Изобретение относится к строительной промышленности, а именно к способу производства строительных материалов, и может быть использовано, например, в производстве изделий из ячеистого бетона по автоклавной технологии.
Наиболее близким к заявленному изобретению является способ автоклавирования изделий из ячеистого бетона, включающий в себя загрузку массивов ячеистого бетона в автоклав, задание программы изменения давления в автоклаве, последовательное выполнение технологических операций продувки, вакуумирования, подъема давления, выдержки, спуска давления, измерение давления Равт пара и температуры Тавт пара в автоклаве, автоматическое управление давлением в автоклаве в соответствии с программой, выгрузку готовых изделий из автоклава [http://aac-plant.ru/inf/autoclave]. Принят за прототип.
Недостатком известного способа является то, что в процессе автоклавной обработки изделий из ячеистого бетона не предусмотрена коррекция продолжительности этапа выдержки ячеистого бетона в автоклаве, что в свою очередь ведет к разбросу прочностных характеристик готовых изделий из ячеистого бетона. Это обусловлено нестационарностью мощности и времени внутреннего тепловыделения в ячеистом бетоне при формировании в его структуре гидросиликатов в форме тоберморита и ксонотлита. Кроме того, на этапе выдержки наблюдается нестабильность фазовых переходов тоберморит <-> ксонотлит. Этот процесс активно проявляется после окончания формирования тоберморита и сопровождается появлением свободной воды в порах массивов ячеистого бетона. Кроме того, увеличение длительности этапа выдержки вызывает значительное снижение производительности, увеличение энергозатрат на технологический процесс автоклавной обработки.
Сущность изобретения заключается в стабилизации прочностных характеристик изделий из ячеистого бетона, повышении производительности автоклава и сокращении энергозатрат на производство изделий из ячеистого бетона по автоклавной технологии. Выполнение этих условий возможно осуществить путем коррекции времени окончания этапа выдержки ячеистого бетона в автоклаве на основании диагностики продолжительности внутреннего тепловыделения в ячеистом бетоне в процессе его автоклавной обработки.
Технический результат - повышение производительности автоклава, сокращение энергозатрат на производство изделий из ячеистого бетона и стабилизация прочности готовых изделий.
Технический результат достигается тем, что в известном способе автоклавирования, включающим в себя загрузку ячеистого бетона в автоклав, задание программы изменения давления в автоклаве при последовательном выполнении технологических операций продувки, вакуумирования, подъема давления, выдержки, спуска давления, измерения давления Равт и температуры Тавт, автоматического управления давлением в автоклаве в соответствии с программой, выгрузки изделий из автоклава, особенность заключается в том, что автоклав дополнительно снабжают системой автоматического управления, содержащей блок задания величины температуры Ттб начала формирования тоберморита, блок сравнения температуры Тавт с Ттб, блок измерения расхода пара  через пароперепускную магистраль, блок вычисления производной расхода пара
через пароперепускную магистраль, блок вычисления производной расхода пара  блок вычисления времени τ2, в который производная расхода пара
