Изобретение относится к области создания расплавных эпоксидных связующих для получения устойчивых к ударным воздействиям конструкционных полимерных композиционных материалов (ПКМ) на основе волокнистых армирующих наполнителей, формируемых по препреговой технологии, которые могут быть использованы в авто- и судостроении, для изготовления изделий функционального протезирования, в индустрии спорта и отдыха и других отраслях.
Из уровня техники известно эпоксифенольное связующее для получения стеклопластиков, предназначенных для изготовления изделий в протезной промышленности по препреговой технологии (см.RU 2118966 C1, опубл.20.09.1998). В состав связующего входят: эпоксидиановый олигомер марки ЭД-20, резольная фенолформальдегидная смола марки СФ 341, спирто-ацетоновая смесь и комплекс трехфтористого бора с изофорондиамином. Препрег, получаемый по растворной технологии, состоит из: 61,6 - 61,9 мас. % эпоксифенольного связующего и 38,1 - 38,4 мас.% стеклоткани марки Т-13.
Основной недостаток этого эпоксифенольного связующего заключается в том, что оно является композицией растворного типа и содержит большое количество легколетучих органических растворителей (до 50 %), что усложняет процесс формирования ПКМ на его основе и создает опасность загрязнения воздушной среды производственных помещений, способствуя ухудшению санитарно-гигиенической, пожарной и экологической безопасности процесса его переработки. Кроме того, удаление легколетучих растворителей из состава препрегового связующего при формовании изделий обычно приводит к созданию материалов с высокой пористостью, образованию дефектов и раковин, которые являются концентраторами напряжения и ослабляют полимерную основу. Возникшие дефекты с течением времени разрастаются и становятся основными причинами разрушения полимерных композитных изделий при критических ударных нагрузках.
Известно другое эпоксидное связующее (см. US6838176 B2, working example 27, опубл.04.01.2005), содержащее: 38,0 масс. % эпоксидной смолы на основе N,N'-тетраглицидил-4,4'-диаминодифенилметана марки Epikote 604, 25,3 масс.% эпоксидной смолы аминофенольного типа марки Sumiepoxy ELM-100, 6,3 масс.% латентного катализатора на основе имидазола марки Novacure HX3722, 28,5 масс. % отвердителя 4,4'-диаминодифенилсульфона марки Seikacure и 1,9 % масс. фенилдиметилмочевины марки Omicure 94.
Препрег получают путем пропитывания армирующего волокнистого углематериала марки TR50S-12L данным эпоксидным связующим. Созданный препрег можно использовать для изготовления изделий спортивного и развлекательного назначения, элементов транспорта и прочего промышленного применения.
Одним из основных недостатков этого изобретения является то, что в составе связующего отсутствуют модификаторы для повешения деформационной стойкости, ударной прочности и трещиностойкости, что не обеспечивает гарантий длительной и надежной эксплуатации создаваемых изделий из ПКМ на основе предлагаемых связующего и препрега в условиях возникающих механических нагрузок. Так как известно, что при всех своих преимуществах большинство отвержденных не модифицированных эпоксидных композиций представляют собой достаточно хрупкие материалы, имеющие низкие деформационные и ударопрочные показатели.
Наиболее близкими аналогами, принятыми за прототип, являются (см. US6063839 А1, working example 3, опубл. 16.05.2000г.):
- эпоксидная композиция, представляющая собой смесь жидкой дифункциональной эпоксидной смолы на основе бисфенола А марки Epikote 828 - 32,3 масс. %, твердой дифункциональной эпоксидной смолы на основе бисфенола А марки Epikote 1001 - 48,4 масс. %, каучука, представляющего собой наночастицы типа «ядро-оболочка» марки Kureha Paraloid EXL-2655, состоящие из ядра сополимера бутадиена и стирола, и оболочки из алкилметакрилатного полимера - 8,1 масс. %, термопласта полиэфирсульфона марки PES 5003P - 4,8 масс. %, латентного отвердителя дициандиамида марки DICY7 - 3,2 масс. % и ускорителя отверждения несимметричной дизамещенной мочевины марки DCMU-99 - 3,2 масс. %;
- однонаправленный препрег, содержащий указанное эпоксидное связующее и углеродное армирующее волокно марки Toray T700S (производитель Toray Co.), при соотношении компонентов: связующее - 33 масс. %, углеродный волокнистый наполнитель - 67 масс. %;
- изделие из препрега получают методом вакуум-автоклавного формования при вакууме 0,29 МПа по режиму: повышение температуры со скоростью 1,5 °С/мин до 135 °С; выдержка при температуре 135°С в течении 2 ч. Из полученного препрега изготавливают клюшки для гольфа, бейсбольные биты, теннисные и бадминтонные ракетки, хоккейные клюшки и др.
