Настоящее изобретение относится к упаковыванию сжимаемых изоляционных изделий, в частности, с целью их транспортирования или их складирования. Более конкретно, изобретение относится к упаковке, содержащей сжимаемые изоляционные изделия, которые как единичные изделия имеют вид рулонов или партий по существу параллельных плит. Изобретение также относится к способу изготовления такой упаковки и к комплекту с поддоном, содержащему такие упаковки.
Волокнистые изоляционные изделия, такие как войлоки, образованные из стекловаты или другой минеральной ваты, представляют собой изделия низкой плотности, которые занимают большой объем. Для облегчения их транспортирования и их складирования желательно ограничить объемность данных изделий и получить грузы, поддающиеся размещению на поддонах. Для этого изоляционные изделия в единичном виде обычно упаковывают в сжатом состоянии посредством их закрывания защитной оберткой, как правило, образованной из крафт-бумаги или пластика, после чего изоляционные изделия комплектуют в виде рядов и затем размещают на поддонах.
Одно ограничение при упаковывании состоит в том, что деформации, создающиеся во время сжатия изоляционного изделия, не должны ухудшать его способность к восстановлению его толщины после снятия обертки, при этом изоляционные свойства изделия зависят от этого восстановления толщины. Другим ограничением является необходимость защиты изоляционного изделия от внешней среды, в частности, когда оно содержит связующее, которое чувствительно к воздействию влаги. Однако защитная обертка, которая обеспечивает возможность сохранения изделия в виде рулона или комплектования ряда плит в виде одной партии, обычно не закрывает всю наружную поверхность изделия и, следовательно, недостаточна для обеспечения полной защиты от влаги.
В ЕР 0 220 980 А1 описана упаковка, в которой модуль сформирован посредством размещения нескольких изоляционных изделий рядом друг с другом в виде ряда и охватывания данного ряда путем использования пленки, герметично прикрепленной к ней самой. После этого несколько модулей размещают друг на друге на поддоне, и все объединяют в комплект посредством обертывания растягивающейся пленкой. Один недостаток упаковки данного типа состоит в том, что даже несмотря на то, что рулоны или партии плит защищены растягивающейся оберточной пленкой, они, тем не менее, больше не будут защищены, в частности, на их торцах, когда комплект с поддоном будет открыт или поврежден. При этом существует риск проникновения воды в изоляционное изделие, что может привести к ухудшению его изоляционных свойств.
Изобретение предназначено для устранения именно этих недостатков, более конкретно, для решения проблемы посредством того, что предложена упаковка со сжимаемыми изоляционными изделиями, которая обеспечивает возможность сохранения качества изоляционных изделий, в частности, в отношении восстановления толщины.
Для этого одним предметом изобретения является упаковка со сжимаемыми изоляционными изделиями, при этом каждое изоляционное изделие имеет продольную ось, периферийную поверхность и первый и второй торцы, при этом упаковка содержит штабель из, по меньшей мере, двух модулей, наложенных друг на друга, при этом каждый модуль содержит:
- ряд изоляционных изделий, расположенных рядом друг с другом последовательно вдоль первого направления, перпендикулярного к продольным осям изоляционных изделий, при этом продольные оси изоляционных изделий из данного ряда параллельны друг другу;
- первую пленку, которая охватывает каждое изоляционное изделие из данного ряда при сжатом состоянии изоляционного изделия, закрывая периферийную поверхность изоляционного изделия;
- вторую пленку, которая охватывает ряд изоляционных изделий, закрывая некоторую часть периферийной поверхности изоляционных изделий из данного ряда,
при этом модули из штабеля наложены друг на друга вдоль второго направления, перпендикулярного к продольным осям изоляционных изделий и к первому направлению каждого модуля, при этом штабель имеет две торцевые поверхности, образованные торцами изоляционных изделий, и основные поверхности и поперечные поверхности, которые перпендикулярны к торцевым поверхностям,
отличающаяся тем, что упаковка содержит оболочку, которая охватывает штабель модулей, наложенных друг на друга, посредством закрывания пяти поверхностей штабеля, включая две торцевые поверхности, и, по меньшей мере, периферийной части шестой поверхности штабеля.
Согласно одному признаку каждый модуль из упаковки согласно изобретению содержит один ряд изоляционных изделий, расположенных рядом друг с другом последовательно вдоль первого направления, перпендикулярного к продольным осям изоляционных изделий, при этом продольные оси изоляционных изделий из данного одного ряда параллельны друг другу. При этом вторая пленка охватывает данный один ряд изоляционных изделий, закрывая некоторую часть периферийной поверхности изоляционных изделий из ряда.
Во всей этой патентной заявке термин «оболочка» при его использовании должен по умолчанию пониматься как обозначающий оболочку, которая охватывает штабель модулей. Когда упоминается оболочка комплекта с поддоном, которая отличается от оболочки, охватывающей штабель модулей, систематически указывается то, что она является «наружной оболочкой».
В рамках изобретения изоляционные изделия могут представлять собой рулоны. В качестве варианта изоляционные изделия могут представлять собой партии из нескольких плит, которые были предварительно скомплектованы, например, посредством термоусадочной пленки, при этом данные партии имеют по существу форму параллелепипеда и имеют объемность, аналогичную объемности рулонов. Ниже часто упоминаются рулоны, при этом понимается, что изобретение не ограничено данным конкретным случаем.
В рамках изобретения штабель модулей, который соответствует одному ряду модулей в комплекте с поддоном, полностью закрыт посредством комбинации второй пленки и оболочки. Таким образом, посредством изобретения получают упаковки с изоляционными изделиями, предназначенные для формирования всего ряда или части ряда в комплекте с поддоном, которые являются водонепроницаемыми. Штабель модулей заключен в упаковку, образованную комбинацией второй пленки и оболочки, которая закрывает все поверхности штабеля модулей.
Изобретение обеспечивает возможность очень простого получения комплектов рулонов или плит на поддонах посредством наложения друг на друга нескольких упаковок в соответствии с изобретением, каждая из которых соответствует одному «ярусу» груза на поддоне, при гарантировании того, что изоляционные изделия в каждой упаковке будут защищены от влаги или других внешних загрязнителей даже в случае вскрытия или повреждения наружного защитного средства комплекта с поддоном, которое может представлять собой растягивающуюся оберточную пленку или растягивающуюся или поддающуюся усадке оболочку. Это особенно предпочтительно, когда изоляционные изделия содержат связующее, которое чувствительно к влаге, такое как связующее на основе биологического сырья, в частности, на основе сахаридов, сахаров и/или сахарных спиртов. Такие комплекты с поддонами могут храниться на открытом воздухе без дополнительных мер предосторожности и без риска ухудшения качества изоляционных продуктов и, в частности, без каких-либо проблем, связанных с восстановлением толщины. Предпочтительно существует возможность разделения грузов на поддонах, полученных согласно изобретению, на ряд водонепроницаемых упаковок, что является целесообразным на практике, в частности, во время операций распаковывания.
