Настоящее изобретение относится к гипсоволокнистой плите или гипсовой плите на волокнистой основе, в частности согласно DIN EN 15283-2, а также к способу и устройству для получения такой гипсоволокнистой плиты.
Гипсоволокнистые плиты применяют в качестве строительных, противопожарных, звукоизоляционных и влагостойких плит для обшивки (несущих) и облицовки (не несущих) строительных элементов, например, стен, потолков, опор или балок. Гипсоволокнистые плиты используют также, в частности, в качестве компонентов сборных/сухих стяжек, фальшполов из неразъемных и разъемных плит для формирования конструкций пола.
Для получения гипсоволокнистых плит из кальцинированного гипса, волокон и, при необходимости, примесей образуется сухая смесь. Сухую смесь после добавления воды, без других связующих веществ, формируют в плиты, и затем сушат. Гипс под воздействием воды отверждается, вода проникает в волокна и обволакивает их. Тем самым, процесс отверждения оказывает решающее влияние на качество гипсоволокнистых плит. В частности, выяснилось, что более высокая прочность плит может быть достигнута при как можно более равномерном отверждении.
Трудность в обеспечении равномерного процесса отверждения заключается в необходимости следить за тем, чтобы по мере добавления воды, необходимой для отверждения, достигалось как можно более полное и равномерное пропитывание водой сухой смеси, но при этом не возник избыток воды. Существуют способы, направленные на достижение как можно более равномерного отверждения.
В WO 93/04830 A1 предлагают способ получения гипсоволокнистых плит по полусухому методу. Согласно этому способу по крайней мере один слой смеси из гипса, волокон и воды подают на непрерывно движущуюся ленту. Затем этот подаваемый слой предварительно уплотняют в подпрессовочном прессе при помощи противолежащих нажимных роликов до 110-180 % от требуемой толщины плиты, затем снова увлажняют с помощью верхнего и нижнего распылительного устройства и, наконец, уплотняют до необходимой толщины плиты в основном прессе. Распылительные устройства, расположенные между подпрессовочным прессом и основным прессом, соединены посредством вакуумной камеры с воздуходувкой.
EP 0 260 342 A1 описывает способ получения формованных деталей из гипса и лигноцеллюлозных волокон сухим методом. В этом способе гипсовый порошок в виде полугидрата смешивают с волокнами, эту сухую смесь подают в желаемую форму, предварительно уплотняют в прессе и после этого уплотняют в том же прессе с образованием формованных деталей, при этом гипсовый порошок превращается с помощью воды из полугидрата в дигидрат, а уплотненные формованные детали высушивают под воздействием тепла. Воду, необходимую для преобразования гипса, добавляют после предварительного уплотнения гипсоволокнистой смеси.
На практике было установлено, что обычно используемых способов предварительного уплотнения, например, с использованием нажимных роликов, не могут гарантировать, что последующий процесс уплотнения всегда обеспечит равномерное и полное пропитывание водой гипсоволокнистой смеси (так называемого кека). В частности, при получении гипсоволокнистых плит, которые должны иметь толщину ≥ 30 мм, например, для их использования в качестве элементов пола, вода может проникать в кек лишь частично. Это может привести к значительному увеличению содержания воды в верхней части плиты, что, в свою очередь, может вызывать деформацию этой верхней части во время процесса уплотнения и/или появление сухих зон в нижней части плиты.
Здесь речь идет об известной проблеме. Для получения более толстых гипсоволокнистых плит в настоящее время соединяют две тонкие плиты.
Настоящее изобретение имеет своей целью создание способа получения гипсоволокнистой плиты, который гарантировал бы полное и равномерное пропитывание водой и, соответственно, отверждение гипсоволоконной смеси, с помощью которого также было бы возможным получать плиты толщиной > 25 мм.
Еще одной целью изобретения является создание устройства для получения такой гипсоволокнистой плиты, которое гарантировало бы полное и равномерное пропитывание водой и, соответственно, отверждение гипсоволоконной смеси, и с помощью которого также можно бы получать плиты толщиной > 25 мм.
Кроме того, целью изобретения является такое получение гипсоволокнистой плиты, которое обеспечило бы равномерное пропитыванием смеси водой и ее отверждение, при котором было бы возможно, в частности, предотвратить деформацию или появление сухих зон во время получения, даже для плит с толщиной > 25 мм.
Согласно изобретению, этим целям отвечает способ, имеющий признаки по пункту 1, устройство, имеющее признаки по пункту 15, а также гипсоволокнистая плита, имеющая признаки по пункту 24. Предпочтительные варианты осуществления настоящего изобретения заявляют в зависимых пунктах формулы изобретения и в приведенном далее описании.
Способ, являющийся предметом изобретения, включает следующие этапы:
- Получения, предпочтительно, сухой смеси гипса и волокон,
- Нанесения смеси на транспортировочные средства, которые непрерывно перемещается в направлении продвижения со скоростью продвижения и являются проницаемыми для газа и/или воды и/или жидкости,
- Предварительного уплотнения смеси,
- Увлажнения смеси водой, необходимой для отверждения,
- Последующего уплотнения смеси,
- Уплотнения смеси до образования гипсоволокнистого брикета,
- Разрезания гипсоволокнистого брикета на отдельные гипсоволокнистые плиты,
- Высушивания гипсоволокнистых плит,
- При необходимости, дополнительной обработки и/или нанесения покрытия на высушенные гипсоволокнистые плиты.
Согласно изобретению, способ отличается тем, что для предварительного уплотнения смесь увлажняют тонкораспыленной водой и, предпочтительно, одновременно, подвергают воздействию низкого давления.
Преимущество способа в соответствии с изобретением заключается в том, что тонкораспыленная вода всасывается в гипсоволокнистую смесь во время предварительного уплотнения таким образом, что она равномерно увлажняется по всей ее глубине. Это делает гипс и волокна более гигроскопичными, таким образом, что смесь равномерно и полностью увлажняют при последующем добавлении воды, необходимой для отверждения.
Произведенные таким способом гипсоволокнистые плиты отличаются, в зависимости от настройки всей системы, высокой прочностью, в частности, прочностью на изгиб в соответствии с DIN EN 15283-2, и высокой объемной плотностью.
Кроме того, в способе в соответствии с изобретением, предварительное уплотнение может быть адаптировано к толщине получаемой плиты путем соответствующей настройки тонкораспыленной воды или низкого давления. Тем самым, изобретение позволяет получать плиты различной толщины и увеличивать скорость продвижения в зависимости от этой толщины. Благодаря этому, повышают производительность и совершенствуют технологический процесс получения гипсоволокнистых плит.
В частности, способ по настоящему изобретению дает возможность наладить надежное и воспроизводимое получение гипсоволокнистых плит большей прочности с толщиной > 25 мм. Таким образом, данный способ позволяет получать элементы пола, состоящие из одной толстой гипсоволокнистой плиты вместо двух соединенных между собой тонких плит.
