Изобретение относится к определенной оптической конфигурации, используемой в режущей головке твердотельного лазера, в частности волоконного лазера, позволяющей управлять проблематикой фокусного смещения и повреждения лазером оптической системы фокусирующей головки, и к лазерной установке, оборудованной такой фокусирующей головкой, в частности установке волоконного лазера, легированного иттербием.
УРОВЕНЬ ТЕХНИКИ
Новое поколение твердотельных лазеров, таких как волоконный лазер или дисковый лазер, имеет много преимуществ и объединяет уровни мощности в несколько кВт с превосходным коэффициентом качеством или ВРР (параметром качества луча), в отличие от твердотельных лазеров, таких как лазеры Nd:YAG.
Помимо свойств, в соответствии с которыми эти лазеры являются источниками, подходящими для резки металлических материалов, в этом случае длина волны (1,07 мкм), которая меньше, чем длина волны лазеров на основе CO2 (10,6 мкм), лучше поглощается металлом и лучше переносится оптическим волокном, уменьшенные габаритные размеры, большая надежность и большая яркость значительно улучшают показатели резки металлических или неметаллических материалов.
Обычно установка резки на основе волоконного лазера содержит лазерный источник и оптические устройства для передачи лазерного луча на режущую головку, также называемую фокусирующей головкой, которая обеспечивает фокусирование луча на толщину разрезаемой детали.
Лазерный источник представляет собой волоконный лазер с примесью иттербия (Yb), оборудованный, по меньшей мере, одним оптическим волокном для передачи луча, и разрезающая головка содержит оптические устройства для коллимации, перенаправления и фокусирования, позволяющие доставлять сфокусированный лазерный луч прямо до разрезаемой детали.
Оптические устройства, такие как фокусирующая линза, в режущей головке лазера должны выдерживать высокую поверхностную плотность мощности, обычно от 1 до 10 кВт/см2, в зависимости от характеристик лазерного источника и диаметра луча на оптических системах, что делает их более хрупкими при непрерывном функционировании в загрязненной окружающей среде, которая их повреждает.
При непрерывном режиме излучения лазера повреждение оптических систем в основном выражается в виде постепенного ухудшения свойств оптических систем, поначалу без видимых повреждений. Такое ухудшение происходит по существу из-за температурных явлений.
В действительности, остаточная абсорбция поверхностных покрытий и подложек оптических систем ведет к неоднородному нагреванию оптических компонентов и накоплению теплового напряжения, в частности, для передающих компонентов, таких как линзы. Эти механизмы воздействуют на параметры и качество лазерного луча и могут после длительного периода излучения приводить к повреждению оптических систем: к появлению прижогов, отслаиванию покрытия и т.д.
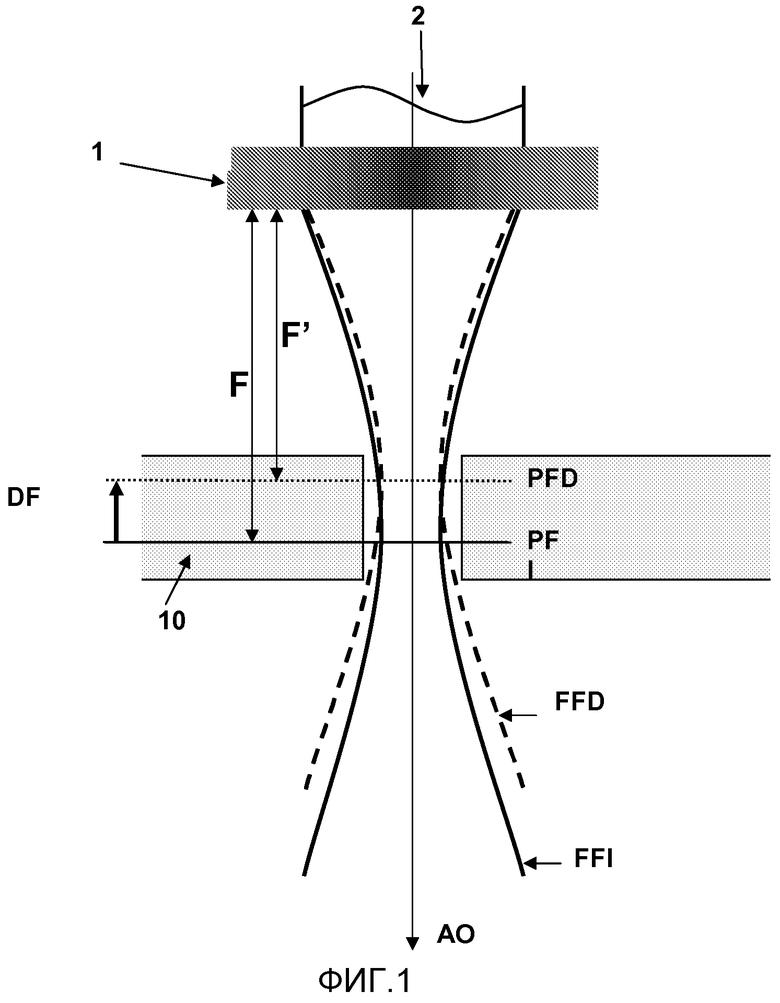
Нагревание оптических систем режущей головки вызывает также смещение DF от точки фокуса луча, связанное с эффектом термического линзирования, также называемым фокусным смещением, который проиллюстрирован на Фиг. 1. При воздействии на линзу 1 ее центр нагревается лазерным лучом 2, коллимированным с большой мощностью и доставляемым по оптической оси (АО), тогда как ее края остаются более холодными. При этом в линзе 1 возникает радиальный градиент температуры. Величина этого градиента тем больше, чем выше плотность мощности, получаемая линзой 1. Этот градиент температуры создает градиент в коэффициенте преломления материала. Это явление, в сочетании с эффектом теплового расширения материала линзы 1, приводит к изменению эффективного радиуса кривизны линзы 1 и изменению ее характеристик фокусирования. Первоначальная фокальная плоскость (PFI) луча, расположенная на расстоянии F от линзы, перемещается вдоль направления распространения луча, становясь ближе к фокусирующей линзе 1, на расстояние F, пока не достигнет смещенной фокальной плоскости (PFD). Затем первоначальный сфокусированный луч (FFI) преобразуется в смещенный сфокусированный луч (FFD), обладающий худшими характеристиками резки.