блок вычисления времени τ2, в который производная расхода пара  меняет знак, блок вычисления времени τ3 окончания этапа выдержки и задают значение температуры Ттб начала формирования тоберморита, фиксируют момент времени τ1 при котором температура Тавт в автоклаве достигает значения Ттб, измеряют, начиная с момента времени τ1, расход пара, через пароперепускную магистраль, вычисляют производную расхода пара
меняет знак, блок вычисления времени τ3 окончания этапа выдержки и задают значение температуры Ттб начала формирования тоберморита, фиксируют момент времени τ1 при котором температура Тавт в автоклаве достигает значения Ттб, измеряют, начиная с момента времени τ1, расход пара, через пароперепускную магистраль, вычисляют производную расхода пара  по времени и определяют момент времени τ2, в который производная расхода пара
по времени и определяют момент времени τ2, в который производная расхода пара  меняет знак, определяют момент времени τ3=2τ2-τ1 окончания этапа выдержки, значение τ3 вносят в виде коррекции в блок задания давления Рз(t) в автоклаве в качестве момента времени начала этапа спуска давления. Причем блок сравнения температуры Тавт с Ттб имеет два входа, первый вход соединен с выходом блока задания величины температуры Ттб, второй вход соединен с выходом блока измерения температуры Тавт в автоклаве, выход блока сравнения температуры Тавт с Ттб соединен с первым входом блока вычисления производной расхода пара
меняет знак, определяют момент времени τ3=2τ2-τ1 окончания этапа выдержки, значение τ3 вносят в виде коррекции в блок задания давления Рз(t) в автоклаве в качестве момента времени начала этапа спуска давления. Причем блок сравнения температуры Тавт с Ттб имеет два входа, первый вход соединен с выходом блока задания величины температуры Ттб, второй вход соединен с выходом блока измерения температуры Тавт в автоклаве, выход блока сравнения температуры Тавт с Ттб соединен с первым входом блока вычисления производной расхода пара  второй вход блока вычисления производной расхода пара
второй вход блока вычисления производной расхода пара  соединен с выходом блока измерения расхода пара через пароперепускную магистраль, выход блока вычисления производной расхода пара
соединен с выходом блока измерения расхода пара через пароперепускную магистраль, выход блока вычисления производной расхода пара  соединен со входом блока вычисления времени τ2, выход блока вычисления времени τ2 соединен со входом блока вычисления времени τ3, выход блока вычисления времени τ3 соединен со входом блока задания давления Рз(t) в автоклаве.
соединен со входом блока вычисления времени τ2, выход блока вычисления времени τ2 соединен со входом блока вычисления времени τ3, выход блока вычисления времени τ3 соединен со входом блока задания давления Рз(t) в автоклаве.
Изобретение поясняется чертежами, где представлен общий вид автоклавного участка, график изменения давления в автоклаве с коррекцией времени окончания этапа выдержки ячеистого бетона в автоклаве и функциональная схема системы автоматического управления процессом автоклавной обработки с устройством коррекции времени окончания этапа выдержки ячеистого бетона в автоклаве.
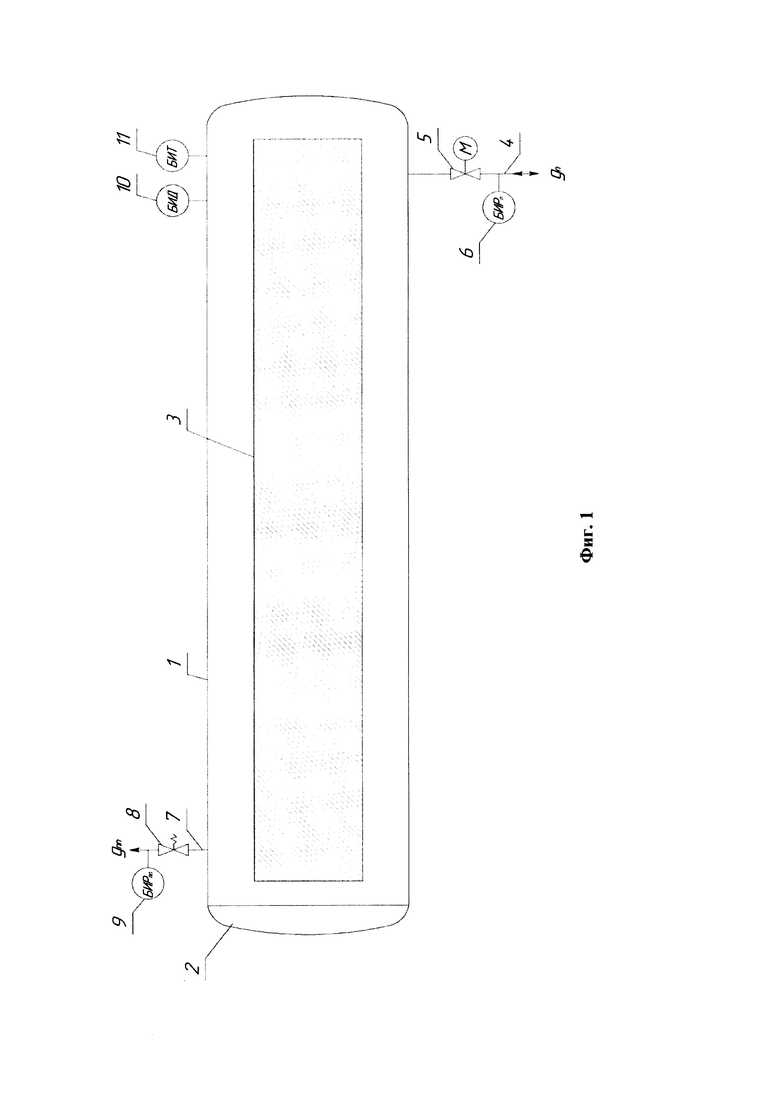
На фиг. 1 представлен общий вид автоклавного участка, где использованы следующие обозначения: 1 - корпус автоклава, 2 - крышка автоклава, 3 - ячеистый бетон, 4 - паровпускная магистраль, 5 - задвижка паровпускной магистрали, 6 - блок измерения расхода пара  через паровпускную магистраль, 7 - пароперепускная магистраль, 8 - пароперепускной клапан, 9 - блок измерения расхода пара через пароперепускную магистраль, 10 - блок измерения давления Равт, 11 - блок измерения температуры Тавт.
