[0001] Настоящее изобретение относится к режущей пластине для инструмента для обработки резанием заготовки. В случае предлагаемой изобретением режущей пластины речь идет о двусторонней неперетачиваемой режущей пластине, предпочтительно применяемой в токарном резце, особенно предпочтительно в токарном резце для прорезания канавок. Кроме того, настоящее изобретение относится к инструменту, имеющему такую режущую пластину, державку и крепежное средство для крепления режущей пластины на державке.
[0002] Предлагаемая изобретением режущая пластина имеет первую сторону, противоположную вторую сторону и сквозное отверстие, проходящее вдоль оси отверстия от первой стороны до второй стороны. Кроме того, предлагаемая изобретением режущая пластина имеет три или по меньшей мере пять режущих головок, расположенных с распределением по периферии режущей пластины, причем каждая головка имеет режущую кромку, проходящую поперек первой и второй стороны и между первой и второй стороной. По меньшей мере три режущие головки имеют первую режущую головку, вторую режущую головку, следующую по периферии непосредственно за первой режущей головкой, и третью режущую головку, следующую по периферии непосредственно за второй режущей головкой. Кроме того, режущая пластина имеет расположенную на первой стороне первую опорную поверхность, проходящую перпендикулярно оси отверстия и по меньшей мере частично окружающую отверстие. Режущая пластина имеет вращательную симметрию относительно оси отверстия и зеркальную симметрию относительно срединной плоскости, проходящей перпендикулярно оси отверстия и делящей режущую пластину на две равные половины.
[0003] В данном контексте термин "поперек" преимущественно, но не обязательно, означает "ортогонально" или, соответственно, "перпендикулярно". Термин "поперек" также означает углы, не равные 0°, то есть не обязательно угол 90°.
[0004] Режущая пластина вышеназванного типа уже известна из US 6,942,434 В2.
[0005] Неперетачиваемые режущие пластины вышеназванного типа в большинстве случаев имеют три или более режущих головок, расположенных с распределением по периферии режущей пластины. Как только режущая головка или, соответственно, расположенная на ней режущая кромка изнашивается, режущая пластина может быть отсоединена от резцедержателя и закреплена на нем в новом положении, чтобы затем использовать одну из других, до сих пор не изношенных режущих головок. Поэтому неперетачиваемые режущие пластины могут применяться в соответствии с числом их режущих головок.
[0006] В частности, при прорезании канавок в особенности требуются инструменты со сравнительно большой глубиной врезания. Чем больше на режущей пластине расположено с распределением по ее периферии режущих головок, тем сложнее с конструктивной точки зрения обеспечить с помощью таких инструментов достаточную глубину врезания. Еще одним важным фактором, который имеет значение для инструментов для прорезания канавок, а также для инструментов для токарной обработки других видов, является конструктивное исполнение как можно более стабильной посадки пластины в резцедержателе.
[0007] В случае инструмента, известного из US 6,942,434 В2, с технической точки зрения последний фактор решен сравнительно эффективно, так как в этом инструменте режущая пластина закреплена весьма стабильно, и силы, действующие на режущую пластину, могут быть легко отведены в резцедержатель. Однако глубина врезания, реализуемая в случае этого инструмента, сравнительно мала.
[0008] US 9,174,279 В2 раскрывает еще один инструмент, в отношении глубины врезания предпочтительный по сравнению с инструментом, известным из документа US 6,942,434 В2. Но в этом случае для зажима режущей пластины, кроме обычно применяемого зажимного винта, используется еще один конструктивный элемент, который, как своего рода зажимной элемент в форме полумесяца, входит в отверстие, предусмотренное в режущей пластине. Такие дополнительные зажимные элементы не только сравнительно сложны в изготовлении, но и увеличивают общие издержки производства.
[0009] Исходя из этого, в основе настоящего изобретения лежит задача, предложить режущую пластину, которая, в частности, подходит для прорезания канавок и в сравнении с режущими пластинами, известными из уровня техники, обеспечивает большую глубину врезания, более проста в изготовлении и в механическом отношении может быть стабильно закреплена в резцедержателе.
[0010] Исходя из режущей пластины вышеназванного типа, эта задача решается благодаря тому, что режущая пластина сконструирована так, что на виде сверху при наблюдении вдоль оси отверстия воображаемая прямая соединительная линия между режущей кромкой первой режущей головки и режущей кромкой третьей режущей головки не пересекает ни отверстие, ни первую опорную поверхность.
[0011] Тот факт, что вышеназванная воображаемая соединительная линия не пересекается ни с отверстием, ни с первой опорной поверхностью, дает то преимущество, что максимизирована возможная достижимая глубина врезания режущей пластины. Таким образом, режущая пластина может быть без столкновений введена в обрабатываемую заготовку до края первой опорной поверхности.
[0012] Максимально возможная глубина врезания соответствует расстоянию между режущей кромкой, применяемой в каждом случае режущей головки (в соответствии с применяемой в данном случае терминологией этой режущей головкой является вторая режущая головка) и наружным краем первой опорной поверхности.
[0013] Чтобы обеспечить отсутствие столкновений до максимально возможной глубины врезания, в частности является предпочтительным, чтобы режущие кромки по меньшей мере трех режущих головок проходили параллельно оси отверстия, и чтобы режущие кромки, если измерять параллельно оси отверстия, в каждом случае представляли собой самые широкие места режущей пластины в области резания, включающей все области режущей пластины, которые в радиальном направлении расположены дальше наружу, чем первая опорная поверхность или, соответственно, расположены на большем расстоянии от оси отверстия, чем наружный край первой опорной поверхности.
[0014] Еще одно преимущество названного конструктивного исполнения предлагаемой изобретением режущей пластины заключается в том, что благодаря первой опорной поверхности, проходящей перпендикулярно оси отверстия, может быть гарантирована механически стабильная посадка пластины. Кроме того, этот тип опорной поверхности может быть изготовлен сравнительно просто и с низкими затратами.
[0015] Это полностью решает вышеуказанную задачу.
[0016] В соответствии с одним из вариантов осуществления настоящего изобретения отверстие имеет зенковку, примыкающую к первой стороне, причем первая опорная поверхность непосредственно примыкает к указанной зенковке.