Загрязнение поверхности оптических систем в результате воздействия окружающей среды, иначе говоря, пыли, металлических выступов или влажности, и их старение представляют собой факторы, которые увеличивают абсорбцию линз и постепенно усиливают явление нагревания, приводя со временем к увеличению амплитуды фокусного смещения.
В настоящее время характеристики производительности промышленного способа лазерной резки определяются на основе скорости резки, качества резки - т.е. ровные, гладкие и неискривленные поверхности разреза - и допустимых отклонений рабочих параметров этого способа.
Способ лазерной резки волоконным лазером чувствителен к изменениям положения фокусной точки луча относительно поверхности обрабатываемой детали, особенно когда речь идет о резке очень толстой пластины, а именно от 4 мм и выше. Допустимое отклонения от положения фокусной точки обычно составляет +/-0,5 мм. Если фокусное положение лазерного луча меняется в большую сторону от допустимых отклонений, поддержание оптимального выполнения разреза далее невозможно.
Таким образом, задача заключается в том, чтобы найти новые параметры разреза для компенсации фокусного смещения, или замене оптических систем фокусирующей головки. Отсюда следует снижение продуктивности автоматизированного промышленного способа.
Существенная проблема заключается в том, что если положение фокусной точки меняется во время операции резки, то это приведет к неровному выполнению разреза у разных деталей или даже на разных поверхностях одной и той же детали.
Явления, описанные выше, показывают, что длительность выполнения способа резки сильно связана с прочностью оптических систем, обеспечивающих распространение лазерного луча. Поскольку расположение фокусной точки представляет собой важный параметр способа резки волоконным лазером, важно, чтобы фокусное положение луча было как можно более стабильным, и чтобы смещение оставалось в допустимых пределах. Тепловые деформации, которым подвержены оптические элементы, должны быть минимальными при большой мощности во избежание их повреждения. При выборе оптических систем, образующих систему фокусирования головки для лазерной резки, все эти требования должны быть учтены.
Кроме этого, проблема также заключается в сложности передачи лазерного луча с высокой яркостью для его использования при резке. Доступные уровни мощности лазерного излучения продолжают увеличиваться, но именно прочность оптических устройств ограничивает уровни мощности, которые могут быть использованы при резке. В действительности лучи с высокой яркостью характеризуются высокими уровнями мощности в сочетании с прекрасными коэффициентами качества, т.е. малыми значениями ВРР, например, порядка 0,33 мм·мрад. Из этого следует очень большая плотность мощности на поверхностях оптических систем фокусирующих головок и увеличение градиентов температуры и тепловых деформаций. Было также обнаружено, что стойкость оптических материалов к повреждению, вызываемому лазерами с высокой яркостью, хуже, чем к повреждению, вызываемому обычными лазерами на основе CO2, поскольку более короткая длина волны у лазеров с высокой яркостью чувствительна сильнее к существующим недостаткам в подложках и поверхностных покрытиях оптических элементов, что может быть причиной избыточного локального нагрева.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Таким образом, задача, которая должна быть решена, заключается в управлении вышеупомянутыми проблемами фокусного смещения и повреждения оптических систем, возникающих при применении твердотельных лазеров, в частности, при использовании волоконного лазера, в особенности волоконного лазера, легированного иттербием, для обеспечения продолжительного выполнения резки, в частности, при применении способа лазерной резки с большой мощностью, т.е. с мощностью, по меньшей мере, 1 кВт.
Решение, согласно настоящему изобретению, заключается в фокусирующей лазерный луч головке для лазерной резки металлической детали, содержащей коллимирующую линзу (13) и фокусирующую линзу (14), при этом коллимирующая линза (13) и фокусирующая линза (14) выполнены из ZnS и имеют толщину по краям по меньшей мере 5 мм, и отклоняющее зеркало (15) расположено между коллимирующей линзой (13) и фокусирующей линзой (14) на пути лазерного луча в упомянутой фокусирующей головке таким образом, что лазерный луч имеет угол (α) отражения от 40° до 50° от отклоняющего зеркала (15).
Настоящее изобретение также относится к установке лазерной резки металлической детали, содержащей:
- твердотельное лазерное устройство, излучающее лазерный луч с длиной волны от 1,06 мкм до 1,10 мкм и мощностью от 0,1 кВт до 25 кВт,
- фокусирующую лазерный луч головку для лазерной резки металлической согласно первому аспекту изобретения предыдущих пунктов, и
- передающее волокно, соединяющее твердотельное лазерное устройство и фокусирующую головку так, чтобы подводить лазерный луч, испущенный твердотельным лазерным устройством, к фокусирующей головке.
