Настоящее изобретение предназиачено для изготовления. . предварительно напряженных железобетонных опор линий электропередач. ;
Известна поточная линия для изготовления , предварительно напряженных железобетонных опор способом .вибрирования ,в двухместных формах, содержащая посты чистки и смазки форм, укладки и натяжения арматуры, посты укладки и уплотнения бетонной-- смееи;. и распалубки. , ,.,..;:
Недостатками известной поточной линии яв- ляются низкая . производительность, отсутствие механизадиИ и автоматизации ироизвод- . ства., .,.,.-,.,, , ,
Целью настоящего изобретения является сокращение цикла работы линии.
Достигается это тем, что посты укладки напряжённой и ненапряженной арматурь выполнены раздельнь1ми и установленными вдоль конвейера, причем пост укладки ненапряженной арматуры расположен непосредственно за постом укладкн напряженной арматуры, снабженным механизмом для электротермического натяжения и оборудованным кассетой-питателем, а крайняя секция конвейера расположена на посту укладки и уплотнения бетонной смеси, выполненном с устройством для -Присоединения формы к формовочной установке, которое выполнено в виде подъемно-опускной плиты, снабженной гидроцилиндрами, установленными в приямке под формовочной установкой.
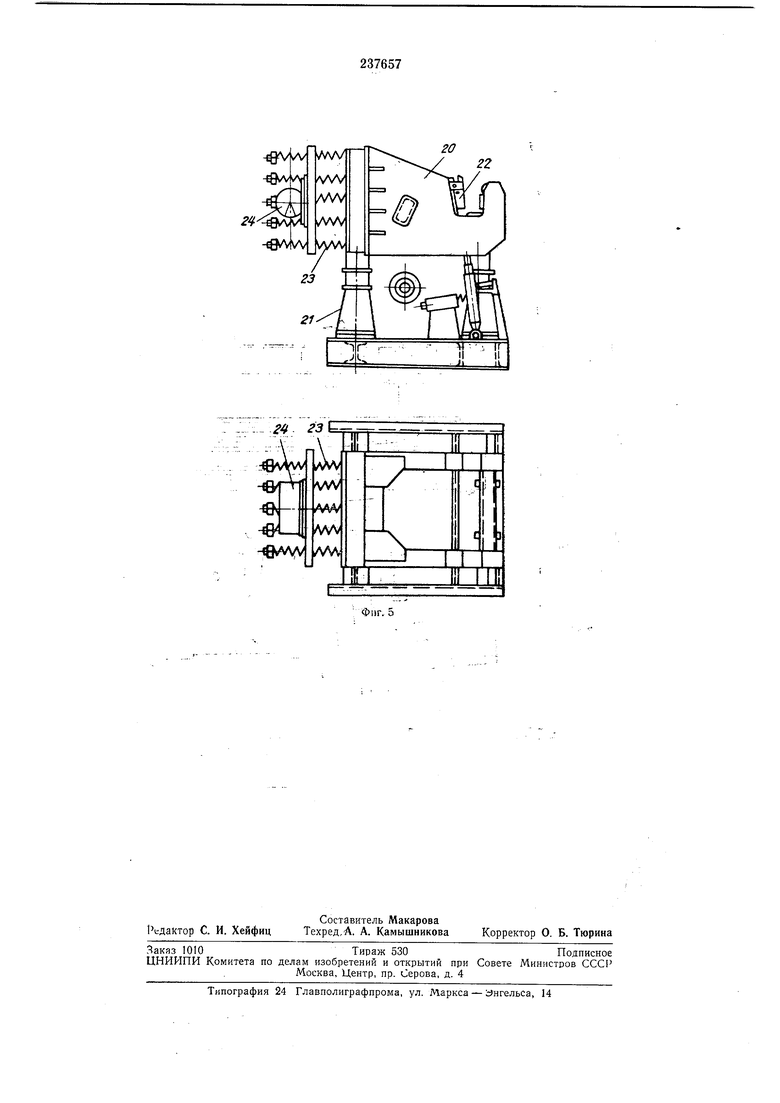
На фиг. 1 изображен общий вид предлагаемой поточной линии; на фиг. 2 - кассета-питатель, вид в. плане и разрез; на фиг. 3 - механи:зм для электротермического натяжения а1рматуры, разрез; на фиг. 4 - бетоноукладчик ср,аскладывающимся устройством, разрез; на фиг. 5 ..формовочная установка, разрез.
Нотрчная. линия состоит из поста / распал бки,поста 77 чистки и.смазки форм; поста 777 натяжения арматуры, поста IV сборки поперечной арматуры каркасов, поста У формования и отделки поБерхности с1зежеотформ6ванных изделий.
Все посты расположены вдоль конвейера /. Пост 777 включает кассету 2 и механизм 3 для электротермического натяжения арматуры. Пост V включает бетоноукладчик 4, формовочную установку 5 и механизм 6 для ,отделки поверхностей изделий.
Кассета 2 состоит из рамы 7, на которой жестко смонтированы формы 8 в виде желобов, причем стенки форм выполнены с технологическим уклоном. На одном из торцов рамы 7 жестко закреплен брус 9 для крепления касеты 2 к формовочной установке 5.
которой смонтированы нагревательные контакты и аппаратура управления. Механизм 3 установлен на рельсовый путь с возможностью поперечного перемещения относительно конвейера /. На портале 10 горизонтально смонтирована кассета-питатель 12 с арматурными стерлснями, которые укладываются в ручьи 13.