[0017] Тот факт, что первая опорная поверхность непосредственно примыкает к зенковке отверстия, имеет то преимущество, что зенковка и остальные части режущей пластины нагружаются как можно меньше. Чем дальше первая опорная поверхность смещена радиально наружу, тем, в общем, больше нагрузка и, следовательно, риск поломки режущей пластины.
[0018] Согласно еще одному варианту осуществления настоящего изобретения первая опорная поверхность имеет форму кругового кольца.
[0019] Исполнение первой опорной поверхности в форме кругового кольца имеет то преимущество, что благодаря этому оптимальным образом используется занимаемая площадь. Во-первых, это обеспечивает максимально возможную первую опорную поверхность, что положительно влияет на стабильность посадки пластины. Во-вторых, такая первая опорная поверхность в форме кругового кольца в минимальной степени уменьшает возможную глубину врезания, реализуемую при помощи предлагаемой изобретением режущей пластины.
[0020] В соответствии с еще одним вариантом осуществления, если смотреть сверху вдоль оси отверстия, воображаемая прямая соединительная линия между режущей кромкой первой режущей головки и режущей кромкой третьей режущей головки тангенциально соприкасается с первой опорной поверхностью.
[0021] Таким образом, в данном контексте тангенциальное соприкосновение с первой опорной поверхностью не следует понимать, как пересечение первой опорной поверхности. Если воображаемая соединительная линия тангенциально соприкасается с первой опорной поверхностью, то пространство на режущей пластине используется оптимально, поскольку как глубина врезания, так и размер первой опорной поверхности и, следовательно, также стабильность посадки пластины, максимальны.
[0022] Согласно еще одному варианту осуществления настоящего изобретения первая опорная поверхность окружена выемкой, проходящей на первой стороне между первой опорной поверхностью и режущими головками.
[0023] Эта выемка окружает первую опорную поверхность предпочтительно полностью. Как и первая опорная поверхность, она также предпочтительно имеет по существу форму кругового кольца. Предпочтительно выемка изготавливается в режущей пластине уже во время прессования или спекания режущей пластины. Это уменьшает затраты на шлифовку и расход материалов во время изготовления режущей пластины. Кроме того, благодаря этой выемке выделяется и, таким образом, однозначно определяется первая опорная поверхность.
[0024] В соответствии с предпочтительным вариантом осуществления настоящего изобретения в целом режущая пластина имеет шесть режущих головок. Таким образом, прежде чем режущую пластину придется утилизировать, ее можно использовать шесть раз.
[0025] Согласно еще одному предпочтительному варианту осуществления режущая пластина также имеет расположенную на второй стороне вторую опорную поверхность, проходящую перпендикулярно оси отверстия, по меньшей мере частично окружающую отверстие и лежащую напротив первой опорной поверхности.
[0026] Итак, режущая пластина предпочтительно не только имеет вращательную симметрию относительно оси отверстия, но и зеркальную симметрию относительно срединной плоскости, проходящей перпендикулярно оси отверстия и делящей режущую пластину на две равные половины. Таким образом, режущую пластину можно использовать и как "правую", и как "левую" режущую пластину, поэтому она может быть вставлена в разные резцедержатели.
[0027] Варианты осуществления настоящего изобретения, упомянутые выше по отношению к первой опорной поверхности, эквивалентно действуют в отношении второй опорной поверхности. В соответствии с этим отверстие предпочтительно имеет зенковку, примыкающую не только к первой стороне, но и ко второй стороне, причем вторая опорная поверхность непосредственно примыкает к указанной зенковке. Вторая опорная поверхность предпочтительно также выполнена в форме кругового кольца. Если смотреть сверху вдоль оси отверстия, на второй стороне также существует воображаемая прямая соединительная линия между режущей кромкой первой режущей головки и режущей кромкой третьей режущей головки, не пересекающая ни отверстие, ни вторую опорную поверхность, но предпочтительно тангенциально соприкасающаяся со второй опорной поверхностью. Вторая опорная поверхность предпочтительно также окружена выемкой (в данном случае обозначаемой, как "вторая выемка"), проходящей на второй стороне между второй опорной поверхностью и режущими головками.
[0028] Согласно еще одному варианту осуществления первая опорная поверхность находится на первом расстоянии d от второй опорной поверхности, а каждая из режущих кромок имеет ширину b, измеренную параллельно оси отверстия, причем выполняется следующее: 0,9 × b ≤ d ≤ 1,1 × b.
[0029] Другими словами, ширина режущих кромок приблизительно равна расстоянию между двумя расположенными друг против друга опорными поверхностями режущей пластины. Предпочтительно разница между этими двумя размерами составляет не более ± 10%. В одном из вариантов осуществления настоящего изобретения два указанных размера b и d равны.
[0030] Как сказано выше, настоящее изобретение относится не только к самой режущей пластине, но и к инструменту для обработки резанием заготовки, имеющему такую режущую пластину, державку и крепежный элемент для крепления режущей пластины на державке. В случае крепежного элемента речь предпочтительно идет о винте, причем державка имеет резьбу, проходящую вдоль оси резьбы, с которой обеспечено взаимодействие указанного винта, причем державка имеет первую опорную поверхность державки, которая проходит поперек оси резьбы, и к которой в собранном состоянии инструмента прилегает первая опорная поверхность режущей пластины.
[0031] Разумеется, в зависимости от формы и симметрии державки к опорной поверхности державки также может прилегать вышеназванная вторая опорная поверхность режущей пластины. В этом случае режущая пластина вставляется в державку точно наоборот, т.е. поворачивается на 180° вокруг оси, перпендикулярной оси отверстия.
[0032] Согласно одному из вариантов осуществления предлагаемого изобретением инструмента державка имеет две расположенные на расстоянии друг от друга контактные поверхности державки, к которым в собранном состоянии инструмента режущая пластина со стороны периферии прилегает своими двумя соответствующими контактными поверхностями, расположенными между соответствующими двумя соседними режущими головками режущей пластины, причем контактные поверхности державки проходят параллельно оси резьбы, а контактные поверхности режущей пластины проходят параллельно оси отверстия. Контактные поверхности державки предпочтительно имеют выпуклую форму. Контактные поверхности режущей пластины предпочтительно имеют вогнутую форму.
