ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[001] Настоящая заявка на патент испрашивает приоритет на основании предварительной заявки на патент США №61/446941, поданной 25 февраля 2011 года, и озаглавленной "Lightweight, Reduced Density Fire Rated Gypsum Panels", которая в полном объеме включена в настоящее описание посредством этой ссылки.
УРОВЕНЬ ТЕХНИКИ
[002] Настоящее изобретение в целом относится к гипсовым панелям с пониженной массой и плотностью с улучшенными теплоизоляционными свойствами, устойчивостью к термоусадке и огнестойкостью.
[003] Гипсовые панели, обычно применяемые в зданиях и других сооружениях (такие как гипсокартонные стеновые или потолочные плиты), как правило, содержат гипсовый средний слой, покрытый облицовочными листами из бумаги, стекловолокна или других подходящих материалов. Гипсовые панели обычно получают путем смешивания обожженного гипса, или "строительного гипса", с водой и другими ингредиентами с получением суспензии, используемой для получения среднего слоя панелей. Как, в общем, известно в данной области техники, строительный гипс содержит преимущественно одну или более форм обожженного гипса, т.е. гипса, подвергнутого обезвоживанию (обычно путем нагревания), с получением безводного гипса или полуводного гипса (CaSO4·1/2Н2О). Обожженный гипс может содержать бета-полугидрат сульфата кальция, альфа-полугидрат сульфата кальция, водорастворимый ангидрит сульфата кальция или смеси любых или всех из перечисленных соединений, полученных из природных или синтетических источников. При введении в суспензия, в обожженном гипсе начинает протекать процесс гидратации, который завершается в ходе формирования гипсовых панелей. Такой процесс гидратации, при надлежащем завершении, позволяет получить полностью непрерывную кристаллическую матрицу из отвержденного двуводного гипса в различных кристаллических формах (т.е. формах CaSO4·2H2O).
[004] В процессе получения панелей, облицовочные листы обычно используют в виде непрерывных полотен. Гипсовую суспензию наносят на первый из облицовочных листов в виде потока или ленты. Суспензию распределяют по всему первому облицовочному листу с заранее установленной приблизительной толщиной и получают средний слой панели. Второй облицовочный лист помещают поверх суспензии, при этом гипсовый средний слой образует прослойку между облицовочными листами с получением непрерывной панели.
[005] Как правило, непрерывную панель транспортируют по конвейеру, что позволяет продолжить процесс гидратации среднего слоя. После гидратации и затвердевания среднего слоя в достаточной мере, его разрезают на один или более частей требуемого размера с получением отдельных гипсовых панелей. Затем такие панели переносят в обжиговую печь, и они проходят через нее при температурах, достаточных для высушивания панелей до требуемого уровня свободной влаги (обычно сравнительно низкого содержания свободной влаги).
[006] В зависимости от используемого процесса и предполагаемого применения панелей и других соображений такого рода, на первый или второй облицовочные листы можно нанести дополнительные слои, полоски или ленты суспензии, содержащие гипс и другие добавки, для придания готовым панелям специфических свойств, такие как упрочненные края или упрочненная лицевая сторона панели. Подобным образом, в ходе процесса к строительному раствору для получения гипсового среднего слоя и/или другим полоскам или лентам, полученным из суспензии, в одном или более местах можно добавить пену для обеспечения распределения воздушных пустот в среднем гипсовом слое или на отдельных участках среднего слоя готовых панелей.
[007] Готовые панели можно в дальнейшем разрезать и обрабатывать для разнообразного практического применения в зависимости от требуемого размера панели, состава защитного слоя, состава среднего слоя и т.д. Толщина гипсовых панелей обычно меняется от примерно 1/4 дюйма до примерно одного дюйма в зависимости от предполагаемого использования и практического применения. Панели можно наносить на различные строительные детали, используемые для получения стен, потолков и других подобных систем, с помощью одного или более крепежных элементов, таких как шурупы, гвозди и/или адгезивы.
[008] В случае, если готовые гипсовые панели будут подвергнуты сравнительно высоким температурам, таким как температуры, создаваемые высокотемпературным пламенем или газами, части гипсового среднего слоя могут поглотить достаточное количества тепла, чтобы начать выделять воду из кристаллов двуводного гипса, содержащихся в среднем слое. Поглощение тепла и выделение воды из двуводного гипса может быть достаточным для замедления на некоторое время переноса тепла через панели или внутрь панелей. Гипсовая панель может действовать как барьер для предотвращения прохождения высокотемпературного пламени непосредственно через стеновую систему. Тепла, поглощаемого средним гипсовым слоем, может оказаться достаточным, чтобы по существу повторно обжечь некоторые участки среднего слоя, в зависимости от температур источника тепла и времени воздействия. При определенных уровнях температуры, тепло, воздействующее на панель, также может вызвать фазовые изменения в ангидрите, содержащемся в среднем гипсовом слое, и перегруппировку кристаллических структур. В некоторых случаях, присутствие солей и примесей может понизить температуру плавления кристаллических структур гипсового среднего слоя.
[009] Гипсовые панели могут испытывать усадку размеров панелей в одном или более направлениях в результате действия некоторых или всех из указанных эффектов высокотемпературного нагревания, при этом такая усадка может вызвать разрушение конструктивной целостности панелей. Если панели прикреплены к стене, потолку или другим несущим конструкциям, усадка панели может привести к отделению панелей от других панелей, прикрепленных к тем же конструкциям, и от их опор, и, в некоторых случаях, вызвать обрушение панелей или опор (или и тех и других). В результате высокотемпературное пламя или газы могут пройти непосредственно в стеновую или потолочную структуру или через нее.
[010] Были изготовлены гипсовые панели, которые оказывают сопротивление действию сравнительно высоких температур в течение определенного периода времени, что может по существу замедлить прохождение высоких уровней тепла через панели или между ними, а также замедлить прохождение высоких уровней тепла в (или через) системы, в которых используют указанные панели. Гипсовые панели, в дальнейшем именуемые огнестойкими или "с установленной степенью огнестойкости", обычно получают для усиления способности панелей замедлять прохождение тепла через конструкции стен или потолка и играют важную роль в управлении скоростью распространения огня в зданиях. В результате органы власти, устанавливающие строительные нормы и правила, и другие заинтересованные общественные и частные организации обычно устанавливают строгие стандарты в отношении показателей огнестойкости гипсовых панелей с установленной степенью огнестойкости.
[011] Способность гипсовых панелей сопротивляться огню и связанной экстремальной жаре можно оценить путем проведения соответствующих испытаний. Примеры таких испытаний регулярно используют в строительной промышленности, например, методики, опубликованные Лабораторией по технике безопасности США ("UL"), такие как методики и протоколы испытаний UL U305, U419 и U423, а также методики, описанные в технических требованиях Е119, опубликованных Американским обществом специалистов по испытаниям и материалам (ASTM). Указанные испытания могут включать строительство опытных конструкций для испытаний с использованием гипсовых панелей, обычно однослойное наложение панелей на каждую лицевую сторону каркасной стены, изготовленной из деревянных или стальных стоек. В зависимости от испытания, конструкцию можно подвергнуть или не подвергать нагружающим силам. Лицевую сторону одной из сторон конструкции, такой как конструкция, построенная согласно стандартам UL U305, U419 и U423, например, подвергают воздействию возрастающих температур в течение определенного периода времени в соответствии с кривой нагрева, такой как кривые, описанные в методиках, приведенных в стандарте ASTM Е119.
[012] Во время испытаний контролируют температуру вблизи нагреваемой стороны и температуру на поверхности ненагреваемой стороны конструкции для оценки температур, которые испытывают открытые гипсовые панели, и тепла, передаваемого через конструкцию неподвергаемым воздействию панелям. Испытания прекращают после одного или более конструктивных разрушений панелей и/или при превышении температуры на неподвергаемой воздействию стороне конструкции заранее установленного порога. Как правило, такие пороговые температуры основаны на максимальной температуре, измеренной любым из указанных датчиков, и/или среднем значении температурных датчиков на ненагреваемой стороне конструкции.
[013] Методики испытаний, такие как методики, приведенные в стандартах UL U305, U419 и U423 и ASTM E119, касаются стойкости конструкции в отношении переноса тепла через указанную конструкцию в целом. Указанные испытания также позволяют определить, в одном аспекте, показатель стойкости гипсовых панелей, используемых в конструкции, в отношении усадки в направлении по осям X-Y (ширины и длины) при воздействии на конструкцию высокотемпературного нагревания. Такие испытания также позволяют определить показатель стойкости панелей к потерям конструктивной целостности, которые приводят к раскрытию зазоров или промежутков между панелями в стеновой конструкции, в результате чего внутренняя полость конструкции достигает высоких температур. В другом аспекте, указанные испытания позволяют определить показатель способности гипсовых панелей сопротивляться переносу тепла через панели и конструкцию. Полагают, что такие испытания отражают способность указанной системы предоставить жителям здания и системам управления пожарными/противопожарным системам окно возможности для принятия мер при пожаре или избежания условий возникновения пожара.
[014] В прошлом использовали различные стратегии для улучшения огнестойкости гипсовых панелей с установленной степенью огнестойкости. Например, изготавливали более толстые, более плотные средние слои панелей, в которых использовали большие количества гипса по сравнению с менее плотными гипсовыми панелями и которые, соответственно, содержали повышенное количество воды, химически связанной внутри гипса (дигидрата сульфата кальция), что позволяет действовать как теплоотвод, уменьшить усадку панелей и увеличить структурную стабильность и прочность панелей. Альтернативно, в гипсовый средний слой вводили различные ингредиенты, в том числе стекловолокно и другие волокна, для усиления огнестойкости гипсовой панели за счет увеличения предела прочности на разрыв среднего слоя и распределения усадочных напряжений по всей матрице указанного слоя. Подобным образом, в прошлом, для обеспечения повышенной огнестойкости (и стойкости к высокотемпературной усадке) гипсового среднего слоя панели использовали определенные количества некоторых глин, таких как глины с размером частиц менее примерно одного микрона, и добавки коллоидного оксида кремния или оксида алюминия, такие как добавки с размером частиц менее примерно одного микрона. Однако было признано, что снижение массы и/или плотности среднего слоя гипсовых панелей за счет уменьшения количества гипса в среднем слое будет неблагоприятным образом воздействовать на конструктивную целостность панелей и их стойкость при пожаре и в условиях высоких температур.
[015] Еще один подход заключался в добавлении нерасширенного вермикулита (также называемого вермикулитовой рудой) и минерального волокна или стекловолокна в средний слой гипсовых панелей. В таких подходах, как предполагают, вермикулит будет расширяться в условиях нагревания, что позволит скомпенсировать усадку гипсовых компонентов среднего слоя. Как полагали, минеральное волокно/стекловолокно будет удерживать части гипсовой матрицы вместе.