Недостатками указанных прототипов являются:
- пониженная технологическая жизнеспособность эпоксидного связующего и препрегов на его основе при температуре 25 °С (быстрый набор вязкости связующего в процессе хранения);
- низкие термомеханические (температура стеклования) свойства и недостаточно высокая стойкость к ударным нагрузкам (невысокий показатель ударной вязкости) формируемых образцов ПКМ.
Наличие в связующем-прототипе большого количества (3,2 масс. %) ускорителя отверждения несимметричной дизамещенной мочевины марки DCMU-99, обладающего высокой каталитической активностью, способствует ускоренной активизации процесса отверждения связующего уже при комнатной температуре и приводит к быстрому нарастанию вязкости, снижению его жизнеспособности и препрега на его основе в процессе хранения при температуре 25°С, что существенно ухудшает их технологические свойства. Активно прогрессирующее в процессе хранения понижение технологических характеристик препрегов (рост вязкости связующего и сопутствующие этому процессу изменения: снижение драпируемости, уменьшение эластичности и гибкости, исчезновение необходимой контактной липкости и др.) усложняет процесс сборки технологического пакета препрега, что особенно проблематично при изготовлении деталей сложной конфигурации.
Кроме того, перед синтезом связующего-прототипа каучуковые наночастицы совмещают с жидкой эпоксидной смолой для получения дисперсии. Полученные таким образом каучук-содержащие системы, не стабильны и не однородны по своему составу, характеризуются быстрым осаждением наночастиц, их агломерацией, возможностью быть отфильтрованными при прохождении через волокнистый наполнитель, что не дает возможности создавать гомогенные эпоксидные связующие однородного состава.
Техническая проблема, на решение которой направлено изобретение заключается в создании высококачественных изделий из полимерных композиционных материалов с высокими термомеханическими свойствами и с повышенной стойкостью к ударным нагрузкам.
Технический результат достигаемый при решении технической проблемы заключается в увеличении технологической жизнеспособности связующего и препрегов на его основе при температуре 25°С путем снижения коэффициента роста вязкости связующего, повышении температуры стеклования, а также показателя ударной вязкости формируемых образцов ПКМ.
Технический результат достигается тем, что эпоксидное связующее, включает смесь жидкой и твердой дифункциональных эпоксидных смол на основе бисфенола А, каучук, термопласт, латентный отвердитель - дициандиамид (ДЦДА), ускоритель отверждения - несимметрично дизамещенную мочевину, при этом в качестве каучука используется каучук-содержащий компонент, состоящий из каучуковых наночастиц типа «ядро-оболочка» распределенных в эпоксидной смоле на основе бисфенола А, в качестве термопласта, используется термопласт, выбранный из группы: полиарилсульфон, полиэфирсульфон, феноксисмолы или их смеси, а также содержит дифукциональную эпоксидную смолу на основе бисфенола F и полифункциональную эпоксидную смолу, при следующем соотношении компонентов, масс. %.:
Кроме того, эпоксидное связующее может содержать технологическую добавку на основе смеси олигомерных веществ и агентов смачивающих армирующие волокна используемых наполнителей в количестве 0,1 - 1,0 масс. % от всей композиции.
Для достижения технического результата предложен также препрег, включающий указанное эпоксидное связующее и волокнистый наполнитель, при следующем соотношении компонентов, масс. %:
В качестве волокнистого наполнителя могут использоваться волокнистые стекло-, угле- и органонаполнители или их комбинации (гибридные слоистые пластики).
Изделия получают путем вакуум-автоклавного формования или прямого прессования препрега на основе заявленного эпоксидного связующего.
Предлагаемое эпоксидное связующее характеризуется оптимально сбалансированным соотношением используемых компонентов, что обеспечивает повышенную технологическую жизнеспособностью препрегов на его основе и способствует формированию ПКМ с увеличенными термомеханическими характеристиками и повышенными стабильными показателями ударной прочности в сравнении с прототипом.
Для создания эпоксидного связующего в качестве жидкой дифункциональной эпоксидной смолы на основе бисфенола А (4,4'-дигидрокси-2,2-дифенилпропана) могут быть использованы низковязкие эпоксидные смолы марок Araldite GY 250 (производитель Huntsman Advanced Materials), D.E.R. 330 (производитель Olin) и др.;
В качестве твердой дифункциональной эпоксидной смолы на основе бисфенола А (4,4'-дигидрокси-2,2-дифенилпропана) могут быть использованы кристаллические эпоксидные смолы марок YD-011 (производитель KUKDO Chemical Co., Ltd), NPES-901 (производитель Nan Ya Plastics Corporation) и др.