через паровпускную магистраль, 7 - пароперепускная магистраль, 8 - пароперепускной клапан, 9 - блок измерения расхода пара через пароперепускную магистраль, 10 - блок измерения давления Равт, 11 - блок измерения температуры Тавт.
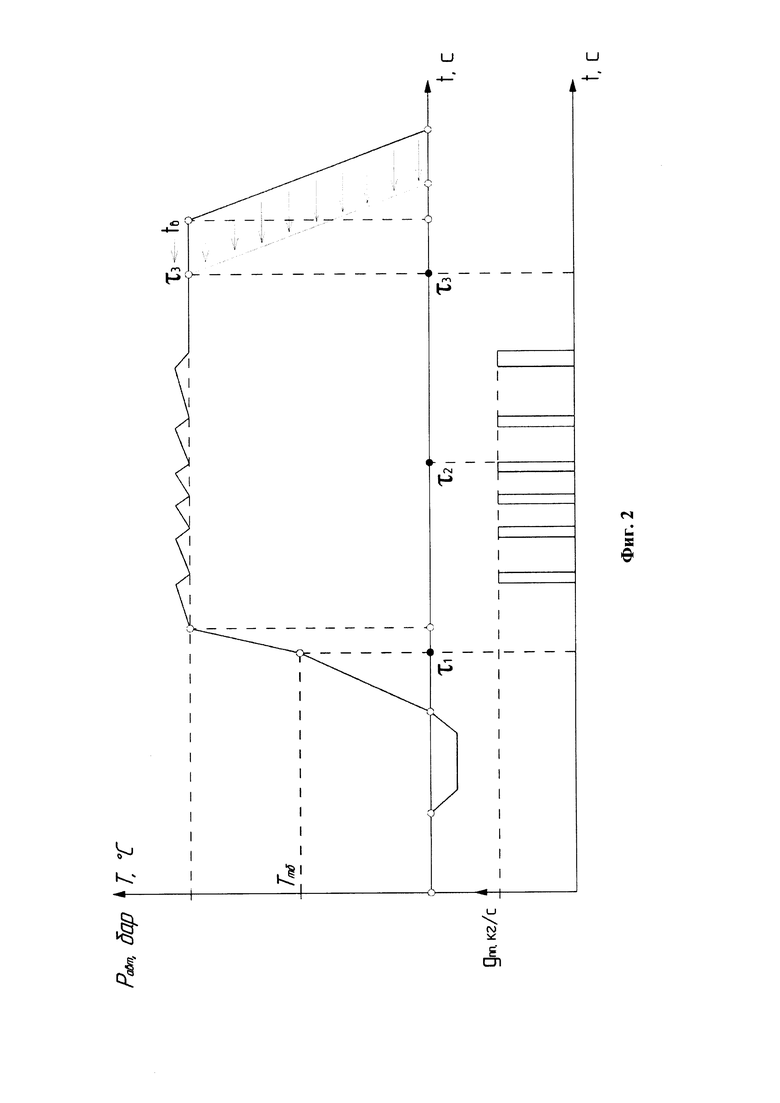
На фиг. 2 изображен график изменения давления Равт с коррекцией времени tв окончания этапа выдержки по продолжительности внутреннего тепловыделения τ3 в ячеистом бетоне, определяемой через величину расхода пара через пароперепускную магистраль по времени τ1 достижения температуры Тавт величины температуры Ттб начала формирования тоберморита, и времени τ2, в который производная расхода пара  меняет знак.
