ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
Настоящая заявка основана на заявке №2015-171134 на патент Японии, поданной в Японское патентное ведомство 31 августа 2015 г., которая полностью включена в настоящее описание посредством ссылки.
УРОВЕНЬ ТЕХНИКИ
1. Область техники
[0001] Настоящее изобретение относится к строительному материалу, такому как облицовочная панель.
2. Описание уровня техники
[0002] В качестве строительных материалов для внешних стен и внутренних стен зданий используются облицовочные панели на основе цемента, армированного волокном.
Облицовочные панели на основе цемента, армированного волокном, представляют собой строительные материалы, в которых применяются неорганические материалы, такие как панели на основе древесного цемента, древесноволокнистые цементные или арболитные панели, армированные целлюлозным волокном цементные панели, армированные древесной стружкой известково-силикатные цементные панели и армированные древесным волокном известково-силикатные цементные панели.
[0003] В последнее время возросла необходимость дополнительного усовершенствования внешней конструкции строительных материалов. Чтобы усовершенствовать конструкцию, облицовочных панелей из цемента, армированного волокном, в которых в качестве основных материалов применяются неорганические материалы, на поверхность облицовочных панелей из цемента, армированного волокном, наносят краску для формирования покрытия.
Для дополнительного усовершенствования конструкции, в публикации заявки №2011-163069 на патент Японии, еще не прошедшей экспертизу, раскрыта технология, в которой поверхность неорганического материала полируют, на полированной поверхности формируют покрытие, а верхнюю поверхность выполняют с зеркальной отделкой.
[0004] Для повышения прочности на изгиб и твердости, в качестве армирующих материалов для таких неорганических материалов, служащих в качестве основных материалов, часто используют древесную арматуру.
Однако когда неорганический материал, содержащий древесную арматуру, такую как стружка или древесная масса, полируют и наносят на него краску для образования покрытия, древесная арматура поднимается к внутренней части покрытия, что иногда портит внешний вид поверхности покрытия.
В частности, когда выполняют зеркальную отделку для придания гладкости внешней поверхности, качество зеркальной отделки поверхности покрытия может быть неудовлетворительным. Одна из мер заключается в неиспользовании древесной арматуры. Однако неиспользование древесной арматуры приводит к ухудшению прочности на изгиб и твердости неорганического материала.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0006] Задачей настоящего изобретения является обеспечение способа производства строительного материала, в котором покрытие на неорганическом материале, содержащем древесную арматуру, имеет улучшенную поверхность с зеркальной отделкой.
[0007] Для решения указанной выше задачи способ производства строительного материала, в соответствии с особенностями настоящего изобретения, включает:
первый этап, на котором наносят первую отверждаемую при помощи ультрафиолетового излучения краску на неорганический материал, который содержит древесную арматуру и поверхность которого полируют, и не полностью отверждают первую отверждаемую при помощи ультрафиолетового излучения краску,
второй этап, на котором наносят вторую отверждаемую при помощи ультрафиолетового излучения краску и полностью ее отверждают,
третий этап, на котором полируют полностью отвержденную вторую отверждаемую при помощи ультрафиолетового излучения краску для придания гладкости поверхности полностью отвержденной второй отверждаемой при помощи ультрафиолетового излучения краски, и
четвертый этап, на котором наносят эмалевую краску и отверждают ее.
На втором этапе наносят вторую отверждаемую при помощи ультрафиолетового излучения краску, пока первая отверждаемая при помощи ультрафиолетового излучения краска еще не полностью отверждена.
[0008] Настоящее изобретение может обеспечить строительный материал, представляющий собой облицовочную панель из цемента, армированного волокном,, образованную из неорганического материала, содержащего древесную арматуру, и которая имеет поверхность с улучшенным дизайном с зеркальной отделкой.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
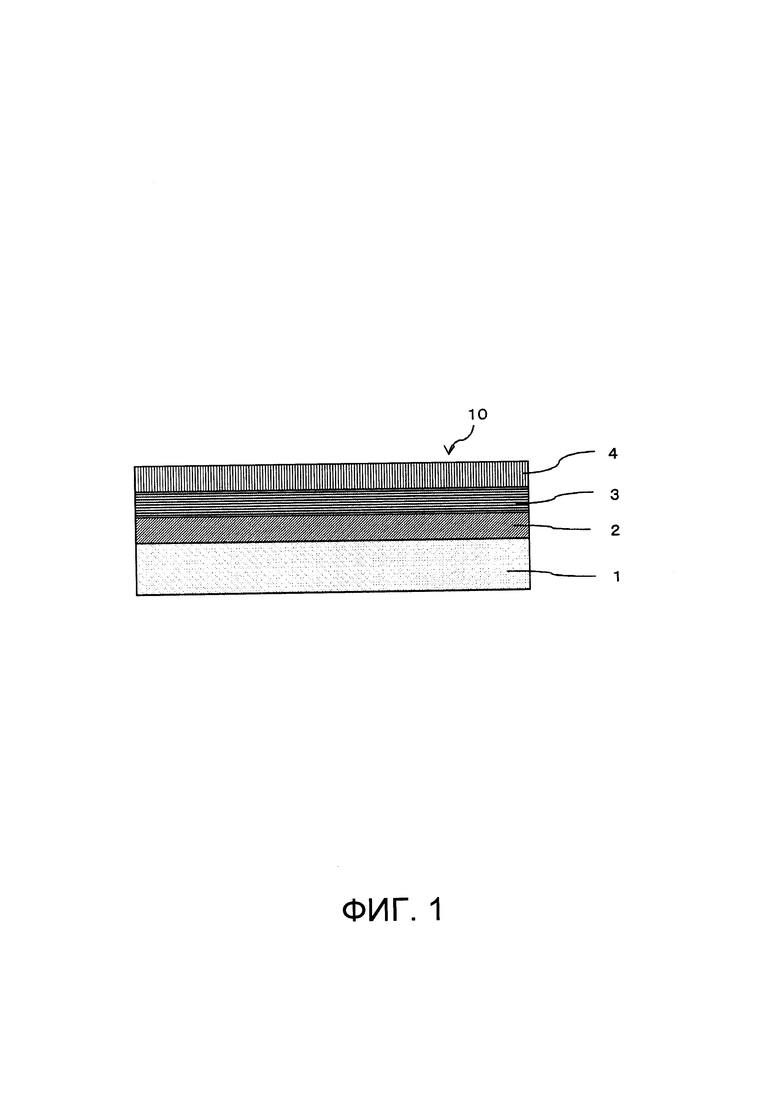
[0009] На фиг. 1 показан увеличенный вид в разрезе части строительного материала, выполненного в соответствии с первым вариантом реализации настоящего изобретения.