В качестве гипса в объем изобретения входит гипс, получаемый из гипсовой породы, так называемый природный гипс, в частности строительный или штукатурный гипс, а также сульфат кальция, получаемый в виде побочного продукта промышленных процессов, так называемый технический гипс, продукт десульфуризации дымовых газов. Также могут использоваться разновидности сульфата кальция, получаемые после демонтажа и рециклирования (рециклированный гипс).
В качестве волокон в рамках изобретения могут применяться все волокна, пригодные для получения гипсоволокнистых плит, в частности целлюлозосодержащие волокна, например, рециклированные волокна бумаги или искусственные минеральные волокна, например, стекловолокна.
Помимо этого, изобретение предусматривает возможную добавку к смеси заполнителя, предпочтительно, вспученного перлита и/или слюды и/или присадки, предпочтительно, красителя; или же в смесь или воду, необходимую для отверждения, можно добавить добавку, предпочтительно, ускоритель или замедлитель отверждения и/или гидрофобизатор.
Согласно предпочтительному варианту осуществления для предварительного уплотнения первую поверхность смеси, предпочтительно, ее верхнюю сторону, обращенную в сторону к транспортировочным средствам, увлажняют тонкораспыленной водой, и, в частности, одновременно с этим, на вторую противоположную поверхность смеси, предпочтительно, ее нижнюю сторону, обращенную в сторону от транспортировочных средств, подвергают воздействию низкого давления. Эти процессы осуществляют, предпочтительно, одновременно.
Предпочтительно, для предварительного уплотнения с помощью тонкораспыленной воды, смесь имеет значение масса/площадь для воды/твердого вещества от 0,05 до 0,25, предпочтительно, 0,1.
Тонкораспыленная вода представляет собой аэрозоль, в частности, жидкие частицы аэрозоля в окружающем воздухе со средним размером частиц от 0,1 до 60 мкм, предпочтительно, 15 мкм.
Для предварительного уплотнения смеси, предпочтительно, применяют низкое давление от 5 до 20 мбар, предпочтительно, от 10 до 15 мбар, предпочтительно, 10 мбар.
В соответствии с другим предпочтительным вариантом осуществления, смесь для последующего уплотнения также подвергают воздействию низкого давления. При этом создают низкое давление от 10 до 25 мбар, предпочтительно, от 15 до 20 мбар, предпочтительно, 20 мбар. Особенно предпочтительно, создавать постепенно возрастающее воздействие низкого давления в направлении движения транспортировочных средств, например, посекционно увеличивая подачу воздуха, откачиваемого для создания низкого давления в направлении продвижения.
При предварительном и/или последующем уплотнении воздействие низкого давления осуществляют, предпочтительно, на нижнюю часть транспортировочных средств или с нижней стороны транспортировочных средств, с тем, чтобы низкое давление воздействовало на смесь сквозь транспортировочные средства.
Способ, лежащий в основе настоящего изобретения, направлен на получение, в первую очередь, гипсоволокнистых плит толщиной от 6 до 50 мм. Большей частью гипсоволокнистые плиты получают с толщиной от 10 до 25 мм, предпочтительно, от 10 до 18 мм, или же толстые гипсоволокнистые плиты с толщиной от 25 до 40 мм, предпочтительно, 30 мм.
При этом, гипсоволокнистая плита, которая может быть получена либо изготавливается в соответствии с изобретением, предпочтительно, обладает следующими характеристиками материала:
Объемная плотность (согласно DIN EN 15283-2) от 1000 до 1500 кг/м3, предпочтительно, от 1200 кг/м3,
Прочность на изгиб (согласно DIN EN 15283-2) от 4 до 15 Н/м2, предпочтительно, от 7 Н/м2.
Согласно изобретению, устройство для получения гипсоволокнистой плиты состоит из:
- транспортировочного устройства для подачи сырьевых материалов, имеющее транспортировочные средства, которые может приводиться в движение в направлении со скоростью продвижения, причем транспортировочные средства являются проницаемыми для газов и/или воздуха и/или воды,
- устройства для подачи сырьевых материалов, с подающим устройством для нанесения смеси, содержащей гипс и волокна, на транспортировочные средства ,
- устройства для предварительного уплотнения установленного ниже по потоку в направлении продвижения от одного из подающих устройств,
- устройства для увлажнения и устройства для последующего уплотнения, установленного ниже по потоку в направлении продвижения от устройства для предварительного уплотнения,
- устройства для прессования, установленного в направлении продвижения ниже по потоку от одного из устройств для последующего уплотнения,
- режущего устройства, установленного в направлении продвижения ниже по потоку от одного из устройств для прессования.
Согласно изобретению, устройство отличается тем, что устройство для предварительного уплотнения оснащают устройством для увлажнения смеси тонкораспыленной водой, а также устройством для (предпочтительно, одновременной) обработки смеси низким давлением.
Устройство является особенно подходящим для осуществления способа, по настоящему изобретению, а также имеет преимущества, описанные выше.
В частности, в устройстве согласно изобретению, устройство для предварительного уплотнения может быть адаптировано к толщине получаемой плиты путем соответствующей настройки тонкораспыленной воды или низкого давления. Посредством устройства, описанного в изобретении, возможно увеличить скорость продвижения в зависимости от толщины плиты. Тем самым, устройство обеспечивает более высокую производительность и совершенствование технологического процесса производства.
В особенности, настоящий способ дает возможность наладить надежное и воспроизводимое получение гипсоволокнистых плит большей прочности с толщиной > 25 мм, например, компонентов пола, состоящих из цельной толстой гипсоволокнистой плиты.
В соответствии с предпочтительной конфигурацией, устройство спроектировано таким образом, что первую верхнюю поверхность смеси, предпочтительно, ее свободную верхнюю сторону, обращенную от транспортировочных средств, увлажняют тонкораспыленной водой с помощью устройства для предварительного уплотнения, а одну из нижних сторон смеси, предпочтительно, обращенную к транспортировочным средствам и противоположную этой второй верхней поверхности смеси, подвергают воздействию низкого давления.
Устройство для предварительного уплотнения включает, предпочтительно, средства для распыления, с помощью которых смесь может увлажняться мельчайшими капельками воды со средним размером капель от 0,1 до 60 мкм, предпочтительно, 15 мкм, в зависимости от толщины плиты, с количеством воды от 1 до 10 л/час.
Является предпочтительным, чтобы средства для распыления включали, по крайней мере, одну распылительную форсунку, предпочтительно, от 1 до 35 таких распылительных форсунок, предпочтительно, от 14 до 28 форсунок, при помощи которых тонкораспыленную воду распыляют под давлением воздуха от 2 до 4 бар, предпочтительно, 3 бара, и под давлением жидкости от 1 до 3 бар, предпочтительно, 2 бара, с углом распыления струи от 40° до 80°, предпочтительно, 60°. В частности, распылительные насадки представляют собой пневматические распылительные насадки.