[016] Такой подход описан в патентах США №№2526066 и 2744022, в которых описано применение раздробленного невспученного вермикулата и минерального волокна и стекловолокна в пропорциях, достаточных для подавления усадки гипсовых панелей в условиях высоких температур. Однако в обеих ссылках опираются на высокую плотность среднего слоя, которая обеспечивается достаточным количеством гипса, который действует как теплоотвод. В указанных патентах описано получение гипсовых панелей с толщиной ½ дюйма и массой от 2 до 2,3 фунтов на квадратный фут (от 2000 до 2300 фунтов на тысячу квадратных футов ("фунтов/тыс.кв.футов")) при плотности плит примерно 50 фунтов на кубический фут ("фунтов/фут3") или больше.
[017] В патенте ′066 сообщалось, что толщина деталей, нарезанных из таких панелей (содержащих 2 процента минерального волокна и 7,5% вермикулита размером минус 28 меш) увеличивалась вплоть до 19,1% при нагревании при 1400°F (760°С) в течение 30 минут, но не предоставлялось какой-либо информации об усадке указанных образцов в направлении по осям X-Y. В патенте ′066 также содержалось предупреждение, что в зависимости от состава панели и содержания вермикулита расширение вермикулита может вызвать разрушение панелей вследствие их панелей и/или образования в них трещин и отверстий.
[018] Патент 022 направлен на увеличение содержания гипса (и, таким образом, плотности и массы) панелей, описанных в патенте ′066, путем снижения содержания минерального волокна/стекловолокна в указанных панелях для придания гипсу большей теплопоглощающей способности. В ссылках, таких как патент ′022, было также признано, что в условиях высоких температур способность вермикулита расширяться, если ее не ограничить, приведет к отслаиванию (то есть, фрагментированию, расслоению или шелушению) среднего слоя и разрушению стеновой конструкции за сравнительно короткое время.
[019] В другом примере, в патенте США №3454456, описано введение нерасширенного вермикулита в средний слой гипсокартонных стеновых панелей с установленной степенью огнестойкости для придания панелям стойкости к усадке. Патент 456 также основан на относительно высоком содержании гипса и высокой плотности, которые обеспечивают требуемую теплопоглощающую способность. В патенте ′456 приведены массы плит готовых ½ дюймовых гипсовых панелей с минимальной массой примерно 1925 фунтов/тыс.кв.футов и плотностью плиты примерно 46 фунтов/фут3. Такая плотность, сопоставима с плотностью более толстых и более тяжелых гипсовых панелей с толщиной 5/8 дюйма (примерно 2400 фунтов/тыс.кв.футов), предлагаемых в настоящее время промышленностью для практических применений с установленной степенью огнестойкости.
[020] В патенте ′456 также указано, что применение вермикулита в среднем гипсовом слое панели для повышения предела огнестойкости панели имеет значительные ограничения. Например, в патенте 456 отмечается, что расширение вермикулита внутри среднего слоя может вызвать разрушение указанного слоя вследствие выкрашивания и других разрушающих эффектов. В патенте 456 также отмечается, что частицы невспученного вермикулита могут так ослабить структуру среднего слоя, что указанный слой станет слабым, мягким и хрупким. Патент 456 направлен на решение таких значительных характерных недостатков, связанных с применением в гипсовых панелях вермикулита, путем использования «уникального» невспученного вермикулита с относительно узким распределением по размерам частиц (более 90% нерасширенных частиц меньше, чем размер сита №50 (с отверстиями приблизительно 0,0117 дюйма (0,297 мм)), при этом менее 10% частиц имеют размер несколько больший, чем размер сита №50). Такой подход предположительно позволил подавить неблагоприятное воздействие на панель расширения вермикулита, как описано в столбце 2, строки 52-72, патента 456.
[021] Кроме того, в патенте 456 показано, что невспученный вермикулит, характеризующийся описанным выше распределением частиц по размеру, соответствует продукту, известному на рынке в качестве нерасширенного вермикулита "марки №5". Невспученный вермикулит марки №5 использовали по меньшей мере с начала 1970-х в коммерческих огнестойких панелях/панелях с установленной степенью огнестойкости, средние гипсовые слои которых имели обычные плотности (например, от примерно 45 фунтов/фут3 более, чем примерно 55 фунтов/фут3). По причинам, осаждавшимся выше, применение невспученного вермикулита, содержащего значительное количество частиц с размерами, большими, чем типичные размеры невспученного вермикулита марки №5, считалось потенциально деструктивным в случае огнестойких панелей вследствие упомянутого выше отслаивания и других эффектов, возникающих при расширении вермикулита в среднем гипсовом слое в условиях высоких температур.
[022] В еще одном подходе, патент США №3616173 относится к огнестойким гипсовым панелям со гипсовым средним слоем, характеризующимся согласно патенту ′173 более легкой массой или более низкой плотностью. В патенте ′173 проводили отличие предложенных в нем панелей от 1/2 дюймовых панелей, применяемых на известном уровне техники, масса которых составляла примерно 2000 фунтов/тыс.кв.футов или более, а плотности средних слоев составляли более, чем примерно 48 фунтов/фут3. Таким образом, в патенте ′173 описаны панели толщиной ½ дюйма с плотностью примерно 35 фунтов/фут3 или выше и, предпочтительно, примерно от 40 фунтов/фут3 до примерно 50 фунтов/фут3. В патенте ′173 указанные плотности средних слоев достигают путем введения в гипсовый средний слой значительных количеств неорганического материала с маленьким размером частиц, представляющего собой глину, коллоидный кремнезем или коллоидный глинозем, а также стекловолокно в количествах, необходимых для предотвращения усадки гипсовых панелей в условиях высоких температур.
[023] В патенте ′173 описана возможность дополнительного добавления в композицию гипсового среднего слоя невспученного вермикулита вместе с необходимыми количествами неорганических материалов с маленьким размером частиц. Однако даже с указанными добавками, приведенные результаты испытаний каждой из панелей, предложенных в патенте ′173′, показали, что они подвергались значительной усадке. Такая усадка происходила, несмотря на тот факт, что плотности средних слоев каждой из тестируемых и описанных панелей составляли примерно 43 фунтов/фут3 или больше.
[024] В случае гипсовых панелей толщиной 1/2 дюйма, "стойкость к усадке" панелей, описанных в патенте ′173, составляла от примерно 60% до примерно 85%. "Стойкость к усадке" согласно патенту ′173 представляет собой меру доли или процента от площади в направлении по осям X-Y (ширина-длина) участка среднего слоя, который остается после нагревания среднего слоя до определенной температуры на протяжении определенного периода времени, как описано в патенте ′173. См., например, столбец 12, стр. 41-49.
[025] Также были сделаны другие попытки повысить прочность и конструктивную целостность гипсовых панелей и уменьшить массу панели с помощью различных способов. Примеры таких легких гипсовых плит включают патенты США №№7731794 и 7736720 и публикации заявок на патент США №№2007/0048490 А1, 2008/0090068 А1 и 2010/0139528 А1.
[026] В заключении, следует отметить, что в отсутствие водостойких добавок, при погружении в воду, отвержденный гипс может поглощать воду в количестве до 50% относительно его массы. И, когда гипсовые панели - в том числе огнестойкие гипсовые панели - поглощают воду, они могут набухать, деформироваться и терять прочность, что может привести к ухудшению их огнестойких свойств. Огнестойкие панели с низкой массой содержат гораздо больше воздушных пустот и/или пустот, заполненных водой, чем общепринятые, более тяжелые огнестойкие панели. Можно было бы предположить, что такие пустоты увеличивают скорость и степень водопоглощения, и ожидать, что указанные огнестойкие панели с низкой массой будут больше поглощать воду, чем общепринятые более тяжелые огнестойкие панели.
[027] В прошлом было сделано много попыток улучшить водостойкость гипсовых панелей в целом. В суспензию, применяемую для получения гипсовых панелей, добавляли различные углеводороды, в том числе, воск, смолы и асфальт, для придания панелям водостойкости. Кроме того, в гипсовых суспензиях использовали силоксаны для придания указанным растворам водостойкости за счет образования кремнийорганических смол в situ. Однако не следует ожидать, что силоксаны надежно защищают панели с низкой массой. Соответственно, в данной области техники существует потребность в способе производства огнестойких гипсовых панелей с низкой массой и плотностью и с улучшенной водостойкостью при разумной стоимости путем усиления водостойкости, обычно придаваемой силоксанами.
0. КРАТКОЕ ОПИСАНИЕ
[028] Согласно некоторым вариантам реализации, в настоящем изобретении предложена гипсовая панель с пониженной массой и пониженной плотностью - и способы получения таких панелей - имеющая огнестойкие свойства, сравнимые со свойствами более тяжелых, более плотных гипсовых панелей, обычно применяемых в строительных изделиях, которым необходим предел огнестойкости. Согласно некоторым вариантам реализации изобретения, панели, полученные в соответствии с принципами настоящего изобретения, содержат отвержденный гипсовый средний слой с плотностью менее примерно 40 фунтов на кубический фут ("фунтов/фут3"), расположенный между двумя облицовочными листами. В вариантах реализации таких панелей, толщина которых составляет 5/8-дюйма, масса приблизительно составляет менее примерно 2100 фунтов/тыс.кв.футов.
[029] Согласно некоторым вариантам реализации изобретения, в гипсовый средний слой можно ввести твердые частицы с высоким коэффициентом расширения, такие как, например, вермикулит с высоким коэффициентом расширения, в количествах, эффективно обеспечивающих огнестойкость с точки зрения стойкости к усадке, соизмеримую с огнестойкостью промышленных гипсовых панелей типа X и других гораздо более тяжелых и более плотных гипсовых панелей. При нагревании частицы с высоким коэффициентом расширения могут иметь первую нерасширенную фазу и вторую расширенную фазу. Такие панели позволяют дополнительно обеспечить огнестойкость в отношении высокотемпературной усадки в направлении по осям X-Y (ширина-длина) и теплоизоляционные свойства, а также высокотемпературное увеличение толщины в направлении по оси Z (толщина), соизмеримые или значительно лучшие, чем такие же свойства промышленных гипсовых панелей типа X и других гораздо более тяжелых и более плотных промышленных панелей, в том числе промышленных гипсовых панелей, содержащих вермикулит марки №5. Согласно еще другим вариантам реализации, панели, полученные в соответствии с принципами настоящего изобретения, позволяют обеспечить пожарные рабочие характеристики в конструкциях, таких как конструкции, подвергаемые стандартам отраслевым испытаниям на огнестойкость, соизмеримые с характеристиками по меньшей мере промышленных гипсовых панелей типа X и других более тяжелых и более плотных промышленных панелей. Указанные стандартные отраслевые испытания на огнестойкость включают, без ограничения, испытания, изложенные в методиках и технических требованиях испытаний на огнестойкость в натурных условиях, описанных в стандартах UL U305, U419 и U423, и другие испытания, эквивалентных перечисленным.