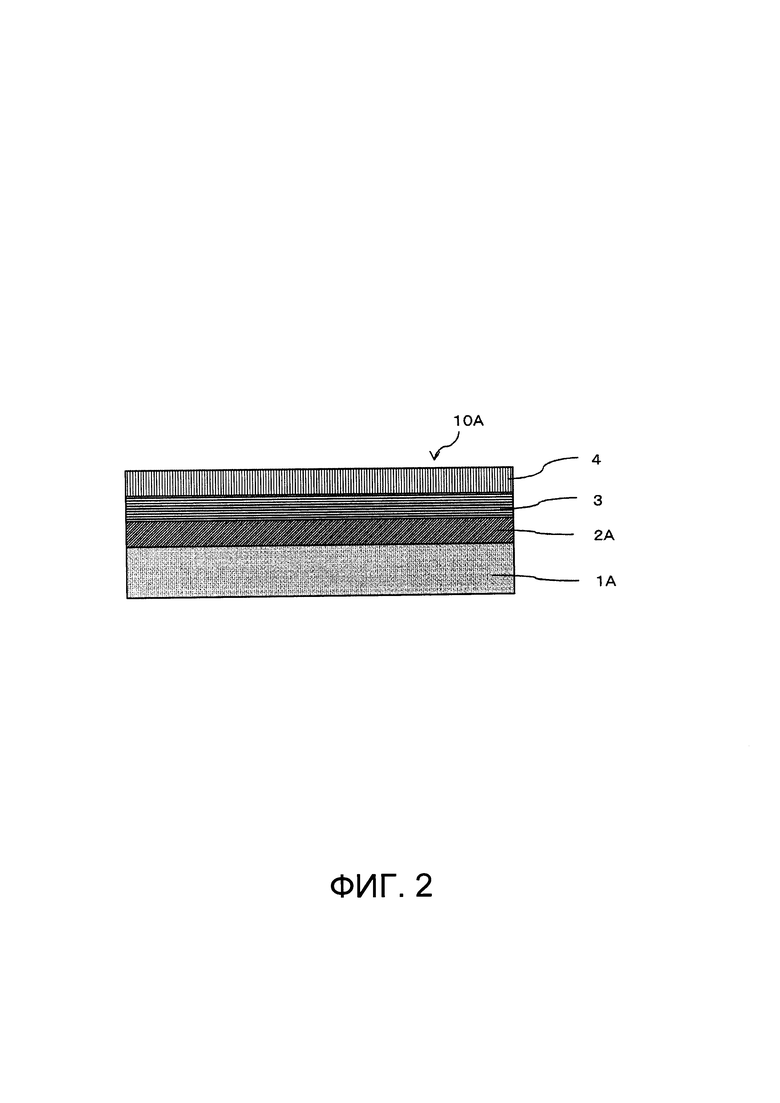
На фиг. 2 показан увеличенный вид в разрезе части строительного материала, выполненного в соответствии со вторым вариантом реализации настоящего изобретения.
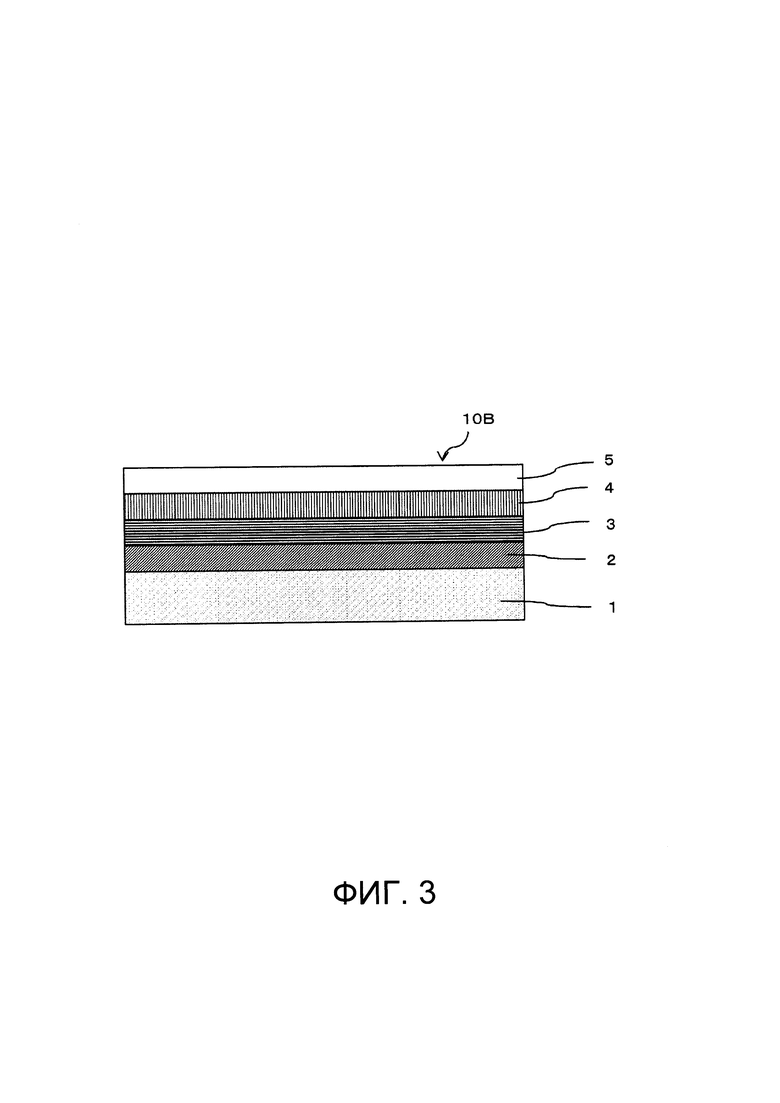
На фиг. 3 показан увеличенный вид в разрезе части строительного материала, выполненного в соответствии с третьим вариантом реализации настоящего изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0010] Способ производства в соответствии с вариантом реализации настоящего изобретения включает:
первый этап, на котором наносят первую отверждаемую при помощи ультрафиолетового излучения краску на неорганический материал, содержащий древесную арматуру, и не полностью отверждают первую отверждаемую при помощи ультрафиолетового излучения краску,
второй этап, на котором наносят вторую отверждаемую при помощи ультрафиолетового излучения краску и полностью ее отверждают,
третий этап, на котором полируют полностью отвержденную вторую отверждаемую при помощи ультрафиолетового излучения краску для придания гладкости поверхности полностью отвержденной второй отверждаемой при помощи ультрафиолетового излучения краски, и
четвертый этап, на котором наносят эмалевую краску и отверждают ее.
На втором этапе наносят вторую отверждаемую при помощи ультрафиолетового излучения краску, пока первая отверждаемая при помощи ультрафиолетового излучения краска еще не полностью отверждена.
[0011] Примеры древесной арматуры включают древесный порошок, древесную шерсть, древесную стружку, древесное волокно, пучок древесного волокна и древесную массу. Древесная арматура может быть использована в комбинации от двух и более.
[0012] Примеры неорганического материала, образующего строительный материал, включают панели из древесного цемента, цементные панели с древесной шерстью, армированные древесной массой цементные панели, армированные древесной стружкой известково-силикатные цементные панели и армированные древесным волокном известково-силикатные цементные панели.
