Изобретение относится к проекционной оптике для обработки материалов с помощью лазерного излучения и к лазерной обрабатывающей головке, снабженной такой формирующей луч оптикой.
При обработке деталей с помощью лазерного излучения часто требуется установка фокусного положения, т.е. положения главного фокуса лазерного луча относительно лазерной обрабатывающей головки и/или относительно детали, а также диаметра фокуса. Это требуется, например, когда при лазерной резке обработка переходит с тонких металлических листов на толстые металлические листы. Если при этом диаметр фокуса не может изменяться в достаточно большом диапазоне, то необходимо заменять обрабатывающую оптику, что снижает производительность лазерной обрабатывающей установки.
Оптическая система, с помощью которой при постоянном положении объекта и изображения можно изменять величину изображения, т.е. при обработке материалов с помощью лазерного излучения можно изменять диаметр фокуса, известна в технической оптике как система с переменным фокусным расстоянием. Системы с переменным фокусным расстоянием обеспечивают возможность установки масштаба проекции, т.е. отношения диаметра фокуса к диаметру источника лазерного луча (например, выходной поверхности лазера световодного волокна), например, с помощью применения афокального телескопа между коллиматорной и фокусирующей оптикой. Такие афокальные телескопы состоят, как правило, из трех или четырех линзовых групп. Описание афокальных телескопов приведено, например, в US 4353617 А и в ЕР 0 723 834 А. Обычно требуются два движения для реализации установки диаметра фокуса без изменения положения фокуса. При этом одно движение одной линзы или группы линз системы с переменным фокусным расстоянием служит для изменения диаметра фокуса, в то время как второе движение другой линзы или группы линз системы с переменным фокусным расстоянием служит для компенсации изменения положения фокуса, т.е. для сдвига фокуса обратно в его первоначальное положение. Однако для промышленной обработки материалов с помощью лазерного излучения в диапазоне в несколько киловатт важно удерживать количество оптических элементов небольшим, поскольку, как правило, с увеличением количества оптических элементов увеличиваются не желательные эффекты, и они усиливают друг друга. Примером этого является термический сдвиг фокуса, т.е. изменение преломления или фокусного расстояния линзы или оптической системы вследствие зависящего от температуры показателя преломления и/или теплового расширения материала линзы.
Из DE 198 25 092 С2 известна лазерная система для создания фокусированного лазерного луча с изменяемым диаметром фокуса, в которой между неподвижной коллиматорной линзой и подвижной в направлении оптической оси фокусирующей линзой предусмотрен также подвижный в направлении оптической оси отрицательный (вогнутый) оптический элемент (рассеивающая линза). За счет изменения расстояния между рассеивающей линзой и фокусирующей линзой можно изменять диаметр фокуса лазерного луча. Для того чтобы плоскость фокуса оставалась в плоскости детали, систему из рассеивающей линзы и фокусирующей линзы необходимо, соответственно, сдвигать в направлении оптической оси системы.
Недостатком здесь является то, что необходимы большие механические затраты в зоне фокусирования, поскольку из-за близости к месту обработки и связанной с этим высокой термической нагрузки и опасности загрязнения вследствие металлических брызг, густого дыма и т.п., предъявляются особые требования к прочности и доступности.
Из DE 20 2010 006 047 U1 известен блок формирования луча для фокусирования лазерного луча, который имеет коллиматорную оптику из двух подвижных в лазерной обрабатывающей головке вдоль оптической оси, собирательных оптических элементов и фокусирующей оптики. При этом коллиматорная оптика выполнена по типу телескопа Кеплера. При этом подвижный первый оптический элемент служит для установки диаметра фокуса, а второй подвижный оптический элемент служит для компенсации или установки положения фокуса.
Поскольку здесь в коллимационной зоне имеется реальный промежуточный фокус, то известная оптическая система имеет большую общую длину.
Из DE 10 2011 117 607 А1 известна другая оптика для лазерного излучения с изменяемым масштабом проекции, в которой предусмотрен коллимационный объектив и фокусирующая оптика. При этом коллимационный объектив состоит из первой подвижной группы собирательных линз, второй подвижной группы собирательных линз и третьей неподвижной или подвижной в осевом направлении группы собирательных линз. За счет сдвига первых обеих линзовых групп относительно друг друга можно устанавливать диаметр фокуса. Если третья линзовая группа также подвижна в осевом направлении, то можно также переставлять положение фокуса.
