По данной заявке испрашивается приоритет по дате подачи заявки на патент США с порядковым номером 14/564415, поданной 9 декабря 2014 года, на "Буровые инструменты с точным расположением и ориентацией паза под режущий элемент и сопутствующие способы".
ОБЛАСТЬ ТЕХНИКИ
Варианты реализации раскрытого здесь изобретения относятся к буровым инструментам с выполненными в них пазами под режущие элементы и к способам выполнения пазов под режущие элементы в буровых инструментах.
УРОВЕНЬ ТЕХНИКИ
Буровые инструменты используют для выполнения буровых скважин (например стволов скважин) в подземных пластах пород. Такими буровыми инструментами могут являться буровые долота, скважинные расширители, буровые фрезы и др. Обычное вращательное долото с закрепленным режущим элементом представляет собой корпус долота, имеющий обычно выступающие в радиальном направлении и проходящие продольно лезвия. Множество режущих элементов может быть закреплено (например, с помощью твердого припоя) внутри пазов, выполненных в лезвиях. Во время операций бурения буровое долото устанавливают в забое ствола скважины и приводят во вращение, и режущие элементы входят в соприкосновение с материалом пласта и разрушают его посредством таких воздействий, как срезывающее усилие, разрушение трением и др.
Корпус долота может состоять из таких материалов, как металлические сплавы (например, сталь) или композитные материалы с матрицей частиц - например, частицы цементированного карбида вольфрама, рассеянные в матрице с металлическим сплавом (например, бронзе). Буровое долото может быть изготовлено методом механической обработки - например, путем фрезерования стальной заготовки для придания формы или методом литья, например, путем получения отливочной формы, являющейся негативной формой требуемого корпуса долота, и заливки формы расплавленным сплавом. Обычно пазы, внутри которых закрепляют режущие элементы, выполняют в корпусе долота на начальной стадии механической обработки или отливки корпуса долота для придания формы. Далее режущие элементы закрепляют внутри пазов под режущие элементы, например, припаиванием твердым припоем. Другие скважинные инструменты также содержат такие режущие элементы, закрепленные внутри пазов под режущие элементы.
На подверженные сильному износу участки стальных или изготовленных из других материалов буровых долот и других скважинных инструментов часто наносят устойчивый к истиранию упрочняющий материал для снижения износа. Такой упрочняющий материал может представлять собой частицы цементированного карбида вольфрама, рассеянные внутри материала с металлической матрицей. Упрочняющие материалы можно наносить с помощью процессов сварки - например, плазменной сварки дугой прямого действия, кислородно-ацетиленовой сварки, сварки металлическим электродом в газовой среде или других процессов осаждения, вызывающих нагрев корпуса инструмента. Корпус инструмента может быть подвергнут также стадиям термообработки - такой, как тепловое воздействие перед использованием бурового инструмента в скважинной среде.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В настоящем изобретении предлагается способ изготовления бурового инструмента, включающий:
изготовление корпуса инструмента, содержащего множество обратных пазов под режущие элементы, сформированных в лопасти корпуса инструмента, причем по меньшей мере часть каждого из указанного множества обратных пазов под режущие элементы имеет профиль, по существу совпадающий с профилем соответствующего реального режущего элемента, подлежащего закреплению внутри паза под режущий элемент, выполняемого путем последующей механической обработки паза из указанного множества обратных пазов под режущие элементы;
нанесение на участки лопасти корпуса инструмента первого упрочняющего материала, по существу окружая им наружную кромку каждого из множества обратных пазов под режущие элементы;
нанесение второго, отличающегося упрочняющего материала на участки лопасти корпуса инструмента, непосредственно граничащие с первым упрочняющим материалом, при этом второй упрочняющий материал располагается между соседними пазами из множества обратных пазов под режущие элементы;
выполнение множества обратных пазов под реальные режущие элементы путем удаления материала корпуса инструмента внутри каждого из множества обратных пазов под
режущие элементы после нанесения упрочняющего материала на участки корпуса инструмента; и
закрепление режущих элементов внутри множества пазов под режущие элементы.
В другом варианте изобретения предлагается способ изготовления бурового инструмента, включающий:
изготовление корпуса инструмента, содержащего множество обратных пазов под режущие элементы, сформированных в лопасти корпуса инструмента, причем каждый из множества обратных пазов под режущие элементы имеет профиль, по существу совпадающий с профилем соответствующего реального режущего элемента, подлежащего закреплению внутри паза под режущий элемент, выполняемого путем последующей механической обработки паза из множества обратных пазов под режущие элементы;
нанесение на участки лопасти корпуса инструмента первого упрочняющего материала, по существу окружая им наружную кромку каждого из множества обратных пазов под режущие элементы;
нанесение второго, отличающегося упрочняющего материала на участки лопасти корпуса инструмента, непосредственно граничащие с первым упрочняющим материалом, при этом второй упрочняющий материал располагается между соседними пазами из множества обратных пазов под режущие элементы;
использование процесса механической обработки для удаления по меньшей мере части каждого из множества обратных пазов под режущие элементы с получением множества пазов под реальные режущие элементы после воздействия теплом на корпус инструмента во время одного или более процессов тепловой обработки и нанесения первого упрочняющего материала и второго, отличающегося упрочняющего материала; и
закрепление режущих элементов внутри множества пазов под реальные режущие элементы.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Несмотря на то, что в заключение настоящего описания приведена формула изобретения, в пунктах которой конкретно указаны и по отдельности заявлены варианты реализации раскрытого здесь изобретения, различные отличительные признаки и преимущества раскрытых вариантов реализации могут быть легче поняты при чтении приводимого далее описания с обращением к сопроводительным чертежам, на которых:
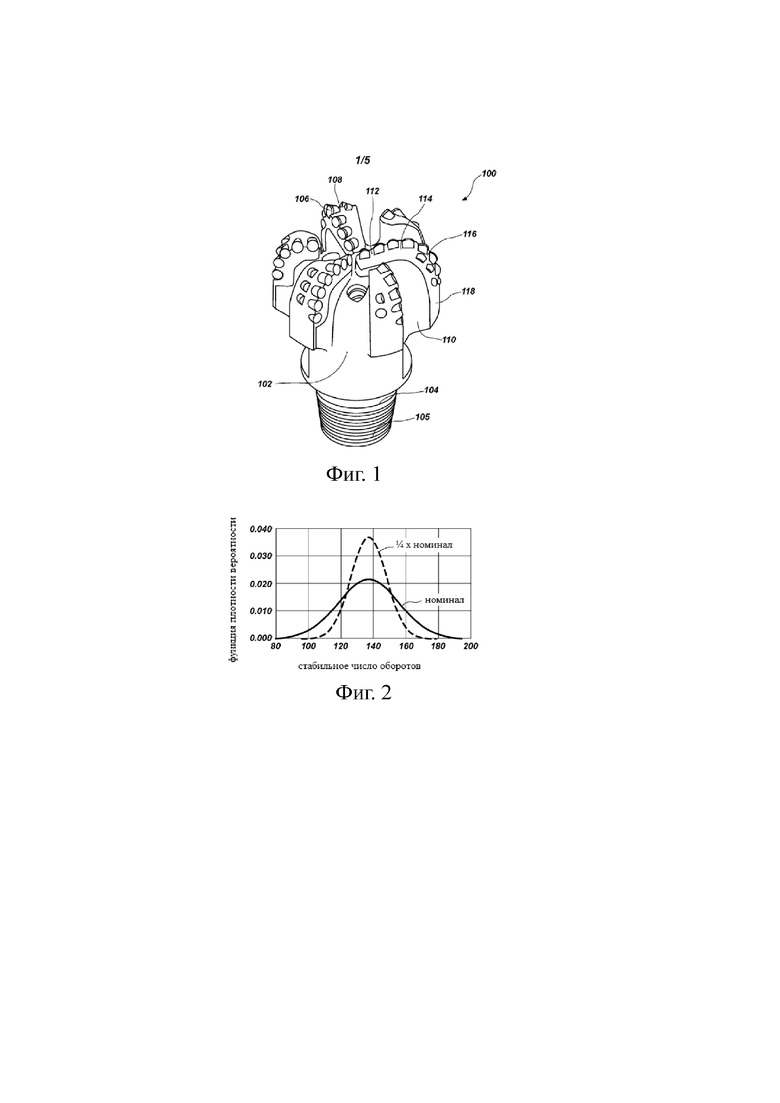
Фиг.1 представляет собой вид в перспективе бурового инструмента в соответствии с вариантом реализации раскрытого изобретения.