Является предпочтительным, чтобы устройство для предварительного уплотнения включало средства для воздействия на смесь низким давлением, причем эти средства должны быть сконструированы таким образом, чтобы они могли подвергать смесь воздействию низкого давления от 5 до 20 мбар, предпочтительно, от 10 до 15 мбар, предпочтительно, 10 мбар. Эти средства конструируют, предпочтительно, таким образом, чтобы воздействие низкого давления оказывалось на одну из нижних сторон транспортировочных средств, и при этом это воздействие оказывалось на смесь через транспортировочные средства.
Согласно другой перспективной конструкции, устройство для последующего уплотнения также оснащают устройством для создания низкого давления, которое подвергает смесь воздействию низкого давления от 10 до 25 мбар, предпочтительно, от 15 до 20 мбар, предпочтительно, от 20 мбар.
Устройство для последующего уплотнения, предпочтительно, размещают ниже по потоку относительно устройства для увлажнения по направлению продвижения транспортировочных средств, причем низкое давление, создаваемое средствами устройства для последующего уплотнения устройства, должен воздействовать на нижнюю сторону транспортировочных средств, с тем, чтобы это воздействие оказывалось на смесь через транспортировочные средства. Средства для создания низкого давления должны быть сконструированы таким образом, чтобы объем воздуха, откачиваемого для создания низкого давления, можно было увеличивать посекционно в направлении продвижения транспортировочных средств.
Далее изобретение будет объяснено более подробно посредством примера со ссылкой на графические материалы. На фигурах:
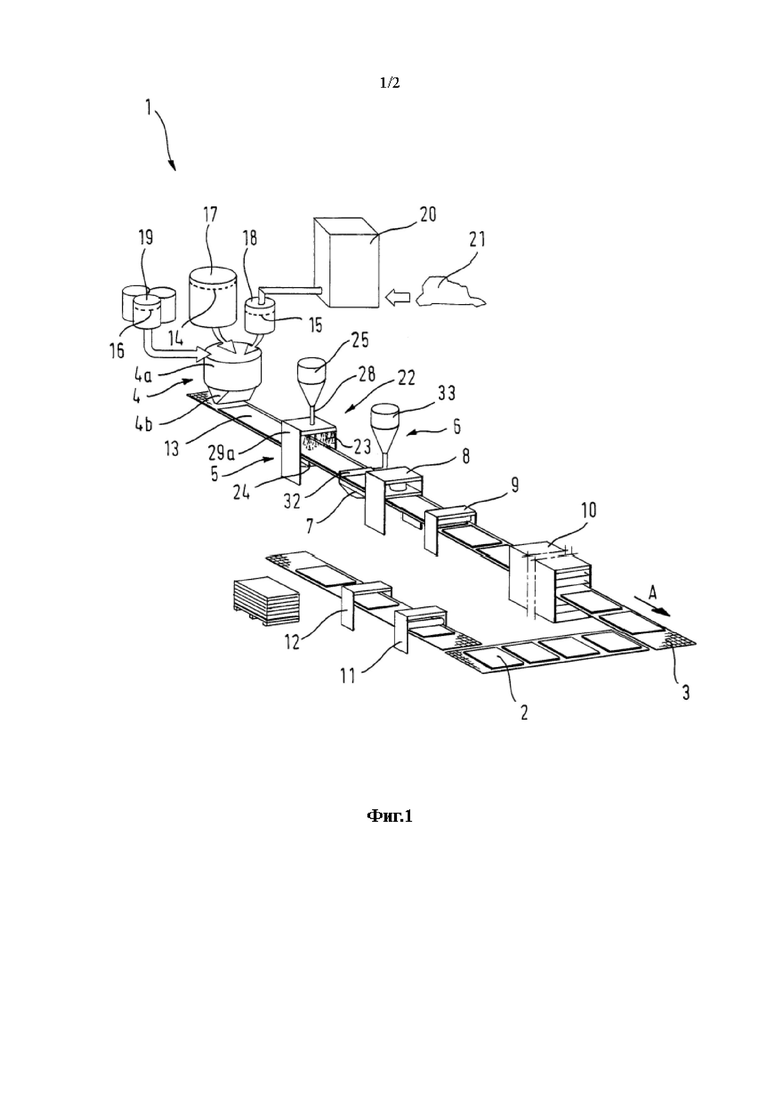
Фиг. 1 Устройство по изобретению;
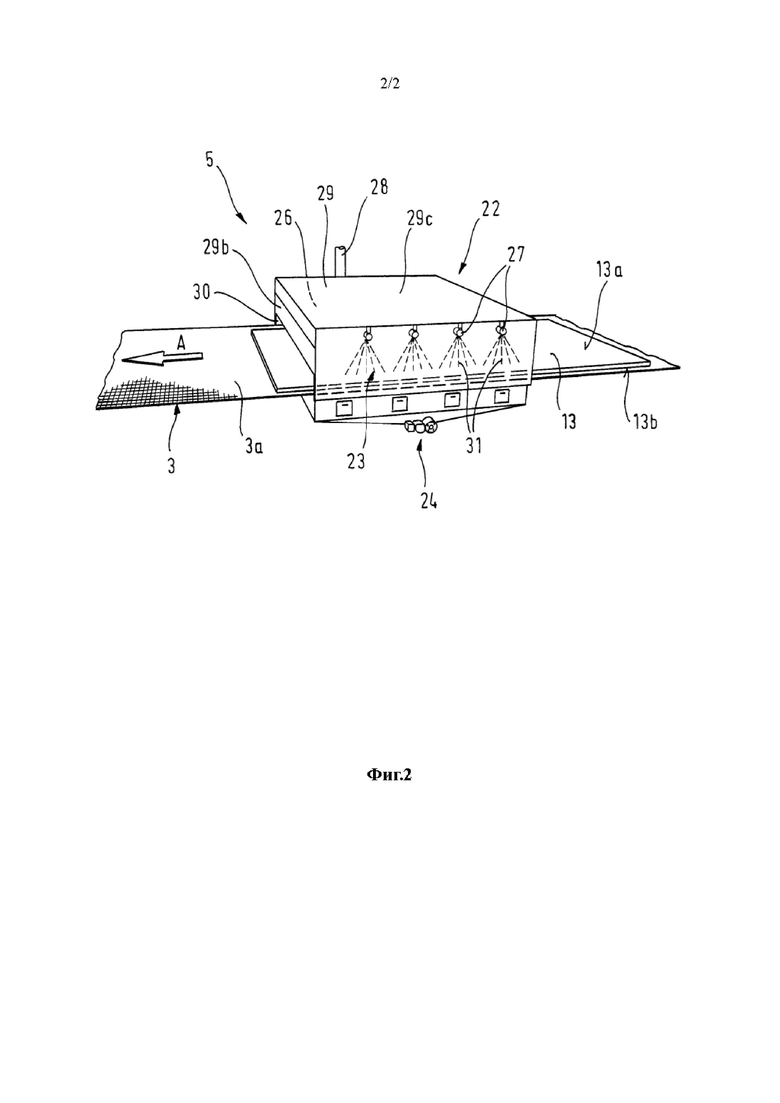
Фиг. 2 Устройство для предварительного уплотнения, используемое в способе по изобретению, и входящее в состав устройства по изобретению.
