Область техники
Настоящее изобретение в целом относится к измерению струи лака для покрытия подложек, в частности печатных плат в сфере электроники, в которой указанный процесс также называют "конформное покрытие", и в частности относится к оптическому датчику, выполненному с возможностью измерения струи лака для покрытия подложек, в частности печатных плат, к измерительному устройству, в котором использован указанный оптический датчик, к лакировочному устройству для подложек, в частности печатных плат, в котором используют указанное измерительное устройство, к способу определения ширины или симметричности струи лака для покрытия подложек, в частности печатных плат, и к способу измерения струи лака.
Уровень техники
При изготовлении электронных узлов печатные платы после установки на них электронных компонентов зачастую покрывают защитным лаком. Указанный вид покрытия также называют "конформное покрытие" вследствие того, что слой лака соответствует структуре или топологии поверхности. В ходе процесса покрытия некоторые участки, такие как контактные точки, печатные проводники, и т.д., не покрывают, и соответственно, процесс покрытия должен быть избирательным и точным. Из уровня техники известны системы жидкого выпуска, при использовании которых струю жидкости выпускают в виде струи некоторой заданной формы из выхода сопла в направлении покрываемой поверхности в соответствии с заданным планом лакировки. Широкое применение имеет система, в которой использован аппликатор, выполненный с возможностью выпуска веерообразной струи жидкости. Струю жидкости, имеющую указанную форму, называют завесой, которая может быть образована посредством использования в аппликаторе сопла соответствующей формы, называемого в нижеприведенном описании соплом завесы, соплом аппликатора или просто соплом. Ширина эффективного нанесения завесы зависит от давления подачи наносимой жидкости, в данном случае, защитного лака, геометрии сопла, и высоты нанесения, т.е. расстояния между выходом сопла завесы и покрываемой поверхностью.
Перед использованием в процессе покрытия сопло или жидкостная завеса должны быть подвергнуты калибровке, т.е. должно быть определено значение давления, при котором жидкость, например, защитный лак, должна быть подана в сопло для обеспечения заданной ширины жидкостной завесы или лаковой завесы при заданной высоте нанесения при выходе из сопла с определенными геометрическими параметрами. Кроме того, должна быть определена симметричность лаковой завесы вследствие того, что сопла могут быть выполнены с некоторым допуском или могут подвергаться загрязнению, в результате чего может быть сформирована асимметричная струя жидкости. Параметры, в соответствии с которыми надлежит осуществлять процесс покрытия, определяют в ходе калибровки, т.е. определяют высоту нанесения, на которой надлежит осуществлять покрытие, и значение давления подачи, которое следует использовать для достижения заданной ширины завесы на требуемой высоте нанесения, а также необходимо определить факт наличия или отсутствия асимметричности завесы вследствие наличия допуска, износа сопла завесы и возможного загрязнения, в результате чего заданный план лакировки может быть скорректирован с обеспечением положений аппликатора в ходе процесса покрытия, позволяющих получать надлежащий рисунок нанесения. Соответственно, в случае наличия асимметричности, лаковая завеса более не симметрична в соответствии с отверстием сопла, и позиционирование сопла завесы в ходе процесса покрытия должно быть скорректировано в соответствии с указанной асимметричностью.
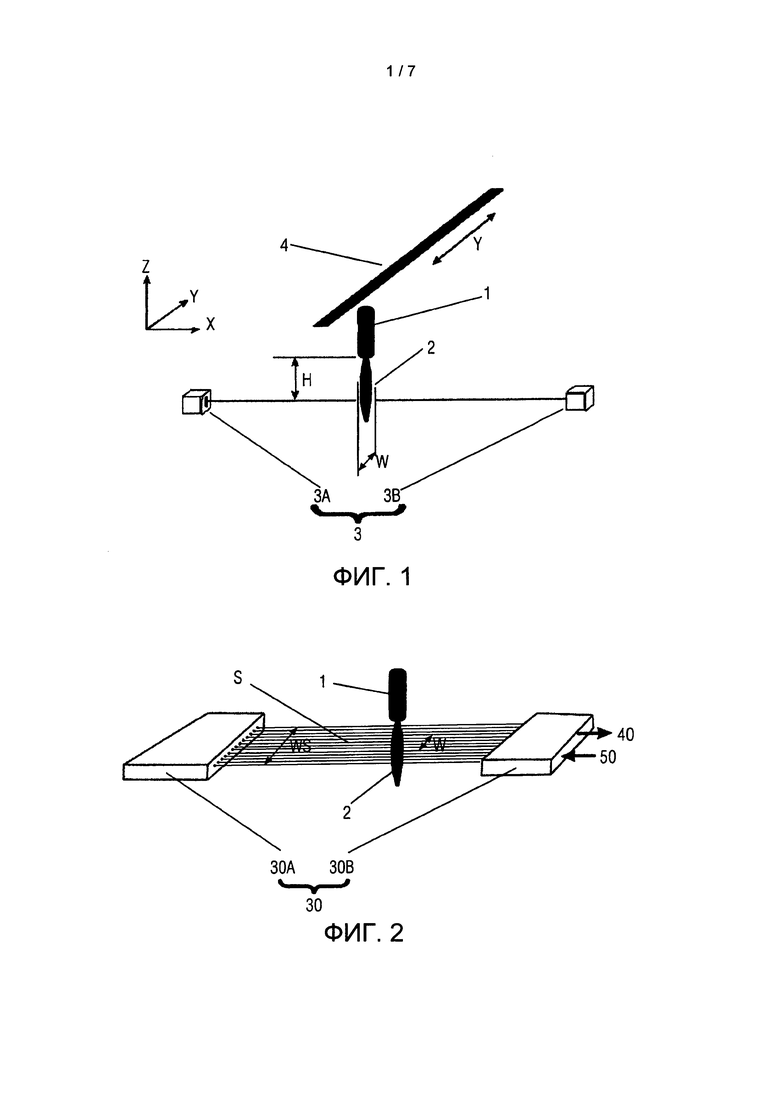
Для осуществления процесса измерения или для измерения геометрии завесы обычно используют измерительную станцию в лакировочном устройстве с оптическим датчиком. Подобная измерительная конструкция, известная из уровня техники, показана на ФИГ. 1. На ФИГ. 1 позицией 1 обозначено схематичное изображение сопла завесы, позицией 2 обозначена лаковая завеса, позицией 4 обозначено устройство для перемещения сопла 1 завесы, позицией 3 обозначен датчик, позицией Н обозначена высота нанесения, а позицией W обозначена ширина лаковой завесы 2. Устройство 4 для перемещения аппликатора может перемещать сопло 1 завесы на изображении, приведенном на ФИГ. 1, мимо датчика в направлении у. Направление ширины W лаковой завесы 2 совпадает с направлением у. Направление высоты Н нанесения на изображении, приведенном на ФИГ. 1, проходит перпендикулярно направлению перемещения устройства 4 для перемещения в направлении z. Направление измерения датчиком 3, соответствующее направлению перемещения светового луча детектора, проходит перпендикулярно направлению перемещения устройства 4 для перемещения (направлению у) и перпендикулярно направлению высоты (направлению z) в направлении х. Оптический датчик состоит из по существу точечного источника 3А света и приемника 3В, например, светодиода. Передатчик и приемник могут быть выполнены в виде прерывателей в форме светового барьера, или передатчик и приемник могут быть также выполнены за одно целое друг с другом, и в этом случае приемник получает излучаемый передатчиком свет не напрямую, а в виде света, отраженного от объекта. Для измерения лаковой завесы сопло завесы сначала перемещают в зону датчика. Затем приводят в действие аппликатор и выпускают лак под заданным давлением через отверстие сопла. В ходе обеспечения специальным соплом лаковой завесы указанное специальное сопло (сопло завесы) направляют мимо оптического датчика на требуемой высоте нанесения. Ширину завесы на требуемой высоте нанесения определяют на основании скорости сопла завесы относительно оптического датчика, а также на основании момента начала прерывания или отражения светового луча.
Измерительные системы указанного вида описаны, например, в DE 60038080 Т2 и ЕР 1432526.
Недостаток указанных видов измерения ширины завесы заключается в необходимости перемещения сопла завесы в ходе процесса измерения, в результате чего могут накапливаться ошибки позиционирования шагового двигателя для перемещения сопла завесы, приводящие к неточностям при определении ширины завесы. Кроме того, процесс измерения занимает значительное время, и в ходе всего процесса перемещения может быть необходим выпуск лака через сопло, что приводит к высокому расходу лака.
Существует необходимость в обеспечении более точного и быстрого измерительного устройства. Соответственно, задача настоящего изобретения заключается в обеспечении устройств и способов, позволяющих осуществлять быстрое, точное и экономически выгодное измерение и калибровку струи лака для изготовления печатных плат.
Раскрытие сущности изобретения
Согласно первому аспекту настоящего изобретения, задача решена посредством обеспечения оптического датчика, выполненного с возможностью измерения струи лака для процесса покрытия, в частности процесса конформного покрытия, причем оптический датчик содержит: поле обзора, имеющее ширину, превышающую максимальную ожидаемую ширину струи лака, так что датчик не нужно перемещать относительно струи лака в ходе процесса измерения; и по меньшей мере один выход, посредством которого может быть выведен сигнал, соответствующий значению ширины струи лака в поле обзора оптического датчика.
При использовании выполненного указанным образом оптического датчика ширина струи лака может быть измерена быстро и точно вследствие отсутствия необходимости перемещения аппликатора или сопла завесы, а результат измерения может быть получен на выходе измерения датчика непосредственно после включения датчика.
Согласно второму аспекту настоящего изобретения, задача решена посредством обеспечения оптического датчика, выполненного с возможностью измерения струи лака для процесса покрытия, в частности процесса конформного покрытия, причем оптический датчик содержит: поле обзора, имеющее ширину, превышающую максимальную ожидаемую ширину струи лака, так что датчик не нужно перемещать относительно струи лака в ходе процесса измерения; и по меньшей мере один выход, посредством которого может быть выведен сигнал, соответствующий центральному положению струи лака относительно оптического датчика.
Выполненный указанным образом оптический датчик обеспечивает возможность определения центрального положения струи лака или лаковой завесы без перемещения аппликатора и возникновения сопутствующих ошибок позиционирования. Выход датчика обеспечивает данные в реальном времени, и снижает расход лака в ходе процесса калибровки. Затем указанные данные могут быть использованы для определения асимметричности завесы с использованием крайне незначительных вычислительных затрат.
Согласно третьему аспекту настоящего изобретения, задача решена посредством обеспечения оптического датчика, выполненного с возможностью измерения струи лака для процесса покрытия, в частности процесса конформного покрытия, причем оптический датчик содержит: поле обзора, имеющее ширину, превышающую максимальную ожидаемую ширину струи лака, так что датчик не нужно перемещать относительно струи лака в ходе процесса измерения; по меньшей мере один выход, причем оптический датчик имеет первый режим работы и второй режим работы, в первом режиме работы посредством по меньшей мере одного указанного выхода может быть выведен сигнал, соответствующий ширине струи лака в поле обзора оптического датчика, а во втором режиме работы посредством по меньшей мере одного указанного выхода (40) может быть выведен сигнал, соответствующий центральному положению струи лака относительно оптического датчика.
Выполненный указанным образом оптический датчик сочетает в себе признаки и преимущества датчиков согласно первому и второму аспектам настоящего изобретения, и обеспечивает свободное определение ширины струи лака и симметричности указанной струи в отсутствии необходимости относительного перемещения струи лака и датчика.
Выход измеренных значений может быть реализован в различных вариантах реализации.
В одном из вариантов реализации оптический датчик содержит по меньшей мере два выхода, причем посредством первого из по меньшей мере двух выходов может быть выведен сигнал, соответствующий ширине струи лака в поле обзора оптического датчика. Посредством второго из по меньшей мере двух выходов может быть выведен сигнал, соответствующий центральному положению струи лака относительно оптического датчика. Таким образом, может быть обеспечено быстрое и полное измерение струи лака вследствие одновременного обеспечения обоих параметров в реальном времени.
В одном из вариантов реализации оптический датчик содержит вход, посредством которого может быть осуществлен выбор режима работы. В данном варианте реализации необходим лишь один выход, вследствие чего могут быть снижены затраты на аппаратное обеспечение. В случае использования аналогового выхода оптический датчик также обеспечивает возможность свободной модернизации более старых и простых систем нанесения покрытия. Например, аналоговый выход может выводить аналоговый сигнал в диапазоне напряжений от 0 до 10 В или от -5 до +5 В, или в диапазоне силы тока от 0 до 20 мА или от 4 до 20 мА. Обработка указанных диапазонов напряжения и силы тока может быть выполнена посредством стандартных устройств обнаружения и оценки.
Для обеспечения возможности измерения ширины струи лака без перемещения аппликатора лака предпочтительно выполнение оптического датчика, имеющего поле обзора с шириной, превышающей максимальную ожидаемую ширину струи лака. Например, в стандартных лакировочных системах используют аппликаторы с шириной завесы от 0,3 см до 2 см, и соответственно, поле обзора оптического датчика должно находиться в пределах от 1 см до 4 см, и предпочтительно порядка 3 см.
В другом варианте реализации в оптическом датчике используют световое излучение в диапазоне длин волн от 650 нм до 780 нм, предпочтительно составляющих примерно 670 нм. В подобном диапазоне длин волн обеспечено получение лучшего контраста для прозрачных лаков, используемых в конформном покрытии, для осуществления измерения. Диапазон длин волн, приближенный к 670 нм, обладает преимуществом, заключающимся в обеспечении наилучшего компромисса между достижимым контрастом и стоимостью источника света.
Согласно четвертому аспекту настоящего изобретения, задача решена посредством обеспечения измерительного устройства, содержащего следующие элементы: вышеописанный оптический датчик согласно первому, второму и третьему аспектам настоящего изобретения; устройство позиционирования, выполненное с возможностью позиционирования аппликатора лака для покрытия печатных плат защитным лаком; и средства управления, выполненные с возможностью управления устройством позиционирования таким образом, что аппликатор лака перемещают в заданное положение измерения таким образом, что выход лака из отверстия сопла завесы в аппликаторе размещен на заданной высоте нанесения над полем обзора датчика, а ширина струи лака может быть измерена на заданной высоте нанесения.
Выполненное указанным образом измерительное устройство может быть свободно встроено в лакировочное устройство для печатных плат, а ширина струи лака для аппликатора лака или сопла завесы может быть измерена в качестве этапа процесса лакировки.
В одном из вариантов реализации измерительное устройство также содержит средства подачи лака, причем средства управления выполнены с возможностью привода средств подачи лака, в результате чего ширина струи лака и симметричность струи лака могут быть определены при заданном значении давления подачи лака. В конфигурации, в которой средства подачи лака представляют собой часть измерительной установки, измерительная установка обладает большей универсальностью в применении, например, в качестве независимого испытательного стенда для аппликаторов струи лака или в качестве неотъемлемой части лакировочного устройства для печатных плат, причем средства управления и средства подачи лака указанной измерительной установки выполнены с возможностью преобразования лакировочной функции в лакировочном устройстве для печатных плат.
Согласно пятому аспекту настоящего изобретения, задача решена посредством обеспечения лакировочного устройства для печатных плат, содержащего вышеописанное измерительное устройство согласно второму аспекту настоящего изобретения, содержащее вышеописанное устройство подачи лака, а также дополнительно содержащего конвейер для плат и участок лакировки, на котором осуществляют лакировку плат. Устройство позиционирования измерительного устройства также выполнено с возможностью позиционирования аппликатора таким образом, что сопло завесы расположено в зоне лакировки, и перемещения аппликатора в зоне лакировки таким образом, что обеспечена лакировка платы согласно заданному плану лакировки. Кроме того, средства управления измерительного устройства в лакировочном устройстве выполнены с возможностью управления устройством позиционирования и устройством подачи лака для обеспечения лакировки с использованием измеренного значения ширины струи лака с сопутствующим значением давления подачи и измеренной симметричностью струи лака.
Измерительное устройство, встроенное в лакировочное устройство с датчиком по настоящему изобретению, обеспечивает возможность избирательного покрытия печатных плат защитным лаком с сохранением определенных участков, таких как штыревые соединители и соединения, в свободном от лака состоянии. Вследствие точного измерения, возможного при использовании настоящего лакировочного устройства, пути лакировки могут быть определены настолько точно, что нет необходимости в маскировании, но тем не менее может быть обеспечен равномерный защитный слой в точках пересечения путей с одновременным уменьшением расхода лака.
Согласно шестому аспекту настоящего изобретения, задача решена вследствие обеспечения способа определения ширины струи лака для лакировки печатных плат, включающего следующие этапы: перемещение аппликатора лака в положение измерения лакировочного устройства для печатных плат; подачу лака на аппликатор под заданным давлением; определение ширины струи посредством оптического датчика согласно первому, второму и третьему аспектам настоящего изобретения согласно вышеприведенному описанию при сохранении аппликатора лака в неподвижном состоянии; и вывод первого сигнала, соответствующего ширине струи лака.
Указанный способ обеспечивает быстрое и точное определение ширины струи лака или лаковой завесы. Указанный способ может быть выполнен в качестве промежуточного процесса проверки ширины струи, например, по завершении каждого процесса покрытия подложки, например, собранной платы, или по завершении каждого второго или третьего процесса покрытия. Однако способ также может быть использован в качестве способа измерения, в котором определяют давление подачи для заданной ширины струи.
Согласно седьмому аспекту настоящего изобретения, задача решена вследствие обеспечения способа определения симметричности струи лака, включающего следующие этапы: перемещение аппликатора лака в положение измерения лакировочного устройства для печатных плат; подачу лака на аппликатор лака под заданным давлением; определение центрального положения струи лака относительно оптического датчика посредством оптического датчика согласно первому, второму и третьему аспектам настоящего изобретения при сохранении аппликатора лака в неподвижном состоянии; вывод второго сигнала, соответствующего центральному положению струи лака относительно оптического датчика; сравнение центрального положения лаковой завесы с центральным положением отверстия сопла в аппликаторе лака; и определение расстояния между двумя указанными положениями в качестве меры асимметричности струи лака.
Указанный способ обеспечивает быструю и точную регулировку струи лака в случае ее асимметричности, в результате чего положение аппликатора лака при выполнении покрытия плат может быть свободно отрегулировано. Указанная процедура может быть выполнена в качестве промежуточного процесса проверки симметричности, например, по завершении каждого процесса покрытия подложки, например, собранной платы, или по завершении каждого второго или третьего процесса покрытия, с целью определения возможной необходимости чистки сопла или корректировки плана лакировки. Однако способ также может быть использован в качестве способа измерения, в котором данные симметричности определяют после определения давления подачи для заданной ширины струи.
В другом варианте реализации вышеописанных способов аппликатор лака размещают в положении измерения таким образом, что выход лака из сопла в аппликаторе лака расположен на заданной высоте нанесения над полем обзора датчика, а ширина струи лака и/или симметричность лаковой завесы могут быть измерены на заданной высоте нанесения.
Согласно восьмому аспекту настоящего изобретения, задача решена вследствие обеспечения способа измерения струи лака, включающего следующие этапы:
(a) установка исходного значения давления подачи лака;
(b) определение ширины струи лака для требуемой высоты нанесения согласно шестому аспекту;
(c) сравнение измеренного значения ширины струи лака с требуемым значением;
(d) соответствующая регулировка давления подачи лака в случае несоответствия измеренного значения ширины струи лака целевому значению ширины струи лака;
(e) повторение этапов (b)-(d) до получения требуемого значения ширины струи лака и
(f) сохранение полученного значения давления подачи.
Указанный способ обеспечивает быстрое и экономически целесообразное получение требуемого значения давления подачи для нанесения лака на требуемой высоте нанесения.
Согласно девятому аспекту настоящего изобретения, задача решена вследствие обеспечения способа измерения струи лака, включающего следующие этапы:
(g) определение асимметричности струи лака согласно седьмому аспекту; и
(h) сохранение асимметричности в виде значения сдвига между центральным положением струи лака и центральным положением отверстия сопла в аппликаторе лака.
Указанный способ обеспечивает получение значений корректировки асимметричности лаковой завесы, вызванной износом и производственным допуском сопла завесы, которые могут быть использованы для дальнейшей обработки при формировании или изменении плана лакировки. Указанная процедура может быть выполнена после осуществления измерительной процедуры согласно восьмому аспекту настоящего изобретения. Однако указанная процедура может также быть выполнена в качестве процедуры проверки симметричности после осуществления способа согласно восьмому аспекту настоящего изобретения. Сохраненное значение впоследствии может быть использовано при формировании или корректировке плана лакировки. Например, сохраненное значение, равное нулю, может указывать на отсутствие асимметричности.
Согласно десятому аспекту настоящего изобретения, задача решена вследствие обеспечения способа измерения струи лака, включающего следующие этапы:
(i) определение асимметричности струи лака согласно седьмому аспекту настоящего изобретения;
(j) сравнение расстояния между центральным положением струи лака и центральным положением отверстия сопла в аппликаторе лака с первым пороговым значением; и
(k) сохранение асимметричности в виде значения сдвига между центральным положением лаковой завесы и центральным положением отверстия сопла в аппликаторе лака в случае превышения первого порогового значения.
В дополнение к девятому аспекту настоящего изобретения, указанный способ обеспечивает уточнение возможного факта необходимости корректировки плана лакировки. В зависимости от определенного значения асимметричности, может быть определен момент времени, в который следует выполнить следующий процесс проверки симметричности.
В одном из вариантов реализации расстояние между центральным положением струи лака и центральным положением отверстия сопла в аппликаторе лака может быть сравнено со вторым пороговым значением, и в случае превышения второго порогового значения аппликатор лака может быть переведен в положение чистки, и может быть осуществлена чистка. В случае неудачного процесса чистки сопло должно быть заменено с целью сохранения качества покрытия.
