ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к области аккумуляторных батарей и, в частности, к машине для лазерной резки полюсных пластин.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
В процессе производства литий-ионных аккумуляторов и суперконденсаторов, процесс изготовления полюсных пластин является очень ответственным, и в настоящее время для высечки полюсных пластин обычно используются такие устройства, как штамповысекательные машины, предназначенные для работы золотом, и машины ротационной резки. Однако изготовление полюсных пластин из алюминиевой фольги или медной фольги малой толщины с использованием режущих устройств, которые легко сминаются или деформируются во время изготовления, приводит к тому, что плоскостность отрезанной полюсной пластины не удовлетворяет требованиям и полюсная пластина отбраковывается. Более того, каждая из двух сторон полюсной пластины имеет слой покрытия и после изготовления полюсной пластины с помощью режущих устройств он легко повреждается и быстро разрушается, что приводит к тому, что процесс имеет низкие показатели качества и большое количество брака, и возникают проблемы, связанные с низкой эффективностью производства и отходами материалов, которые отрицательно влияют на крупномасштабное производство литий-ионных аккумуляторов и суперконденсаторов.
Поэтому существует крайняя потребность в улучшении существующего устройства для изготовления полюсных пластин.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ЗАДАЧА
Главная техническая задача, которая должна быть решена настоящим изобретением, состоит в обеспечении машины для лазерной резки полюсных пластин, которая не допускает смятия и деформации полюсной пластины в процессе ее изготовления и повышает качество процесса.
ТЕХНИЧЕСКОЕ РЕШЕНИЕ
Для решения вышеупомянутой технической задачи настоящее изобретение обеспечивает машину для лазерной резки полюсных пластин, включающую в себя компонент основания, узел лазерной резки, компонент манипулятора для резки, предназначенный для приведения в движение узла лазерной резки, систему управления и, по меньшей мере, один узел подачи пластины; причем узел подачи пластины включает в себя компонент манипулятора для захвата, компонент подачи на заданную длину и компонент для высвобождения, при этом компонент манипулятора для резки и компонент манипулятора для захвата устанавливаются на компонент станины, причем компонент подачи на заданную длину располагается между компонентом манипулятора для захвата и компонентом для высвобождения, причем система управления соединена с компонентом манипулятора для резки, компонентом манипулятора для захвата и компонентом подачи на заданную длину.
Дополнительно, компонент манипулятора для захвата включает в себя толкатель и механизм переднего захвата, предназначенный для захвата переднего участка полюсной пластины, компонент подачи на заданную длину включает в себя механизм среднего захвата, предназначенный для захвата среднего участка полюсной пластины и механизм подачи для перемещения механизма среднего захвата назад и вперед, причем механизм переднего захвата устанавливается на переднем конце толкателя, и механизм среднего захвата устанавливается на заднем конце толкателя.
Дополнительно, в состав машины включен источник отрицательного давления, причем компонент манипулятора для захвата дополнительно включает в себя механизм всасывания, причем механизм всасывания включает в себя всасывающую головку и присасывающую плиту с отверстиями для всасывания, причем всасывающая головка расположена под присасывающей плитой и соединена с источником отрицательного давления; механизм переднего захвата включает в себя две группы зажимы, которые соответственно расположены на двух сторонах присасывающей плиты, и цилиндр управления, приводящий в действие зажимы.
Предпочтительно, механизм подачи включает в себя средство сервопривода и средство обнаружения положения, где средство сервопривода включает в себя серводвигатель, приводящий в движение механизм среднего захвата для перемещения назад и вперед, и основную пластину для подачи на заданную длину, причем механизм среднего захвата расположен над основной пластиной для подачи на заданную длину, причем средство обнаружения положения включает в себя многочисленные фотоэлектрические датчики, расположенные на верхней части основной пластины для подачи на заданную длину, и микросхему датчиков, расположенную на нижней части механизма среднего захвата; при этом фотоэлектрические датчики и средство сервопривода соединены с системой управления.
Предпочтительно компонент подачи на заданную длину дополнительно включает в себя механизм выравнивания подачи на заданную длину, причем механизм выравнивания подачи на заданную длину установлен на заднем конце толкателя и следует за механизмом среднего захвата.
Предпочтительно, компонент для высвобождения дополнительно включает в себя механизм выпрямления при высвобождении.
Предпочтительно, узел подачи пластины дополнительно включает в себя компонент манипулятора для освобождения и компонент магазина самонаклада, где компонент манипулятора для освобождения имеет сторону всасывания, компонент манипулятора для освобождения и компонент магазина самонаклада установлены на компоненте основания, и компонент манипулятора для освобождения соединен с системой управления.
Компонент магазина самонаклада включает в себя ящик, подвижную плиту для поддержания вырезанной полюсной пластины, часть выталкивания, которая приводит в движение подвижную плиту и датчик наполнения материалом, где подвижная плита расположена на дне ящика, датчик наполнения материалом расположен на входном участке ящика, и часть выталкивания и датчик наполнения материалом соединены с системой управления.