В зависимости от ситуации установка, согласно настоящему изобретению, может содержать один или более из следующих признаков:
- твердотельное лазерное устройство представляет собой вид волоконного лазера, предпочтительно волоконный лазер, легированный иттербием;
- твердотельное лазерное устройство излучает лазерный луч с мощностью от 1 кВт до 5 кВт в непрерывном, квазинепрерывном или импульсном режиме, предпочтительно в непрерывном режиме;
- передающее волокно имеет диаметр, который не превышает 150 μм, предпочтительно диаметр 50 мкм или 100 мкм;
- твердотельное лазерное устройство излучает лазерный луч с ВРР от 1,6 до 4 мм·мрад;
- передающее волокно имеет диаметр 50 мкм и ВРР от 1,6 до 2,2 мм·мрад, причем коллимирующая линза имеет фокусное расстояние от 70 мм до 120 мм, а фокусирующая линза имеет фокусное расстояние от 200 мм до 450 мм. Более точно, в случае передающего волокна с диаметром 50 μм, ВРР которого от 1,6 до 2,2 мм·мрад, фокусное расстояние коллимирующей линзы составляет от 70 мм до 120 мм, предпочтительно от 70 мм до 90 мм. Чтобы резать материал, толщина которого строго меньше 10 мм, величина фокусного расстояния фокусирующей линзы преимущественно составляет от 200 мм до 300 мм, предпочтительно от 220 мм до 280 мм, тогда как для резки материала толщиной, выше или равной 10 мм, величина фокусного расстояния фокусирующей линзы преимущественно составляет от 350 мм до 450 мм, предпочтительно от 380 мм до 420 мм;
- передающее волокно (FDC) имеет диаметр 100 μм и ВРР от 2,6 до 4 мм·мрад, причем коллимирующая линза имеет фокусное расстояние от 130 до 180 мм, а фокусирующая линза имеет фокусное расстояние от 200 до 450 мм. Более точно, в случае передающего волокна с диаметром 100 мкм, ВРР которого от 2,6 и 4 мм·мрад, фокусное расстояние коллимирующей линзы составляет от 130 мм до 180 мм, предпочтительно от 140 мм до 180 мм. Чтобы резать материал, толщина которого строго меньше 10 мм, величина фокусного расстояния фокусирующей линзы преимущественно составляет от 200 мм до 300 мм, предпочтительно от 220 мм до 280 мм, тогда как для резки материала толщиной выше или равной 10 мм, величина фокусного расстояния фокусирующей линзы преимущественно составляет от 350 мм до 450 мм, предпочтительно от 380 мм до 420 мм;
- фокусирующая линза имеет фокусное расстояние от 200 мм и 450 мм.
Кроме этого, настоящее изобретение также относится к способу лазерной резки металлической детали, в котором применяют установку лазерной резки согласно настоящему изобретению.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение, которое, в частности, раскрывает определенную оптическую конфигурацию, используемую в режущей головке волоконного лазера, будет более понятно при рассмотрении нижеследующего детального описания и прилагаемых чертежей, на которых:
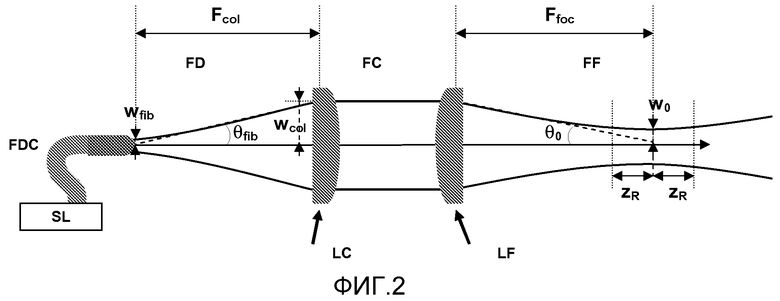
Фиг. 2 показывает основную схему обычной оптической системы для режущей головки и параметры характеристик лазерного луча, распространяющегося через оптическую систему,
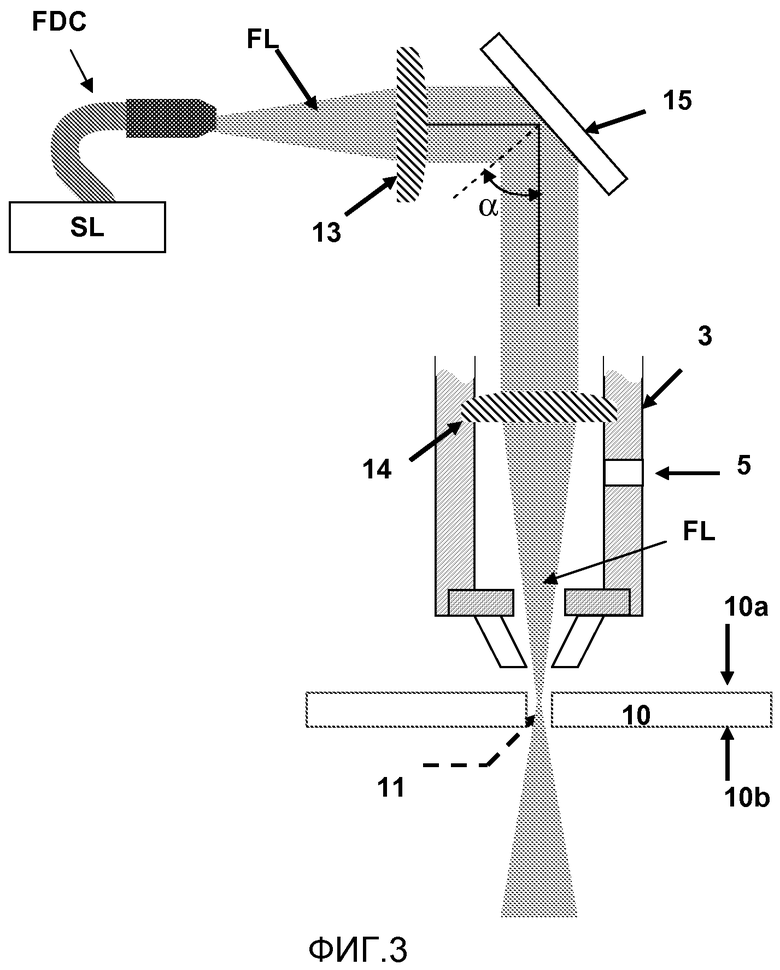
Фиг 3 схематично показывает принцип действия установки и способа лазерной резки согласно настоящему изобретению,
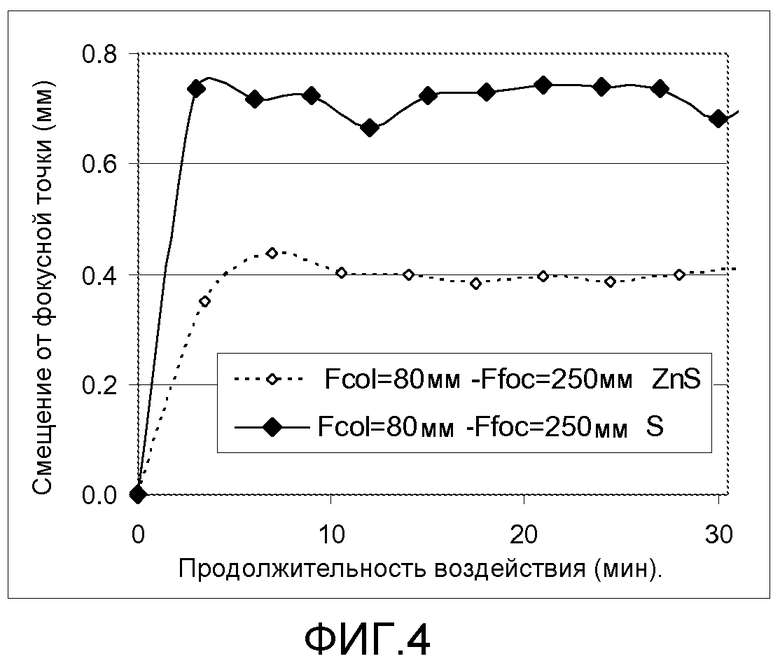
Фиг. 4 показывает сравнение изменений положения фокусной точки луча при лазерном излучении из системы линз, выполненных из ZnS, и системы линз, выполненных из плавленого кремния (Si), и Фиг. 5 показывает сравнение изменений положения фокусной точки луча, сфокусированного системой линз из ZnS, включающей в себя коллимирующую линзу с толщиной по краям 2 мм и коллимирующую линзу с толщиной по краям 7 мм.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Установка резки, согласно настоящему изобретению, содержит твердотельный лазерный источник SL, оборудованный, по меньшей мере, одним оптическим волокном FDC, передающим луч, и фокусирующей головкой 3, называемой также режущей головкой, для перемещения и фокусирования лазерного луча FL на подлежащую разрезанию деталь 10 или в нее. Особенности и диапазон функционирования установки объясняются далее и проиллюстрированы на Фиг. 3.
Режущая головка 3 содержит, как известно, оптические устройства для коллимации, перенаправления и фокусирования лазерного луча.
Кроме этого, лазерный луч излучается твердотельным лазерным устройством или генератором, предпочтительно волоконным лазером с примесью иттербия (Yb). В этом лазерном устройстве, действие лазера, а именно явление усиления света, служащее для генерирования лазерного излучения, достигается при помощи усиливающей среды, предпочтительно накачиваемой лазерными диодами и образованной одним или обычно несколькими легированными оптическими волокнами, предпочтительно кремниевыми волокнами с примесью иттербия.
Длина волны излучения, исходящего на выходе из лазерного устройства, составляет от 1,06 мкм до 1,10 мкм, а мощность лазера находится между 0,1 кВт и 25 кВт, обычно между 1 кВт и 5 кВт.
Лазер может функционировать в непрерывном, квазинепрерывном или импульсном режиме, но, согласно настоящему изобретению, предпочтительно, чтобы лазер работал в непрерывном режиме, так как речь идет о самом сильном режиме излучения для оптики режущей головки.
Луч, генерируемый твердотельным лазерным источником, излучается и передается до фокусирующей головки посредством, по меньшей мере, одного оптического передающего волокна, выполненного из нелегированного кремния, диаметром менее 150 мкм, например, равным 50 мкм или 100 мкм.
В целом, использование лазерного источника с большой яркостью, такого как волоконный лазер, позволяет генерировать лучи большой мощности с прекрасными коэффициентами качества.
Степень качества лазерного луча измеряется по его коэффициенту качества или параметру качества луча (ВРР). ВРР определяется характеристиками лазерного источника SL и диаметром передающего волокна FDC. Он выражается как произведение радиуса w0 в сужении сфокусированного лазерного луча на половину угла расходимости θ0, как показано на Фиг. 2. ВРР также определяется как произведение радиуса wfib оптического передающего волокна, испускающего лазерный луч, на половину угла расходимости θfib луча на выходе из волокна. Таким образом, для волокна 50 мкм ВРР луча обычно составляет от 1,6 до 2 мм·мрад, тогда как для волокна 100 мкм, ВРР обычно составляет от 2,7 до 4 мм·мрад.
Как показано на Фиг. 2, система фокусирования лазерной режущей головки состоит, последовательно в направлении распространения лазерного луча, по меньшей мере, из одной коллимирующей линзы LC, позволяющей получить коллимированный луч FC на основе расходящегося луча FD, и, по меньшей мере, одну фокусирующую линзу LF, позволяющую получить сфокусированный луч FF и сконцентрировать энергию лазера на разрезаемой детали. Фокусные расстояния коллимирующей линзы и фокусирующей линзы выбираются таким образом, чтобы получить фокальное пятно с диаметром, обеспечиваемым необходимую для резки детали плотность мощности.
Диаметр 2w0 луча в фокальной плоскости определяется как произведение диаметра 2wfib волокна на оптическое увеличение G системы фокусирования, и выражается следующим образом:
где - G определяется отношением фокусного расстояния Ffoc фокусирующей линзы FC к фокусному расстоянию Fcol коллимирующей линзы LC; и
- w0 and wfib являются характерными радиусами луча в фокальной плоскости и волокна, соответственно. Под характерным радиусом w понимается расстояние от оптической оси, где интенсивность падает как 1/e2 (примерно 13.5%) от его максимального значения, что означает, что 86,5% от энергии луча заключено в диске радиусом w. Все параметры луча определяются согласно этому критерию.
Радиус луча, излучаемого коллимирующей и фокусирующей оптическими системами, определяется следующим отношением:

Половина угла расходимости θfib луча, испущенного передающим волокном, выводится из значения ВРР сфокусированного луча через следующее соотношение:

Средняя плотность мощности на единицу поверхности, также называемая плотностью мощности (DP), излучаемой оптическими системами выражается в кВт/см2 и определяется следующим образом:

где Plas является полной энергией излучения, испускаемой лазерным источником, a wcol представляет собой характерный радиус луча, воздействующего на оптическую систему.
Таким образом, понятны проблемы, возникающие при использовании лазерного генератора высокой яркости, такого как волоконный лазер, а именно:
- такой тип источника характеризуется слабым ВРР и, таким образом, лучами, имеющими более слабую расходимость θfib на выходе волокна. Этот параметр соответствует скорости распространения в удаленные поля луча, испущенного передающим волокном, и определяет диаметр луча на оптике системы. При одном и том же коллимирующем фокусном расстоянии луч высшего качества и, следовательно, более слабой расходимости, имеет меньший диаметр 2wcol на коллимирующей линзе. Отсюда следует увеличение DP. В рекомендательных целях в приведенной ниже таблице 1 даны обычные сравнительные характеристики луча для различных лазеров, а также плотности получаемой мощности на оптических системах для мощности 2 кВт и фокусного расстояния коллимирующей линзы, равного 100 мм;
- при таком же оптическом увеличении лазерный луч с меньшим ВРР фокусируется с одним и тем же фокусным диаметром и имеет меньшую расходимость θ0. Его длина Релея zR=w0/θ0 является большей. Между тем, смещение фокусной точки, вызванное нагреванием системы фокусирования с большой мощностью, пропорциональна zR.
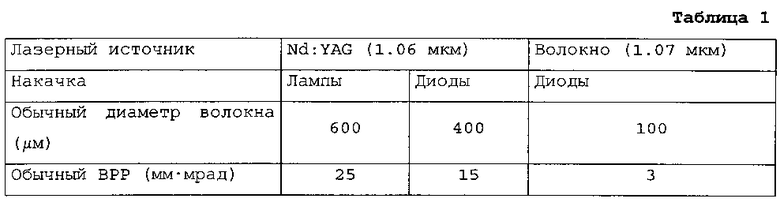

Из таблицы видно, что плотность мощности на линзах увеличивается с ростом качества луча. Амплитуда градиента температуры, устанавливающаяся в оптических системах под воздействием лазерного излучения, увеличивается с плотностью мощности, подаваемой на оптические системы. Таким образом, во избежание проблем фокусного смещения и повреждения лазером предпочтительно работать с оптическими системами, имеющими лучшие возможные температурные характеристики.
С этой целью оптическая система, согласно настоящему изобретению, объединяет определенные свойства, описанные ниже, как показано на схеме на Фиг. 3.
Режущая головка 3 состоит из оптических устройств, работающих на передачу, т.е. здесь линзы 13, 14 служат для операций коллимации (на 13) и фокусирования (на 14) луча FL лазера, исходящего из передающего волокна и генерируемого твердотельным лазерным источником SL.
Предпочтительно используют сульфид цинка (ZnS) как подложку для коллимирующей линзы 13 и фокусирующей линзы 14. Это связано с тем, что амплитуда градиента температуры, появившегося в линзах под воздействием лазерного излучения, обратно пропорциональна теплопроводности материалов, составляющих линзу. Так, теплопроводность ZnS (0,272 Вт/см/°C) приблизительно в 20 раз больше теплопроводности плавленого кремния (0,0138 ВТ/см/°C). Эта повышенная теплопроводность увеличивает способность ZnS выводить тепло и позволяет уменьшить амплитуду градиентов температуры и тепловых деформаций, вызванных в линзе ограниченным излучением с большой мощностью.
Упомянутые оптическое коллимирующее устройство 13 и оптическое фокусирующее устройство 14 могут быть выбраны среди различных типов имеющихся линз. Линзы являются предпочтительно синглетами для ограничения количества оптических поверхностей системы фокусирования и минимизации рисков повреждений. Может быть использована различная геометрия линз, например, плосковыпуклая, бивыпуклая или выпукло-вогнутая форма. Предпочтительно, используются плоско-выпуклые линзы. Все оптические поверхности предпочтительно обладают антиотражающими покрытиями, не отражающими при длине волны лазера.
Линзы режущей головки помещают в термически регулируемый держатель. Вода, циркулирующая в держателе, обеспечивает охлаждение посредством косвенного контакта с линзами. Температура воды поддерживается от 19°C до 25°C.