меняет знак.
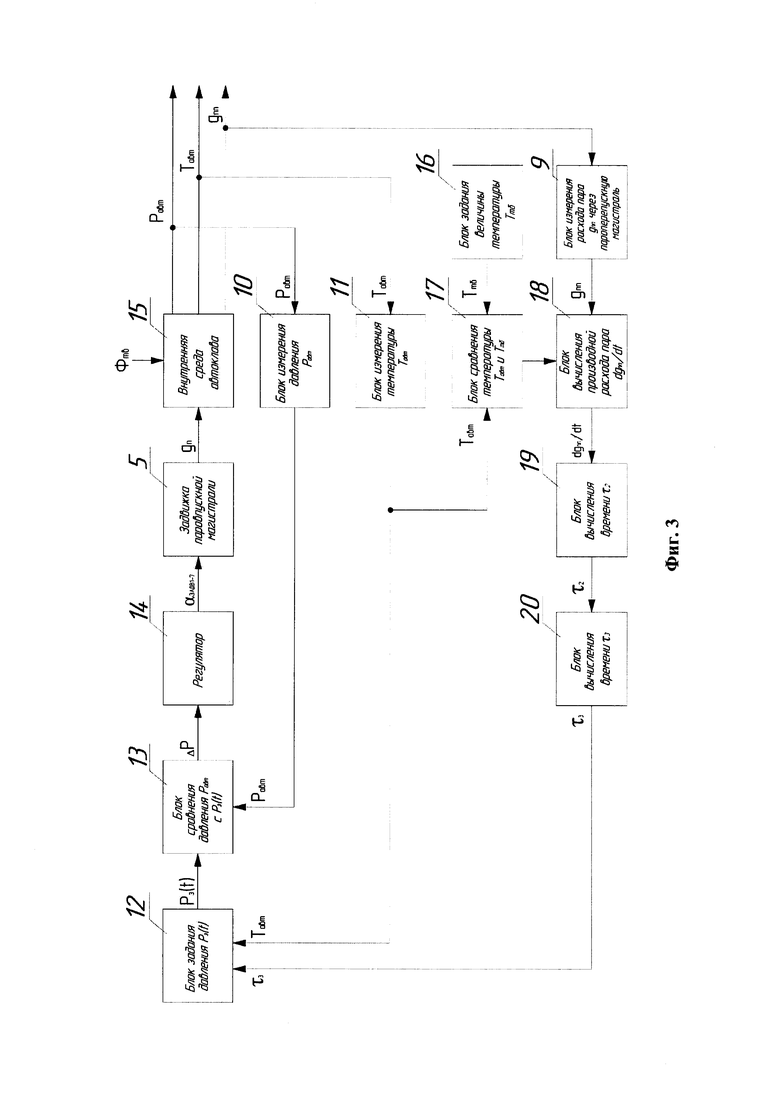
На фиг. 3 показана функциональная схема системы автоматического управления процессом автоклавной обработки с устройством коррекции времени окончания этапа выдержки ячеистого бетона в автоклаве, включающая: 12 - блок задания давления Рз(t), 13 - блок сравнения давления Равт с Рз(t), 14 - регулятор, 5 - задвижка паровпускной магистрали, 15 - внутренняя среда автоклава, 10 - блок измерения давления Равт, 11 - блок измерения температуры Тавт, 16 - блок задания величины температуры Ттб, 17 - блок сравнения температуры Тавт с Ттб, 9 - блок измерения расхода пара через пароперепускную магистраль, 18 - блок вычисления производной расхода пара  19 - блок вычисления времени τ2, 20 - блок вычисления времени τ3.
19 - блок вычисления времени τ2, 20 - блок вычисления времени τ3.