Здесь также подвижные оптические элементы лежат в коллимационной зоне, однако за счет применяемого здесь количества оптических элементов, особенно критическими является обычные термические проблемы при лазерной обработке материалов, такие как, например, термический сдвиг фокуса.
В основу изобретения положена задача создания проекционной оптики для обработки материалов с помощью лазерного излучения, которая конструктивно более простым и компактным образом обеспечивает возможность гибкой установки положения фокуса и диаметра фокуса. Другой задачей изобретения является создание лазерной обрабатывающей головки с такой проекционной оптикой.
Эта задача решается с помощью проекционной оптики, согласно пункту 1 формулы изобретения, и лазерной обрабатывающей головки, согласно пункту 2 формулы изобретения. Предпочтительные варианты выполнения изобретения указаны в зависимых пунктах формулы изобретения.
Согласно изобретению, предлагается проекционная оптика для лазерного излучения с регулируемым положением фокуса, а также с регулируемым диаметром фокуса. При этом система с переменным фокусным расстоянием содержит коллиматорную оптику из первой подвижной линзы или линзовой группы с положительным фокусным расстоянием и вторую подвижную линзу или линзовую группу с отрицательным фокусным расстоянием, а также фокусирующий элемент. Первая подвижная линза или линзовая группа с положительным фокусным расстоянием служит для проекции источника рабочего лазерного луча в виртуальный промежуточный фокус, и вторая подвижная линза или линзовая группа (212) с отрицательным фокусным расстоянием служит для проекции виртуального промежуточного фокуса в бесконечность, так что фокусирующая оптика проецирует источник рабочего лазерного луча в свой главный фокус.
Кроме того, лазерная обрабатывающая головка снабжена корпусом, предназначенный для прохождения через него рабочего лазерного луча, для создания рабочего фокуса с помощью проекционной оптики, согласно изобретению.
Таким образом, с помощью изобретения может достигаться одновременно максимальный диапазон регулирования положения фокуса при уменьшенном количестве оптических элементов линзовых групп и минимальная конструктивная длина.
В одной предпочтительной модификации лазерной обрабатывающей головки, согласно изобретению, предусмотрено, что первая подвижная линза или линзовая группа и вторая подвижная линза или линзовая группа установлены с возможностью сдвига для установки диаметра фокуса и/или положение фокуса с помощью соответствующего сервопривода.
В принципе возможно, что оба сервопривода соединены друг с другом через передачу, так что сдвиги линз или линзовых групп осуществляются синхронно и/или пропорционально относительно друг друга. Однако целесообразный вариант выполнения изобретения характеризуется тем, что сервоприводы являются независимыми друг от друга. Это обеспечивает не только преимущество возможности механически простой конструкции, но также простую возможность учета при смене рабочего лазерного излучения зависимости от длины волны фокусного расстояния оптических элементов при установке диаметра фокуса и/или положения фокуса.
Регулирование положения подвижных линз или линзовых групп относительно друг друга и относительно фокусирующей оптики осуществляется в зависимости от вида обработки и длины волны лазера с помощью управляющего блока, который предпочтительно является программируемым.
Ниже приводится более подробное пояснение изобретения на основании примеров выполнения со ссылками на прилагаемые чертежи, на которых схематично, в упрощенном виде изображено:
фиг. 1 - лазерная обрабатывающая головка, согласно изобретению; и
фиг. 2а-2с - проекционная оптика, согласно изобретению, при этом линзовые группы занимают различные положения сдвига относительно друг друга.
На фигурах одинаковые конструктивные элементы обозначены одинаковыми позициями.