На фигурах одни и те же детали всегда снабжены одними и теми же ссылочными позициями. Кроме того, в связи с описанием фигур особо подчеркивают, что изобретение не ограничивается приводимыми в качестве примера вариантами осуществления и, следовательно, не ограничивается всеми или несколькими признаками описанных сочетаний признаков. Напротив, каждый отдельный частичный признак приводимого в качестве примера варианта осуществления или каждого приводимого в качестве примера варианта осуществления также может иметь изобретательскую идею независимо от всех других частичных признаков, описанных в связи с ним, а также в сочетании с любыми признаками другого в качестве примера варианта осуществления, а также независимо от формулы изобретения и их взаимосвязей.
Устройство 1 для получения гипсоволокнистой плиты 2 изображено на Фиг. 1. Устройство 1 оснащают транспортировочным устройством 3 с транспортировочными средствами 3а, приводимым в движение в направлении A продвижения и служащим для перемещения сыпучей смеси сырьевых материалов 13. Устройство 1 также включает устройство 4 для подачи сырьевых материалов, устройство 5 для предварительного уплотнения, устройство 6 для увлажнения, устройство для последующего уплотнения 7, устройство 8 для прессования, режущее устройство 9, устройство 10 для сушки, обрабатывающее устройство 11 и устройство 12 для нанесения покрытий, которые размещены вниз по потоку друг относительно друга в направлении A продвижения транспортировочных средств, которое может продвигаться сквозь них.
Транспортировочное устройство 3 конструируют в виде ленточного транспортера и оснащают транспортировочными средствами, главным образом, в виде ленточного сита 3a (Фиг. 2). Помимо этого, транспортировочное устройство 3 оснащают хорошо известными средствами привода, например, электромоторами, которые приводят в движение ленточное сито 3a со скоростью продвижения (VA) в направлении (A) продвижения. В зависимости от толщины слоя смеси 13 сырьевых материалов, скорость продвижения (VA) может составлять в диапазоне от 50 до 500 мм/сек. Ленточное сито оснащено рабочей поверхностью, на которой размещают смесь 13. Ленточное сито 3a является проницаемым для газа и воды, то есть изготовлено из газо- и водопроницаемого, и, в особенности, из воздухопроницаемого материала таким образом, что газы, в частности, окружающий воздух, свободно проникают в ленточное сито 3a с одной стороны и могут снова выходить с другой стороны. Это будет изложено в дальнейшем более подробно.
Устройство 4 для подачи сырьевых материалов, оснащают смесительным механизмом 4a и подающим устройством 4b. В качестве устройства 4 для подачи сырьевых материалов, используют, например, настилочную машину.
Смесительный механизм 4a соединен с резервуаром 17 для гипса 14, резервуаром 18 для волокон бумаги 15 и дополнительными резервуарами 19 для заполнителей, присадок и добавок 16. Смесительный механизм 4a заполняют из резервуаров 17, 18, 19 определенными количествами гипса 14, волокон 15 и прочих материалов 16, необходимых для получения смеси 13. Смесительный механизм 4a служит, таким образом, для смешивания и приготовления смеси 13.
Резервуар для волокон 15 смесительного механизма 4a совмещен с бумагоизмельчителем 20, который перерабатывает бумажную макулатуру 21, подводимую к бумагоизмельчителю 20, в волокна 15 бумаги. В качестве бумагоизмельчителя 20 используют дробилку и волоконную мельницу.
Подающее устройство 4b соединяют со смесительным механизмом 4a. Подающее устройство 4b сконструировано таким образом, что смесь 13, приготовляемая смесительным механизмом 4a, подают с определенной высоты струей определенной ширины на ленточное сито 3a.
Устройство 5 для предварительного уплотнения, более детально изображенное на Фиг. 2, оснащают средством 22 для увлажнения смеси 13 тонкораспыленной водой 23, а также средством 24 для (предпочтительно, одновременной) обработки смеси 13 низким давлением.
Средство 22 для увлажнения состоит из резервуара для воды 25, камеры 26 увлажнения с по крайней мере одной распылительной форсункой 27 для образования тонкораспыленной воды 23, а также устройства для подвода воды 28, с помощью которого воду 25 из резервуара подводят к распылительной форсунке 27.
Камера 26 увлажнения имеет, предпочтительно, прямоугольный корпус 29, расположенный над ленточным ситом 3a. Корпус 29, предпочтительно, расположен вокруг ленточного сита таким образом, что ленточное сито проходит через внутреннюю часть корпуса или камеры увлажнения. Корпус 29 оснащен двумя боковыми стенками 29а, размещенными напротив друг друга в продольном направлении B параллельно направлению A продвижения, а также двумя лицевыми стенками 29b, размещенными перпендикулярно, в направлении C ширины, а также одной верхней стенкой 29c, перпендикулярной стенкам 29a, 29b, проходящей в направлении высоты D. В каждой лицевой стенке 29b есть сквозное отверстие 30, через которое ленточное сито 3a с находящейся на нем смесью 13 может войти с одной стороны в корпус 29 или в камеру увлажнения 26 и выйти с противоположной стороны корпуса. Сквозное отверстие 30 в поперечном расположении ленточного сита 3a и в поперечном направлении C имеет определенную ширину, и определенную высоту перпендикулярно этому в вертикальном D направлении. Ширину устанавливают таким образом, чтобы ленточное сито 3a могло пройти через сквозное отверстие 30 с минимально возможным зазором, предпочтительно, от 1 до 5 мм, от соответствующей боковой стенки 29а. Высота сквозного отверстия 30 соответствует расстоянию между нижним краем стенки 29b и ленточным ситом 3a или же смесью 13. Высота сквозного отверстия 30, предпочтительно, соответствует высоте слоя смеси 13, которую подают на ленточное сито 3a. В частности, торцевая стенка 29b имеет возможность перемещения в направлении D высоты вверх и вниз таким образом, что высота сквозного отверстия 30 может быть увеличена или уменьшена.
Внутри корпуса 29, предпочтительно, на верхней стенке 29c, размещены распылительные форсунки 27. Распылительные форсунки 27 предусмотрены в количестве от 1 до 35, предпочтительно, от 14 до 28. Распылительные форсунки 27 расположены, исходя из положений целесообразности, на равном расстоянии друг от друга в камере увлажнения 26 и направлены в сторону ленточного сита 3a таким образом, что первую, удаленную от транспортировочного средства, свободную верхнюю сторону 13a смеси 13 равномерно увлажняют тонкораспыленной водой 23. Предпочтительно, распылительные форсунки 27 должны иметь конструкцию, обеспечивающую распыление аэрозоля, состоящего из газа, например, азота или воздуха, и из частиц воды, по конусообразной траектории, или же создают аэрозольный конус 31. Например, возможно образование аэрозольного конуса 31 с давлением воздуха от 2 до 4 бар, предпочтительно, 3 бара, и давлением жидкости от 1 до 3 бар, предпочтительно, 2 бара, и углом распыления струи от 40 до 80 °, предпочтительно, 60 °, причем средний размер капель воды, в частности, составляет от 0,1 до 60 мкм, предпочтительно, 15 мкм. Распылительные форсунки 27 представляют собой, например, пневматические распыляющие форсунки системы Лехлера 136.231.35 A2.