Каждый из неорганических материалов содержит древесную арматуру. Содержание древесной арматуры по существу не имеет ограничений. Неорганический материал предпочтительно содержит древесную арматуру в размере от 5 до 30% массы в отношении твердого содержимого, так как такой неорганический материал имеет превосходные прочность на изгиб и твердость.
[0013] Уплотнительное покрытие, выполненное, например, из эпоксидной смолы, акриловой смолы или уретановой смолы, может быть образовано на поверхности неорганического материала.
Уплотнительное покрытие предпочтительно образовано для улучшения адгезии между неорганическим материалом и первым отверждаемым при помощи ультрафиолетового излучения покрытием.
[0014] Даже если неорганический материала полируют, поверхность неорганического материала имеет мельчайшие неровности. В связи с этим покрытия выполняют так, что неорганический материал имеет поверхность с зеркальной отделкой.
В способе производства строительного материала в соответствии с данным вариантом реализации покрытие из первой отверждаемой при помощи ультрафиолетового излучения краски образовано на поверхности неорганического материала, покрытие из второй отверждаемой при помощи ультрафиолетового излучения краски образовано на поверхности покрытия из первой отверждаемой при помощи ультрафиолетового излучения краски, а покрытие из эмалевой краски образовано на поверхности покрытия из второй отверждаемой при помощи ультрафиолетового излучения краски.
[0015] Первую отверждаемую при помощи ультрафиолетового излучения краску отверждают при помощи облучения ультрафиолетовыми лучами и, таким образом, имеет скорость затвердевания больше, чем у красок на водной эмульсии и красок на основе растворителя.
Кроме того, скоростью затвердевания первой отверждаемой при помощи ультрафиолетового излучения краски могут управлять посредством управления количеством ультрафиолетового излучения, попадающего на первую отверждаемую при помощи ультрафиолетового излучения краску.
Так как древесная арматура, которая может выступать из поверхности неорганического материала, может быть закреплена в покрытии из первой отверждаемой при помощи ультрафиолетового излучения краски, то поверхность указанного покрытия может быть выполнена гладкой. Первая отверждаемая при помощи ультрафиолетового излучения краска предпочтительно содержит в качестве основного компонента по меньшей мере один материал из акриловой смолы, эпоксидной смолы и уретановой смолы. Первую отверждаемую при помощи ультрафиолетового излучения краску предпочтительно наносят в таком количестве, что покрытие, образованное из первой отверждаемой при помощи ультрафиолетового излучения краски, имеет толщину в диапазоне от 10 до 150 мкм.
[0016] На первом этапе первую отверждаемую при помощи ультрафиолетового излучения краску не полностью отверждают.
Термин "неполное отверждение" означает, что отверждаемую при помощи ультрафиолетового излучения краску отверждают при дозе ультрафиолетового излучения меньшей, чем доза ультрафиолетового излучения, при которой отверждаемая при помощи ультрафиолетового излучения краска затвердевает полностью.
Другими словами, термин "неполное отверждение" означает, что отверждение краски останавливают, хотя краска может затвердевать дальше при облучении ультрафиолетовыми лучами.
[0017] Вторую отверждаемую при помощи ультрафиолетового излучения краску используют для дополнительного придания гладкости поверхности строительного материала.
Вторую отверждаемую при помощи ультрафиолетового излучения краску также отверждают при помощи облучения ультрафиолетовыми лучами, и она предпочтительно содержит в качестве основного компонента по меньшей мере один материал из акриловой смолы, эпоксидной смолы и уретановой смолы.
На втором этапе вторую отверждаемую при помощи ультрафиолетового излучения краску предпочтительно наносят в таком количестве, что покрытие, образованное из второй отверждаемой при помощи ультрафиолетового излучения краски, имеет толщину в диапазоне от 30 до 150 мкм.
[0018] На втором этапе наносят вторую отверждаемую при помощи ультрафиолетового излучения краску, пока первая отверждаемая при помощи ультрафиолетового излучения краска еще не полностью отверждена, и первую отверждаемую при помощи ультрафиолетового излучения краску полностью отверждают при помощи облучения ультрафиолетовыми лучами на втором этапе. Так как первую отверждаемую при помощи ультрафиолетового излучения краску отверждают не полностью, а отверждают до определенной степени, то древесная арматура, выступает из неорганического материала таким образом, что она присутствует в покрытии, образованном первой отверждаемой при помощи ультрафиолетового излучения краской, и не оказывает отрицательного воздействия на гладкость второй отверждаемой при помощи ультрафиолетового излучения краски.
Кроме того, так как первую отверждаемую при помощи ультрафиолетового излучения краску отверждают не полностью, то улучшена адгезия между первой отверждаемой при помощи ультрафиолетового излучения краской и второй отверждаемой при помощи ультрафиолетового излучения краской. При тестировании адгезии, которое выполняют на покрытии, образованном из первой отверждаемой при помощи ультрафиолетового излучения краски, и покрытии, образованном из второй отверждаемой при помощи ультрафиолетового излучения краски, процент снимаемой области покрытия составляет 10% или менее. Таким образом, данные покрытия обладают превосходной адгезией.
Тестирование адгезии выполняют посредством прикрепления клейкой ленты с приложением давления на верхнюю поверхность тестовой части и наблюдения состояния покрытий после удаления клейкой ленты с тестовой части.
[0019] Термин "полное отверждение" означает, что отверждаемую при помощи ультрафиолетового излучения краску отверждают при дозе ультрафиолетового излучения большей или равной дозе ультрафиолетового излучения, необходимой для полного отверждения отверждаемой при помощи ультрафиолетового излучения краски.
Другими словами, термин "полное отверждение" означает, что даже при дальнейшем облучении ультрафиолетовыми лучами отверждение не продолжится.
[0020] Когда вторую отверждаемую при помощи ультрафиолетового излучения краску полностью отверждают при помощи облучения ультрафиолетовыми лучами на втором этапе, не полностью отвержденную первую отверждаемую при помощи ультрафиолетового излучения краску также полностью отверждают при помощи облучения ультрафиолетовыми лучами на втором этапе.
В связи с этим, на первом этапе первую отверждаемую при помощи ультрафиолетового излучения краску предпочтительно наносят так, что доза ультрафиолетового излучения, требуемая для полного отверждения, меньше, чем доза ультрафиолетового излучения, требуемая для полного отверждения второй отверждаемой при помощи ультрафиолетового излучения краски на втором этапе.
В частности, количество первой отверждаемой при помощи ультрафиолетового излучения краски, нанесенной на первом этапе, может быть меньше, чем количество второй отверждаемой при помощи ультрафиолетового излучения краски, нанесенной на втором этапе. В качестве альтернативы, в качестве первой отверждаемой при помощи ультрафиолетового излучения краски может быть использована краска, доза ультрафиолетового излучения которой, требуемая для отверждения, меньше или равна дозе ультрафиолетового излучения, требуемой для отверждения второй отверждаемой при помощи ультрафиолетового излучения краски.