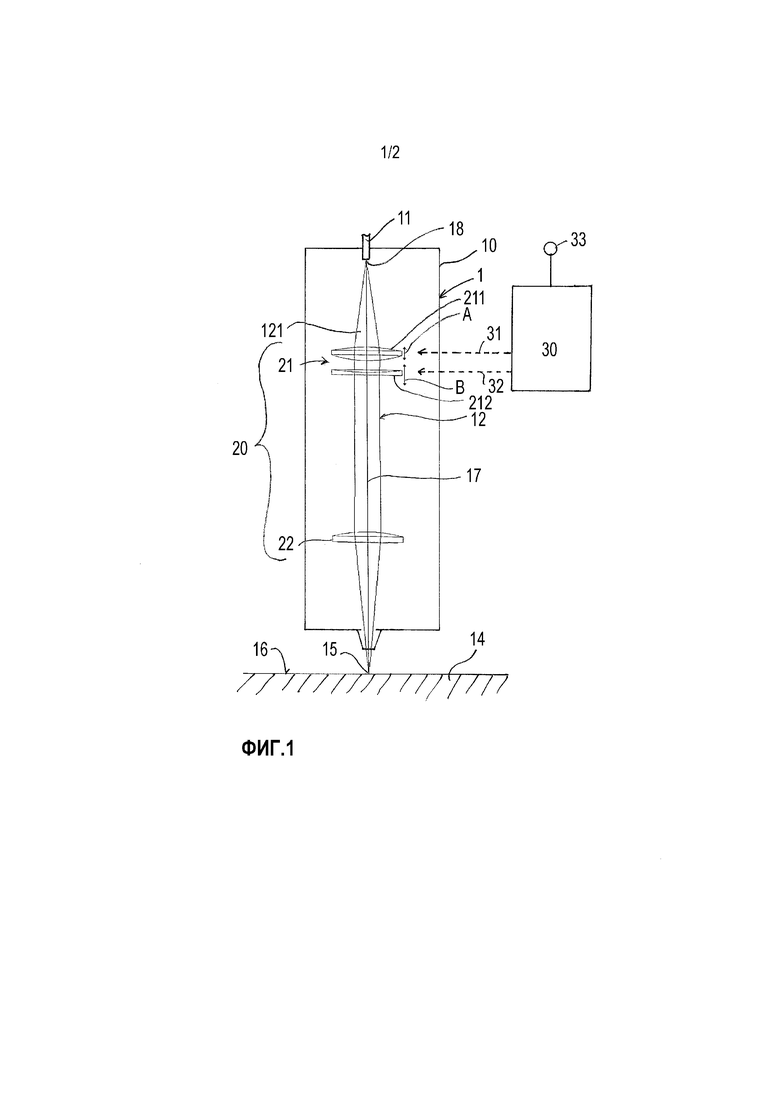
На фиг. 1 показана лазерная обрабатывающая головка 10, через которую проходит подаваемый через световодное волокно 11 рабочий лазерный луч 12 и отклоняется на деталь 14. Выходящий из световодного волокна 11 расходящийся рабочий лазерный луч 121 с помощью проекционной оптики 20 фокусируется в рабочем фокусе 15 на, выше или ниже поверхности 16 детали 14.
Проекционная оптика 20 содержит коллиматорную оптику 21 и фокусирующую оптику 22. Коллиматорная оптика 21 содержит первую подвижную линзу или линзовую группу 211 с положительным фокусным расстоянием и вторую подвижную линзу или линзовую группу 212 с отрицательным фокусным расстоянием. Первая и вторая подвижные линзы или линзовые группы 211, 212 могут для установки диаметра фокуса и/или положения фокуса перемещаться в осевом направлении с помощью соответствующих сервоприводов А, В вдоль оптической оси 17, как обозначено стрелками.
Сервоприводы А, В, которые являются независимыми друг от друга, управляются управляющим блоком 30, как обозначено штриховыми линиями 31, 32, так что регулирование положения подвижных линз или линзовых групп 211, 212 относительно друг друга и относительно фокусирующей оптики 22 осуществляется в зависимости от длины волны лазера и вида обработки.
Управляющий блок 30, который предпочтительно выполнен с возможностью программирования через подходящий беспроводной или проводной интерфейс 33, может быть соединен не изображенным здесь образом с машинным управлением лазерного обрабатывающего устройства, в котором применяется лазерная обрабатывающая головка 1, согласно изобретению. Таким образом, управляющий блок 30 может простым образом предоставлять в распоряжение всю требуемую для перестановки линз или линзовых групп 211, 212 информацию о длине волны лазера, виде обработки, такой как лазерная резка или сварка, виде материала, такого как металл или пластмасса, толщине металлического листа и т.п.