Дополнительно, сторона всасывания дополнительно оснащена распределительным цилиндром.
В одном варианте осуществления предусмотрено два узла подачи пластины, где два узла подачи пластины соответственно расположены на двух сторонах компонента основания для образования двухстанционной машины для лазерной резки полюсных пластин.
Настоящее изобретение имеет следующие преимущественные эффекты: настоящее изобретение использует лазерные технологии для выполнения процесса изготовления литий-ионных аккумуляторных батарей или суперконденсаторов, позволяет полностью использовать идеальные характеристики лазера, например хорошую монохроматичность и малый угол расходимости, и имеет возможность фокусировки в пятно с высокой мощностью в фокальной точке линзы, использует выделенную лазерную головку и программное обеспечение для управления, а также полностью автоматический манипулятор для резки полюсных пластин, что позволяет преодолеть проблемы уровня техники, связанные с тем, что полюсная пластина легко деформируется и имеет большое количество заусенцев при традиционном способе резки, повышает качество производственного процесса и гарантирует качество литий-ионных аккумуляторных батарей и суперконденсаторов. В результате действия системы управления уменьшаются погрешности размеров полюсной пластины, и процесс изготовления полюсной пластины имеет такие характеристики, как высокая точность, высокая производительность, малые неровности и пониженная потребляемая мощность, что позволяет, таким образом, повысить производительность.
Дополнительно, настоящее изобретение использует систему управления для обеспечения полностью автоматического управления при высвобождения, подачи пластины, резки, освобождения и выпрямления во время высвобождения и подачи пластины, что не только увеличивает эффективность производства, но также и повышает точность обработки и уменьшает процент брака.
Настоящее изобретение дополнительно обеспечивает двухстанционную машину для лазерной резки таким образом, чтобы узел лазерной резки выполнял резку полосовой пластины поочередно в двух местах, что значительно увеличивает эффективность производства.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг. 1 изображен общий вид машины для лазерной резки полюсных пластин согласно варианту осуществления настоящего изобретения;
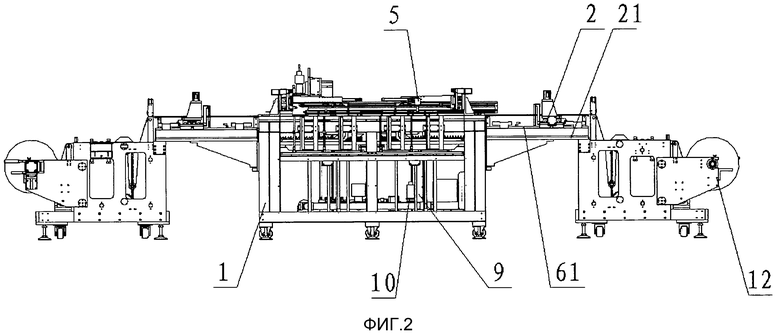
на фиг. 2 изображен вид спереди машины для лазерной резки полюсных пластин (фиг. 1);
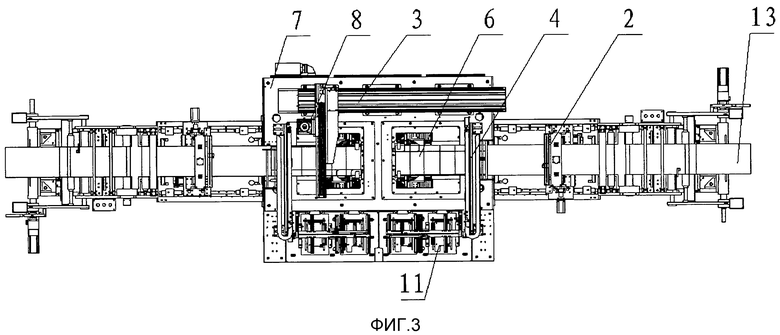
на фиг. 3 изображен вид сверху машины для лазерной резки полюсных пластин (фиг. 1);
на фиг. 4 изображена последовательность операций резки машины для лазерной резки полюсных пластин (фиг. 1); и
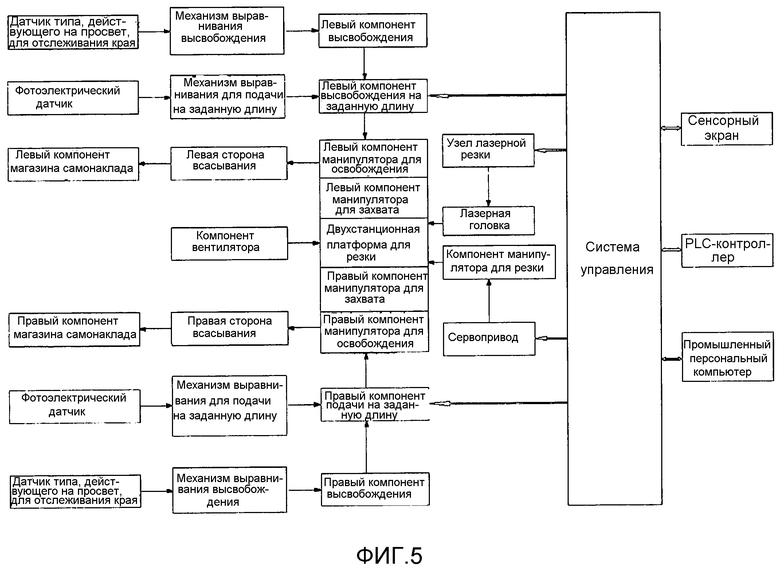
на фиг. 5 изображен схематичный вид системы управления машиной для лазерной резки полюсных пластин.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ВОПЛОЩЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее изобретение дополнительно подробно описано ниже со ссылкой на конкретные варианты осуществления и сопроводительные чертежи.