[0033] В соответствии с еще одним вариантом осуществления радиус кривизны контактных поверхностей державки меньше радиуса кривизны контактных поверхностей режущей пластины. Итак, контактные поверхности державки изогнуты сильнее, чем контактные поверхности режущей пластины. Вследствие этого возникает точно определенная посадка пластины, причем режущая пластина прилегает к державке на соответствующих контактных поверхностях приблизительно линейно.
[0034] Согласно еще одному варианту осуществления расстояние между контактными поверхностями державки и осью резьбы державки меньше расстояния между контактными поверхностями режущей пластины и осью отверстия режущей пластины.
[0035] Преимущество такого смещения между осью отверстия и осью резьбы состоит в том, что при затяжке винта режущая пластина автоматически прижимается контактными поверхностями режущей пластины к соответствующим контактным поверхностям державки. Это повышает стабильность посадки пластины.
[0036] В соответствии с еще одним вариантом осуществления предлагаемого изобретением инструмента державка на своем торцевом конце имеет переднюю кромку, причем в собранном состоянии инструмента за эту переднюю кромку из державки выступает режущая кромка только одной из режущих головок, а режущие кромки остальных режущих головок расположены в державке.
[0037] Это гарантирует, что остальные режущие кромки, не используемые в данный момент, не будут повреждены даже при максимальной глубине врезания, так как они защищены резцедержателем.