[030] Согласно другим вариантам реализации изобретения, гипсовые панели с пониженной массой и плотностью, полученные в соответствии с принципами настоящего изобретения и способами их получения, позволяют обеспечить высокотемпературную усадку (при температурах примерно 1560°F (850°С)), составляющую менее примерно 10% в направлении по осям X-Y, и расширение в направлении по оси Z, составляющее больше, чем примерно 20%. Согласно некоторым вариантам реализации изобретения, отношение высокотемпературного увеличения толщины в направлении по оси Z к высокотемпературной усадке больше, чем примерно 0,2, больше, чем примерно 2 согласно другим вариантам реализации изобретения, согласно некоторым вариантам реализации изобретения больше, чем примерно 3, согласно другим вариантам реализации изобретения больше, чем примерно 7, согласно еще другим вариантам реализации изобретения, больше, чем примерно 17, и согласно еще другим вариантам реализации изобретения, от примерно 2 до примерно 17. Согласно другим вариантам реализации изобретения, гипсовые панели с пониженной массой и плотностью, полученные в соответствии с принципами настоящего изобретения и способами их получения, позволяют обеспечить стойкость к усадке, большую, чем примерно 85% в направлении по осям X-Y при температурах свыше примерно 1800°F (980°С).
[031] Согласно другим вариантам реализации изобретения, огнестойкая гипсовая панель, полученная в соответствии с принципами настоящего изобретения и способами ее получения, может содержать гипсовый средний слой, расположенный между двух облицовочных листов. Гипсовый средний слой может содержать кристаллическую матрицу отвержденного гипса и частицы с высоким коэффициентом расширения, способные расширяться до примерно 300% или более относительно их начального объема после нагревания в течение примерно одного часа при температуре примерно 1560°F (примерно 850°С). Плотность (D) гипсового среднего слоя может составлять примерно 40 фунтов на кубический фут или менее, а твердость среднего слоя может составлять по меньшей мере примерно 11 фунтов (5 кг). Гипсовый средний слой позволяет эффективно обеспечить показатель теплоизоляции (TI), составляющий примерно 20 минут или больше.
[032] Согласно другим вариантам реализации изобретения, при проведении испытаний в соответствии с методиками испытаний на огнестойкость, описанными в стандартах UL U305, U419 и U423, конструкции, изготовленные с применением гипсовых панелей с пониженной массой и плотностью и толщиной 5/8 дюйма, полученных в соответствии с принципами настоящего изобретения, позволяют обеспечить огнестойкость, соизмеримую (или лучше) с огнестойкостью конструкций, при изготовлении которых применяют гораздо более тяжелые и более плотные гипсовые панели. Огнестойкость панелей, полученных в соответствии с принципами настоящего изобретения, можно оценить с помощью максимальной измеренной датчиком единичной температуры или средней измеренной датчиками температуры на неподвергаемой воздействию поверхности таких конструкций, изготовленными в соответствии с методиками испытаний на огнестойкость, приведенными в стандартах UL U305, U419 и U423 (и эквивалентными методиками испытаний на огнестойкость). Согласно некоторым вариантам реализации изобретения, конструкции, изготовленные с применением панелей, полученных в соответствии с принципами настоящего изобретения и испытанных согласно стандарту UL U419, обеспечивают максимальную единичную измеренную датчиком температуру, составляющую менее примерно 500°F (260°С), и/или среднюю измеренную датчиками температуру, составляющую менее примерно 380°F (195°С), по истечении примерно 60 минут. Согласно некоторым вариантам реализации изобретения, конструкции, изготовленные с применением панелей, полученных в соответствии с принципами настоящего изобретения и испытанных согласно стандарту UL U419, обеспечивают максимальную единичную измеренную датчиком температуру, составляющую менее примерно 260°F, и/или среднюю измеренную датчиками температуру, составляющую менее примерно 250°F по истечении примерно 50 минут. Согласно другим вариантам реализации изобретения, конструкции, в которых использовали панели, полученные в соответствии с принципами настоящего изобретения, в испытаниях, описанных в стандарте UL U419, позволяют обеспечить через примерно 55 минут максимальную единичную измеренную датчиком температуру, составляющую менее примерно 410°F, и/или среднюю измеренную датчиками температуру, составляющую менее примерно 320°F. Согласно еще другим вариантам реализации изобретения, конструкции, в которых использовали панели, полученные в соответствии с принципами настоящего изобретения, по истечении примерно 55 минут позволяют в указанных испытаниях обеспечить максимальную единичную измеренную датчиком температуру, составляющую менее примерно 300°F, и/или среднюю измеренную датчиками температуру, составляющую менее примерно 280°F.
[033] Согласно другим вариантам реализации изобретения, конструкция из гипсовых панелей, полученных в соответствии с принципами настоящего изобретения, при испытании согласно методикам, описанным в стандарте UL U419, по истечении примерно 60 минут может проявлять огнестойкость, которую можно оценить с помощью максимальной единичной измеренной датчиком температуры, составляющей менее примерно 500°F, и/или средней измеренной датчиками температуры, составляющей менее примерно 380°F. Согласно еще другим вариантам реализации изобретения, конструкции, в которых использовали панели, полученные в соответствии с принципами настоящего изобретения, в таких испытаниях по истечении примерно 60 минут могут проявлять максимальную единичную измеренную датчиком температуру, составляющую менее примерно 415°F, и/или среднюю измеренную датчиками температуру, составляющую менее примерно 320°F. Согласно некоторым из таких вариантов реализации изобретения, плотность среднего слоя гипсовых панелей, полученных в соответствии с принципами настоящего изобретения, может составлять менее примерно 40 фунтов/фут3, что соответствует требованиям в отношении гипсовой панели с установленным 60 минутным пределом огнестойкости согласно одной или более из методик испытаний на огнестойкость, описанных в стандартах UL U305, U419 и U423, и согласно другим методикам, эквивалентным любой из перечисленных выше методик испытаний на огнестойкость.
[034] Согласно еще другим вариантам реализации изобретения, состав панелей с пониженной массой и плотностью, полученных в соответствии с принципами настоящего изобретения и способами их получения, позволяет получить гипсовые панели с описанными выше свойствами огнестойкости, плотностью менее примерно 40 фунтов/фут3 и сопротивлением протаскиванию гвоздей, которое может соответствовать стандартам ASTM С 1396/С 1396/М-09. Более конкретно, сопротивление протаскиванию гвоздей у таких панелей с номинальной толщиной 5/8-дюйма может составлять по меньшей мере 87 фунтов. Кроме того, согласно другим вариантам реализации изобретения, указанные панели обеспечивают характеристики звукопередачи, по существу такие же, что и характеристики гораздо более тяжелых и более плотных панелей. Согласно некоторым вариантам реализации изобретения, коэффициенты звукопередачи панелей с толщиной 5/8 дюйма, полученных в соответствии с принципами настоящего изобретения, могут составлять по меньшей мере примерно 35 при установке на конструкцию из стальных стоек в соответствии с испытаниями и методиками, изложенными в стандарте ASTM Е90-99.
[035] Согласно еще другим вариантам реализации изобретения, композицию среднего слоя из отвержденного гипса для получения панели с номинальной толщиной 5/8-дюйма и с установленной степенью огнестойкости получают с применением гипсосодержащей суспензии, состоящей по меньшей мере из воды, строительного гипса и вермикулита с высоким коэффициентом расширения. Согласно одному из таких вариантов реализации изобретения, плотность среднего слоя из отвержденного гипса составляет от примерно 30 фунтов/фут3 до примерно 40 фунтов/фут3, при этом средний слой содержит строительный гипс в количестве от примерно 1162 фунтов/тыс.кв.футов до примерно 1565 фунтов/тыс.кв.футов, вермикулит с высоким коэффициентом расширения в количестве от примерно 5% до примерно 10% по массе строительного гипса и минеральное волокно или стекловолокно в количестве от примерно 0,3% до примерно 0,9% по массе строительного гипса. (Если не указано иное, процентные содержания компонента гипсового среднего слоя устанавливают по массе в пересчете на массу строительного гипса, применяемого для получения суспензии для получения среднего слоя). Согласно другому варианту реализации изобретения, плотность среднего слоя из отвержденного гипса составляет от примерно 30 фунтов/фут3 до примерно 40 фунтов/фут3, при этом средний слой содержит строительный гипс в количестве от примерно 1162 фунтов/тыс.кв.футов до примерно 1565 фунтов/тыс.кв.футов, вермикулит с высоким коэффициентом расширения в количестве от примерно 5% до примерно 10% по массе строительного гипса, крахмал в количестве от примерно 0,3% до примерно 3% по массе строительного гипса, минеральное волокно или стекловолокно в количестве от примерно 0,3% до примерно 0,9% по массе строительного гипса и фосфат в количестве от примерно 0,03% до примерно 0,4% по массе строительного гипса.
[036] Согласно другим вариантам реализации изобретения, плотность гипсового среднего слоя панелей с толщиной 5/8 дюйма, полученных в соответствии с принципами настоящего изобретения, может составлять от примерно 32 до примерно 38 фунтов на кубический фут и масса гипсового среднего слоя может составлять от примерно 1500 до примерно 1700 фунтов/тыс.кв.футов. Согласно некоторым вариантам реализации изобретения, гипсовый средний слой может содержать от примерно 5,5% до примерно 8% вермикулита с высоким коэффициентом расширения, от примерно 0,4% до примерно 0,7% минерального волокна или стекловолокна и от примерно 0,07% до примерно 0,25% фосфата. Согласно другим вариантам реализации изобретения, гипсовый средний слой может содержать от примерно 5,5% до примерно 8% вермикулата с высоким коэффициентом расширения, от примерно 0,5% до примерно 2,5% крахмала, от примерно 0,4% до примерно 0,7% минерального волокна или стекловолокна и от примерно 0,07% до примерно 0,25% фосфата. Согласно еще другим вариантам реализации изобретения, содержание каждого из компонентов гипсового среднего слоя, например, содержание крахмала, волокна и фосфата, можно дополнительно регулировать для обеспечения требуемых свойств панели и с учетом состава и массы облицовочных листов, других добавок в средний слой панели и качества гипсовой штукатурки.
[037] Как будет понятно специалисту в данной области техники, в случае панелей с другой толщиной содержание каждого из составных частей гипсового среднего слоя, описанных в настоящей заявке, также может варьироваться соответствующим образом,. Например, в случае 1/2 дюймовых панелей масса гипса в фунтов/тыс.кв.футов может составлять примерно 80% от заявленных значений, а в случае 3/4 дюймовых панелей масса гипса в фунтов/тыс.кв.футов может составлять примерно 120% от заявленных значений. Согласно некоторым вариантам реализации изобретения, указанные пропорции могут меняться в зависимости от технических требований к физическим свойствам панелей различной толщины. Другие аспекты и различные панели и составы среднего слоя в соответствии с принципами настоящего изобретения обсуждены в настоящей заявке ниже.
[038] В строительных растворах и композициях гипсового среднего слоя описанных в настоящей заявке, можно также использовать другие общепринятые добавки в привычных количествах для придания среднему слою требуемых свойств и облегчения производственных процессов. Примерами таких добавок являются: ускорители схватывания, замедлители схватывания, ингибиторы обезвоживания, связующие, адгезивы, диспергаторы, выравнивающие или невыравнивающие агенты, загустители, бактерициды, фунгициды, регуляторы pH, красители, средства для придания водоотталкивающих свойств, наполнители, водные пены и их смеси.
[039] В случае панелей, полученных в соответствии с принципами настоящего изобретения, и способов их получения, в суспензию среднего слоя можно добавить водную пену в количестве, эффективном для обеспечения требуемых плотностей гипсового среднего слоя, с применением способов, дополнительно рассмотренных ниже. Согласно некоторым вариантам реализации изобретения, добавление пенного компонента к суспензии среднего слоя может привести в присутствии в указанном слое вермикулита к определенному распределению пустот и размеров пустот, способствующему улучшению одного или более прочностных свойств панели и/или среднего слоя. Подобным образом, для придания готовым панелям специфических свойств, таких как более твердые края, на первый или второй облицовочные листы можно нанести дополнительные слои, полоски или ленты из суспензии, содержащей гипс и другие добавки (которые могут иметь повышенную плотность по сравнению с другими частями среднего слоя).
[040] Согласно еще другим вариантам реализации изобретения, огнестойкая гипсовая панель, полученная в соответствии с принципами настоящего изобретения и способами ее получения, может содержать гипсовый средний слой, расположенный между двух облицовочных листов. Плотность (D) среднего слоя из отвержденного гипса может составлять примерно 40 фунтов на кубический фут (примерно 640 кг/м3) или менее, при этом указанный гипсовый слой может содержать кристаллическую матрицу отвержденного гипса и частицы с высоким коэффициентом расширения. Частицы с высоким коэффициентом расширения способны расширяться до примерно 300% или более относительно их начального объема после нагревания в течение примерно одного часа при температуре примерно 1560°F (примерно 850°С).
[041] Согласно другим вариантам реализации, в настоящем изобретении описан способ получения огнестойкой гипсовой панели. Получена гипсовая суспензия, содержащая частицы с высоким коэффициентом расширения, диспергированные в ней. Гипсовую суспензию размещают между первым облицовочным листом и вторым облицовочным листом с получением конструкции. Из конструкции вырезают панель заранее установленных размеров. Панель высушивают. Плотность (D) среднего слоя из отвержденного гипса составляет примерно 40 фунтов на кубический фут (примерно 640 кг/м3) или менее, при этом указанный слой содержит кристаллическую матрицу отвержденного гипса и частицы с высоким коэффициентом расширения. Частицы с высоким коэффициентом расширения способны расширяться до примерно 300% или более относительно их начального объема после нагревания в течение примерно одного часа при температуре примерно 1560°F (примерно 850°С).
[042] Согласно другим вариантам реализации, в настоящем изобретении описан способ получения гипсовых панелей с установленной степенью огнестойкости, при котором компонент отвержденного гипсового среднего слоя из получают из водной суспензии, содержащей обожженный гипс. Согласно некоторым вариантам реализации изобретения, суспензия может включать вермикулит с высоким коэффициентом расширения, крахмал, диспергаторы, фосфаты, минеральное волокно/стекловолокно, пену, другие добавки в количествах, описанных выше, строительный гипс и воду при массовом отношении вода/строительный гипс от примерно 0,6 до примерно 1,2, предпочтительно, от примерно 0,8 до примерно 1,0 и, более предпочтительно, примерно 0,9. Суспензию среднего слоя можно нанести на непрерывное полотно первого облицовочного листа в виде непрерывной ленты и распределить по поверхности указанного полотна. Непрерывное полотно второго облицовочного листа можно поместить поверх суспензии, нанесенной на полотно первого облицовочного листа, с получением в целом непрерывной гипсовой панели приблизительно требуемой толщины. Кроме того, непрерывную гипсовую панель можно нарезать в виде отдельных панелей требуемой длины после затвердевания суспензии, содержащей обожженный гипс (за счет гидратации обожженного гипса с формированием непрерывной матрицы отвержденного гипса), в степени, достаточной для разрезания, после чего готовые гипсовые панели можно высушить.
[043] Как будет понятно, принципы, имеющие отношение к гипсовым панелям, описанным в настоящей заявке, можно воплотить в других и различных вариантах реализации изобретения и можно модифицировать в различных отношениях. Дополнительные и альтернативные аспекты и особенности предложенных принципов можно оценить из следующего подробного описания и прилагаемых чертежей. Соответственно, следует понимать, что как предшествующее общее краткое описание, так и последующее подробное описание приведены только в качестве примера и пояснения и не ограничивают объем прилагаемой формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[044] Если специально не указано иное, чертежи, перечисленные и дополнительно рассмотренные ниже, приведены в качестве примера и не ограничивают изобретение, описанное в настоящей заявке.
[045] Фиг. 1 представляет собой двумерное изображение, полученное в результате микро-СТ-рентгеновского сканирования, как дополнительно описано ниже, участка среднего слоя пробного экземпляра иллюстративной панели с номинальной толщиной 5/8 дюйма, массой примерно 1880 фунтов/тыс.кв.футов, полученной в соответствии с принципами настоящего изобретения.
[046] Фиг. 2 представляет собой трехмерное изображение, полученное в результате микро-СТ-рентгеновского сканирования, как дополнительно описано ниже, участка среднего слоя пробного экземпляра, показанного на фиг. 1.
[047] Фиг.3 представляет собой трехмерное объемное тонированное изображение, полученное в результате микро-СТ-рентгеновского сканирования, как дополнительно описано ниже, участка среднего слоя пробного экземпляра, показанного на фиг. 1.
[048] Фиг. 4 представляет собой двумерное изображение, полученное в результате микро-СТ-рентгеновского сканирования, как дополнительно описано ниже, участка среднего слоя пробного экземпляра иллюстративной панели с номинальной толщиной 5/8 дюйма, массой примерно 1860 фунтов/тыс.кв.футов, полученной в соответствии с принципами настоящего изобретения.
[049] Фиг. 5 представляет собой трехмерное изображение, полученное в результате микро-СТ-рентгеновского сканирования, как дополнительно описано ниже, участка среднего слоя пробного экземпляра, показанного на фиг. 4.
[050] Фиг. 6 представляет собой трехмерное объемное тонированное изображение, полученное в результате микро-СТ-рентгеновского сканирования, как дополнительно описано ниже, участка среднего слоя пробного экземпляра, показанного на фиг. 4.
[051] Фиг. 7 представляет собой вид в перспективе варианта реализации репрезентативной конструкции, построенной в соответствии со стандартами UL U305, UL U419, UL U423 и/или эквивалентным испытанием на огнестойкость и содержащей гипсовые панели, полученные в соответствии с принципами настоящего изобретения, при этом указанные гипсовые панели показаны в фрагментарной форме, из которой для иллюстративных целей исключены лента для перекрытия стыков и состав для уплотнения стыков.
[052] Фиг. 8 представляет собой вид в вертикальном разрезе конструкции, показанной на фиг. 7, со стороны неподвергаемой воздействию поверхности, содержащей множество температурных датчиков в соответствии со стандартами UL U305, UL U419, UL U423, и/или эквивалентным испытанием на огнестойкость.
[053] Фиг. 9 представляет собой график максимальной единичной измеренной датчиком температуры на неподвергаемой воздействию поверхности каждой из конструкций, изготовленных с применением панелей из экспериментальных серий 1-17 и 22, описанных в настоящей заявке и подвергаемых испытанию на огнестойкость в условиях, приведенных в стандарте UL U419 (рассмотренном ниже), от 0 минут до окончания испытаний, и график температурной кривой, приведенный в стандарте ASTM E119 и применяемый в указанных испытаниях для температур в печи.
[054] На фиг. 10 показан график средних измеренных датчиками температур на неподвергаемой воздействию поверхности каждой из конструкций, подвергаемых испытаниям на огнестойкость согласно стандарту UL U419, аналогичных испытаниям, результаты которых отображены на фиг. 9, от 0 минут до окончания испытаний, и температурная кривая, приведенная в стандарте ASTM E119 и применяемая в указанных испытаниях для температур в печи.
[055] Фиг. 11 представляет собой расширенный график максимальных единичных измеренных датчиком температур, полученный в результате испытаний на огнестойкость согласно стандарту U419, аналогичных испытаниям, результаты которых отображены на фиг. 9, для конструкций, в которых использовали панели из экспериментальных серий 1-17 и 21, по истечении от 40 минут до 65 минут.
[056] Фиг. 12 представляет собой расширенный график средних значений измеренных датчиками температур, полученный в результате испытаний на огнестойкость согласно стандарту UL U419, аналогичных испытаниям, результаты которых отображены на фиг. 10, для конструкций, в которых использовали панели из экспериментальных серий 1-17 и 21, по истечении от 40 минут до 65 минут.
[057] Фиг. 13 представляет собой график, на который нанесены данные из фиг. 11 для конструкций, в которых использовали панели из экспериментальных серий 5, 14 и 21.
[058] Фиг. 14 представляет собой график, на который нанесены данные из фиг. 12 для конструкций, в которых использовали панели из экспериментальных серий 5, 14 и 21.
[059] Фиг. 15 представляет собой расширенный график максимальных единичных измеренных датчиком температур на неподвергаемой воздействию поверхности каждой из конструкций, в которых использовали панели из экспериментальных серий 18 и 22 и которые подвергали испытаниям на огнестойкость в условиях, описанных в стандарте UL U423 (рассмотренных ниже), по истечении от 40 минут до 65 минут.
[060] Фиг. 16 представляет собой расширенный график средних измеренных датчиками температур на неподвергаемой воздействию поверхности каждой из конструкций, в которых использовали панели из экспериментальных серий 18 и 22, полученный в результате испытаний на огнестойкость согласно стандарту UL U423, аналогичных испытаниям, результаты которых отображены на фиг. 15, по истечении от 40 до минут 65 минут.
[061] Фиг. 17 представляет собой расширенный график максимальных единичных измеренных датчиком температур на неподвергаемой воздействию поверхности конструкций, в которых использовали панели из экспериментальных серий 19 и 20, которые подвергали испытаниям на огнестойкость в условиях, описанных в стандарте UL U305 (рассмотренном ниже), по истечении от 40 минут до 65 минут.
[062] Фиг. 18 представляет собой расширенный график средней температуры, измеренной датчиком на неподвергаемой воздействию поверхности каждой из конструкций, в которых использовали панели из экспериментальных серий 19 и 20, полученный в результате испытаний на огнестойкость согласно стандарту UL U305, аналогичных испытаниям, результаты которых отображены на фиг. 17, по истечении от 40 минут до 60 минут.
[063] Фиг. 19 представляет собой таблицу (таблица I), в которой приведены типичные составы гипсовых панелей, полученных в соответствии с принципами настоящего изобретения.
[064] Фиг. 20 представляет собой таблицу (таблица II), в которой приведены потеря в массе и изменения плотности с температурой вермикулита марки №5.
[065] Фиг. 21 представляет собой таблицу (таблица III), в которой приведены потеря в массе и изменения плотности с температурой вермикулита с высоким коэффициентом расширения.
[066] Фиг. 22 представляет собой таблицу (таблица IV), в которой приведена статистическая информация о распределениях воздушных пустот в пробных экземплярах 1-4.
[067] Фиг. 23 представляет собой таблицу (таблица V), в которой приведена статистическая информация о распределениях по толщине стенок в пробных экземплярах 1-4.
[068] Фиг. 24 представляет собой таблицу (таблица VI), в которой приведены результаты испытания на стойкость к усадке.
[069] Фиг. 25a-b представляют собой таблицу (таблица VII), в которой приведены основные компоненты составов (средние значения для каждой экспериментальной серии, если не указано иное) для образцов панелей, описанных в примере 4
[070] Фиг. 26a-b представляют собой таблицу (таблица VIII), в которой приведены результаты испытаний на высокотемпературную усадку и высокотемпературное увеличение толщины пробных экземпляров из экспериментальных серий, приведенных в таблице VII и примере 4В.
[071] Фиг. 27 представляет собой таблицу (таблица IX), в которой приведены расчетные минимальные значения показателя теплоизоляции для требуемой огнестойкости через 50, 55 и 60 минут в конструкциях, в которых использовали панели, полученные в соответствии с принципами настоящего изобретения.
[072] Фиг. 28a-b представляют собой таблицу (таблица X), в которой приведены результаты испытаний на высокотемпературную теплоизоляцию пробных экземпляров из экспериментальных серий, приведенных в таблице VII и примере 4D.
[073] Фиг. 29а-с представляют собой таблицу (таблица XI), в которой приведены данные, полученные в результате испытаний на огнестойкость пробных экземпляров из экспериментальных серий, приведенных в таблице VII и примере 4Е.
[074] Фиг. 30 представляет собой таблицу (таблица XII), в которой приведены данные, полученные в результате испытаний на сопротивление протаскиванию гвоздей пробных экземпляров из экспериментальных серий, приведенных в таблице VII и примере 5.
[075] Фиг. 31 представляет собой таблицу (таблица XIII), в которой приведены данные, полученные в результате испытаний на прочность на изгиб пробных экземпляров из экспериментальных серий 17, 18 и 19.
[076] Фиг. 32а-с представляют собой таблицу (таблица XIV), в которой приведены данные, полученные в результате испытаний на твердость среднего слоя, торцов и краев пробных экземпляров из экспериментальных серий 17, 18 и 19.
[077] Фиг. 33 представляет собой таблицу (таблица XV), в которой приведены данные, полученные в результате испытаний на потери при звукопередаче образцов гипсовых панелей, полученных в соответствии с принципами настоящего изобретения, и промышленных гипсовых панелей типа X с установленной степенью огнестойкости.
[078] Фиг. 34a-b представляют собой таблицу (таблица XVI), в которой приведены результаты лабораторной оценки панелей, обработанных силоксаном/крахмалом.
[079] Фиг. 35 представляет собой таблицу (таблица XVII), в которой приведены результаты испытаний на высокотемпературную усадку и высокотемпературное увеличение толщины пробных экземпляров, полученных из лабораторных образцов, описанных в примере 10.
[080] Фиг. 36 представляет собой таблицу (таблица XVII), в которой приведены результаты испытаний на показатель высокотемпературной теплоизоляции пробных экземпляров, полученных из лабораторных образцов, описанных в примере 10.
[081] Фиг. 37 представляет собой таблицу (таблица XIX), в которой приведены составы лабораторных образцов с варьирующими количествами вермикулита.
[082] Фиг. 38а-с представляют собой таблицы (таблица ХХa-c), в которых приведены результаты испытаний на показатель высокотемпературной теплоизоляции, высокотемпературную усадку и высокотемпературное термическое расширение образцов 1-9 с варьирующими количествами тригидрата алюминия (ТГА), описанные в примере 11А.
[083] Фиг. 39 представляет собой график количества ТГА в виде процентного содержания по массе строительного гипса относительно показателя высокотемпературной теплоизоляции, полученный из данных испытаний, приведенных в таблице XXb на фиг. 38а для примера 11А, образцы 3-9.
[084] Фиг. 40а-с представляют собой таблицы (таблица XXIa-с), в которых приведены результаты испытаний на показатель высокотемпературной теплоизоляции, высокотемпературную усадку и высокотемпературное термическое расширение образцов 10-17 с варьирующими количествами ТГА, описанные в примере 11В.
[085] Фиг. 41a-b представляют собой таблицы (таблицы ХХIIа и XXIIb), в которых приведены результаты испытаний на показатель высокотемпературной теплоизоляции, высокотемпературную усадку образцов 18-20, содержащих ТГА, описанные в примере 11С.
1. ПОДРОБНОЕ ОПИСАНИЕ
[086] Подразумевают, что варианты реализации изобретения, описанные ниже, не являются исчерпывающими или не ограничивают прилагаемую формулу изобретения конкретными композициями, конструкциями, способами и технологическими операциями, описанными в настоящей заявке. Скорее, рассмотренные аспекты и варианты реализации изобретения были выбраны для объяснения принципов настоящего изобретения и его практического применения, работы и использования, чтобы предоставить наилучшую возможность другим специалистам в данной области техники следовать предложенным в изобретении идеям.
[087] В настоящем описании рассмотрены варианты реализации изобретения, в которых используют комбинации строительного гипса, твердых частиц с высоким коэффициентом расширения в нерасширенном состоянии, таких как вермикулит с высоким коэффициентом расширения, и других упомянутых ингредиентов, примеры которых приведены в таблице I на фиг. 19. Такие составы позволяют получить огнестойкие гипсовые панели с пониженной массой и плотностью, обеспечивающие требуемые свойства огнестойкости, которые, как считалось ранее, недостижимы для гипсовых панелей с такими пониженными массами и плотностями. Сопротивление протаскиванию гвоздей и характеристики звукопередачи панелей, полученных в соответствии с принципами настоящего изобретения, также могут подходить для различных строительных целей, и, согласно некоторым вариантам реализации изобретения, указанные свойства соизмеримы со свойствами значительно более тяжелых, более плотных промышленных панелей с установленной степенью огнестойкости. Уникальные составы и способы получения панелей, полученных в соответствии с принципами настоящего изобретения, делают возможным производство таких высококачественных огнестойких гипсовых панелей с пониженной массой и плотностью, высокотемпературная усадка которых составляет менее примерно 10% в направлении по осям X-Y (ширина-длина) и высокотемпературное увеличение толщины которых в направлении по оси Z (толщина) больше, чем примерно 20% при нагревании до примерно 1560°F (850°С). Согласно еще другим вариантам реализации изобретения, при применении в стеновых или других конструкциях, характеристики испытаний на огнестойкость таких конструкций соизмеримы с характеристиками конструкций, изготовленных с применением более тяжелых, более плотных промышленных панелей с установленной степенью огнестойкости.
[088] Согласно другим вариантам реализации изобретения, огнестойкая гипсовая панель, полученная в соответствии с принципами настоящего изобретения и способами ее получения, может содержать гипсовый средний слой, расположенный между двух облицовочных листов. Гипсовый средний слой может содержать кристаллическую матрицу отвержденного гипса и частицы с высоким коэффициентом расширения, способные расширяться до примерно 300% или более относительно их начального объема после нагревания в течение примерно одного часа при температуре примерно 1560°F (примерно 850°С). Плотность (D) гипсового среднего слоя может составлять примерно 40 фунтов на кубический фут или менее, и твердость среднего слоя может составлять по меньшей мере примерно 11 фунтов (5 кг). Гипсовый средний слой может эффективно обеспечить показатель теплоизоляции (TI), составляющий примерно 20 минут или больше. Гипсовый средний слой может эффективно обеспечить изготовление панели с отношением TI/D, составляющим примерно 0,6 минут/фунтов на кубический фут (0,038 минут/(кг/м3)) или более.
[089] Согласно некоторым вариантам реализации изобретения, огнестойкая гипсовая панель, полученная в соответствии с принципами настоящего изобретения и способами ее получения, позволяют получить панель, средняя стойкость к усадке которой составляет примерно 85% или больше при нагревании при температуре примерно 1800°F (980°С) в течение одного часа. Согласно другим вариантам реализации изобретения, средняя стойкость к усадке такой панели составляет примерно 75% или больше при нагревании при температуре примерно 1800°F (980°С) в течение одного часа.
[090] Согласно некоторым вариантам реализации изобретения, в настоящем изобретении предложены гипсовые панели толщиной 5/8 дюйма с плотностью гипсового среднего слоя менее примерно 40 фунтов/фут3. Согласно другим предпочтительным вариантам реализации изобретения, плотности гипсового среднего слоя панели составляют от примерно 30 фунтов/фут3 до примерно 40 фунтов/фут3; от примерно 32 фунтов/фут3 до примерно 38 фунтов/фут3; или от примерно 35 до примерно 37 фунтов/фут3. Такие панели, полученные в соответствии с принципами настоящего изобретения, позволяют обеспечить свойства огнестойкости, соизмеримые со свойствами гораздо более тяжелых и более плотных гипсовых панелей, таких как обычные промышленные гипсовые панели 5/8′′ типа X (предел огнестойкости) с установленной степенью огнестойкости, плотность среднего слоя которых, как правило, составляет по меньшей мере примерно 42 фунтов/фут3 (и масса панели толщиной 5/8 дюйма составляет по меньшей мере примерно 2200 фунтов/тыс.кв.футов), например, панели типа X SHEETROCK® Brand FIRE CODE®.
[091] Согласно другим вариантам реализации изобретения, предложены способы получения огнестойких гипсовых панелей путем получения водной суспензии, содержащей обожженный гипс и компоненты, описанные в настоящей заявке ниже, в которых обожженный гипс (также называемый штукатурным гипсом) и воду используют для получения водной суспензии при предпочтительном массовом отношении вода/строительный гипс, составляющем примерно от 0,6 до примерно 1,2 согласно некоторым вариантам реализации изобретения, от примерно 0,8 до примерно 1,0 согласно другим вариантам реализации изобретения, и примерно 0,9 согласно еще другим вариантам реализации изобретения. Суспензию наносят в виде непрерывной ленты на непрерывное полотно облицовочного листа, выполненного из бумаги, нетканого стекловолокна или других волокнистых материалов или комбинации волокнистых материалов. Затем такое непрерывное полотно второго облицовочного листа помещают поверх нанесенной ленты суспензии и получают непрерывную гипсовую панель требуемой толщины и ширины. Непрерывную гипсовую панель разрезают до требуемой длины после затвердевания суспензии, содержащей обожженный гипс (за счет гидратации обожженного гипса с формированием непрерывной матрицы отвержденного гипса) в степени, достаточной для разрезания, и готовые гипсовые панели высушивают. Кроме того, высушенные панели можно подвергать дополнительным стадиям разрезания, формирования формы и подравнивания.
[092] Согласно другим вариантам реализации изобретения, можно сформировать гипсовый слой с более высокой плотностью на первом облицовочном листе или вокруг него и/или вдоль периферийных краев облицовочного листа. Такой слой с более высокой плотностью обычно придает поверхностям плиты полезные свойства, такие как повышенная твердость, улучшенная прочность на отрыв гвоздя и т.д. Более высокая плотность вдоль периферийных краев облицовочного листа обычно придает краям повышенную твердость и другие полезные свойства. Согласно еще другим вариантам реализации изобретения, указанный слой с более высокой плотностью наносят на один или оба облицовочных листа или на эквивалентные участки конструкции из среднего слоя/облицовочного листа.