Как показано на фиг. 1-3, машина для лазерной резки полюсных пластин в этом варианте осуществления включает в себя компонент 1 основания, узел 8 лазерной резки, компонент 3 манипулятора для резки, предназначенный для перемещения узла 8 лазерной резки таким образом, чтобы выполнять резку полюсной пластины 13, систему управления и, по меньшей мере, один узел подачи пластины. Узел подачи пластины используется для перемещения полюсной пластины 13, которую необходимо резать, на платформу 7 для резки, которая расположена над компонентом 1 основания для резки на определенные размеры и формы. Согласно специфическим требованиям одностанционная машина для лазерной резки включает в себя один узел подачи пластины, двухстанционная машина для лазерной резки или многостанционная машина для лазерной резки может включать в себя два или более узлов подачи пластины и каждая машина может выполнять резку одинарной ширины или резку двойной ширины. Узел подачи пластины, в частности, включает в себя компонент 6 манипулятора для захвата, компонент 2 подачи на заданную длину и компонент 12 для высвобождения, причем компонент 3 манипулятора для резки и компонент 6 манипулятора для захвата устанавливаются на компоненте 1 основания, компонент 2 подачи на заданную длину располагается между компонентом 6 манипулятора для захвата и компонентом 12 для высвобождения. Компонент 12 для высвобождения включает в себя размоточный ролик, который сначала фиксирует рулон на пневматическом валу размоточного ролика во время высвобождения, и во время полностью автоматической резки полюсной пластины полюсная полоса 13 под действием серводвигателя перемещается к компоненту 2 подачи на заданную длину через многочисленные направляющие ролики и механизм поддержания постоянного натяжения; компонент 6 манипулятора для захвата захватывает верхнюю часть полюсной пластины 13, и компонент 2 подачи на заданную длину захватывает средний участок полюсной пластины и использует средство сервопривода для регулирования длины хода для того, чтобы гарантировать, что полюсная пластина 13, имеющая определенную длину, перемещается каждый раз на платформу 7 для резки. Система управления соединена с компонентом 3 манипулятора для резки, компонентом 6 манипулятора для захвата, компонентом 2 подачи на заданную длину, компонентом 12 для высвобождения и с другими компонентами соответственно для управления соответствующими компонентами согласно технологическому процессу.
Настоящее изобретение использует лазерные технологии для выполнения процесса изготовления литий-ионных аккумуляторных батарей и суперконденсаторов, позволяет полностью использовать идеальные характеристики лазерного излучения, например лазерное излучение имеет хорошую монохроматичность и малый угол расходимости, и имеет возможность фокусировки в пятно высокой мощности фокальной точки линзы, и использует выделенную лазерную головку и программное обеспечение для управления, а также полностью автоматический манипулятор для резки полюсной пластины 13, что позволяет преодолеть проблемы уровня техники, связанные с тем, что полюсная платина 13 легко деформируется и имеет большое количество заусенцев при использовании традиционного способа резки, тем самым повышая однородность электрических проводников, изготовленных из полюсной пластины 13, и обеспечивая качество продукции, такой как литий-ионные аккумуляторные батареи и суперконденсаторы. При работе системы управления компонент 2 подачи на заданную длину и компонент 6 манипулятора для захвата взаимодействуют с возможностью перемещения полюсной пластины на определенную длину на платформу 7 для резки, поэтому погрешность размеров полюсной пластины уменьшается, и процесс изготовления полюсных пластин имеет такие характеристики, как высокая точность, высокая производительность, малые неровности и пониженная потребляемая мощность, что позволяет, таким образом, повысить производительность.
В этом варианте осуществления компонент 6 манипулятора для захвата включает в себя толкатель 61 и механизм переднего захвата для захвата переднего участка полюсной пластины 13, компонент 2 подачи на заданную длину включает в себя механизм среднего захвата для захвата среднего участка полюсной пластины 13, и механизм подачи для перемещения механизма среднего захвата назад и вперед. Механизм переднего захвата установлен на переднем конце толкателя 61, и механизм среднего захвата установлен на заднем конце толкателя 61. Во время подачи пластины механизм подачи приводит в движение механизм среднего захвата для перемещения вперед на определенное расстояние таким образом, чтобы толкатель 61 приводил в движение механизм переднего захвата для перемещения вперед на определенное расстояние для завершения однократной подачи; после завершения подачи компонент 3 манипулятора для резки приводит в движение узел 8 лазерной резки для резки по траекториям согласно предварительно установленному рисунку, для резки полюсной пластины 13 на платформе 7 для резки, и после окончания резки механизм подачи повторно приводит в движение механизм среднего захвата, толкатель 61 и механизм захвата для возвращения в исходное положение для того, чтобы облегчить следующую подачу.