[0021] Покрытие, образованное из второй отверждаемой при помощи ультрафиолетового излучения краски, полируют на третьем этапе. В связи с этим вторая отверждаемая при помощи ультрафиолетового излучения краска предпочтительно содержит наполнитель в количестве от 40 до 70% массы в отношении твердого содержимого второй отверждаемой при помощи ультрафиолетового излучения краски.
Примеры наполнителя включают тальк, карбонат кальция, диоксид кремния (кристаллический диоксид кремния, плавленый диоксид кремния и аморфный диоксид кремния), стекло (стеклянная крошка и волокна порошкообразного стекла), кварц (порошок), алюминий (порошок) и слюда (порошок). Данные наполнители могут быть использованы по отдельности или в комбинации от двух и более.
[0022] На третьем этапе полируют полностью отвержденную вторую отверждаемую при помощи ультрафиолетового излучения краску для придания гладкости поверхности отвержденной второй отверждаемой при помощи ультрафиолета краски.
Отвержденную вторую отверждаемую при помощи ультрафиолетового излучения краску предпочтительно полируют так, чтобы она имела толщину от 10 до 130 мкм.
Полировку выполняют при помощи любого стандартного способа, такого как полировка наждачной бумагой, полировка кругом или ленточная полировка.
[0023] Эмалевую краску используют для зеркальной отделки поверхности строительного материала.
Эмалевая краска содержит смолу для эмалевых красок и пигмент.
Может быть использована любая смола для эмалевых красок, такая как фтористая смола, акриловая смола, уретановая смола или акриловая кремниевая смола.
Примеры пигмента включают окись титана, углерод, красную окись железа, желтый хром, окись железа, ультрамарин, фталоцианиновый синий, кобальт и окись хрома.
[0024] В соответствии со способом производства строительного материала в данном варианте реализации, даже когда покрытия непосредственно образованы на неорганическом материал, содержащем древесная арматура, может быть обеспечен строительный материал, верхняя поверхность которого является гладкой.
[0025] Далее строительный материал в соответствии с вариантами реализации настоящего изобретения будут описаны со ссылкой на прилагаемые чертежи.
Первый вариант реализации настоящего изобретения
[0026] На фиг. 1 показан увеличенный вид в разрезе части строительного материала, выполненного в соответствии с первым вариантом реализации настоящего изобретения.
[0027] Строительный материал 10 по фиг. 1 содержит неорганический материал 1, первое отверждаемое при помощи ультрафиолетового излучения покрытие 2, образованное на поверхности неорганического материала 1, второе отверждаемое при помощи ультрафиолетового излучения покрытие 3, образованное на поверхности первого отверждаемого при помощи ультрафиолетового излучения покрытия 2, и эмалевое покрытие 4 (с зеркальной отделкой), образованное на поверхности второго отверждаемого при помощи ультрафиолетового излучения покрытия 3.
[0028] В способе производства строительного материала 10 неорганический материал 1 полируют для получения гладкой поверхности. Полировку выполняют при помощи любого стандартного способа, такого как полировка наждачной бумагой, полировка кругом или ленточная полировка.
Например, полировку выполняют с применением ленточного шлифовального устройства с множеством головок.
[0029] Примеры неорганического материала 1 включают панели из древесного цемента, цементные панели с древесной шерстью, армированные древесной массой цементные панели, армированные древесной стружкой известково-силикатные цементные панели и армированные древесным волокном известково-силикатные цементные панели. Каждый из них содержит древесную арматуру.
Примеры древесной арматуры включают древесный порошок, древесную шерсть, древесную стружку, древесное волокно, пучок древесного волокна и древесную массу.
Неорганический материал предпочтительно содержит древесную арматуру в размере от 5% до 30% массы в отношении твердого содержимого неорганического материала, так как такой неорганический материал имеет превосходные прочность на изгиб и твердость.
[0030] Затем первую отверждаемую при помощи ультрафиолетового излучения краску наносят на поверхность неорганического материала 1 и облучают ультрафиолетовыми лучами для неполного отверждения первой отверждаемой при помощи ультрафиолетового излучения краски.
Первая отверждаемая при помощи ультрафиолетового излучения краска содержит первую отверждаемую при помощи ультрафиолетового излучения смолу и фотоинициатор. Первая отверждаемая при помощи ультрафиолетового излучения смола представляет собой смолу, содержащую в качестве основного компонента акриловую смолу, эпоксидную смолу, уретановую смолу или тому подобное.
Первую отверждаемую при помощи ультрафиолетового излучения краску могут наносить при помощи стандартного способа, в котором используют, например, распылитель, приспособление для нанесения покрытия струей, приспособление для естественного нанесения покрытия или устройство для нанесения покрытия валиком.
Термин "неполное отверждение" относится к состоянию краски, в котором она не полностью отверждена и может отверждена далее при помощи облучения ультрафиолетовыми лучами.
Отверждаемую при помощи ультрафиолетового излучения краску отверждают не полностью посредством облучения при дозе ультрафиолетового излучения меньшей, чем доза ультрафиолетового излучения, необходимая для полного отверждения отверждаемой при помощи ультрафиолетового излучения краски.
Например, в случае, когда отверждаемая при помощи ультрафиолетового излучения краска содержит по меньшей мере один материал из акриловой смолы, эпоксидной смолы и уретановой смолы, которой требуется доза ультрафиолетового излучения, равная 1,5 мДж/см2 на 1 мкм толщины, для полного отверждения отверждаемой при помощи ультрафиолетового излучения краски, отверждаемая при помощи ультрафиолетового излучения краска может быть не полностью отверждена посредством ее облучения ультрафиолетовыми лучами при дозе меньше, чем 1,5 мДж/см2 на 1 мкм толщины.
Первую отверждаемую при помощи ультрафиолетового излучения краску полностью отверждают вместе со второй отверждаемой при помощи ультрафиолетового излучения краской на этапе полного отверждения второй отверждаемой при помощи ультрафиолетового излучения краски. Вследствие этого в качестве первой отверждаемой при помощи ультрафиолетового излучения краски предпочтительно используют краска, доза ультрафиолетового излучения которой, требуемая для полного отверждения, меньше или равна дозе ультрафиолетового излучения, требуемой для полного отверждения второй отверждаемой при помощи ультрафиолетового излучения краски.
[0031] Первую отверждаемую при помощи ультрафиолетового излучения краску предпочтительно наносят в таком количестве, что покрытие 2 из первой отверждаемой при помощи ультрафиолетового излучения краски, которое должно быть образовано, имеет толщину в диапазоне от 10 до 150 мкм.
Если толщина меньше, чем 10 мкм, то равномерное нанесение первой отверждаемой при помощи ультрафиолетового излучения краски является затруднительным. Если толщина больше, чем 150 мкм, то в покрытии легко образуются трещины, что может повлечь ухудшение огнестойкости и тому подобного. Кроме того, так как первую отверждаемую при помощи ультрафиолетового излучения краску полностью отверждают вместе со второй отверждаемой при помощи ультрафиолетового излучения краской на более позднем этапе, количество первой отверждаемой при помощи ультрафиолетового излучения краски, нанесенной на первом этапе, предпочтительно меньше, чем количество второй отверждаемой при помощи ультрафиолетового излучения краски, нанесенной на втором этапе.
[0032] Первое отверждаемое при помощи ультрафиолетового излучения покрытие 2 находится в контакте с древесной арматурой, которая видна на полированной поверхности неорганического материала. Древесная арматура в контакте с первым отверждаемым при помощи ультрафиолетового излучения покрытием 2 может выступать из неорганического материала во время формирования первого отверждаемого при помощи ультрафиолетового излучения покрытия 2, что неблагоприятно влияет на гладкость поверхности первого отверждаемого при помощи ультрафиолетового излучения покрытия 2.
[0033] Затем вторую отверждаемую при помощи ультрафиолетового излучения краску наносят на поверхность не полностью отвержденного первого отверждаемого при помощи ультрафиолетового излучения покрытия 2 и облучают ультрафиолетовыми лучами для полного отверждения второй отверждаемой при помощи ультрафиолетового излучения краски. Вторая отверждаемая при помощи ультрафиолетового излучения краска содержит вторую отверждаемую при помощи ультрафиолетового излучения смолу, фотоинициатор и наполнитель.
Вторая отверждаемая при помощи ультрафиолетового излучения смола представляет собой смолу, содержащую в качестве основного компонента акриловую смолу, эпоксидную смолу, уретановую смолу или тому подобное.
Первая отверждаемая при помощи ультрафиолетового излучения смола и вторая отверждаемая при помощи ультрафиолетового излучения смола предпочтительно образованы из одной и той же смолы для достижения хорошей адгезии.
Примеры наполнителя включают тальк, карбонат кальция, диоксид кремния (кристаллический диоксид кремния, плавленый диоксид кремния и аморфный диоксид кремния), стекло (стеклянная крошка и волокна порошкообразного стекла), кварц (порошок), алюминий (порошок) и слюда (порошок). Данные наполнители могут быть использованы по отдельности или в комбинации от двух и более. Вторую отверждаемую при помощи ультрафиолетового излучения краску могут наносить при помощи стандартного способа, в котором используют, например, распылитель, приспособление для нанесения покрытия струей, приспособление для естественного нанесения покрытия или устройство для нанесения покрытия валиком.
Термин "полное отверждение" означает, что отверждаемую при помощи ультрафиолетового излучения краску отверждают при дозе ультрафиолетового излучения большей или равной дозе ультрафиолетового излучения, необходимой для полного отверждения отверждаемой при помощи ультрафиолетового излучения краски (затвердевание больше не продолжается даже при дальнейшем облучении ультрафиолетовыми лучами).
[0034] Вторая отверждаемая при помощи ультрафиолетового излучения краска содержит наполнитель в виду полировочных свойств второго отверждаемого при помощи ультрафиолетового излучения покрытия 3, образованного из второй отверждаемой при помощи ультрафиолетового излучения краски. Содержание наполнителя во второй отверждаемой при помощи ультрафиолетового излучения краске предпочтительно составляет от 40% до 70% массы в отношении твердого содержимого второй отверждаемой при помощи ультрафиолетового излучения краски.
[0035] Вторую отверждаемую при помощи ультрафиолетового излучения краску предпочтительно наносят в таком количестве, что второе отверждаемое при помощи ультрафиолетового излучения покрытие 3, которое должно быть образовано, имеет толщину в диапазоне от 30 до 150 мкм.
Если толщина меньше, чем 30 мкм, то равномерное нанесение второй отверждаемой при помощи ультрафиолетового излучения краски является затруднительным. Если толщина больше, чем 150 мкм, то в покрытии легко образуются трещины, что может повлечь ухудшение огнестойкости и тому подобного.
[0036] Затем отвержденное второе отверждаемое при помощи ультрафиолетового излучения покрытие 3 полируют для придания гладкости его поверхности. Полировку выполняют при помощи любого стандартного способа, такого как полировка наждачной бумагой, полировка кругом или ленточная полировка.
Например, полировку выполняют с применением наждачной бумаги #320, а затем наждачной бумаги #400.
Полировку выполняют до тех пор, пока второе отверждаемое при помощи ультрафиолетового излучения покрытие 3 не станет гладким. Обычно второе отверждаемое при помощи ультрафиолетового излучения покрытие 3 полируют на 20 мкм. Толщина второго отверждаемого при помощи ультрафиолетового излучения покрытия 3 после полировки составляет от 10 до 130 мкм.
[0037] Затем эмалевую краску наносят на полированную поверхность второго отверждаемого при помощи ультрафиолетового излучения покрытия 3 и высушивают при помощи высушивающего устройства при температуре от 50°C до 120°C.
Эмалевая краска содержит смолу для эмалевых красок и пигмент. Примеры смолы для эмалевых красок включают фтористую смолу, акриловую смолу, уретановую смолу и акриловую кремниевую смолу.
Примеры пигмента включают окись титана, углерод, красную окись железа, желтый хром, окись железа, ультрамарин, фталоцианиновый синий, кобальт и окись хрома.
Эмалевую краску могут наносить при помощи стандартного способа, в котором используют, например, распылитель, приспособление для нанесения покрытия струей, приспособление для естественного нанесения покрытия или устройство для нанесения покрытия валиком.
Эмалевую краску предпочтительно наносят в таком количестве, что эмалевое покрытие 4, которое должно быть образовано, имеет толщину в диапазоне от 5 до 50 мкм.
[0038] Первую отверждаемую при помощи ультрафиолетового излучения краску наносят непосредственно на поверхность неорганического материала 1 и облучают ультрафиолетовыми лучами для неполного отверждения первой отверждаемой при помощи ультрафиолетового излучения краски. Таким образом, древесная арматура, выступающая из неорганического материала 1, поглощается первым отверждаемым при помощи ультрафиолетового излучения покрытием 2, что обеспечивает возможность придания гладкости поверхности первого отверждаемого при помощи ультрафиолетового излучения покрытия 2.
Затем вторую отверждаемую при помощи ультрафиолетового излучения краску наносят на поверхность не полностью отвержденного первого отверждаемого при помощи ультрафиолетового излучения покрытия 2 и облучают ультрафиолетовыми лучами для полного отверждения второй отверждаемой при помощи ультрафиолетового излучения краски. Посредством полировки второго отверждаемого при помощи ультрафиолетового излучения покрытия 3 его поверхность может быть также выполнена гладкой.
Иными словами, поверхность сглажена до определенной степени посредством использования первой отверждаемой при помощи ультрафиолетового излучения краски, и поверхность дополнительно сглажена посредством использования второй отверждаемой при помощи ультрафиолетового излучения краски.
Затем эмалевую краску наносят на гладкую поверхность второго отверждаемого при помощи ультрафиолетового излучения покрытия 3 и отверждают для образования эмалевого покрытия 4, имеющего гладкую поверхность. Таким образом изготовлен строительный материал 10, имеющий поверхность с зеркальной отделкой.
Второй вариант реализации настоящего изобретения
[0039] На фиг. 2 показан увеличенный вид в разрезе части строительного материала, выполненного в соответствии со вторым вариантом реализации настоящего изобретения.
[0040] Строительный материал 10А по фиг. 2 содержит неорганический материал 1А, первое отверждаемое при помощи ультрафиолетового излучения покрытие 2А, образованное на поверхности неорганического материала 1А, второе отверждаемое при помощи ультрафиолетового излучения покрытие 3, образованное на поверхности первого отверждаемого при помощи ультрафиолетового излучения покрытия 2А, и эмалевое покрытие 4, образованное на поверхности второго отверждаемого при помощи ультрафиолетового излучения покрытия 3.
[0041] В данном случае неорганический материал 1А получен посредством покрытия поверхности неорганического материала 1 уплотнителем. Может быть использован любой уплотнитель, такой как уплотнитель, образованный из эпоксидной смолы, акриловой смолы, уретановой смолы или тому подобного.
Уплотнитель могут наносить при помощи стандартного способа, в котором используют, например, распылитель, приспособление для нанесения покрытия струей, приспособление для естественного нанесения покрытия или устройство для нанесения покрытия валиком. Уплотнитель также наносят в любом количестве, например 3 г/квадратный шаку (1 шаку примерно равен 30,3 см).
[0042] Первое отверждаемое при помощи ультрафиолетового излучения покрытие 2А образовано из первой отверждаемой при помощи ультрафиолетового излучения смолы, фотоинициатора и наполнителя.
Первая отверждаемая при помощи ультрафиолетового излучения смола, фотоинициатор и наполнитель являются такими же, как и в строительном материале 10.
[0043] Второе отверждаемое при помощи ультрафиолетового излучения покрытие 3 и эмалевое покрытие 4 являются такими же, как и в строительном материале 10.
[0044] Способ производства строительного материала 10А описан в общих чертах. Способ производства строительного материала 10А является таким же, что и способ производства строительного материала 10, за исключением того, что уплотнитель наносят на неорганический материал 1А, а первое отверждаемое при помощи ультрафиолетового излучения покрытие 2А образуют другим способом.
Способ образования первого отверждаемого при помощи ультрафиолетового излучения покрытия 2А является таким же, как и способ образования первого отверждаемого при помощи ультрафиолетового излучения покрытия 2, за исключением того, что первую отверждаемую при помощи ультрафиолетового излучения краску наносят на поверхность (покрытую уплотнителем поверхность) неорганического материала 1А и что она содержит наполнитель.
Третий вариант реализации настоящего изобретения
[0045] На фиг. 3 показан увеличенный вид в разрезе части строительного материала, выполненного в соответствии с третьим вариантом реализации настоящего изобретения.
[0046] Строительный материал 10В по фиг. 3 содержит неорганический материал 1, первое отверждаемое при помощи ультрафиолетового излучения покрытие 2, образованное на поверхности неорганического материала 1, второе отверждаемое при помощи ультрафиолетового излучения покрытие 3, образованное на поверхности первого отверждаемого при помощи ультрафиолетового излучения покрытия 2, эмалевое покрытие 4, образованное на поверхности второго отверждаемого при помощи ультрафиолетового излучения покрытия 3, и защитное покрытие 5, образованное на поверхности эмалевого покрытия 4.
[0047] Защитное покрытие 5 образовано из образующего защитной смолы. Примеры защитной смолы включают фтористую смолу, акриловую смолу, уретановую смолу и акриловую кремниевую смолу.
[0048] Строительный материал 10В, содержащий защитное покрытие 5 на его внешней поверхности, представляет собой строительный материал, имеющий хорошую устойчивость к атмосферным воздействиям.
[0049] Способ производства строительного материала 10В описан в общих чертах. Способ производства строительного материала 10 В является таким же, что и способ производства строительного материала 10, до момента образования эмалевого покрытия 4.
Защитную краску наносят на поверхность эмалевого покрытия 4 и высушивают при помощи высушивающего приспособления при температуре от 50°C до 120°C.
Защитная краска содержит защитную смолу. Защитную краску могут наносить при помощи стандартного способа, в котором используют, например, распылитель, приспособление для нанесения покрытия струей, приспособление для естественного нанесения покрытия, устройство для нанесения покрытия валиком или тому подобное.
Защитную краску предпочтительно наносят в таком количестве, что защитное покрытие 5, которое должно быть образовано, имеет толщину в диапазоне от 5 до 50 мкм.
Проверочные эксперименты и их результаты
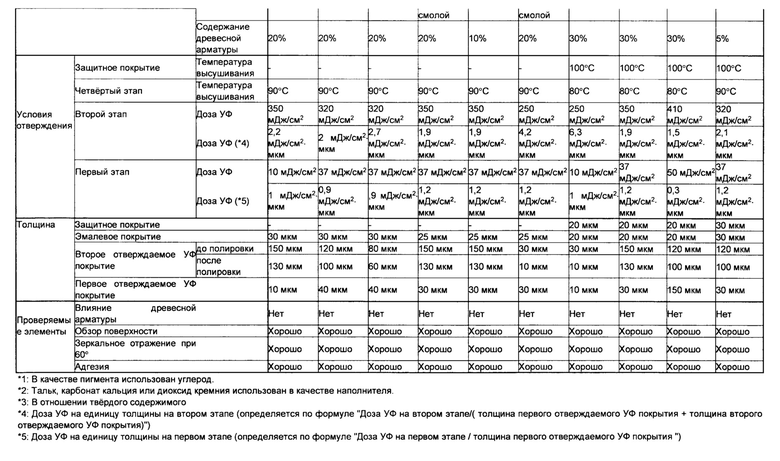
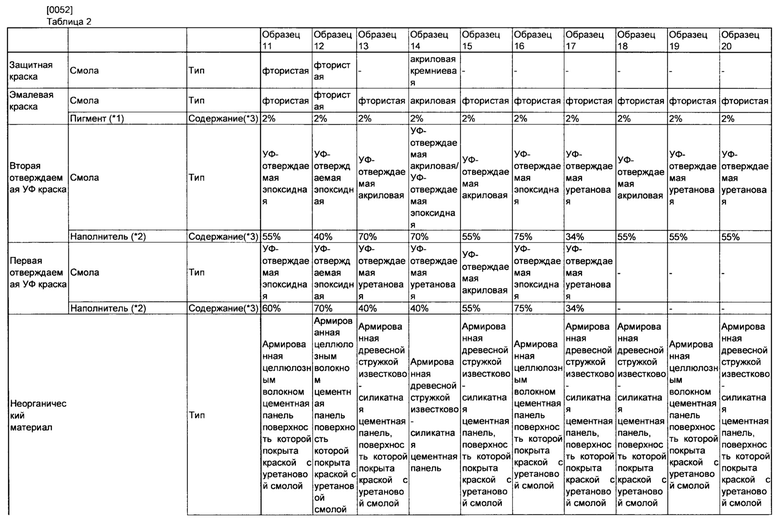
[0050] Авторы настоящего изобретения провели эксперименты для проверки различных свойств строительного материала в соответствии с вариантом реализации настоящего изобретения. В данных экспериментах были подготовлены тестовые части, служащие в качестве образцов 1-20, и были выполнены обзор поверхности каждой тестовой части, измерение зеркального блеска при 60°, проверка адгезии и проверка влияния древесной арматуры (оказывает ли выступание древесной арматуры влияние на поверхность второго отверждаемого при помощи ультрафиолетового излучения покрытия). Использованный неорганический материал имеет плоскую поверхность. В таблицах 1 и 2 ниже показаны материалы указанных тестовых частей, толщина, содержания пигментов и наполнителей и оценочные результаты. Для полного отверждения первых отверждаемых при помощи ультрафиолетового излучения красок и вторых отверждаемых при помощи ультрафиолетового излучения красок, использованных в данных экспериментах и содержащих любой материал из акриловой смолы, уретановой смолы, эпоксидной смол и акриловой/эпоксидной смолы, требуется доза ультрафиолетового излучения в размере 1,5 мДж/см2 на 1 мкм толщины.