Процесс автоклавной обработки осуществляется следующим образом: пар поступает в автоклав через паровпускную магистраль 4, оснащенную задвижкой паровпускной магистрали 5, и блоком измерения расхода пара через паровпускную магистраль 6. Производится подъем давления в автоклаве по заданному блоком задания давлению Рз(t) 12, замкнутому через блок сравнения давления Равт с заданным значением давления Рз(t), измеряемым блоком измерения давления Равт 10. Производится измерение температуры в автоклаве блоком измерения температуры Тавт 11 (может быть использовано несколько датчиков температуры, установленных в верхней и нижней части автоклава по всей длине корпуса). При нагреве ячеистого бетона 3 до температуры Ттб, в нем начинается образование гидросиликатов в форме тоберморита, сопровождающееся выделением тепла с величиной теплового потока Фтв, действующей на внутреннюю среду автоклава 15. Вследствие появления внутреннего тепловыделения в ячеистом бетоне, во внутренней среде автоклава на этапе выдержки даже при закрытой задвижке паровпускной магистрали 5 температура Тавт и давление Равт в автоклаве продолжают расти. Производится перепуск избыточного пара через пароперепускную магистраль 7, на которую установлен пароперепускной клапан 8, оснащенный блоком измерения расхода пара  через пароперепускную магистраль 9. Производится измерение расхода пара . Для коррекции времени tв окончания этапа выдержки производится вычисление производной расхода пара
через пароперепускную магистраль 9. Производится измерение расхода пара . Для коррекции времени tв окончания этапа выдержки производится вычисление производной расхода пара  блоком вычисления производной расхода пара
блоком вычисления производной расхода пара  18, вычисление времени τ2 в который производная расхода пара
18, вычисление времени τ2 в который производная расхода пара  меняет знак - блоком вычисления времени τ2 19, вычисление времени τ3 окончания этапа выдержки - блоком вычисления времени τ3 20. Значение времени τ3 вводится в виде коррекции в блок задания давления Рз(t) 12, начиная с которого производится спуск давления в автоклаве.
меняет знак - блоком вычисления времени τ2 19, вычисление времени τ3 окончания этапа выдержки - блоком вычисления времени τ3 20. Значение времени τ3 вводится в виде коррекции в блок задания давления Рз(t) 12, начиная с которого производится спуск давления в автоклаве.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата.
Способ автоклавирования изделий из ячеистого бетона осуществляют следующим образом: блоком задания давления Рз(t) 12 формируют сигнал, который поступает на вход блока сравнения давления Равт с Рз(t) 13, где сравнивается с показаниями блока измерения давления Равт 10. Сигнал ошибки с выхода блока измерения давления Равт 10 поступает на вход регулятора 14, который на своем выходе формирует сигнал αзадв, соответствующий углу открытия задвижки паровпускной магистрали 5, которая формирует величину расхода пара через пароперепускную магистраль 7, подаваемого во внутреннюю среду автоклава 15. Подаваемый пар создает в автоклаве условия, необходимые для формирования в ячеистом бетоне 3 гидросиликатов в форме тоберморита, синтез которых определяет конечную прочность Rм готовых изделий, и сопровождается внутренним тепловыделением в ячеистом бетоне 3 с величиной теплового потока Фтв при достижении ячеистым бетоном 3 температуры начала формирования тоберморита Ттб. Величина Ттб задается через блок задания величины температуры Ттб 16. Значения текущей температуры Тавт и заданной величины Ттб подаются на блок сравнения температуры Тавт с Ттб 17. При достижении в автоклаве температуры Тавт≥Ттб регистрируется момент времени τ1, соответствующий времени начала реакции образования тоберморита в структуре ячеистого бетона 3, и подается на первый вход блока вычисления производной расхода пара  18. Наличие такого возмущения вызывает повышение температуры Тавт, регистрируемой блоком измерения температуры Тавт 11, и, как следствие, давления Равт. Этап выдержки начинается при достижении заданного значения давления Равт, после чего осуществляется закрытие задвижки паровпускной магистрали 5. Дальнейшее увеличение температуры и давления в автоклаве происходит только за счет теплового Фтв от потока внутреннего тепловыделения в ячеистом бетоне 3. При достижении в автоклаве величины давления Pmin≥Равт≥Pmax, где Pmin и Pmax - допустимые значения отклонений по давлению на этапе выдержки, происходит перепуск пара из автоклава через пароперепускную магистраль 7 с расходом пара . Производится измерение расхода пара , удаляемого из автоклава блоком измерения расхода пара через пароперепускную магистраль 9. Соответствующий расходу пара сигнал с блока измерения расхода пара через пароперепускную магистраль 9 подается на второй вход блока вычисления производной расхода пара