[0038] Разумеется, не выходя за рамки настоящего изобретения, вышеназванные признаки и признаки, которые будут пояснены ниже, могут применяться не только в каждый раз указанной комбинации, но и в других комбинациях, или отдельно.
[0039] Примеры осуществления изобретения представлены на чертежах и поясняются более подробно в нижеследующем описании. На чертежах изображено следующее:
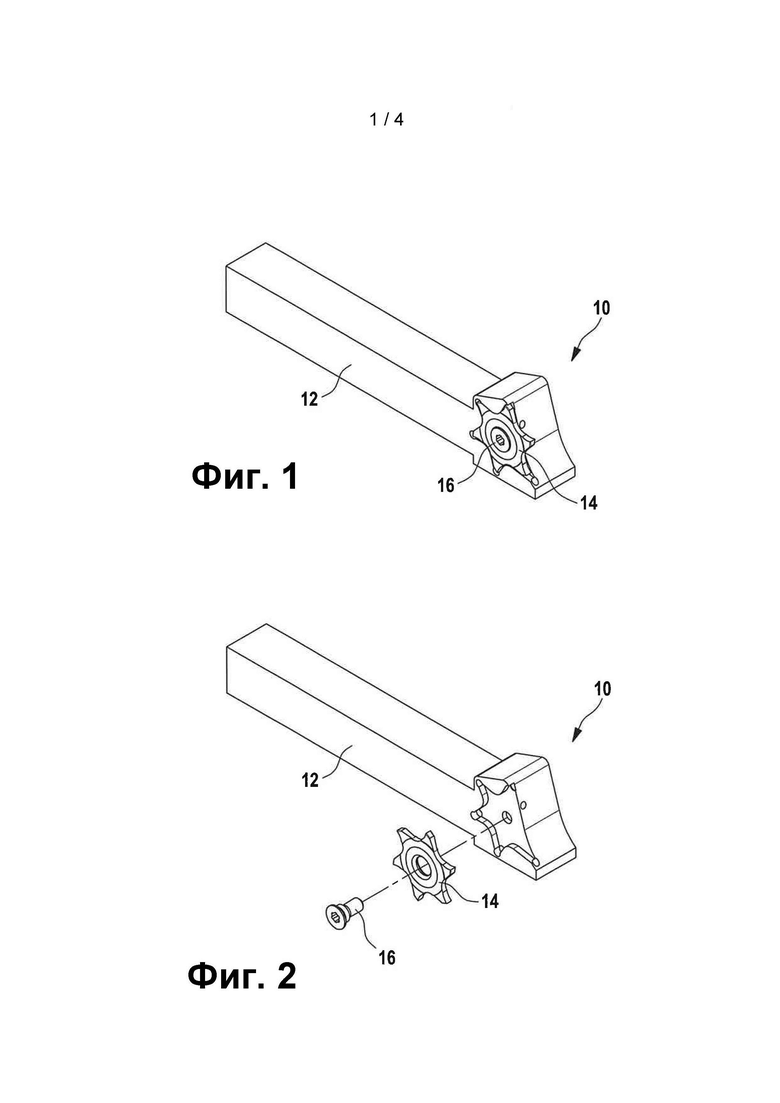
ФИГ. 1 - вид в перспективе одного примера осуществления предлагаемого изобретением инструмента;
ФИГ. 2 - покомпонентное изображение примера осуществления предлагаемого изобретением инструмента, показанного на ФИГ. 1;
ФИГ. 3 - вид сверху примера осуществления предлагаемого изобретением инструмента, показанного на ФИГ. 1;
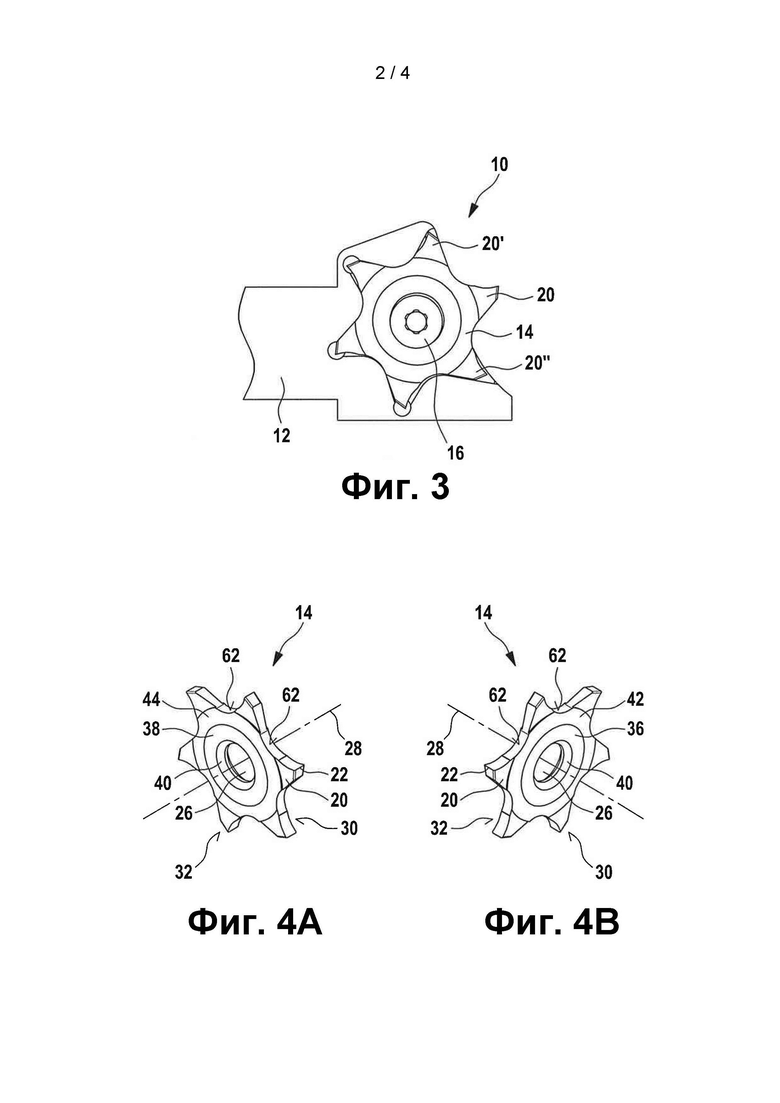
ФИГ. 4А - перспективный вид со второй стороны одного примера осуществления предлагаемой изобретением режущей пластины;
ФИГ. 4В - перспективный вид с первой стороны одного примера осуществления предлагаемой изобретением режущей пластины;
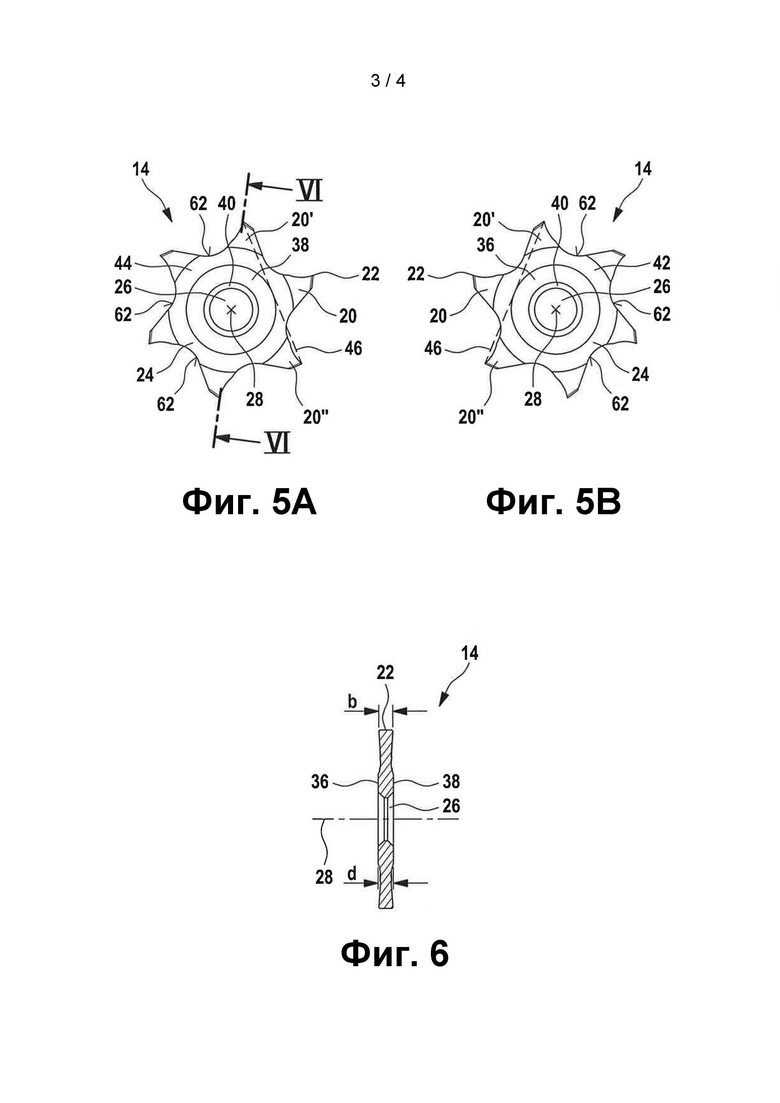
ФИГ. 5А - вид сверху боковой стороны со второй стороны режущей пластины, показанной на ФИГ. 4А и 4В;
ФИГ. 5В - вид сверху боковой стороны с первой стороны режущей пластины, показанной на ФИГ. 4А и 4В;
ФИГ. 6 - разрез режущей пластины, показанной на ФИГ. 4А и 4В;
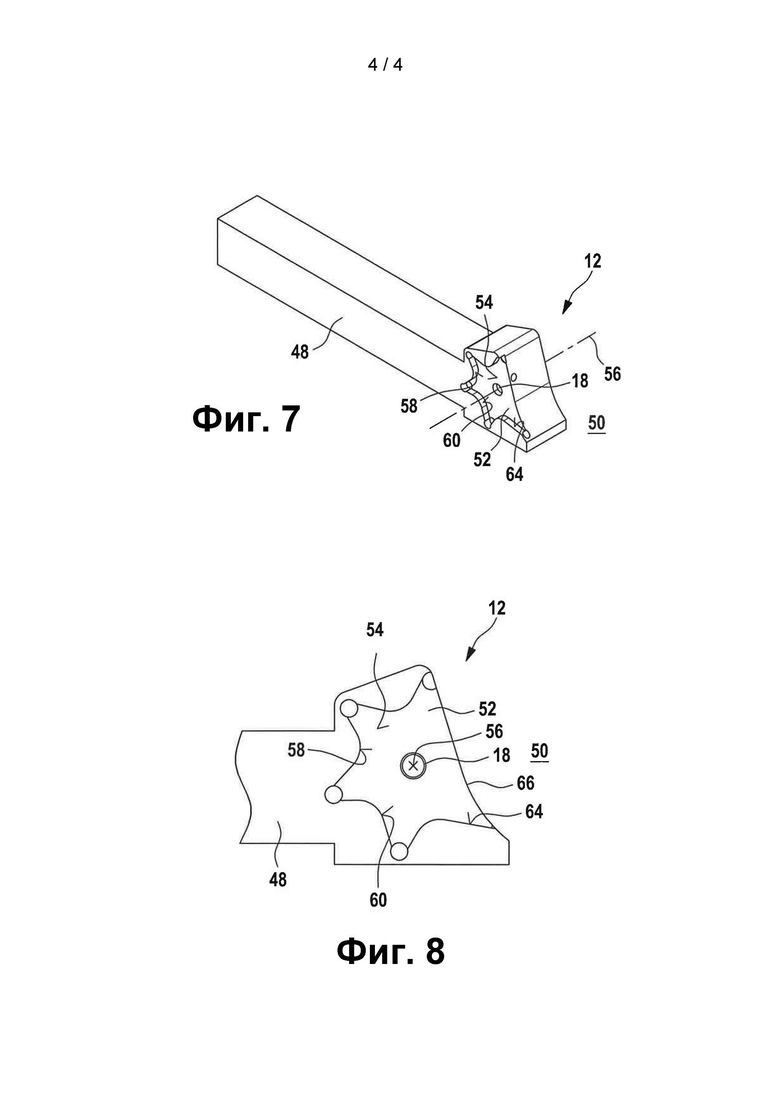
ФИГ. 7 - вид в перспективе одного примера осуществления резцедержателя предлагаемого изобретением инструмента;
ФИГ. 8 - вид сверху резцедержателя, показанного на ФИГ. 7.