Толщина и диаметр линз 13 и 14 имеют одинаковое влияние на их тепловые характеристики. Чем больше размеры линз, тем лучше диссипация тепла через более холодные периферийные зоны и меньше градиенты температуры. В обычных режущих головках используют линзы с большой толщиной, т.е. с толщиной по краям, по меньшей мере, 5 мм, только для выполнения операции фокусирования. Это связано с тем, что вспомогательный газ выбрасывается непосредственно после фокусирующей линзы, тем самым подвергая ее сильному давлению. Фокусирующая линза должна, таким образом, быть толстой, чтобы обладать надлежащим механическим сопротивлением. В рамках настоящего изобретения, для уменьшения явления фокусного смещения используют толстые линзы как для коллимации луча, так и для его фокусирования. В отличие от обычной головки, режущая головка 3 состоит, таким образом, из линз, толщина которых по краям равна, по меньшей мере, 5 мм, предпочтительно от 6 до 8 мм. Также, поскольку большая толщина улучшает тепловые характеристики, оптические системы с большим диаметром лучше выводят тепло по краям. Каким бы ни был размер луча, воздействующего на оптическую систему режущей головки 3, в ней используются линзы с диаметром от 35 до 55 мм.
В режущей головке 3 отражающий компонент 15 расположен на пути 10 лазерного луча между коллимирующей линзой 13 и фокусирующей линзой 14. Этот компонент представляет собой плоское зеркало и не изменяет параметры распространения луча. Подложка зеркала выполнена из плавленого кремния.
По меньшей мере, одна поверхность зеркала покрыта отражающим слоем. Этот слой образован тонкими оптическими слоями и отражает свет с длиной волны режущего лазерного луча, а также с длиной волны от 630 нм до 670 нм. Покрытие является, тем не менее, прозрачным для видимой и инфракрасной области спектра, включая длину волны системы освещения, например, для лазерного диода. Таким образом, можно присоединить устройство управления способом (типа камеры или фотодиода) позади зеркала. Оно обеспечивает отражение лазерного луча под углом α отражения от 40° до 50°, предпочтительно 45°. Толщина зеркала составляет от 3 мм до 15 мм, предпочтительно от 8 до 12 мм. Это зеркало позволяет прежде всего уменьшить вертикальные габариты головки, чтобы усилить механическую прочность. Более того, при такой конфигурации передающее волокно удерживается горизонтально, что уменьшает риск проникновения пыли во время операций монтажа и демонтажа волокна или коллиматора. И, наконец, интегрирование отражающего компонента на пути луча позволяет компенсировать фокусное смещение, вызванное линзами. В действительности продольное перемещение фокусной точки, вызванное отражающим компонентом, имеет место в направлении, противоположном фокусному смещению, вызванному передающим компонентом.
Линзы режущей головки 3 также характеризуются определенными фокусными расстояниями, адаптированными к ВРР используемого передающего волокна. Эти фокусные расстояния необходимы для получения фокального пятна диаметром 2w0, подходящего для резки обрабатываемого материала. Для передающего волокна диаметром 50 μм ВРР луча обычно составляет от 1,6 до 2,2 мм·мрад. Для этого волокна фокусное расстояние коллимирующей линзы составляет от 70 до 120 мм, предпочтительно от 70 до 90 мм. Выбор фокусного расстояния коллимирующей линзы определяет выбор фокусного расстояния фокусирующей линзы в зависимости от желаемого оптического увеличения для резки толщи обрабатываемого материала.
Для материалов, толщина которых строго меньше 10 мм, фокусное расстояние фокусирующей линзы составляет от 200 до 300 мм, предпочтительно от 220 до 280 мм. Для материалов, имеющих толщину больше или равную 10 мм, фокусное расстояние фокусирующей линзы составляет от 350 мм до 450 мм, предпочтительно от 380 мм до 420 мм.
Для передающего волокна диаметром 100 мкм ВРР луча обычно составляет от 2,6 до 4 мм·мрад. Для этого волокна фокусное расстояние коллимирующей линзы составляет от 130 мм до 180 мм, предпочтительно от 140 мм до 180 мм. Для материалов с толщиной строго меньше 10 мм фокусное расстояние фокусирующей линзы составляет от 200 мм до 300 мм, предпочтительно от 220 мм до 280 мм. Для материалов, имеющих толщину большую или равную 10 мм, фокусное расстояние фокусирующей линзы составляет от 350 до 450 мм, предпочтительно от 380 до 420 мм.
В фокусирующую головку 3 подается вспомогательный газ через вход 5 для газа, выполненный в стенке указанной фокусирующей головки 3, через которую газ или газовая смесь поступает под давлением от источника газа, например, от одного или более газовых баллонов, емкости хранения или от одной или более газовых линий, таких как газовая распределительная система, и вводится на вход сопла 4 и выводится через это сопло 4 в направлении детали 30, разрезаемой лазерным лучом.
Вспомогательный газ служит для удаления расплавленного металла из прорези 12 разреза, полученного плавлением металла посредством лазерного луча FL, который фокусируется в положении 11 относительно поверхности разрезаемой детали 10.
Выбор газа осуществляется в зависимости от характеристик разрезаемого материала, в частности, от его состава, типа и его толщины. Например, для резки стали может быть использован воздух, кислород, смесь азота/кислород или гелия/азота, тогда как азот, смеси азота/водорода или аргона/азота могут использоваться для резки алюминия или нержавеющей стали.
В действительности, разрезаемая лазером деталь 10 может быть образована из различных металлических материалов, таких как сталь, нержавеющая сталь, мягкая сталь или легкие сплавы, такие как алюминий и его сплавы, даже титан и его сплавы, имеющие обычно толщину от 0,1 мм до 30 мм.