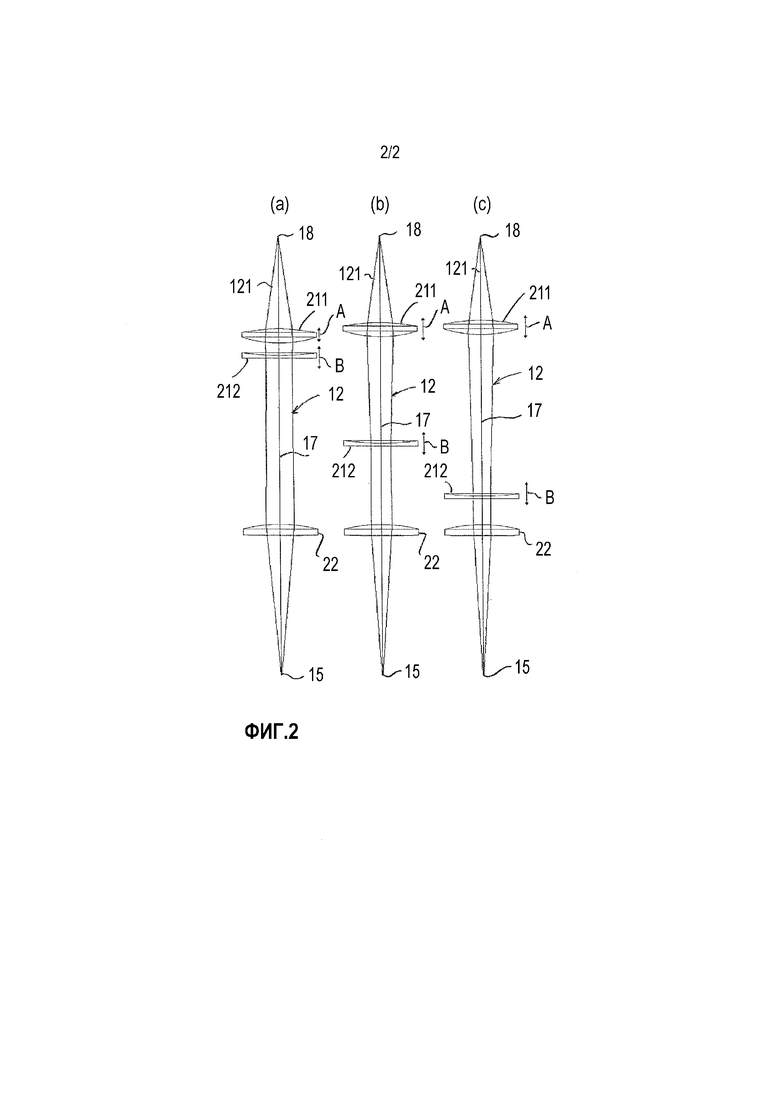
На фиг. 2а-2с показаны положения подвижных линзовых групп 211, 212 относительно друг друга, относительно фокусирующей оптики 22 и относительно источника 18 рабочего лазерного луча, который образован выходной поверхностью световодного волокна 11, и который пригоден для резки тонкого металлического листа с толщиной около 5 мм или меньше, среднего металлического листа с толщиной от около 5 мм до около 10 мм, соответственно, толстого металлического листа с толщиной более 10 мм.
На фиг. 2а показано в качестве примера положение первой и второй подвижных линз или линзовых групп 211, 212 коллиматорной оптики 21 для резки тонкого металлического листа, при которой рабочий лазерный луч 12 может иметь в зоне фокуса 15 относительно небольшой диаметр при сравнительно короткой релеевской длине. Для тонкого металлического листа обычными являются небольшие диаметры фокуса примерно 100-150 мкм.
Если учитываются проекционные свойства линзовой системы, согласно следующему уравнению
m=NA/NA',
где m - увеличение, NA - числовая апертура системы на стороне объектива и NA' - числовая апертура системы на стороне изображения, то в показанном на фиг. 2а примере выполнения, в котором числовая апертура NA' на стороне изображения примерно равна числовой апертуре NA на стороне объектива, получается увеличение m ≈ 1. Таким образом, при диаметре фокуса примерно 100 мкм получается оптимальный диаметр фокуса для резки тонкого металлического листа.
Если необходимо уменьшить диаметр луча, то первая подвижная линзовая группа 211 с положительным фокусным расстоянием перемещается ближе к источнику 18 рабочего лазерного луча, за счет чего создаваемое первой подвижной линзовой группой изображение источника 18 рабочего лазерного луча отодвигается от первой подвижной линзовой группы 211. В соответствии с этим, для компенсации положения фокуса, вторая подвижная линзовая группа 212 с отрицательным фокусным расстоянием должна быть сдвинута настолько, что изображение источника 18 рабочего лазерного луча находится в фокусе второй подвижной линзовой группы 212 с отрицательным фокусным расстоянием, так что оно с помощью этой второй подвижной линзовой группы 212 проецируется в бесконечность. В соответствии с этим, лазерный фокус 15 снова лежит в фокусе фокусирующей оптики 22.
