и левого бортов, так и для серии корпусов, одной и той же модели, что в дальнейшем связано с трудностями использования стандартного раскроя чистовой обшивки с помощью лазера для данного корпуса. Кроме того, для постройки модели судна требуется наличие специального помещения-мастерской с принудительной вентиляцией из-за большого количества отходов деревообработки четвертой группы (стружек, опилок и древесной пыли), что не всегда реализуемо в домашних условиях.
Таким образом, перечисленные недостатки применения известного технического решения приводят к чрезмерно длительному периоду изготовления корпуса, продолжительной, утомительной, монотонной и кропотливой работе, а также требуют наличия у исполнителя высокой квалификации для достижения качественных результатов, наличия разнообразных инструментов, приспособлений и оборудования, а также связаны с большим количеством отходов деревообработки четвертой группы.
Из уровня техники также известно техническое решение набора-конструктора, используемого для постройки наборных корпусов с гнутыми по шаблонам шпангоутами (Курти О. Постройка моделей судов: Энциклопедия судомоделизма. Сокращенный пер. с итал. - Л.: Судостроение, 1977. - С. 183-188), который включает стапель для закрепления килевой рамки и шаблонов шпангоутов; килевую рамку; шаблоны из фанеры с вырезами для крепления килевой рамки и стрингеров, контуром шпангоутов, уменьшенным на толщину обшивки с учетом толщины самого гнутого шпангоута, который накладывается на шаблоны; боковые бруски для крепления шаблонов шпангоутов; рейки прямоугольного сечения для формирования гнутых шпангоутов; стрингеры в виде реек для формирования продольных связей корпуса; промаслянную бумагу или полиэтиленовую пленку для прокладки между шаблонами для предотвращения их склеивания; гвоздики для временного крепления гнутых шпангоутов к шаблонам; рейки прямоугольного сечения для изготовления досок наружной обшивки. При этом сборка корпуса производится на составной удаляемой после сборки конструкции, состоящей из стапеля, шаблонов из фанеры, боковых брусков, стрингеров.
При построении корпуса модели судна используют специальные шаблоны, пригодные для создания серий корпусов по одному шаблону. Для постройки модели судна изготавливают шаблоны, которые снимают с чертежа корпуса и вырезают из фанеры или доски толщиной в зависимости от размеров модели. Профиль шаблона по сравнению с контуром шпангоутов должен быть уменьшен на толщину обшивки с учетом толщины самого шпангоута, который будет накладываться на шаблоны. Контур шаблона вычерчивают параллельно контуру соответствующего шпангоута и через кальку переносят на доску. На каждом шаблоне выполняют четырехугольные вырезы для прохода продольных реек и установки киля. Затем подготавливают стапель - строго прямоугольную доску с плоскими параллельными наружными поверхностями. Ширина доски должна равняться ширине наименьшего шпангоута, чтобы на ней было легко выполнять необходимые работы. На стапеле прочерчивают продольную ось симметрии модели и линии шпангоутов. Затем перевернутые шаблоны (при работе этим способом корпус стоит килем вверх) крепят на стапельной доске на линиях шпангоутов с помощью привинченных маленьких боковых брусочков. Осуществляют снятие малки с шаблонов, крепление киля на шаблоны, затем вставляют стрингеры по краям шаблонов. Затем изготавливают гнутые шпангоуты из реек прямоугольного сечения толщиной и шириной в зависимости от размеров модели. Рейки для шпангоутов накладывают на шаблон в намоченном виде и изгибают, преодолевая определенное сопротивление, фиксируя на киле и на концах. Между шпангоутами и шаблонами прокладывают лист промасленной бумаги, чтобы при приклеивании обшивки шпангоуты не приклеились к шаблонам, накладывают обшивку на шпангоуты с их последующей обработкой наждачной бумагой. При необходимости на шпангоуты накладывают дополнительно продольные рейки по направлению обшивки. Затем накладывают киль; после высыхания готовый корпус снимают с шаблонов и по необходимости обрабатывают изнутри.
Однако, данные устройство и способ характеризуются большим количеством шаблонов под каждый шпангоут; необходимостью снятия малки со шпангоутов; возможным смещением шпангоута с центра шаблона в сторону, высокой вероятностью приклеивания шпангоутов к шаблону; искажением обводов обшивки в носу и в корме от прототипа; постройкой только легких, несложных корпусов с не заваленным во внутрь бортом (иначе не представляется возможным снять корпус с шаблона без повреждения последнего).
Наиболее близким к заявляемому является набор-конструктор, используемый для постройки корпуса шлюпки по монолитному шаблону из дерева, (Целовальников А.С. Справочник судомоделиста (по судовым устройствам). - М.: ДОСААФ, 1978. - 144 с., ил. - С. 73), включающий деревянный монолитный шаблон, повторяющий поверхность корпуса судна без обшивки и не имеющий боковой линии изгиба планширя, на поверхности которого перпендикулярно диаметральной плоскости (ДП) прорезаны поперечные канавки прямоугольного сечения для расположения в них заподлицо деревянных гнутых шпангоутов и имеющий форштевень с выступами для укладки концов досок обшивки; рейки прямоугольного сечения для формирования гнутых шпангоутов; киль; рейки прямоугольного сечения для изготовления досок наружной обшивки. При этом сборка корпуса производится на деревянном монолитном шаблоне, удаляемом после сборки. Отличительной особенностью данного решения от перечисленных выше является наличие в деревянном шаблоне корпуса судна необходимого количества пазов для укладки в них шпангоутов, а также отсутствие продольного диаметрального и горизонтального профилей с вырезами для фиксации шпангоутов. Пазы выполнены глубиной с возможностью размещения в них шпангоутов заподлицо с поверхностью шаблона корпуса, и шириной, несколько большей ширины шпангоутов, с возможностью свободного размещения шпангоутов. В носовой части модели шлюпки выполнена прорезь для закрепления в ней форштевня с выступами для укладки на них полосок обшивки. Процесс постройки корпуса идентичен описанному выше способу.
Однако, данное решение характеризуется следующими недостатками, по сравнению с заявляемым решением: поперечное сечение канавок для укладки шпангоутов имеет форму прямоугольника с дном канавки, параллельным диаметральной плоскости (ДП), а не трапецеидальную с расположением верхнего основания трапеции на дне канавки, форма поверхности которой (дна канавки) совпадает с формой внутренней поверхности шпангоута и параллельна наружной поверхности, как предлагается в заявляемом решении, что влечет за собой перекос расположения шпангоута в канавке и необходимость снятия с его наружной стороны дополнительной малки, нарушающей правильность поперечного сечения и прочность шпангоута; канавки носовой и кормовой частей расположены в плоскостях,. перпендикулярных плоскости ДП, а не под углом к ней, как предлагается в заявляемом решении, что влечет за собой дополнительную обработку носовых шпангоутов, нарушающую правильность формы их поперечного сечения и прочность; отсутствие продольной канавки с фальш-резенкилем затрудняет правильность позиционирования и прочность закрепления нижних концов шпангоутов по шпунтовой линии; деревянный шаблон располагается на ровной горизонтальной поверхности, поэтому отсутствие фальш-планширя с отверстиями для правильного позиционирования и закрепления верхних концов шпангоутов делает невозможным формирование правильной линии планширя, которая должна иметь продольную седловатость; известное решение предназначено только для постройки шлюпок с заваленными наружу и прямыми бортами, и не предназначено для сборки корпусов с заваленным вовнутрь бортом (при попытке изготовления таких моделей судов невозможно снять корпус с шаблона без повреждения последнего) и наличием пушечных портов; изготовление деревянного шаблона требует много ручного труда с использованием инструмента и оборудования для деревообработки. Кроме того, известное решение характеризуется низким уровнем копийности обводов прототипа; вероятностью приклейки шпангоутов и обшивки к деревянному шаблону, которая приводит к невозможности снятия корпуса с шаблона; необходимостью крепления шпангоутов, транца и форштевня гвоздиками, что неприемлемо для небольших корпусов до 100 мм длиной; высокой себестоимостью шаблона.
Технической проблемой является возможность постройки корпусов масштабных моделей из деталей набора-конструктора с идеальной копийностью обводов модели судна-прототипа, имитирующего реальное судно, с наименьшими трудозатратами. Деревянные монолитные шаблоны мало пригодны для серийного промышленного производства из-за высокой себестоимости их производства, а также не всегда доступны для самостоятельного изготовления моделистами в домашних условиях. Перечисленные выше известные технические решения характеризуются сложностью аккуратного снятия готово корпуса с шаблона, особенно в месте соединения Шпангоутов с килем, что связано с изготовлением шаблона из дерева, как и фиксирующиеся на нем детали. Необходимость использования крепежных элементов - гвоздиков/булавок для фиксации на шаблоне шпангоутов, создают ограничения использования известных решений для постройки судна с минимальным размером корпуса до 100 мм, так как узкие масштабные шпангоуты либо будут легко ломаться этими гвоздиками при соблюдении масштаба с прототипом судном, либо же придется шпангоуты делать шире и толще, чем требует масштабность и копийность прототипа. Отсутствие на шаблоне корпуса судна посадочного места для размещения транца приводит к неверному позиционированию и некачественной постройке всего корпуса. Кроме того, деревянный монолитный шаблон корпуса судна не применим для постройки корпусов с заваленными вовнутрь бортами в связи с невозможностью извлечения с шаблона готового корпуса без повреждения последнего. Раскрытие сущности изобретения
Техническим результатом, на достижение которого направлено заявляемое изобретение, является упрощение и ускорение сборки корпусов деревянных моделей судов из отдельных деревянных элементов, входящих в набор-конструктор, преимущественно с использованием клея, с высокой степенью копийности обводов модели-прототипа, за счет использования пластикового кондуктора при сборке модели, являющегося элементом набора-конструктора, который обеспечивает возможность его изготовления промышленным способом.
Изобретение позволяет перейти от малопроизводительного и дорогостоящего кустарного производства к сравнительно дешевому высокопроизводительному и качественному производству сборных корпусов деревянных моделей судов с высокой степенью копийности обводов судна-прототипа.
Технический результат обеспечивается использованием кондуктора для изготовления корпуса деревянной модели судна, включающего объемную полую деталь (1, 24, 25) из полимерного материала, форма внешней поверхности которой повторяет форму поверхности корпуса модели судна без наружной обшивки, и ограниченную, по периметру линиями, по меньшей мере, фальш-планширя (3, 43, 44) и шпунтового пояса судна (2, 29), при этом упомянутая деталь выполнена цельной в виде единого элемента, или составной, по меньшей мере, из 2-х симметричных относительно диаметральной плоскости (ДП) судна элементов, и имеет носовую (8), центральную (9), кормовую (10) и/или транцевую (22, 49, 50, 51) части; на внешней поверхности детали выполнены поперечные канавки (7, 27) имеющие трапецеидальную форму поперечного сечения с расположением верхнего основания трапеции на дне канавки для размещения в них деревянных шпангоутов (19, 39) с образованием гладкой внешней поверхности, а также опорной площадкой, расположенной по линии ДП перпендикулярно плоскости ДП для размещения на ней фальш-резенкиля.
Кондуктор может иметь два варианта реализации - в виде единой объемной детали (1) (конструкции), или в виде составной детали (24, 25) (из двух элементов). При этом кондуктор выполнен в виде единой объемной детали предпочтительно для варианта набора, предназначенного для изготовления моделей шлюпок с заваленными наружу или прямыми бортами, составной детали - для изготовления моделей кораблей с любой формой корпуса.
При выполнении детали в виде единого элемента для размещения шпунтовых пластин она снабжена продольным пазом или продольной канавкой, расположенной по линии ДП судна, дно которой выполняет функцию опорной площадки.
При выполнении детали составной, по меньшей мере, из 2-х симметричных относительно ДП судна элементов, опорной площадкой для размещения шпунтовых пластин снабжен каждый элемент со стороны ДП судна, имеющей ширину для размещения на ней шпунтовой пластины фальш-реенкиля.