Образуемую средствами 22 с целью увлажнения смеси 13 тонкораспыленную воду 23 создают, предпочтительно, с помощью нескольких аэрозольных конусов 31. Предпочтительно, смесь 13 должна постоянно увлажняться тонкораспыленной водой 23.
Средства 24 для воздействия на смесь 13 низким давлением оснащают вакуумной установкой (на чертеже не показана), которая и создает низкое давление, которое воздействует на обращенную к транспортировочным средствам от нижнюю сторону 13b, противоположную одной из свободных верхних сторон 13a. Средства 24 были сконструированы таким образом, чтобы, предпочтительно, оказывать воздействие низкого давления на нижнюю сторону ленточного сита таким образом, чтобы это воздействие на смесь 13 оказывалось сквозь ленточное сито 3a. Является предпочтительным, чтобы оказываемое на смесь 13 воздействие низкого давления составляло от 5 до 20 мбар, предпочтительно, от 10 до 15 мбар, более предпочтительно, от 10 мбар. Вследствие воздействия низкого давления, тонкораспыленная вода 23 всасывается в смесь 13. Средства 24 представляют собой, предпочтительно, вакуумную ванну.
Устройство 6 для увлажнения оснащают устройством 32 для орошения смеси 13 водой, необходимой для отверждения гипсоволоконной смеси, а также резервуаром для воды 33 для подачи воды для отверждения, соединенным с устройством для орошения 32. Конструкция устройства для орошения 32 выполняют, предпочтительно, в виде водяной завесы.
Устройство 7 для последующего уплотнения оснащают, предпочтительно, устройствами для создания низкого давления, которые способствуют всасыванию воды для отверждения в смесь 13 и ее уплотнению. Устройство для создания низкого давления конструируют, предпочтительно, аналогично средствам 24 устройства 5 для предварительного уплотнения и могли бы использоваться для воздействия низким давлением на нижнюю сторону 13b смеси. Воздействие низкого давления оказывают, предпочтительно, также и на нижнюю сторону ленточного сита 3a, с тем, чтобы смесь 13 подвергалась воздействию низкого давления сквозь ленточное сито 3a. Посредством устройства для повторного уплотнения 7 на смесь 13, предпочтительно, оказывают воздействие низкого давления, составляющее от 10 до 25 мбар, предпочтительно, от 15 до 20 мбар, предпочтительно, от 20 мбар. В частности, следует использовать низкое давление таким образом, чтобы объем воздуха, откачиваемого для создания низкого давления, посекционно повышался вдоль нижней стороны ленточного транспортера в направлении продвижения. В состав устройства для последующего уплотнения, предпочтительно, входит вакуумная ванна.
Устройство 8 для прессования оснащают устройствами для прессования или уплотнения смеси 13 в непрерывный гипсоволокнистый брикет, толщина которого соответствует толщине выпускаемой гипсоволокнистой плиты 2. Устройство 8 для прессования представляет собой, предпочтительно, пресс периодического действия или пресс ContiRoll.
Режущее устройство 9 оснащают устройствами для разрезания, например, отрезным ножом или водоструйным резаком, гипсоволокнистого брикета в направлении ширины C на отдельные гипсоволокнистые плиты 2. Режущее устройство 9 служит, таким образом, для разделения гипсоволокнистого брикета на гипсоволокнистые плиты 2.
Устройство 10 для сушки оснащают устройствами для высушивания гипсоволокнистой плиты 2. Предпочтительной является многоярусная сушилка.
Обрабатывающее устройство 11 оснащают средствами для обработки гипсоволокнистых плит 2, например, шлифовальным аппаратом, устройством для профилирования кромок или аналогичным устройством.
Устройство 12 для нанесения покрытий оснащают средствами для нанесения на гипсоволокнистые плиты 2 покровных средств, например, гидрофобизаторов и/или средств для связывания пыли.
Получение гипсоволокнистой плиты 2 в соответствии с изобретением с помощью устройства 1 в соответствии с изобретением будет описано ниже.
В смесительный механизм 4a подают гипс 14, волокна 15 и, в некоторых случаях, заполнители и/или присадки и/или добавки 16, согласно желаемому составу. В смесительном механизме 4a эти сырьевые материалы перерабатывают в смесь 13, в частности, сухую смесь 13.
В этом способе используют гипс 14, получаемый из природного гипса, предпочтительно, строительного или штукатурного гипса и/или технического гипса, предпочтительно, реагипса и/или гипсообразных модификаций сульфата кальция, предпочтительно, рециклированного гипса. В основном используют реагипс. Предпочтительно, используют гипс с величиной частиц от 1 мкм до 1 мм, предпочтительно, от 10 до 200 мкм.
В качестве волокон 15 используют целлюлозосодержащие волокна, предпочтительно, рециклированные волокна бумаги и/или искусственные минеральные волокна, предпочтительно, стекловолокно и/или волокна минеральной ваты. В частности, применяют рециклированные волокна бумаги. Предпочтительно, применяют 5 со средней длиной волокна от 63 мкм до 2 мм.
Кроме того, можно использовать общепринятые заполнители, присадочные материалы и/или добавки.
Предпочтительно, в смесительном механизме 4a получают смесь 13 со следующим составом:
Скорость продвижения VA ленточного сита 3a транспортировочного устройства 3 в направлении A продвижения составляет, предпочтительно, от 5 до 500 мм/сек (в зависимости от объема смеси 13).
Смесь 13 посредством подающего устройства 4b подают на ленточное сито 3a. Предпочтительно, смесь 13 подают слоем толщиной и высотой от 20 до 350 мм на ленточное сито 3a.
Смесь 13 для предварительного уплотнения подают через сквозное отверстие 30 камеры увлажнения 26, обращенное к смесительному механизму 4a, в устройство 5 для предварительного уплотнения.
В устройстве для предварительного уплотнения 5, посредством средств 22, свободная верхняя сторона 13a смеси 13 равномерно увлажняют с помощью тонкораспыленной водой 23. При этом тонкораспыленную воду 23 предпочтительно, регулируют таким образом, чтобы опрыскивать смесь 13 мельчайшими капельками воды со средним размером капли от 0,1 до 60 мкм, предпочтительно, 15 мкм. В частности, с помощью распылительных форсунок 27 создают состоящие из газа, например, азота или воздуха, и частиц воды, аэрозольные конусы 32, которые и образуют тонкораспыленную воду 23. При этом предпочтительным является создание аэрозольных конусов 31с давлением воздуха от 2 до 4 бар, предпочтительно, 3 бара, и давлением жидкости от 1 до 3 бар, предпочтительно, 2 бара, и углом распыления струи от 40 до 80 °, предпочтительно, 60 °. В зависимости от высоты слоя смеси, смесь 13 увлажняют количеством воды от 1 до 10 л/час. Для получения плиты толщиной от 30 мм смесь увлажняют, например, количеством воды или тонкораспыленной воды от 7 л/час.