Фиг. 2 является графиком с результатами моделирования по методу Монте-Карло, указывающими на то, что дисперсия механической скорости проходки с "пересечением уровня стабильной работы" увеличивается вместе с допуском на точность расположения режущего элемента.
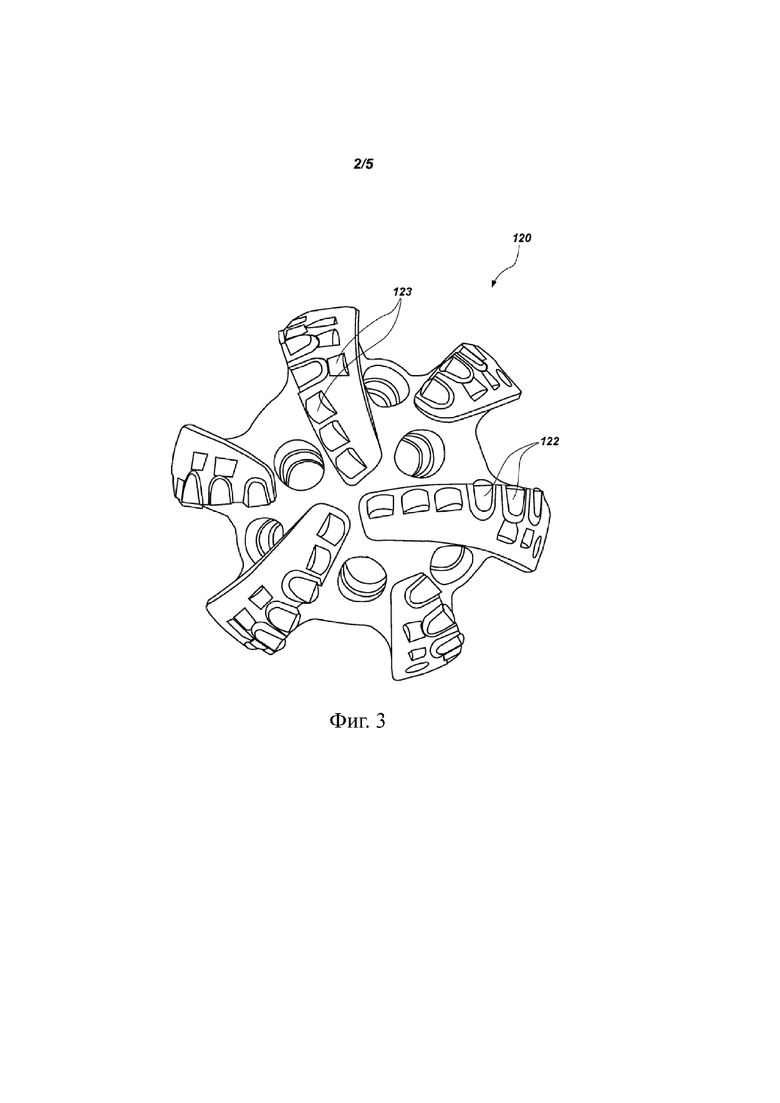
Фиг. 3 представляет собой вид сверху промежуточного корпуса инструмента в соответствии с вариантом реализации раскрытого изобретения.
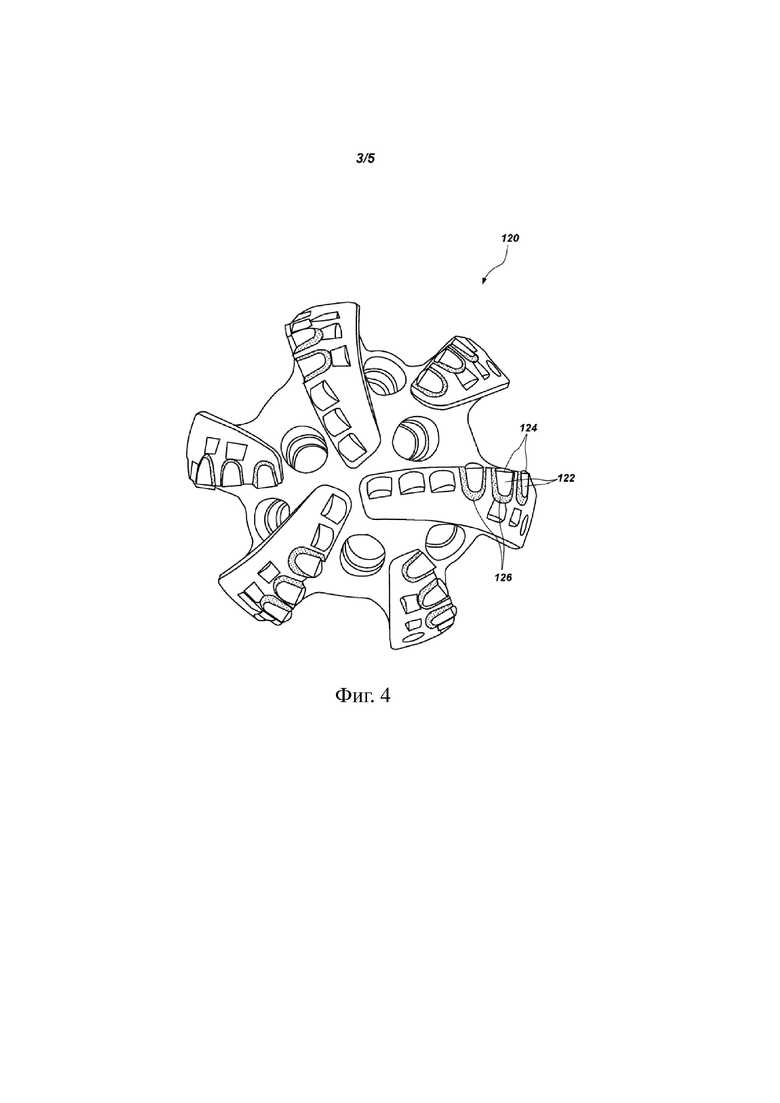
Фиг. 4 представляет собой вид сверху промежуточного корпуса инструмента, включая первый упрочняющий материал, в соответствии с вариантом реализации раскрытого изобретения.