Для того чтобы облегчить резку, машина для лазерной резки полюсных пластин в этом варианте осуществления дополнительно включает в себя источник отрицательного давления для присасывания полюсной пластины 13 во избежание перемещения полюсной пластины 13, и компонент 6 манипулятора для захвата дополнительно включает в себя подложку и механизм всасывания. Подложка устанавливается на верхнюю часть компонента 1 основания, которая в основном используется для поддержки толкателя 61, механизма переднего захвата и механизма всасывания, механизм всасывания включает в себя всасывающую головку и присасывающую плиту, прикрепленную над подложкой, и присасывающая плита имеет многочисленные отверстия для всасывания, которые позволяют осуществить присасывание полюсной пластины 13, которая перемещается с помощью механизма переднего захвата. Многочисленные всасывающие головки на нижней части присасывающей плиты обеспечивают силу всасывания для присасывающей плиты, и всасывающие головки представляют собой быстросъемные соединители, которые соединяют источник отрицательного давления. Предпочтительно источник отрицательного давления представляет собой компонент вентилятора, расположенный на нижней части компонента 1 основания с возможностью присасывания тонкой полюсной пластины 13 под действием сильного воздушного потока во избежание смещения положения полюсной пластины 13.
Механизм переднего захвата фиксируется на переднем конце толкателя 61 через соединительную пластину и соединительный кронштейн; в варианте осуществления механизм переднего захвата в основном включает в себя цилиндр управления и две группы зажимов, соответственно расположенных на двух сторонах присасывающей плиты. Цилиндр управления включает в себя цилиндр управления подъемом и цилиндр управления возвратом, причем каждая группа зажимов включает в себя захваты, верхние зажимы и нижние зажимы, приводимые в действие захватами, захваты соединяются с толкателем цилиндра управления подъемом, цилиндр управления подъемом соединен с толкателем цилиндра управления возвратом, цилиндр управления возвратом и подложка образуют подвижную пару. Цилиндр управления подъемом и цилиндр управления возвратом являются предпочтительно цилиндрами скольжения, которые работают с двумя направляющими, цилиндр управления подъемом соединен с цилиндром управления возвратом через неподвижную плиту и крепление цилиндра, и цилиндр управления возвратом соединен с линейной скользящей парой на компоненте основания через блок цилиндров. Захваты могут представлять собой параллельно открывающиеся/закрывающиеся захваты и могут быть соединены с толкателем цилиндра управления подъемом через монтажную пластину для захватов. При захвате полюсной пластины 13 две пары верхних зажимов и нижних зажимов соответственно захватывают переднюю часть полюсной пластины 13 в процессе действия захватов. Захваты поднимаются по направлению вверх под действием, которое совершает цилиндр управления подъемом для подъема головной части полюсной пластины 13, после того как толкатель перемещается по направлению к завершению перемещения полюсной пластины 13, цилиндр управления подъемом приводит в действие зажимные приспособления для опускания и сброса, зажимные приспособления ослабляют верхнюю часть полюсной пластины 13 и, наконец, цилиндр управления возвратом приводит в действие цилиндр управления подъемом по направлению к двум сторонам в сторону от полюсной пластины 13.
После завершения резки полюсной пластины 13 можно также использовать механизм для выгрузки отходов, предназначенный для автоматической выгрузки оставшихся отходов с целью повышения эффективности производства; механизм выгрузки отходов имеет различные формы, например типа полки с лотком для отходов с всасывающим устройством, которое всасывает отходы при приведении в действие цилиндра, и затем сбрасывает отходы или всасывает отходы и затем опрокидывает полку с лотком для отходов для автоматического сброса отходов.
Механизм подачи в компоненте 2 подачи на заданную длину включает в себя средство сервопривода и средство обнаружения положением для управления перемещением средства сервопривода. В частности, средство сервопривода включает в себя пластину 21 основания для подачи на заданную длину, пластину крепления направляющей и серводвигатель, перемещающий механизм среднего захвата назад и вперед, где пластина установки направляющей фиксируется поверх пластины 21 основания для подачи на заданную длину, и ее верхняя поверхность выполнена с направляющей, образующей пару направляющих с механизмом среднего захвата для того, чтобы выполнить механизм среднего захвата с возможностью расположения поверх пластины 21 основания для подачи на заданную длину. Серводвигатель устанавливается на пластине основания подачи на заданную длину для приведения в движение механизма среднего захвата для захвата полюсной пластины 13 для перемещения назад и вперед в пределах определенного диапазона перемещений вдоль направляющей, и перемещением и положением специфического перемещения назад и вперед управляют с помощью системы управления. Средство обнаружения положения используется для обнаружения и обеспечения того, чтобы механизм подачи поддерживал подачу на заданную длину в направлениях вперед и назад, которое включает в себя многочисленные фотоэлектрические датчики, расположенные сверху пластины основания для подачи на заданную длину, и микросхему датчиков, расположенную на нижней части механизма среднего захвата, где фотоэлектрические датчики могут взаимодействовать с микросхемой датчиков для того, чтобы обнаруживать положение перемещения механизма среднего захвата для того, чтобы облегчить системе управления управление длиной подачи полюсной пластины. Например, три фотоэлектрических датчика расположены соответственно на переднем конце, среднем участке и заднем конце пластины 21 основания для подачи на заданную длину, причем все они устанавливаются на пластине 21 основания для подачи на заданную длину посредством направляющей датчика для облегчения перемещения, фотоэлектрические датчики на переднем и заднем концах используются для обнаружения переднего и заднего граничных положений микросхемы датчиков, фотоэлектрический датчик на среднем участке используется для обнаружения установки на "0" системы, и фотоэлектрические датчики могут вводить результаты обнаружения в систему управления для того, чтобы точно управлять ходом перемещения серводвигателя.