Предпочтительно, в смеси 13 посредством средств 22 для увлажнения устанавливают значение масса/площадь для воды/твердого вещества от 0,05 до 0,25, предпочтительно, от 0,1.
Далее, в устройстве 5 для предварительного уплотнения, что важно подчеркнуть, одновременно с увлажнением смеси 13 тонкораспыленной водой 23, при помощи средств 24 на нижнюю сторону 13b смеси 13 создают воздействие низкого давления. Посредством воздействия низкого давления, тонкораспыленная вода 23 или же содержащиеся в ней частицы воды всасываются в смесь 13, благодаря чему смесь 13 уплотняется и становится гигроскопичной. Является предпочтительным, чтобы для предварительного уплотнения на смесь 13 воздействовало низкое давление от 5 до 20 мбар, предпочтительно, от 10 до 15 мбар, более предпочтительно, от 10 мбар. В частности, воздействие низкого давления оказывают с нижней стороны транспортировочного средства таким образом, чтобы на смесь 13 низкое давление воздействовало сквозь ленточное сито 3a.
После предварительного уплотнения смесь 13 подают на устройство 6 для увлажнения или же транспортируют к устройству 6 для увлажнения. В устройстве 6 для увлажнения смесь 13, в частности, верхнюю сторону 13a смеси, увлажняют или смачивают посредством водяной завесы 32 водой, необходимой для отверждения гипсоволоконной смеси. При этом значение масса/площадь для воды/твердого вещества составляет, предпочтительно, от 0,4 до 0,6, предпочтительно, от 0,5.
После увлажнения смесь 13 подают в устройство для последующего уплотнения 7, или же смесь 13 проходит через устройство для последующего уплотнения 7. Посредством устройства для последующего уплотнения 7 нижнюю сторону 13b смеси 13 подвергают воздействию низкого давления. Под воздействием низкого давления вода, необходимая для отверждения, всасывается в смесь 13; причем смесь 13 подвергают дальнейшему уплотнению или последующему уплотнению. Для последующего уплотнения смесь 13, предпочтительно, подвергают воздействию низкого давления от 10 до 25 мбар, предпочтительно, от 15 до 20 мбар, более предпочтительно, от 20 мбар. В частности, воздействие низкого давления оказывается на нижнюю сторону ленточного сита 3a, с тем, чтобы смесь 13 подвергалась воздействию низкого давления сквозь ленточное сито 3а. В частности, воздействие низкого давления регулируют таким образом, чтобы воздух, откачиваемый для создания низкого давления, нагнетался посекционно вдоль нижней стороны ленточного сита в направлении A продвижения.
Однако, изобретение также предусматривает, чтобы увлажнение и последующее уплотнение осуществляют одновременно, и, в частности, чтобы для увлажнения и повторного уплотнения применялось оборудование, аналогичное устройству для предварительного уплотнения.
Уплотненную смесь 13 подают на устройство 8 для прессования и с помощью устройств для прессования уплотняют в гипсоволокнистый брикет с толщиной, соответствующей толщине получаемой гипсоволокнистой плиты 2. Является предпочтительным, чтобы смесь 13 для прессования подвергалась давлению от 100 до 350 бар, предпочтительно, 300 бар.
Гипсоволокнистый брикет подают на режущее устройство 9 и с помощью устройств для разделения разрезают на отдельные гипсоволокнистые плиты 2.
Отдельные гипсоволокнистые плиты 2 подают в устройство 10 для сушки и сушат с помощью сушильных устройств. Предпочтительно, сушить гипсоволокнистые плиты 2 при температуре от 80 до 260 °C в течение от 40 до 100 минут.
При необходимости, гипсоволокнистые плиты 2 профилируют в обрабатывающем устройстве 11 и/или подвергают соответствующей обработке. Например, можно сделать кромки гипсоволокнистых плит 2 острыми или профилированными или одна из кромок может быть выполнена с уплощением в сторону края плиты.
После высушивания и обработки в устройстве для нанесения покрытий 12на гипсоволокнистые плиты 2 можно нанести покрытие, например, гидрофобизатор и/или средство для связывания пыли.
Способ, описанный выше, позволяет в оптимальном режиме получать гипсоволокнистые плиты 2 со следующими размерами и характеристиками материала:
Толщина от 6 до 50 мм, предпочтительно, 10 до 25 мм, предпочтительно, от 10 до 18 мм,
Объемная плотность DIN EN 15283-2 от 1000 до 1500 кг/м3, предпочтительно, от 1200 кг/м3,
Прочность на изгиб согласно DIN EN 15283-2 от 4 до 15 Н/м2, предпочтительно, от 7 Н/м2.
В частности, данный способ позволяет осуществлять надежное получение также цельных или монолитных гипсоволокнистых плит 2 с толщиной более 25 мм.