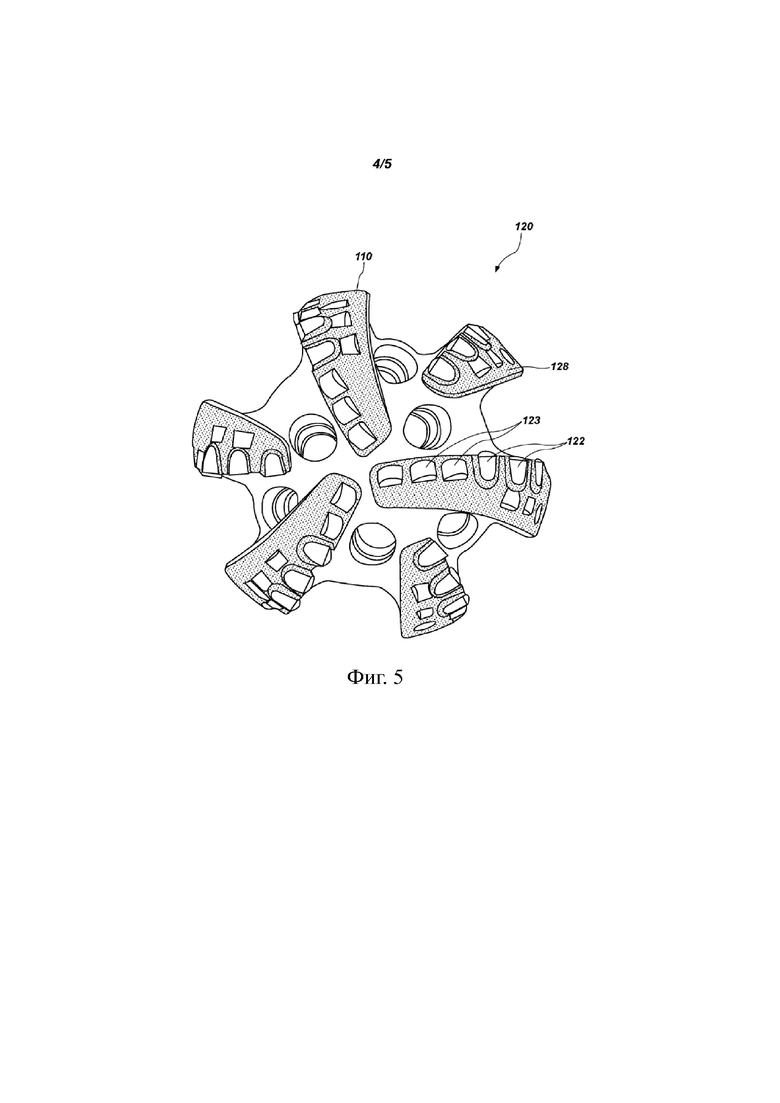
Фиг. 5 представляет собой вид сверху промежуточного корпуса инструмента, включая второй упрочняющий материал, в соответствии с вариантом реализации раскрытого изобретения; и
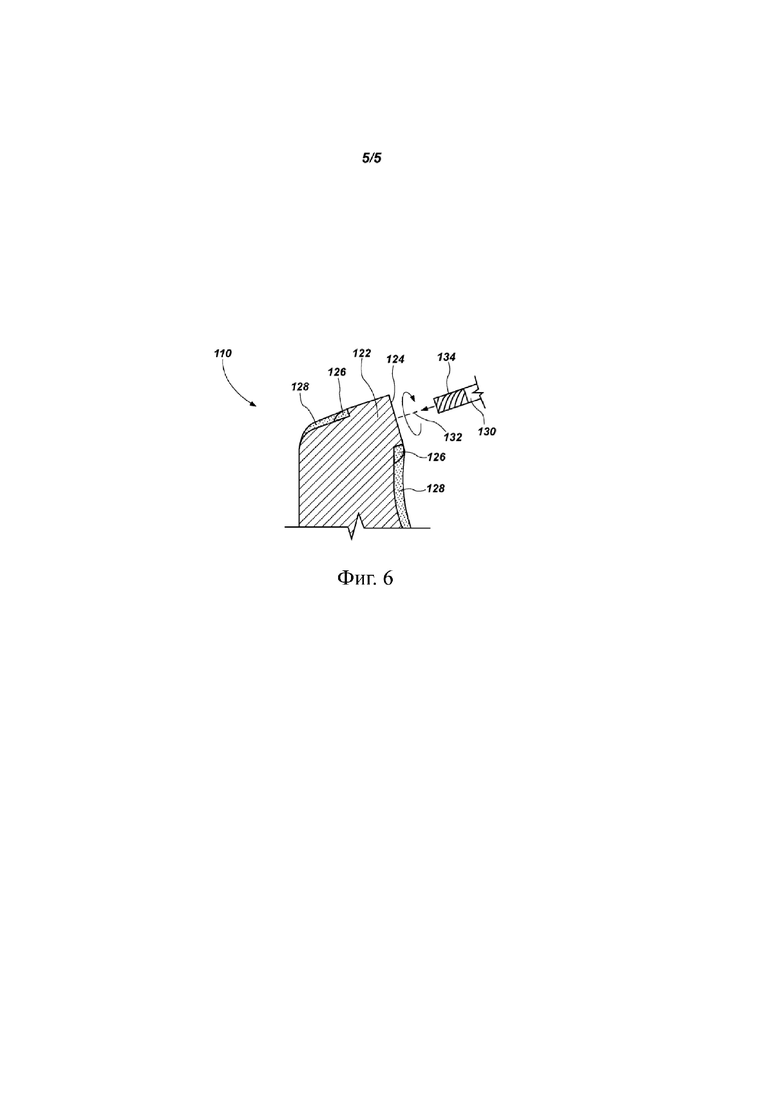
Фиг. 6 представляет собой вид сбоку поперечного сечения части лезвия промежуточного корпуса инструмента в соответствии с вариантом реализации раскрытого изобретения.
СПОСОБ(Ы) ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Представленные здесь иллюстрации не являются реальными изображениями какого-либо конкретного материала или бурового инструмента, а представляют собой лишь идеализированные визуальные представления, использованные для описания вариантов реализации раскрытого здесь изобретения. При этом элементы, повторяющиеся на различных фигурах, могут иметь одно и то же числовое обозначение.
Во время обычного изготовления корпусов долот и компонентов инструмента, на которых расположены режущие элементы, форсированная теплом деформация, происходящая в процессе термообработки (например, теплового воздействия) и/или нанесения упрочняющих материалов, может вызывать перманентные искажения формы корпуса, что нарушает точность расположения и/или угловой ориентации пазов под режущие элементы, относящихся к спецификациям проекта. Авторы изобретения неожиданно обнаружили, что во время эксплуатации даже небольшие (то есть, приблизительно 0,001 дюйм (0,0254 мм)) отклонения заданных координат расположения режущих элементов от спецификаций проекта могут существенно влиять на значение механической скорости проходки (ROP), при превышении которого работу вращательного долота оценивают в качестве стабильной (то есть, на точку "пересечения уровня стабильной работы"). Иными словами, допуски на изготовление, свойственные традиционным производственным процессам, могут неблагоприятно влиять на диапазон механических скоростей проходки, при которых буровые долота и другие скважинные инструменты способны выполнять бурение в устойчивом режиме, и могут ухудшать качество работы скважинных инструментов. Пересечение уровня стабильной работы может в большей степени зависеть от изменений расположения и угловой ориентации режущих элементов, находящихся на определенных позициях резания или участках корпуса инструмента, нежели режущих элементов на других позициях резания или участках корпуса инструмента. Например, пересечение уровня стабильной работы вращательного долота может особенно зависеть от расположения и ориентации режущих элементов, находящихся вблизи торца бурового долота. Наряду с ухудшением качества работы и прочности (то есть, собственным эффектом долота) отклонения координат расположения и угловой ориентации режущих элементов бурового долота или инструмента от спецификаций проекта могут вызывать не совместимые между собой и непредсказуемые показатели функционирования различных долот, совпадающих по конструкции и по спецификациям (то есть, разностный эффект долот).
В данном контексте термины "долото" и "инструмент" могут быть в целях удобства использованы взамен друг друга, а термины "инструмент" и "скважинный инструмент" охватывают собой буровые долота. Аналогично, термин "корпус инструмента" включает в себя как компоненты скважинных инструментов, выполненных с возможностью размещения на них режущих элементов, так и корпусы буровых долот.
В данном документе описаны способы и материалы для изготовления буровых долот и инструментов, включающих в себя режущие элементы - такие, как режущие элементы с поликристаллическими алмазными вставками (PDC), характеризуемые сильно ужесточенными допусками на изготовление с целью обеспечить, чтобы в существующем буровом долоте или другом скважинном инструменте была реализована предложенная здесь конструкция бурового долота или другого скважинного инструмента, соотнесенная с расположением и ориентацией установленных на нем режущих элементов. В иной формулировке раскрытое здесь изобретение включает в себя способы и материалы, обеспечивающие возможность изготовления буровых инструментов с пазами под режущие элементы, имеющими точное расположение и угловую ориентацию, относящиеся к спецификациям проекта. То есть, согласно настоящему описанию буровые инструменты могут отличаться уменьшенным (например, минимизированным) расхождением между указанными в спецификации координатами расположения и угловой ориентации пазов под режущие элементы в конструкции бурового инструмента и текущими координатами расположения и угловой ориентации пазов под режущие элементы в существующем механическом буровом инструменте, изготовленном в соответствии с проектом.
Фиг. 1 представляет собой вид в перспективе варианта реализации бурового инструмента 100 в виде вращательного долота с закрепленным режущим элементом, хотя идеи раскрытого здесь изобретения могут быть воплощены также в скважинном инструменте любого другого типа, включая режущие элементы, смонтированные в пазах под режущие элементы на корпусе инструмента. Например, предметом описанных в данном документе способов изготовления и материалов может являться устройство для развертывания стволов скважин (например, скважинный расширитель) или другой инструмент, в котором режущие элементы закреплены в пазах в корпусе инструмента.
Буровой инструмент 100 может включать в себя корпус 102 инструмента с резьбовой головкой 104, имеющей соединительную секцию 105 (например, резьбовой соединитель Американского нефтяного института (API)), выполненную с возможностью присоединения бурового инструмента 100 к колонне бурильных труб (здесь не показана).
