Настоящее изобретение относится к строительству, а именно к арматурным элементам для сборных и монолитных предварительно напряженных бетонных конструкций, армированных неметаллической арматурой.
Известна неметаллическая дисперсная арматура из базальтовой фибры. Фибра вводится в бетонную смесь перед бетонированием и равномерно распределяется по всему объему изделия /1/.
Недостатком дисперсного армирования является повышенный расход армирующего материала из-за равномерного распределения фибры по всему объему бетона.
Известна неметаллическая стержневая арматура из ровинга базальтового волокна, пропитанного полимерной смолой, например эпоксидной /2/.
Недостатками известной арматуры являются повышенная жесткость, пониженный в несколько раз по сравнению с металлической арматурой модуль упругости на растяжение и низкая огнестойкость, а также ограниченные возможности использования ее как преднапряженной арматуры в бетонных конструкциях, из-за возникновения проблемы с креплением анкерных устройств в результате повышенной хрупкости, несвариваемости и жесткости арматуры, плохое сцепление с бетоном, высокая стоимость арматуры из-за содержания дорогостоящего связующего.
Наиболее близким к предлагаемому является арматурный элемент, состоящий из двух слоев минерального волокна, причем волокна наружного слоя навиты на волокна внутреннего слоя /3/.
Недостатком элемента, принятого за прототип, является невозможность натяжения арматуры до необходимой степени напряжения в бетонных конструкциях из-за неравномерности растяжения слоев ровинга, имеющих различную направленность волокон. Для использования арматурного элемента в качестве напрягаемого его выполняют с металлическим сердечником и пропитывают полимерным связующим, что приводит к недостаткам, присущим жесткой арматуре. Кроме того, арматурный элемент обладает низкой огнестойкостью, а также обрезки таких арматурных элементов не подлежат утилизации.
Техническая задача заключается в создании высокотехнологичного неметаллического арматурного элемента для преднапряженных бетонных конструкций с возможностью натяжения его с усилием до 400-1000 МПа, с повышенным модулем упругости на растяжение, огнестойкостью и высокой степенью сцепления с матрицей бетона при снижении трудоемкости образования концевых анкерных захватов.
Поставленная задача решается таким образом, что арматурный элемент для предварительно напряженных бетонных конструкций, включающий ровинг из непрерывных минеральных волокон, согласно изобретению выполнен в виде собранных в ленточный жгут толщиной не более 2 мм продольных длинномерных базальтовых и/или углеродных волокон толщиной 5-50 мкм, или нитей из них, с плотностью волокон в сечении жгута 2-10 тысяч текс и прочностью на растяжение 0,6-4,0 ГПа. Причем арматурный элемент может быть снабжен по крайней мере одним концевым анкерным устройством. Кроме этого, арматурный элемент может быть снабжен анкерными устройствами, расположенными по длине арматурного элемента с шагом 0,5-1,5 м. Кроме этого, ленточный жгут волокон может быть пропитан водосовместимым замасливателем, например крахмалом. Кроме этого, ленточный жгут волокон может быть пропитан полимерным связующим. Помимо этого арматурный элемент может быть соединен связями, по крайней мере, с одним или двумя параллельно расположенными арматурными элементами.
Предлагаемый арматурный элемент отличается от известного тем, что выполнен в виде собранных в ленточный жгут толщиной не более 2 мм продольных длинномерных базальтовых и/или углеродных волокон толщиной 5-50 мкм, или нитей из них, с плотностью волокон в сечении жгута 2-10 тысяч текс и прочностью на растяжение 0,6-4,0 ГПа.
Такое выполнение неметаллического арматурного элемента технологично и не требует больших затрат для формирования элемента из непрерывных волокон, выходящих после фильеры при производстве волокон. При этом использование именно волокон базальтовых и/или углеродных, а также однонаправленность расположения их в жгуте обеспечивают возможность напряжения арматурного элемента до величин, достаточно близких к их прочности. При этом плотность жгута 2-10 тысяч текс обеспечивает целостность жгута и возможность его пропитки цементным раствором при бетонировании для достижения надежного сцепления с бетонной матрицей конструкции, а также возможность пропитки жгута замасливателем и полимерной композицией. При этом при пропитке полимерной композицией такого ленточного жгута с предлагаемыми размерами и параметрами он не становится жестким, а остается гибким длинномерным арматурным элементом, который может быть намотан на катушку, или смотан в бобины и может в таком виде транспортироваться к месту изготовления бетонных конструкций.