Согласно одному признаку изобретения вторая пленка образует вокруг ряда изоляционных изделий рукав, имеющий ось, параллельную продольным осям изоляционных изделий. Более конкретно, ряд изоляционных изделий имеет две основные поверхности и две поперечные поверхности, перпендикулярные к торцам изоляционных изделий, и вторая пленка охватывает ряд изоляционных изделий, проходя поверх основных поверхностей и поперечных поверхностей данного ряда.
Согласно одному предпочтительному признаку вторая пленка охватывает ряд изоляционных изделий при сжатом состоянии изоляционных изделий, в котором они прижаты друг к другу вдоль первого направления. Это сжатие вдоль первого направления, которое дополняет сжатие каждого изоляционного изделия, обеспечиваемое первой пленкой, способствует ограничению объемности упаковок с изоляционными изделиями в соответствии с изобретением.
Согласно одному предпочтительному аспекту первая пленка и вторая пленка представляют собой пластиковые пленки, которые имеют относительно слабую способность к растяжению. В частности, каждая из первой пленки и второй пленки предпочтительно имеет прочность при 10%-м относительном удлинении, превышающую 15 МПа, предпочтительно превышающую 17 МПа или 20 МПа, в направлении экструзии и в направлении, поперечном к направлению экструзии. Прочность может быть измерена согласно стандарту ISO 527/3 на стандартизированных испытательных образцах пленки. Согласно этому стандарту относительное удлинение пленки определяют при увеличивающейся растягивающей силе, приложенной к пленке, (измеренной в МПа) и стандартизированной скорости. Таким образом, сжатие каждого изоляционного изделия и сжатие каждого ряда изоляционных изделий могут быть обеспечены и могут сохраняться соответственно посредством одной первой пленки и одной второй пленки. Первая пленка и вторая пленка предпочтительно изготовлены из полиэтилена высокой плотности (HDPE).
Согласно одному признаку изобретения оболочка имеет основную ось развертывания/размещения, которая перпендикулярна к продольным осям изоляционных изделий.
Оболочка предпочтительно охватывает штабель модулей, наложенных друг на друга, посредством закрывания пяти поверхностей штабеля, включая две торцевые поверхности, и посредством закрывания только периферийной части шестой поверхности штабеля. Другими словами, при этом оболочка имеет отверстие на шестой поверхности штабеля.
В одном предпочтительном варианте осуществления оболочка содержит отверстие на основной поверхности штабеля, перпендикулярной ко второму направлению. Предпочтительна конфигурация, когда оболочка содержит отверстие, поскольку в этом случае край оболочки, ограничивающий отверстие, расположен на периферии поверхности штабеля, где вторая пленка одного из концевых модулей из штабеля создает плоскую и непрерывную поверхность, что гарантирует непрерывное перекрытие между оболочками и второй пленкой. В данном варианте осуществления край оболочки и вторая пленка, которые имеются на данной основной поверхности штабеля, предпочтительно не соединены вместе, что делает процесс изготовления упаковки в соответствии с изобретением особенно простым, быстрым и экономичным при обеспечении высокой степени защиты, в частности, от проникновения воды внутрь упаковки благодаря непрерывному перекрытию оболочки и второй пленки. Согласно одному варианту край оболочки и вторая пленка, имеющиеся на данной основной поверхности штабеля, могут быть соединены вместе, например, посредством адгезионного скрепления или посредством сварки.
В одном менее предпочтительном варианте осуществления, в котором оболочка содержит отверстие, отверстие оболочки может быть расположено на поперечной поверхности штабеля, перпендикулярной к первому направлению. Это является единственным другим возможным случаем наличия отверстия в покрытии, поскольку в рамках изобретения оболочка обязательно закрывает две торцевые поверхности штабеля. Данная конфигурация является менее предпочтительной, чем предыдущая, поскольку край оболочки, ограничивающий отверстие, в этом случае расположен на периферии поверхности штабеля, которая образована криволинейными периферийными сторонами различных модулей из штабеля, которые закрыты несколькими различными вторыми пленками, что не гарантирует непрерывного перекрытия между оболочкам и вторыми пленками. В этом случае в большей степени затруднено изготовление водонепроницаемой упаковки.
В еще одном варианте осуществления оболочка не имеет отверстия и закрывает шесть поверхностей штабеля. В этом варианте осуществления оболочка может быть размещена на штабеле модулей в оберточном устройстве, которое позволяет после «развертывания» оболочки вокруг штабеля герметично присоединить материал оболочки к нему самому, в частности, посредством сварки напротив шестой поверхности штабеля.
Оболочка предпочтительно представляет собой растягивающуюся оболочку, образованную из оболочки из растягивающейся пластиковой пленки, изготовленной, например, из полиэтилена низкой плотности (LDPE). Использование оболочки из растягивающейся пленки позволяет обеспечить хорошую устойчивость и хорошую водонепроницаемость упаковки с изоляционными изделиями. В отличие от пленки изоляция из растягивающейся оболочки предпочтительно не требует источника тепла, поскольку достаточно предварительно механически растянуть материал пластиковой пленки в поперечном направлении перед обертыванием штабеля модулей. После размещения растянутой оболочки поверх штабеля модулей стягивание материала растягивающейся пленки происходит естественным образом за счет эластичности, что обеспечивает прочное удерживание оболочки вокруг штабеля модулей.
Согласно одному варианту в одном менее предпочтительном варианте осуществления оболочка может представлять собой оболочку, поддающуюся усадке и образованную из оболочки из термоусадочной пластиковой пленки, изготовленной, например, из термоусадочного полиэтилена.
Согласно одному аспекту изобретения вторая пленка представляет собой пластиковую пленку, имеющую более высокую прочность при растяжении по сравнению с прочностью при растяжении пластиковой пленки, образующей оболочку. В качестве примера вторая пленка может быть изготовлена из полиэтилена высокой плотности (HDPE), в то время как пластиковая пленка, образующая оболочку, изготовлена из полиэтилена низкой плотности (LDPE).
В рамках изобретения каждый ряд предпочтительно содержит изоляционные изделия в количестве от 2 до 10.