[093] Как правило, слои с более высокой плотностью наносят с помощью традиционных методов, таких как нанесение одного или обоих защитных слоев выше или в непосредственной близости от места нанесения среднего слоя на первом облицовочном листе или нанесение второго облицовочного листа поверх среднего слоя, полученного из суспензии. Подобным образом, периферийный слой с более высокой плотностью часто наносят в виде полоски или узкой ленты из гипсовой суспензии (с плотностью, отличающейся от плотности суспензии среднего слоя) на периферийные края первого облицовочного листа выше или в непосредственной близости от места нанесения суспензии среднего слоя на первом листе. Согласно некоторым из таких вариантов реализации изобретения, слои с более высокой плотностью составляют от примерно 3% до примерно 4% относительно масс плиты.
[094] Соответственно, согласно некоторым вариантам реализации изобретения, предложена огнестойкая гипсовая панель с пониженной массой и плотностью, подходящая для применения в качестве стеновой плиты, потолочной плиты или других строительных изделий (таких как наружная обшивка, кровельный материал и т.д.). Согласно некоторым из таких вариантов реализации изобретения, гипсовые панели имеют номинальную толщину, подходящую для применения в строительных изделиях, такую как примерно 5/8 дюйма, примерно 1/2 дюйма и/или примерно 1/4 дюйма, которые являются типичными толщинами, используемыми для практического применения при наружной и внутренней отделке зданий. Облицовочные листы также можно покрыть водостойкими покрытиями или покрытиями, стойкими в отношении эксплуатации с нарушением норм, или, при некоторых практических применениях, гипсом, цементирующими материалами, акриловыми материалами или другими покрытиями, подходящими для конкретных строительных нужд. Можно также получить панели различных размеров, подходящих для стандартных и нестандартных изделий или изделий, изготовленных с учетом требований заказчика. Примерами таких панелей являются панели номинальной шириной четыре фута с номинальной длиной восемь футов, десять и двенадцать футов, типичной для панелей, используемых для строительных целей.
[095] Плотность среднего слоя огнестойких панелей с пониженной массой вносит значительный вклад в общую массу панелей по сравнению с общепринятыми панелями подобных размеров. Таким образом, в некоторых вариантах реализации изобретения с упомянутыми выше плотностями средних слоев, плотности панели с обычными бумажными облицовочными листами могут составлять от примерно 30 фунтов/фут3 до примерно 39,5 фунтов/фут3; от примерно 32,7 фунтов/фут3 до примерно 38,5 фунтов/фут3; и от примерно 35,6 фунтов/фут3 до примерно 37,5 фунтов/фут3. В случае панелей с толщиной 5/8 дюйма, четыре фута на восемь футов, плотности которых имеют указанные значения, массы панелей могут составлять от примерно 1600 фунтов/тыс.кв.футов до примерно 2055 фунтов/тыс.кв.футов, от примерно 1700 фунтов/тыс.кв.футов до примерно 2000 фунтов/тыс.кв.футов и от 1850 фунтов/тыс.кв.футов до примерно 1950 фунтов/тыс.кв.футов, соответственно. В случае других толщин и размеров панелей, масса панелей может изменяться пропорционально. Например, в случае панелей, имеющих подобные плотности, но с номинальной толщиной 1/2 дюйма, масса панели будет составлять примерно 80% относительно упомянутой выше массы панели с толщиной 5/8 дюйма. Подобным образом, для панелей с соизмеримыми плотностями и размерами, но с номинальной толщиной 3/4 дюйма, массы панелей могут составлять примерно 120% относительно упомянутых выше панелей с толщиной 5/8 дюйма.
[096] Согласно таким вариантам реализации изобретения, в которых плотность среднего слоя из отвержденного гипса составляет от примерно 30 фунтов/фут3 до примерно 40 фунтов/фут3, средний слой панелей толщиной 5/8 дюйма можно получить из составов суспензии, содержащих строительный гипс в количестве от примерно 1162 фунтов/тыс.кв.футов до примерно 1565 фунтов/тыс.кв.футов; вермикулат с высоким коэффициентом расширения в количестве от примерно 5% до примерно 10% по массе относительно строительного гипса, крахмал в количестве от примерно 0,3% до примерно 3% по массе относительно строительного гипса; минеральное волокно или стекловолокно в количестве от примерно 0,3% до примерно 0,5% по массе относительно строительного гипса и фосфат в количестве от примерно 0,03% до примерно 0,4% по массе относительно строительного гипса. Как отмечено ниже, при практическом применении принципов настоящего изобретения можно использовать и другие общепринятые добавки в обычных количествах для придания требуемых свойств, облегчения промышленного производства и достижения требуемой плотности среднего слоя. Согласно другим вариантам реализации изобретения, плотность панелей толщиной 5/8 дюйма со средним гипсовым слоем, полученных в соответствии с принципами настоящего изобретения, может составлять от примерно 32 до примерно 38 фунтов на кубический фут, а масса гипсового среднего слоя может составлять от примерно 1500 до примерно 1700 фунтов/тыс.кв.футов. Согласно некоторым из таких вариантов реализации изобретения, гипсовый средний слой также содержит от примерно 5,5% до примерно 8% вермикулата с высоким коэффициентом расширения; от примерно 0,5% до примерно 2,5% крахмала; от примерно 0,4%, до примерно 0,7% минерального волокна или стекловолокна; и от примерно 0,07% до примерно 0,25% фосфата. Как отмечено выше, содержание каждого компонента гипсового среднего слоя, такого как крахмал, волокно и фосфат, можно дополнительно регулировать для придания панели требуемых свойств и с учетом состава и массы облицовочных листов, природы и количества других добавок к среднему слою панели и качества гипсовой штукатурки.
[097] Согласно иллюстративным вариантам реализации изобретения, приведенным в таблице I на фиг. 19, комбинация строительного гипса, твердых частиц с высоким коэффициентом расширения в форме вермикулита с высоким коэффициентом расширения и других указанных ингредиентов позволяет получить гипсовые панели с пониженной массой и необходимой огнестойкостью и также позволяет получить панели, соответствующие требуемому сопротивлению протаскивания гвоздей и звукопроводящим свойствам. Такая комбинация ингредиентов (и других компонентов в рамках объема изобретения) делает возможным получение указанных высококачественных, огнестойких гипсовых панелей с пониженной массой, стойкостью к усадке по оси X-Y и способностью расширяться в направлении по оси Z, соизмеримыми, если не лучше, со свойствами гораздо более тяжелых, более плотных гипсовых панелей. В вариантах реализации изобретения, таких как варианты, перечисленные в таблице I на фиг. 19, высокотемпературная усадка панелей обычно составляет менее примерно 10% в направлении по осям X-Y (ширина-длина), а высокотемпературное увеличение толщины панелей в направлении по оси Z (толщина) обычно больше, чем примерно 20% при температуре примерно 1560°F (850°С), как описано в примере 4В ниже. Согласно некоторым вариантам реализации изобретения, отношение высокотемпературного увеличения толщины в направлении по оси Z к высокотемпературной усадке в направлении по осям X-Y составляет по меньшей мере от примерно 2 до более примерно 17 при 1570°F (855°С), как также описано в примере 4В.
[098] Еще один показатель термостойкости обсуждается ниже в примере 3. В этом испытании оценивали стойкость к усадке при температурах более примерно 1800°F (980°С). При использовании панелей, полученных в соответствии с принципами настоящего изобретения, таких как панели, приведенные в таблице I на фиг. 19, гипсовые панели с пониженной массой и плотностью демонстрировали стойкость к усадке большую, чем примерно 85% в направлении по осям X-Y. Значения, выраженные в таблице I как фунтов/тыс.кв.футов, приведены для панелей с номинальной толщиной 5/8 дюйма.
[099] При практическом применении принципов настоящего изобретения можно использовать и другие традиционные добавки в обычных количествах для придания требуемых свойств и облегчения промышленного производства. Примерами таких добавок являются водные пены, ускорители схватывания, замедлители схватывания, ингибиторы обезвоживания, связующие, адгезивы, диспергаторы, выравнивающие или невыравнивающие агенты, загустители, бактерициды, фунгициды, регуляторы pH, красители, средства для придания водоотталкивающих свойств, наполнители и их смеси. Согласно некоторым вариантам реализации изобретения, гипсовый средний слой гипсовых панелей, полученных в соответствии с принципами настоящего изобретения, может содержать неорганический материал, такой как глина, коллоидный кремнезем или коллоидный глинозем. В большинстве из таких вариантов реализации изобретения, указанные неорганические материалы не содержатся в количествах, которые могли бы значительно повлиять на стойкость к усадке гипсовых панелей в условиях высоких температур.
[0100] Согласно некоторым вариантам реализации изобретения, в которых используют один или более составов, выбранных из составов, описанных в таблице I на фиг. 19, предложены панели, и способы их получения, выполненные в виде гипсовых панелей толщиной 5/8 дюйма с пониженной массой и плотностью, которые будут соответствовать "одночасовому" пределу огнестойкости или превосходить его в соответствии с требованиями предотвращения распространения пожара и сохранения конструктивной целостности, установленными в стандартах UL U305, U419, U423 и/или в эквивалентных методиках и стандартах испытаний на огнестойкость. Согласно еще другим вариантам реализации изобретения, в которых используют составы, приведенные в таблице I, в настоящем изобретении предложены гипсовые панели толщиной 1/2 дюйма с пониженной массой и плотностью и способы их получения, способные соответствовать по меньшей мере 3/4 часовому пределу огнестойкости согласно методикам и стандартам U419 по предотвращению распространения пожара и сохранению конструктивной целостности. Подобные результат можно достичь и путем применения других составов, соответствующих принципам, описанным в настоящей заявке.
[0101] Как полагают, сочетание пониженной массы, огнестойкости и вышеуказанной прочности и структурных характеристик обусловлено неожиданными результатами, полученными при различных комбинациях описанных выше компонентов. Компоненты, применяемые в составах суспензии, содержащей обожженный гипс, в соответствии с принципами настоящего изобретения, более подробно описаны ниже.
[0102] Строительные гипсы - компонент, представляющий собой строительный гипс (или обожженный гипс), применяемый для получения кристаллической матрицы в гипсовом среднем слое панели, обычно содержит бета-полугидрат сульфата кальция, водорастворимый ангидрит сульфата кальция, альфа-полугидрат сульфата кальция или смеси любых или всех из перечисленных веществ, полученных из природных или синтетических источников. Согласно некоторым вариантам реализации изобретения, строительный гипс может включать минеральные материалы, которые не являются гипсом, такие как незначительные количества глин или других компонентов, связанных с источником гипса или добавленных во время обжига, обработки и/или доставки строительного гипса в смеситель.