Во избежание смещения положения полюсной пластины 13 в направлениях влево и вправо во время подачи компонент 2 подачи на заданную длину дополнительно включает в себя механизм выравнивания для подачи на заданную длину, причем механизм выравнивания для подачи на заданную длину устанавливается на заднем конце толкателя 61 и следует за механизмом среднего захвата. В варианте осуществления механизм выравнивания для подачи на заданную длину включает в себя подвижную плиту подачи, пластину опоры выравнивания, датчик типа, действующего на просвет, для отслеживания края и устройство привода выпрямления, приводящее в движение влево и вправо пластину для поддержания выравнивания; подвижная плита подачи крепится на заднем конце толкателя 61, пластина поддержания выравнивания установлена с возможностью перемещения над подвижной плитой подачи, механизм среднего захвата крепится на пластине поддержания выравнивания, датчик типа, действующего на просвет, для отслеживания края расположен на стороне подвижной плиты подачи, и устройство приведения в действие выравнивания и датчик типа, действующего на просвет, для отслеживания края соединены с системой управления. Датчик типа, действующего на просвет, для отслеживания края включает в себя передатчик и приемник, расположенные выше и ниже полюсной пластины с возможностью обнаружения краев полюсной пластины 13 и подачи сигналов в систему управления, таким образом, система управления может управлять устройством приведения в действие выравнивания для того, чтобы точно управлять положением пластины для поддержания выравнивания. Устройство приведения в действие выравнивания представляет собой серводвигатель, который крепится на подвижной плите подачи и может приводить в движение пластину поддержания выравнивания с возможностью скольжения влево и вправо через механическое соединение и пару шариковых винтов для того, чтобы выполнить выравнивание влево и вправо полюсной пластины 13.
Механизм среднего захвата полностью установлен на несущей пластине выравнивания и может использовать верхнюю обрезиненную пластину и нижнюю обрезиненную пластину для зажима среднего участка полюсной пластины при приведении в движение цилиндра захвата; предпочтительно силикагель прикрепляется к поверхностям двух обрезиненных пластин для того, чтобы гарантировать, что полюсная пластина не повреждается при захвате.
Предпочтительно во избежание смещения положения полюсной пластины 13 в направлениях влево и вправо во время подачи компонент 12 для высвобождения может дополнительно включать в себя механизм выравнивания высвобождения, и механизм выравнивания высвобождения имеет структуру, аналогичную структуре механизма выравнивания подачи на заданную длину, который главным образом обнаруживает края полюсной пластины 13 посредством датчика типа, действующего на просвет, для отслеживания края, и гарантировать точную подачу через устройство привода выравнивания при действии системы управления, для выполнения первого автоматического выравнивания перед подачей пластины.
Дополнительно, узел подачи пластины в этом варианте осуществления также выполняет автоматическую подачу после завершения резки полюсной пластины 13 и, в частности, узел подачи пластины дополнительно включает в себя компонент 4 манипулятора для освобождения и компонент 11 магазина самонаклада, где компонент 4 манипулятора для освобождения имеет сторону 5 всасывания, причем сторона 5 всасывания обеспечивает силу всасывания посредством источника отрицательного давления, может присасывать отрезанную полюсную пластину при приведении в движение компонента 4 манипулятора для освобождения и перемещает полюсную пластину в компонент 11 магазина самонаклада. В случае если выполняется резка двойной ширины, цилиндр распределения стороны 5 всасывания можно использовать для распределения полюсной пластины 13 и дальнейшего помещения полюсной пластины в компонент 11 магазина самонаклада. Компонент 4 манипулятора для освобождения и компонент 11 магазина самонаклада установлены на компоненте 1 основания, и компонент 4 манипулятора для освобождения соединен с системой управления для получения своего сигнала управления. Предпочтительно компонент магазина самонаклада включает в себя ящик, подвижную плиту для поддержки отрезанной полюсной пластины 13, часть выталкивания для приведения в движение вверх и вниз подвижной плиты и датчик заполнения материалом, где подвижная плита расположена на дне ящика, датчик заполнения материалом может представлять собой фотоэлектрический датчик и располагаться на входном участке ящика, и часть выталкивания и датчик заполнения материалом соединены с системой управления. Часть выталкивания может представлять собой двигатель для подъема, соединенный с системой управления, и каждый раз сторона всасывания помещает одну пластину, вырезанную из полюсной пластины 13 в ящик, подъемный двигатель приводит в движение подвижную плиту для опускания на постоянный уровень для того, чтобы компонент 11 магазина самонаклада полюсных пластин можно было автоматически загрузить. После обнаружения того, что компонент 11 магазина самонаклада заполнен, датчик заполнения материалом сразу подает сигнал в систему управления для оповещения оператора с целью замены компонента 11 магазина самонаклада.