18. Наличие такого возмущения вызывает повышение температуры Тавт, регистрируемой блоком измерения температуры Тавт 11, и, как следствие, давления Равт. Этап выдержки начинается при достижении заданного значения давления Равт, после чего осуществляется закрытие задвижки паровпускной магистрали 5. Дальнейшее увеличение температуры и давления в автоклаве происходит только за счет теплового Фтв от потока внутреннего тепловыделения в ячеистом бетоне 3. При достижении в автоклаве величины давления Pmin≥Равт≥Pmax, где Pmin и Pmax - допустимые значения отклонений по давлению на этапе выдержки, происходит перепуск пара из автоклава через пароперепускную магистраль 7 с расходом пара . Производится измерение расхода пара , удаляемого из автоклава блоком измерения расхода пара через пароперепускную магистраль 9. Соответствующий расходу пара сигнал с блока измерения расхода пара через пароперепускную магистраль 9 подается на второй вход блока вычисления производной расхода пара  18, в котором производится вычисление знака производной расхода пара
18, в котором производится вычисление знака производной расхода пара  Выход блока вычисления производной расхода пара
Выход блока вычисления производной расхода пара  18 соединяется со входом блока вычисления времени τ2 19, в который производная расхода пара
18 соединяется со входом блока вычисления времени τ2 19, в который производная расхода пара  меняет знак. Результат вычислений поступает на вход блока вычисления времени τ3 20, где производится расчет времени τ3=2τ2-τ1 длительности процесса тепловыделения в ячеистом бетоне 3. Значение времени τ3 вводится в виде коррекции в блок задания давления Рз(t) 12, начиная с которого производится спуск давления в автоклаве.
меняет знак. Результат вычислений поступает на вход блока вычисления времени τ3 20, где производится расчет времени τ3=2τ2-τ1 длительности процесса тепловыделения в ячеистом бетоне 3. Значение времени τ3 вводится в виде коррекции в блок задания давления Рз(t) 12, начиная с которого производится спуск давления в автоклаве.
Элементы системы автоматического управления - блок задания давления Рз(t) 12, блок сравнения давления Равт с Рз(t) 13, регулятор 14, блок задания величины температуры Ттб 16, блок сравнения температуры Тавт с Ттб 17, блок вычисления производной расхода пара  18, блок вычисления времени τ2 19, блок вычисления времени τ3 20 выполнены, например, программно, например, на базе микроконтроллера SIMATIC S7-300 [2]. В качестве блока измерения расхода пара через пароперепускную магистраль 9 может быть использован счетчик пара СВП-160 [3]. Элементы автоматической системы управления монтируются в шкаф управления. В шкаф заводятся линии электроснабжения и управления (в том числе линии подключения датчиков). Блок измерения расхода пара через пароперепускную магистраль 9 устанавливается непосредственно перед пароперепускным клапаном 8 на вводе пароперепускной магистрали 7 в автоклав.
18, блок вычисления времени τ2 19, блок вычисления времени τ3 20 выполнены, например, программно, например, на базе микроконтроллера SIMATIC S7-300 [2]. В качестве блока измерения расхода пара через пароперепускную магистраль 9 может быть использован счетчик пара СВП-160 [3]. Элементы автоматической системы управления монтируются в шкаф управления. В шкаф заводятся линии электроснабжения и управления (в том числе линии подключения датчиков). Блок измерения расхода пара через пароперепускную магистраль 9 устанавливается непосредственно перед пароперепускным клапаном 8 на вводе пароперепускной магистрали 7 в автоклав.
С применением заявленного способа становится возможным оперативное регулирование длительности этапа выдержки ячеистого бетона в автоклаве путем автоматического определения устройством коррекции времени окончания технологического этапа выдержки исходя из оценки динамики Фтв внутреннего тепловыделения при образовании гидросиликатов в форме тоберморита в структуре автоклавируемого ячеистого бетона, создавая условия для стабилизации прочности готовых изделий.