[0103] В качестве примера, количества строительного гипса, приведенные в таблице I на фиг. 19 допускают, что чистота источника гипса составляет по меньшей мере примерно 95%. Соответственно, компоненты и их относительные количества, такие как компоненты и количества, приведенные выше в таблице I и применяемые для получения суспензии для получения среднего слоя, могут варьироваться или быть модифицированы в зависимости от источника строительного гипса, его чистоты и содержания. Например, композиция суспензии гипсового среднего слоя и количество применяемого вермикулита с высоким коэффициентом расширения можно изменять для получения различных композиций строительного гипса в зависимости от чистоты гипса, природного или синтетического источника гипса, содержания воды в штукатурном гипсе, содержания глины в строительном гипсе и т.д.
[0104] Твердые частицы с высоким коэффициентом расширения - Гипсовые панели с пониженной массой и плотностью, полученные в соответствии с принципами настоящего изобретения, позволяют достичь уникальных и неожиданных результатов в отношении стойкости к огню и связанным экстремальным тепловым условиям, не используя повышенные количества полугидратов гипса, типичные для общепринятых гипсовых панелей с установленной степенью огнестойкости, или преимущественно не используя общепринятый вермикулит со сравнительно низким коэффициентом расширения, такой как вермикулит, в дальнейшем именуемый нерасширенным вермикулитом "марки №5" (с типичным размером частиц менее примерно 0,0157 дюйма (0,40 мм)). Как отмечено выше, в панелях, полученных в соответствии с принципами настоящего изобретения, можно использовать твердые частицы с высоким коэффициентом расширения в форме вермикулита с большим объемом расширения относительно вермикулита марки №5 (система маркировки США) и других вермикулитов с низким коэффициентом расширения, которые применяли в промышленных гипсовых панелях с установленной степенью огнестойкости.
[0105] Объемное расширение вермикулитов, называемых в настоящей заявке "вермикулитом с высоким коэффициентом расширения" после нагревания в течение одного часа при температуре примерно 1560°F (примерно 850°С) составляет примерно 300% или более относительно их начального объема. Для сравнения, объемное расширение нерасширенного вермикулита марки №5 при температуре примерно 1560°F (примерно 850°С) обычно составляет примерно 225%. В вариантах реализации панелей, полученных в соответствии с принципами настоящего изобретения, точно также можно использовать и другие твердые частицы со свойствами, сравнимыми со свойствами вермикулита с высоким коэффициентом расширения. Согласно некоторым вариантам реализации изобретения, можно использовать вермикулиты с высоким коэффициентом расширения, объемное расширение которых составляет от примерно 300% до примерно 380% относительно их начального объема после размещения в течение одного часа в камере с температурой примерно 1560°F (примерно 850°С).
[0106] Один из таких вермикулитов с высоким коэффициентом расширения часто называют нерасширенным вермикулитом марки №4 (система маркировки США) (в патенте США №3454456, рассмотренном выше, такие вермикулиты с высоким коэффициентом расширения были отклонены в качестве полезных ингредиентов для использования в гипсокартонном листе с установленной степенью огнестойкости). Согласно некоторым вариантам реализации изобретения, по меньшей мере примерно 50% частиц в вермикулите с высоким коэффициентом расширения, применяемом в панелях, полученных в соответствии с принципами настоящего изобретения, будут больше, чем примерно 50 меш (т.е. больше, чем отверстия с размером примерно 0,0117 дюйма (0,297 мм)). Согласно другим вариантам реализации изобретения, по меньшей мере примерно 70% частиц будут больше, чем примерно 70 меш (т.е. больше, чем отверстия с размером примерно 0,0083 дюйма (0,210 мм)).
[0107] Согласно другим вариантам реализации изобретения, можно использовать вермикулиты с высоким коэффициентом расширения, классифицированные согласно различным и/или иностранным системам маркировки. Такие вермикулиты с высоким коэффициентом расширения должны иметь по существу похожие характеристики расширения и/или термостойкости, типичные для вермикулитов, рассматриваемых в настоящей заявке. Например, согласно некоторым вариантам реализации изобретения, можно использовать вермикулит, классифицированный как европейский, южноамериканский или южноафриканский вермикулит марки 0 (микрон) или марки 1 (высокодисперсный).
[0108] Согласно некоторым вариантам реализации изобретения, можно использовать вермикулит с высоким коэффициентом расширения, характеризующийся распределением частиц, в котором до примерно 50% частиц вермикулита имеют размер менее примерно 500 микрометров, до примерно 60% частиц вермикулита имеют размер от примерно 500 микрометров до примерно 1000 микрометров, до примерно 40% частиц вермикулита имеют размер от примерно 1000 микрометров до примерно 1500 микрометров и до примерно 20% частиц вермикулита имеют размер от примерно 1500 микрометров до примерно 3000 микрометров. Согласно некоторым вариантам реализации изобретения, вермикулит с высоким коэффициентом расширения может включать частицы вермикулита, характеризующиеся следующим распределением: от примерно 25% до примерно 45% частиц имеют размер менее примерно 500 микрометров, от примерно 40% до 60% частиц имеют размер от примерно 500 микрометров до примерно 1000 микрометров, до примерно 20% частиц имеют размер от примерно 1000 микрометров до примерно 1500 микрометров и до примерно 10% частиц имеют размер от примерно 1500 микрометров до примерно 3000 микрометров. Согласно еще другим вариантам реализации изобретения, вермикулит с высоким коэффициентом расширения может включать частицы вермикулита, характеризующиеся следующим распределением: от примерно 5% до примерно 20% частиц имеют размер менее примерно 500 микрометров, от примерно 35% до 60% частиц имеют размер от примерно 500 микрометров до примерно 1000 микрометров, от примерно 20% до примерно 40% частиц имеют размер от примерно 1000 микрометров до примерно 1500 микрометров и до примерно 20% частиц имеют размер от примерно 1500 микрометров до примерно 3000 микрометров.
[0109] Согласно другим вариантам реализации изобретения, также можно использовать вермикулиты, которые были химически обработаны или иным образом модифицированы, так что их поведение при объемном расширении при нагревании подобно поведению вермикулитов с высоким коэффициентом расширения, описанных в настоящей заявке. Вермикулат с высоким коэффициентом расширения, применимый в панелях, полученных в соответствии с принципами настоящего изобретения, также может включать и другие вермикулиты, смеси вермикулитов и/или композиции, содержащие вермикулиты (и иметь другие размеры частиц и распределения по размерам), а также другие зернистые материалы с сопоставимой способностью к расширению, которые обеспечивают усадку и характеристики расширения панелей, типичные для панелей, описанных в настоящей заявке. При этом другие подходящие вермикулиты с высоким коэффициентом расширения и другие твердые частицы могут отличаться от частиц, описанных в настоящей заявке, в отношении того, что они не являются материалом, обеспечивающим получение огнестойких гипсовых панелей с пониженной массой и плотностью, описанных в настоящей заявке.
[0110] Согласно некоторым вариантам реализации изобретения, вермикулит с высоким коэффициентом расширения, применяемый в огнестойких гипсовых панелях с пониженной массой и плотностью, полученных в соответствии с принципами настоящего изобретения, может включать промышленный вермикулит марки 4 (маркировка США), который можно приобрести в различных источниках. Каждый из промышленных производителей может обеспечить технические требования в отношении физических свойств вермикулита с высоким коэффициентом расширения, такие как, например, твердость по шкале Мооса, общая влага, свободная влага, объемная плотность, удельное отношение, соотношение геометрических размеров, катионообменная емкость, растворимость, pH (в дистиллированной воде), степень расширения, температура расширения и температура плавления. Предполагают, что в различных вариантах реализации изобретения, в которых используют различные источники вермикулитов с высоким коэффициентом расширения, указанные физические свойства могут меняться.
[0111] Согласно некоторым вариантам реализации изобретения, частицы вермикулата с высоким коэффициентом расширения, в общем, распределены по всему среднему слою гипсовых панелей. Согласно другим вариантам реализации изобретения, частицы вермикулита с высоким коэффициентом расширения, в общем, равномерно распределены по всему среднему слою гипсовых панелей.
[0112] В общем, вермикулит с высоким коэффициентом расширения может быть беспорядочно распределен по всем участкам с пониженной плотностью среднего слоя панели. Согласно некоторым вариантам реализации изобретения, может быть желательным иметь другое распределение вермикулита в более плотных частях панели, например, в упомянутом выше гипсовом слое с повышенной плотностью, граничащим с лицевой стороной (сторонами) панели, или в частях среднего слоя с большей плотностью, расположенных вдоль краев панели. Согласно другим вариантам реализации изобретения, вермикулит с высоким коэффициентом расширения можно по существу исключить из таких более плотных частей панелей, таких как упрочненные края и лицевые стороны панелей. Такие вариации в содержании и распределении частиц вермикулита в более плотных частях панелей могут быть результатом извлечения суспензии из смесителя для применения в указанных частях панели путем введения вермикулита с помощью других подходящих средств в суспензию, предназначенную для получения участков среднего слоя панели с пониженной плотностью, путем использования бортовых смесителей или других способов, известных специалистам в данной области техники.
[0113] Также может иметь место значительное различие в количестве частиц с высоким коэффициентом расширения, распределенных по всему среднему слою, и в конкретном распределении частиц в некоторых вариантах реализации панелей, полученных в соответствии с принципами настоящего изобретения, по сравнению с распределением частиц в других панелях, полученных таким же образом. Так различия в количестве и распределении частиц с высоким коэффициентом расширения будут зависеть, наряду с другими факторами, от количества и вида вермикулита или других частиц, введенных в суспензию, размера частиц с высоким коэффициентом расширения и распределения по размерам, состава суспензии среднего слоя и методов смешивания и распределения указанной суспензии. Подобным образом, распределение отдельных частиц, свойства частиц и размеры частиц внутри среднего слоя могут меняться и зависеть от подобных факторов при смешивании и распределении суспензии в процессе формирования панели.
[0114] Согласно некоторым вариантам реализации изобретения, распределение частиц с высоким коэффициентом расширения позволяет избежать случаев возникновения больших концентраций частиц с высоким коэффициентом расширения в тех частях среднего слоя панели, которые значительно снижают конструкционную прочность и целостность среднего слоя при нормальном использовании панелей или в условиях высоких температур и/или пожара. Сказанное выше не относится к незначительным различиям, возникающим при обычном промышленном производстве. Распределение частиц с высоким коэффициентом расширения также можно модифицировать в отношении концентрации частиц в одном или более частях среднего слоя для конкретных требуемых применений панелей.
[0115] Согласно некоторым вариантам реализации изобретения, упомянутое выше распределение частиц с высоким коэффициентом расширения в среднем слое панелей с пониженной плотностью происходит в ходе смешивания суспензии среднего слоя, прохождения указанной суспензии к первому покрывающему слою и/или распределения суспензии по всему облицовочному листу. Согласно некоторым вариантам реализации изобретения, при смешивании и получении суспензии среднего слоя, в смеситель можно добавить частицы с высоким коэффициентом расширения вместе с другими сухими или полусухими материалами. Альтернативно, согласно другим вариантам реализации изобретения, частицы с высоким коэффициентом расширения можно добавить в других процедурах, стадиях или этапах, которые, в общем, позволяют распределить частицы с высоким коэффициентом расширения внутри требуемых частей гипсового среднего слоя панели.