В качестве латентного отвердителя ДЦДА в изобретении могут использоваться: DYHARD 100S (производитель AlzChem), DICY 7 (производитель Japan Epoxy Resins) и др.;
В качестве ускорителя несимметрично дизамещенной мочевины могут быть использованы, например, 2,4-толуилиден бисдиметил мочевина (марка Omncure U-24, производитель CVC Thermoset Specialties), 1,1-диметил-3-(3,4-дихлорфенил)мочевина (марка DCMU-99, производитель Hodogaya Chemical Industry Co), 1,3-бис-(N,N-диметилкарбамид)-4-метилбензол (марка DYHARD UR-500, производитель AlzChem), мочевина марки Dyhard URAcc 13 (производитель AlzChem) и др.;
В качестве каучук-содержащего компонента, может быть использована одна из композиций с торговой маркой Kane Ace MX120 или Kane Ace MX125 (производитель Kaneka Corporation), состоящая из каучуковых наночастиц типа «ядро-оболочка», распределенных в эпоксидной смоле на основе бисфенола А и др.;
В качестве термопласта, может использоваться один термопласт, выбранный из ряда: полиарилсульфон марки ПСФФ-30 (производитель АО «Институт пластмасс им. Г.С. Петрова») или другой, либо полиэфирсульфон, таких марок как ПСК-1 (производитель АО «Институт пластмасс им. Г.С. Петрова»), PES5003P (производитель Sumitomo Chemical KK) или другой, либо феноксисмола марок, PKHВ или PKHH (производитель фирма Gabriel Phenoxies Inc) и др. или их смеси;
В качестве дифункциональной эпоксидной смолы на основе бисфенола F (дифенилолметана) могут быть использованы эпоксидные смолы марок Araldite GY 285 (производитель Huntsman Advanced Materials), смола YDF-170 (производитель KUKDO Chemical Co., Ltd) и др.;
В качестве полифункциональной эпоксидной смолы может использоваться одна из смол, выбранная из группы: полифункциональная эпоксидная смола на основе фенола марки ЭН-6 (производитель ООО «Дорос»), полифункциональная азотосодержащая эпоксидная смола с хлором марки ЭХД (производитель ЗАО «Химэкс Лимитед»), полифункциональная эпоксидная смола на основе трифенола марки ЭТФ (производитель ООО «НПП «Макромер») и др.;
В качестве технологической добавки на основе смеси олигомерных веществ и агентов смачивающих армирующие волокна применяемых наполнителей может использоваться продукт с торговой маркой BYK-P 9920 (производитель компания BYK Additives & Instruments) или др.
Предлагаемое связующее содержит не только меньшее количество ускорителя отверждения - несимметричную дизамещенную мочевину (0,5 ÷ 2,5 масс. %), но и полифункциональную эпоксидную смолу с пониженной реакционной способностью. Стерические факторы, присущие большим компактным молекулам полифункциональных эпоксидных смол, оказывают сдерживающее влияние на их реакционную способность: объемные структуры, образующиеся в процессе полимеризации, активно блокируют реакционные центры, что затрудняет и снижает их реакционную способность. Благодаря наблюдаемому синергетическому эффекту при использовании небольшого оптимального количества ускорителя отверждения - несимметричной дизамещенной мочевины и малоактивной полифункциональной эпоксидной смолы, происходит снижение активности процесса отверждения при комнатной температуре и предлагаемое эпоксидное связующее характеризуется низким показателем роста вязкости, а препреги на его основе обладают улучшенными технологическими характеристиками - длительной жизнеспособностью при температуре хранения 25°С.
Широко применяемый латентный отвердитель - дициадиамид (ДЦДА), представляет собой многофункциональную сопряженную систему класса гуанидинов, способную к глубоким степеням отверждения эпоксидов по поликонденсационному и полимеризационному механизмам одновременно, позволяет получать густосшитую или менее плотно сшитую молекулярную структуру отвержденного эпоксидного связующего в зависимости от используемого его количества. В составе предлагаемого эпоксидного связующего содержится большее количество латентного отвердителя ДЦДА (5,0 ÷ 7,0 масс. %), чем в рассмотренном связующем-прототипе (3,2 масс. %), что позволяет получить более густосшитую молекулярную структуру отвержденного эпокиполимера. Такая часто сшитая (с высокой плотностью химических связей) сформированная отвержденная полимерная структура характеризуется повышенными термомеханическими характеристиками и обеспечивает более высокую теплостойкость (температуру стеклования) заявленного эпоксидного связующего и композитных материалов на его основе, в сравнении с рассматриваемыми прототипами.
Известно, что для повышения характеристик ударной прочности эпоксидного связующего и материалов на его основе обычно осуществляют физико-химическую модификацию полимерной композиции, путем введения в нее эффективных модификаторов повышения прочностных характеристик и ударной стойкости - каучуков или термопластов.
Используемые термопласты-модификаторы при отверждении обычно не встраиваются в структуру эпоксикомпозита, а образуют отдельную микрофазу, которая обеспечивает снижение внутренних напряжений и увеличение деформационной стойкости, ударной вязкости, эластичности и трещиностойкости. При воздействии критических ударных нагрузок на модифицированные материалы, растущие микротрещины, натыкаясь в полимерной матрице на пластичную фазу, рассеиваются, а их рост задерживается. Для дальнейшего увеличения микротрещины требуется гораздо больше энергии, что в конечном итоге увеличивает необходимые затраты энергии для полного разрушения материала, повышая его ударную прочность.
В заявленном эпоксидном связующем наряду с термопластом в качестве модификатора ударной прочности используется каучук-содержащий компонент, который представляет собой эпоксидную смолу на основе бисфенола А, в которой равномерно распределено 25 масс. % каучуковых наночастиц типа «ядро-оболочка». Каучуковые наночастицы типа «ядро-оболочка» состоят из внешней оболочки и сердечника и созданы таким образом, что внешняя оболочка является твердым материалом на основе акрилата, а внутри в качестве сердечника используется жидкий полибутадиен-стирольный каучук. Преимуществом использования таких упрочняющих наночастиц является их способность равномерно распределяться по композиции, формируя фазовые микродомены в виде каучукоподобного материала. При критическом нагружении таких структур энергия деформации не просто рассеивается на конце трещины, как в случае с термопластами, а приводит к кавитации ядра каучуковых наночастиц, что способствует существенному поглощению энергии разрушения при ударе, и прерывает дальнейшее разрушающее воздействие, демонстрируя эффективность используемого модификатора повышения ударной прочности. Увеличенное содержание упрочняющих модификаторов - каучуков и термопластов в связующем способствует значительному повышению ударной прочности формируемых эпоксикомпозитов.
В составе предлагаемого эпоксидного связующего содержится большее количество модификаторов ударной прочности (каучук-содержащий компонент 36 ÷ 44 масс. %, из которого 9 ÷ 11 масс. % (25 масс. %) являются каучуковыми наночастицами; термопласт 7 ÷ 13 масс. %), чем в рассмотренном связующем-прототипе (каучуковые наночастицы 8,1 масс. %; термопласт 4,8 масс. %), что позволяет получать образцы ПКМ на его основе с повышенным значением ударной вязкости.
Однако совместное использование большого количества каучук-содержащих и термопластичных модификаторов может привести к значительному повышению вязкости и снижению липкости связующего, что затруднит и увеличит трудоемкость процесса получения препрега и изделий из ПКМ на его основе. Использование низковязкой дифункциональной эпоксидной смолы на основе бисфенола F, выполняющего роль активного разбавителя, позволяет регулировать реологические характеристики предлагаемого связующего и дает возможность оптимизации технологических характеристик связующего (вязкость и липкость) для препреговой технологии.
Использование в предлагаемом связующем промышленно выпускаемых, чрезвычайно стабильных каучук-содержащих компонентов, на основе эпоксидной смолы, в которой равномерно, с постоянной концентрацией в объеме, распределены каучуковые наночастицы типа «ядро-оболочка», способствует получению однородного эпоксидного связующего и равномерной полимерной структуры ПКМ на его основе, которая характеризуется максимальными показателями ударной вязкости образцов ПКМ при минимальном коэффициенте вариации.
Введение небольшого количества технологической добавки в заявленное эпоксидное связующее способствует улучшению смачивания и пропитки волокнистого наполнителя при изготовлении препрегов, что сказывается на снижении количества вовлеченного воздуха и пористости при формовании изделий из ПКМ, а также позволяет избавиться от непропитанных мест и снизить количество брака.
Примеры осуществления
Приготовление заявленного эпоксидного связующего
Пример 1 (табл. 1)
В чистый и сухой реактор загружали 9 масс.% жидкой дифункциональной эпоксидной смолы на основе бисфенола А марки D.E.R. 330, 14 масс.% твёрдой дифункциональной эпоксидной смолы на основе бисфенола А марки YD-011, 9 масс.% дифункциональной эпоксидной смолы на основе бисфенола F марки YDF-170, 10 масс.% полифункциональной эпоксидной смолы на основе трифенола марки ЭТФ и при работающей мешалке нагревали до температуры 100 °С. Смесь перемешивали со скоростью 250 об/мин при температуре 100 °С до полного совмещения смол. Затем поднимали температуру до 150 °С и увеличивали скорость вращения мешалки до 300 об/мин.
Небольшими порциями при работающей мешалке при температуре
150 °С вводили 13,0 масс. % термопласта марки PES5003P и перемешивали до получения однородной массы.
Затем при работающей мешалке небольшими порциями загружали 36 масс. % каучук-содержащего компонента марки Kane Ace MX120 и перемешивали со скоростью 350 об/мин при температуре 130°С до получения однородной массы.
Температуру реакционной смеси снижали до 110°С, загружали небольшими порциями при работающей мешалке 7,0 масс. % дициандиамида марки DYHARD 100S, повышая при этом обороты мешалки до 400 об/мин. Перемешивали до получения однородной массы.
Снижали температуру до 80°С и добавляли небольшими порциями
0,5 масс. % ускорителя отверждения несимметрично дизамещенную мочевину марки Omncure U-24 и 1,0 масс. % технологической добавки марки BYK-P 9920 при перемешивании со скоростью 250 об/мин в течение 60 мин до получения полностью однородной массы. Выключали мешалку и сливали готовое связующее через сливной штуцер.
Технологию изготовления эпоксидных связующих по примерам 2 - 10 (табл. 1) использовали аналогично примеру 1.
Получение заявленного препрега
Пример 1 (табл. 2)
Получение препрега осуществляли путем нанесения 30 масс. % эпоксидного связующего, приготовленного по рецептуре примера 1 (табл. 1) посредством пропиточной машины при температуре 80°С на углеродный жгут T700S-12К-50С в количестве 70 масс. %.
Препреги для примеров 3, 7, 9 изготавливали с использованием углеродного жгута T700S-12К-50С, для примеров 2, 4, 6, 10 с использованием стеклоровинга T30 SE 1200 17-600 C-F, для примеров 5 и 8 с использованием арамидной ткани СВМ арт. 56313
Изготовление заявленного изделия
Пример 1 (табл. 3)
Препрег на основе связующего и углеродного жгута T700S-12К-50С, полученный по рецептуре примера 1 (табл. 2) раскраивали по шаблонам, вырезанные заготовки выкладывали на форму, собирали технологический пакет. Изготовление изделия осуществляли методом вакуум-автоклавного формования полученного технологического пакета при избыточном давлении 0,6 - 0,7 МПа, по температурному режиму: поднятие температуры со скоростью 1,5 °С/мин до 135°С, выдержка 1 час при температуре (135 ± 5) °С. Затем извлекали сформованное изделие из автоклава. Таким образом получали деталь от конструкции протеза для бега - динамическую стопу.
Пример 2 (табл. 3).
Из раскроенного препрега на основе связующего и стеклоровинга марки T30 SE 1200 17-600 C-F, полученного по рецептуре примера 2 (табл. 2) формировали технологический пакет, который помещали в пресс-форму, где производили формование изделия посредством прямого прессования путем нагрева пресс-форм на прессе для термофиксации при температуре (135 ± 5)°С в течение 30 ± 10 минут и давлении 8 - 10 атм. Затем извлекали сформованное изделие из пресс-формы и подвергали его внешней отделке. Таким образом получали хоккейную клюшку.
Пример 3 (табл. 3).
Из раскроенных заготовок препрегов на основе связующего, углеродного жгута T700S-12К-50С, полученного по рецептуре примера 3 (табл.2) и стеклоровинга марки T30 SE 1200 17-600 C-F, полученного по рецептуре примера 4 (табл. 2) формировали гибридный технологический пакет путем послойной укладки заготовок на основе стекло- и угленаполнителя, который помещали в пресс-форму, где производили формование изделия посредством прямого прессования путем нагрева пресс-форм на прессе для термофиксации при температуре (135 ± 5)°С в течение 30 ± 10 минут и давлении 8 - 10 атм. Затем извлекали сформованное изделие из пресс-формы. Таким образом получали корпус беговых лыж.
На основании изготовленных препрегов по примерам 5 - 10 (табл. 2) изготавливали изделия:
- по технологии аналогичной примеру 1 (методом вакуум-автоклавного формования): по примеру 5 - защитная каска, по примеру 7 - приёмная гильза протеза, по примеру 8 - раковина лыжного ботинка;
- по технологии аналогичной примеру 2 (методом прямого прессования): по примеру 6 - доска для серфинга, по примеру 9 - манжета лыжного ботинка, по примеру 10 - седло велосипеда.
Составы связующих по изобретению и прототипу приведены в таблице 1, составы препрегов по изобретению и прототипу в таблице 2, свойства связующих по заявленному изобретению и прототипу, препрегов и ПКМ, изготовленных на их основе в таблице 3. Изобретение не ограничивается приведенными примерами.
Сравнительные данные из таблицы 3 показывают, что предлагаемое эпоксидное связующее обеспечивает преимущества по сравнению с прототипом:
- является более технологичным, поскольку характеризуется более стабильными реологическими характеристиками, так как в результате его хранения в течении 28 суток при температуре 25°С не наблюдается значительного роста вязкости в сравнении с исходным значением (коэффициент повышения вязкости связующего - 1,0 ÷ 1,2), у прототипа же происходит увеличение показателя вязкости до 50% (коэффициент повышения вязкости связующего-прототипа - 1,5). Такая высокая химическая стабильность заявленного эпоксидного связующего при комнатной температуре, отсутствие быстрого роста вязкости, способствует длительному сохранению необходимых технологических характеристик препрега на его основе (хорошая драпируемость, высокая эластичность и гибкость, оптимальная контактная липкость и др.), что упрощает технологический процесс его переработки в ПКМ, а также дает возможность изготовления на его основе препрегов с длительной жизнеспособностью - не менее 45 суток при комнатной температуре, в отличие от прототипа, у которого жизнеспособность при комнатной температуре составляет всего лишь 28 суток. Подобные технологические характеристики заявленного эпоксидного связующего дают возможность создавать технологичные и долгоживущие препреги на его основе, которые могут обеспечить снижение энергозатрат при их транспортировании и хранении до момента переработки за счет исключения использования холодильной техники, что в свою очередь положительно отражается на экономических показателях производства;
- формирует изделия из ПКМ при температуре отверждения 135°С характеризующиеся более высокими термомеханическими характеристиками - температурой стеклования Тg = 141 ÷ 148°С, в отличии от прототипа с температурой стеклования Тg = 125°С. Предлагаемое связующее обеспечивает температуру стеклования отформованного изделия выше температуры отверждения на 6 ÷ 13°С, что дает возможность извлечения конечного изделия из пресса без необходимости его охлаждения до низких температур. При извлечении отформованного изделия из пресс-формы при более высокой температуре по сравнению с его температурой стеклования, как это могло бы произойти в случае формования изделия из выбранного препрега- прототипа, обычно, происходит перекос и деформация готового изделия. Такие характеристики предлагаемого эпоксидного связующего и препрега на его основе не только обеспечивают получение высококачественных изделий из композиционного материала, предотвращая их деформацию и исключая стадия охлаждения отформованной детали перед ее извлечением из пресса, но и позволяют обеспечить повышенную экономичность производства, сократить технологический цикл и снизить трудоемкость изготовления изделий из ПКМ, обеспечивая экономию средств и повышение производительности, без увеличения количества используемых пресс-форм и производственных площадей;
- способствует созданию изделий из ПКМ с повышенным сопротивлением к ударным нагрузкам, так как они характеризуются более высокими значениями показателя ударной вязкости по Шарпи α=162 ÷172 кДж/м 2, являющегося одним из критериев оценки устойчивости к ударному разрушению материала. Значение показателя ударной вязкости по Шарпи предлагаемого полимерного композиционного материала более чем на 10 ÷ 17% выше, чем у прототипа. Полученные результаты подтверждают, что предлагаемое эпоксидное связующее и препреги на его основе способны формировать достаточно ударопрочные материалы;
- обеспечивает однородность создаваемой полимерной структуры ПКМ на его основе, что способствует незначительному разбросу ударопрочных свойств и приводит к снижению коэффициента вариации показателей ударной вязкости по Шарпи примерно в 2 раза по сравнению со значением у ПКМ на основе препрега-прототипа (К коэффициент вариации ударопрочностных характеристик образцов ПКМ на основе материалов прототипа = 9,9; К коэффициент вариации ударопрочностных характеристик образцов ПКМ на основе разработанного связующего = 4,6 ÷ 5,0).
Таким образом, заявленное эпоксидное связующее и препрег, изготовленный на его основе, характеризуются улучшенными свойствами, что упрощает процесс получения ПКМ и обеспечивает экономию средств на их изготовление, транспортирование, а также дает возможность получать изделия с более высоким и стабильными показателями вязкости разрушения и стойкости к ударным воздействиям, что обеспечивает их длительную и надежную эксплуатацию в условиях повышенных механических нагрузок.