Источники информации
1. Автоклавная обработка изделий из ячеистого бетона: // URL: http://aac-plant.ru/inf/autoclave
2. ООО «Промэнерго Автоматика»: // URL: https://www.siemens-pro.ru/components/s7-300.htm
3. ООО «УК «Группа ГМС»: // URL: https://sibna.ru/catalog/schetchiki-i-raskhodomery/schetchik-para-svp/
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоклав для производства изделий из ячеистого бетона | 2019 |
|
RU2712596C1 |
| Автоклав для производства ячеисто-бетонных изделий | 2021 |
|
RU2778358C1 |
| Способ автоклавирования ячеисто-бетонных изделий | 2021 |
|
RU2787168C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЯЧЕИСТОГО БЕТОНА | 2014 |
|
RU2565282C1 |
| СПОСОБ АКУСТИЧЕСКОГО ИЗМЕРЕНИЯ СКОРОСТИ ЗВУКА И ПОТОКА ЖИДКОСТИ ИЛИ ГАЗА ПРИ ИЗМЕНЕНИИ ОКРУЖАЮЩЕЙ ТЕМПЕРАТУРЫ | 2022 |
|
RU2801203C1 |
| Способ декоративной отделки строительных изделий | 1979 |
|
SU856183A1 |
| СПОСОБ ЭЛЕКТРОПЛАВКИ И ДУГОВАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2048662C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЯЧЕИСТОГО БЕТОНА И СПОСОБ ПРИГОТОВЛЕНИЯ СЫРЬЕВОЙ СМЕСИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2253567C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ИЗДЕЛИЙ ИЗ АВТОКЛАВНОГО ГАЗОБЕТОНА И ИЗДЕЛИЕ | 2017 |
|
RU2699249C2 |
| СПОСОБ АКТИВАЦИИ ЖИДКОСТИ В СОСУДЕ | 2000 |
|
RU2171232C1 |
Изобретение относится к строительной промышленности, а именно к способу производства строительных материалов, и может быть использовано, например, в производстве изделий из ячеистого бетона по автоклавной технологии. Способ включает в себя загрузку ячеистого бетона в автоклав, задание программы изменения давления в автоклаве при последовательном выполнении технологических операций продувки, вакуумирования, подъема давления, выдержки, спуска давления, измерения давления Равт и температуры Тавт, автоматического управления давлением в автоклаве в соответствии с программой, выгрузки изделий из автоклава. При этом автоклав дополнительно снабжают системой автоматического управления, содержащей блок задания величины температуры Ттб начала формирования тоберморита, блок сравнения температуры Тавт с Ттб, блок измерения расхода пара  через пароперепускную магистраль, блок вычисления производной расхода пара
через пароперепускную магистраль, блок вычисления производной расхода пара  блок вычисления времени τ2, в который производная расхода пара
блок вычисления времени τ2, в который производная расхода пара  меняет знак, блок вычисления времени τ3 окончания этапа выдержки. Задают значение температуры Ттб начала формирования тоберморита. Фиксируют момент времени τ1, при котором температура Тавт в автоклаве достигает значения Ттб. Измеряют, начиная с момента времени τ1, расход пара, через пароперепускную магистраль. Вычисляют производную расхода пара
меняет знак, блок вычисления времени τ3 окончания этапа выдержки. Задают значение температуры Ттб начала формирования тоберморита. Фиксируют момент времени τ1, при котором температура Тавт в автоклаве достигает значения Ттб. Измеряют, начиная с момента времени τ1, расход пара, через пароперепускную магистраль. Вычисляют производную расхода пара  по времени и определяют момент времени τ2, в который производная расхода пара
по времени и определяют момент времени τ2, в который производная расхода пара  меняет знак. Определяют момент времени τ2=2τ2-τ1 окончания этапа выдержки. Значение τ3 вносят в виде коррекции в блок задания давления Рз(t) в автоклаве в качестве момента времени начала этапа спуска давления. Техническим результатом является повышение производительности автоклава, сокращение энергозатрат на производство изделий из ячеистого бетона и стабилизация прочности готовых изделий. 3 ил.