При осуществлении способа резки лазерный луч может фокусироваться (на 11) в толще или на одной из поверхностей детали 10, или вблизи нее, т.е. снаружи и в нескольких мм сверху или снизу от ее верхней поверхности 10а, или нижней поверхности 10b, или на поверхности 10а, или нижней поверхности 10b. Предпочтительно, положение 11 фокусной точки находится на расстоянии 5 мм сверху от верхней поверхности 10a и 5 мм снизу от нижней поверхности 10b детали 10.
Благодаря настоящему изобретению положение фокусирования лазерного луча стабильно удерживается в ходе процесса резки, так можно избежать или минимизировать любые фокусные смещения и любые повреждения оптической системы, что гарантирует по существу постоянные рабочие характеристики в течение всей операции лазерной резки.
Предпочтительнее использовать одну или более линз из ZnS, чем из плавленого кремния, что было продемонстрировано при сравнении фокусного смещения, вызываемого воздействием высокой мощности на эти два типа линз.
Для этого сравнивались две оптические системы, каждая из которых состоит из одной коллимирующей линзы с фокусным расстоянием 80 мм и одной фокусирующей линзы с 250 мм. Одна система содержала линзы из ZnS, а другая - из плавленого кремния.
Каустика лазерного луча, сфокусированного каждой системой, регистрировалась при помощи анализатора луча. Это устройство измеряет радиус луча, для которого 86% мощности лазера содержится в диске этого радиуса в пределах последовательных плоскостей распространения, находящихся на расстоянии приблизительно 10 мм по обеим сторонам от сужения сфокусированного луча.
На основе зарегистрированной каустики можно определить положение фокальной плоскости лазерного луча вдоль направления его распространения. Изменение положения фокальной плоскости во время длительного воздействия фокусирующей оптической системы может происходить при выполнении серий анализа луча.
Во время этих испытаний каждая оптическая система подвергалась воздействию приблизительно в течение 30 минут. При изучаемой оптической конфигурации луч имел на линзе диаметр 9,6 мм, что приводит к плотности мощности порядка от 2,8 кВт/см2 при 2 кВт.
На Фиг. 4 сравнивается изменение положения фокусной точки луча, сфокусированного системой линз из ZnS или из плавленого кремния (S). Для каждой кривой первая точка соответствует положению, зарегистрированному при первом анализе луча, выполненном при 200 Вт. При этой мощности фокусное смещение, вызванное эффектом термического линзирования, ничтожно. Можно считать, что измеренное положение соответствует положению, в котором сразу же находится фокусная точка луча после включения лазера. Фокусное смещение потом измеряется относительно именно этого положения. Следовательно, эта первая точка на кривых соответствует смещению от нулевой фокусной точки.
На Фиг. 5 показано, что продольное смещение от фокусной точки для системы из плавленого кремния (Si) больше, чем смещение для системы из ZnS. Использование ZnS позволяет, таким образом, уменьшить амплитуду смещения фокусной точки при излучении оптической системы с сильной мощностью.
Эффект изменения толщины по краям коллимирующей линзы также был изучен. С этой целью сравнивались амплитуда смещения фокусной точки, полученной при системе линз ZnS, включающей в себя коллимирующую линзу с толщиной Е по краям, равной 2 мм, или системе, включающей в себя коллимирующую линзу с толщиной Е по краям, равной 7 мм.
На Фиг. 5 сравнивается изменение положение фокусной точки луча, сфокусированного обеими системами в соответствии описанным выше способом.
Видно, что продольное смещение фокусной точки больше, так как коллимирующая линза тоньше.
Сочетание оптических устройств, согласно настоящему изобретению, позволяет гарантировать продолжительность выполнения способа лазерной резки, в частности в случае способа лазерной резки при помощи твердотельного лазера, в частности волоконного лазера, благодаря управлению амплитудой фокусного смещения и проблемами повреждения оптических систем.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛАЗЕРНАЯ РЕЖУЩАЯ ГОЛОВКА ДЛЯ СТАНКА | 2021 |
|
RU2799460C1 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ И СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ, СОДЕРЖАЩИЕ СИНГЛЕТНУЮ ЛИНЗУ ДЛЯ ФОКУСИРОВКИ | 2011 |
|
RU2607500C2 |
| ПРОЕКЦИОННАЯ ОПТИКА ДЛЯ ОБРАБОТКИ МЕТАЛЛА С ПОМОЩЬЮ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ И СОДЕРЖАЩАЯ ЕЕ ЛАЗЕРНАЯ ОБРАБАТЫВАЮЩАЯ ГОЛОВКА | 2017 |
|
RU2711287C1 |
| ГОЛОВКА ДЛЯ ЛАЗЕРНОЙ РЕЗКИ С ДВУМЯ ПОДВИЖНЫМИ ЗЕРКАЛАМИ ДЛЯ РЕГУЛИРОВКИ ПУЧКА И/ИЛИ КОЛЕБАТЕЛЬНОГО ДВИЖЕНИЯ | 2017 |
|
RU2740931C2 |
| ВЫСОКОНАДЕЖНЫЕ ЛАЗЕРНЫЕ ДИОДНЫЕ СИСТЕМЫ ВЫСОКОЙ МОЩНОСТИ И ВЫСОКОЙ ЯРКОСТИ СИНЕГО СВЕЧЕНИЯ И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2811824C2 |
| УСТРОЙСТВО ДЛЯ ФОКУСИРОВКИ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ | 2009 |
|
RU2413265C2 |
| СПОСОБ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ТОЛСТОСТЕННЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ ВЫСОКОПРОЧНЫХ МАРОК СТАЛИ | 2018 |
|
RU2678110C1 |
| ГОЛОВКА ДЛЯ ЛАЗЕРНОЙ РЕЗКИ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 2014 |
|
RU2653892C2 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ВОЛОКОННЫМ ЛАЗЕРОМ ОБЪЕМНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2386523C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ С ЛИНЕЙНЫМ РАСПРЕДЕЛЕНИЕМ ИНТЕНСИВНОСТИ | 2014 |
|
RU2656429C2 |

Изобретение относится к фокусирующей лазерный луч головке для лазерной резки, способу и установке лазерной резки металлической детали. Фокусирующая головка содержит коллимирующую линзу (13) и фокусирующую линзу (14). Коллимирующая линза (13) и фокусирующая линза (14) выполнены из ZnS и имеют толщину по краям по меньшей мере 5 мм. Отклоняющее зеркало (15), функционирующее под углом наклона (α) от 40° до 50°, расположено между коллиматором (13) и фокусирующей линзой (14) на пути лазерного луча. Установка для лазерной резки содержит твердотельное лазерное устройство (SL), излучающее луч лазера с длиной волны от 1,06 мкм до 1,10 мкм и мощностью от 0,1 кВт до 25 кВт, упомянутую фокусирующую головку и передающее волокно (CF), соединяющее твердотельное лазерное устройство (SL) и фокусирующую головку. Изобретение позволяет обеспечить стабильное положение фокусирования лазерного луча в процессе резки. 3 н. и 10 з.п. ф-лы, 5 ил.,1 табл.