Краткое описание чертежей
В нижеприведенном описании более подробно раскрыты варианты реализации, дополнительные подробности, и возможные варианты применения настоящего изобретения со ссылкой на сопутствующие чертежи. Все описанные и/или изображенные признаки, по отдельности или в любой комбинации, представляют собой объект изобретения, независимо от их изложения в формуле изобретения или обратных ссылок. Содержание формулы изобретения также является частью описания. На чертежах:
На ФИГ. 1 показана конфигурация датчика для измерения ширины завесы согласно уровню техники;
На ФИГ. 2 показана конфигурация датчика для измерения ширины завесы согласно настоящему изобретению;
На ФИГ. 3 показан вид в поперечном сечении конфигурации по ФИГ. 2;
На ФИГ. 4 показан пример симметричной лаковой завесы;
На ФИГ. 5 показан пример асимметричной лаковой завесы;
На ФИГ. 6 приведена схематичная иллюстрация части установки по производству печатных плат;
На ФИГ. 7 показана блок-схема способа определения ширины лаковой завесы;
На ФИГ. 8 показана блок-схема способа определения асимметричности лаковой завесы;
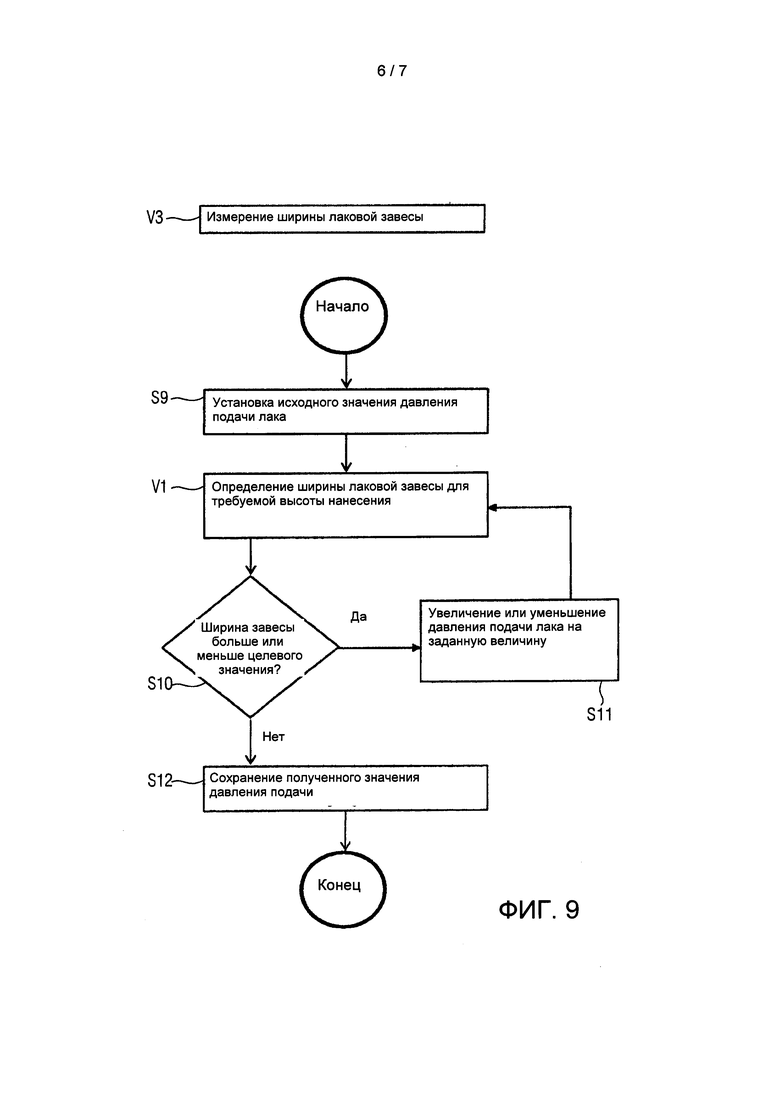
На ФИГ. 9 показана блок-схема способа измерения ширины лаковой завесы; и
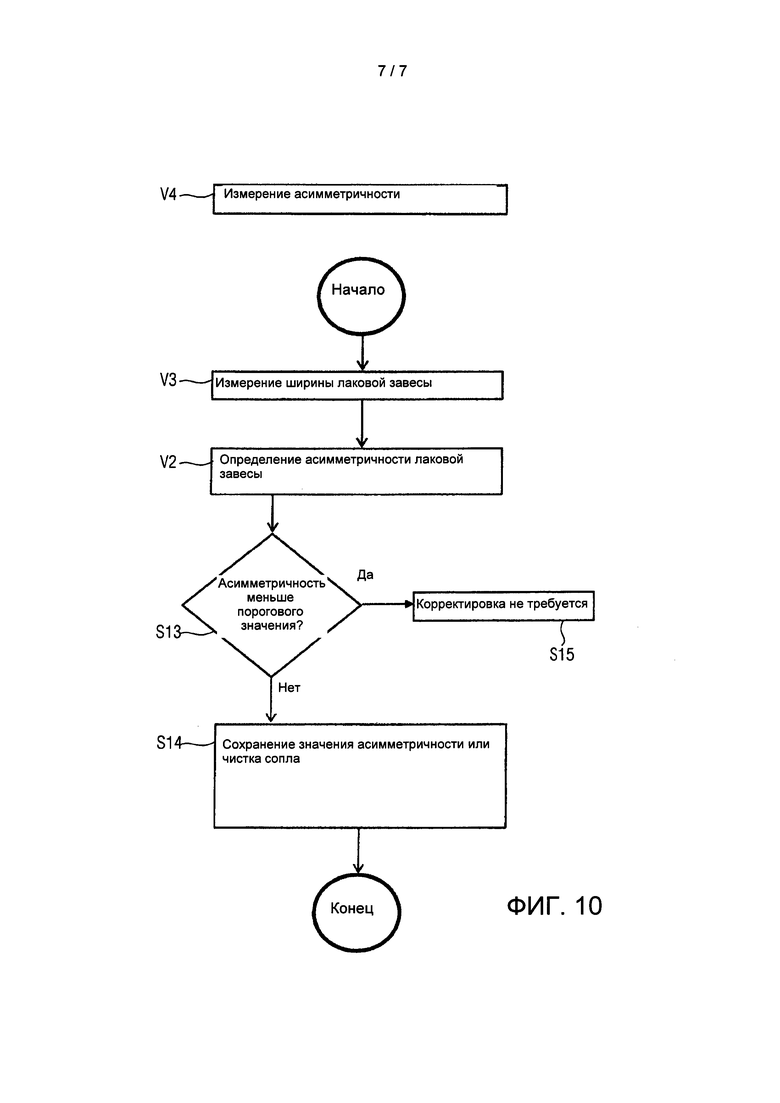
На ФИГ. 10 показана блок-схема способа измерения асимметричности лаковой завесы.
Осуществление изобретения
На ФИГ. 2 приведена схематичная иллюстрация примера конфигурации датчика для измерения ширины лаковой завесы согласно настоящему изобретению. Несмотря на то, что в подробном описании использованы термины "лаковая завеса", "ширина завесы", "симметричность завесы", и "сопло завесы", следует понимать, что указанные термины приведены в качестве примеров для иллюстрации в конкретной форме, и что указанные термины могут быть заменены на более общие термины и признаки "струя лака", "ширина струи лака", "симметричность струи лака", и "аппликатор лака".
На ФИГ. 2 схематично показаны сопло 1 завесы, лаковая завеса 2 и датчик 30, состоящий из передатчика 30А и приемника 30В. Приемник содержит аналоговый выход 40 и цифровой вход 50. Датчик 30 показан на чертеже в виде ряда световых барьеров с участком 30А передатчика и участком 30В приемника. Например, участок 30А передатчика может представлять собой линейный ряд лазерных диодов, а участок 30В приемника может представлять собой линейный ряд диодов приемника. Однако конкретная конфигурация датчика 30 неважна. Преимущества настоящего изобретения основаны на конструкции датчика, посредством которого может быть измерена вся ширина лаковой завесы, причем и указанная ширина, и ее асимметричность могут быть выведены посредством по меньшей мере одного выхода. Указанная функция, например, может также быть выполнена посредством лазерного луча и диода приемника, где лазерный луч образован посредством подвижной микрооптики и направлен на светодиод таким образом, что, например, может быть осуществлено крайне быстрое сканирование лаковой завесы. Конфигурация в виде системы прерывания (по принципу светового барьера) с противолежащими передатчиком и приемником, как показано на ФИГ. 2, также не является обязательной. Датчик может также быть реализован в виде единого блока передатчика/приемника с использованием противолежащего отражателя или без него. Кроме того, отображение устройства с цифровым входом и аналоговым выходом также приведено лишь в качестве примера. Также может быть использовано множество выходов, в результате чего данные симметричности и данные ширины струи лака могут быть выведены одновременно. Также возможно обеспечение множества входов или конфигурация без входа. Входы и выходы могут быть аналоговыми и/или цифровыми. Следовательно, изображения на чертежах следует рассматривать исключительно в качестве примеров выполнения изобретения.