меняет знак. Определяют момент времени τ2=2τ2-τ1 окончания этапа выдержки. Значение τ3 вносят в виде коррекции в блок задания давления Рз(t) в автоклаве в качестве момента времени начала этапа спуска давления. Техническим результатом является повышение производительности автоклава, сокращение энергозатрат на производство изделий из ячеистого бетона и стабилизация прочности готовых изделий. 3 ил.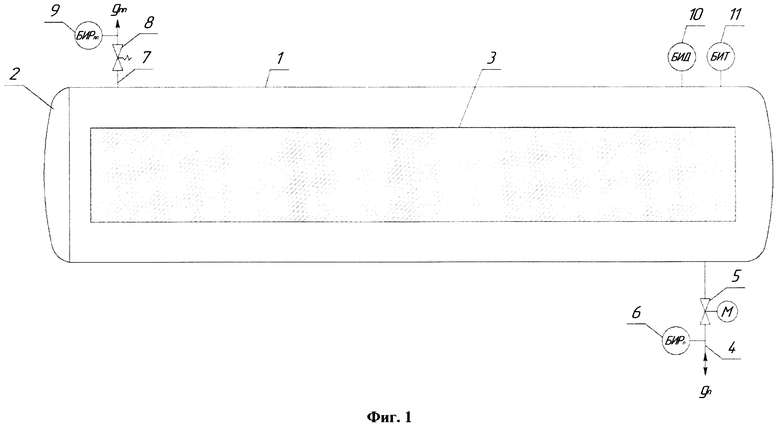
Способ автоклавирования изделий из ячеистого бетона, включающий в себя загрузку ячеистого бетона в автоклав, задание программы изменения давления в автоклаве при последовательном выполнении технологических операций продувки, вакуумирования, подъема давления, выдержки, спуска давления, измерения давления Равт и температуры Тавт, автоматического управления давлением в автоклаве в соответствии с программой, выгрузки изделий из автоклава, отличающийся тем, что автоклав дополнительно снабжают системой автоматического управления, содержащей блок задания величины температуры Ттб начала формирования тоберморита, блок сравнения температуры Тавт с Ттб, блок измерения расхода пара  через пароперепускную магистраль, блок вычисления производной расхода пара
через пароперепускную магистраль, блок вычисления производной расхода пара  блок вычисления времени τ2, в который производная расхода пара
блок вычисления времени τ2, в который производная расхода пара  меняет знак, блок вычисления времени τ3 окончания этапа выдержки и задают значение температуры Ттб начала формирования тоберморита, фиксируют момент времени τ1, при котором температура Тавт в автоклаве достигает значения Ттб, измеряют, начиная с момента времени τ1, расход пара, через пароперепускную магистраль, вычисляют производную расхода пара
меняет знак, блок вычисления времени τ3 окончания этапа выдержки и задают значение температуры Ттб начала формирования тоберморита, фиксируют момент времени τ1, при котором температура Тавт в автоклаве достигает значения Ттб, измеряют, начиная с момента времени τ1, расход пара, через пароперепускную магистраль, вычисляют производную расхода пара  по времени и определяют момент времени τ2, в который производная расхода пара
по времени и определяют момент времени τ2, в который производная расхода пара  меняет знак, определяют момент времени τ2=2τ2-τ1 окончания этапа выдержки, значение τ3 вносят в виде коррекции в блок задания давления Рз(t) в автоклаве в качестве момента времени начала этапа спуска давления.
меняет знак, определяют момент времени τ2=2τ2-τ1 окончания этапа выдержки, значение τ3 вносят в виде коррекции в блок задания давления Рз(t) в автоклаве в качестве момента времени начала этапа спуска давления.
| http://aac-plant.ru/inf/autoclave/ | |||
| Автоклавная обработка изделий из ячеистого бетона | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
| Устройство для программного регулирования термообработки в автоклаве | 1988 |
|
SU1621008A2 |
| Способ автоматического регулирования процесса тепловлажностной обработки в автоклаве | 1976 |
|
SU568048A1 |
| Способ гидротермальной обработки изделий из ячеистого бетона | 1973 |
|
SU477983A1 |
| CN 108845540 A, 20.11.2018. | |||