Для обоих вариантов в кондукторе поперечное сечение поперечных канавок (7, 27) центральной части детали преимущественно имеет форму равнобедренной трапеции, по меньшей мере, одна канавка (7, 27) носовой части и/или кормовой части детали, имеет форму разнобокой трапеции. Поперечные канавки, по меньшей мере, центральной части объемной Полой детали распложены в вертикальных плоскостях, перпендикулярных ДП (диаметральной плоскости) модели. По меньшей мере, две канавки для шпангоутов носовой и/или кормовой части объемной полой детали могут быть расположены в вертикальных плоскостях под углом к ДП, где угол для каждой канавки шпангоута, выбран так, чтобы в проекции корпуса сверху нижние и верхние концы шпангоутов были расположены на равноудаленном расстоянии друг от друга и от соседних шпангоутов.
Объемная полая деталь из полимерного материала, форма внешней поверхности которой повторяет форму поверхности корпуса модели судна без наружной обшивки, дополнительно может быть ограничена линией транцевой (22,49, 50, 51) части корпуса.
Кроме того, объемная полая деталь из полимерного материала может быть снабжена основанием, соединенным с упомянутой деталью по линии планширя корпуса судна. При этом основание также представляет собой объемную полую деталь с трапецеидальным профилем поперечного сечения. Объемная полая деталь предпочтительно снабжена полыми колпачками, расположенными по линии планширя со стороны внутренней поверхности основания под поперечными канавками, и являющимися их продолжением с возможностью фиксации концов деревянных шпангоутов в отверстиях, полученных посредством срезания колпачков. Объемная полая деталь (кондуктор) выполнена съемной после изготовления на ней модели корпуса судна. Объемная полая деталь может иметь форму, имитирующую корпус судна с параллельными и/или разваленными наружу бортами. При выполнении объемной полой детали из 2-х симметричных относительно ДП судна элементов, форма симметричных элементов может имитировать корпус судна с параллельными и/или разваленными наружу и/или заваленными внутрь бортами и/или пушечными портами, при этом транцевая часть объемной полой детали выполнена с канавками для размещения транцевых балок, лежащих в плоскостях, перпендикулярных ДП (диаметральной плоскости) судна, а симметричный элемент может быть выполнен в свою очередь из двух элементов, разделенных по мидель-шпангоуту судна.
При этом для изготовления моделей шлюпок кондуктор выполнен предпочтительно в виде единой детали, состоящей из двух частей, одна из которых выполнена в виде объемной детали из полимерного материала (1) (первая деталь), вторая часть представляет собой основание (6), которым снабжена первая деталь, и которое выполнено также в виде объемной полой детали с трапецеидальным профилем поперечного сечения (вторая деталь), при этом вторая деталь соединена с первой деталью по линии фальш-планширя (3) корпуса судна. Кондуктор выполнен с продольной канавкой (12) на внешней поверхности детали, расположенной по линии ДП (диаметральной плоскости) судна, с возможностью размещения в ней фальш-резенкиля (14) со шпунтовым поясом, при этом фальш-резенкиль может представлять собой сборную конструкцию из, по меньшей мере, трех деталей - килевой рамки (15), правой (16) и левой (17) шпунтовых пластин с вырезами (18) для позиционирования и фиксации нижних концов шпангоутов (19). Объемная полая деталь имеет форму, имитирующую корпус судна с параллельными и/или разваленными наружу бортами. В предпочтительном варианте осуществления изобретения канавки (7), по меньшей мере, центральной части (9) объемной полой детали, распложены в вертикальных плоскостях, перпендикулярных ДП (диаметральной плоскости) модели, а две канавки (7) для шпангоутов носовой (8) и/или кормовой (10) части объемной полой детали расположены в вертикальных плоскостях под углом к ДП, где угол для каждой канавки шпангоута, выбран так, чтобы в проекции корпуса сверху нижние и верхние концы шпангоутов (19) были расположены на равноудаленном расстоянии друг от друга и от соседних шпангоутов. В одном из вариантов осуществления изобретения объемная полая деталь (1) из полимерного материала выполнена с возможностью фиксации концов деревянных шпангоутов в отверстиях (4) по линии фальш-планширя (3), полученных посредством срезания колпачка (5), расположенного в основании (6) и являющегося продолжением канавки (7) шпангоута. Кондуктор в варианте для изготовления моделей шлюпок выполнен съемным. После изготовления на нем модели деревянного корпуса шлюпки он легко отделяется от корпуса.
Для изготовления моделей судов с заваленными внутрь бортами кондуктор из полимерного материала предпочтительно выполнен составным, по меньшей мере, из двух (24, 25) симметричных относительно ДП (диаметральной плоскости) судна элементов (первой и второй частей), изготовленных из полимерного материала, при совмещении которых образуется объемная полая деталь для размещения на ней конструктивных элементов модели судна. Форма симметричных элементов имитирует корпус судна с параллельными и/или разваленными наружу и/или заваленными внутрь бортами и/или пушечными портами. Один симметричный элемент в свою очередь также может быть выполнен из двух элементов, разделенных по мидель-шпангоуту судна. Транцевая часть объемной полой детали (24, 25) из полимерного материала выполнена с канавками (28) для размещения транцевых балок (46), лежащих в плоскостях, перпендикулярных ДП (диаметральной плоскости) судна. Канавки (27) объемной полой детали (24, 25) распложены в вертикальных плоскостях, перпендикулярных ДП (диаметральной плоскости) модели. Кондуктор в варианте для изготовления моделей судов с заваленными внутрь бортами выполнен несъемным (невынимаемым). После изготовления на нем модели деревянного корпуса судна он остается внутри деревянного корпуса и не виден снаружи.
Технический результат обеспечивается также использованием набора-конструктора для изготовления моделей шлюпок, который включает кондуктор (1) состоящей из одной объемной детали из полимерного материала с основанием (6), а также комплект следующих деревянных деталей: фальш-резенкиль (14), состоящий из килевой рамки (15), правой (16) и левой (17) шпунтовых пластин с вырезами (18) для крепления нижних концов шпангоутов (19) и снятыми малками (20); деревянные шпангоуты (19); фальш-планширь (3) с отверстиями для позиционирования и фиксации верхних концов шпангоутов, доски наружной деревянной обшивки; транец (22), форштевень, киль, ахтерштевень (на фигурах не показаны), доски наружной обшивки шлюпки (23).
Набор-конструктор может дополнительно содержать деревянный каркас, состоящий из основной пластины (37) с прямоугольными отверстиями для соединительных штифтов, верхнюю килевую рамку (36), внутренние шпангоуты (38) и топтимберсы (40, 41), соединенные с основной пластиной (37) и килевой рамкой (31) штифтами, поперечные кормовые транцевые брусья (46), контр-тимберсы (47).
В одном из вариантов выполнения набора-конструктора для изготовления моделей судов с заваленными внутрь бортами, он включает кондуктор из полимерного материала, состоящий из первой (правой) части (24) и второй (левой) части (25), симметричных относительно ДП, а также комплект следующих деревянных деталей: фальш-резенкиль (30), состоящий из килевой рамки (31), симметричных относительно ДП правой (32) и левой (33) шпунтовых пластин, соединяемых с использованием клея (GL) и направляющих штифтов (34), вставленных в соответствующие отверстия в килевой рамке и шпунтовых пластин; верхняя килевая рамка (36); основная пластина (37) с прямоугольными вырезами для крепления к ней штифтами килевой рамки (31), верхняя килевая рамка (36), внутренние шпангоуты (38) для выравнивания килевой рамки (31) и придания дополнительной жесткости корпусу; деревянные наружные шпангоуты (39); топтимберсы (40); топтимберсы с выступом (41), которые одновременно являются боковыми косяками пушечных портов; правый деревянный фальш-планширь (43) с отверстиями для крепления верхних концов шпангоутов и топтимберсов (40,41); левый деревянный фальш-планширь (44) с отверстиями для крепления верхних концов шпангоутов (39) и топтимберсов (40,41); горизонтальные транцевые балки (46); контртимберсы (47); формирующие шпангоуты (48); транец судна (49); кормовой подзор (50); гакаборт судна (51); доски наружной деревянной обшивки (52) судна; планширь (53); форштевень (54); киль (55); ахтерштевень (56).
Процесс изготовления набора-конструктора деревянного корпуса включает изготовление комплектующих элементов - пластикового кондуктора и деревянных деталей.
Процесс изготовления деревянного корпуса включает постройку (сборку) моделистом в домашних условиях с применением, преимущественно, ручных инструментов, деревянного корпуса модели судна из деревянных деталей набора-конструктора с помощью пластикового кондуктора.
Таким образом, заявляемое решение может быть представлено в виде пластикового кондуктора и набора-конструктора, содержащего упомянутый пластиковый кондуктор и деревянные детали для возможности изготовления разных вариантов корпусов судов для любых моделей. Пластиковый кондуктор и набор-конструктор могут быть изготовлены высокопроизводительным промышленным способом с помощью современного оборудования и станков по известным из уровня техники технологиям, из которых в домашних условиях с помощью ручного инструмента моделист может легко и быстро изготовить модель любого судна.
Краткое описание чертежей
Изобретение поясняется чертежами, где на фигурах 1-15 представлены заявляемый кондуктор в возможных вариантах его осуществления, конструктивные элементы набора-конструктора, и схема сборки из элементов (деталей) набора-конструктора деревянной шлюпки (фиг. 1-5) с использованием вынимаемого пластикового кондуктора и деревянного судна (фиг. 6-15) с использованием невынимаемого пластикового кондуктора.
На фигурах позициями с 1 по 23 обозначены конструктивные элементы варианта вынимаемого пластикового кондуктора и набора-конструктора на примере шлюпки, позициями с 24 по 56 - конструктивные элементы варианта невынимаемого пластикового кондуктора и набора-конструктора на примере судна, а именно:
1 - вынимаемый пластиковый кондуктор;
2 - линия шпунтового пояса вынимаемого пластикового кондуктора, которая является линией стыка поверхности вынимаемого пластикового кондуктора и шпунтовой пластины;
3 - фальш-планширь вынимаемого кондуктора с отверстиями (4), которые получаются путем срезания колпачков (5);
4 - отверстия в фальш-планшире для крепления верхних концов деревянных шпангоутов;
5 - технологические пластиковые колпачки, формируемые при изготовлении пластикового кондуктора методом вакуумной формовки, срезаемые для получения сквозных отверстий (4) в фальш-планшире (3), предназначенные для крепления верхних концов деревянных шпангоутов (19);
6 - основание из пластика, объединенное с фальш-планширем (3);
7 - поперечные канавки на поверхности кондуктора для укладки деревянных шпангоутов; соответственно носовой (8), центральной (9), кормовой (10) частей корпуса (кондуктора);
8 - носовая часть корпуса (кондуктора);
9 - центральная часть корпуса (кондуктора);
10 - кормовая часть корпуса (кондуктора);
11 - канавка для установки транца;
12 - продольная канавка (или паз) на поверхности вынимаемого кондуктора для укладки фальш-резенкиля (14);
13 - дно продольной канавки (12), которое является опорной площадкой для размещения на ней фальш-резенкиля (14);
14 - фальш-резенкиль, состоящий из килевой рамки (15), правой (16) и левой (17) шпунтовых пластин с вырезами (18) для крепления нижних концов шпангоутов (19) и снятыми малками (20);
15 - килевая рамка;
16 - правая шпунтовая пластина;
17 - левая шпунтовая пластина;
18 - вырезы в шпунтовых пластинах для крепления нижних концов шпангоутов(19),
19 - деревянные шпангоуты;
20 - малка на шпунтовой пластине;
21 - линия шпунта, которая является линией стыка шпунтовой пластины с килевой рамкой;
22 - транец шлюпки;
23 - доски наружной обшивки шлюпки;
24 - первая (правая) часть невынимаемого пластикового кондуктора;
25 - вторая (левая) часть невынимаемого пластикового кондуктора;
26 - опорная площадка пластикового кондуктора (24, 25) для размещения на ней правой (16) и левой (17) шпунтовых пластин;
27 - поперечные канавки на поверхности кондуктора для укладки деревянных шпангоутов;
28 - канавки для укладки горизонтальных транцевых досок;
29 - линия шпунтового пояса невынимаемого пластикового кондуктора, которая является линией стыка поверхности невынимаемого пластикового кондуктора и шпунтовой пластины;
30 - фальш-резенкиль для невынимаемого кондуктора, состоящий из килевой рамки (31) и симметричных относительно ДП правой (32) и левой (33) шпунтовых пластин соединенных с помощью клея (например, GL) и направляющих штифтов (34);
31 - килевая рамка;
32 - правая шпунтовая пластина;
33 - левая шпунтовая пластина;
34 - направляющие штифты;
35 - линии шпунтов правого левого борта расположенные симметрично относительно ДП, которая является наружной линией стыка шпунтовой пластины (32, 33) с килевой рамкой (31);
36 - верхняя килевая рамка;
37 - основная пластина с прямоугольными вырезами для крепления к ней штифтами килевой рамки (31), внутренних шпангоутов (38), верхней килевой рамки (36), топтимберсов (40,41);
38 - внутренние шпангоуты для выравнивания килевой рамки (31) и придания дополнительной жесткости корпусу;
39 - деревянные наружные шпангоуты;
40 - топтимберсы;
41 - топтимберсы с выступом, которые одновременно являются боковыми косяками пушечных портов;
42 - отверстие пушечного порта в пластиковом кондукторе;
43 - правый деревянный фальш-планширь с отверстиями для крепления верхних концов шпангоутов и топтимберсов;
44 - левый деревянный фальш-планширь с отверстиями для крепления верхних концов шпангоутов и топтимберсов;
45 - отверстия фальш-плнширя для крепления верхних концов шпангоутов и топтимберсов;
46 - кормовые горизонтальные транцевые балки;
47 - контртимберсы;
48 - формообразующие шпангоуты;
49 - транец судна;
50 - кормовой подзор;
51 - гакаборт судна;
52 - доски наружной деревянной обшивки судна;
53 - планширь;
54 - форштевень;
55 - киль;
56 - ахтерштевень.