мм.толщиной > 25 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ГИПСОВОЛОКНИСТЫХ ПЛИТ | 1992 |
|
RU2084419C1 |
| СПОСОБ ПРОИЗВОДСТВА ФИБРОГИПСОВОЙ ПЛИТЫ | 1991 |
|
RU2107672C1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ГИПСОВОЛОКНИСТЫХ ПЛИТ | 2016 |
|
RU2619617C1 |
| Способ изготовления гипсоволокнистых плит | 1982 |
|
SU1085952A1 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ГИПСОВОЛОКНИСТЫХ ПЛИТ | 1992 |
|
RU2069202C1 |
| ГИПСОВОЛОКНИСТАЯ ПЛИТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2617819C2 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ГИПСОВОЛОКНИСТЫХ ПЛИТ | 1993 |
|
RU2085531C1 |
| Способ получения сырьевой смеси для гипсоволокнистых стеновых панелей | 1982 |
|
SU1077871A1 |
| СПОСОБ ОБЖИГА ПРИ НИЗКОМ СОДЕРЖАНИИ ВОЛОКНА ДЛЯ ИЗГОТОВЛЕНИЯ ГИПСОВОЛОКНИСТОГО ЛИСТА | 2008 |
|
RU2478470C2 |
| КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ГИПСОВОЛОКНИСТЫХ ЛИСТОВ | 2016 |
|
RU2619618C1 |
Изобретение относится к гипсоволокнистой плите или гипсовой плите на волокнистой основе, а также к способу и устройству для получения такой гипсоволокнистой плиты. Способ получения гипсоволокнистой плиты состоит из следующих технологических этапов: получения смеси из кальцинированного гипса и волокон; нанесения смеси на транспортировочные средства, которые непрерывно перемещается в направлении (А) продвижения со скоростью продвижения (VA) и являются проницаемыми для газа и/или воды и/или жидкости; предварительного уплотнения смеси; увлажнения смеси водой для отверждения; последующего уплотнения смеси; уплотнения смеси до образования гипсоволокнистого брикета; разрезания гипсоволокнистого брикета на отдельные гипсоволокнистые плиты; высушивания гипсоволокнистых плит; при необходимости, дополнительной обработки и/или нанесения покрытия на высушенные гипсоволокнистые плиты или нанесение на них покрытия. Причем для предварительного уплотнения смесь увлажняют тонкораспыленной водой и подвергают воздействию низкого давления. Кроме того, в изобретении описывается устройство для изготовления гипсоволокнистой плиты, в частности, для осуществления данного способа, а также гипсоволнистая плита, получаемая согласно данному способу и/или с помощью устройства. 3 н. и 22 з.п. ф-лы, 2 ил.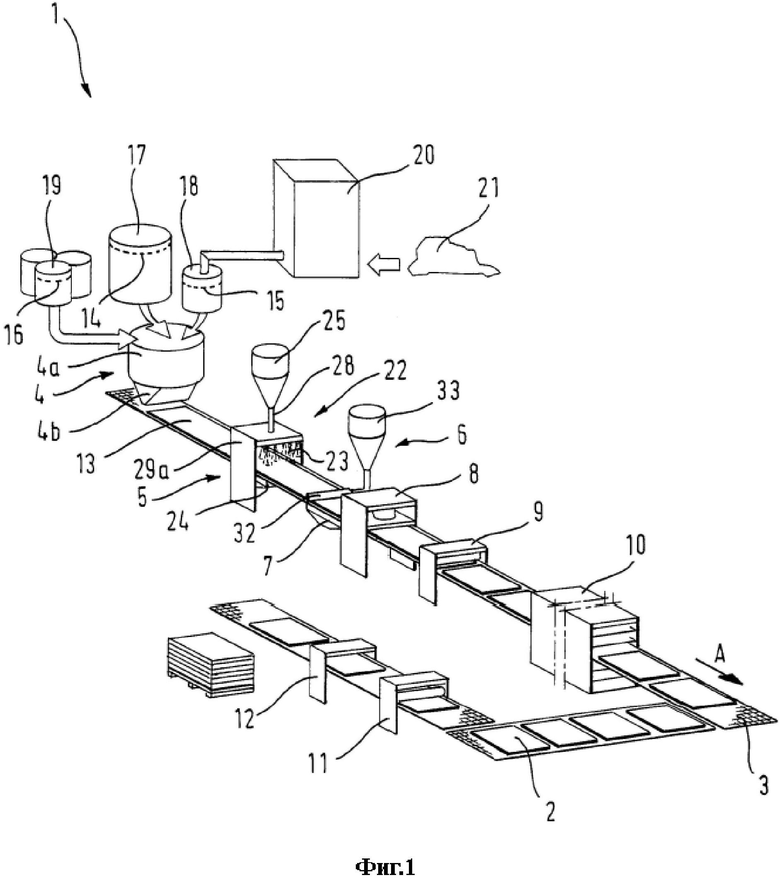
1. Способ получения гипсоволокнистой плиты (2), состоящий из следующих технологических этапов:
- получения смеси (13) из кальцинированного гипса (14) и волокон (15),
- нанесения смеси (13) на транспортировочные средства (3а), которые непрерывно перемещается в направлении (А) продвижения со скоростью продвижения (VA) и являются проницаемыми для газа и/или воды и/или жидкости,
- предварительного уплотнения смеси (13),
- увлажнения смеси (13) водой для отверждения,
- последующего уплотнения смеси (13),
- уплотнения смеси (13) до образования гипсоволокнистого брикета,
- разрезания гипсоволокнистого брикета на отдельные гипсоволокнистые плиты (2),
- высушивания гипсоволокнистых плит (2),
- при необходимости, дополнительной обработки и/или нанесения покрытия на высушенные гипсоволокнистые плиты (2),
отличающийся тем, что
для предварительного уплотнения смесь (13) увлажняют тонкораспыленной водой (23) и подвергают воздействию низкого давления.
2. Способ по п. 1, отличающийся тем, что смесь получают со следующим составом:
3. Способ по любому из предыдущих пунктов, отличающийся тем, что скорость продвижения (VA) транспортировочных средств (3a) устанавливают в пределах 50 – 500 мм/сек.
4. Способ по любому из предыдущих пунктов, отличающийся тем, что
для предварительного уплотнения первую поверхность смеси (13), предпочтительно, ее верхнюю сторону (13a), обращенную в сторону от транспортировочных средств, увлажняют тонкораспыленной водой (23), и, в частности, одновременно с этим, на вторую противоположную поверхность смеси (13), предпочтительно, ее нижнюю сторону (13b), обращенную в сторону к транспортировочным средствам, подвергают воздействию низкого давления.
5. Способ по любому из предыдущих пунктов, отличающийся тем, что для предварительного уплотнения с помощью тонкораспыленной воды (23) в смеси (13) устанавливают значение масса/площадь для воды/твердого вещества от 0,05 до 0,25, предпочтительно, 0,1.
6. Способ по любому из предыдущих пунктов, отличающийся тем, что для предварительного уплотнения тонкораспыленную воду (23) регулируют таким образом, чтобы получать мельчайшие капельки воды со средним размером капли от 0,1 до 60 мкм, предпочтительно, 15 мкм, а смесь (13) увлажняют водой в количестве от 1 до 10 л/час.
7. Способ по любому из предыдущих пунктов, отличающийся тем, что для получения тонкораспыленной воды (23) используют от 1 до 35, предпочтительно, от 14 до 28 распылительных форсунок, в частности, пневматических распылительных форсунок, которые приводятся в действие давлением воздуха от 2 до 4 бар, предпочтительно, 3 бара, и давлением жидкости от 1 до 3 бар, предпочтительно, 2 бара, при угле распыления струи от 40 до 80°, предпочтительно, 60°.
8. Способ по любому из предыдущих пунктов, отличающийся тем, что для предварительного уплотнения смесь (13) подвергают воздействию низкого давления от 5 до 20 мбар, предпочтительно, от 10 до 15 мбар, предпочтительно, 10 мбар.
9. Способ по любому из предыдущих пунктов, отличающийся тем, что для предварительного уплотнения применяют низкое давление с нижней стороны транспортировочного устройства, таким образом, что низкое давление воздействует на смесь (13) сквозь транспортировочное средство (3а).
10. Способ по любому из предыдущих пунктов, отличающийся тем, что на первую поверхность смеси (13), предпочтительно, на ее верхнюю сторону (13a), обращенную в сторону от транспортировочных средств, наносят для увлажнения воду затворения и, в частности, после этого, на одну из этих противоположных вторых поверхностей смеси (13), на сторону (13b), обращенную к транспортировочным средствам, для последующего уплотнения применяют низкое давление.
11. Способ по любому из предыдущих пунктов, отличающийся тем, что для увлажнения водой для отверждения в смеси (13) устанавливают значение масса/площадь для воды/твердого вещества от 0,4 до 0,6.