Буровой инструмент 100 может содержать режущие элементы 106, закрепленные внутри пазов 108 под режущие элементы. В качестве не подразумевающего ограничений примера режущие элементы 106 могут представлять собой режущие элементы с поликристаллическими алмазными вставками (PDC). Пазы 108 под режущие элементы могут быть выполнены в лезвиях 110 бурового инструмента 100. Каждое лезвие 110 может проходить радиально наружу от конусообразного участка 112 на позиции лезвия 110, наиболее удаленной вовнутрь по радиусу. Каждое лезвие 110 может содержать торцовую часть 114, примыкающую к конусообразному участку 112 и выступающую наружу от него. Каждое лезвие 110 может включать в себя плечевой участок 116, примыкающий к торцовой части и выступающий наружу от него, и калибровочный участок 118, примыкающий к плечевому участку 116.
Фиг. 2 является графиком с результатами моделирования по методу Монте-Карло, указывающими на то, что дисперсия механической скорости проходки с "пересечением уровня стабильной работы" увеличивается вместе с допуском на точность расположения режущего элемента. Как показано на графике, уменьшение допусков на расположение и угловую ориентацию режущего элемента на одну четверть (1/4) номинального значения может существенно сократить вариабельность механической скорости проходки с "пересечением уровня стабильной работы". Буровой инструмент 100 может быть исполнен с использованием материалов и способов изготовления, обеспечивающих уменьшение допуска на точность расположения режущего элемента и сокращение тем самым вариабельности механической скорости проходки с "пересечением уровня стабильной работы", как указано ниже. Один или более режущих элементов 106 бурового инструмента 100 могут быть назначены в качестве "критичного" режущего элемента. Критичным режущим элементом может являться режущий элемент 106, для которого отклонения координат расположения и угловой ориентации от спецификаций проекта оказывают относительно большее влияние на динамическую стабильность долота и/или на качество резания, нежели аналогичные отклонения других режущих элементов 106, не назначенных в качестве критичными. Идентификация критичных режущих элементов 106 может быть выполнена с помощью статистических и эмпирических способов, компьютеризированной техники (например, программного обеспечения динамического моделирования) или других способов. В некоторых вариантах реализации все режущие элементы 106 в определенной области лезвия 110 могут быть назначены в качестве критичных. Например, авторы изобретения определили, что наиболее значительное воздействие на механическую скорость проходки с "пересечением уровня стабильной работы" оказывает уменьшение допусков для режущих элементов вблизи торца бурового долота. В ином варианте критичными элементами могут быть назначены все режущие элементы 106 бурового инструмента 100.
Теперь обратимся к фиг. 3: промежуточный корпус 120 инструмента, соответствующий корпусу 102 долота бурового инструмента 100 (см. фиг. 1) в состоянии без чистовой обработки (то есть, частично изготовленный), может быть изготовлен из металлического сплава (например, стали) или композитного материала, включая, например, частицы карбида вольфрама, рассеянные в металлическом сплаве (например, бронзе, стали и др.). В варианте реализации промежуточный корпус 120 инструмента может быть изготовлен путем механической обработки стальной заготовки для получения требуемой геометрической формы и свойств. В ином варианте исполнения промежуточный корпус 120 инструмента может быть изготовлен методом литья путем заливки расплавленного сплава металла в отливочную форму, являющуюся негативной формой промежуточного корпуса 120 инструмента.
В вариантах реализации, где промежуточный корпус 120 инструмента состоит из композитного материала с матрицей частиц, частицы износостойкого материала (например, карбида вольфрама) могут быть введены вовнутрь отливочной формы и пропитаны расплавленным металлическим сплавом (например, бронзой).
В традиционном процессе изготовления бурового инструмента, относящемся к инструменту со стальным корпусом, пазы под режущие элементы могут быть механическим способом вырезаны вовнутрь корпуса долота во время механической обработки стальной заготовки с получением геометрической формы и свойств долота. В традиционном процессе изготовления бурового инструмента с корпусом инструмента, состоящим из композитного материала с матрицей частиц (например, цементированного кобальтом карбида вольфрама), пазы под режущие элементы могут быть выполнены в корпусе долота в процессе литья путем вставки съемных вытесняющих элементов в отливочную форму перед отливкой корпуса долота внутри отливочной формы и вокруг вытесняющих элементов.
После изготовления корпуса долота циклы нагрева, воздействующие на корпус долота во время термообработки (например, теплового воздействия) или нанесения упрочняющего материала, могут привести к относительно небольшим искажениям формы и нарушениям точности расположения и угловой ориентации пазов под режущие элементы. В описанных здесь вариантах реализации один или более пазов 108 под режущие элементы (см. фиг.1) бурового инструмента 100 могут быть частично или полностью бесформенными в промежуточном корпусе 120 инструмента после механической обработки с получением заданной формы (в вариантах реализации с механически обрабатываемым стальным долотом) или по окончании литья (в вариантах реализации с литьем, например, с отливками из сплавов или из композитного материала с матрицей частиц). Например, один или более пазов 108 под режущие элементы (см. фиг. 1), соответствующих режущим элементам 106 (см. фиг. 1), идентифицированным в качестве "критичных" режущих элементов, могут быть частично сформованными или бесформенными в промежуточном корпусе 120 инструмента. Пазы под режущие элементы, соответствующие критичным режущим элементам, могут быть обработаны механическим способом после нанесения упрочняющего материала и других операций термообработки. Последовательность изготовления, соответствующая настоящему описанию, может повысить точность расположения и ориентации пазов под режущие элементы путем устранения вызываемых теплом искажений формы в качестве источника изменений.
На фиг. 3 показано также, что в соответствии с вариантами реализации раскрытого здесь изобретения при изготовлении корпуса 120 инструмента выполняют обратные пазы 122 под режущие элементы в местах, соответствующих пазам 108 под "критичные" режущие элементы в конкретной конструкции долота. Обратные пазы 122 под режущие элементы могут иметь форму и местоположение, по существу аналогичные форме и местоположению соответствующих пазов 108 под режущие элементы, выполняемых в начисто обработанном буровом инструменте 100. То есть, обратные пазы 122 под режущие элементы могут содержать выступы на лицевой поверхности промежуточного корпуса 120, которые по наружному виду схожи с режущими элементами 106 (см. фиг. 1), смонтированными на корпусе инструмента. Обратные пазы 122 под режущие элементы в промежуточном корпусе 120 инструмента могут содержать части корпуса инструмента, выполненные с ним заодно, которые впоследствии удаляют по окончании одного или более последующих процессов изготовления, включающих в себя воздействие теплом на корпус инструмента, с целью образования пазов 108 под режущие элементы в корпусе инструмента. Таким образом, в вариантах реализации, в которых корпус инструмента содержит сталь либо изготовлен методом механической обработки заготовки, обратные пазы 122 под режущие элементы могут быть образованы путем механической обработки заготовки во время изготовления корпуса 120 инструмента методом механической обработки. В вариантах реализации, в которых корпус инструмента содержит композитный материал с матрицей частиц либо изготавливается путем отливки в отливочной форме, обратные пазы 122 под режущие элементы могут быть выполнены либо на промежуточном корпусе 120 инструмента, либо как его часть, выполненная с ним заодно, во время отливки промежуточного корпуса 120 инструмента в отливочной форме.
В некоторых вариантах реализации обратные пазы 122 под режущие элементы могут быть выполнены с наружным диаметром, по существу идентичным наружному диаметру режущих элементов 106, предназначенных для закрепления внутри пазов 108 под режущие элементы, образуемых в местах расположения обратных пазов 122 под режущие элементы. В других вариантах реализации обратные пазы 122 под режущие элементы могут быть выполнены с наружным диаметром, слегка меньшим наружного диаметра режущих элементов 106, предназначенных для закрепления внутри пазов 108 под режущие элементы, образуемых в местах расположения обратных пазов 122 под режущие элементы. В некоторых других вариантах реализации пазы под режущие элементы могут быть доведены путем механической обработки или методом литья до окончательной или близкой к окончательной формы, и вовнутрь паза под режущий элемент может быть вставлен поддающийся механической обработке вытесняющий элемент (здесь не показан). Поддающиеся механической обработке вытесняющие элементы могут состоять из легко поддающегося механической обработке металлического сплава (например, мягкой стали) и могут иметь, например, форму сплошного или полого цилиндра.