Ключевая характеристика датчика 30 заключается в том, что датчик имеет поле S обзора с эффективной шириной WS, превышающей ширину W лаковой завесы 2, в результате чего ширина W лаковой завесы 2 может быть обнаружена без перемещения лаковой завесы относительно датчика. Согласно системе координат, идентичной приведенной на ФИГ. 1, направление ширины WS поля обзора таким образом совпадает с направлением у. Направление ширины W лаковой завесы 2 совпадает с направлением у. Вследствие того, что ширина WS поля S обзора превышает ширину W лаковой завесы 2, ширина W лаковой завесы 2 может быть измерена без перемещения сопла 1 завесы.
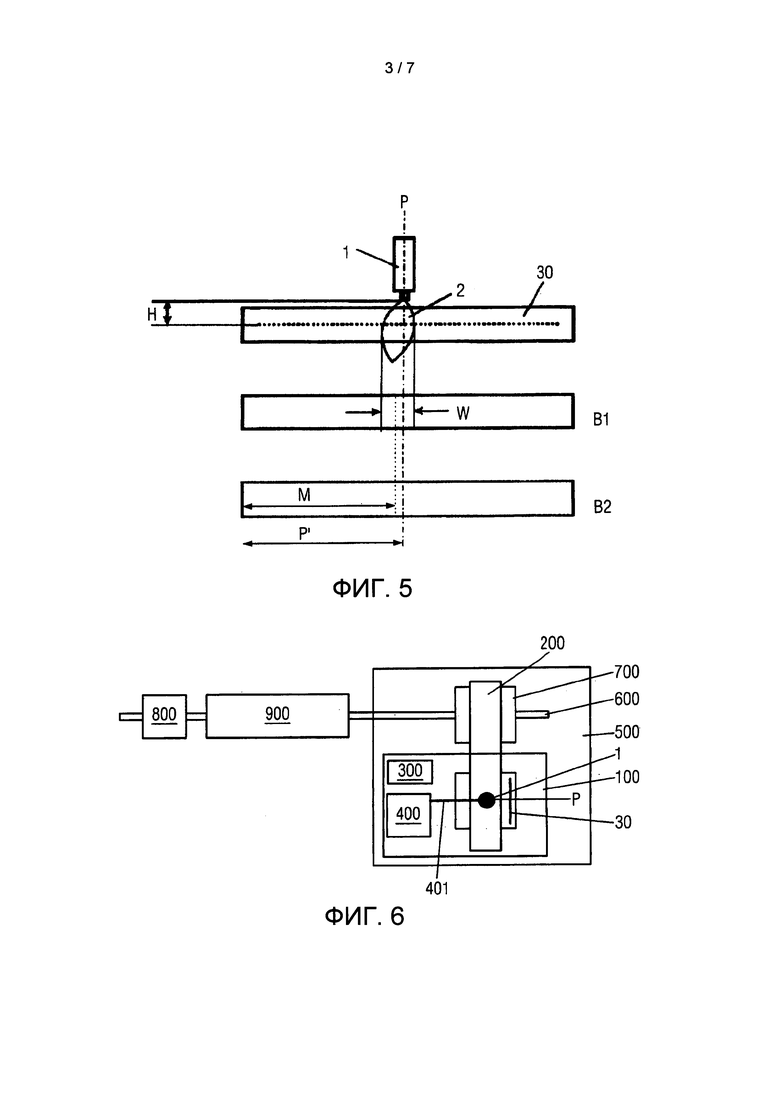
На ФИГ. 3 проиллюстрирован эффект различных давлений подачи на сопло 1 завесы. На ФИГ. 3 показан вид в поперечном сечении трехмерного вида по ФИГ. 2 при рассмотрении в направлении х. Позицией Р обозначено положение сопла 1 завесы в положении измерения. В системе координат, выбранной для изображений на ФИГ. 1, 2 и 3, положение Р измерения соответствует фиксированной координате у. На ФИГ. 3 показаны две различные лаковые завесы 2-1 и 2-2, полученные при различных значениях давления подачи, например, защитного лака, на сопло 1 завесы. В примере по ФИГ. 3 первая лаковая завеса 2-1 имеет ширину W1, достигаемую при использовании первого давления подачи. При использовании второго давления подачи, превышающего первое давление подачи, вторая лаковая завеса 2-2 достигает ширины W2, превышающей первую ширину W1. Ширину измеряют в поле S обзора датчика 30. Поле S обзора проходит в направлении у в системе координат, выбранной для изображений на ФИГ. 1-3, и также проходит в направлении высоты (z) на пренебрежимо малое расстояние. Сопло 1 завесы расположено на выбранной высоте Н нанесения над полем S обзора (в направлении z). Значения W1 и W2 ширины измеряют в поле S обзора датчика 30, т.е. на линии поля S обзора. Согласно ФИГ. 3, ширина WS поля S обзора превышает значения W1 и W2 ширины лаковой завесы. Ширина WS поля S обзора выбрана таким образом, что она превышает максимальное ожидаемое значение W ширины лаковой завесы 2.
На ФИГ. 4 проиллюстрирован принцип измерения согласно настоящему изобретению. Датчик показан в виде блока 30, а режимы работы датчика 30 показаны в виде блоков В1 и В2. В режимах В1 и В2 работы сигналы выводят на выход 40, как показано на ФИГ. 2, соответственно. Обеспечена возможность переключения между режимами В1 и В2 работы посредством входа 50 по ФИГ. 2. В первом режиме В1 работы посредством выхода 40 выводят значение напряжения, соответствующее ширине W лаковой завесы 2 и определенное посредством датчика 30. Например, в случае, если выход представляет собой аналоговый выход, он может быть выполнен с возможностью вывода напряжения в диапазоне от 0 до 10 В. В данном случае напряжение в 0 В может указывать на отсутствие лаковой завесы 2. Также в данном случае выходное напряжение в 10 В указывает на тот факт, что лаковая завеса 2 покрывает всю ширину WS поля S обзора. Например, в случае, если ширина WS поля S обзора составляет 10 см, в режиме В1 работы согласно примеру по ФИГ. 4 выходное напряжение на аналоговом выходе 40 составляет 1 В, т.е. ширина W лаковой завесы 2 составляет 1 см. Обычно используют завесы шириной от 3 до 20 мм. Соответственно, ширина WS поля S обзора приблизительно составляет 25-30 мм. Предусмотрена возможность реализации размеров более или менее 3 см в будущем. В режиме В2 работы определяют центральное положение М лаковой завесы 2. В случае использования аналогового выхода на аналоговый выход 40 может быть выведено напряжение, соответствующее, например, расстоянию между центральным положением М лаковой завесы 2 и краем поля S обзора. Вышеуказанное справедливо и в случае использования аналогового выхода. В случае, если сходно с вышеприведенным примером ширина WS поля S обзора составляет 10 см, а диапазон напряжения аналогового выходного сигнала составляет от 0 В до 10 В, центральное положение М лаковой завесы 2 на ФИГ. 4 соответствует выходному напряжению в примерно 5 В на аналоговом выходе 40. Тем не менее, также возможно и другое масштабирование; например, в абсолютно центральном положении выходное напряжение может составлять 0 В, при сдвиге центрального положения М лаковой завесы 2 на левый край поля обзора выходное напряжение может составлять -5 В, а при сдвиге центрального положения М на правый край поля S обзора выходное напряжение может составлять +5 В. Разброс выходного напряжения в 10 В также не ограничен указанным значением, и может иметь любое значение, такое как, например, 3 В или 5 В. Вместо аналоговых значений напряжения также могут быть выведены и цифровые значения. Два режима В1 и В2 работы могут быть выполнены одновременно с использованием двух выходов, а результаты их выполнения могут быть выведены на два указанных выхода. В случае использования лишь одного выхода цифровой вход 50 может быть использован для переключения между двумя режимами работы.