[0040] На ФИГ. 1-3 при помощи вида в перспективе, покомпонентного изображения и вида сверху показан пример осуществления предлагаемого изобретением инструмента. На этих чертежах инструмент в целом имеет ссылочное обозначение 10.
[0041] Инструмент 10 имеет державку 12, часто также называемую резцедержателем 12, и режущую пластину 14. При помощи крепежного средства 16 режущая пластина 14 с возможностью разъединения закреплена на державке 12. В случае крепежного средства 16 предпочтительно речь идет о зажимном винте, взаимодействующем с соответствующей резьбой 18 (см. ФИГ. 7 и 8), имеющейся на державке 12.
[0042] Державка 12 предпочтительно изготовлена из стали. Режущая пластина 14 предпочтительно изготовлена из твердого сплава.
[0043] На ФИГ. 4А, 4В, 5А, 5В и 6 на виде в перспективе, на виде сверху и в разрезе показан пример осуществления предлагаемой изобретением режущей пластины 14. В случае режущей пластины 14 речь идет о неперетачиваемой режущей пластине, имеющей шесть одинаковых режущих головок 20. Режущие головки 20 расположены по периферии режущей пластины 14. Предпочтительно режущие головки 20 расположены с равномерным распределением по периферии. Итак, в показанном здесь примере осуществления режущей пластины 14 с шестью режущими головками 20 между двумя соседними режущими головками 20 получается угол 60°. Несмотря на это, разумеется, в принципе режущая пластина 14 также может иметь меньше, чем шесть режущих головок, или больше, чем шесть режущих головок. Точно также предпочтительно, но не обязательно, режущие головки 20 расположены так, что они распределены по периферии режущей пластины 14 через равные промежутки.
[0044] Каждая режущая головка 20 режущей пластины 14 предпочтительно имеет по меньшей мере одну режущую кромку 22. Предпочтительно все режущие кромки 22 выполнены одинаковыми, так что не имеет значения, какая из режущих головок 20 используется. Предпочтительно режущие кромки 22 выполнены в виде прямых режущих кромок. Они проходят параллельно друг другу и в радиальном направлении режущей пластины 14 в каждом случае образуют крайние точки режущей пластины 14. Итак, режущие кромки 22 режущих головок 20 предпочтительно лежат на общей воображаемой окружности или, соответственно, круговом цилиндре.
[0045] Следовательно, режущие головки 20 расположены по существу в форме звезды на основной части 24 режущей пластины 14. В центре режущей пластины 14 имеется отверстие 26. Указанное отверстие 26 проходит вдоль оси 28 отверстия и полностью пронизывает основную часть 24. Итак, отверстие проходит от первой стороны 30 до второй стороны 32 режущей пластины 14. В показанном здесь примере осуществления на державке 12 лежит первая сторона 30 режущей пластины 14.
[0046] Режущая пластина 14 предпочтительно имеет вращательную симметрию относительно оси 28 отверстия. Кроме того, режущая пластина 14 предпочтительно также зеркальную симметрию относительно срединной плоскости, проходящей перпендикулярно оси 28 отверстия и делящей режущую пластину 14 на две равные половины. Режущие кромки 22 предпочтительно проходят параллельно оси 28 отверстия.
[0047] Смежно с первой стороной 30 режущей пластины 14 отверстие 26 предпочтительно имеет зенковку 34, проходящую симметрично относительно оси 28 отверстия и предпочтительно полностью окружающую отверстие 26. Указанная зенковка 34 служит в качестве поверхности, на которую воздействует коническая головка зажимного винта 16. Таким образом, зажимной винт 16 предпочтительно может полностью опуститься в отверстие 26, так что торец головки зажимного винта 16 лежит заподлицо с первой стороной 30 режущей пластины 14.
[0048] Кроме того, смежно с зенковкой 34 режущая пластина 14 имеет опорную поверхность 36. Здесь указанная опорная поверхность 36 обозначается как первая опорная поверхность. Благодаря предпочтительной зеркальной симметрии режущей пластины 14 на противоположной второй стороне 32 имеется соответствующая вторая опорная поверхность 38, лежащая напротив первой опорной поверхности 36 и проходящая параллельно ей. На второй стороне 32 режущей пластины 14 также имеется зенковка 40, соответствующая зенковке 34 и проходящая между отверстием 60 и второй опорной поверхностью 38. Обе зенковки 34, 40 предпочтительно имеют коническую форму и проходят симметрично относительно оси 28 отверстия.