Кроме того, на концах арматурного элемента и по длине могут легко выполняться или крепиться анкерные приспособления как для фиксации натяжения, так и для улучшения сцепления арматурного элемента с бетоном конструкции.
Техническим результатом является создание гибкого неметаллического, работающего на растяжение арматурного элемента, огнестойкого, с возможностью повышенного сцепления с бетонной матрицей, легко анкеруемого и стыкуемого, с пониженной себестоимостью и повышенным модулем упругости на растяжение 100-300 ГПа. Кроме того, обрезки такого арматурного элемента являются экологически чистыми отходами и могут быть подвергнуты переработке и повторному использованию.
Указанные свойства присущи базальтоволоконным и углеволоконным ленточным жгутам, состоящим из «тонких, утолщенных и грубых» в соответствии с текстильной классификацией волокон толщиной 5-50 мкм. Волокна могут объединяться в нити, крученные или комплексные.
Изобретение поясняется чертежом.
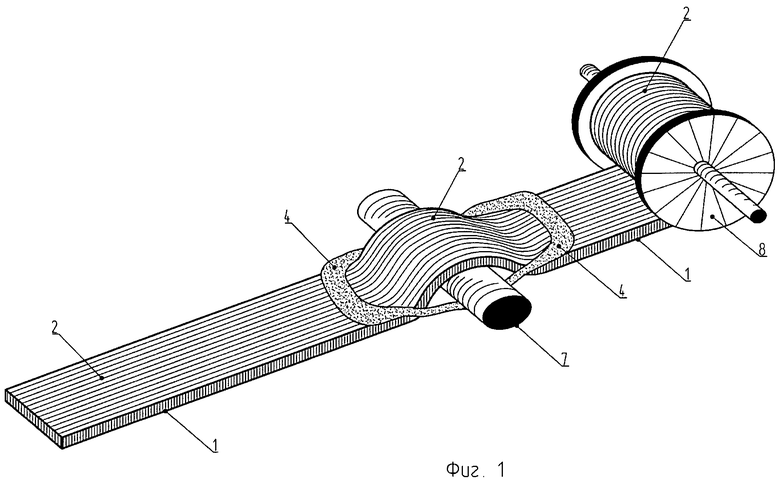
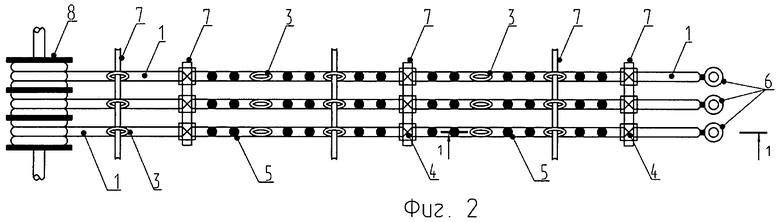
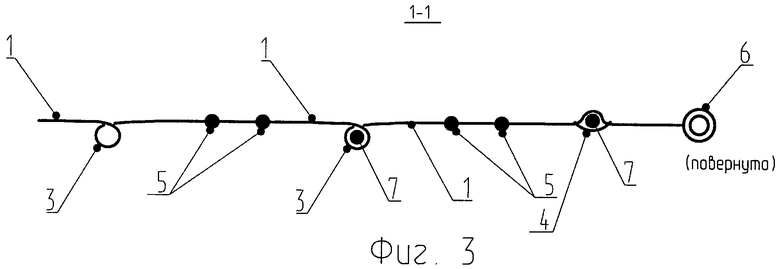
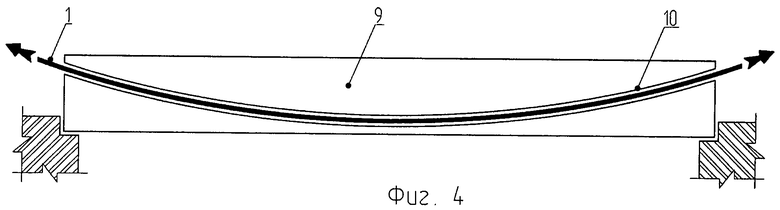
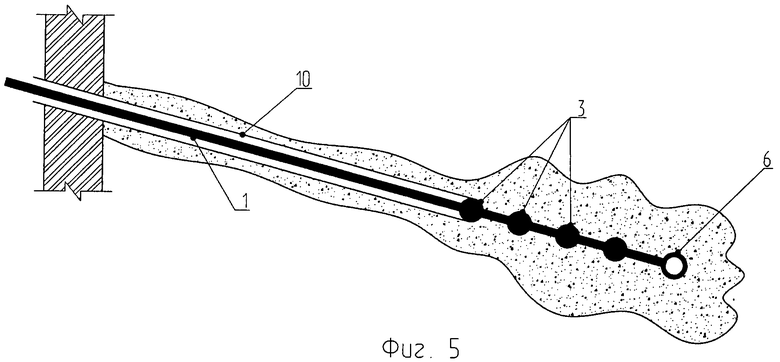
На фиг.1 представлен арматурный элемент для предварительно напряженных бетонных конструкций; фиг.2 - вариант соединения арматурного элемента связями с другими параллельно расположенными арматурными элементами; фиг.3 - 1-1 фиг.2; фиг.4 - вариант использования жгута в качестве напрягаемой на бетон арматуры; фиг.5 - вариант использования жгута в качестве тяги инъекционного анкера.
Арматурный элемент для предварительно напряженных бетонных конструкций выполнен в виде ленточного жгута 1, состоящего из продольных базальтовых и/или углеродных волокон 2. По длине жгута 1 для повышенного сцепления с бетоном выполнены узлы 3, или скрепки 4, или плющения 5.