Пазы 123 под режущие элементы, не обозначенные в качестве критичных режущих элементов (то есть, под "некритичные" режущие элементы), могут быть полностью выполнены в промежуточном корпусе 120 инструмента с помощью традиционных процессов. Например, пазы 123 под режущие элементы могут быть образованы с помощью операции механической обработки или литья, используемой для изготовления промежуточного корпуса 120 инструмента. Пазы 123 под режущие элементы могут соответствовать режущим элементам на позициях резерва - то есть, режущим элементам, которые в состоянии вращения сопровождают другие режущие элементы - режущие элементы, расположенные на калибровочном участке 118 (см. фиг. 1) лезвия 110 бурового инструмента 100, режущие элементы, расположенные на конусообразном участке 112 лезвия 110 бурового инструмента 100, или режущие элементы, расположенные на других участках лезвия 110.
Как описано ниже в отношении фиг. 4 и 5, возможно нанесение одного или более упрочняющих материалов на промежуточный корпус 120 в местах, где требуется дополнительная износоустойчивость. Например, дополнительная износоустойчивость может потребоваться вблизи пазов 108 под режущие элементы (см. фиг. 1) и на участках лезвия 110, которые в режиме вращения опережают режущие элементы 106 или сопровождают их. В некоторых вариантах реализации первый упрочняющий материал 126 (см. фиг. 4) может быть нанесен на участки промежуточного корпуса 120 непосредственно вблизи обратных пазов 122 под режущие элементы. Иными словами, первый упрочняющий материал 126 может быть нанесен на участки промежуточного корпуса 120 инструмента в непосредственной близости от требуемых мест расположения пазов 108 под режущие элементы (см. фиг. 1) готового бурового инструмента 100. Второй упрочняющий материал 128 (см. фиг. 5) может быть нанесен на участки промежуточного корпуса 120, не соседствующие непосредственно с обратными пазами 122 под режущие элементы (и соответственно не примыкающие непосредственно к требуемым местам расположения пазов 108 под режущие элементы).
Первый упрочняющий материал 126 может быть относительно более простым в механической обработке, нежели второй упрочняющий материал 128. Простота механической обработки, то есть, "пригодность к механической обработке", может быть по-разному определена посредством таких параметров, как срок службы инструмента для механической обработки, усилия инструмента для механической обработки и потребление энергии инструментом для механической обработки, рейтинг Американского Института черной металлургии (AISI) пригодности к механической обработке, и других параметров. В некоторых вариантах реализации первый упрочняющий материал 126 может иметь рейтинг AISI пригодности к механической обработке по меньшей мере примерно на 10% выше рейтинга AISI пригодности к механической обработке второго упрочняющего материала 128. Первый упрочняющий материал может быть выбран для реализации конкретной комбинации износоустойчивости и пригодности к механической обработке. Первый упрочняющий материал 126 может включать в себя более мелкие и более равномерно распределяемые частицы твердого материала - такого, как карбид вольфрама - по сравнению со вторым упрочняющим материалом 128. Соответственно, механическая обработка первого упрочняющего материала 126 может с меньшей вероятностью приводить к ударному разрушению обрабатывающего инструмента по сравнению с механической обработкой второго упрочняющего материала 128. Чистовая механическая обработка первого упрочняющего материала, как дополнительно описано ниже, может быть выполнена с относительно низкими скоростями проходки поверхности и относительно малыми глубинами резания по сравнению с традиционными операциями механической обработки. Обрабатывающий инструмент, используемый для механической обработки первого упрочняющего материала 126, может содержать материал для чистовой обработки поверхности (например, нитрид алюминия), созданный с возможностью сокращения теплового износа, возникающего вследствие высоких скоростей проходки поверхности.
Теперь обратимся к фиг. 4: первый упрочняющий материал 126 может быть нанесен на выбранные участки промежуточного корпуса 120 инструмента, который может вступать в контакт с обрабатывающим инструментом, используемым для последующего выполнения пазов 108 под режущие элементы в местах расположения обратных пазов 122 под режущие элементы. Например, первый упрочняющий материал 126 может быть нанесен на участки промежуточного корпуса 120 инструмента вблизи обратных пазов 122 под режущие элементы. В некоторых вариантах реализации участки первого упрочняющего материала 126 могут располагаться поверх обратных пазов 122 под режущие элементы. В некоторых вариантах реализации участки промежуточного корпуса 120 инструмента, на которые не требуется наносить первый упрочняющий материал 126, могут быть маскированы с помощью компаунда или материала, препятствующего смачиванию промежуточного корпуса 120 инструмента первым упрочняющим материалом 126. Например, ингибитор смачивания может быть нанесен по меньшей мере на лицевые поверхности 124 обратных пазов 122 под режущие элементы промежуточного корпуса инструмента для предотвращения смачивания лицевых поверхностей 124 первым упрочняющим материалом 126. Примером подходящего ингибитора смачивания является NICROBRAZ® STOP-OFF™, выпускаемый Wall Colmonoy Corporation, 101 В. Жирар, Мичиган 48071, США.
Первый упрочняющий материал 126 может содержать вещества, выбираемые для обеспечения механической обработки первого упрочняющего материала 126. Например, в некоторых вариантах реализации первый упрочняющий материал 126 может содержать вещество с матрицей никель-бор-силикон (Ni-B-Si), в котором рассеяны макрокристаллические частицы карбида вольфрама (WC). Примером имеющегося на рынке упрочняющего материала, который может быть использован в качестве первого упрочняющего материала 126, является NITUNG™ 60 - упрочняющий материал, состоящий на 60 процентов веса из частиц карбида вольфрама в запатентованной матрице сплава, выпускаемый компанией Carpenter Powder Products, 600 Майер Стрит, Бриджвиль, Пенсильвания 15017, США. В других вариантах реализации первый упрочняющий материал 126 может представлять собой однородный материал, например по существу сплошной металлический сплав с относительно высокой твердостью и без фазы рассеянных частиц. Например, некоторые сплавы на основе кобальта могут быть пригодны для использования в качестве первого упрочняющего материала 126. Конкретный материал и состав, используемый в качестве первого упрочняющего материала 126, можно выбирать по результатам испытаний на износ при контактных давлениях, определенных для конкретного инструмента и варианта применения.
Для нанесения первого упрочняющего материала 126 можно использовать кислородно-ацетиленовую сварку (OAW), плазменную сварку прямой дугой (PTAW), дуговую сварку вольфрамовым электродом в защитном газе (GTAW), высокоскоростное газопламенное напыление (HVOF), высокоскоростное термическое напыление топливно-воздушной смеси (HVAF), лазерное плакирование и др. Выборочно процессы HVOF и HVAF могут включать в себя стадию расплавления. Первый упрочняющий материал 126 может быть нанесен вручную, полуавтоматически или автоматически. Первый упрочняющий материал 126 может в минимальной степени разжижаться на стыке между промежуточным корпусом 120 инструмента и первым упрочняющим материалом 126. Разжижение может быть определено в процентах от веса металлической подложки (то есть, материала промежуточного корпуса 120 инструмента), которые распылены вовнутрь упрочняющего материала 126. Например, первый упрочняющий материал 126 может иметь на стыке между промежуточным корпусом 120 инструмента и первым упрочняющим материалом 126 степень разжижения ниже десяти (10) процентов, ниже пяти (5) процентов или менее.
Теперь обратимся к фиг. 5: второй упрочняющий материал 128 может быть нанесен на другие выбранные участки промежуточного корпуса 120 инструмента. Другими выбранными участками могут являться, например, участки бурового инструмента 100 с высокой степенью износа (см. фиг. 1), не примыкающие непосредственно к обратным пазам 122 под режущие элементы. В некоторых вариантах реализации возможно нанесение второго упрочняющего материала 128 на участки лезвия 110, которые в состоянии вращения опережают и/или сопровождают обратные пазы 122 под режущие элементы. Соответственно, первый упрочняющий материал 126 может быть расположен между обратными пазами 122 под режущие элементы и вторым упрочняющим материалом 128. Второй упрочняющий материал 128 может представлять собой обычный армирующий материал - такой, как частицы цементированного карбида вольфрама, рассеянные в матрице металла (например железа, кобальта или никелевого сплава), и состав материала может быть выбран в расчете не на его пригодность к механической обработке, а на его износостойкость и/или прочность. Иными словами, второй упрочняющий материал 128 может быть выбран без учета пригодности к механической обработке, поскольку второй упрочняющий материал 128 может быть нанесен на участки промежуточного корпуса 120 инструмента, для которых не требуется последующая чистовая механическая обработка. В некоторых вариантах реализации возможно нанесение описанного выше ингибитора смачивания на участки промежуточного корпуса 120 инструмента, на которые нецелесообразно наносить второй упрочняющий материал 128, например, на участки первого упрочняющего материала 126, пазы 123, ранее выполненные под некритичные режущие элементы и др. Второй упрочняющий материал 128 может быть нанесен с использованием любого из способов, указанных выше применительно к первому упрочняющему материалу 126, или других подходящих способов.