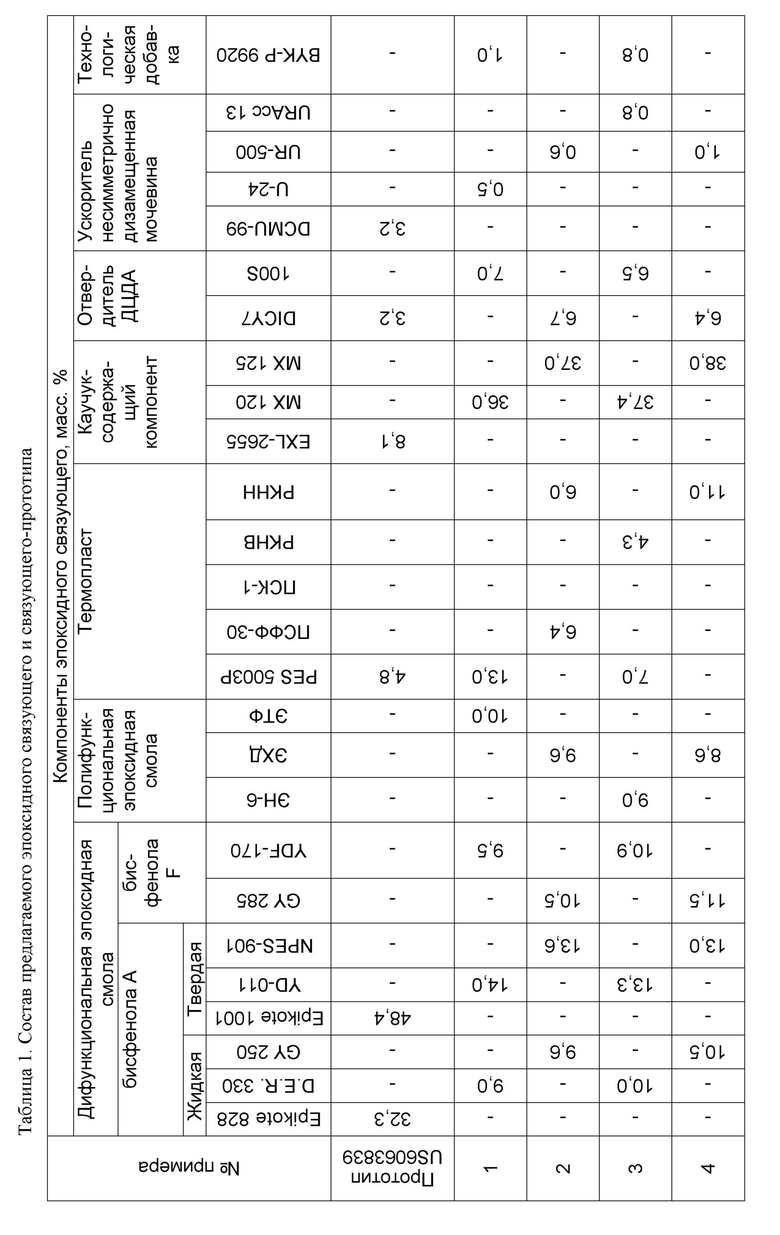

Таблица 2. Состав препрега прототипа и заявленного изобретения
US6063839
Таблица 3. Свойства связующего заявленного изобретения и прототипа, препрегов и ПКМ, изготовленных на их основе
US6063839
20°С, кДж/м 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Эпоксидное связующее, препрег на его основе и изделие, выполненное из него | 2023 |
|
RU2809529C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2017 |
|
RU2655805C1 |
| ЭПОКСИДНОЕ КЛЕЕВОЕ СВЯЗУЮЩЕЕ И ПЛЕНОЧНЫЙ КЛЕЙ НА ЕГО ОСНОВЕ | 2018 |
|
RU2686917C1 |
| ЭПОКСИДНОЕ КЛЕЕВОЕ СВЯЗУЮЩЕЕ, ПЛЕНОЧНЫЙ КЛЕЙ И КЛЕЕВОЙ ПРЕПРЕГ НА ЕГО ОСНОВЕ | 2018 |
|
RU2686919C1 |
| Эпоксидное связующее, препрег на его основе и изделие, выполненное из него. | 2021 |
|
RU2773075C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2015 |
|
RU2587178C1 |
| Эпоксидное связующее, препрег на его основе и изделие, выполненное из него | 2021 |
|
RU2777895C2 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2017 |
|
RU2663444C1 |
| Расплавное эпоксидное связующее с повышенной влагостойкостью | 2022 |
|
RU2798828C1 |
| ЭПОКСИДНАЯ КОМПОЗИЦИЯ ДЛЯ АДГЕЗИОННОГО СЛОЯ И АРМИРУЮЩИЙ НАПОЛНИТЕЛЬ НА ЕГО ОСНОВЕ | 2019 |
|
RU2720782C1 |
Изобретение относится к созданию расплавных эпоксидных связующих для получения устойчивых к ударным воздействиям конструкционных полимерных композиционных материалов (ПКМ) на основе волокнистых армирующих наполнителей, формируемых по препреговой технологии, которые могут быть использованы в авто- и судостроении, для изготовления изделий функционального протезирования, в индустрии спорта и отдыха и в других отраслях. Эпоксидное связующее включает смесь жидкой и твердой дифункциональных эпоксидных смол на основе бисфенола А, каучук-содержащий компонент, состоящий из каучуковых наночастиц типа «ядро-оболочка», распределенных в эпоксидной смоле на основе бисфенола А, термопласт, латентный отвердитель - дициандиамид, ускоритель отверждения - несимметрично дизамещенную мочевину, дифукциональную эпоксидную смолу на основе бисфенола F и полифункциональную эпоксидную смолу. Препрег включает указанное эпоксидное связующее и волокнистый наполнитель. Изделие получено путем вакуум-автоклавного формования или прямого прессования препрега. Изобретение характеризуется высокой технологической жизнеспособностью связующего и препрегов на его основе при температуре 25°С, увеличенной температурой стеклования, а также показателем ударной вязкости формируемых образцов ПКМ. 3 н. и 5 з.п. ф-лы, 3 табл., 10 пр.