Как правило, положение измерения, т.е. центральное положение Р сопла 1 завесы, установлено в центральном положении поля S обзора датчика 30. Соответственно, в вышеприведенном примере с аналоговым выходом центральное положение Р сопла 1 завесы в положении измерения соответствует выходному напряжению датчика 30 в 5 В во втором режиме В2 работы в случае соответствия значения 0 В положению на левом крае поля обзора, а значения 10 В - положению на правом крае поля S обзора. При наличии точной симметричности лаковой завесы 2 выходное напряжение аналогового выхода 40 во втором режиме В2 должно соответствовать вымышленному значению напряжения для положения сопла завесы, соответствующего центральному положению Р сопла 1 завесы.
На ФИГ. 5 проиллюстрирован случай асимметричности лаковой завесы 2. В данном случае получены различные значения координаты Р центрального положения сопла 1 завесы, которым может быть присвоено виртуальное значение Р1 напряжения, и центрального положения М лаковой завесы 2. На основе разности двух значений координат может быть вычислено корректировочное значение для рисунка нанесения лакового покрытия. Вследствие фиксированного присвоения положений поля S обзора и сопла 1 завесы, каждому из значений координат в поле S обзора датчика 30 может быть присвоено значение напряжения на аналоговом выходе 40, в результате чего выход напряжения на аналоговом выходе 40 в режиме В2 работы неизменно соотносят с положением сопла 1 завесы на оси Y.
На ФИГ. 6 схематично показана технологическая линия производства печатных плат с некоторыми выбранными компонентами. Позицией 100 обозначено измерительное устройство. Позицией 200 обозначено устройство для перемещения сопла 1 завесы. Позицией 300 обозначена система управления, а позицией 400 обозначено устройство подачи лака с насосами и емкостями с лаком. Лак из устройства подачи лака подают на сопло 1 завесы посредством линии 401 подачи. На ФИГ. 6 сопло 1 подачи показано в положении напротив датчика 30 в положении Р измерения. Посредством устройства 200 для перемещения аппликатор 1 лака может быть перемещен из положения Р измерения на участок 700 лакировки. Конвейер 600 для плат осуществляет транспортировку плат между различными этапами обработки, например, из погрузочного устройства 800 через печь 900 на участок 700 лакировки. Позицией 500 обозначено лакировочное устройство для плат.
На ФИГ. 7-10 приведены блок-схемы различных процедур использования вышеописанных конструкций и принципов. На ФИГ. 7 и 8 показаны упрощенные процедуры измерения с целью определения ширины и симметричности струи лака. Указанные два способа могут быть использованы в качестве составляющих в способах по ФИГ. 9 и 10 или могут быть использованы индивидуально, например, для проверки ширины или проверки симметричности, которые могут выполняться регулярно. Процедуры описаны с использованием примера вышеописанного датчика с аналоговым выходом, но не ограничены указанным примером. Процедуры могут быть осуществлены с использованием одного или нескольких цифровых или аналоговых выходов при отсутствии или использовании нескольких цифровых или аналоговых входов. Кроме того, описанные процедуры могут быть комбинированы в любом порядке. Процедуры, проиллюстрированные на блок-схемах по ФИГ. 7-10 представляют собой лишь примеры реализации, служащие для разъяснения частичных аспектов пунктов сопутствующей формулы изобретения, и указанные процедуры не следует считать ограничивающими. Полный объем изобретения определен исключительно сопутствующей формулой изобретения.
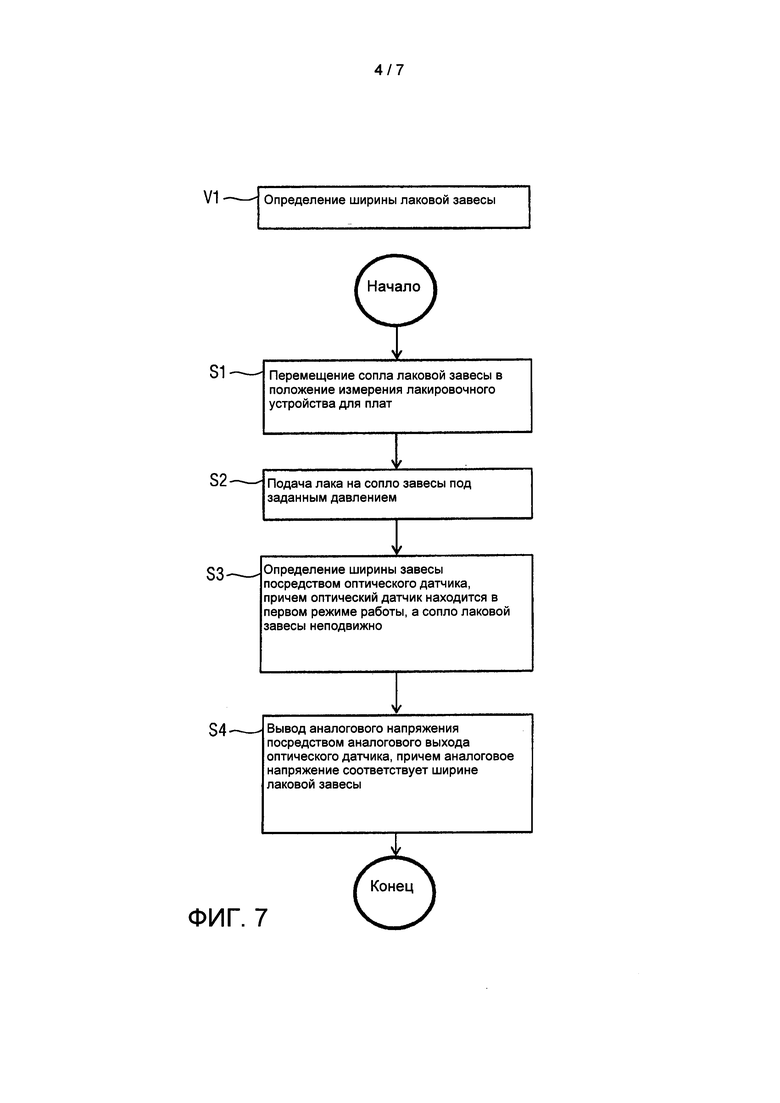
На ФИГ. 7 показан способ использования вышеописанного датчика. На ФИГ. 2 показан способ V1 определения ширины лаковой завесы. На этапе S1 сопло завесы лака перемещают в положение измерения лакировочного устройства для печатных плат. На следующем этапе S2 лак подают на сопло завесы под заданным давлением. На следующем этапе S3 ширину завесы определяют посредством вышеописанного оптического датчика 30, причем оптический датчик находится в первом режиме работы, а сопло лаковой завесы неподвижно. На этапе S4 посредством аналогового выхода 40 оптического датчика 30 выводят аналоговое напряжение, причем аналоговое напряжение соответствует ширине лаковой завесы.