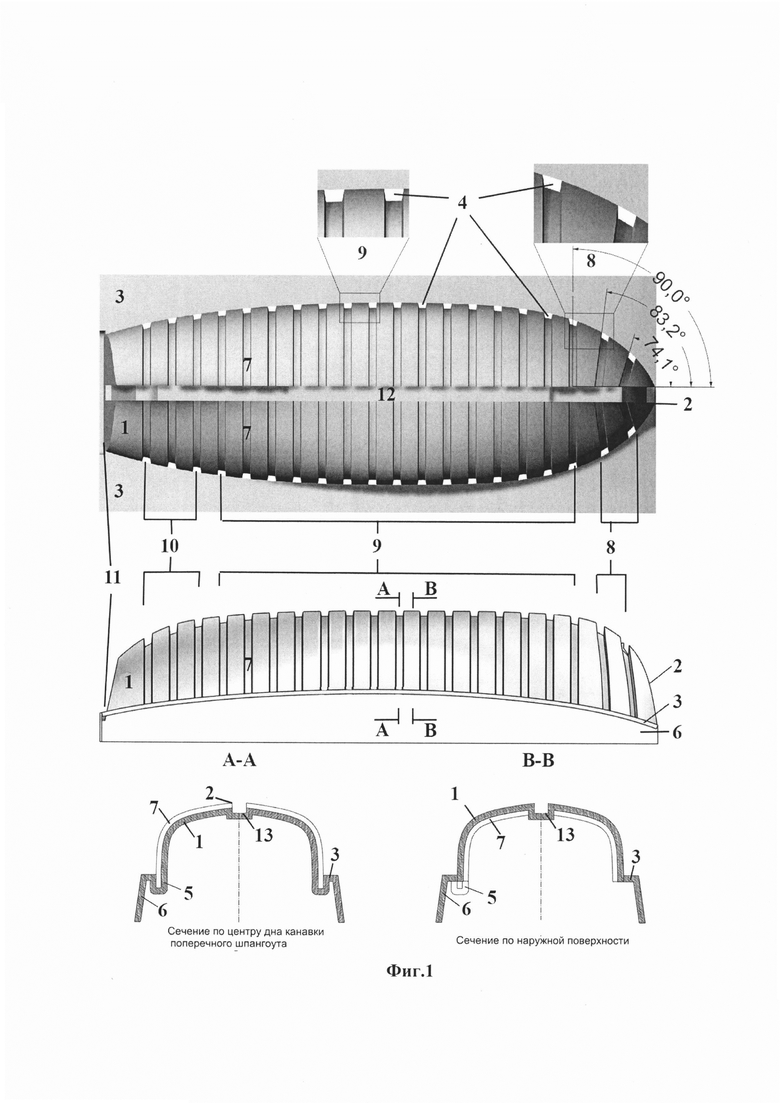
В частности, на фиг. 1 представлены два вида - вид сверху и вид сбоку, вынимаемого пластикового кондуктора (1) с основанием (6), фальш-планширем (3) основания с отверстиями (4) и канавками (7), а также два, поперечных сечения пластикового кондуктора по линии А-А, проведенной через центр дна поперечной канавки (7), по линии В-В, проведенной по наружной поверхности кондуктора между поперечными канавками.
На фиг. 2 представлены общий вид вынимаемого пластикового кондуктора (1) с основанием (6), фальш-планширем (3) и фальш-резенкилем (14) и его два поперечных сечения по линии А-А, проведенной через центр дна поперечной канавки (7), по линии В-В, проведенной по наружной поверхности кондуктора между поперечными канавками.
На фиг. 3 показана схема крепления верхних концов деревянных шпангоутов (19) в отверстиях (4) фальш-планширя (3) основания (6) вынимаемого кондуктора и нижних концов шпангоутов (19) в фальш-резенкиле (14), а также схема укладки кормовых деревянных шпангоутов (19) в канавках (7) вынимаемого кондуктора и приклейка транца (22) к кормовой части фальш-резенкиля (14) с позиционированием транца в канавке (11).
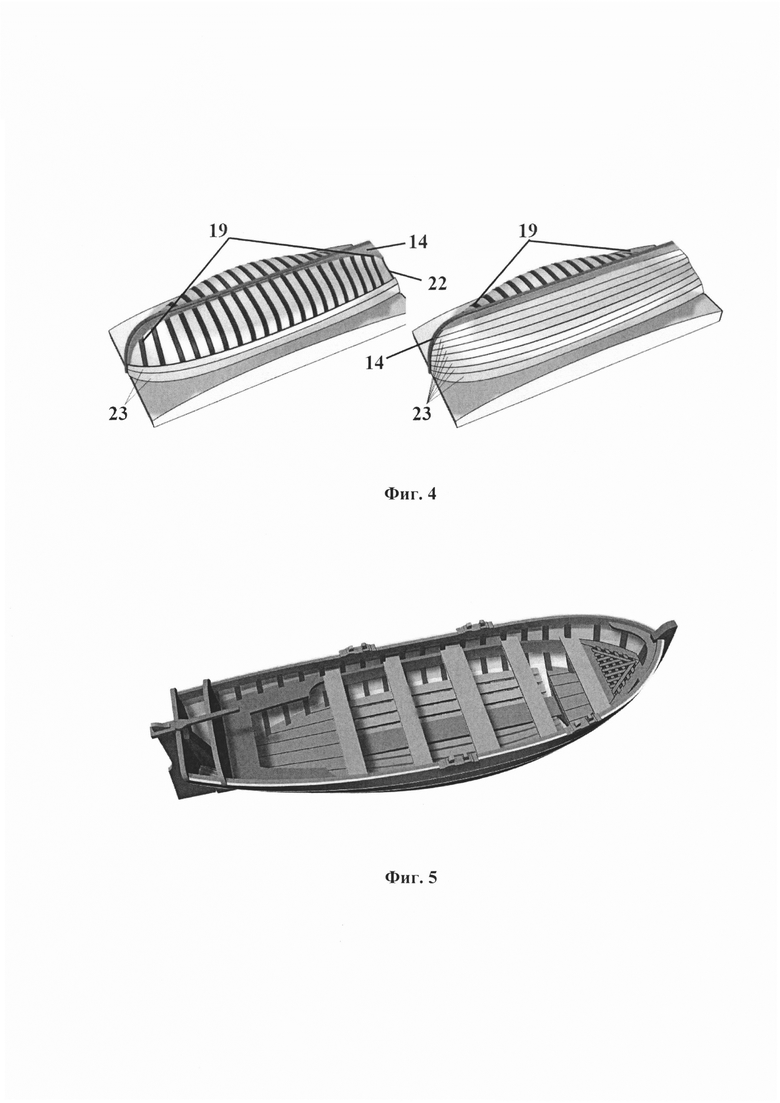
На фиг. 4 показана схема приклейки досок (23) наружной обшивки к деревянным шпангоутам (19), фальш-резенкилю (14), и к транцу (22), расположенных в соответствующих канавках вынимаемого кондуктора (1).
На фиг. 5 показан общий вид готовой деревянной шлюпки с удаленным пластиковым кондуктором и установленными внутренними элементами.
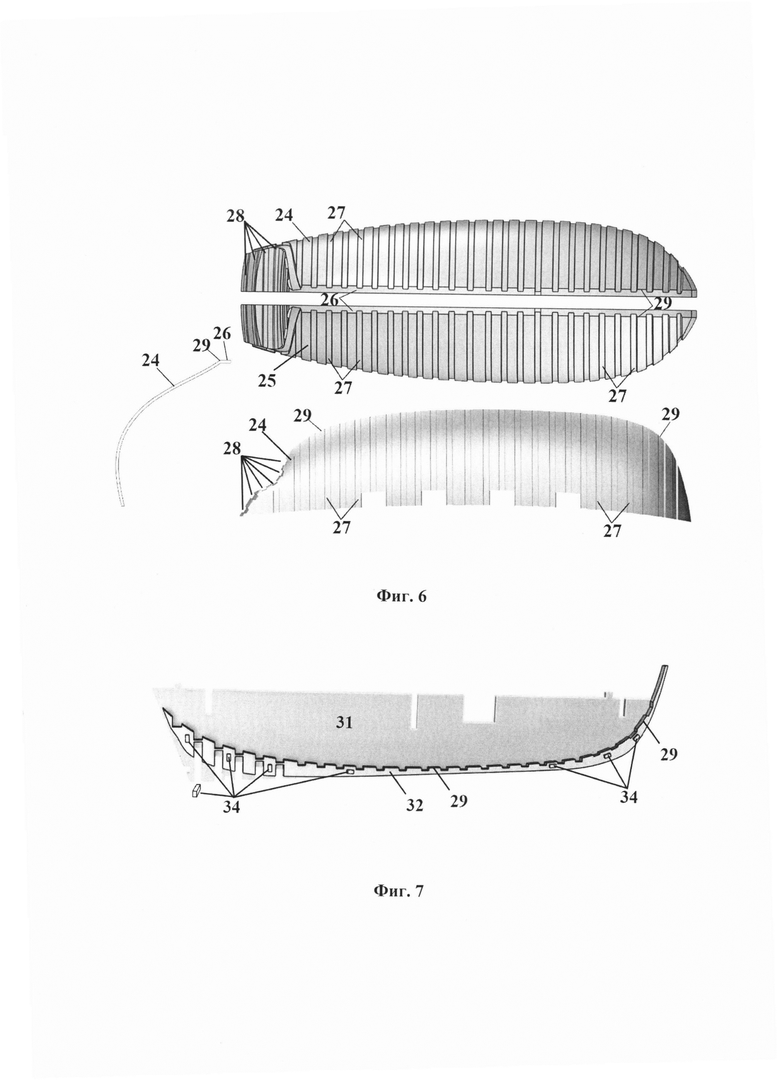
На фиг. 6 показаны профиль одной из частей невынимаемого кондуктора, вид сверху и вид сбоку кондуктора, содержащего правую (24) и левую (25) части кондуктора с опорной площадкой (26) для размещения на ней правой (32) и левой (33) шпунтовых пластин.
На фиг. 7 представлен фальш-резенкиль (30) для невынимаемого кондуктора с линией шпунтового пояса (29), который состоит из килевой рамки (31) и симметричных относительно ДП правой (32) и левой (33) шпунтовых пластин, соединенных с помощью клея и направляющих штифтов (34).
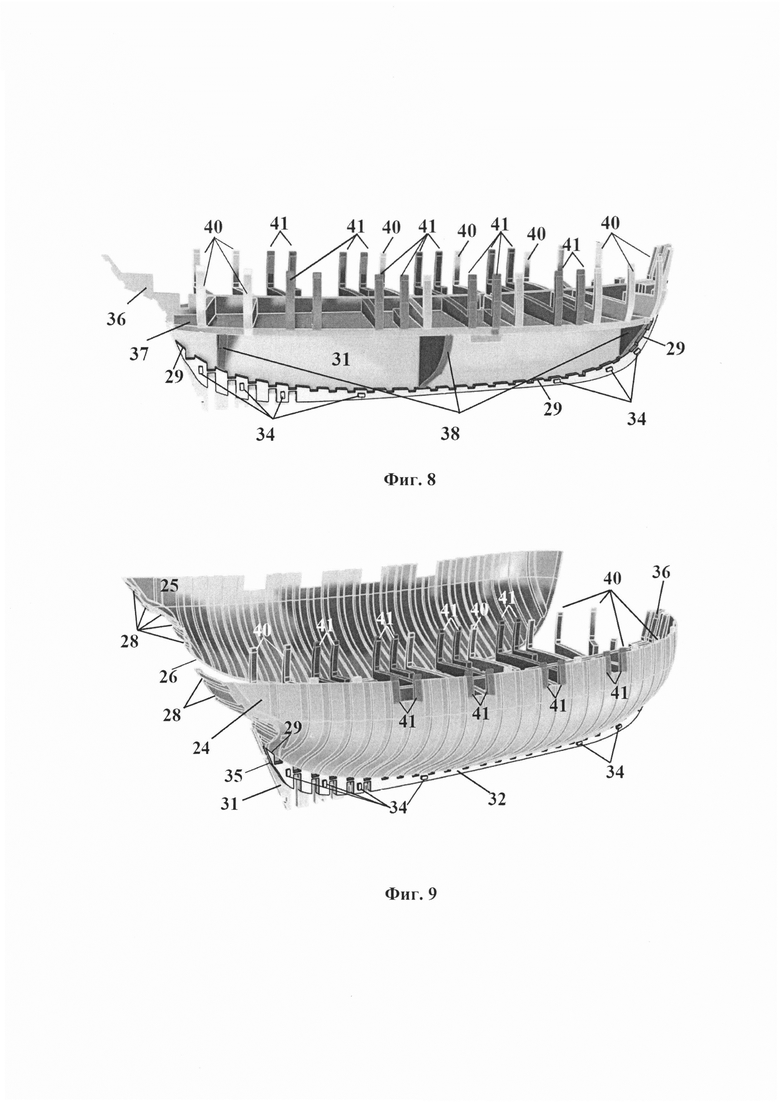
На фиг. 8 показан внутренний каркас модели судна в сборе для невынимаемого кондуктора.
На фиг. 9 представлен невынимаемый пластиковый кондуктор, установленный на внутренний каркас модели судна.
На фиг. 10 показана схема установки правой (43) и левой (44) частей деревянного фальш-планширя на соответствующие правую (24) и левую (25) части невынимаемого кондуктора.
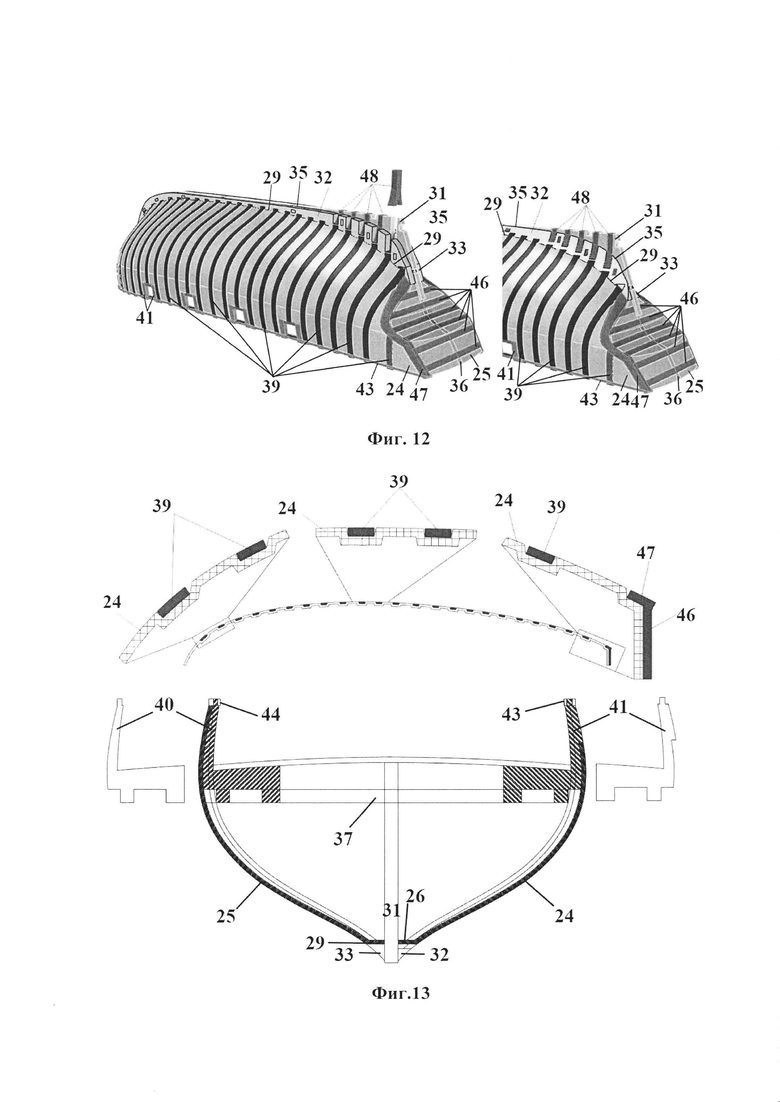
На фиг. 11 показаны общий вид кормовой части корпуса судна и два варианта продольного сечения (профиля) верхней килевой рамки с установленными кормовыми горизонтальными транцевыми балками (36) и без них, со схемой установки наружных шпангоутов в кормовой части корпуса судна (39), горизонтальных транцевых балок (46), контр-тимберсов (47) на невынимаемый пластиковый кондуктор.
На фиг. 12. представлен общий вид корпуса судна в двух вариантах, демонстрирующих схему установки наружных шпангоутов (39), формообразующих шпангоутов (48) на невынимаемый пластиковый кондуктор и снятие малки со шпунтовых пластин (32, 33).
На фиг. 13 показаны продольное горизонтальное сечение средней, носовой и кормовой частей кондуктора с наружными деревянными шпангоутами (39) в канавках (27), горизонтальными транцевыми балками (46) в канавках (28), а также поперечное сечение кондуктора по линии крепления топтимберсов (40, 41) и шпунтовых пластин (32, 33) в пластиковом кондукторе.
На фиг. 14. показана схема установки досок деревянной наружной обшивки (52) судна.
На фиг. 15 - два общих вида готового деревянного корпуса судна со стороны носовой и кормовой частей, соответственно, с невынимаемым пластиковым кондуктором.
Осуществление изобретения
При описании настоящего изобретения использованы следующие термины.
Шпунт - выемка (треугольного сечения) в штевнях или киле, куда упирается лист или доска обшивки, называемая шпунтовым поясом. Линия шпунта или шпунтовая линия всегда наносится на исходный чертеж деревянного судна, так как это необходимо для постройки судов из дерева;
Линия шпунтового пояса - наружная линия стыка поверхности пластикового кондуктора и шпунтовой пластины;
Линия шпунта - наружная линия стыка шпунтовой пластины с килевой рамкой;
Шпангоут - поперечное ребро корпуса судна, деревянный или металлический поперечный элемент жесткости обшивки корпуса корабля;
Килевая рамка - продольный конструктивный элемент набора модели судна, наружная линия которого повторяет линию шпунтового пояса судна;
Транец - плоский срез кормы шлюпки, яхты или другого судна.
Гакаборт - закругленная часть кормовой оконечности судна, характерная для парусного флота, самая верхняя часть кормы от раковины над верхними окнами до планширя;
Кормовой подзор - наклонная верхняя часть кормовой оконечности корпуса судна, выступающая за ахтерштевень;
Резенкиль - в деревянном судостроении - брус, лежащий непосредственно на киле.
Шпунтовые пластины - две симметрично расположенные относительно ДП (диаметральной плоскости судна) пластины, наружная линия которых повторяет линию шпунтового пояса судна, и имеющие вырезы для крепления нижних концов деревянных шпангоутов;
Фальш-резенкиль - продольный элемент набора судна, состоящий из килевой рамки и приклеенных по линии шпунта справа и слева шпунтовых пластин;
Фальш-планширь - пластина, лежащая на линии стыка планширя с фальшбортом (верхняя часть корпуса судна), и имеющая отверстия для позиционирования и закрепления верхних концов деревянных шпангоутов;
Фальшборт - часть корпуса судна, располагающегося выше палубы, имеет наружную и внутреннюю поверхности;
Наружная обшивка - наружная деревянная обшивка судна, раскроенная с помощью лазера на доски;
Малка - в судостроительной практике малкой называют угол между полками шпангоутного угольника, когда он бывает больше или меньше прямого;
Снятие малки - снятие скосов на ребрах шпангоутов и других деревянных элементах корпуса. Также может называться малковкой, малкованием и т.д. В судомоделировании смысл данной операции заключается в том, что, как до установки шпангоутов на клей, так и уже после приклеивания, необходимо таким образом обработать внешнюю поверхность будущего каркаса корпуса - торцевые части шпангоутов, чтобы при дальнейшей черновой и чистовой обшивке судна обработанные планки плотно прилегали к каркасу с нужным изгибом без изломов и провалов;
Киль (англ. keel) - основная продольная связь корабля, располагаемая по всей его длине в нижней части по диаметральной плоскости. На деревянных судах киль состоит из выступающего наружу бруса, к которому прикрепляются шпангоуты;
Ахтерштевень - конструктивное оформление кормовой оконечности судна в виде продолжения киля;
Форштевень - продолжение киля, образующее переднюю оконечность судна (продолжение киля в носовой части);
Топтимберс - верхняя часть шпангоута, находящаяся в районе фальшборта;
Контртимберсы - наборные деревья, служащие окончанием кормы в надводной части деревянного судна, начиная от винтранца (верхнего транца) до гака-борта, причем боковые из этих деревьев называются собственно контртимберсами, а средние - старн-тимберсами; они составляют так называемый подзор кормы.
В зависимости от класса судна, формы корпуса, наличия палубы, пушечных портов заявляемый кондуктор для изготовления корпуса модели судна может быть выполнен удаляемым/вынимаемым (после сборки корпуса модели судна), и неудаляемым/ невынимаемым. Кондуктор может быть произведен промышленным способом или с использование аддитивных технологий.
Вынимаемый пластиковый кондуктор, как правило, применяется для корпусов судов, у которых борта завалены наружу и/или вертикальны, и у которых снаружи видны все внутренние деревянные элементы набора корпуса. Такие корпуса обычно имеют деревянные шлюпки. Этот тип пластикового кондуктора помогает легко и быстро построить деревянный корпус шлюпки, но после завершения работы он легко вынимается из корпуса. В результате внешний вид шлюпки и все видимые снаружи элементы набора корпуса изготовлены из дерева и полностью соответствуют реальному прототипу модели.
Невынимаемый пластиковый кондуктор, как правило, применяется для корпусов судов со сплошной одной или несколькими палубами и любой формой корпуса с заваленными внутрь и/или наружу формами корпуса и/или прямыми (вертикальными) бортами, а также которые могут иметь один или несколько рядов пушечных портов. Такие корпуса обычно имеют деревянные старинные корабли (суда). Этот вариант пластикового кондуктора помогает легко и быстро построить деревянный корпус такого судна, но сам кондуктор после завершения работы не вынимается из корпуса, а закрывается деревянной наружной обшивкой и деревянной палубой. В результате внешний вид судна и все видимые снаружи элементы корпуса полностью изготовлены из дерева и соответствуют реальному прототипу модели.
Пластиковый кондуктор для изготовления корпуса деревянной модели судна (в вынимаемом и невынимаемом вариантах исполнения) представляет собой объемную полую деталь из полимерного материала, которая может быть выполнена как цельной (1) (в виде единого элемента), так и составной, по меньшей мере, из 2-х симметричных относительно ДП (диаметральной плоскости) судна элементов (23, 24), форма внешней поверхности которой повторяет форму поверхности корпуса модели судна без наружной обшивки, и ограниченную, по периметру линиями, по меньшей мере, фальш-планширя (3, 43, 44) и шпунтового пояса (2, 29) судна, имеющую носовую, центральную, кормовую и/или транцевую части. На внешней поверхности кондуктора выполнены канавки (7, 27) с возможностью размещения в них деревянных шпангоутов (19, 39) с образованием гладкой внешней поверхности, при этом канавки имеют трапецеидальную форму поперечного сечения с расположением верхнего основания трапеции на дне канавки. Поперечное сечение канавок центральной части детали преимущественно имеет форму равнобедренной трапеции, по меньшей мере, одна канавка носовой части и/или кормовой части детали, имеет форму разнобокой трапеции.
Кондуктор дополнительно содержит фальш-планширь (3, 43, 44) с отверстиями (4, 45) для позиционирования и фиксации верхних концов шпангоутов (19, 39).
Набор дополнительно содержит деревянную деталь - фальш-резенкиль (14, 30), представляющую собой сборную конструкцию, по меньшей мере, из трех деталей - килевой рамки (15, 31), правой (16, 32) и левой (17, 33) шпунтовых пластин с вырезами для позиционирования и фиксации нижних концов шпангоутов (19, 39).
Крепление наружной обшивки (23, 52) производят с помощью клея к деревянным шпангоутам (19, 39), фальш-резенкилю (14, 30), и/или фальш-планширю (3, 43, 44) и/или транцевой части (22, 47), таким образом, что весь пластиковый кондуктор находится внутри наружной обшивки корпуса.
Вынимаемый вариант кондуктора, как правило, характеризуется следующими конструктивными признаками:
- представляет собой единую объемную полую деталь (1) из полимерного материала, форма внешней поверхности которой повторяет форму поверхности корпуса модели судна без наружной обшивки, имеет продольную канавку (12) на внешней поверхности детали, расположенную по линии ДП (диаметральной плоскости) судна, с возможностью размещения в ней фальш-резенкиля (14);
- может иметь основание (6) в виде объемной полой детали из полимерного материала с трапецеидальным профилем поперечного сечения, включающее в себя фальш-планширь (3) с отверстиями (4) для закрепления верхних концов деревянных шпангоутов (19). Отверстия (4) получены посредством срезания колпачка (5), расположенного в основании (6) и являющегося продолжением канавки (7) шпангоута;
- имеет продольную канавку (12) на внешней поверхности детали равную ширине фальш-резенкиля (14), расположенную по линии ДП (диаметральной плоскости) судна, с возможностью размещения в ней фальш-резенкиля (14);
- по меньшей мере, две канавки (7) для шпангоутов носовой (8) и/или кормовой (10) части объемной полой детали расположены в вертикальных плоскостях под углом к ДП, где угол для каждой канавки (7) шпангоута, выбран так, чтобы в проекции корпуса сверху нижние и верхние концы шпангоутов (19) были расположены на равноудаленном расстоянии друг от друга и от соседних шпангоутов.
Возможность реализации варианта изобретения с вынимаемым пластиковым кондуктором подробно продемонстрирована на фигурах 1-5.
В частности, на фиг. 1 представлены два вида - вид сверху и вид сбоку, вынимаемого пластикового кондуктора (1) с основанием (6), фальш-планширем (3) основания с отверстиями (4) и канавками (7), а также два поперечных сечения пластикового кондуктора по линии А-А, проведенной через центр дна поперечной канавки (7), по линии В-В, проведенной по наружной поверхности кондуктора между поперечными канавками. Поперечное сечение канавок (7) центральной части (9) кондуктора преимущественно имеет форму равнобедренной трапеции, а канавки (7) носовой (8) и кормовой (10) частей, имеют форму разнобокой трапеции. Канавки расположены в вертикальных плоскостях, перпендикулярных нижней линии основания кондуктора. Кондуктор имеет продольную канавку (12) на внешней поверхности детали, расположенную по линии ДП судна, ширина которой равна ширине фальш-резенкиля (14). Дно (13) продольной канавки (12) является опорной площадкой для размещения на ней фальш-резенкиля (14). Линия шпунтового пояса (2) правого, левого борта вынимаемого пластикового кондуктора является линией стыка поверхности вынимаемого пластикового кондуктора (1) и правой (16), левой (17) шпунтовых пластин, соответственно. Канавки (7) для шпангоутов носовой части (8) расположены в вертикальных плоскостях под углом к ДП, где угол для каждой канавки (7) шпангоута (19), выбран так, чтобы в проекции корпуса сверху на плоскость основания нижние и верхние концы шпангоутов были расположены на равноудаленном расстоянии друг от друга и от соседних шпангоутов.
Общий вид вынимаемого пластикового кондуктора (1) с основанием (6), фальш-планширем (3) и фальш-резенкилем (14) и его два поперечных сечения по линии А-А, Проведенной через центр дна поперечной канавки (7), по линии В-В, проведенной по наружной поверхности кондуктора между поперечными канавками, представлены на фиг.2. Технологический колпачок (5), расположенный с внутренней стороны пластикового кондуктора, в процессе сборки модели срезают ножом по внутренней, нижней линии фальш-планширя (3) основания (6) с целью получения сквозных отверстий (4) для фиксации верхних концов деревянных шпангоутов (19). Деревянный фальш-резенкиль (14), вкладываемый в продольную канавку (12), лежит на дне (13) продольной канавки (12) и состоит из соединенных между собой с помощью клея килевой рамки (15), правой (16), левой (17) шпунтовых пластин с вырезами (18) для крепления нижних концов шпангоутов (19) и снятыми малками (20). Малка (20) снимается от линии шпунтового пояса (2) до линии шпунта (21).
Схема крепления, например, с помощью клея GL, верхних концов деревянных шпангоутов (19) в отверстиях (4) фальш-планширя (3) основания (6) вынимаемого кондуктора и нижних концов шпангоутов (19) в фальш-резенкиле (14), а также схема укладки кормовых деревянных шпангоутов (19) в канавках (7) вынимаемого кондуктора и приклейка транца (22) к кормовой части фальш-резенкиля (14) с позиционированием транца в канавке (11) показана на фиг. 3. Схема приклейки досок (23) наружной обшивки к деревянным шпангоутам (19), фальш-резенкилю (14), и к транцу (22), расположенных в соответствующих канавках вынимаемого кондуктора (1) показана на фиг.4. Общий вид готовой деревянной шлюпки с удаленным пластиковым кондуктором и установленными внутренними элементами представлен на фиг. 5.
Невынимаемый вариант кондуктора, как правило, характеризуется следующими конструктивными признаками:
- представляет собой объемную полую деталь из полимерного материала состоящую, по меньшей мере, из двух симметричных относительно ДП (диаметральной плоскости) судна элементов (24, 25), между которыми размещается фальш-резенкиль (30), дополнительно имеет правый (43) и левый (44) деревянный фальш-планширь, с отверстиями (45) напротив канавок (27) для закрепления верхних концов деревянных шпангоутов (39), а также для закрепления верхних концов топтимберсов (40,41);
- симметричный элемент (24, 25) может быть выполнен в свою очередь из двух элементов, разделенных по мидель-шпангоуту судна;
- транцевая часть объемной полой детали из полимерного материала выполнена с канавками (28) для размещения горизонтальных кормовых транцевых балок (46), лежащих в плоскостях, перпендикулярных ДП (диаметральной плоскости) судна;
Возможность реализации варианта изобретения с невынимаемым пластиковым кондуктором подробно продемонстрирована на фигурах 6-15.
На фиг. 6 показаны профиль одной из частей невынимаемого кондуктора, вид сверху и вид сбоку кондуктора, содержащего правую (24) и левую (25) части невынимаемого кондуктора с опорной площадкой (26) для размещения на ней правой (32) и левой (33) шпунтовых пластин, поперечными канавками (27), для размещения деревянных наружных шпангоутов (39) и канавками (28) для укладки кормовых горизонтальных транцевых балок (46). Поперечное сечение канавок (27) центральной части кондуктора преимущественно имеет форму равнобедренной трапеции, а канавки (27) носовой и кормовой частей, имеют форму разнобокой трапеции. Все канавки (27) расположены в вертикальных плоскостях, перпендикулярных ДП (диаметральной плоскости) судна. Фальш-резенкиль (30) для невынимаемого кондуктора с линией шпунтового пояса (29), который состоит из килевой рамки (31) и симметричных относительно ДП правой (32) и левой (33) шпунтовых пластин, соединенных с помощью клея и направляющих штифтов (34) представлен на фиг.7. Внутренний каркас модели судна в сборе для невынимаемого кондуктора, который состоит из фальш-резенкиля (30), основной пластины (37), верхней килевой рамки (36), внутренних шпангоутов (38) и топтимберсов (40, 41), представлен на фиг. 8. Основная пластина (37) имеет прямоугольные отверстия, в которые вставляются штифты топтимберсов (40, 41). Каждый топтимберс (40, 41) на своем наружном торце имеет снятую малку так, чтобы этот торец плотно прилегал к внутренней части кондуктора (24, 25). Форма внутренней поверхности торцевой части топтимберса совпадает с формой внутренней поверхности фальшборта судна без обшивки. На фиг. 9 показан невынимаемый пластиковый кондуктор, установленный на внутренний каркас модели судна. Позиционирование правой (24) и левой (25) частей кондуктора производят по линии шпунтового пояса (29) и по выступам топтимберсов (41), которые прилегают к граням вырезов пушечных портов кондуктора и по наружным поверхностям топтимберсов (40), к которым примыкают соответствующие внутренние поверхности правой (24), левой (25) частей кондуктора. Внутренняя поверхность дна канавки (27) кондуктора совпадает с внутренней поверхностью фальшборта судна без обшивки. Схема установки правой (43) и левой (44) частей деревянного фальш-планширя на соответствующие правую (24) и левую (25) части невынимаемого кондуктора показана на фиг.10, при этом фальш-планширь имеет отверстия под соответствующие штифты в верхней части топтимберсов (40, 41), упомянутые элементы дополнительно фиксируются с помощью клея. На фиг. 11 показаны общий вид кормовой части корпуса судна и два варианта продольного сечения (профиля) верхней килевой рамки (36) с установленными кормовыми горизонтальными транцевыми балками (46) и без них, со схемой установки на невынимаемый пластиковый кондуктор наружных шпангоутов (39) в кормовой части корпуса судна, горизонтальных транцевых балок (46), контр-тимберсов (47). Горизонтальные транцевые балки (46) вставляются в кормовые канавки (28) кондуктора и в соответствующие пазы в кормовой части верхней килевой рамки (36), при этом наружные торцы балок (46) совпадают с поверхностью дна канавок для укладки контр-тимберсов (47). Контр-тимберсы (47) при установке изгибаются по форме своей канавки, верхний конец контр-тимберса вставляется в соответствующее отверстие в фальш-планшире (43, 44), а нижний конец своим торцом приклеивается к соответствующей шпунтовой пластине (32, 33). Общий вид получаемого корпуса судна показан на фиг. 12, на которой также продемонстрирована схема установки наружных шпангоутов (39), формообразующих шпангоутов (48) и снятие малки со шпунтовых пластин (32, 33). Наружные шпангоуты устанавливают верхним концом в соответствующее отверстие в фальш-планшире (43, 44), а нижним концом в соответствующий вырез шпунтовых пластин (32, 33). Малку со шпунтовой пластины снимают от линии шпунтового пояса (29) до линии шпунта (35), при этом в кормовой части снятая малка повторяет форму формообразующих шпангоутов (48). Более детально варианты размещения и крепления наружных деревянных шпангоутов (39) в канавках (27) средней, носовой и кормовой частей кондуктора, горизонтальных транцевых балок (46) в канавках (28), топтимберсов (40, 41) показаны на фиг. 13, на которой представлены продольное горизонтальное сечение средней, носовой и кормовой частей кондуктора, а также поперечное сечение кондуктора по линии крепления топтимберсов (40, 41) и шпунтовых пластин (32, 33). Схема установки досок деревянной наружной обшивки (52) судна на шпангоуты (39), шпунтовые пластины (32, 33) фальш-резенкиля, контр-тимберсы (47), деревянный фальш-планширь (43) показана на фиг. 14. На фиг. 15 представлены два общих вида получаемого деревянного корпуса судна со стороны носовой и кормовой частей, соответственно, с невынимаемым пластиковым кондуктором.
В качестве материала кондуктора может использоваться пластик или иной другой полимерный материал, подходящий по свойствам.
Основными свойствами материала для обоих вариантов кондуктора являются:
1. для вынимаемого кондуктора - хорошая способность для формовки и наличие низкого значения адгезии материала кондуктора с клеем, который используется для склеивания древесины. Низкая адгезия в этом случае необходима, для того, чтобы готовый корпус модели легко отделялся от кондуктора.
2. для невынимаемого кондуктора - хорошая способность для формовки и наличие низкого значения адгезии материала кондуктора с клеем, который используется для склеивания древесины. Это необходимо для того, чтобы наружная обшивка из дерева не трескалась со временем из-за изменения размера деревянных деталей под воздействием влажности и температуры окружающей среды.
Для изготовления пластикового кондуктора могут быть использованы плоские листы пластика толщиной 1-5 мм, изготовленные промышленным способом. Пластиковый кондуктор может быть изготовлен любым известным промышленным методом: вакуумной формовкой, литьем под давлением и другими. Одним из оптимальных с точки зрения скорости и затрат способов изготовления пластикового кондуктора при промышленном производстве является хорошо известный метод вакуумной формовки пластика на матрице, изготовленной с помощью фрезерного станка с ЧПУ по компьютерной 3D модели. Для обеспечения требуемой жесткости толщину пластика кондуктора выбирают в зависимости от типа пластика, масштаба и размера корпуса модели, которая может иметь значение:
для длины модели 40-100 мм - толщина пластика 1 мм;
для длины модели 100-300 мм - толщина пластика 1,5 мм;
для длины модели 300-600 мм - толщина пластика 2 мм;
для длины модели 600-1000 мм - толщина пластика 3 мм;
для длины модели 1000-1500 мм - толщина пластика 4 мм;
для длины модели 1500-2000 мм - толщина пластика 5 мм;
Деревянные детали набора конструктора изготавливают с помощью метода лазерной резки из плоских пластин МДФ, фанеры, древесины и шпона, произведенных промышленным способом. Наружная обшивка состоит из отдельных досок, нарезанных лазером из шпона или ламели ценных пород дерева. Каждая доска обшивки имеет свою индивидуальную форму и номер.
Ниже представлено описание одного из оптимальных вариантов процесса изготовления набора-конструктора и корпуса модели деревянной шлюпки на вынимаемом (извлекаемом) кондукторе (1).
Для выполнения условия легкого отделения кондуктора от готового деревянного корпуса со шпангоутами и обшивкой, клей для склейки дерева не должен быть предназначен для склейки типа пластика, из которого изготовлен кондуктор. Например, при изготовления кондуктора из пластика ABS для сборки модели может быть использован клей PVA.
С помощью фрезерного станка с ЧПУ изготавливают матрицу вынимаемого кондуктора, в которой из пластика методом вакуумной формовки получают кондуктор (1) в виде единой объемной полой детали из полимерного материала, форма внешней поверхности которой повторяет форму поверхности корпуса модели шлюпки без наружной обшивки и дополнительно имеющая основание (6)» с фальш-планширем (3) и отверстиями (4) для крепления верхних концов деревянных шпангоутов (19).
С помощью лазера из плоских листов шпона изготавливают деревянные детали набора: килевую рамку (15), правую (16) и левую (17) шпунтовую пластины с вырезами (18), шпангоуты (19), транец шлюпки (22), доски наружной обшивки шлюпки (23) и другие необходимые элементы модели шлюпки.
Сборка корпуса шлюпки происходит в следующей последовательности (см. фиг. 2 - фиг. 5).
1. Склеивают фальш-резенкиль (14), состоящий из килевой рамки (15), правой (16) и левой (17) шпунтовых пластин с вырезами (18). После высыхания клея со шпунтовых пластин от линии шпунтового пояса (2) гравированной лазером на шпунтовых пластинах до линии шпунта (21) с помощью ручного инструмента снимают малку (20) (фиг. 2).
2. С помощью острого тонкого ножа по внутренней линии фальш-планширя (3) основания (6) срезают технологические колпачки (5) с целью получения сквозных отверстий (4) для фиксации верхних концов деревянных шпангоутов (19) (фиг. 2).
3. Вставляют фальш-резенкиль (14) в продольный канавку (12) кондуктора (1) (Фиг. 2-5).
4. Предварительно намоченные водой для гибкости деревянные ветви шпангоутов
(19) вставляют верхним концом в соответствующие отверстия (4) фальш-планширя (3) напротив канавки (7) шпангоута, изгибают и укладывают на дно канавки (7), а нижним концом вставляют в соответствующие вырезы (18) шпунтовой пластины (16, 17) и в этих местах закрепляют каплей клея. Для фиксации верхних концов шпангоутов (19) на их выступающие за пределы отверстий (4) фальш-планширя (3) части наносят каплю клея GL (фиг. 3).
5. К кормовой части фальш-резенкиля (14) приклеивают транец (22) шлюпки, позиционируя в пазу на основании (11), повторяющий по форме торец транца (фиг. 3).
6. Шпангоуты (19) и торец транца (22) обрабатывают мелкой шкуркой для придания всей конструкции гладкой поверхности, совпадающей с поверхностью кондуктора (1).
7. Доски обшивки (23), раскроенные лазером, последовательно приклеивают сверху вниз от линии фальш-планширя (3) к линии шпунта (21) правого и левого борта соответственно. Клей наносят только на шпнгоуты (19), фальш-резенкиль (14), торец транца (22) и боковые торцы самих досок (23) (фиг. 4).
8. После высыхания клея, доски наружной обшивки (23) обрезают по наружному контуру фальш-резенкиля (14), соответствующему линии стыка с килем, форштевнем и ахтерштевнем, а также по наружной линии транца (22) (фиг. 4).
9. К шпунтовому поясу с закрепленными и обработанными досками обшивки (23) приклеивают киль, форштевень и ахтерштевень. Весь деревянный корпус снаружи слегка обрабатывают мелкой шкуркой и легко снимают с кондуктора, для чего верхние концы шпангоутов (19) вместе с нанесенным клеем (GL) срезают по внутренней линии фальш-планширя (3). Срезают остатки верхних частей шпангоутов (19), выступающих за верхнюю доску обшивки и вклеивают все внутренние элементы конструкции корпуса, предварительно вырезанные лазером.
В результате этого быстрого и не сложного процесса сборки получают модель шлюпки максимально соответствующей реальному прототипу (фиг.5).
Особенно важно, что изобретение позволяет строить масштабные деревянные модели шлюпок малых размеров длинной от 40 мм и толщиной обшивки от 0,3 мм, что практически невозможно сделать любыми известными решениями. Также важно, что изобретение позволяет легко изготовить масштабную шлюпку с обшивкой как вгладь, так и клинкерной (внакрой). В случае с клинкерной обшивкой часть шпангоутов с помощью лазера можно изготовить с зубцами, которые точно фиксируют положение каждой доски наружной обшивки относительно поверхности корпуса и каждую доску относительно соседней.
Ниже представлено описание одного из оптимальных вариантов процесса изготовления корпуса модели деревянного старинного корабля с пушечными портами на невынимаемом кондукторе.
В этом случае сам пластиковый кондуктор после завершения работы не вынимают из корпуса, а закрывают внутри деревянной наружной обшивкой и деревянной палубой. В результате внешний вид судна и все видимые снаружи элементы корпуса полностью изготовлены из дерева и соответствуют реальному прототипу модели.
С помощью фрезерного станка с ЧПУ изготавливают матрицу невынимаемого кондуктора, в которой из пластика методом вакуумной формовки получают две симметричные детали кондуктора, соответствующие правой (24) и левой (25) части корпуса. Фиг. 6.
На поверхности правой (24) и левой (25) части кондуктора сформированы опорная площадка (26), канавки (27) для укладки шпангоутов (39), а в кормовой части кондуктора канавки (28) для укладки кормовых горизонтальных транцевых балок (46). Канавки для укладки транцевых брусьев кормы, расположены в плоскостях перпендикулярных ДП корпуса модели.
Для точного позиционирования всех составных частей корпуса методом лазерной резки изготавливают из МДФ, фанеры и листов шпона (ламели):
- фальш-резенкиль (30) для невынимаемого кондуктора, состоящий из килевой рамки (31) и симметричных относительно ДП правой (32) и левой (33) шпунтовых пластин с вырезами для фиксации нижних концов наружных шпангоутов (19), соединенных килевой рамкой (31) с помощью клея и направляющих штифтов (34),
- верхнюю (36) килевую рамку,
- основную пластину (37) с прямоугольными отверстиями для установки килевой рамки (31), верхней килевой рамки (36), внутренних шпангоутов (38) и топтимберсов (40, 41).
- внутренние шпангоуты (38) для выравнивания фальш-резенкиля (30) и придания дополнительной жесткости корпусу,
- топтимберсы (40), которые могут являться и боковыми косяками пушечных портов,
- топтимберсы (41), с выступом, которые одновременно являются боковыми косяками пушечных портов,
- фальш-планширь для невынимаемого кондуктора из тонкой фанеры, состоящий из двух симметричных относительно ДП правой (43) и левой (44) частей с отверстиями для точного позиционирования верхних концов топтимберсов (40, 41) и наружных деревянных шпангоутов (39),
- деревянные транцевые балки (46) гакаборта, кормового подзора и транца,
- полосы шпона для формирования в канавках пластикового кондуктора гнутых наружных деревянных шпангоутов (39),
- контр-тимберсы (47) из тонкой фанеры, симметричные относительно ДП,
- дополнительные формообразующие кормовые шпангоуты (48),
- наружную чистовую обшивку (52) из шпона (ламели), раскроенную лазером на отдельные доски.
- кормовой подзор (50), гакаборт (51), форштевень (54), киль (55), ахтерштевень (56).
Все эти элементы корпуса изготавливаются фирмой-производителем промышленным способом с использованием термо-вакуумного пресса и лазера.
Сборку корпуса судна производят в следующей последовательности (см. Фиг. 7-15).
1. С помощью клея собирают фальш-резенкиль (30), для чего к нижней килевой рамке (31) с обеих сторон приклеивают правую (32) и левую (33) шпунтовые пластины с вырезами для фиксации нижних концов наружных шпангоутов (39). Для точного позиционирования этих пластин используют направляющие штифты (34), которые вставляют в соответствующие отверстия килевой рамки (31) и шпунтовых пластин (32, 33) (Фиг. 7).
2. Собирают внутренний деревянный каркас. Для этого с помощью клея и направляющих штифтов внутренние шпангоуты (38), фальш-резенкиль (30), верхнюю килевую рамку (36), и топтимберсы (40, 41) соединяют с основной пластиной (37), которая имеет соответствующие прямоугольные отверстия для штифтов. Топтимберсы (40, 41) в верхней части имеют штифты для соединения с фальш-планширем (43, 44) и расположены в плоскостях перпендикулярных наружной поверхности правой (24) и левой (25) части кондуктора (Фиг. 8).
3. Устанавливают на внутренний каркас правую (24) и левую (25) части пластикового кондуктора так, чтобы опорная площадка (26) кондуктора упиралась в соответствующую шпунтовую пластину (32, 33) и ее вырезы совпадали с канавками (27) для укладки внешних шпангоутов (39), а нижний край выступа каждого топтимберса (41) упирался в нижнюю грань пушечного порта (42) (Фиг. 9).
4. Устанавливают с помощью клея правые (43) и левые (44) части фальш-планширя, позиционируя их отверстия по верхним концам соответствующих топтимберсов (40,41) (фиг. 10).
5. Укладывают в канавки (28) кормовой части пластикового кондуктора горизонтальные транцевые балки (46), приклеивая их к соответствующим вырезам в кормовой части верхней килевой рамки (36). Наружные концы транцевых балок (46) обрезают вровень с дном канавки для укладки контр-тимберсов (47). (Фиг. 11).
6. Предварительно намочив и изогнув, укладывают в наружные канавки (27) кондуктора полосы шпона наружных шпангоутов (39) и фиксируют их нижние концы с помощью клея в соответствующих вырезах правой (32) и левой (33) шпунтовых пластин. Верхние концы наружных шпангоутов (39) вставляют и приклеивают в соответствующие отверстия правой (43) и левой (44) частей фальш-планширя и обрезают по уровню их верхней кромки. Предварительно намочив и изогнув по форме канавки приклеивают боковой соединительный элемент - контр-тимберс (47) к торцам деревянных транцевых балок (46) кормы, при этом его верхний конец входит в соответствующее отверстие фальш-планширя (43, 44), а нижний конец приклеивают встык к соответствующей правой (32) и левой (33) шпунтовой пластине. После этого все стыки промазывают клеем (фиг. 11-14).
Таким образом, по всему периметру правой и левой половины корпуса, а также кормы создают единую деревянную конструкцию для крепления обшивки, состоящую из правой (32) и левой (33) шпунтовой пластины, фальш-планширя (43,44), контр-тимберсов (47) и горизонтальных транцевых балок (46).
7. В пазы нижней кормовой части фальш-резенкиля (30) вклеивают формирующие шпангоуты (48), которые в дальнейшем при обработке (снятии малки) шпунтовой пластины (32, 33) помогут правильному формированию обводов кормовой части корпуса. После этого с помощью напильника и шкурки обрабатывают деревянные части корпуса, чтобы они не выступали за пределы наружной поверхности пластикового кондуктора и от линии шпунтового пояса (29) до линии шпунта (35) снимают малку с наружной части шпунтовой пластины (32, 33) (Фиг. 12).
8. С помощью клея к деревянным наружным шпангоутам (39), фальш-планширю (42, 43), контр-тимберсам (48), фальш-резенкилю (30) и горизонтальным транцевым балкам (46) последовательно сверху вниз с помощью клея крепят доски наружной деревянной обшивки (52) судна (Фиг. 14).
9. После высыхания клея обрезают выступающие за наружный контур фальш-резенкиля (30) и верхней килевой рамки (36) части досок обшивки (52) и с помощью клея устанавливают кормовые детали: транец (49), кормовой подзор (50), гакаборт (51), планширь (53), форштевень (54), киль (55), и ахтерштевень (56). Корпус модели готов (Фиг. 15).
С помощью заявляемого изобретения в масштабе 1:72 были изготовлены корпуса шлюпки «4 весельный ял» длинной 68 мм и судна «тендер Авось» длиной 270 мм.
Пример 1. Изготовление корпуса шлюпки «4 весельный ял» длинной 68 мм с помощью вынимаемого пластикового кондуктора (фиг. 1-5).
Из материала МДФ была изготовлена матрица для вынимаемого пластикового кондуктора, изображенного на фиг. 1. В местах расположения шпангоутов для долговечности матрицы детали шпангоутов и продольной канавки были изготовлены из дюралюминия Д16. На термовакуумном прессе методом вакуумной формовки из пластика ABS, толщиной 1 мм был изготовлен кондуктор длиной 65 мм, шириной 21,5 мм и высотой 13,4 мм. На поверхности кондуктора были сформированы 20 канавок для укладки деревянных шпангоутов сечением 0,6×0,7 мм. Сечение канавки имело форму трапеции с основаниями 0,7 и 0,9 мм, а также с высотой 0,6 мм. Все канавки, за исключением первых двух были расположены в вертикальных плоскостях перпендикулярных плоскости ДП. Первые две канавки были расположены в вертикальных плоскостях под углами 74,1 и 83,2 градусов от плоскости ДП. Вдоль линии ДП на поверхности кондуктора была сформирована канавка глубиной 1,4 мм, и шириной 1,8 мм. Цикл изготовления пластикового кондуктора на термовакуумном прессе составил 15 минут. С помощью лазера в течении 6 минут был изготовлен комплект деревянных деталей из шпона груши толщиной 0,6 и 1,2 мм. С помощью клея ПВА из килевой рамки (15), правой (16) и левой (17) шпунтовых пластин был изготовлен фальш-резенкиль (14), который был вставлен в продольную канавку кондуктора. Вместе со снятием малки (20) время изготовления фальш-резенкиля (14) составило 20 минут. Далее сверлом диаметром 0,8 мм в течении 5 минут были просверлены колпачки (5) для образования отверстий (4) для фиксации верхних концов шпангоутов. На изгибание, укладку в канавки (7) и фиксацию клеем ПВА двадцати деревянных шпангоутов (19) правого и левого борта, а также транца (22) потребовалось 50 минут. Итого подготовительный этап сборки до начала укладки обшивки занял 96 минут. Время укладки и приклейки раскроенной лазером 18 досок обшивки (23) заняло примерно 3 часа. После этого вдоль внутренней поверхности фальш-планширя (3) были срезаны вместе с клеем выступающие концы шпангоутов (19) и корпус шлюпки легко был отделен от кондуктора (1). Для установки и приклейки остальных готовых элементов шлюпки, потребовалось еще 3 часа. В результате получилась шлюпка, представленная на фиг. 5. Общее время изготовления шлюпки заняло примерно 9-10 часов.
Для изготовления шлюпки длинной 120 мм по монолитному шаблону из дерева (Целовальников А.С. Справочник судомоделиста (по судовым устройствам). - М.: ДОСААФ, 1978. - 144 с., ил. - С. 73) потребовалось примерно 56-60 часов, при этом основное время было потрачено на изготовление монолитного шаблона из дерева, раскрой и подгонку досок обшивки, изготовление внутренних элементов конструкции шлюпки. По опыту моделистов на изготовление небольшой шлюпки длиной от 70 до 100 мм требуется примерно от одной до двух недель ежедневного труда.
Таким образом, при изготовлении шлюпки с помощью заявляемого изобретения потребовалось примерно в 6 раз меньше времени, чем с использованием монолитного шаблона.
Необходимо отметить, что заявляемое изобретение представляет не только выигрыш по времени, но что особенно важно, дает возможность построить корпуса шлюпок малого от 40 мм длинной размера и принципиально не требует применения гвоздей, как предлагается при постройке шлюпки с использованием монолитного шаблона.
Пример 2. Изготовление корпуса судна «Тендер Авось» длинной 68 мм с помощью невынимаемого пластикового кондуктора (фиг. 6-15)э
Из материала МДФ была изготовлена матрица для невынимаемого пластикового кондуктора, представленного на фиг. 6. В местах расположения шпангоутов для долговечности матрицы детали шпангоутов и продольной канавки были изготовлены из дюралюминия Д16. На термовакуумном прессе методом вакуумной формовки из пластика ABS, толщиной 1,5 мм были изготовлены правая (24) и левая (25) части кондуктора длиной 268 мм, шириной 21,5 мм и высотой 13,4 мм. На поверхности каждой половины кондуктора были сформированы 25 канавок (27) для укладки деревянных шпангоутов (39) сечением 1,5×3 мм и 6 канавок (28) в транцевой части для укладки горизонтальных транцевых балок (46), такого же сечения. Сечение канавки имеет форму трапеции с основаниями 3,0 и 3,4 мм, с высотой 1,5 мм. Все канавки расположены в вертикальных плоскостях перпендикулярных плоскости ДП. Цикл изготовления пластикового кондуктора на термовакуумном прессе составил 15 минут. С помощью лазера в течений 25 минут был изготовлен комплект деревянных деталей из шпона груши различной толщины. Был изготовлен фальш-резенкиль (30) для невынимаемого кондуктора, состоящий из килевой рамки (31) и симметричных относительно ДП правой (32) и левой (33) шпунтовых пластин, соединенных с помощью клея и направляющих штифтов (34), вставленных в соответстующие сквозные отверстия килевой рамки (31) и шпунтовых пластин (32, 33). Далее был изготовлен внутренний каркас в сборе, состоящий из фальш-резенкиля (30), основной пластины (37), верхней килевой рамки (36), внутренних шпангоутов (38) и топтимберсов (40,41).
Вместе со снятием малки время изготовления внутреннего каркаса составило 40 минут.
Далее на каркас были установлены правая (24) и левая (25) части кондуктора. На изгибание, укладку в канавки (27) и фиксацию клеем ПВА двадцати пяти деревянных шпангоутов (39) правого и левого борта, а также 6 транцевых балок (46), контр-тимберсов (47), фальш-планширя (43, 44) потребовалось 80 минут. Итого подготовительный этап сборки до начала укладки обшивки занял 160 минут.
Время укладки и приклейки раскроенной лазером 19 досок обшивки (23) заняло примерно 4 часа. Для установки и приклейки остальных готовых элементов судна, потребовалось еще 5,5 часов. В результате получился корпус судна, представленный на фиг. 15. Общее время изготовления корпуса судна заняло примерно 12 часов.
Для изготовления корпуса судна на основе любого из других известных технических решений занимает не менее 4-х недель (220 часов). Таким образом, при изготовлении корпуса судна с помощью заявляемого изобретения потребовалось примерно в 18 раз меньше времени, чем с использованием другого известного технического решения.
Проведенные, как визуальные, так и инструментальные измерения показали, что точность и симметричность корпусов построенных по предлагаемому автором техническому решению, значительно выше, чем при любом другом из известных, которые во многом зависят от квалификации моделиста и применяемых инструментов и оборудования.
Проведенные сравнительные испытания, направленные на изготовление моделей судов с помощью заявляемого и известных решений, продемонстрировали упрощение и ускорение сборки корпусов деревянных моделей судов из отдельных деревянных элементов, входящих в заявляемый набор-конструктор, преимущественно с использованием клея, с высокой степенью копийности обводов модели-прототипа за счет использования пластикового кондуктора при сборке модели, являющегося элементом набора-конструктора.
Таким образом, при реализации заявляемого изобретения обеспечивается:
1. Значительное сокращение времени постройки деревянного корпуса модели судна, в масштабе от реального прототипа, как на этапе промышленного производства фирмой-производителем пластикового кондуктора и деревянных деталей, из которых производится постройка корпуса, так и на этапе окончательной сборки корпуса моделистом в домашних условиях.
2. Получение на этапе сборки деревянного корпуса модели судна максимальной копийности обводов корпуса прототипа (реального судна) на высоком профессиональном уровне независимо от опыта и навыков судомоделиста без применения сложных и дорогостоящих инструментов, приспособлений и оборудования.
3. Высокая степень повторяемости результата при повторной постройке деревянного корпуса модели судна.
4. Снижение уровня загрязнения окружающей среды, а также уменьшения нанесения вреда дыхательным путям человека за счет существенного снижений отходов деревообработки четвертой группы (древесная пыль) при сборке деревянного корпуса модели судна из деревянных деталей с помощью пластикового кондуктора, изготовленных промышленным способом.
5. Снижение трудоемкости, материалоемкости и себестоимости конечного продукта по сравнению с известными способами изготовления деревянного корпуса модели судна.
6. Изготовление моделей широкого диапазона масштаба и размера по длине от 40 мм до 1,5 метров, а также для копийности любой формы обводов корпуса.
Заявленное техническое решение позволяет изготовить сборный корпус деревянной модели судна любой формы с высокой копийностью и в точном масштабе от прототипа с помощью пластикового кондуктора.
Проведенные практические исследования показали выигрыш во времени постройки корпуса профессионального уровня от 6 до 30 раз, в зависимости от различных известных технологий производства корпусов деревянных моделей судов. Наибольший временной эффект достигался на постройке корпусов больших моделей судов длинной 1-1,5 метра.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРПУС МАЛОМЕРНОГО СУДНА | 2019 |
|
RU2721033C1 |
| Способ постройки деревянного судна по продольной системе набора | 1933 |
|
SU36843A1 |
| Корпус высокоскоростного катера (глиссирующего судна) с улучшенными ходовыми качествами | 2022 |
|
RU2827118C2 |
| КОРМОВАЯ ОКОНЕЧНОСТЬ ТРАНЦЕВОГО ТИПА "ЛОЖКООБРАЗНОЙ" ФОРМЫ ДЛЯ ОДНОКОРПУСНОГО НАДВОДНОГО ВОДОИЗМЕЩАЮЩЕГО БЫСТРОХОДНОГО СУДНА | 2018 |
|
RU2692355C1 |
| Складная жесткая надувная лодка | 2019 |
|
RU2715815C1 |
| КОРАБЛЬ ГИДРОГРАФИЧЕСКОЙ И ПАТРУЛЬНОЙ СЛУЖБЫ | 2010 |
|
RU2459738C2 |
| КОРПУС ГЛИССИРУЮЩЕГО СУДНА | 2019 |
|
RU2723200C1 |
| КОРПУС ГЛИССИРУЮЩЕГО СУДНА | 2008 |
|
RU2381946C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КОРПУСОВ ДЕРЕВЯННЫХ ИГРУШЕЧНЫХ ПАРУСНЫХ КОРАБЛЕЙ | 1994 |
|
RU2087174C1 |
| КОРАБЛЬ ВОДОИЗМЕЩЕНИЕМ КЛАССА ФРЕГАТА | 2006 |
|
RU2311313C1 |



Изобретение относится к области технического масштабного моделирования и может быть использовано при промышленном изготовлении наборов-конструкторов масштабных моделей судов, включая пластиковый кондуктор для изготовления корпуса деревянной модели судна, а также набор деталей из дерева для самостоятельной сборки моделей судов. Кондуктор для изготовления корпуса деревянной модели судна включает объемную полую деталь из полимерного материала, форма внешней поверхности которой повторяет форму поверхности корпуса модели судна без наружной обшивки, и ограниченную по периметру линиями, по меньшей мере, планширя и шпунтового пояса судна, при этом упомянутая деталь выполнена цельной в виде единого элемента, или составной, по меньшей мере, из 2-х симметричных относительно диаметральной плоскости (ДП) судна элементов, и имеет носовую, центральную, кормовую и/или транцевую части; деталь со стороны внешней поверхности снабжена поперечными канавками, имеющими трапецеидальную форму поперечного сечения с расположением верхнего основания трапеции на дне канавки для размещения в них деревянных шпангоутов с образованием гладкой внешней поверхности, а также опорной площадкой, расположенной по линии ДП перпендикулярно плоскости ДП для размещения на ней фальш-резенкиля. Набор-конструктор для изготовления корпуса деревянной модели судна включает кондуктор, фальш-резенкиль, представляющий собой сборную конструкцию из, по меньшей мере, трех деталей - килевой рамки, правой и левой шпунтовых пластин с вырезами для позиционирования и фиксации нижних концов шпангоутов, наружные деревянные шпангоуты, фальш-планширь с отверстиями для позиционирования и фиксации верхних концов шпангоутов, доски наружной деревянной обшивки, транец, форштевень, киль, ахтерштевень, планширь. 16 з.п. ф-лы, 15 ил.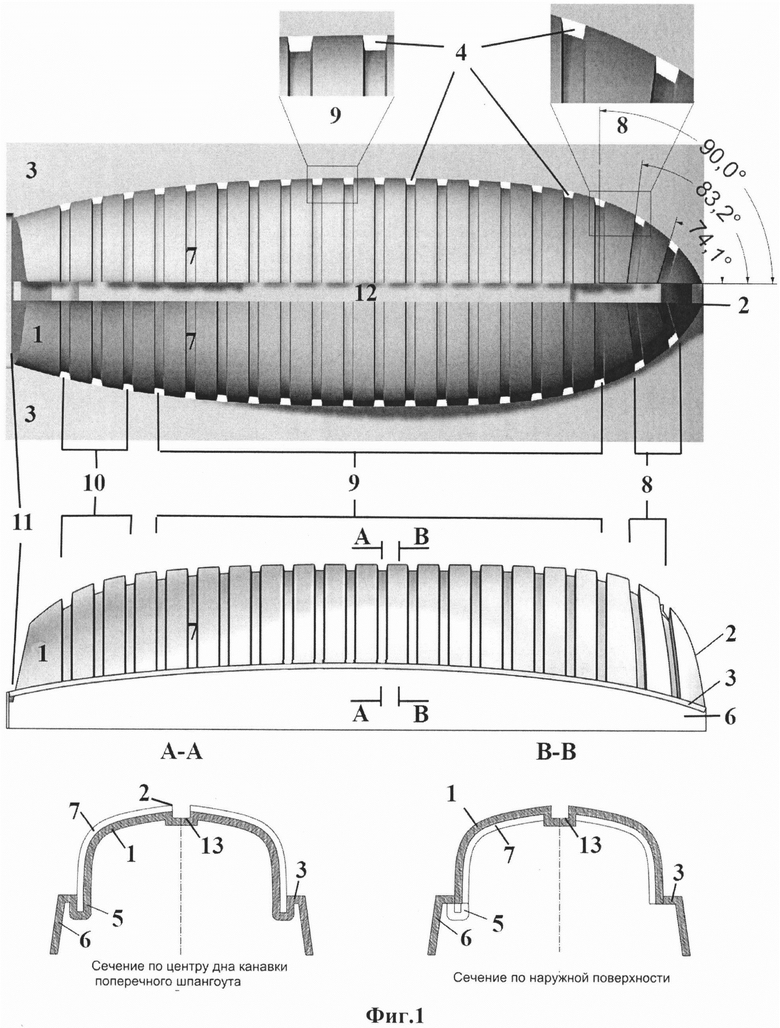
1. Кондуктор для изготовления корпуса деревянной модели судна, включающий объемную полую деталь из полимерного материала, форма внешней поверхности которой повторяет форму поверхности корпуса модели судна без наружной обшивки, и ограниченную по периметру линиями, по меньшей мере, планширя и шпунтового пояса судна, при этом упомянутая деталь выполнена цельной в виде единого элемента, или составной, по меньшей мере, из 2-х симметричных относительно диаметральной плоскости (ДП) судна элементов, и имеет носовую, центральную, кормовую и/или транцевую части; деталь со стороны внешней поверхности снабжена поперечными канавками, имеющими трапецеидальную форму поперечного сечения с расположением верхнего основания трапеции на дне канавки для размещения в них деревянных шпангоутов с образованием гладкой внешней поверхности, а также опорной площадкой, расположенной по линии ДП перпендикулярно плоскости ДП для размещения на ней фальш-резенкиля.
2. Кондуктор по п. 1, характеризующийся тем, что при выполнении детали в виде единого элемента для размещения шпунтовых пластин она снабжена продольным пазом или продольной канавкой, расположенными по линии ДП судна, дно которой выполняет функцию опорной площадки.
3. Кондуктор по п. 1, характеризующийся тем, что при выполнении детали составной, по меньшей мере, из 2-х симметричных относительно ДП судна элементов, опорной площадкой для размещения шпунтовых пластин снабжен каждый элемент со стороны ДП судна, имеющей ширину для размещения на ней шпунтовой пластины фальш-резенкиля.
4. Кондуктор по п. 1, характеризующийся тем, что поперечное сечение поперечных канавок центральной части детали преимущественно имеет форму равнобедренной трапеции, по меньшей мере, одна канавка носовой части и/или кормовой части детали имеет форму разнобокой трапеции.
5. Кондуктор по п. 1, характеризующийся тем, что канавки, по меньшей мере, центральной части объемной полой детали распложены в вертикальных плоскостях, перпендикулярных ДП (диаметральной плоскости) модели.
6. Кондуктор по п. 1, характеризующийся тем, что, по меньшей мере, две канавки для шпангоутов носовой и/или кормовой части объемной полой детали расположены в вертикальных плоскостях под углом к ДП, где угол для каждой канавки шпангоута выбран так, чтобы в проекции корпуса сверху нижние и верхние концы шпангоутов были расположены на равноудаленном расстоянии друг от друга и от соседних шпангоутов.
7. Кондуктор по п. 1, характеризующийся тем, что форма внешней поверхности объемной полой детали из полимерного материала дополнительно ограничена линией транцевой части корпуса.
8. Кондуктор по п. 1, характеризующийся тем, что объемная полая деталь из полимерного материала снабжена основанием, соединенным с упомянутой деталью по линии планширя корпуса судна.
9. Кондуктор по п. 8, характеризующийся тем, что основание выполнено в виде объемной полой детали с трапецеидальным профилем поперечного сечения.
10. Кондуктор по п. 8, характеризующийся тем, что объемная полая деталь из полимерного материала снабжена полыми колпачками, расположенными по линии планширя со стороны внутренней поверхности основания под поперечными канавками и являющимися их продолжением, с возможностью фиксации концов деревянных шпангоутов в отверстиях, полученных посредством срезания колпачков.
11. Кондуктор по п. 8, характеризующийся тем, что выполнен съемным после изготовления на нем модели корпуса судна.
12. Кондуктор по п. 1, характеризующийся тем, что форма объемной полой детали имитирует корпус судна с параллельными и/или разваленными наружу бортами.
13. Кондуктор по п. 1, характеризующийся тем, что при выполнении объемной полой детали из 2-х симметричных относительно ДП судна элементов, форма симметричных элементов имитирует корпус судна с параллельными и/или разваленными наружу, и/или заваленными внутрь бортами и/или пушечными портами.
14. Кондуктор по п. 1, характеризующийся тем, что при выполнении объемной полой детали из 2-х симметричных относительно ДП судна элементов, симметричный элемент выполнен в свою очередь из двух элементов, разделенных по мидель-шпангоуту судна.
15. Кондуктор по п. 1, характеризующийся тем, что при выполнении объемной полой детали из 2-х симметричных относительно ДП судна элементов транцевая часть объемной полой детали из полимерного материала выполнена с канавками для размещения транцевых балок, лежащих в плоскостях, перпендикулярных ДП (диаметральной плоскости) судна.
16. Набор-конструктор для изготовления корпуса деревянной модели судна, включающий кондуктор по п. 1, фальш-резенкиль, представляющий собой сборную конструкцию из, по меньшей мере, трех деталей - килевой рамки, правой и левой шпунтовых пластин с вырезами для позиционирования и фиксации нижних концов шпангоутов, наружные деревянные шпангоуты, фальш-планширь с отверстиями для позиционирования и фиксации верхних концов шпангоутов, доски наружной деревянной обшивки, транец, форштевень, киль, ахтерштевень, планширь.
17. Набор-конструктор по п. 16, характеризующийся тем, что дополнительно содержит деревянный каркас, состоящий из основной пластины с прямоугольными отверстиями для соединительных штифтов, верхнюю килевую рамку, внутренние шпангоуты и топтимберсы, соединенные с основной пластиной и килевой рамкой штифтами, контртимберсы, поперечные кормовые транцевые брусья.
| US 4568299 A, 04.02.1986 | |||
| US 3044083 A, 17.07.1962 | |||
| US 3135976 A, 09.06.1964 | |||
| US 3172233 A, 09.03.1965 | |||
| ИДЕНТИФИКАЦИЯ ОТКАЗОВ В АВИАЦИОННОМ ДВИГАТЕЛЕ | 2009 |
|
RU2522037C2 |