[0051]
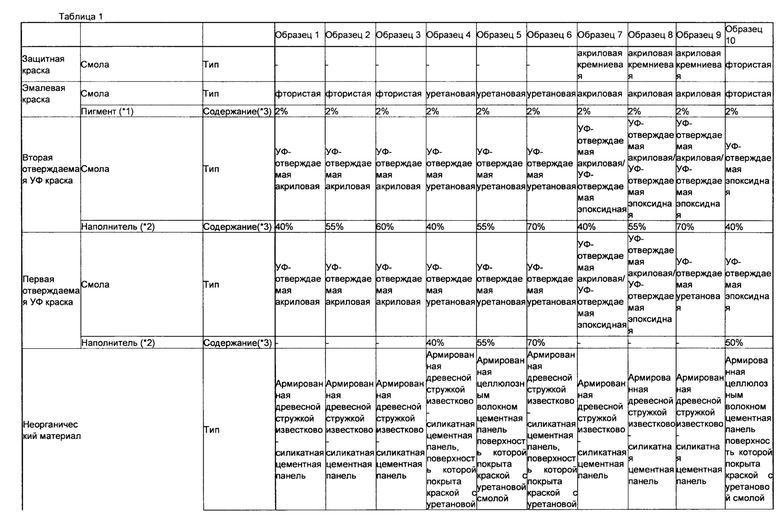
[0053] "Проверку влияния древесной арматуры" проводили посредством обзора поверхности второго отверждаемого при помощи ультрафиолетового излучения покрытия посредством визуального осмотра. Когда наблюдались неровности поверхности вследствие выступания древесной арматуры, то присваивалось оценочное значение "Да". Когда неровности поверхности не наблюдались, то присваивалось оценочное значение "Нет".
[0054] "Обзор поверхности" выполнен посредством размещения тестовых частей под флуоресцентной лампой на расстоянии двух метров от нее и обзора при помощи визуального осмотра отражения флуоресцентной лампы на поверхности покрытия. Когда отражение флуоресцентной лампы выглядело как прямая линия, то присваивалось оценочное значение "Хороший". Когда отражение флуоресцентной лампы колебалось или выглядело расплывчатым, то присваивалось оценочное значение "Плохой".
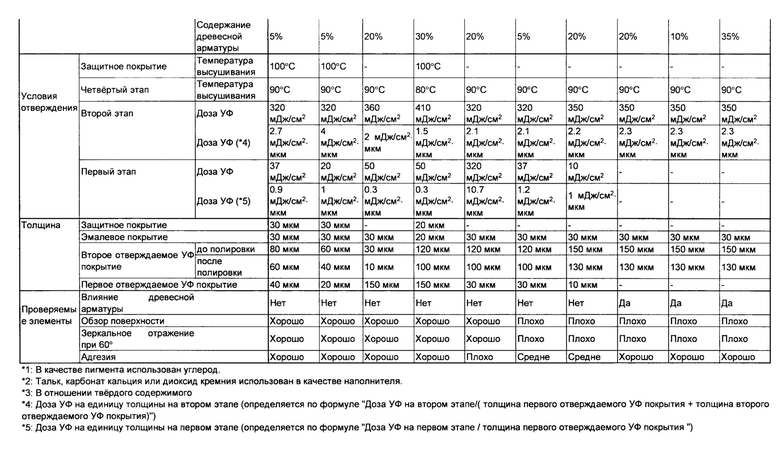
[0055] "Зеркальное отражение при 60°" определялось при помощи измерения верхней поверхности каждой тестовой части на соответствие со стандартом Японии JIS К 5600-4-7 при использовании измерителя блеска (IG-320, изготовленного компанией HORIBA, Ltd.). Если зеркальное отражение при 60° составляло 80 или более, то присваивалось оценочное значение "Хороший". Если зеркальное отражение при 60° составляло менее 80, то присваивалось оценочное значение "Плохой".
[0056] "Тестирование адгезии" выполняли посредством прикрепления клейкой ленты с приложением давления на верхнюю поверхность каждой тестовой части и наблюдения состояния покрытий после удаления клейкой ленты. Когда первое отверждаемое при помощи ультрафиолетового излучения покрытие и второй отверждаемое при помощи ультрафиолетового излучения покрытие не были удалены, то присваивалось оценочное значение "Хороший". Когда первое отверждаемое при помощи ультрафиолетового излучения покрытие и второй отверждаемое при помощи ультрафиолетового излучения покрытие были удалены, то присваивалось оценочное значение оценочное "Плохой".
[0057] Как видно из результатов в таблицах 1 и 2, образцы 1-14, подготовленные при помощи неполного отверждения первой отверждаемой при помощи ультрафиолетового излучения краски при дозе ультрафиолетового излучения менее 1,5 мДж/см2 на первом этапе (образование первого отверждаемого при помощи ультрафиолетового излучения покрытия) показали хорошие результаты во всех проверках из проверки влияния древесной арматуры, обзора поверхности, зеркального отражения при 60° и проверки адгезии.