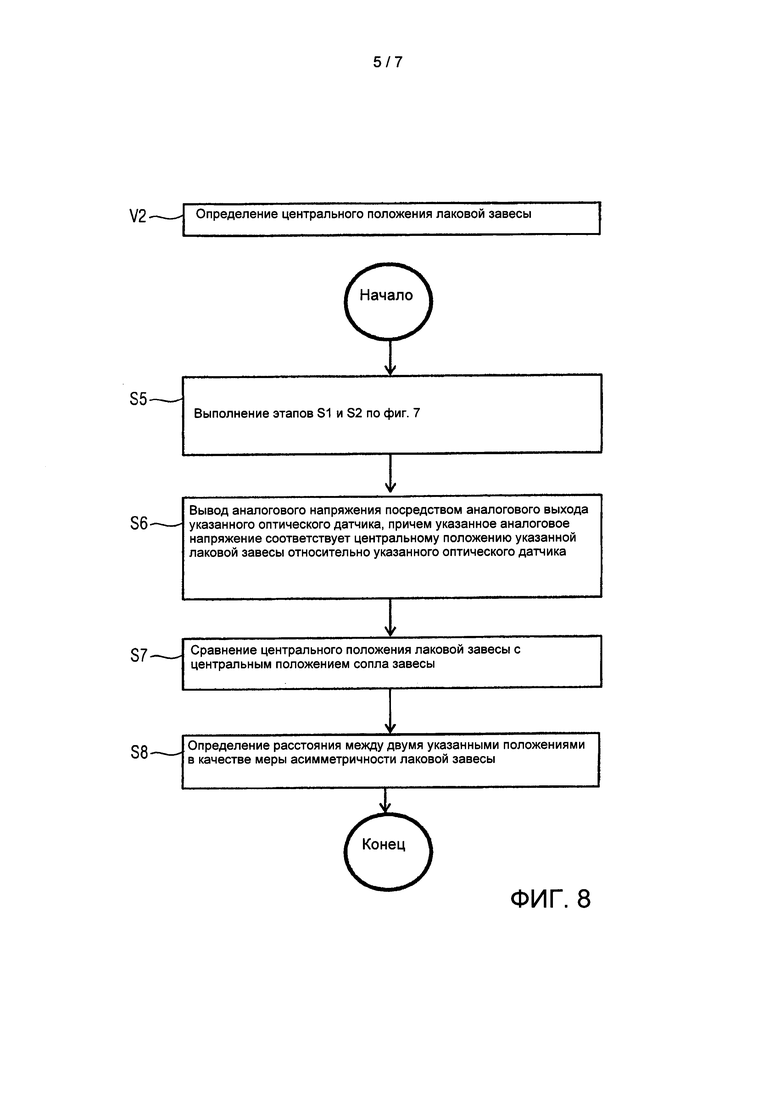
На ФИГ. 8 показана блок-схема способа V2 определения центрального положения лаковой завесы. Этапы S1 и S2 по ФИГ. 7 выполняют на этапе S5. В другом варианте режим работы может быть переключен непосредственно по завершении процедуры по ФИГ. 7, например, посредством цифрового входа 50. В этом случае в цифровой вход 50 оптического датчика 30 может быть введен цифровой сигнал с целью перевода оптического датчика 30 во второй режим В2 работы. При наличии двух выходов указанный этап может быть опущен полностью. На следующем этапе S6 посредством аналогового выхода 40 оптического датчика 30 выводят аналоговое напряжение, причем аналоговое напряжение соответствует положению центрального слоя М лаковой завесы 2 относительно оптического датчика 30. На следующем этапе S7 положение центрального слоя М лаковой завесы 2 сравнивают с центральным положением Р сопла 1 завесы в положении измерения. Согласно вышеприведенному описанию, центральное положение сопла завесы относительно датчика 30 известно и может быть сохранено в виде виртуального сигнала напряжения, например, в блоке управления устройством. Измеренное значение напряжения для центрального положения М лаковой завесы 2 выводят в виде аналогового сигнала на аналоговом выходе 40. Указанное выходное значение может быть сравнено с сохраненным виртуальным значением Т1 напряжения, задающим положение сопла завесы относительно поля S обзора датчика 30. На следующем этапе S8 определяют расстояние между двумя указанными положениями в качестве меры асимметричности лаковой завесы.
На ФИГ. 9 показана блок-схема способа V3 измерения ширины завесы. На этапе S9 осуществляют установку исходного значения давления подачи лака. На следующем этапе выполняют процедуру V1, описанную со ссылкой на ФИГ. 7 на этапах S1-S4. На этапе S10 измеренную ширину завесы сравнивают с номинальным значением. В случае если измеренная ширина завесы меньше номинального значения, давление подачи лака увеличивают на заданную величину на этапе S11. Напротив, в случае превышения измеренной шириной завесы номинального значения, давление подачи лака на этапе S11 уменьшают на заданную величину. Затем продолжают выполнение процедуры V1 на этапах S1-S4. В случае, если измеренная ширина завесы соответствует номинальному значению, полученное значение давления подачи сохраняют на этапе S12.
На ФИГ. 10 показана блок-схема процедуры V4 измерения ширины завесы. При необходимости данная процедура может быть выполнена по завершении процедуры V3 по ФИГ. 9. В этом случае асимметричность определяют согласно процедуре V2 по ФИГ. 8. На этапе S13 измеренную величину асимметричности сравнивают с пороговым значением. В случае, если значение асимметричности меньше первого порогового значения, корректировки не требуется. В случае превышения значением асимметричности первого порогового значения в план лакировки вносят корректировки в соответствии со значением асимметричности. В случае превышения значением асимметричности второго порогового значения может быть осуществлена чистка сопла. Несмотря на то, что на ФИГ. 10 описана процедура, в которой на первом этапе выполняют процедуру V3 по ФИГ. 9, процедура может быть выполнена без осуществления указанного этапа. Указанная последующая процедура может затем быть выполнена в качестве первого этапа процедуры по ФИГ. 9. Другими словами, в процессе измерения симметричность может быть определена до определения ширины.
После получения значений параметров требуемой ширины завесы на требуемой высоте нанесения, т.е. требуемых значений давления, а также асимметричности лаковой завесы, на следующем этапе блок управления машины может вычислять или адаптировать программу рисунка нанесения лака для лакировки плат, и затем осуществлять процесс покрытия.

Настоящее изобретение относится к устройствам и способам измерения струи лака для процесса лакировки электронных узлов. Оптический датчик для измерения центрального положения и ширины лака содержит поле обзора шириной, большей, чем ожидаемая ширина струи, и выход для выведения сигнала, соответствующего ширине и центральному положению струи. Также возможна работа датчика в двух режимах: в режиме вывода сигнала ширины и в режиме вывода сигнала центрального положения. Измерительное устройство содержит оптический датчик, устройство позиционирования аппликатора и средства управления для позиционирования аппликатора. Лакировочное устройство содержит измерительное устройство, конвейер печатных плат, участок лакировки печатных плат. Устройство позиционирования и средства управления выполнены с возможностью нанесения лака на плату. Способы измерения струи и асимметричности включают установку аппликатора в положение измерения лакировочного устройства, подачу и измерение ширины или асимметричности струи с помощью измерительного устройства и вывод значений. Другие способы измерения струи и асимметричности дополнительно включают регулировку давления подачи лака до необходимых величин. Технический результат заключается в повышении быстроты и точности измерения параметров струи лака. 10 н. и 7 з.п. ф-лы, 10 ил.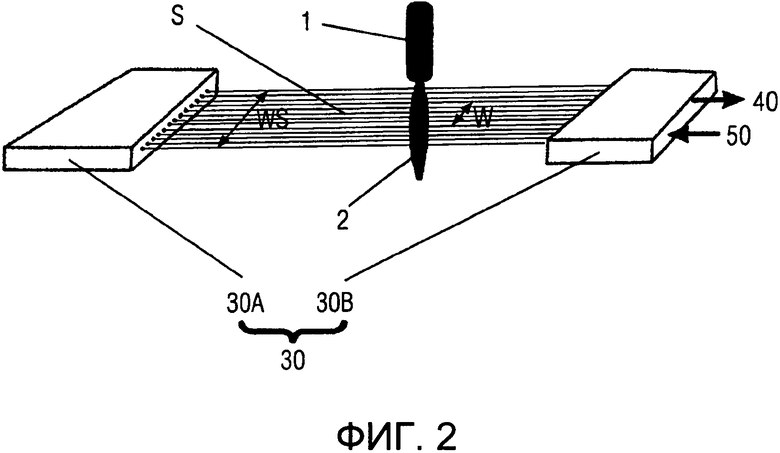
1. Оптический датчик (30) для измерения ширины (W) струи (2) лака для процесса лакировки, содержащий:
поле (S) обзора, имеющее ширину (WS), превышающую максимальную ожидаемую ширину (W) струи лака, так что датчик не нужно перемещать относительно струи лака в ходе измерения; и
по меньшей мере один выход (40), посредством которого обеспечена возможность выведения сигнала, соответствующего значению ширины (W) струи лака в поле (S) обзора оптического датчика.