Как показано на фиг. 1, машина для лазерной резки полюсных пластин в этом варианте осуществления имеет два узла подачи пластины, где два узла подачи пластины соответственно расположены с двух сторон компонента 1 основания для образования двухстанционной машины для лазерной резки полюсных пластин, который имеет левую станцию и правую станцию, левый/правый компонент для высвобождения подает материалы в двухстанционную платформу для резки с двух концов через левый/правый компонент подачи на заданную длину, и узел 8 лазерной резки может под управлением системы управления выполнять высокоскоростную резку полюсной пластины 13, которая захватывается с помощью левого/правого компонента 6 манипулятора для захвата таким образом, чтобы коэффициент технического использования узла 8 лазерной резки удваивался, тем самым дополнительно повышая эффективность производства за счет полностью автоматической лазерной резки.
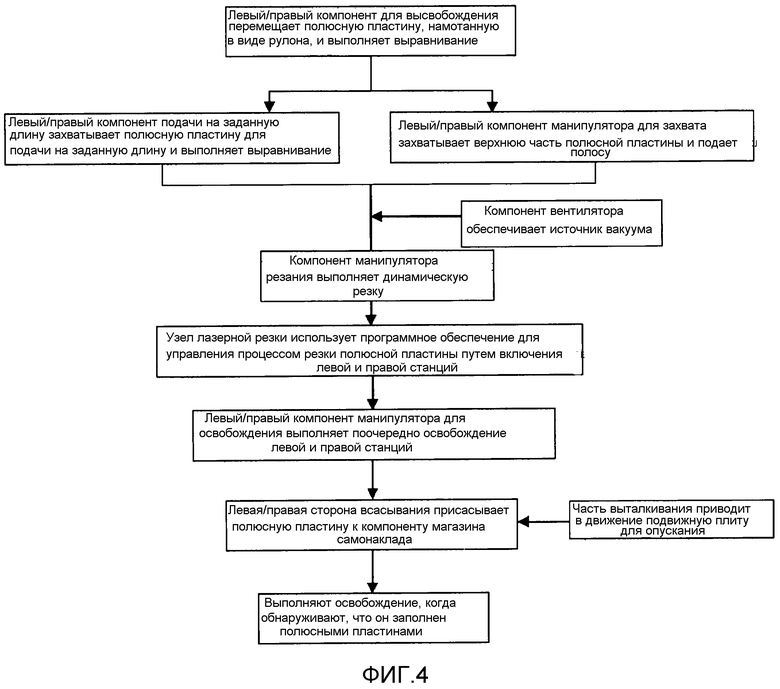
Как показано на фиг. 4, последовательность операций резки двухстанционного станка для лазерной резки полюсной пластины представляет собой следующее:
этап 1: левый/правый компонент для высвобождения перемещает полюсную пластину, выполненную в виде рулона, и использует механизм выравнивания высвобождения для выполнения выравнивания слева и справа;
этап 2: компонент подачи на заданную длину захватывает средний участок полюсной пластины для передачи фиксированной длины, выравнивание слева и справа выполняется с использованием механизма выравнивания подачи на заданную длину, и, между тем, левый/правый компонент манипулятора для захвата использует зажим для захвата верхней части полюсной пластины для подачи;
этап 3: запускает компонент вентилятора для обеспечения источника вакуума и фиксирует полюсную пластину, которую будут резать на присасывающей плите;
этап 4: компонент манипулятора для резки приводит в действие узел лазерной резки для перемещения и подготавливает для динамической резки полюсную пластину;
этап 5: узел лазерной резки использует программное обеспечение для управления процессом резки полюсной пластины путем включения левой и правой станции;
этап 6: после завершения двухстанционной резки левый/правый компонент манипулятора для освобождения приводит в действие поочередно левую/правую сторону всасывания для начала освобождения левой/правой станций;
этап 7: левая/правая сторона всасывания помещает отрезанную полюсную пластину в соответствующий левый/правый компонент магазина самонаклада, и в процессе работы часть выталкивания приводит в движение подвижную плиту на дне ящика для опускания на определенный уровень для того, чтобы разместить большее количество полюсных пластин; и
этап 8: при обнаружении того, что левый/правый компонент магазина самонаклада заполнен полюсными пластинами, датчик заполнения материалом выдает информацию системе управления для оповещения оператора.