[0049] Обе опорные поверхности 36, 38 предназначены для прилегания режущей пластины 14 к резцедержателю 12. Благодаря предпочтительной зеркальной симметрии режущей пластины 14 режущую пластину 14 можно использовать и как "левую", и как "правую" режущую пластину. Таким образом, режущая пластина может прилегать к державке 12 либо первой опорной поверхностью 36, либо второй опорной поверхностью 38. Конечно, если она прилегает к державке второй опорной поверхностью 38, то державка выполнена зеркально относительно державки 12, изображенной на ФИГ. 1-3 и 7-8. Разумеется, зеркально-симметричная конструкция режущей пластины 14 является предпочтительной, но не обязательной.
[0050] Обе опорные поверхности 36, 38 предпочтительно имеют круглую форму и проходят перпендикулярно и симметрично относительно оси 28 отверстия.
[0051] Опорная поверхность 36 предпочтительно полностью окружена выемкой 42. Выемка также имеет по существу круглую форму. Разумеется, при зеркально-симметричной конструкции режущей пластины 14, как это имеет место в данном примере осуществления, на второй стороне 32 режущей пластины 14 также предусмотрена соответствующая выемка 44.
[0052] Как в частности следует из разреза, показанного на ФИГ. 6, расстояние d, измеренное между двумя опорными поверхностями 36, 38 параллельно оси 28 отверстия, приблизительно равно ширине режущих кромок 22, измеренной параллельно указанной оси. Однако соответствующие свободные поверхности, примыкающие к обоим концам режущих кромок 22 на первой стороне 30 и второй стороне 32, наклонены так, что с уменьшением расстояния относительно оси отверстия 20 каждая из режущих головок 20 сужается. Поэтому режущие кромки 22 в каждом случае образуют самую широкую часть режущих кромок 20, причем в данном контексте под шириной понимается размер режущей пластины 14, измеренный параллельно оси 28 отверстия. Итак, при условии, что расстояние между двумя опорными поверхностями 36, 38 приблизительно или точно равно ширине режущих кромок 22, в целом режущие кромки 22 представляют собой самые широкие места режущей пластины 14 в области резания. Здесь под областью резания понимаются все области режущей пластины 14, в радиальном направлении расположенные дальше наружу, чем первая и вторая опорные поверхности 36, 38.
[0053] На ФИГ. 5А и 5В показан еще один дополнительный признак предлагаемой изобретением режущей пластины 14. В качестве примера на этих чертежах ссылочными знаками 20', 20 и 20'' обозначены три следующие друг за другом режущие головки. Ниже для отличия режущая головка 20' называется первой режущей головкой. Режущая головка 20, по периферии следующая непосредственно за первой режущей головкой 20', обозначается как вторая режущая головка. Режущая головка 20'', по периферии следующая непосредственно за второй режущей головкой 20, обозначается как третья режущая головка. На ФИГ. 5А и 5В пунктиром обозначена воображаемая прямая соединительная линия 46. Эта соединительная линия 46 соединяет первую режущую головку 20' с третьей режущей головкой 20''. Вторая режущая головка 20, расположенная справа от этой соединительной линии 46, например, представляет собой используемую в данный момент режущую головку режущей пластины 14.
[0054] В соответствии с изобретением режущая пластина 14 сконструирована так, что соединительная линия 46 не пересекает ни отверстие 26, ни первую или, соответственно, вторую опорную поверхность 36, 38. Вследствие этого факта максимизирована глубина врезания, реализуемая при помощи предлагаемой изобретением режущей пластины 14. Если режущая головка 20 врезается в заготовку, то режущая пластина 14 может погрузиться в заготовку до соединительной линии 46 без столкновений между заготовкой и нежелательными частями режущей пластины 14.
[0055] В показанном здесь примере осуществления опорные поверхности 36, 38 тангенциально прилегают к соединительной линии 46. Обязательным это не является. Опорные поверхности 36, 38 также могут иметь меньший размер, т.е. меньший максимальный диаметр. Однако при тангенциальном соприкосновении соединительной линии 46 опорные поверхности 36, 38 имеют наибольший размер, причем максимальная глубина врезания режущей пластины 14 из-за этого не уменьшается, так как соединительная линия 46 не пересекает или, соответственно, соединительная линия 46 не проходит через опорные поверхности 36, 38 (а только тангенциально соприкасается с ними).
[0056] Разумеется, соотношение, относящееся к соединительной линии 46 и поясненное на примере трех следующих друг за другом режущих головок 20', 20, 20'', по причине предпочтительной вращательной симметрии режущей пластины 14 предпочтительно действует в отношении всех режущих головок 20 режущей пластины 14.
[0057] На ФИГ. 7 и 8 показан предлагаемый изобретением резцедержатель 12. Резцедержатель 12, в настоящем документе в более общем плане обозначаемый как державка 12, имеет хвостовик 48, при помощи которого державка 12 зажимается на станке. В области своего переднего конца 50 державка 12 имеет выемку 52, служащую в качестве гнезда для двух пластин. Эта выемка 52 по существу соответствует форме режущей пластины 14. Она имеет предпочтительно плоскую торцевую поверхность 54, проходящую перпендикулярно оси 56 резьбы 18, в которую входит зажимной винт 16. На указанной торцевой поверхности 54 державки 12 лежит первая опорная поверхность 36 режущей пластины 14.
[0058] Кроме того, гнездо 52 державки под режущую пластину имеет две выпуклые контактные поверхности 58, 60 державки. Контактные поверхности 58, 60 державки проходят перпендикулярно торцевой поверхности 54 или, соответственно, параллельно оси 56 резьбы. В собранном состоянии инструмента к этим контактным поверхностям 58, 60 державки в каждом случае прилегает одна из контактных поверхностей 62 режущей пластины 14, расположенных с распределением по периферии режущей пластины 14. Каждая из контактных поверхностей 62 режущей пластины расположена со стороны периферии между двумя соседними режущими головками 20 режущей пластины 14. Эти поверхности проходят перпендикулярно опорным поверхностям 36, 38 или, соответственно, параллельно оси 28 отверстия. Контактные поверхности 62 режущей пластины имеют вогнутую форму. Контактные поверхности 58, 60 державки предпочтительно изогнуты сильнее, чем контактные поверхности 62 режущей пластины. Вследствие этого возникает своего рода линейное прилегание между контактными поверхностями 58, 60 державки и контактными поверхностями 62 режущей пластины.