Для получения особенно длинной релеевской длины при большом диаметре фокуса, которая желательна при резке толстых металлических листов, первая подвижная линзовая группа 211, как показано на фиг. 2с, перемещается еще ближе к источнику рабочего лазерного луча, в то время как вторая подвижная линзовая группа 212 должна перемещаться еще ближе к фокусирующей оптике 22. В частности, на фиг. 2с показано, что численная апертура NA' на стороне изображения меньше числовой апертуры NA на стороне объектива, так что увеличение m>1.
Большое преимущество проекционной оптики 20 состоит в том, что наряду с простой и гибкой установкой положения фокуса и диаметра фокуса, обеспечивается также расширенный диапазон регулирования положения фокуса. В частности, диапазон регулирования положения фокуса может быть максимизирован без перестановки фокусирующей оптики 22, поскольку диаметр фокуса и положение фокуса могут устанавливаться с помощью подвижных линзовых групп 211, 212 в коллимационной зоне, а не с помощью оптических элементов зоны фокусирования. Для этого, в частности, используется, что изменения положения фокуса линейно изменяются с изменением положения фокусирующей оптики 22, в то время как изменения положения фокуса зависят от изменения оптического элемента в коллимационной зоне во второй степени. За счет этого получается, что уже небольшие сдвиги подвижных линзовых групп 211, 212 в коллимационной зоне приводят к большим сдвигам положения фокуса.
Другое преимущество проекционной оптики, согласно изобретению, состоит в том, что использование коллиматорной оптики 21, которая, согласно изобретению, выполнена по типу телескопа Галилея, обеспечивает небольшую конструктивную длину проекционной оптики 20 без реального промежуточного фокуса.
Все это достигается с помощью в целом лишь трех линзовых групп, из них двух линзовых групп в зоне коллимации и одной - в зоне фокусирования, при этом подвижными являются лишь первые две группы. За счет этого оптика с переменным фокусным расстоянием проекционной оптики, согласно изобретению, получается конструктивно очень простой и одновременно не чувствительной к термическому сдвигу фокуса.
Изобретение относится к лазерной обрабатывающей головке (1) и может быть использовано для обработки материалов с помощью лазерного излучения. Головка содержит коллиматорную оптику (21) для коллимации расходящегося рабочего лазерного луча (121) и фокусирующую оптику для фокусирования рабочего лазерного луча (12) на подлежащей обработке детали (14). Коллиматорная оптика (21) имеет первую подвижную линзу или линзовую группу (211) с положительным фокусным расстоянием для проекции источника (18) рабочего лазерного луча в виртуальный промежуточный фокус и вторую подвижную линзу или линзовую группу (212) с отрицательным фокусным расстоянием для проекции виртуального промежуточного фокуса в бесконечность. Корпус (10) головки (1) предназначен для прохождения рабочего лазерного луча (12). Проекционная оптика (20) служит для создания рабочего фокуса (15). 5 з.п. ф-лы, 2 ил.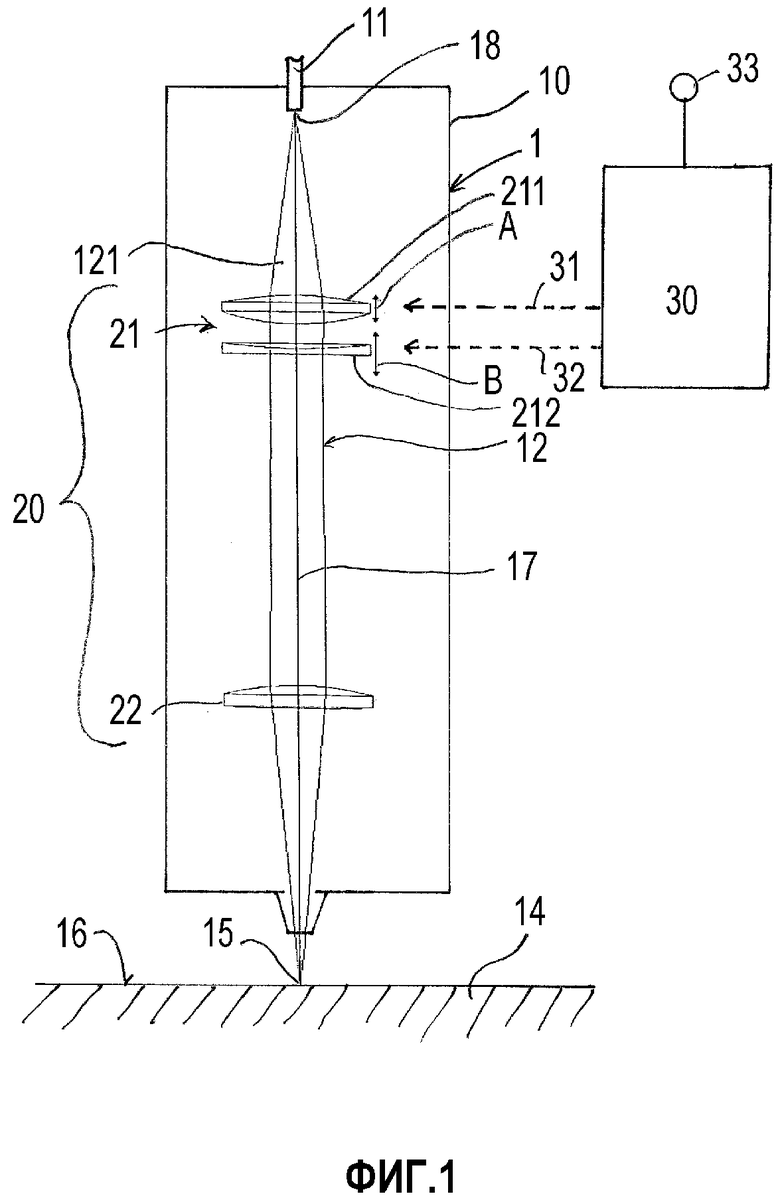
1. Лазерная обрабатывающая головка (1), содержащая
корпус (10), через который обеспечивается возможность прохождения рабочего лазерного луча (12), и
проекционную оптику (20) для обработки материалов с помощью лазерного излучения, которая имеет коллиматорную оптику (21) для коллимации расходящегося рабочего лазерного луча (121) и фокусирующую оптику (22) для фокусирования рабочего лазерного луча (12) на подлежащей обработке детали (14),
при этом коллиматорная оптика (21) имеет первую подвижную линзу или линзовую группу (211) с положительным фокусным расстоянием для проекции источника (18) рабочего лазерного луча в виртуальный промежуточный фокус и вторую подвижную линзу или линзовую группу (212) с отрицательным фокусным расстоянием для проекции виртуального промежуточного фокуса в бесконечность.
2. Лазерная обрабатывающая головка (1) по п. 1, отличающаяся тем, что рабочий лазерный луч (12) подается через световодное волокно (11) с диаметром волокна около 100 мкм.
3. Лазерная обрабатывающая головка (1) по п. 1 или 2, отличающаяся тем, что первая подвижная линза или линзовая группа (211) и вторая подвижная линза или линзовая группа (212) установлены с возможностью сдвига для регулирования диаметра фокуса и/или положения фокуса с помощью соответствующего сервопривода (А, В).
4. Лазерная обрабатывающая головка (1) по п. 3, отличающаяся тем, что сервоприводы (А, В) являются независимыми друг от друга.
5. Лазерная обрабатывающая головка (1) по п. 3 или 4, отличающаяся тем, что регулирование положения подвижных линз или линзовых групп (211, 212) относительно друг друга и относительно фокусирующей оптики (22) осуществляется в зависимости от вида обработки и длины волны лазера с помощью управляющего блока (30).
6. Лазерная обрабатывающая головка (1) по п. 5, отличающаяся тем, что управляющий блок (5) выполнен с возможностью программирования.
| JP 2010125510 A, 10.06.2010 | |||
| СПОСОБ НАНЕСЕНИЯ ВОЛНИСТОЙ ФАКТУРЫ НА ПОВЕРХНОСТЬ | 2009 |
|
RU2420379C1 |
| МАШИНА ДЛЯ ЛАЗЕРНОЙ РЕЗКИ ПОЛЮСНЫХ ПЛАСТИН | 2011 |
|
RU2556186C2 |
| Склоняющаяся шлюпбалка | 1948 |
|
SU74855A1 |
| JP 56122690 A, 26.09.1981 | |||
| JP 10099986 A, 21.04.1998 | |||
| JP 5038590 A, 19.02.1993 | |||
| JP 57001594 A, 06.01.1982 | |||
| JP 2003251476 A, 09.09.2003 | |||
| JP 54102694 A, 13.08.1979 | |||
| ПОДВЕСНОЙ ПОРОГ ДЛЯ МЕХАНИЧЕСКИХ КОЛОСНИКОВЫХ РЕШЕТОК С ПОСЛЕДОВАТЕЛЬНОЙ ПОДАЧЕЙ ТОПЛИВА ОТ ПЕРЕДНЕГО ИХ КОНЦА К ЗАДНЕМУ | 1926 |
|
SU4280A1 |