1. Эпоксидное связующее для конструкционных полимерных композиционных материалов, включающее смесь жидкой и твердой дифункциональных эпоксидных смол на основе бисфенола А, каучук, термопласт, латентный отвердитель - дициандиамид, ускоритель отверждения - несимметрично дизамещенную мочевину, отличающееся тем, что в качестве каучука содержит каучук-содержащий компонент, представляющий собой эпоксидную смолу на основе бисфенола А, в которой равномерно распределено 25 мас. % каучуковых наночастиц типа «ядро-оболочка», внешняя оболочка которых является твердым материалом на основе акрилата, а внутри, в качестве сердечника, используется жидкий полибутадиен-стирольный каучук, термопласт, выбранный из группы, состоящей из полиарилсульфона, полиэфирсульфона, феноксисмолы или их смеси, а также содержит дифукциональную эпоксидную смолу на основе бисфенола F и полифункциональную эпоксидную смолу, выбранную из группы, состоящей из азотосодержащей эпоксидной смолы, смолы на основе фенолов или их смеси, при следующем соотношении компонентов, мас. %:
2. Эпоксидное связующее по п. 1, отличающееся тем, что оно дополнительно содержит технологическую добавку на основе смеси олигомерных веществ и агентов, смачивающих армирующие волокна композиции.
3. Препрег, включающий эпоксидное связующее и волокнистый наполнитель, отличающийся тем, что в качестве эпоксидного связующего используют связующее по любому из пп. 1, 2.
4. Препрег по п. 3, отличающийся тем, что содержит компоненты при следующем соотношении, мас. %:
5. Препрег по любому из пп. 3, 4, отличающийся тем, что в качестве волокнистого наполнителя содержит волокнистый угленаполнитель.
6. Препрег по любому из пп. 3, 4, отличающийся тем, что в качестве волокнистого наполнителя содержит волокнистый стеклонаполнитель.
7. Препрег по любому из пп. 3, 4, отличающийся тем, что в качестве волокнистого наполнителя содержит волокнистый органонаполнитель.
8. Изделие, отличающееся тем, что оно выполнено методом вакуум-автоклавного формования или прямого прессования препрега по любому из пп. 3-7.
| US 6063839 A, 16.05.2000 | |||
| ЭПОКСИДНОЕ КЛЕЕВОЕ СВЯЗУЮЩЕЕ, ПЛЕНОЧНЫЙ КЛЕЙ И КЛЕЕВОЙ ПРЕПРЕГ НА ЕГО ОСНОВЕ | 2018 |
|
RU2686919C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2015 |
|
RU2587178C1 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2017 |
|
RU2663444C1 |
| US 8895148 B2, 25.11.2014 | |||
| US 8673108 B2, 18.03.2014 | |||
| WO 2008016889 A1, 07.02.2008. | |||