[0059] Однако расстояние между контактными поверхностями 62 режущей пластины и осью 28 отверстия режущей пластины 14 немного больше расстояния между контактными поверхностями 58, 60 державки и осью 56 резьбы. Поэтому при ввинчивании винта 16 режущая пластина 14 автоматически прижимается к контактным поверхностям 58, 60 державки. Таким образом, возникает стабильная, в механическом отношении заданная посадка пластины.
[0060] Следует отметить, что гнездо 52 под режущую пластину, кроме того, имеет еще одну контактную поверхность 64, также проходящую перпендикулярно торцевой поверхности 54 или, соответственно, параллельно оси 56 резьбы. Эта контактная поверхность предпочтительно выполнена в виде плоской, неизогнутой поверхности. В собранном состоянии инструмента режущая пластина 14 прилегает к указанной контактной поверхности 64 лишь частично. При помощи указанной поверхности 64 воспринимается возникающий крутящий момент и передается от режущей пластины 14 к державке 12.
[0061] Кроме того, в области своего торцевого конца 50 державка 12 имеет переднюю кромку 66, образующую передний конец гнезда 52 под режущую пластину. Как в частности видно из ФИГ. 3, в смонтированном состоянии инструмента 10 за указанную переднюю кромку 66 выступает только режущая кромка 22 подведенной режущей 20 головки, тогда как режущие кромки всех остальных режущих головок (например, 20' и 20'') находятся в державке 12 или, соответственно, в гнезде 52 под режущую пластину и, следовательно, защищены. Таким образом, повреждение остальных режущих кромок 22, не используемых в данный момент, может быть эффективно предотвращено.
[0062] Таким образом, в целом благодаря предлагаемому изобретением инструменту 10 обеспечивается максимально возможная глубина врезания и в то же время гарантированная, механически стабильная посадка пластины.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ ВСТАВКА | 2007 |
|
RU2450894C2 |
| ДЕРЖАВКА ДЛЯ ИНСТРУМЕНТА ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ, В ЧАСТНОСТИ ДЛЯ ПРОХОДНОГО ТОКАРНОГО РЕЗЦА | 2017 |
|
RU2704152C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2002 |
|
RU2304489C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2314180C2 |
| ДЕРЖАВКА ИНСТРУМЕНТА, В ЧАСТНОСТИ ПРОРЕЗНОГО РЕЗЦА, А ТАКЖЕ РЕЖУЩИЙ ЭЛЕМЕНТ ДЛЯ НЕЕ | 2007 |
|
RU2440871C2 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ | 2019 |
|
RU2752605C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2002 |
|
RU2292991C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И МЕХАНИЗМ КРЕПЛЕНИЯ РЕЖУЩЕГО ЭЛЕМЕНТА НА КОРПУСЕ | 2008 |
|
RU2458764C2 |
| РЕЖУЩАЯ ВСТАВКА, ДЕРЖАВКА ИНСТРУМЕНТА И ИНСТРУМЕНТ | 2017 |
|
RU2698003C1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2013 |
|
RU2537642C1 |
Режущая пластина (14) имеет первую сторону (30), противоположную вторую сторону (32) и отверстие (26), проходящее от первой стороны (30) до второй стороны (32), три или по меньшей мере пять расположенных по периферии режущей пластины (14) режущих головок (20), каждая из которых имеет режущую кромку (22), проходящую поперек первой и второй стороны (30, 32) и между ними. При этом по меньшей мере три режущие головки (20) имеют первую режущую головку (20'), вторую режущую головку (20), по периферии следующую непосредственно за первой режущей головкой (20'), и третью режущую головку (20''), по периферии следующую непосредственно за второй режущей головкой (20). Режущая пластина (14) имеет расположенную на первой стороне (30) первую опорную поверхность (36), проходящую перпендикулярно оси (28) отверстия и по меньшей мере частично окружающую отверстие (26), вращательную симметрию относительно оси (28) отверстия и зеркальную симметрию относительно срединной плоскости, проходящей перпендикулярно оси (28) отверстия и делящей режущую пластину (14) на две равные половины. На виде сверху при наблюдении вдоль оси (28) отверстия воображаемая прямая соединительная линия (46) между режущей кромкой (22) первой режущей головки (20') и режущей кромкой (22) третьей режущей головки (20'') не пересекает ни отверстие (26), ни первую опорную поверхность (36). Достигается упрощение изготовления режущей пластины и стабильность её закрепления в державке инструмента. 2 н. и 12 з.п. ф-лы, 8 ил.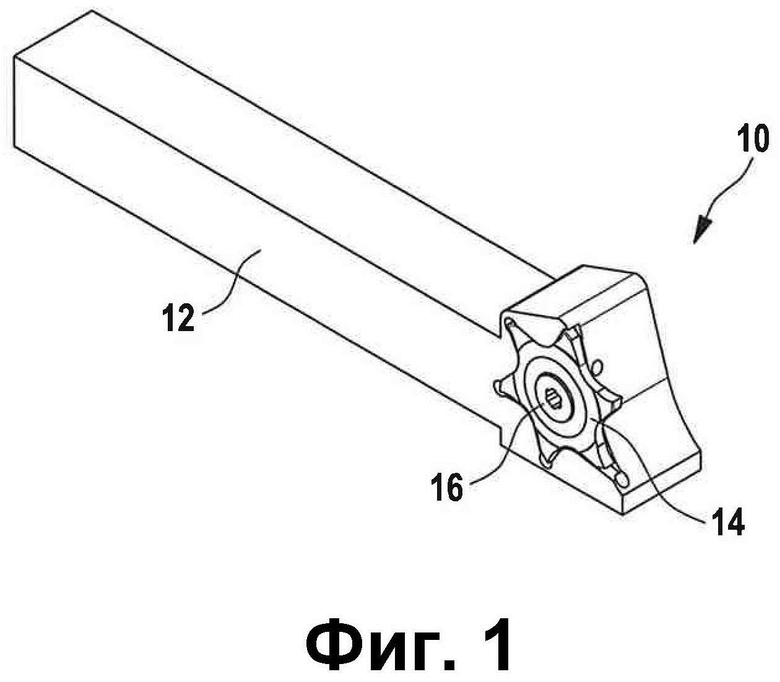
1. Режущая пластина (14) для инструмента (10) для обработки резанием заготовки, имеющая первую сторону (30), противоположную вторую сторону (32) и проходящее вдоль оси (28) отверстия от первой стороны (30) до второй стороны (32) сквозное отверстие (26), три или по меньшей мере пять расположенных с распределением по периферии режущей пластины (14) режущих головок (20), каждая из которых имеет режущую кромку (22), проходящую поперек первой и второй стороны (30, 32) и между указанными двумя сторонами (30, 32), причем
по меньшей мере три режущие головки (20) имеют первую режущую головку (20'), вторую режущую головку (20), по периферии следующую непосредственно за первой режущей головкой (20'), и третью режущую головку (20''), по периферии следующую непосредственно за второй режущей головкой (20),
режущая пластина (14) имеет расположенную на первой стороне (30) первую опорную поверхность (36), проходящую перпендикулярно оси (28) отверстия и по меньшей мере частично окружающую отверстие (26), режущая пластина (14) имеет вращательную симметрию относительно оси (28) отверстия и зеркальную симметрию относительно срединной плоскости, проходящей перпендикулярно оси (28) отверстия и делящей режущую пластину (14) на две равные половины, при этом
на виде сверху при наблюдении вдоль оси (28) отверстия воображаемая прямая соединительная линия (46) между режущей кромкой (22) первой режущей головки (20') и режущей кромкой (22) третьей режущей головки (20'') не пересекает ни отверстие (26), ни первую опорную поверхность (36).