Другим предметом изобретения является комплект с поддоном, содержащий поддон, по меньшей мере, две упаковки со сжимаемыми изоляционными изделиями, подобные описанным выше, которые наложены друг на друга и на поддон так, что продольные оси изоляционных изделий перпендикулярны поддону, и средства для удерживания упаковок на поддоне.
В одном варианте осуществления средства для удерживания упаковок на поддоне содержат наружную оболочку. Согласно одному предпочтительному варианту наружная оболочка представляет собой растягивающуюся оболочку, образованную посредством растягивания - на периферии упаковок - оболочки из растягивающейся пластиковой пленки, например, оболочки, изготовленной из полиэтилена низкой плотности (LDPE). Согласно одному менее предпочтительному варианту наружная оболочка представляет собой оболочку, поддающуюся усадке и образованную посредством усадки - на периферии упаковок - оболочки из термоусадочной пластиковой пленки, например, оболочки, изготовленной из термоусадочного полиэтилена.
В другом варианте осуществления средства для удерживания упаковок на поддоне содержат растягивающуюся пленку, охватывающую периферию упаковок, например, полиэтиленовую пленку с толщиной 20-30 микрон, имеющую способность к механическому растяжению, превышающую 200%, в частности, порядка 250%. На верхней поверхности груза, образованного упаковками, обычно также предусмотрен верхний лист, например, изготовленный из относительно толстой полиэтиленовой пленки, имеющей толщину, составляющую, по меньшей мере, 75 микрон.
Еще одним предметом изобретения является способ изготовления упаковки, содержащей сжимаемые изоляционные изделия, при этом каждое изоляционное изделие имеет продольную ось, периферийную поверхность и первый и второй торцы, при этом способ включает этапы, на которых:
- каждое изоляционное изделие обертывают, используя первую пленку, которая закрывает периферийную поверхность изоляционного изделия и которая удерживает изоляционное изделие в сжатом состоянии;
- ряд изоляционных изделий формируют, размещая несколько изоляционных изделий, предусмотренных с первой пленкой, рядом друг с другом последовательно вдоль первого направления, перпендикулярного к продольным осям изоляционных изделий, при этом продольные оси изоляционных изделий из данного ряда параллельны друг другу;
- модуль формируют, обертывая ряд изоляционных изделий посредством использования второй пленки, которая закрывает некоторую часть периферийной поверхности изоляционных изделий из данного ряда и которая удерживает изоляционные изделия из данного ряда рядом друг с другом вдоль первого направления;
- штабель модулей формируют, размещая, по меньшей мере, два модуля друг на друге вдоль направления, перпендикулярного к продольным осям изоляционных изделий и к первому направлению каждого модуля;
- упаковку формируют, обертывая штабель модулей посредством использования оболочки, которая закрывает, по меньшей мере, пять поверхностей штабеля, включая две торцевые поверхности штабеля, образованные торцами изоляционных изделий.
Еще одним предметом изобретения является способ изготовления комплекта с поддоном, содержащего сжимаемые изоляционные изделия, при этом каждое изоляционное изделие имеет продольную ось, периферийную поверхность и первый и второй торцы, при этом способ включает этапы, на которых:
- каждое изоляционное изделие обертывают, используя первую пленку, которая закрывает периферийную поверхность изоляционного изделия и которая удерживает изоляционное изделие в сжатом состоянии;
- ряд изоляционных изделий формируют, размещая несколько изоляционных изделий, предусмотренных с первой пленкой, рядом друг с другом последовательно вдоль первого направления, перпендикулярного к продольным осям изоляционных изделий, при этом продольные оси изоляционных изделий из данного ряда параллельны друг другу;
- модуль формируют, обертывая ряд изоляционных изделий посредством использования второй пленки, которая закрывает некоторую часть периферийной поверхности изоляционных изделий из данного ряда и которая удерживает изоляционные изделия из данного ряда рядом друг с другом вдоль первого направления;
- штабель модулей формируют, размещая, по меньшей мере, два модуля друг на друге вдоль направления, перпендикулярного к продольным осям изоляционных изделий и к первому направлению каждого модуля;
- упаковку формируют, обертывая штабель модулей посредством использования оболочки, которая закрывает, по меньшей мере, пять поверхностей штабеля, включая две торцевые поверхности штабеля, образованные торцами изоляционных изделий;
- по меньшей мере, две упаковки размещают одну на другой и на поддоне так, чтобы продольные оси изоляционных изделий были перпендикулярны поддону;
- упаковки и поддон объединяют в комплект, используя средства для удерживания упаковок на поддоне.
В способе согласно изобретению ряд изоляционных изделий может быть сформирован в штабелирующем устройстве. Кроме того, обертывание ряда изоляционных изделий посредством использования второй пленки может быть выполнено посредством охвата его так, чтобы сформировать рукав, имеющий ось, параллельную продольным осям изоляционных изделий, при этом вторую пленку размещают вокруг данного ряда вдоль первого направления. Для охвата ряда изоляционных изделий посредством использования второй пленки устройство для охвата предпочтительно содержит средства для относительного смещения ленты из пленки вокруг ряда изоляционных изделий.
Кроме того, в способе согласно изобретению обертывание штабеля модулей посредством использования оболочки предпочтительно выполняют путем растягивания оболочки из растягивающейся пластиковой пленки, изготовленной, например, из полиэтилена низкой плотности (LDPE), при этом оболочку размещают вокруг штабеля вдоль направления, перпендикулярного к продольным осям изоляционных изделий. В качестве варианта в одном менее предпочтительном варианте осуществления обертывание штабеля модулей посредством использования оболочки может быть выполнено при усадке оболочки из термоусадочной пластиковой пленки.
В одном варианте осуществления изобретения упаковки и поддон объединяют в комплект, используя наружную оболочку, полученную растягиванием или усадкой оболочки из пластиковой пленки, при этом оболочку размещают вокруг упаковок и поддона вдоль направления, параллельного продольным осям изоляционных изделий.
В другом варианте осуществления изобретения упаковки и поддон объединяют в комплект, обертывая их растягивающейся пленкой посредством использования растягивающейся оберточной пленки, которую размещают вокруг упаковок и поддона вдоль направления обертывания растягивающейся пленкой, параллельного продольным осям изоляционных изделий.