В некоторых вариантах реализации второй упрочняющий материал 128 может быть нанесен на участки промежуточного корпуса 120 инструмента с размерами, превышающими размеры участков, на которые нанесен первый упрочняющий материал 126. Например, в то время как первый упрочняющий материал 126 может быть нанесен в местах вблизи обратных пазов 122 под режущие элементы, второй упрочняющий материал 128 может быть нанесен на участки лезвия 110 большего размера, как показано на фиг. 5. Второй упрочняющий материал 128 может быть нанесен поверх по меньшей мере части первого упрочняющего материала 126 (то есть, накладываться на него). В других вариантах реализации второй упрочняющий материал 128 может быть нанесен раньше нанесения первого упрочняющего материала 126. В этих вариантах реализации часть первого упрочняющего материала 126 может быть нанесена поверх второго упрочняющего материала 128 (то есть, накладываться на него).
Способы, используемые для нанесения первого упрочняющего материала 126 и второго упрочняющего материала 128, могут вызывать тепловое воздействие на промежуточный корпус 120 инструмента. Кроме того, в некоторых вариантах реализации промежуточный корпус 120 инструмента может подвергаться термообработке - такой, как тепловое воздействие, квенчинг, состаривание и др. для корректировки микроструктуры материала промежуточного корпуса 120 инструмента. Как описано выше, такая термообработка может приводить к незначительным искажениям формы (например, короблению) промежуточного корпуса 120 инструмента. Иными словами, вызываемая теплом деформация может приводить к отклонениям имеющейся формы промежуточного корпуса 120 инструмента от спецификаций проекта. Соответственно, после термообработки и нанесения упрочняющих материалов 126 и 128 расположение и ориентация обратных пазов 122 под режущие элементы и пазов 123 под режущие элементы, относящиеся к некритичным режущим элементам, могут слегка отличаться от спецификаций проекта вследствие вызываемой теплом деформации, аналогичной той, которая может происходить в связи с термообработкой. Соответственно, как описано ниже, чистовая механическая обработка для выполнения пазов 108 под режущие элементы (см. фиг. 1) в местах расположения критичных режущих элементов может быть осуществлена по окончании операций такой термообработки и после нанесения первого и второго упрочняющих материалов 126 и 128.
По меньшей мере часть обратных пазов 122 под режущие элементы может быть удалена для выполнения паза 108 под режущий элемент (см. фиг. 1) в каждом месте расположения критичного режущего элемента, по существу имеющего расположение, габариты, форму и ориентацию, совпадающие с заранее определенными в проекте расположением, габаритами, формой и ориентацией для данного соответствующего паза под режущий элемент. Например, промежуточный корпус 120 инструмента может быть механически обработан для удаления по меньшей мере части обратных пазов 122 под режущие элементы. Механическая обработка пазов 108 под режущие элементы может включать в себя механическую обработку по меньшей мере части первого упрочняющего материала 126, примыкающего к выступу 122, в зависимости от точных габаритов и формы обратных пазов 122 под режущие элементы и от степени любых искажений их формы, вызванных термообработкой. Соответственно, инструменты, используемые для механической обработки пазов 108 под режущие элементы, могут быть выполнены с возможностью обеспечить механическую обработку первого упрочняющего материала 126.
Например, пазы 108 под режущие элементы могут быть механически обработаны с помощью инструментов, выполненных из твердых материалов и/или имеющих твердое покрытие поверхности. В варианте реализации пазы под режущие элементы механически обработаны концевой фрезой, покрытой нитридом алюминия. Такие концевые фрезы можно приобрести в KENNAMETAL® Inc., 1600 Текнолоджи Вэй, Латроб, Пенсильвания 15650, США.
Процесс механической обработки и параметры могут быть по мере необходимости подкорректированы для облегчения механической обработки первого упрочняющего материала 126. Например, скорость вращения и скорость подачи концевой фрезы можно выбирать, исходя из характеристик резания инструмента и конкретного состава первого упрочняющего материала 126.
В некоторых вариантах реализации можно начинать механическую обработку с мест, не содержащих первого упрочняющего материала 126 и второго упрочняющего материала 128. Например, на фиг. 6 показана часть лезвия 110 промежуточного корпуса 120 инструмента (см. фиг. 5). Операцию механической обработки можно начать путем "погружения" концевой фрезы 130 в лицевую поверхность 124 обратного паза 122 под режущий элемент вдоль продольной оси 132, соответствующей оси паза 108 под реальный режущий элемент (см. фиг. 1), выполняемого в соответствии с выбранной заранее определенной ориентацией паза под реальный режущий элемент. Концевую фрезу 130 можно перемещать в радиальном направлении (например, по кругу) по отношению к оси вращения концевой фрезы, и в зависимости от точных габаритов и формы обратных пазов 122 под режущие элементы угловая часть 134 концевой фрезы 130 может контактировать с первым упрочняющим материалом 126. После вхождения угловой части 134 концевой фрезы 130 в контакт с первым упрочняющим материалом 126 концевая фреза 130 может оставаться задействованной во всех фазах состояния первого упрочняющего материала 126 (например, концевая фреза 130 может оставаться задействованной как в фазе матрицы с металлическим сплавом, так и в фазе рассеянных частиц карбида вольфрама) до момента, когда концевая фреза 130 не контактирует более ни с одним из участков первого упрочняющего материала 126. Это может предотвратить резкие изменения скорости работы, которые могут происходить при повторяющихся операциях приведения концевой фрезы 130 в соприкосновение с поверхностью и отвода от поверхности первого упрочняющего материала 126 в различных фазах его состояния. В некоторых вариантах реализации пазы 108 под режущие элементы могут быть выполнены с использованием инструментов, армированных поликристаллами алмаза, ультразвуковых способов, электроэрозионной механической обработки (EDM), механической обработки с подводом тепла и других способов. По окончании чистовой механической обработки пазов 108 под режущие элементы можно вставлять режущие элементы 106 в пазы 108 под режущие элементы и закреплять внутри пазов. Например, режущие элементы 106 могут быть припаяны внутри пазов 108 под режущие элементы твердым припоем.
Описанный выше буровой инструмент 10 (см. фиг. 1) может иметь меньшие допуски на изготовление, нежели изготовленный традиционным способом буровой инструмент, в отношении расположения и угловой ориентации паза под режущий элемент. Например, в некоторых изготовленных традиционным способом буровых инструментах типовые диапазоны отклонения координат расположения и угловой ориентации режущего элемента от спецификаций проекта (то есть, допуски на изготовление) могут достигать приблизительно ±0,034 дюйма (примерно 0,86 мм) и приблизительно ±2,7 градусов (соответственно). В буровых инструментах, изготовленных описанным здесь способом, типовые диапазоны отклонения координат расположения и угловой ориентации режущего элемента от спецификаций проекта могут быть приблизительно на порядок величины меньше по сравнению с типовыми диапазонами инструментов, изготовленных традиционными способами. Например, буровой инструмент, изготовленный описанным выше способом, может иметь отклонения координат расположения и угловой ориентации режущего элемента от спецификаций проекта, равные приблизительно ±0,005 дюйма (примерно 0,13 мм) и приблизительно ±0,25 градусов (соответственно). При выполнении чистовой механической обработки пазов 108 под режущие элементы по окончании операций термообработки и/или упрочнения влияние вызванных термообработкой искажений формы на координаты расположения и угловую ориентацию пазов 108 под режущие элементы сведено к минимуму (например, отсутствует). Соответственно, изготовленный описанным выше способом буровой инструмент 100 может иметь увеличенный диапазон стабильных скоростей проходки при бурении, более предсказуемые диапазоны скоростей проходки при бурении, более высокую прочность, более высокую совместимость рабочих характеристик между различными долотами одной и той же конструкции и более высокое качество функционирования по сравнению с буровыми инструментами, изготовленными традиционными способами.