2. Режущая пластина по п. 1, в которой отверстие (26) имеет зенковку (34), примыкающую к первой стороне (30), причем первая опорная поверхность (36) непосредственно примыкает к зенковке (34).
3. Режущая пластина по п. 1, в которой первая опорная поверхность (36) имеет форму кругового кольца.
4. Режущая пластина по п. 3, в которой на виде сверху при наблюдении вдоль оси (28) отверстия воображаемая прямая соединительная линия (46) между режущей кромкой (22) первой режущей головки (20') и режущей кромкой (22) третьей режущей головки (20'') тангенциально соприкасается с первой опорной поверхностью.
5. Режущая пластина по п. 1, в которой выполнена выемка (42), проходящая на первой стороне (30) между первой опорной поверхностью (36) и режущими головками (20) и окружающая первую опорную поверхность (36).
6. Режущая пластина по одному из пп. 1-5, в которой по меньшей мере три режущие головки (20) включают шесть режущих головок (20).
7. Режущая пластина по одному из пп. 1-6, в которой режущая пластина (14) также имеет расположенную на второй стороне (32) вторую опорную поверхность (38), проходящую перпендикулярно оси (28) отверстия, по меньшей мере частично окружающую отверстие (26) и лежащую напротив первой опорной поверхности (36).
8. Режущая пластина по п. 7, в которой первая опорная поверхность (36) расположена на первом расстоянии (d) от второй опорной поверхности (38),
причем каждая из режущих кромок (22) имеет ширину (b), измеренную параллельно оси (28) отверстия, причем выполняется следующее соотношение: 0,9 b ≤ d ≤ 1,1 b.
9. Инструмент (10) для обработки резанием заготовки, содержащий
- режущую пластину (14) по одному из пп. 1-8,
- державку (12) и
- крепежное средство (16) для крепления режущей пластины (14) на державке (12).
10. Инструмент по п. 9, в котором крепежное средство (16) выполнено в виде винта, а державка (12) имеет резьбу (18), проходящую вдоль оси (56) резьбы и с которой обеспечено взаимодействие указанного винта,
причем державка (12) имеет первую опорную поверхность (54) державки, которая проходит перпендикулярно оси (56) резьбы и к которой в собранном состоянии инструмента (10) прилегает первая опорная поверхность (36) режущей пластины (14), причем радиус кривизны контактных поверхностей (58, 60) державки меньше радиуса кривизны контактных поверхностей (62) режущей пластины.
11. Инструмент по п. 10, в котором державка (12) имеет две расположенные на расстоянии друг от друга контактные поверхности (58, 60) державки, к которым в собранном состоянии инструмента (10) со стороны периферии прилегает режущая пластина (14) двумя соответствующими контактными поверхностями (62) режущей пластины, расположенными между соответствующими двумя соседними режущими головками (20) режущей пластины (14),
причем контактные поверхности (58, 60) державки проходят параллельно оси (56) резьбы, а контактные поверхности (62) режущей пластины проходят параллельно оси (28) отверстия.
12. Инструмент по п. 11, в котором контактные поверхности (58, 60) державки имеют выпуклую форму, а контактные поверхности (62) режущей пластины имеют вогнутую форму,
причем радиус кривизны контактных поверхностей (58, 60) державки меньше радиуса кривизны контактных поверхностей (62) режущей пластины.
13. Инструмент по п. 11 или 12, в котором расстояние между контактными поверхностями (58, 60) державки и осью (56) резьбы выполнено меньше расстояния между контактными поверхностями (62) режущей пластины и осью (28) отверстия.
14. Инструмент по одному из пп. 9-13, в котором державка (12) на своем торцевом конце (50) имеет переднюю кромку (66),
причем в собранном состоянии инструмента (10) за переднюю кромку (66) из державки (12) выступает режущая кромка (22) только одной из указанных трех или по меньшей мере пяти режущих головок (20).
| US 6942434 B2, 13.09.2005 | |||
| Сборный отрезной резец | 1977 |
|
SU764855A1 |
| Режущий инструмент | 1987 |
|
SU1540949A1 |
| СБОРНЫЙ ТОКАРНЫЙ РЕЗЕЦ, ОСНАЩЕННЫЙ МЕХАНИЧЕСКИ ЗАКРЕПЛЯЕМОЙ СМЕННОЙ РУЖУЩЕЙ МНОГОГРАННОЙ КАНАВОЧНОЙ ПЛАСТИНОЙ | 2010 |
|
RU2443509C1 |