Жгуты могут изготавливаться в виде длинномерных лент, а поставляться на заводы ЖБК на катушках или в виде отрезков, кратных длине стенда или анкера. На концах арматурного элемента выполняют концевые анкерные устройства 6 в виде крюков или петель, которые могут быть завязаны на концах жгута или закреплены спайкой, например серной композицией. Концевые анкерные устройства могут быть выполнены, например, из базальтопластика или металла.
При производстве базальтовых и углеродных волокон их поверхность для предотвращения распушивания покрывают замасливателем, который придает волокнам скользкость. Замасливатель снижает сцепление волокна с цементной матрицей. Для уменьшения этого негативного эффекта предусмотрено выполнение следующих мероприятий: замасливатель используют в виде водосовместимых связок, которые растворяются в жидкой среде смеси при бетонировании преднапряженных строительных конструкций, например крахмал, или предусматривает химическую обработку поверхности жгутов 1 для растворения замасливателя перед бетонированием преднапряженной конструкции. Для надежного сцепления с бетонной матрицей в сборных преднапряженных конструкциях, бетонируемых на длинных стендах, поперечное сечение одного жгута 1 может быть в пределах 0,1-0,5 кв.см.
Для сохранности волокон 2 жгуты 1 могут быть скреплены скрепками 4, размещенными с определенным шагом по длине жгутов 1. Скрепки 4 предохраняют волокна 2 жгута 1 от рассыпания и повреждения и могут быть выполнены металлическими, пластиковыми или из твердеющего материала, например полимерцемента или смолы. Посредством скрепок 4 арматурные элементы могут соединяться связями 7 в единую сетку. Связи 7 могут быть выполнены из металлических стержней, из стекло-, базальто- или углепластиковых стержней или из жгутов аналогичной конструкции.
Плоские ленточные жгуты 1 толщиной 1-2 мм могут пропитываться твердеющим материалом, например цементным, полимерцементным раствором или полимерной смолой, при этом сохранять гибкость и возможность сматывания его в бобины.
Для упрощения укладки жгутов на стенды они могут поставляться с заводов-изготовителей на одной катушке с несколькими жгутами.
Для повышения продольной жесткости жгуты 1 могут дополнительно армироваться углеродными волокнами до 10%.
Пример №1. Использование предлагаемого арматурного элемента в качестве преднапрягаемой арматуры сборных бетонных изделий 9, изготавливаемых на железобетонных заводах на длинных стендах по технологии безопалубочного формования.
Арматурные элементы изготавливают на заводах и поставляются в катушках, бобинах, барабанах и т.п.
Жгут 1 плотностью 2-10 тысяч текс длиной несколько километров легко размещается на катушках 8 диаметром менее одного метра. Несколько катушек со жгутами 1 размещают на рельсовой тележке для разворачивания арматуры на длинных стендах безопалубочного формования предварительно напряженных бетонных изделий. Концы жгутов 1 закрепляют в начале силового стенда путем цанговых захватов или путем временной пайки легкоплавким материалом. Затем катушки на тележке перемещаются вдоль стенда, разматывая жгуты 1, и другие концы жгутов 1 закрепляют на второй стороне стенда. Затем выполняют напряжение жгутов 1 путем приложения усилия от гидравлических домкратов на смещаемый конец стенда. Растягивают жгуты 1 до контролируемого напряжения 400-1000 МПа и фиксируют. Затем по стенду пропускают установку для бетонирования изделия, которая формует изделия из жесткой бетонной смеси. После набора прочности бетона изделия распиливают на проектные размеры алмазной пилой, и происходит передача усилия от растянутой арматуры на бетон изделия.
Пример №2. Использование арматурного элемента в качестве постнапрягаемой арматуры, при передаче усилия от напряжения непосредственно на готовые монолитные бетонные или железобетонные конструкции.
В этих случаях жгуты 1 размещают в гофрированные пластиковые трубки и укладывают в опалубку, как правило, вместе со стальной ненапрягаемой арматурой. Затем конструкцию бетонируют и выдерживают до достижения проектного класса прочности. После чего производят натяжение жгутов 1 с последующей передачей сжимающих усилий на бетон изделия 9. После натяжения пространство в трубках 10, свободное от жгутов 1, заполняют твердеющим материалом или консистентной смазкой путем инъектирования.
Пример №3. Использование арматурного элемента 1 в качестве тяги предварительно напряженных грунтовых инъекционных анкеров.
В этом случае жгут 1 защищают от контакта с цементным раствором и грунтом гладкой пластиковой трубкой на части длины (свободной длине анкера) и погружают в скважину, заполненную цементным раствором. По длине жгута целесообразно выполнять плющения 5 или узлы 3 для надежного сцепления с цементным раствором. Жгут для тяги длиной более 15 м возможно пропитать полимерным вяжущим, что повысит жесткость и упростит его монтаж в скважине, при этом сохраняется его гибкость и возможность скручивать арматурный элемент в бухты диаметром менее двух метров.
Источники информации
1. В.М.Бондаренко. Железобетонные и каменные конструкции. М.: Высшая школа, 2004, с.132.
2. Патент РФ №2054509, Е04С 5/07, 14.10.1993.