Для поддержания нагретых стержней при укладке в желоба формы 8 механизм 3 выполнен с кронштейнами 14.
Бетоноукладчик 4 выполнен в виде самоходного портала 15 с бункером 16 и ленточным питателем 17, под которым смонтировано раскладывающее устройство 18 в впде короба, имеющего внутри разравниватель в виде плуга 19. Бетоноукладчик перемещается в вертикальном направлении по направляющим.
Корпус 20 формовочной установки 5, смонтированный на раме-основании при помоо и амортизаторов 21, имеет «линовой захват 22 для присоединения кассеты 2 и соединен через пружины 23 с впбратором 24, сообщающим установке 5 колебания в продольном направлении.
Поточная ЛИДИЯ работает следлющим образом.
Краном устанавливают кассету 2 на пост /, включающий устройство, выполненное в виде траверсы с разновысокими цепями. Готовые изделия за петли извлекаются из желобов форм S, а форма по конвейеру / перемещается на пост // чистки и смазки. Пост // включает устройство 25, выполненное в виде самоходного портала, на котором смонтированы ъ}ащающийся вал с металлическими щетками и форсунки-распылители смазки.
За один ход происходит чистка кассет, а за обратный ход - смазка. По окончании смазки последняя кассета подается конвейером / на пост /// натяжения арматуры. Затем арматурный стержень из ручья 13 кассеты-питателя 12 подается в узел .нагрева механизма 3 для электротермического натяжения. После нагрева арматурный стержень сбрасывается на поддерживающие кронщтейны 14 и затем укладывается в формы 8.
После укладки арматуры в формы механизм 3 перемещается поперек конвейера / и останавливается в положении, при которо м кронщтейны 14 будут находиться над следующей формой-кассеты.
После укладки всех арматурных стержней механизм 3 возвращается в исходное положение, а кассета с фоомами 8 перемещается конвейером / на пост IV.
По окончании сборки каркасов кассета подается на фор.мовочный пост V и клиновым устройством, выполненным в виде подъемлоопускной плиты, снабженной гидроцилиндрами, установленными в приямке, крепится к формовочной установке 5.
Затем на кассету наезжает бетоноукладчик 4, опускается раскладывающее устройство 18 и включаются одновременно ленточный питатель 17 и привод порталов 10. Бетонная смесь подается в замкнутый короб раскладывающего устройства 18, которое при движении бетоноукладчика плугом 19 равномерно распределяет ее по формаим 8 кассеты.
В процессе укладки бетоьпой смеси периодически включается формовочная установка. После заполнения всех форм 8 кассеты бетонной смесью и уплотнения бетоноукладчик 4 возвращается в исходное положение. Затем производят отделку поверхности изделий рифлеными роликами с последующим заглаживанием гладкими роликами.
После этого кассета снимается с конвейера и подается на пост тепловлажностной обработки, и процесс повторяется.
Предмет изобретения
1. Поточная линия для изготовления предварительно напряженных железобетонных опор, содержащая посты чистки и смазки форм, укладки напряженной и ненапряженной арматуры, укладки и уплотнения бетонной смеси с
формовочной установкой и посты распалубки, отличающаяся тем, что, с целью сокращения цикла работы линии, посты укладки напряженной и ненапряженной арматуры выполнены раздельными и установлены вдоль конвейеpa, причем пост укладки ненапряженной арматуры расположен непосредственно за постом укладки напряженной арматуры, снабженным механизмом для электротермического натяжения и оборудованным кассетой-питателем.
2. Линия по п. 1, отличающаяся тем, что крайняя секция конвейера расположена на посту укладки и уплотнения бетонной смеси, выполненном с устройством для присоединений, формы к формовочной установке.
3. Линия по пп. 1 и 2, отличающаяся тем, что устройство для присоединения формы к формовочной установке выполнено в виде подъемно-опускной плиты, снабженной гидроцилиндрами, установленными в приямке под
формовочной установкой.
3 2
Ш
| название | год | авторы | номер документа |
|---|---|---|---|
| Конвейерная линия для изготовления железобетонных изделий | 1981 |
|
SU961964A1 |
| ПОТОЧНО-КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОРАЗМЕРНЫХ ЖЕЛЕЗОБЕТОННЫХ РЕБРИСТЫХИЗДЕЛИЙ | 1968 |
|
SU220109A1 |
| Технологическая конвейерная линия для изготовления бетонных и железобетонных изделий | 1989 |
|
SU1701534A1 |
| Технологический комплекс по производству железобетонных изделий | 1987 |
|
SU1445974A1 |
| Горизонтально-замкнутая конвейерная линия для вертикально-формуемых строительных изделий | 1983 |
|
SU1150081A1 |
| Конвейерная линия для изготовления плоских строительных изделий | 1987 |
|
SU1537541A1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ В ТЕРМОФОРМАХ | 1972 |
|
SU339409A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ ФОРМОВОЧНЫХ МАСС | 1971 |
|
SU305069A1 |
| Поточная линия для изготовления железобетонных изделий | 1973 |
|
SU555015A1 |
| Технологическая линия для изго-ТОВлЕНия СТРОиТЕльНыХ издЕлий | 1978 |
|
SU808298A1 |

1{ :П,П,Л ,П
22