Ниже представлены не подразумевающие ограничений дополнительные иллюстративные примеры реализации раскрытого изобретения.
Вариант реализации 1: Способ изготовления бурового инструмента, причем способ включает в себя: изготовление корпуса инструмента, содержащего по меньшей мере один обратный паз под режущий элемент, причем по меньшей мере часть по меньшей мере одного обратного паза под режущий элемент имеет профиль, по существу совпадающий с профилем реального режущего элемента, закрепленного внутри паза под режущий элемент, выполненного путем последующей механической обработки по меньшей мере одного обратного паза под режущий элемент; нанесение упрочняющего материала на участки корпуса инструмента; выполнение паза под реальный режущий элемент путем удаления материала корпуса инструмента в пределах по меньшей мере одного обратного паза под режущий элемент после нанесения упрочняющего материала на участки корпуса инструмента; и закрепление режущего элемент внутри паза под реальный режущий элемент.
Вариант реализации 2: Способ по варианту реализации 1, дополнительно включающий в себя изготовление обратного паза под режущий элемент, содержащего часть корпуса инструмента, выполненную с ним заодно.
Вариант реализации 3: Способ по варианту реализации 1, в котором изготовление корпуса инструмента, содержащего по меньшей мере один обратный паз под режущий элемент, включает в себя изготовление корпуса инструмента, содержащего по меньшей мере один обратный паз под режущий элемент, содержащий элемент вытеснения, вставленный вовнутрь выемки в корпусе инструмента.
Вариант реализации 4: Способ по любому из вариантов реализации 1-3, в котором нанесение упрочняющего материала на участки корпуса инструмента включает в себя нанесение первого упрочняющего материала, выбранного для обеспечения конкретной комбинации пригодности к механической обработке и износоустойчивости, на участки корпуса инструмента вблизи по меньшей мере одного обратного паза под режущий элемент, и нанесение второго упрочняющего материала, отличающегося по составу от первого упрочняющего материала, по меньшей мере на участок корпуса инструмента, отделенный по меньшей мере от одного обратного паза под режущий элемент по меньшей мере частью первого упрочняющего материала.
Вариант реализации 5: Способ по варианту реализации 4, в котором нанесение первого упрочняющего материала представляет собой нанесение первого упрочняющего материала, содержащего твердые частицы, рассеянные внутри металлической матрицы, содержащей сплав на основе никеля.
Вариант реализации 6: Способ по варианту реализации 5, в котором нанесение первого упрочняющего материала, содержащего твердые частицы, рассеянные внутри металлической матрицы, содержащей сплав на основе никеля, представляет собой нанесение первого упрочняющего материала, включающего в себя металлическую матрицу, содержащую по меньшей мере никель, бор и силикон.
Вариант реализации 7: Способ по любому из вариантов реализации 4-6, в котором нанесение второго упрочняющего материала, отличающегося по составу от первого упрочняющего материала, представляет собой нанесение второго упрочняющего материала, содержащего твердые частицы, рассеянные внутри матрицы с металлическим сплавом на основе железа.
Вариант реализации 8: Способ по любому из вариантов реализации 4-7, в котором нанесение второго упрочняющего материала, отличающегося по составу от первого упрочняющего материала, дополнительно включает в себя нанесение второго упрочняющего материала, отличающегося по рейтингу AISI пригодности к механической обработке от первого упрочняющего состава, и в котором рейтинг AISI пригодности к механической обработке первого упрочняющего состава по меньшей мере на 10% превышает рейтинг AISI пригодности к механической обработке второго упрочняющего состава.
Вариант реализации 9: Способ по любому из вариантов реализации 1 - 8, дополнительно включающий в себя нанесение ингибитора смачивания по меньшей мере на часть по меньшей мере одного обратного паза под режущий элемент перед нанесением упрочняющего материала на участки корпуса инструмента.
Вариант реализации 10: Способ по варианту реализации 9, в котором нанесение ингибитора смачивания по меньшей мере на часть по меньшей мере одного обратного паза под режущий элемент включает в себя нанесение ингибитора смачивания на лицевую поверхность по меньшей мере одного обратного паза под режущий элемент.
Вариант реализации 11: Способ по любому из вариантов реализации 1-10, в котором изготовление паза под реальный режущий элемент путем удаления материала корпуса инструмента внутри по меньшей мере одного обратного паза под режущий элемент включает в себя удаление механической обработкой по меньшей мере части по меньшей мере одного обратного паза под режущий элемент из корпуса инструмента с помощью обрабатывающего инструмента.
Вариант реализации 12: Способ по любому из вариантов реализации 1-11, в котором изготовление корпуса инструмента, содержащего по меньшей мере одну выступающую конструкцию, включает в себя изготовление корпуса вращательного лопастного долота.
Вариант реализации 13: Способ по любому из вариантов реализации 1-12, в котором после изготовления паза под реальный режущий элемент путем удаления материала корпуса инструмента отсутствует тепловая обработка корпуса инструмента.
Вариант реализации 14: Способ по любому из вариантов реализации 1-13, в котором после изготовления паза под реальный режущий элемент путем удаления материала корпуса инструмента отсутствует нанесение упрочняющего материала на корпус инструмента.
Вариант реализации 15: Способ изготовления бурового инструмента, причем способ включает в себя: изготовление корпуса инструмента, содержащего по меньшей мере один обратный паз под режущий элемент, причем часть обратного паза под режущий элемент имеет профиль, по существу совпадающий с профилем реального режущего элемента, закрепленного внутри паза под режущий элемент, выполненного путем последующей механической обработки по меньшей мере одного обратного паза под режущий элемент; использование процесса механической обработки для удаления по меньшей мере части по меньшей мере одного обратного паза под режущий элемент для образования паза под реальный режущий элемент после воздействия теплом на корпус инструмента во время одной или более операций термообработки и нанесения упрочняющего материала; и закрепление режущего элемент внутри паза под реальный режущий элемент.
Вариант реализации 16: Способ по варианту реализации 15, в котором изготовление корпуса инструмента, содержащего по меньшей мере один обратный паз под режущий элемент, включает в себя механическую обработку стальной заготовки для получения корпуса инструмента.
Вариант реализации 17: Способ по варианту реализации 15, в котором изготовление корпуса инструмента, содержащего по меньшей мере один обратный паз под режущий элемент, включает в себя отливку корпуса инструмента в отливочной форме.
Вариант реализации 18: Способ по любому из вариантов реализации 15-17, дополнительно включающий в себя выполнение обратного паза под режущий элемент, содержащего часть корпуса инструмента, выполненную с ним заодно.
Вариант реализации 19: Способ по любому из вариантов реализации 15-18, дополнительно включающий в себя нанесение первого упрочняющего материала на корпус вблизи по меньшей мере одного обратного паза под режущий элемент и нанесение второго упрочняющего материала, отличающегося по составу от первого упрочняющего материала, по меньшей мере на участок корпуса инструмента, отделенный по меньшей мере от одного обратного паза под режущий элемент первым упрочняющим материалом.
Вариант реализации 20: Способ по любому из вариантов реализации 15-19, дополнительно включающий в себя тепловую обработку корпуса инструмента путем нагрева корпуса тела до повышенной температуры перед использованием процесса механической обработки для удаления по меньшей мере части по меньшей мере одного обратного паза под режущий элемент.
Несмотря на то, что приведенное выше описание и сопроводительные чертежи содержат много специфических подробностей, их следует воспринимать не в качестве ограничения объема раскрытого здесь изобретения, а исключительно в качестве иллюстрации некоторых вариантов реализации. Аналогично, возможна разработка других вариантов реализации без отступления от сущности и объема раскрытого здесь изобретения. Например, описанные в настоящем документе отличительные признаки, соотнесенные с одним вариантом реализации, могут быть обеспечены также в других вариантах реализации, описанных в настоящем документе. Таким образом, объем изобретения определен и ограничен лишь прилагаемой формулой изобретения и ее юридически значимыми эквивалентами. Любые дополнения, исключения и изменения, относящиеся к раскрытым здесь вариантам реализации, ограниченным рамками смыслового значения и объема формулы изобретения, охватываются раскрытым здесь изобретением.