Признаки и преимущества изобретения станут очевидными в нижеследующем описании вариантов осуществления упаковки с изоляционными изделиями и комплекта с поддоном в соответствии с изобретением, приведенном только в качестве примера и со ссылкой на приложенные чертежи, в которых:
- фиг.1-5 представляют собой схематические виды в перспективе, показывающие последовательные этапы способа изготовления упаковки с рулонами в соответствии с изобретением;
- фиг.6 представляет собой схематический выполненный с пространственным разделением элементов вид в перспективе первого варианта осуществления комплекта с поддоном, содержащего две упаковки согласно изобретению;
- фиг.7 представляет собой схематическое сечение по плоскости VII на фиг.6;
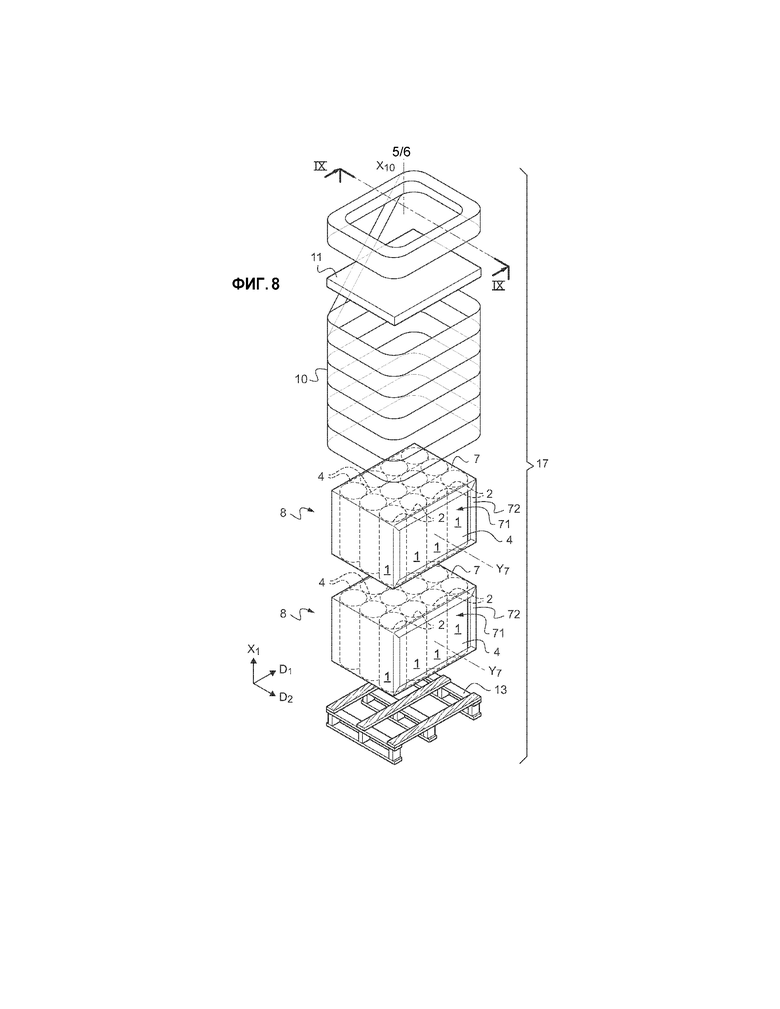
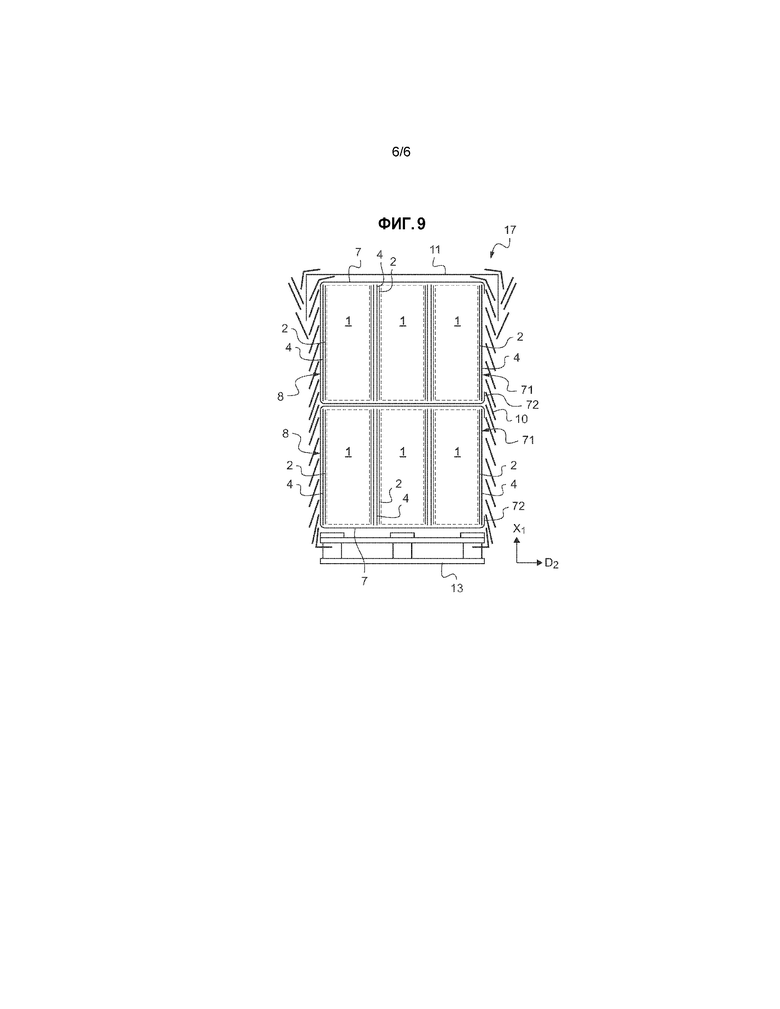
- фиг.8 представляет собой вид, аналогичный фиг.6, для второго варианта осуществления комплекта с поддоном, содержащего две упаковки согласно изобретению;
- фиг.9 представляет собой схематическое сечение по плоскости IX на фиг.8.
На фиг.1 схематически проиллюстрирован рулон 1, сформированный свертыванием в рулон ленточной изоляции, образованной из сжимаемого волокнистого материала, такого как стекловата или минеральная вата. Этот рулон имеет продольную ось Х1, периферийную поверхность 15 и два торца 12 и 14. Обычно во время свертывания материала в рулон 1 волокнистый материал подвергается сжатию со степенью сжатия, подходящей для обеспечения как минимизации объемности ленточной изоляции в свернутом в рулон состоянии, так и восстановления толщины и изоляционных характеристик ленточной изоляции в развернутом состоянии. Рулон 1 также был обернут первой пленкой 2, которая удерживает рулон в сжатом состоянии, посредством закрывания периферийной поверхности 15 рулона. В качестве примера рулон 1 имеет диаметр на его торцах 12, 14 порядка 300-600 мм, и каждый рулон имеет длину порядка 800-1250 мм в направлении, параллельном оси Х1.
Как показано на фиг.2, ряд 3 рулонов формируют посредством размещения нескольких рулонов 1 рядом друг с другом последовательно вдоль первого направления D1, перпендикулярного к продольным осям Х1 рулонов, при этом их оси Х1 параллельны друг другу. В качестве примера ряд 3 имеет длину порядка 900-3000 мм вдоль первого направления D1, которая соответствует ряду из трех - шести рулонов в зависимости от диаметра рулонов. В показанном примере каждый ряд 3 содержит четыре рулона 1, расположенных рядом друг с другом, и имеет длину порядка 1600 мм вдоль первого направления D1.
Для формирования модуля 5, который имеет один ряд 3 рулонов 1, ряд 3 обертывают второй пленкой 4 при поджиме рулонов 1 из ряда друг к другу посредством сжимающего воздействия в направлении стрелок С1 на фиг.3, которое соответствует первому направлению D1, при этом сжатие сохраняется при обертывании второй пленкой 4. Обертывание второй пленкой 4 может выполняться в оберточном устройстве, в котором, например, пленку 4 размещают вокруг ряда 3 вдоль первого направления D1 посредством относительного смещения ленты из пленки 4 и ряда 3 при приложении сжимающего усилия C1 вдоль первого направления D1. Вторая пленка 4 предпочтительно простирается от одного конца рулонов 1 до другого, закрывая основные поверхности 31, 33 и поперечные поверхности 36, 38 ряда 3 и оставляя свободными торцы 12 и 14 каждого рулона. Сжимающее усилие, приложенное вдоль направления стрелок С1, составляет, например, порядка 1,5 тонны. Как видно на фиг.3, после такого сжатия рулоны 1 имеют поперечное сечение овальной формы, наибольшая ось которого проходит вдоль второго направления D2, перпендикулярного к продольным осям Х1 рулонов и к первому направлению D1. В качестве примера модуль 5 имеет длину порядка 1100-1250 мм вдоль первого направления D1.
Каждая из первой пленки 2 и второй пленки 4 предпочтительно образована из ленты из пластика, который не является сильно растягивающимся, например, ленты из полиэтилена высокой плотности (HDPE), так что каждая пленка 2 и 4 удерживает рулоны 1 из ряда в их сжатом состоянии.
Как показано на фиг.4, несколько модулей 5 наложены друг на друга вдоль второго направления D2, перпендикулярного к продольным осям Х1 рулонов и к первому направлению D1 каждого модуля, для формирования штабеля 6. Штабель 6 имеет две торцевые поверхности 62, 64, которые образованы торцами 12, 14 рулонов 1, и основные поверхности 61, 63 и поперечные поверхности 66, 68, которые перпендикулярны к торцевым поверхностям 62, 64. В представленном примере штабель 6 содержит три модуля 5, наложенные друг на друга вдоль второго направления D2.
Упаковку 8 с рулонами в соответствии с изобретением получают обертыванием штабеля 6 модулей оболочкой 7 так, чтобы оболочка 7 закрывала пять поверхностей штабеля 6, включая две торцевые поверхности 62, 64, и оболочку 7 загибают поверх периферии шестой поверхности штабеля 6, которая в примере по фиг.5 представляет собой нижнюю основную поверхность 61 штабеля. Таким образом, один край 72 оболочки 7 расположен напротив нижней основной поверхности 61 штабеля 6 и закрывает периферию этой поверхности 61, ограничивая отверстие 71 на этой нижней основной поверхности 61. Отверстие 71 сцентрировано относительно оси Y7, перпендикулярной к продольным осям Х1 рулонов 1 из штабеля 6.
Оболочка 7 предпочтительно представляет собой растягивающуюся оболочку, образованную из оболочки из растягивающейся пластиковой пленки, изготовленной, например, из полиэтилена низкой плотности (LDPE). При этом обертывание штабеля 6 оболочками 7 выполняют известным способом в устройстве для упаковывания в растягивающуюся оболочку. На фиг.5 вертикальное направление упаковочного устройства соответствует направлению оси Y7 оболочки 7. В этом примере оболочку 7 размещают вдоль второго направления D2 вокруг штабеля 6.
Обычно в упаковочном устройстве оболочка из растягивающейся пластиковой пленки хранится вокруг бобины, будучи сложенной с формой гофрированной или сложенной «гармошкой» трубки. Упаковочное устройство содержит станцию сварки, выполненную с возможностью сварки оболочки и образования сварного соединения. После сварки оболочку разрезают в поперечном направлении на станции разрезания для получения оболочки 7, не зависящего от бобины и герметично соединенного в его верхней части.
Гофрированную оболочку 7 затем растягивают в горизонтальной плоскости, параллельной к сваренной зоне верхней части оболочки 7, которая представляет собой плоскость, перпендикулярную ко второму направлению D2, при этом ее размещают над верхней основной поверхностью 63 штабеля 6. Затем оболочку 7 раскрывают и накладывают на основную поверхность 63 и поверхности 62, 64, 66, 68 штабеля 6 и вокруг этих поверхностей после вертикального смещения сверху вниз вдоль второго направления D2.
В конце операции закрывания нижний конец оболочки 7 загибают под нижней основной поверхностью 61 штабеля 6, например, с помощью растягивающих зажимов. При этом стягивание оболочки 7 осуществляется за счет эластичности, что обеспечивает прочное удерживание оболочки 7 вокруг штабеля 6 модулей. После этого край 72 оболочки 7, расположенный напротив нижней основной поверхности 61, закрывает периферию этой поверхности 61, ограничивая отверстие 71.
При этом получают упаковку 8, которая содержит двенадцать рулонов и которая является водонепроницаемой, поскольку упаковка, сформированная посредством комбинации оболочки 7 и второй пленки 4 концевого модуля, ближайшего к отверстию 71, закрывает все шесть поверхностей штабеля 6 модулей. Непрерывное перекрытие между оболочкам 7 и второй пленкой 4 на периферии основной поверхности 61 штабеля 6, где вторая пленка 4 концевого модуля создает плоскую и закрытую зону поверхности, гарантирует то, что будет отсутствовать какое-либо поступление воды внутрь упаковки 8. В качестве примера упаковка 8 имеет длину порядка 800-1250 мм в направлении, параллельном осям Х1 рулонов, длину порядка 1100-1250 мм вдоль первого направления D1 и длину порядка 1200 мм вдоль второго направления D2. Таким образом, существует возможность установки двух поддонов с размерами 1200-1250 мм на 1200-1250 мм, обеспечивающих опору для наложенных друг на друга упаковок 8, рядом друг с другом в грузовом автомобиле, имеющем ширину порядка 2400-2500 мм. Само собой разумеется, размеры рулонов 1, число рулонов 1 и степень C1 сжатия могут быть адаптированы так, чтобы размеры упаковок 8 соответствовали любым обычным размерам поддонов и средств транспортирования.
При использовании упаковок 8 с рулонами в соответствии с изобретением, описанных выше, существует возможность получения комплектов с поддонами простым способом. Два примера комплектов с поддонами проиллюстрированы в первом и втором вариантах осуществления, представленных на фиг.6-9.
В первом варианте осуществления, показанном на фиг.6 и 7, комплект 16 с поддоном содержит поддон 13 и две упаковки 8 с рулонами. Поддон 13 предпочтительно образован из двух деревянных плит или дощатых настилов, разнесенных посредством проставок, которые определяют границы пространства, достаточного для ввода вилочного захвата загрузочного устройства. Нижняя плита поддона 13 предпочтительно обеспечивает возможность легкого смещения на направляющей и штабелирования грузов. Две упаковки 8 размещены одна на другой и на поддоне 13 в конфигурации, в которой рулоны 1 являются «вертикальными» на поддоне 13, то есть их продольные оси Х1 перпендикулярны поддону. Как четко видно на фиг.6, это соответствует конфигурации каждой упаковки 8, повернутой на 90° относительно конфигурации по фиг.5. Отверстие 71 оболочки 7 каждой упаковки 8 при этом расположено сбоку относительно комплекта 16 с поддоном, при этом каждая оболочка 7, возможно, рассматривается как «горизонтальная» оболочка в комплекте 16 с поддоном.
Для удерживания упаковок 8 на поддоне 13 комплект 16 с поддоном содержит наружную оболочку 9, которая может рассматриваться как «вертикальная» оболочка в комплекте 16 с поддоном. Наружная оболочка 9 предпочтительно представляет собой растягивающуюся оболочку, образованную растягиванием оболочки из пластиковой пленки на периферии упаковок 8. Размещение наружной оболочки 9 вокруг упаковок 8 и поддона 13 выполняют известным способом в устройстве для упаковывания в растягивающейся оболочке. На фиг.6 и 7 вертикальное направление упаковочного устройства соответствует направлению главной оси Х9 наружного оболочки 9. В этом примере наружную оболочку 9 размещают вокруг упаковок 8 и поддона 13 вдоль направления, параллельного продольным осям Х1 рулонов.
Устройство, используемое для размещения «вертикальной» наружной оболочки 9 вокруг упаковок 8 и поддона 13, предпочтительно может представлять собой то же устройство, которое используется для размещения «горизонтальных» покрытий 7 на штабелях 6. В этом случае оборудование для изготовления комплектов с поддонами может содержать средства для поворота упаковок 8 на 90° после размещения их покрытий 7 и перед их наложением друг на друга на поддоне 13.
Размещение наружной оболочки 9 вокруг упаковок 8 и поддона 13 выполняют способом, аналогичным размещению оболочки 7 вокруг штабеля 6. Таким образом, разложенную наружную оболочку 9 растягивают в горизонтальной плоскости, параллельной зоне сварки верхней части наружного оболочки, которая представляет собой плоскость, перпендикулярную к продольным осям Х1 рулонов. Затем наружную оболочку 9 раскрывают и накладывают на упаковки 8 и поддон 13 и вокруг них при вертикальном смещении сверху вниз вдоль направления, параллельного продольным осям Х1 рулонов. В конце операции закрывания/наложения оболочки нижний конец наружного оболочки 9 загибают под поддоном 13. Стягивание наружного оболочки 9 происходит за счет эластичности, что обеспечивает прочное удерживание наружного оболочки 9 вокруг груза. Наружная оболочка 9 защищает комплект 16 с поддоном от неблагоприятных погодных условий.
Во втором варианте осуществления комплекта с поддоном, показанном на фиг.8 и 9, элементы, аналогичные элементам первого варианта осуществления, имеют идентичные ссылочные позиции. Комплект 17 с поддоном в соответствии со вторым вариантом осуществления отличается от первого варианта осуществления тем, что упаковки 8 удерживаются на поддоне 13 не за счет использования наружной оболочки 9, а посредством обертывания растягивающейся пленкой при использовании пленки 10, которую размещают вокруг упаковок 8 и поддона 13 при смещении вдоль направления, параллельного продольным осям Х1 рулонов.
Размещение растягивающейся оберточной пленки 10 вокруг упаковок 8 и поддона 13 выполняют известным способом в устройстве для обертывания растягивающейся пленкой. На фиг.8 и 9 вертикальное направление устройства для обертывания растягивающейся пленкой соответствует направлению центральной оси Х10 при обертывании растягивающейся пленкой. Устройство для обертывания растягивающейся пленкой может представлять собой, например, машину с вращающимся кольцом, содержащую систему размотки и растягивания растягивающейся оберточной пленки 10 и систему размещения верхнего листа 11 на верхней стороне груза. В качестве примера растягивающаяся оберточная пленка 10 может представлять собой полиэтиленовую пленку с толщиной 20-30 микрон, имеющую растяжимость, составляющую 250%, и верхний лист 11 может быть получен на основе относительно толстой полиэтиленовой пленки, имеющей толщину, составляющую, по меньшей мере, 75 микрон.
Операции обертывания растягивающейся пленкой выполняются способом, подходящим для защиты комплекта 17 с поддоном от неблагоприятных погодных условий. Для этого самый наружный слой растягивающейся оберточной пленки 10 размещают в направлении снизу вверх, так что самый верхний слой будет всегда перекрываться сверху, если смотреть снаружи, с конфигурацией, аналогичной кровельной черепице, как схематически показано на фиг.9. Такая конфигурация предотвращает поступление воды внутрь комплекта 17 с поддоном. Как известно, число витков и выраженные в процентах доли перекрытых участков во время обертывания растягивающейся пленкой регулируются для каждого случая.
Например, цикл обертывания растягивающейся пленкой выполняют следующим образом: когда комплект, содержащий упаковки 8, размещенные на поддоне 13, находится в заданном положении в устройстве для обертывания растягивающейся пленкой, стабилизирующую плиту опускают для фиксации груза, образованного упаковками 8, и обертывание растягивающейся пленкой начинается снизу с несколькими витками, которые охватывают поддон 13. Начиная снизу, кольцо постепенно перемещают вверх, при этом в месте стыка между двумя упаковками 8 груза выполняют останов. При приближении к верхней стороне груза стабилизирующую плиту отводят, что возможно, поскольку груз самостоятельно стабилизируется посредством пленки 10, уже размещенной в заданном положении. После этого отматывают кусок пленки 11, образующей верхний лист, до заданной длины на верхней стороне груза, плиту опускают, и верхний лист отрезают. После этого обертывание растягивающейся пленкой начинают снова в направлении вниз и образуют несколько витков так, чтобы верхний лист 11 был окружен несколькими витками растягивающейся оберточной пленки 10, которую в конце приваривают к ней самой и отрезают. Для обеспечения защиты от неблагоприятных погодных условий в максимально возможной степени избегают какого-либо перекрытия между витками пленки 10, которые намотаны в направлении вниз вокруг верхнего листа 11.
Изобретение не ограничено описанными и показанными примерами. В частности, значения, приведенные выше в примерах для размеров рулонов и упаковок, являются чисто иллюстративными, при этом понимается, что размеры упаковок согласно изобретению могут быть адаптированы, в частности, для обеспечения их совместимости с любыми размерами поддонов и средств транспортирования. Кроме того, изобретение было описано на основе примеров, в которых в качестве изоляционных изделий используются рулоны. В качестве варианта, как упомянуто ранее, изобретение также применимо для других изоляционных изделий удлиненной формы, таких как партии плит, которые предварительно скомплектованы и имеют по существу форму параллелепипеда. Кроме того, изобретение может быть реализовано с материалами пленок и покрытий, которые отличаются от описанных выше.
Данная упаковка (8) содержит сжимаемые изоляционные изделия (1), при этом каждое изоляционное изделие (1) имеет продольную ось (Х1), периферийную поверхность и первый и второй торцы. Упаковка (8) содержит штабель (6) из, по меньшей мере, двух модулей (5), при этом каждый модуль (5) содержит ряд изоляционных изделий (1), расположенных рядом друг с другом вдоль первого направления (D1). Модули (5) из штабеля (6) расположены друг на друге вдоль второго направления (D2), перпендикулярного к продольным осям (Х1) изоляционных изделий (1) и к первому направлению (D1). Упаковка (8) также содержит покрытие (7), которое охватывает штабель (6), закрывая пять поверхностей (62, 63, 64, 66, 68) штабеля, включая две торцевые поверхности (62, 64) штабеля, образованные торцами изоляционных изделий (1), и, по меньшей мере, периферию шестой поверхности (61) штабеля. 3 н. и 11 з.п. ф-лы, 9 ил.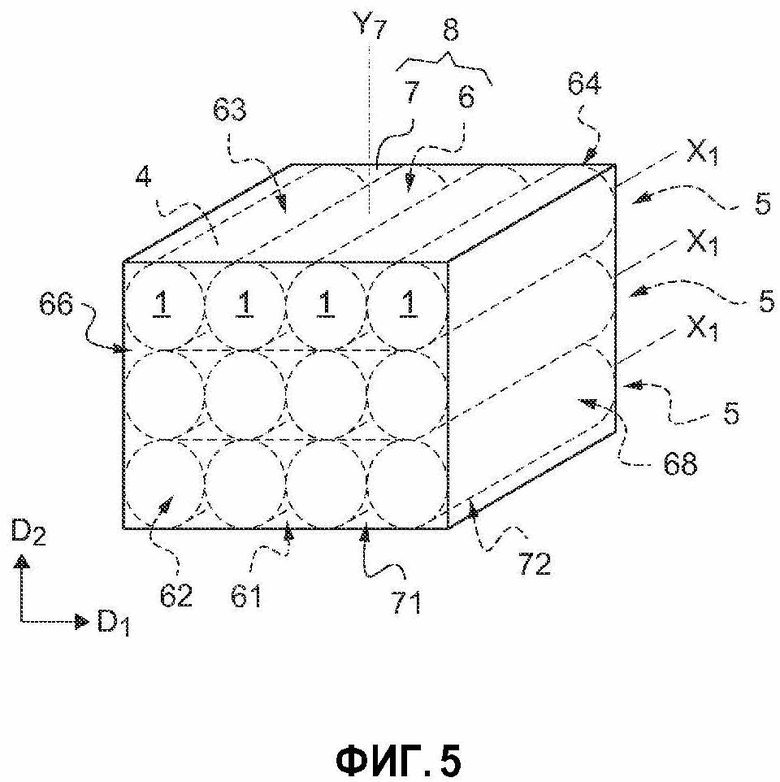
1. Упаковка (8) со сжимаемыми изоляционными изделиями (1), при этом каждое изоляционное изделие (1) имеет продольную ось (Х1), периферийную поверхность (15) и первый, и второй торцы (12, 14),
при этом упаковка (8) содержит штабель (6) из, по меньшей мере, двух модулей (5), наложенных друг на друга, при этом каждый модуль (5) содержит:
- ряд (3) изоляционных изделий (1), расположенных рядом друг с другом последовательно вдоль первого направления (D1), перпендикулярного к продольным осям (Х1) изоляционных изделий, при этом продольные оси (Х1) изоляционных изделий (1) из ряда (3) параллельны друг другу;
- первую пленку (2), которая охватывает каждое изоляционное изделие (1) из ряда (3) при сжатом состоянии изоляционного изделия, закрывая периферийную поверхность (15) изоляционного изделия;
- вторую пленку (4), которая охватывает ряд (3) изоляционных изделий, закрывая некоторую часть периферийной поверхности (15) изоляционных изделий из ряда (3),
при этом модули (5) из штабеля (6) наложены друг на друга вдоль второго направления (D2), перпендикулярного к продольным осям (Х1) изоляционных изделий, и к первому направлению (D1) каждого модуля, при этом штабель (6) имеет две торцевые поверхности (62, 64), образованные торцами (12, 14) изоляционных изделий, и основные поверхности (61, 63), и поперечные поверхности (66, 68), которые перпендикулярны к торцевым поверхностям (62, 64),
отличающаяся тем, что упаковка (8) содержит оболочку (7), которая охватывает штабель (6) модулей (5), наложенных друг на друга, посредством закрывания пяти поверхностей (62, 63, 64, 66, 68) штабеля (6), включая две торцевые поверхности (62, 64), и, по меньшей мере, периферийной части шестой поверхности (61) штабеля (6).