2. Оптический датчик (30) для измерения центрального положения (M) струи (2) лака для процесса лакировки, содержащий:
поле (S) обзора, имеющее ширину (WS), превышающую максимальную ожидаемую ширину (W) струи лака, так что датчик не нужно перемещать относительно струи лака в ходе измерения; и
по меньшей мере один выход (40), посредством которого обеспечена возможность выведения сигнала, соответствующего центральному положению (M) струи лака относительно оптического датчика.
3. Оптический датчик (30) для измерения ширины (W) и центрального положения (M) струи (2) лака для процесса лакировки, содержащий:
поле (S) обзора, имеющее ширину (WS), превышающую максимальную ожидаемую ширину (W) струи лака, так что датчик не нужно перемещать относительно струи лака в ходе измерения; и
по меньшей мере один выход (40), причем
оптический датчик имеет первый режим (B1) работы и второй режим (B2) работы, причем
в первом режиме (B1) работы посредством по меньшей мере одного указанного выхода (40) обеспечена возможность вывода сигнала, соответствующего ширине (W) струи лака в поле (S) обзора оптического датчика, а
во втором режиме (B2) работы посредством по меньшей мере одного указанного выхода (40) обеспечена возможность вывода сигнала, соответствующего центральному положению (M) струи лака относительно оптического датчика.
4. Оптический датчик по п. 3, содержащий по меньшей мере два выхода, причем
посредством первого из по меньшей мере двух выходов обеспечена возможность вывода сигнала, соответствующего ширине (W) струи лака в поле (S) обзора оптического датчика, а
посредством второго из по меньшей мере двух выходов обеспечена возможность вывода сигнала, соответствующего центральному положению (M) струи лака относительно оптического датчика.
5. Оптический датчик по п. 3 или 4, содержащий вход (50), посредством которого обеспечена возможность выбора режима работы.
6. Оптический датчик по любому из пп. 1-5, в котором ширина (WS) поля обзора оптического датчика находится в пределах от 4 до 1 см, а предпочтительно порядка 3 см.
7. Оптический датчик по любому из пп. 1-6, в котором используют световое излучение в диапазоне длин волн от 650 до 780 нм, предпочтительно составляющих примерно 670 нм.
8. Измерительное устройство (100) для измерения ширины струи лака и/или асимметричности струи лака для лакировки печатных плат, содержащее:
оптический датчик (30) по любому из пп. 1-7;
устройство (200) позиционирования, выполненное с возможностью позиционирования аппликатора лака для лакировки печатных плат защитным лаком; и
средства (300) управления, выполненные с возможностью управления устройством позиционирования таким образом, что аппликатор лака перемещают в заданное положение измерения таким образом, что выход лака из отверстия сопла в аппликаторе лака размещен на заданной высоте нанесения над полем обзора датчика, и обеспечена возможность измерения ширины струи лака и/или асимметричность струи лака на заданной высоте нанесения.
9. Измерительное устройство (100) по п. 8, также содержащее средства подачи лака для аппликатора лака, и причем средства (300) управления также выполнены с возможностью привода средств подачи лака, так что обеспечена возможность определения ширины струи лака и/или асимметричности струи лака при заданном значении давления подачи лака.
10. Лакировочное устройство (500) для печатных плат, содержащее:
измерительное устройство (100) по п. 9,
конвейер (600) для печатных плат и
участок (700) лакировки, на котором обеспечена возможность осуществления лакировки печатных плат, причем
устройство позиционирования измерительного устройства также выполнено с возможностью позиционирования аппликатора лака на участке лакировки и перемещения аппликатора на участке лакировки таким образом, что обеспечена лакировка печатной платы, а
средства (300) управления измерительного устройства также выполнены с возможностью управления устройством позиционирования и средствами подачи лака для обеспечения лакировки с использованием измеренного значения ширины струи лака и/или асимметричности струи лака.
11. Способ (V1) определения ширины струи лака для лакировки печатных плат, включающий этапы:
перемещения (S1) аппликатора лака в положение измерения лакировочного устройства для печатных плат;
подачи (S2) лака на аппликатор лака под заданным давлением;
определения (S3) ширины струи посредством оптического датчика по любому из пп. 1-7 при сохранении аппликатора лака в неподвижном состоянии и
вывода (S4) первого сигнала, соответствующего ширине струи лака.
12. Способ (V2) определения асимметричности струи лака для лакировки печатных плат, включающий:
перемещение (S1) аппликатора лака в положение измерения лакировочного устройства для печатных плат;
подачу (S2) лака на аппликатор лака под заданным давлением;
определение (S3) центрального положения струи лака относительно оптического датчика посредством оптического датчика по любому из пп. 1-7 при сохранении аппликатора лака в неподвижном состоянии;
вывод (S6) второго сигнала, соответствующего центральному положению струи лака относительно оптического датчика;
сравнение (S7) центрального положения струи лака с центральным положением отверстия сопла в аппликаторе лака и
определение (S8) расстояния между двумя указанными положениями в качестве меры асимметричности лаковой завесы.
13. Способ (V1, V2) по п. 11 или 12, в котором аппликатор лака размещают в положении измерения таким образом, что выход лака из отверстия сопла в аппликаторе лака размещен на заданной высоте нанесения над полем обзора датчика, а ширину струи лака и/или асимметричность струи лака измеряют на заданной высоте нанесения.
14. Способ (V3) измерения ширины струи лака, включающий этапы:
(a) установки (S9) исходного значения давления подачи лака;
(b) определения (V1) ширины струи лака для требуемой высоты нанесения по п. 11;
(c) сравнения (S10, S12) измеренного значения ширины струи лака с целевым значением;
(d) соответствующей регулировки (S11, S13) давления подачи лака в случае несоответствия измеренного значения ширины струи лака целевому значению ширины струи лака;
(e) повторения этапов (b)-(d) до получения требуемого значения ширины струи лака и
(f) сохранения (S12) полученного значения давления подачи.
15. Способ измерения асимметричности струи лака, включающий этапы:
(g) определения (V2) асимметричности струи лака по п. 12 и
(h) сохранения асимметричности в виде значения сдвига между центральным положением струи лака и центральным положением отверстия сопла в аппликаторе лака.
16. Способ (V4) измерения асимметричности струи лака, включающий этапы:
(g) определения (V2) асимметричности струи лака по п. 12;
(i) сравнения (S13) расстояния между центральным положением струи лака и центральным положением отверстия сопла в аппликаторе лака с первым пороговым значением; и
(j) сохранения (S14) асимметричности в виде значения сдвига между центральным положением струи лака и центральным положением отверстия сопла в аппликаторе лака в случае превышения первого порогового значения.
17. Способ по п. 15 или 16, также включающий этапы:
(k) сравнения расстояния между центральным положением лаковой завесы и центральным положением отверстия сопла в аппликаторе лака со вторым пороговым значением;
(l) переведения аппликатора лака в положение чистки и выполнения чистки в случае превышения порогового значения.
| US 2009000391 A1, 01.01.2009 | |||
| Устройство для подготовки ствола и черенка растений к прививке | 1982 |
|
SU1080787A1 |
| Устройство для подготовки ствола и черенка растений к прививке | 1982 |
|
SU1080787A1 |
| JP 2001121042 A, 08.05.2001 | |||
| WO 2010107895 A2, 23.09.2010 | |||
| US 2005006363 A1, 13.01.2005 | |||
| US 2013001315 A1, 03.01.2013. | |||