12. Способ по любому из предыдущих пунктов, отличающийся тем, что для повторного уплотнения смесь (13) подвергается воздействию низкого давления, для чего образуется низкое давление от 10 до 25 мбар, предпочтительно, от 15 до 20 мбар, предпочтительно, 20 мбар; при этом воздух, откачанный для образования низкого давления, посекционно нагнетается в направлении (А) продвижения.
13. Способ по любому из предыдущих пунктов, отличающийся тем, что для уплотнения смеси (13) применяют давление от 100 до 350 бар.
14. Способ по любому из предыдущих пунктов, отличающийся тем, что получают гипсоволоконные плиты (2) с толщиной от 6 до 50 мм, предпочтительно, от 10 до 18 мм.
15. Устройство (1) для получения гипсоволоконной плиты (2), в частности, для осуществления способа по любому из предыдущих пунктов, которое состоит из:
- транспортировочного устройства для подачи сырьевых материалов, имеющего транспортировочные средства (3a), которые могут приводиться в движение в направлении (A) со скоростью продвижения (VA), причем транспортировочные средства (3a) являются проницаемыми для газов и/или воздуха и/или воды,
- устройства (4) для подачи сырьевых материалов, с подающим устройством (4b) для нанесения смеси (13), содержащей гипс (14) и волокна (15), на транспортировочные средства (3a),
- устройства (5) для предварительного уплотнения, установленного ниже по потоку в направлении (А) продвижения от одного из подающих устройств (4b),
- устройства (6) для увлажнения и устройства (7) для последующего уплотнения, установленного ниже по потоку в направлении (А) продвижения от устройства (5) для предварительного уплотнения,
- устройства (8) для прессования, установленного в направлении (А) продвижения ниже по потоку от одного из устройств (7) для последующего уплотнения,
- режущего устройства (9), установленного в направлении (А) продвижения ниже по потоку от одного из устройств (8) для прессования,
отличающееся тем, что
устройство (5) для предварительного уплотнения оснащено средством (22) для распыления смеси (13) в виде тонкораспыленной воды (23), а также средством (24) для, предпочтительно, одновременной обработки смеси (13) низким давлением.
16. Устройство по п. 15, отличающееся тем, что устройство (10) для сушки, обрабатывающее устройство (11) и/или устройство (12) для нанесения покрытия размещены вниз по потоку друг за другом, которые расположены вниз по потоку от режущего устройства (9) в направлении (А) продвижения.
17. Устройство по п. 15 или 16, отличающееся тем, что устройство (4) для подачи сырьевых материалов оснащено смесительным механизмом (4a) для получения смеси (13), причем смесь (13) может подаваться из смесительного механизма (4a) на подающее устройство (4b).
18. Устройство по одному из пп. 15-17, отличающееся тем, что средства (22, 24) предназначены для распыления смеси (13) на первой поверхности, предпочтительно, ее верхней стороне (13a), обращенной в сторону от транспортировочных средств, тонкораспыленной водой (23) и для воздействия низким давлением на вторую поверхность смеси (13), предпочтительно, на сторону (13b), обращенную в сторону к транспортировочным средствам.
19. Устройство по одному из пп. 15-18, отличающееся тем, что средства (22) для распыления предназначены для получения мельчайших капелек воды со средним размером капли от 0,1 до 60 мкм, предпочтительно, 15 мкм, и для увлажнения смеси (13) водой в количестве от 1 до 10 л/час.
20. Устройство по одному из пп. 15-19, отличающееся тем, что средства (22) для распыления имеют от 1 до 35, предпочтительно, от 14 до 28, распылительных форсунок, в частности, пневматических распылительных форсунок, которые приводятся в действие давлением воздуха от 2 до 4 бар, предпочтительно, 3 бара, и давлением жидкости от 1 до 3 бар, предпочтительно, 2 бара, при угле струи от 40° до 80°, предпочтительно, 60°.
21. Устройство по одному из пп. 15-20, отличающееся тем, что средства (24) предназначены для воздействия на смесь (13) низким давлением от 5 до 20 мбар, предпочтительно, от 10 до 15 мбар, предпочтительно, от 10 мбар, причем является предпочтительным, чтобы низкое давление воздействовало с нижней стороны контактной поверхности транспортировочных средств (3a) таким образом, чтобы на смесь (13) можно было воздействовать низким давлением сквозь транспортировочные средства (3a).
22. Устройство по одному из пп. 15-21, отличающееся тем, что устройство (7) для последующего уплотнения оснащено устройством для создания низкого давления и может подвергать смесь (13) воздействию низкого давления от 10 до 25 мбар, предпочтительно, от 15 до 20 мбар, предпочтительно, от 20 мбар.
23. Устройство по п. 22, отличающееся тем, что устройство (7) для последующего уплотнения является управляемым устройством (6) для увлажнения и может воздействовать низким давлением на нижнюю сторону транспортировочных средств (3a), с тем, чтобы на смесь (13) можно было воздействовать низким давлением сквозь транспортировочные средства (3a), причем является предпочтительным, чтобы воздействие низкого давления медленно росло.
24. Гипсоволокнистая плита (2), полученная в соответствии со способом по пп. 1-14 и/или с помощью устройства по пп. 15-23.
25. Гипсоволокнистая плита (2) по п. 24, отличающаяся тем, что:
- толщина составляет от 6 до 50 мм, предпочтительно, от 10 до 18 мм,
- плотность (согласно DIN EN 15283-2) составляет от 1000 до 1500 кг/м3, предпочтительно, от 1200 кг/м3,
- прочность на изгиб (согласно DIN EN 15283-2) составляет от 4 до 15 Н/м2, предпочтительно, 7 Н/м2.
| 0 |
|
SU260342A1 | |
| WO 1993004830 A1, 18.03.1993 | |||
| Устройство для измерения скорости движения | 1932 |
|
SU31688A1 |
| РАСПРЕДЕЛИТЕЛЬНОЕ УСТРОЙСТВО | 1929 |
|
SU17468A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИПСОВОЙ ДРЕВЕСНОВОЛОКНИСТОЙ ПРОДУКЦИИ С ПОВЫШЕННОЙ ВОДОСТОЙКОСТЬЮ И СПОСОБ ПОЛУЧЕНИЯ ГИПСОВОГО ДРЕВЕСНОВОЛОКНИСТОГО ЛИСТА С ПОВЫШЕННОЙ ВОДОСТОЙКОСТЬЮ | 1997 |
|
RU2210553C2 |
| ЛЕГКИЕ, ГИПСОВЫЕ ПАНЕЛИ С ПОНИЖЕННОЙ ПЛОТНОСТЬЮ И УСТАНОВЛЕННОЙ СТЕПЕНЬЮ ОГНЕСТОЙКОСТИ | 2012 |
|
RU2589784C1 |
| Приспособление для записи звуковых колебаний | 1921 |
|
SU212A1 |