2. Упаковка по п.1, отличающаяся тем, что штабель (6) модулей (5) полностью закрыт посредством комбинации второй пленки (4) и оболочки (7).
3. Упаковка по любому из двух предшествующих пунктов, отличающаяся тем, что вторая пленка (4) образует вокруг ряда (3) изоляционных изделий рукав, имеющий ось (Х4), параллельную продольным осям (Х1) изоляционных изделий.
4. Упаковка по любому из предшествующих пунктов, отличающаяся тем, что оболочка (7) имеет основную ось (Y7), перпендикулярную к продольным осям (Х1) изоляционных изделий.
5. Упаковка по любому из пп.1-4, отличающаяся тем, что оболочка (7) содержит отверстие (71) на основной поверхности (61) штабеля (6), перпендикулярной ко второму направлению (D2).
6. Упаковка по любому из пп.1-4, отличающаяся тем, что оболочка (7) закрывает шесть поверхностей (61, 62, 63, 64, 66, 68) штабеля (6).
7. Упаковка по любому из предшествующих пунктов, отличающаяся тем, что оболочка (7) представляет собой растягивающуюся оболочку, образованную из оболочки из растягивающейся пластиковой пленки.
8. Упаковка по любому из предшествующих пунктов, отличающаяся тем, что вторая пленка (4) представляет собой пластиковую пленку, имеющую прочность при растяжении, превышающую прочность при растяжении пластиковой пленки, образующей оболочку (7).
9. Упаковка по любому из предшествующих пунктов, отличающаяся тем, что вторая пленка (4) охватывает ряд (3) изоляционных изделий при сжатом состоянии (С1) изоляционных изделий, в котором они прижаты друг к другу вдоль первого направления (D1).
10. Комплект (16; 17) с поддоном, содержащий:
- поддон (13);
- по меньшей мере, две упаковки (8) по любому из предшествующих пунктов, которые наложены друг на друга и на поддон (13) так, что продольные оси (Х1) изоляционных изделий перпендикулярны поддону (13);
- средства (9; 10, 11) для удерживания упаковок (8) на поддоне (13).
11. Комплект с поддоном по п.10, отличающийся тем, что удерживающие средства содержат наружную оболочку (9), образованную растягиванием оболочки из растягивающейся пластиковой пленки на периферии упаковок (8).
12. Комплект с поддоном по п.10, отличающийся тем, что удерживающие средства содержат пленку (10), которая в растянутом состоянии охватывает периферию упаковок (8).
13. Способ изготовления упаковки (8), содержащей сжимаемые изоляционные изделия (1), при этом каждое изоляционное изделие (1) имеет продольную ось (Х1), периферийную поверхность (15) и первый, и второй торцы (12, 14), при этом способ включает этапы, на которых:
- каждое изоляционное изделие (1) обертывают, используя первую пленку (2), которая закрывает периферийную поверхность (15) изоляционного изделия и которая удерживает изоляционное изделие (1) в сжатом состоянии;
- ряд (3) изоляционных изделий формируют, размещая несколько изоляционных изделий (1), предусмотренных с первой пленкой (2), рядом друг с другом последовательно вдоль первого направления (D1), перпендикулярного к продольным осям (Х1) изоляционных изделий, при этом продольные оси (Х1) изоляционных изделий (1) из ряда (3) параллельны друг другу;
- модуль (5) формируют, обертывая ряд (3) изоляционных изделий посредством использования второй пленки (4), которая закрывает некоторую часть периферийной поверхности (15) изоляционных изделий из ряда (3) и которая удерживает изоляционные изделия (1) из ряда (3) рядом друг с другом вдоль первого направления (D1);
- штабель (6) модулей формируют, размещая, по меньшей мере, два модуля (5) друг на друге вдоль направления (D2), перпендикулярного к продольным осям (Х1) изоляционных изделий и к первому направлению (D1) каждого модуля;
- упаковку (8) формируют, обертывая штабель (6) модулей посредством использования оболочки (7), которая закрывает, по меньшей мере, пять поверхностей (62, 63, 64, 66, 68) штабеля (6), включая две торцевые поверхности (62, 64) штабеля, образованные торцами (12, 14) изоляционных изделий (1).
14. Способ изготовления комплекта (16, 17) с поддоном, содержащего сжимаемые изоляционные изделия (1), при этом каждое изоляционное изделие (1) имеет продольную ось (Х1), периферийную поверхность (15) и первый, и второй торцы (12, 14), при этом способ включает этапы, на которых:
- каждое изоляционное изделие (1) обертывают, используя первую пленку (2), которая закрывает периферийную поверхность (15) изоляционного изделия и которая удерживает изоляционное изделие (1) в сжатом состоянии;
- ряд (3) изоляционных изделий формируют, размещая несколько изоляционных изделий (1), предусмотренных с первой пленкой (2), рядом друг с другом последовательно вдоль первого направления (D1), перпендикулярного к продольным осям (Х1) изоляционных изделий, при этом продольные оси (Х1) изоляционных изделий (1) из ряда (3) параллельны друг другу;
- модуль (5) формируют, обертывая ряд (3) изоляционных изделий посредством использования второй пленки (4), которая закрывает некоторую часть периферийной поверхности (15) изоляционных изделий из ряда (3) и которая удерживает изоляционные изделия (1) из ряда (3) рядом друг с другом вдоль первого направления (D1);
- штабель (6) модулей формируют, размещая, по меньшей мере, два модуля (5) друг на друге вдоль направления (D2), перпендикулярного к продольным осям (Х1) изоляционных изделий и к первому направлению (D1) каждого модуля;
- упаковку (8) формируют, обертывая штабель (6) модулей посредством использования оболочки (7), которая закрывает, по меньшей мере, пять поверхностей (62, 63, 64, 66, 68) штабеля (6), включая две торцевые поверхности (62, 64) штабеля, образованные торцами (12, 14) изоляционных изделий (1);
- по меньшей мере, две упаковки (8) размещают одну на другой и на поддоне (13) так, чтобы продольные оси (Х1) изоляционных изделий были перпендикулярны поддону (13);
- упаковки (6) и поддон (13) объединяют в комплект, используя удерживающие средства (9; 10,11).
| WO 2004103821 A1, 02.12.2004 | |||
| US 2013067861 A1, 21.03.2013 | |||
| Электромузыкальный звонок | 1991 |
|
SU1777170A1 |