Как показано на фиг. 5, система управления двухстанционного станка для лазерной резки полюсной пластины согласно варианту осуществления настоящего изобретения, в общем, представляет собой однокристальный микрокомпьютер или PLC (программируемый логический контроллер) или другие устройства, которые могут взаимодействовать с оператором через тактильный экран, клавиатуру, PLC-контроллер или промышленный персональный компьютер. В систему предварительно устанавливают программу для управления технологическим процессом, и во время высвобождения система управления может использовать датчик типа, действующего на просвет, для обнаружения краев полюсной пластины для того, чтобы выполнить первой выравнивание слева и справа полюсной пластины в левом/правом компоненте для высвобождения посредством механизма выравнивания высвобождения; во время подачи система управления переводит в движение компонент подачи на заданную длину через средство сервопривода для перемещения полюсной пластины на двухстанционную платформу для резки, и используют датчик типа, действующего на просвет, для отслеживания края для повторного обнаружения краев полюсной пластины для того, чтобы выполнить второе выравнивание слева и справа полюсной пластины посредством механизма выравнивания подачи на заданную длину; во время резки левый/правый компонент манипулятора для освобождения использует присасывающую плиту, соединяющую компонент вентилятора для фиксации полюсной пластины, система управления использует сервопривод для управления компонентом манипулятора для резки для того, чтобы он возбуждал контроллер лазера для перемещения двухстанционной платформы для резки, и система управления дополнительно обеспечивает подачу электронных документов резки в лазерный контроллер для того, чтобы сделать лазерную головку для резки полюсной пластины согласно предварительно установленной траектории резки; после завершения резки левый/правый компонент манипулятора для освобождения использует левую/правую сторону всасывания для помещения отрезанной полюсной пластины в соответствующий левый/правый компонент магазина самонаклада.
Вышеизложенное представляет собой дополнительные подробные описания, касающиеся настоящего изобретения совместно со специфическими вариантами осуществления, но нельзя делать вывод относительно того, что специфическое осуществление настоящего изобретения ограничивается только такими описаниями. Специалисты в данной области техники могут также выполнить простые выводы или замены без отклонения от концепции настоящего изобретения, которую следует рассматривать как попадающую в пределы объема защиты настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для крепления и смены оптических головок лазерных технологических комплексов | 1990 |
|
SU1796384A1 |
| УНИВЕРСАЛЬНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ШТУКОВАННЫХ И Т.П. КНИЖНЫХ ПЕРЕПЛЕТОВ | 1948 |
|
SU80353A1 |
| САМОНАКЛАД | 1991 |
|
RU2057054C1 |
| ЛИСТОВАЯ РОТАЦИОННАЯ МАШИНА ДЛЯ ОФСЕТНОЙ ПЕЧАТИ | 1996 |
|
RU2156696C2 |
| Самонаклад-раскрыватель тетрадный | 1981 |
|
SU960113A1 |
| КРЫШКОДЕЛАТЕЛЬНАЯ МАШИНА | 1940 |
|
SU60705A1 |
| МАШИНА ДЛЯ ВКЛЕЙКИ ИЛЛЮСТРАЦИЙ В СФАЛЬЦОВАННУЮТЕТРАДЬ | 1970 |
|
SU260610A1 |
| ПОЗОЛОТНЫЙ ПРЕСС | 1968 |
|
SU220221A1 |
| ПЕЧАТНО-ОТДЕЛОЧНАЯ ЛИНИЯ | 1992 |
|
RU2060902C1 |
| Самонаклад-раскрыватель тетрадный | 1978 |
|
SU676522A1 |
Изобретение относится к машине для получения полюсных пластин путем лазерной резки полосы. Машина содержит станину, узел лазерной резки, манипулятор для резки, предназначенный для приведения в движение узла лазерной резки, систему управления и, по меньшей мере, один узел подачи полосы. Узел подачи полосы содержит манипулятор для захвата, средство подачи полосы на заданную длину и средство для высвобождения полосы. Манипулятор для резки и манипулятор для захвата установлены на станине. Средство для подачи полосы на заданную длину расположено между манипулятором для захвата и средством для высвобождения полосы. Система управления соединена с манипулятором для резки, манипулятором для захвата и средством для подачи полосы на заданную длину. Изобретение обеспечивает изготовление пластин для литий-ионных аккумуляторов и суперконденсаторов лазерной технологией, которая позволяет предотвратить деформирование полюсных пластин и образование заусенец и соответственно обеспечивает высокое качество изготовления полюсных пластин. 9 з.п. ф-лы, 5 ил.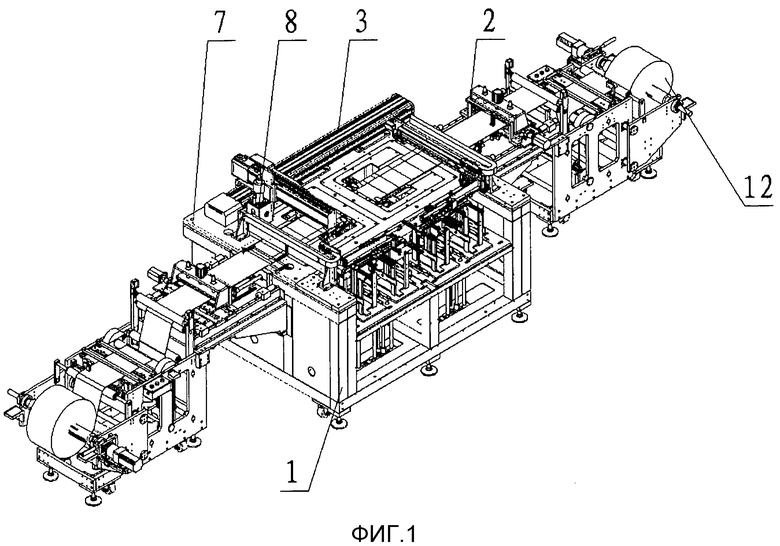