Группа изобретений относится к способам изготовления бурового инструмента. Технический результат заключается в обеспечении точности расположения и/или угловой ориентации пазов под режущие элементы. Способ изготовления бурового инструмента включает изготовление корпуса инструмента, содержащего множество обратных пазов под режущие элементы, сформированных в лопасти корпуса инструмента. По меньшей мере часть каждого из указанного множества обратных пазов под режущие элементы имеет профиль, совпадающий с профилем соответствующего реального режущего элемента, подлежащего закреплению внутри паза под режущий элемент, выполняемого путем последующей механической обработки паза из указанного множества обратных пазов под режущие элементы. Способ изготовления бурового инструмента также включает нанесение на участки лопасти корпуса инструмента первого упрочняющего материала, окружая им наружную кромку каждого из множества обратных пазов под режущие элементы, нанесение второго отличающегося упрочняющего материала на участки лопасти корпуса инструмента, непосредственно граничащие с первым упрочняющим материалом, выполнение множества обратных пазов под реальные режущие элементы путем удаления материала корпуса инструмента внутри каждого из множества обратных пазов под режущие элементы после нанесения упрочняющего материала на участки корпуса инструмента и закрепление режущих элементов внутри множества пазов под режущие элементы. Второй упрочняющий материал располагается между соседними пазами из множества обратных пазов под режущие элементы. 2 н. и 17 з.п. ф-лы, 6 ил.
1. Способ изготовления бурового инструмента, включающий:
изготовление корпуса инструмента, содержащего множество обратных пазов под режущие элементы, сформированных в лопасти корпуса инструмента, причем по меньшей мере часть каждого из указанного множества обратных пазов под режущие элементы имеет профиль, по существу совпадающий с профилем соответствующего реального режущего элемента, подлежащего закреплению внутри паза под режущий элемент, выполняемого путем последующей механической обработки паза из указанного множества обратных пазов под режущие элементы;
нанесение на участки лопасти корпуса инструмента первого упрочняющего материала, по существу окружая им наружную кромку каждого из множества обратных пазов под режущие элементы;
нанесение второго отличающегося упрочняющего материала на участки лопасти корпуса инструмента, непосредственно граничащие с первым упрочняющим материалом, при этом второй упрочняющий материал располагается между соседними пазами из множества обратных пазов под режущие элементы;
выполнение множества обратных пазов под реальные режущие элементы путем удаления материала корпуса инструмента внутри каждого из множества обратных пазов под режущие элементы после нанесения упрочняющего материала на участки корпуса инструмента; и
закрепление режущих элементов внутри множества пазов под режущие элементы.
2. Способ по п. 1, дополнительно включающий в себя выполнение множества обратных пазов под режущие элементы, содержащих часть корпуса инструмента, выполненную с ним заодно.
3. Способ по п. 1, в котором изготовление корпуса инструмента, содержащего множество обратных пазов под режущие элементы, включает в себя изготовление корпуса инструмента, содержащего множество обратных пазов под режущие элементы, каждый из которых содержит элемент вытеснения, вставленный вовнутрь выемки в корпусе инструмента
4. Способ по п. 1, в котором нанесение первого и второго упрочняющих материалов на участки лопасти корпуса инструмента включает в себя нанесение первого упрочняющего материала, выбранного для обеспечения конкретной комбинации пригодности к механической обработке и износоустойчивости, на участки корпуса инструмента вблизи указанного множества обратных пазов под режущие элементы и нанесение второго упрочняющего материала, отличающегося по составу от первого упрочняющего материала, по меньшей мере на участок корпуса инструмента, отделенный от указанного множества обратных пазов под режущие элементы по меньшей мере частью первого упрочняющего материала.
5. Способ по п. 4, в котором нанесение первого упрочняющего материала включает нанесение первого упрочняющего материала, содержащего твердые частицы, рассеянные внутри металлической матрицы, содержащей сплав на основе никеля.
6. Способ по п. 5, в котором нанесение первого упрочняющего материала, содержащего твердые частицы, рассеянные внутри металлической матрицы, содержащей сплав на основе никеля, включает нанесение первого упрочняющего материала, включающего в себя металлическую матрицу, содержащую, по меньшей мере, никель, бор и силикон.
7. Способ по п. 4, в котором нанесение второго упрочняющего материала, отличающегося по составу от первого упрочняющего материала, включает нанесение второго упрочняющего материала, содержащего твердые частицы, рассеянные внутри матрицы с металлическим сплавом на основе железа.
8. Способ по п. 4, в котором нанесение второго упрочняющего материала, отличающегося по составу от первого упрочняющего материала, дополнительно включает в себя нанесение второго упрочняющего материала, отличающегося по рейтингу AISI пригодности к механической обработке от первого упрочняющего состава, причем рейтинг AISI пригодности к механической обработке первого упрочняющего состава по меньшей мере на 10% превышает рейтинг AISI пригодности к механической обработке второго упрочняющего состава.
9. Способ по п. 1, дополнительно включающий в себя нанесение ингибитора смачивания по меньшей мере на часть каждого из множества обратных пазов под режущие элементы перед нанесением первого или второго упрочняющего материала на участки лопасти корпуса инструмента.
10. Способ по п. 9, в котором нанесение ингибитора смачивания по меньшей мере на часть пазов из множества обратных пазов под режущие элементы включает в себя нанесение ингибитора смачивания на лицевую поверхность каждого из множества обратных пазов под режущие элементы.
11. Способ по п. 1, в котором выполнение множества пазов под режущие элементы путем удаления материала корпуса инструмента внутри каждого из множества обратных пазов под режущие элементы включает в себя удаление механической обработкой по меньшей мере части каждого из множества обратных пазов под режущие элементы из корпуса инструмента с помощью обрабатывающего инструмента.
12. Способ по п. 1, в котором изготовление корпуса инструмента, содержащего по меньшей мере одну выступающую конструкцию, включает в себя изготовление корпуса вращательного лопастного долота.
13. Способ по п. 1, в котором после выполнения множества пазов под реальные режущие элементы путем удаления материала корпуса инструмента отсутствует тепловая обработка корпуса инструмента.
14. Способ по п. 1, в котором после выполнения множества пазов под реальные режущие элементы путем удаления материала корпуса инструмента отсутствует нанесение упрочняющего материала на корпус инструмента.
15. Способ изготовления бурового инструмента, включающий:
изготовление корпуса инструмента, содержащего множество обратных пазов под режущие элементы, сформированных в лопасти корпуса инструмента, причем каждый из множества обратных пазов под режущие элементы имеет профиль, по существу совпадающий с профилем соответствующего реального режущего элемента, подлежащего закреплению внутри паза под режущий элемент, выполняемого путем последующей механической обработки паза из множества обратных пазов под режущие элементы;
нанесение на участки лопасти корпуса инструмента первого упрочняющего материала, по существу окружая им наружную кромку каждого из множества обратных пазов под режущие элементы;
нанесение второго отличающегося упрочняющего материала на участки лопасти корпуса инструмента, непосредственно граничащие с первым упрочняющим материалом, при этом второй упрочняющий материал располагается между соседними пазами из множества обратных пазов под режущие элементы;
использование процесса механической обработки для удаления по меньшей мере части каждого из множества обратных пазов под режущие элементы с получением множества пазов под реальные режущие элементы после воздействия теплом на корпус инструмента во время одного или более процессов тепловой обработки и нанесения первого упрочняющего материала и второго отличающегося упрочняющего материала; и
закрепление режущих элементов внутри множества пазов под реальные режущие элементы.
16. Способ по п. 15, в котором изготовление корпуса инструмента, содержащего множество обратных пазов под режущие элементы, включает в себя механическую обработку стальной заготовки с получением корпуса инструмента.
17. Способ по п. 15, в котором изготовление корпуса инструмента, содержащего множество обратных пазов под режущие элементы, включает в себя отливку корпуса инструмента в отливочной форме.
18. Способ по п. 15, включающий в себя выполнение множества обратных пазов под режущий элемент, содержащих часть корпуса инструмента, выполненную с ним заодно.
19. Способ по п. 15, дополнительно включающий в себя тепловую обработку корпуса инструмента путем нагрева корпуса тела до повышенной температуры перед использованием процесса механической обработки для удаления по меньшей мере части каждого из множества обратных пазов под режущие элементы.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Способ изготовления бурового инструмента | 1990 |
|
SU1717653A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |

