Изобретение относится к производству строительных конструкций, а именно к производству многопустотных железобетонных плит перекрытия методом стендового безопалубочного формирования.
Известна железобетонная многопустотная плита стендового безопалубочного формования, включающая тело с пустотами и арматуру, она снабжена, по меньшей мере, двумя строповочными узлами, каждый из которых содержит монтажную петлю и, по меньшей мере, один анкер, которые установлены в теле плиты по взаимопересекающимися плоскостями, монтажа петел и часть анкера замоноличены в плите бетоном вторичного заполнения, а остальная часть анкера размещена в теле плиты, образованном бетоном первичного заполнения (Патент ПМ RU №65917, Е04С 2/06 от 27.08.2007).
Известна также многопустотная предварительно напряженная керамзитобетонная плита с повышенной анкеровкой, полученная методом стендового безопалубочного формования, содержащая бетонное тело, а арматуру из высокопрочной предварительно напряженной проволоки, она дополнительно содержит анкеры для высокопрочного предварительно напряженной проволоки, выполненные из тяжелого бетона, который размещен на приопорных участках плиты, являясь одновременно составной частью бетонного тела (Патент ПМ RU №115379, Е04В 5/02 от 13.102011).
Известна строительная многопустотная плита, содержащая арматурный каркас с продольной рабочей и поперечной арматурой, продольными вертикальными межпустотными элементами, монтажными петлями и бетон омоноличивания, при этом продольные вертикальные межпустотные элементы каркаса выполнены в виде ряда приваренных к продольной рабочей арматуре в приопорных участках плиты петлевых хомутов, при этом продольная рабочая арматура снабжена фиксаторами, выполненными в виде приваренных к ней петель с шагом, равным 0,2-0,5 длины (Патент RU №2161230, Е04С 5/06 от 2712.2000).
Общим недостатком известных технических решений является в настоящее время использование ручного труда с применением устройства для смазки стендового стола на технологической линии, а затем установка напрягаемой рабочей арматуры поверху смазанной поверхности стендовой части стола. В результате чего смазка одновременно не только поступает на стендовый стол, но и обволакивает (смачивает) всю поверхность рабочей арматуры, она вся становится в смазке, с нее стекают капли вниз на стендовый стол. Так как арматура имеет углубления, предназначенные для механического сцепления арматуры с бетоном, и предотвращает проскальзывание в теле бетона, то эти углубления собирают и удерживают смазку, которая способствует распределению смазки по поверхности арматуры при укладке бетона. При уплотнении бетонной смеси комбайном, смазка на поверхности арматуры остается между бетоном и арматурой в виде прослойки плотно зажатой и неравномерно распределенной. Поэтому в процессе твердения бетона между арматурой и бетоном не происходит плотного сцепления арматуры с бетоном из-за образования прослойки в виде масленопузырькового вида, образованной в результате присоединения воздушных пузырьков, находящихся в бетонной смеси и не удаленных привиброуплотнении, а это в свою очередь снижает, ведет к не достаточно надежному сцеплению рабочей арматуры с бетонном, возникает проскальзывание арматуры, скалывание бетона в районе углублений в арматуре и как следствие образование трещин вдоль арматуры в плите перекрытия, это создает опасность потери эксплуатационных свойств плиты. Так как после изготовления на стенде безопалубочного формования для получения готовой продукции, ее разрезают на отдельные плиты необходимой длины, рабочая арматура должна сохранить свои напряженные свойства, однако происходит проскальзывание в теле бетона из-за не учета свойства масленого отрицательного соприкосновения с поверхностью рабочей арматуры и образование трещин вдоль арматуры в плите перекрытия, приводящие к браку продукции. Другим недостатком является то, что происходит большой непроизводительный перерасход материала в виде смазки, а значит, стоимостные показатели ее достаточно увеличены, в частности, для технологических поточных линий большой длины, оснащенных автономными комбайнами для подачи смеси бетона, при производстве плит перекрытия. Таким образом, происходит проскальзывание предварительно напряженной арматуры в теле бетона, что ведет к нарушению совместной работы арматуры и бетона, которая должна обеспечивать надежную и длительную работу арматуры, быть защищенной от коррозии и высоких температур, образование трещин при перевозке, хранения и монтаже плит, приводящие к снижению жесткость зданий и к неравномерному распределению усилий по длине рабочей арматуре.
Известна также многопустотная керамзитобетонная плита перекрытия с повышенной анкеровкой арматуры, содержащая тело плиты, в котором выполнены внутренние пустоты, ориентированные вдоль него, и рабочую арматуру из высокопрочной предварительно напряженной проволоки, при этом приопорные участки тела плиты выполнены из керамзитобетона с добавлением металлической фибры или фибры из композитных материалов, при этом длина приопорных участков рассчитывается по приведенной формуле (Патент ПМ RU №133548, Е04В 5/02 от 14.05.1013).
Однако и, в этом случае изготовления плиты перекрытия имеет место применения смазки методом применения устройства разбрызгивания под давлением смазки над поверхностью рабочей арматуры, масло стекает с нее на стендовый стол и смазывает в целом его под укладку смеси бетона. В таких случаях это недостаток приводит к значительным затратам материальных ресурсов в виде смазки, не учитывается влияния его при обволакивании поверхности рабочей арматуры (проволоки) по длине технологической линии, образуются маслено-пузырьково-воздушные явления, которые остаются остаточными внутри тела плиты. Следует отметить, что хотя повышение надежности плиты перекрытия при сохранении эксплуатационных свойств достигается только лишь на приопорных участках за счет керамзита с добавлением металлической фибры, однако и здесь оказывает влияние нанесение на проволоку масленого покрытия, соответственно, и по всей длине плиты (особенно это относится к изготовлению длинных плит на стенде). В свою очередь это сказывается не надежным, в частности, при резке необходимой длины плиты перекрытия, т.е. происходит смещения (проскальзывания) арматуры (проволоки) на ее сжатие в бетоне, следовательно, снижается достоверность получаемых экспериментальных данных на заводской поточной технологической линии по сравнению в эксплуатации при строительстве зданий и сооружений.
Техническим решением является расширение технологических возможностей, и повышение эффективности стендовой поточной линии при формовании бетонной смеси в движении комбайна и повышения трещиностойкости плиты перекрытия.
Поставленная задача достигается тем, что в способе изготовления плиты перекрытия на технологической линии безопалубочного формования, содержащий изготовление плиты перекрытия с установкой и натяжения высокопрочной рабочей арматуры выше стендового стола технологической линии, при этом плиты формируются с помощью применения автономно движущегося комбайна для подачи бетона, согласно изобретения, комбайн дополнительно оснащают навесной линией для смазки поверхности стендовой части стола технологической линии и навесной пневматической линий и располагают их над напряженной рабочей арматурой, и по ходу передвижения автономно комбайна, между стержнями напряженной рабочей арматуры на поверхность стендовой части стола сначала подаю смазку с помощью форсунок, а затем осуществляют подачу смеси бетона, причем смазку подают через дозаторы и форсунки, направленными своими выходами вниз, в сторону стендовой части стола ниже напряженной рабочей арматуры, но выше поверхности стендовой части стола, при этом форсунки с дозаторами присоединяют распределительными трубками к магистральному трубопроводу, который в свою очередь соединяется последовательно по цепи с управляющим клапаном, датчиком давления, фильтром, насосом и емкостью, закрепленной на комбайне, причем емкость заполняют смазкой, при этом каждая форсунка соединяются распределительными пневматическими трубками с пневматическим магистральным трубопроводом, а затем с регулятором давления и расхода подачи воздуха, соединенным с компрессором посредством ресивера, при этом распыление смазки непосредственно над поверхностью стендовой части стола проводят синхронно с включением управляющего клапана посредством автоматического включения датчика движения комбайна, размещенного на технологической линии с навесной подвеской для смазки с возможностью подачи последней под давлением.
Кроме того, технологическую линию с навесной подвески для смазки и связанную с емкостью, заполняемой маслом, дополнительно снабжают обратной связью в виде сбросной трубки с предохранительным клапаном.
Сущность изобретения заключается в том, что выполнения способа изготовления плиты перекрытия на технологической линии безопалубочного формования при обеспечении требуемого снижения трудоемкости, сокращения расхода смазочного материала при формовке бетонной смеси, связанной с рабочей арматурой, более достоверно количественно и качественно наносят состав смазочного материала непосредственно на стендовый стол, минуя при этом поверхность арматуры, влияющей на повышение несущей способности, прогибов и трещиностойкости плиты перекрытия. Следовательно, повышается прочность плиты перекрытия при строительстве зданий и сооружений.
Проведенный анализ техники, включающий поиск по патентам и научно-техническим источникам информации и выявление источников содержащих сведений об аналогах заявленного изобретения, позволяют установить, что заявителем не обнаружены технические решения, характеризующиеся признаками, идентичными всем существенным признакам заявляемого изобретения. Определения из перечня выявленных аналогов прототипа позволило выявить совокупность существенных (по отношению к усматриваемому заявителем техническому результату) отличительных признаков в заявленном объекте, изложенных в формуле изобретения.
Следовательно, заявляемое изобретение соответствует требованию «новизна» по действующему законодательству.
Поскольку предлагаемое техническое решение может быть применено, например, на термостенде (не показан), который представляет собой бетонное поле длиной 90 м, и полностью соответствует ГОСТ 9561-91 «Плиты перекрытий железобетонные многопустотные для зданий и сооружений». Технические условия». При этом известна технологическая линия «Техноспан» ЖБИ г. Рязань. Поэтому можно утверждать, что предложенное соответствует критерию «промышленная применимость».
Сущность изобретения поясняется чертежами.
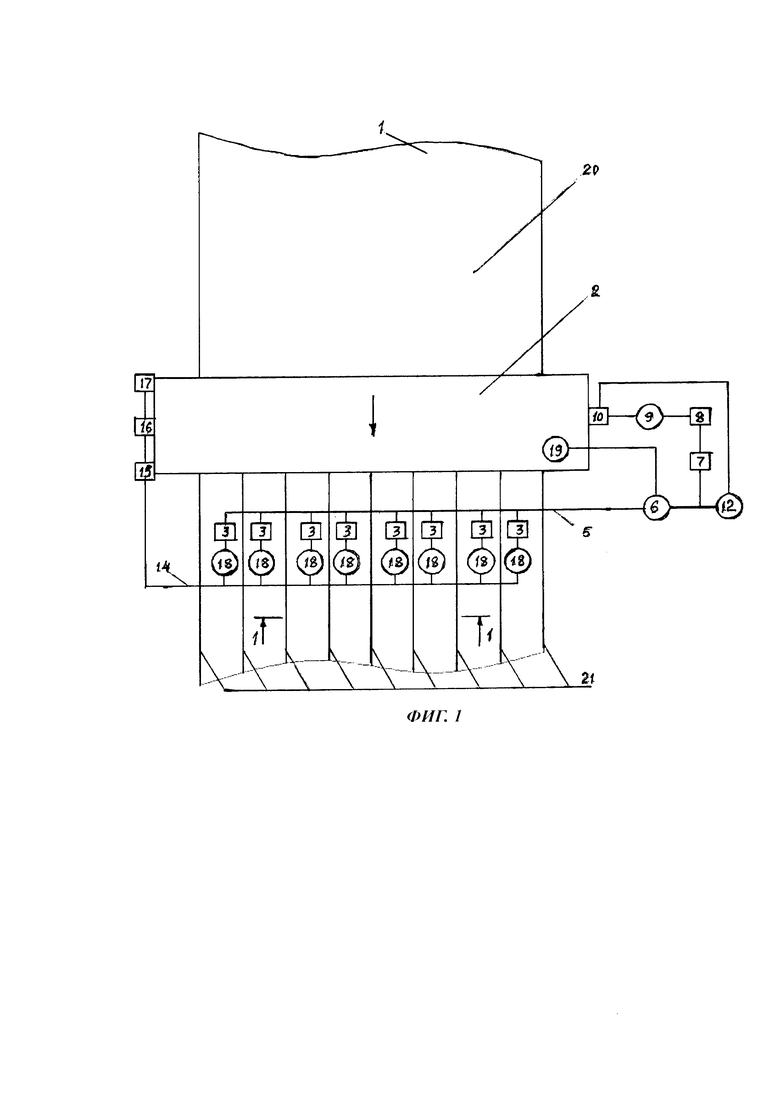
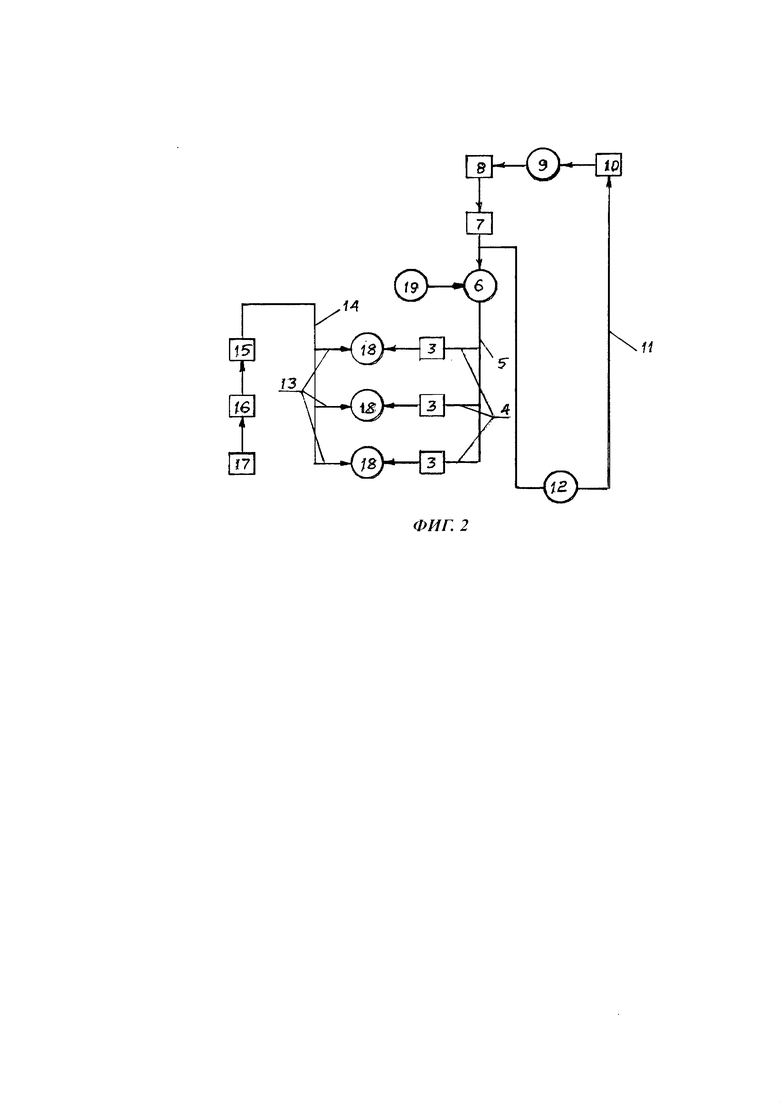
На фиг. 1 представлена блок-схема технологической линии безопалубочного формования: на фиг. 2 - блок-схема управления работой подачи смазки на поверхность стендовой части стола с насосом и с компрессором; на фиг. 3 - показан фрагмент узла расположения форсунок.
Способ изготовления плиты перекрытия на технологической линии безопалубочного формования содержит следующие элементы: стендовую часть стола технологической линии 1, комбайн для подачи бетона 2, навесную линию для смазки поверхности стендовой части стола, включающую в себя: дозаторы 3, распределительные трубки 4, магистральный трубопровод 5, управляющий клапан 6, датчик давления 7, фильтр 8, насос 9, емкость 10, сбросную трубку 11, предохранительный клапан 12, и вторую навесную пневматическую линию состоящую: из распределительных пневматических трубок 13, пневматического магистрального трубопровода 14, регулятором давления и расхода подачи воздуха 15, ресивера 16, компрессора 17, обе линии присоединены с форсунками 18, а управляющий клапан 6 соединен линией связи с датчиком движения комбайна 19, на стендовой части стола 1 расположена плита 20, с высокопрочной рабочей арматурой 21.
Способ изготовления плиты перекрытия на технологической линии безопалубочного формования, осуществляется следующим образом.
Изготовление плиты 21 производится на стендовой части стола 1 технологической линии безопалубочного формования, с помощью комбайна 2 (экструдер) для подачи бетона, например, известной линии «Техноспан». Изготовление начинается с установки и натяжения высокопрочной рабочей арматуры 21, которая натягивается на упоры технологической линии безопалубочного формования. Далее на комбайн 2 крепится по ходу движения навесная линия смазки, которая с помощью магистрального трубопровода 5 соединяют с одним из выходов управляющего клапана 6 с датчиком давления 7, фильтром 8, насоса 9, соединенного с емкостью 10, заполняемой смазкой, причем управляющий клапан 6 присоединен линией связи с датчиком движения 19. При этом магистральный трубопровод 5 соединяют с распределительными трубками 4, оснащенными дозаторами 3, а навесную линию пневматического магистрального трубопровода 14 соединяют через регулятор давления и расхода подачи воздуха 15 с компрессором 17 посредством ресивера 16.
На распределительных линиях трубок 4 подачи смазки установлены дозаторы 3 с форсунками 18, к которым подается воздух через распределительные пневматические трубки 13 из пневматического магистрального трубопровода 14 с регулятором давления и расхода подачи воздуха 15 от компрессора 17 через ресивер 16. Форсунки 18 размещают между и ниже рабочей арматуры 21 над поверхностью стендовой части стола формования 1. Затем при движении комбайна 2 осуществляют подачу смазки из емкости 10 под давлением насоса 9 в напорные разделительные трубки 4, оснащенные дозаторами 3, далее в форсунки 18. Под действием сжатого воздуха, смазка. Поступающая смазка под давлением в форсунку 18, обеспечивают равномерную распыляющую смазку по поверхности стендовой части стола 1. В этом положении регулятор давления и расхода подачи воздуха 15 поддерживает постоянное давление и расход подачи воздуха непосредственно в каждую форсунку 18. Далее за этим технологическим процессом распыления смазки ниже рабочей арматуры 21, затем начинается второй технологический процесс подача бетонной смеси из движущегося комбайна 2 и формирование тела многопустотной плиты в целом. Кроме того, когда комбайн 2, останавливается для очередной загрузки бетонной смесью или прекращает работу, датчик движения 19 подает команду управляющему клапану 6 на закрытие подачи смазки в магистральный трубопровод 5, в этом случае смазка поступает по сбросной трубке 11 с предохранительным клапаном 12 в емкость 10.
Твердение бетонной смеси в теле плиты осуществляют нагревом стендовой части стола технологической линии безопалубочного формования. После твердения бетона производят распиловку плит необходимой длины. Таким образом, учитывается повышенная устойчивость расположения рабочей арматуры в теле плиты, отсутствует ее возможность проскальзывания в теле плиты по всей длине, а это позволяет повысить сцепления несмазанной поверхности напряженной высокопрочной арматуры, связанной с бетонной смесью при нагреве оборудования по всей технологической линии. Следовательно, также сократить расход смазки на смазку стендового стола в несколько раз, и сэкономить большое количество смазочного материала, чем в известных условиях производства. Данный способ изготовления плиты перекрытия на технологической линии безопалубочного формования позволяет снизить трудоемкость, сократить расход смазочного материала при формовке бетонной смеси, до необходимого количества и повысить качество нанесения состава смазочного материала непосредственно на стендовый стол, минуя при этом поверхность (не нарушая) рабочей арматуры, влияющей на несущую способность, прогибы и трещиностойкость плиты перекрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОПУСТОТНАЯ ФИБРОБЕТОННАЯ ПЛИТА ПЕРЕКРЫТИЯ С ПОВЫШЕННОЙ АНКЕРОВКОЙ | 2015 |
|
RU2600227C1 |
| УСТРОЙСТВО ДЛЯ УСИЛЕНИЯ МНОГОПУСТОТНОЙ ПАНЕЛИ ПЕРЕКРЫТИЯ ЗДАНИЯ | 2009 |
|
RU2394970C1 |
| СПОСОБ УСИЛЕНИЯ ЖЕЛЕЗОБЕТОННОЙ МНОГОПУСТОТНОЙ ПАНЕЛИ ПЕРЕКРЫТИЯ ЗДАНИЯ | 2009 |
|
RU2398944C1 |
| ЖЕЛЕЗОБЕТОННЫЙ СБОРНО-МОНОЛИТНЫЙ КАРКАС МНОГОЭТАЖНОГО ЗДАНИЯ | 2002 |
|
RU2226593C2 |
| КАРКАС МНОГОЭТАЖНОГО ЗДАНИЯ | 2002 |
|
RU2233952C1 |
| КРУПНОБЛОЧНОЕ ЗДАНИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ЕГО МОНТАЖА | 2012 |
|
RU2498024C1 |
| СТЕНДОВАЯ ЛИНИЯ ДЛЯ БЕЗОПАЛУБОЧНОГО ПРОИЗВОДСТВА МНОГОПУСТОТНЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2053112C1 |
| МНОГОПУСТОТНАЯ ПЛИТА ПЕРЕКРЫТИЯ | 2016 |
|
RU2637006C1 |
| Способ производства сборных бетонных изделий | 2020 |
|
RU2747282C1 |
| СТРОИТЕЛЬНАЯ МНОГОПУСТОТНАЯ ПЛИТА | 1999 |
|
RU2161230C1 |

Изобретение относится к производству строительных конструкций, а именно к производству многопустотных железобетонных плит перекрытия методом стендового формования. Способ изготовления плиты перекрытия на технологической линии безопалубочного формования включает изготовление плиты перекрытия с установкой и натяжением высокопрочной рабочей арматуры выше стендового стола технологической линии. При этом плиты формируются с помощью применения автономно движущегося комбайна для подачи бетона. Дополнительно оснащают комбайн навесной линией для смазки поверхности стендовой части стола технологической линии и навесной пневматической линией и располагают их над напряженной рабочей арматурой и по ходу передвижения автономно комбайна. Между стержнями напряженной рабочей арматуры на поверхность стендовой части стола сначала подают смазку с помощью форсунок, а затем осуществляют подачу смеси бетона. Причем смазку подают через дозаторы в форсунки, направленные своими выходами вниз, в сторону стендовой части стола ниже напряженной рабочей арматуры, но выше поверхности стендовой части стола. При этом форсунки с дозаторами присоединяют распределительными трубками к магистральному трубопроводу, который в свою очередь соединяется последовательно по цепи с управляющим клапаном, датчиком давления, фильтром, насосом и емкостью, закрепленной на комбайне. Причем емкость заполняют смазкой. При этом каждая форсунка соединяется распределительными пневматическими трубками с пневматическим магистральным трубопроводом, а затем с регулятором давления и расхода подачи воздуха, соединенным с компрессором посредством ресивера. При этом распыление смазки непосредственно над поверхностью стендовой части стола проводят синхронно с включением управляющего клапана посредством автоматического включения датчика движения комбайна, размещенного на технологической линии с навесной подвеской для смазки с возможностью подачи последней под давлением. Техническим результатом является расширение технологических возможностей, повышение эффективности стендовой поточной линии при формовании бетонной смеси и повышение надежности плиты перекрытия. 1 з.п. ф-лы, 3 ил.
1. Способ изготовления плиты перекрытия на технологической линии безопалубочного формования, содержащий изготовление плиты перекрытия с установкой и натяжением высокопрочной рабочей арматуры выше стендового стола технологической линии, при этом плиты формируются с помощью применения автономно движущегося комбайна для подачи бетона, отличающийся тем, что дополнительно оснащают комбайн навесной линией для смазки поверхности стендовой части стола технологической линии и навесной пневматической линией и располагают их над напряженной рабочей арматурой, и по ходу передвижения автономно движущегося комбайна, между стержнями напряженной рабочей арматуры на поверхность стендовой части стола сначала подают смазку с помощью форсунок, а затем осуществляют подачу смеси бетона, причем смазку подают через дозаторы в форсунки, направленные своими выходами вниз, в сторону стендовой части стола ниже напряженной рабочей арматуры, но выше поверхности стендовой части стола, при этом форсунки с дозаторами присоединяют распределительными трубками к магистральному трубопроводу, который в свою очередь соединяется последовательно по цепи с управляющим клапаном, датчиком давления, фильтром, насосом и емкостью, закрепленной на комбайне, причем емкость заполняют смазкой, при этом каждая форсунка соединяется распределительными пневматическими трубками с пневматическим магистральным трубопроводом, а затем с регулятором давления и расхода подачи воздуха, соединенным с компрессором посредством ресивера, при этом распыление смазки непосредственно над поверхностью стендовой части стола проводят синхронно с включением управляющего клапана посредством автоматического включения датчика движения комбайна, размещенного на технологической линии с навесной подвеской для смазки с возможностью подачи последней под давлением.
2. Способ по п. 1, отличающийся тем, что технологическую линию с навесной подвеской для смазки и связанную с емкостью, заполняемой смазкой, дополнительно снабжают обратной связью в виде сбросной трубки с предохранительным клапаном.
| Зажим для растяжки кож на рамах | 1960 |
|
SU133548A1 |
| АРМАТУРНЫЙ ЭЛЕМЕНТ ДЛЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ БЕТОННЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2455436C1 |
| Устройство для смазки рабочих поверхностей форм | 1981 |
|
SU1058778A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХОПОР | 0 |
|
SU237657A1 |
| WO 2018036186 A1, 01.03.2018 | |||
| Е.С | |||
| РОМАНОВА и др | |||
| Современные технологические линии для производства плит перекрытий | |||
| Вестник МГСУ, 4/2011, с.499-507. | |||