1. Машина для получения полюсных пластин путем лазерной резки полосы, характеризующаяся тем, что она содержит станину, узел лазерной резки, манипулятор для резки, предназначенный для приведения в движение узла лазерной резки, систему управления и, по меньшей мере, один узел подачи полосы, причем узел подачи полосы содержит манипулятор для захвата, средство подачи полосы на заданную длину и средство для высвобождения полосы, причем манипулятор для резки и манипулятор для захвата установлены на станине, средство для подачи полосы на заданную длину расположено между манипулятором для захвата и средством для высвобождения полосы, при этом система управления соединена с манипулятором для резки, манипулятором для захвата и средством для подачи полосы на заданную длину.
2. Машина по п. 1, отличающаяся тем, что манипулятор для захвата содержит толкатель и механизм переднего захвата для захвата переднего участка полосы, причем средство для подачи полосы на заданную длину содержит механизм среднего захвата для захвата среднего участка полосы и механизм подачи для приведения в движение механизма среднего захвата назад и вперед, при этом механизм переднего захвата установлен на переднем конце толкателя, и механизм среднего захвата установлен на заднем конце толкателя.
3. Машина по п. 2, отличающаяся тем, что она дополнительно содержит источник отрицательного давления, при этом манипулятор для захвата дополнительно содержит механизм всасывания, причем механизм всасывания содержит всасывающую головку и присасывающую плиту с отверстиями для всасывания, при этом всасывающая головка расположена под присасывающей плитой и соединена с источником отрицательного давления, причем механизм переднего захвата содержит две группы зажимов, расположенных соответственно с двух сторон присасывающей плиты, и цилиндр управления, приводящий в действие зажимы.
4. Машина по п. 3, отличающаяся тем, что механизм подачи содержит сервопривод и средство обнаружения положения полосы, причем сервопривод содержит серводвигатель, приводящий в движение механизм среднего захвата для перемещения назад и вперед, и пластину основания для подачи на заданную длину, причем механизм среднего захвата расположен над пластиной основания для подачи на заданную длину, средство обнаружения положения содержит фотоэлектрические датчики, расположенные сверху пластины основания для подачи на заданную длину, и датчики в виде чипов , расположенные на нижней части механизма среднего захвата, при этом фотоэлектрические датчики и сервопривод соединены с системой управления.
5. Машина по п. 2, отличающаяся тем, что средство для подачи полосы на заданную длину дополнительно содержит механизм выравнивания для подачи полосы на заданную длину, причем механизм выравнивания для подачи полосы на заданную длину установлен на заднем конце толкателя и следует за механизмом среднего захвата.
6. Машина по п. 1, отличающаяся тем, что средство для высвобождения полосы дополнительно содержит механизм выравнивания полосы при высвобождении.
7. Машина по п. 1, отличающаяся тем, что узел подачи полосы дополнительно содержит манипулятор для освобождения и магазин самонаклада, причем манипулятор для освобождения имеет сторону всасывания, причем манипулятор для освобождения и магазин самонаклада установлены на станине, и манипулятор для освобождения соединен с системой управления.
8. Машина по п. 7, отличающаяся тем, что магазин самонаклада содержит ящик, подвижную плиту для поддержания разрезанной полюсной пластины, часть выталкивания для приведения в движение подвижной плиты, и датчик заполнения материалом, при этом подвижная плита расположена на дне ящика, причем датчик наполнения материалом расположен на входном участке ящика, при этом часть выталкивания и датчик заполнения материалом соединены с системой управления.
9. Машина по п. 7, отличающаяся тем, что сторона всасывания дополнительно оснащена распределительным цилиндром.
10. Машина по п. 1, отличающаяся тем, что она содержит два узла подачи полосы, причем два узла подачи полосы расположены соответственно с двух сторон станины для образования двухстанционной машины для лазерной резки полосы.
| CN101722370A , 09.06.2010 | |||
| Станок для обработки листового материала | 1987 |
|
SU1433669A1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ | 1997 |
|
RU2139781C1 |
| DE3141304A1 ,16.06.1982 | |||
| US4335296A ,15.06.1982 | |||