[0058] С другой стороны, образец 15, подготовленный при помощи полного отверждения первой отверждаемой при помощи ультрафиолетового излучения краски при дозе ультрафиолетового излучения, равной 1,5 мДж/см2 или более, на первом этапе (образование первого отверждаемого при помощи ультрафиолетового излучения покрытия) не имел проблем в отношении проверки влияния древесной арматуры, обзора поверхности и зеркального отражения при 60°, однако показал плохие результаты в отношении адгезии. Образцы 16 и 17, подготовленные при помощи неполного отверждения первой отверждаемой при помощи ультрафиолетового излучения краски при дозе ультрафиолетового излучения менее 1,5 мДж/см2 на первом этапе (образование первого отверждаемого при помощи ультрафиолетового излучения покрытия), но подготовленные при содержании наполнителя во второй отверждаемой при помощи ультрафиолетового излучения краске вне диапазона 40%-70%, показали плохие результаты во всех проверках из проверки влияния древесной арматуры, обзора поверхности, зеркального отражения при 60° и проверки адгезии. Предполагается, что причина этому заключается в следующем. В образце 16 содержание наполнителя во второй отверждаемой при помощи ультрафиолетового излучения краске является высоким и таким образом вязкость краски является нестабильной, вследствие чего сложно нанести краску равномерно. Кроме того, большое количество наполнителя предотвращает образование гладкой поверхности второго отверждаемого при помощи ультрафиолетового излучения покрытия. В образце 17 содержание наполнителя во второй отверждаемой при помощи ультрафиолетового излучения краске является низким, что ухудшает ее полировочные свойства. Образцы 18-20, подготовленные без образования первого отверждаемого при помощи ультрафиолетового излучения покрытия, показали плохие результаты в отношении обзора поверхности, так как второе отверждаемое при помощи ультрафиолетового излучения покрытие содержало древесную арматуру.
[0059] Варианты реализации настоящего изобретения подробно описаны со ссылкой на прилагаемые чертежи, однако конкретные конструкции не ограничены конструкциями в данных вариантах реализации. Изменения конструкции и тому подобное, выполненные без выхода за пределы объема настоящего изобретения, включены в настоящее изобретение.
[0060] Как описано выше, настоящее изобретение может обеспечить строительный материал, в котором покрытия образованы непосредственно на неорганическом основном материале, содержащем древесную арматуру, и покрытия имеют верхнюю поверхность с удовлетворительной зеркальной отделкой.
Изобретение относится к строительному материалу, такому как облицовочная панель. Способ производства строительного материала включает первый этап, на котором наносят первую отверждаемую при помощи ультрафиолетового излучения краску на неорганический материал, содержащий древесную арматуру, и не полностью отверждают эту краску. На втором этапе наносят вторую отверждаемую при помощи ультрафиолетового излучения краску и полностью ее отверждают. На третьем этапе полируют полностью отвержденную вторую отверждаемую при помощи ультрафиолетового излучения краску для придания гладкости ее поверхности. На четвертом этапе наносят эмалевую краску и отверждают ее. На втором этапе в качестве второй отверждаемой при помощи ультрафиолетового излучения краски наносят краску, содержащую наполнитель в количестве от 40 до 70% массы в отношении твердого содержимого, пока первая отверждаемая при помощи ультрафиолетового излучения краска отверждена не полностью. Изобретение позволяет обеспечить улучшенную поверхность с зеркальной отделкой покрытия неорганического материала, содержащего древесную арматуру. 5 з.п. ф-лы, 3 ил., 2 табл.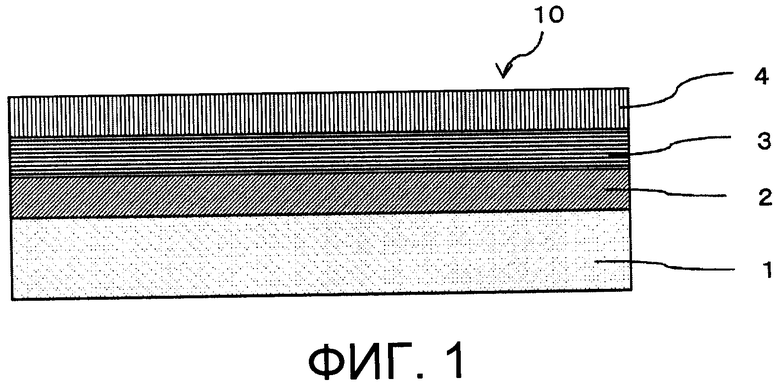
1. Способ производства строительного материала, включающий:
первый этап, на котором наносят первую отверждаемую при помощи ультрафиолетового излучения краску на неорганический материал, содержащий древесную арматуру, и не полностью отверждают эту краску;
второй этап, на котором наносят вторую отверждаемую при помощи ультрафиолетового излучения краску и полностью ее отверждают;
третий этап, на котором полируют полностью отвержденную вторую отверждаемую при помощи ультрафиолетового излучения краску для придания гладкости ее поверхности; и
четвертый этап, на котором наносят эмалевую краску и отверждают ее,
причем на втором этапе в качестве второй отверждаемой при помощи ультрафиолетового излучения краски наносят краску, содержащую наполнитель в количестве от 40 до 70% массы в отношении твердого содержимого, пока первая отверждаемая при помощи ультрафиолетового излучения краска отверждена не полностью.
2. Способ по п. 1, в котором
на первом этапе первую отверждаемую при помощи ультрафиолетового излучения краску наносят в таком количестве, что покрытие, образованное из первой отверждаемой при помощи ультрафиолетового излучения краски, имеет толщину в диапазоне от 10 до 150 мкм,
на втором этапе вторую отверждаемую при помощи ультрафиолетового излучения краску наносят в таком количестве, что покрытие, образованное из второй отверждаемой при помощи ультрафиолетового излучения краски, имеет толщину в диапазоне от 30 до 150 мкм, и
на третьем этапе полностью отвержденную вторую отверждаемую при помощи ультрафиолетового излучения краску полируют так, что она имеет толщину в диапазоне от 10 до 130 мкм.
3. Способ по п. 1, в котором количество второй отверждаемой при помощи ультрафиолетового излучения краски, нанесенной на втором этапе, больше, чем количество первой отверждаемой при помощи ультрафиолетового излучения краски, нанесенной на первом этапе.
4. Способ по п. 1, в котором первая отверждаемая при помощи ультрафиолетового излучения краска и вторая отверждаемая при помощи ультрафиолетового излучения краска содержат в качестве основного компонента по меньшей мере один материал из акриловой смолы, эпоксидной смолы и уретановой смолы.
5. Способ по п. 1, в котором на первом этапе первая отверждаемая при помощи ультрафиолетового излучения краска представляет собой краску, содержащую наполнитель в количестве от 40 до 70% массы в отношении твердого содержимого.
6. Способ по п. 1, в котором на верхнюю поверхность строительного материала наносят защитную краску, содержащую в качестве основного компонента любую из фтористой смолы, акриловой смолы, уретановой смолы и акриловой кремниевой смолы, и отверждают эту краску.
| Устройство для герметического вращательного бурения | 1937 |
|
SU53334A1 |
| Способ гибки труб и устройство для осуществления этого способа | 1957 |
|
SU119774A1 |
| Способ получения лайки | 1938 |
|
SU55395A1 |
| JP 2011163069 A, 25.08.2011 | |||
| JP 61168584 A, 30.07.1986 | |||
| ПРОСТРАНСТВЕННО-ВРЕМЕННОЕ СКРЕМБЛИРОВАНИЕ В СИСТЕМАХ СОТОВОЙ СВЯЗИ | 2006 |
|
RU2391781C2 |