3. Патент РФ №35640, Е04С 5/07, 18.08.2003 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОГО АРМАТУРНОГО ЭЛЕМЕНТА С ПЕРИОДИЧЕСКОЙ ПОВЕРХНОСТЬЮ И АРМАТУРНЫЙ ЭЛЕМЕНТ С ПЕРИОДИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2011 |
|
RU2482247C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННО АРМИРОВАННЫХ БЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2481946C2 |
| СПОСОБ ОБРАЗОВАНИЯ АНКЕРНОГО УСТРОЙСТВА И АНКЕРНОЕ УСТРОЙСТВО | 2015 |
|
RU2619298C1 |
| КОМБИНИРОВАННЫЙ МЕТАЛЛОВОЛОКОННЫЙ КАНАТ | 2023 |
|
RU2818634C1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНОГО ЗДАНИЯ, СООРУЖЕНИЯ МЕТОДОМ 3D ПЕЧАТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2683447C1 |
| АРМАТУРНЫЙ КАРКАС И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2530074C1 |
| СПОСОБ ОБРАЗОВАНИЯ АНКЕРНОГО УСТРОЙСТВА КОМПОЗИТНОЙ АРМАТУРЫ И АНКЕРНОЕ УСТРОЙСТВО | 2021 |
|
RU2776854C1 |
| СПОСОБ ПРЕДНАПРЯЖЕНИЯ КОМПОЗИТНЫХ ПОЛИМЕРНЫХ АРМАТУРНЫХ СТЕРЖНЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2724077C1 |
| НЕМЕТАЛЛИЧЕСКИЙ АРМАТУРНЫЙ ЭЛЕМЕНТ С ПЕРИОДИЧЕСКОЙ ПОВЕРХНОСТЬЮ И СПОСОБ ИЗГОТОВЛЕНИЯ НЕМЕТАЛЛИЧЕСКОГО АРМАТУРНОГО ЭЛЕМЕНТА С ПЕРИОДИЧЕСКОЙ ПОВЕРХНОСТЬЮ | 2014 |
|
RU2579053C2 |
| КОМПОЗИТНЫЙ ЭЛЕМЕНТ ДЛЯ АРМИРОВАНИЯ ЛЕДОВЫХ СООРУЖЕНИЙ | 2023 |
|
RU2810345C1 |
Изобретение направлено на создание высокотехнологичного неметаллического арматурного элемента для преднапряженных бетонных конструкций с возможностью натяжения его с усилием до 400-1000 МПа, с повышенным модулем упругости на растяжение, огнестойкостью и высокой степенью сцепления с матрицей бетона, а также снижение трудоемкости образования концевых анкерных захватов. Указанный технический результат достигается тем, что арматурный элемент для предварительно напряженных бетонных конструкций, включающий ровинг из непрерывных минеральных волокон, выполнен в виде собранных в ленточный жгут толщиной не более 2 мм продольных длинномерных базальтовых и/или углеродных волокон толщиной 5-50 мкм, или нитей из них, с плотностью волокон в сечении жгута 2-10 тысяч текс и прочностью на растяжение 0,6-4,0 ГПа. 5 з.п. ф-лы, 5 ил.
1. Арматурный элемент для предварительно напряженных бетонных конструкций, включающий ровинг из непрерывных минеральных волокон, отличающийся тем, что арматурный элемент выполнен в виде собранных в ленточный жгут толщиной не более 2 мм продольных длинномерных базальтовых и/или углеродных волокон толщиной 5-50 мкм или нитей из них с плотностью волокон в сечении жгута 2-10 тысяч текс и прочностью на растяжение 0,6-4,0 ГПа.
2. Арматурный элемент по п.1, отличающийся тем, что снабжен по крайней мере одним концевым анкерным устройством.
3. Арматурный элемент по п.1, отличающийся тем, что снабжен анкерными устройствами, расположенными по длине арматурного элемента с шагом 0,5-1,5 м.
4. Арматурный элемент по п.1, отличающийся тем, что ленточный жгут волокон пропитан водосовместимым замасливателем, например крахмалом.
5. Арматурный элемент по п.1, отличающийся тем, что ленточный жгут волокон пропитан полимерным связующим.
6. Арматурный элемент по п.1, отличающийся тем, что соединен связями, по крайней мере, с одним или двумя параллельно расположенными арматурными элементами.
| КОМПОЗИТНАЯ АРМАТУРА | 2008 |
|
RU2405092C2 |
| Приспособление дли резки дерева при помощи нагреваемых электрическим током металлических пластин | 1931 |
|
SU28006A1 |
| WO 2007053038 A1, 10.05.2007 | |||
| Устройство к пишущим машинам для выравнивания (выключки) строк | 1950 |
|
SU96146A1 |
| Ровинг базальтовый, 2005-2010, [найдено 31.01.2012] | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| CN 101525864 А, 09.09.2009. | |||