1. Фокусирующая лазерный луч головка для лазерной резки металлической детали, содержащая коллимирующую линзу (13) и фокусирующую линзу (14), отличающаяся тем, что:
- коллимирующая линза (13) и фокусирующая линза (14) выполнены из ZnS и имеют толщину по краям по меньшей мере 5 мм, и
- отклоняющее зеркало (15), расположенное между коллимирующей линзой (13) и фокусирующей линзой (14) на пути лазерного луча в упомянутой фокусирующей головке таким образом, что лазерный луч имеет угол (α) отражения от 40° до 50° от отклоняющего зеркала (15).
2. Фокусирующая лазерный луч головка по п. 1, отличающаяся тем, что коллимирующая линза (13) и фокусирующая линза (14) имеют по краям толщину, величина которой составляет от 5 мм до 10 мм, предпочтительно от 6 мм до 8 мм.
3. Фокусирующая лазерный луч головка по одному из предыдущих пунктов, отличающаяся тем, что коллимирующая линза (13) и фокусирующая линза (14) имеют диаметр, величина которого составляет от 35 мм до 55 мм.
4. Фокусирующая лазерный луч головка по п. 1, отличающаяся тем, что отклоняющее зеркало (15) выполнено из кремния.
5. Установка для лазерной резки металлической детали, содержащая:
- твердотельное лазерное устройство (SL), излучающее лазерный луч с длиной волны от 1,06 мкм до 1,10 мкм и мощностью от 0,1 кВт до 25 кВт,
- фокусирующую лазерный луч головку для лазерной резки металлической детали по одному из пп.1-4, и
- передающее волокно (FDC), соединяющее твердотельное лазерное устройство (SL) и фокусирующую головку так, чтобы подводить луч лазера, излучаемый твердотельным лазерным устройством (SL), к фокусирующей головке.
6. Установка по п. 5, отличающаяся тем, что твердотельное лазерное устройство (SL) представляет собой вид волоконного лазера, предпочтительно волоконный лазер, легированный иттербием.
7. Установка по п. 5 или 6, отличающаяся тем, что твердотельное лазерное устройство (SL) излучает лазерный луч с мощностью от 1 кВт до 5 кВт, в непрерывном, квазинепрерывном или импульсном режиме, предпочтительно в непрерывном режиме.
8. Установка по п. 5, отличающаяся тем, что передающее волокно (FDC) имеет диаметр, который не превышает 150 мкм, предпочтительно диаметр 50 мкм или 100 мкм.
9. Установка по п. 5, отличающаяся тем, что твердотельное лазерное устройство (SL) излучает лазерный луч с параметром качества луча (ВРР) от 1,6 мм·мрад до 4 мм·мрад.
10. Установка по п. 5, отличающаяся тем, что передающее волокно (FDC) имеет диаметр 50 мкм и ВРР от 1,6 мм·мрад до 2,2 мм·мрад, причем коллимирующая линза имеет фокусное расстояние от 70 мм до 120 мм.
11. Установка по п. 5, отличающаяся тем, что передающее волокно (FDC) имеет диаметр 100 мкм и ВРР от 2,6 мм·мрад до 4 мм·мрад, причем коллимирующая линза имеет фокусное расстояние от 130 мм до 180 мм.
12. Установка по п. 5, отличающаяся тем, что фокусирующая линза имеет фокусное расстояние от 200 мм до 450 мм.
13. Способ лазерной резки металлической детали (10), в котором используют установку лазерной резки металлической детали по одному из пп. 5-12.
| FR2897007A1 ,10.08.2007 | |||
| СПОСОБ РЕЗКИ ПРОЗРАЧНЫХ НЕМЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 2002 |
|
RU2226183C2 |
| СПОСОБ ПРОШИВКИ ПРЕЦИЗИОННЫХ ОТВЕРСТИЙ ЛАЗЕРНЫМ ИЗЛУЧЕНИЕМ | 2000 |
|
RU2192341C2 |
| Колонковое долото | 1949 |
|
SU86129A1 |
| Устройство для записи изменений тяговых усилий при работе трактора | 1928 |
|
SU12887A1 |
| US6289155B1, 11.09.2001 | |||