[0116] Как показано на фиг. 1-6, дополнительно описанных ниже, частицы вермикулита часто распределяются около или вблизи пустот, образующихся в частях гипсового среднего слоя с пониженной плотностью, а также в кристаллических частях среднего слоя, которые, как может предположить обычный специалист, способствуют конструкционной прочности среднего слоя. Такое распределение в кристаллической структуре среднего слоя с пониженной плотностью (которая сама считается сравнительно хрупкой), даст обычному специалисту основание полагать, что значительное расширение частиц вермикулита разрушит средний слой и вызовет его отслаивание, растрескивание и разрушение, т.е. процессы, известные обычным специалистам и обсуждаемые в ссылках, приведенных выше. Это было бы особенно верно в вариантах реализации гипсовой панели, полученной в соответствии с принципами настоящего изобретения, в которой средний слой имеет сравнительно низкую плотность и, таким образом, сравнительно большой объем пустот и значительно пониженное содержание кристаллического гипса. Как можно было бы ожидать, уменьшение содержания кристаллического гипса в среднем слое снизит конструкционную прочность и теплопоглощающую способность гипсовых панелей. Как дополнительно обсуждается ниже, это вывод неожиданно является неверным в случае панелей, полученных в соответствии с принципами настоящего изобретения.
[0117] Крахмалы - Как будет понятно специалисту в данной области техники, варианты реализации состава суспензии среднего слоя для применения при изготовлении панелей, полученных в соответствии с принципами настоящего изобретения, могут содержать крахмал. Согласно некоторым вариантам реализации панелей, полученных в соответствии с принципами настоящего изобретения, и способов получения таких панелей, состав суспензии среднего слоя, такой как состав, приведенный в таблице I на фиг. 19, включает пептизированный крахмал или функционально-эквивалентный крахмал. Необработанный крахмал можно пептизировать путем варки крахмала в воде при температурах по меньшей мере 185°F или с помощью других хорошо известных способов, вызывающих гелеобразование в крахмале, используемом в среднем слое панели. Крахмал можно ввести в суспензия в сухой форме, предварительно диспергированной жидкой форме или в виде комбинаций обеих форм. В сухой форме, крахмал можно внести в смеситель для получения суспензии вместе с другими сухими ингредиентами или с применением процедуры, стадии или этапа раздельного добавления. В предварительно диспергированной форме, крахмал можно добавить вместе с другими жидкими ингредиентами, такими как вода для затворения, например, или с применением процедуры, стадии или этапа раздельного добавления.
[0118] Некоторые примеры легко доступных пептизированных крахмалов, которые можно использовать при практическом применении настоящего изобретения, представляют собой коммерчески доступный предварительно желатинизированный крахмал из муки желтозерной кукурузы, поставляемый компанией Cargill, Inc. или компанией Archer Daniels Midland Со. Согласно некоторым вариантам реализации изобретения, крахмальный компонент включает по меньшей мере пептизированный кукурузный крахмал, так как пептизированная кукурузная мука, поставляемая компанией Bunge Milling, Сент-Луис, Миссури. Такие пептизированные крахмалы имеют следующие типичные характеристики: влажность примерно 7,5%, содержание белка примерно 8,0%, содержание масла примерно 0,5%, содержание необработанного волокна примерно 0,5%, содержание золы примерно 0,3%; прочность до обжига примерно 0,48 фунт на квадратный дюйм; и объемная плотность примерно 35 фунт/фут3. Согласно еще другим вариантам реализации изобретения, состав суспензии среднего слоя может включать один или более коммерчески доступных гидроксиэтилированных крахмалов, подходящих для целей настоящего изобретения.
[0119] Согласно другим вариантам реализации изобретения, можно использовать другие подходящие крахмалы, в том числе кислотно-модифицированные крахмалы, такие как кислотно-модифицированная кукурузная мука, доступная в виде HI-BOND от компании Bunge Milling, Сент-Луис, Миссури. Такой крахмал имеет следующие типичные характеристики: влажность примерно 10,0%, содержание масла примерно 1,4%, содержание веществ, растворимых в холодной воде примерно 17,0%, щелочная текучесть примерно 98,0%, объемная плотность примерно 30 фунт/фут3, при этом примерно 20% суспензии создает pH примерно 4,3. Другой подходящий крахмал представляет собой непептизированный пшеничный крахмал, такой как ECOSOL-45, поставляемый компанией ADM/Ogilvie, Монреаль, Квебек, Канада.
[0120] Волокна - Согласно некоторым вариантам реализации панелей, в которые вводят волокна, такие как волокна, приведенные в таблице I на фиг. 19, и способам получения таких панелей, волокна могут включать минеральные волокна, углеродные волокна и/или стекловолокна и смеси таких волокон, а также другие сопоставимые волокна, обеспечивающие панели соизмеримые преимущества. Согласно некоторым вариантам реализации изобретения, в гипсовую суспензию среднего слоя и образующуюся кристаллическую структуру среднего слоя вводят стекловолокно. Средняя длина стекловолокон согласно некоторым из таких вариантов реализации изобретения может составлять от примерно 0,5 до примерно 0,75 дюймов, и диаметр может составлять от примерно 11 до примерно 17 микрон. Согласно другим вариантам реализации изобретения, средняя длина такого стекловолокна может составлять от примерно 0,5 до примерно 0,675 дюймов, и диаметр может составлять от примерно 13 до примерно 16 микрон. Согласно еще другим вариантам реализации изобретения, используют Е-стекловолокно с температурой размягчения выше примерно 800°С, и одним из таких видов волокна является стекловолокно Advantex® (поставляемое компанией Owens Corning) с температурой размягчения выше по меньшей мере примерно 900°С. Вместо или в комбинации со стеклянными волокнами, такими как указанные выше волокна, можно применять минеральную вату или углеродные волокна, такие как волокна, известные среднему специалисту в данной области техники.
[0121] Фосфаты - Согласно некоторым вариантам реализации панелей, полученных в соответствии с принципами настоящего изобретения, и способам получения таких панелей, к строительному раствору гипса, используемому для получения гипсового среднего слоя панели, добавляют фосфатную соль или другой источник фосфатных ионов, таких как ионы, приведенные в таблице I на фиг. 19. Применение указанных фосфатов может способствовать получению гипсового среднего слоя с повышенной прочностью, стойкостью к остаточной деформации (например, устойчивостью к провисанию потеков) и стабильностью размеров по сравнению со отвержденным гипсом, полученным из смеси, не содержащей фосфат. Согласно некоторым из таких вариантов реализации изобретения, источник фосфата добавляют в количествах, обеспечивающих панели и среднему слою стабильность размеров или прочность в мокром состоянии, не смотря на то, что полугидрат гипса в среднем слое гидратируется и образует кристаллическую структуру двуводного гипса (например, в промежутке времени между формированием плиты и обжигом в процессе получения). Кроме того, следует отметить, что поскольку добавленный фосфат действует как замедлитель схватывания, можно добавить подходящий ускоритель схватывания до уровня необходимого, чтобы преодолеть любое неблагоприятное замедляющее воздействие фосфата. Фосфаты обычно добавляют в сухой форме и/или жидкой форме, вместе с сухими ингредиентами, как правило, добавляемыми в смеситель для получения суспензии, и жидкими ингредиентами, добавляемыми в смеситель, или с применением других стадий или процедур.
[0122] Фосфатсодержащие компоненты, которые можно использовать в настоящем изобретении, включают водорастворимые компоненты, и могут быть в форме иона, соли или кислоты, а именно, конденсированных фосфорных кислот, каждая из которых содержит два или более фрагмента фосфорной кислоты; солей или ионов конденсированных фосфатов, каждый из которых содержит два или более фосфатных фрагмента; и одноосновных солей или одновалентных ионов ортофосфатов, таких как фосфаты, рассмотренные, например, в патентах США №№6342284, 6632550 и 6815049, описания которых включены в настоящую заявку посредством ссылки. Подходящие примеры таких классов фосфатов будут очевидны специалистам в данной области техники. Например, любое подходящее одноосновное содержащее ортофосфат соединение можно использовать при практическом применении принципов настоящего изобретения, в том числе, но не ограничиваясь ими, моноаммонийфосфат, мононатрийфосфат, монокалийфосфат и их комбинации. Предпочтительная одноосновная фосфатная соль представляет собой монофосфат калия.
[0123] Подобным образом, согласно настоящему изобретению можно использовать любую подходящую водорастворимую полифосфатную. Полифосфат может быть циклическим или ациклическим. Типичные циклические полифосфаты включают, например, триметафосфатные соли и тетраметафосфатные соли. Триметафосфатную соль можно выбрать, например, из триметафосфата натрия (также называемого в настоящей заявке STMP), триметафосфата калия, триметафосфата лития, триметафосфата аммония и т.п. или их комбинаций.
[0124] Кроме того, согласно настоящему изобретению можно использовать любую подходящую водорастворимую ациклическую полифосфатную соль. Ациклическая полифосфатная соль содержит по меньшей мере два фосфатных фрагмента. В качестве примера, подходящие ациклические полифосфатные соли в соответствии с настоящим изобретением включают, но не ограничиваются ими, пирофосфаты, триполифосфаты, гексаметафосфат натрия, содержащий от примерно шести до примерно 27 повторяющихся фосфатных звеньев, гексаметафосфат калия, содержащий от примерно шести до примерно 27 повторяющихся фосфатных звеньев, гексаметафосфат аммония, содержащий от примерно шести до примерно 27 повторяющихся фосфатных звеньев и их комбинации. Предпочтительная ациклическая полифосфатная соль согласно настоящему изобретению коммерчески доступна в виде CALGON.RTM, поставляемого компанией ICL Performance Products LP, Сент-Луис, Миссури, который представляет собой гексаметафосфат натрия, содержащий от примерно шести до примерно 27 повторяющихся фосфатных звеньев.
[0125] Фосфатсодержащее соединение предпочтительно выбрано из группы, состоящей из триметафосфата натрия, имеющего молекулярную формулу (NaPO3)3, гексаметафосфата натрия, содержащего от примерно шести до примерно 27 повторяющихся фосфатных звеньев и имеющего молекулярную формулу Nan+2PnO3n+1, при этом n=6-27, тетракалийпирофосфата, имеющего молекулярную формулу K4Р2О7, тринатрийдикалийтриполифосфата имеющего молекулярную формулу Na3K2Р3О10, триполифосфата натрия, имеющего молекулярную формулу Na5Р3О10, тетранатрийпирофосфата, имеющего молекулярную формулу Na4P2O7, триметафосфата алюминия, имеющего молекулярную формулу Al(РО3)3, кислого пирофосфата натрия, имеющего молекулярную формулу Na2Н2Р2О7, полифосфата аммония, содержащего 1000-3000 повторяющихся фосфатных звеньев и имеющего молекулярную формулу (NH4)n+2PnO3n+1, при этом n=1000-3000, или полифосфорной кислоты, содержащей два или более повторяющихся звеньев фосфорной кислоты и имеющей молекулярную формулу Нn+2РnО3n+1, при этом n представляет собой два или более. Триметафосфат натрия является наиболее предпочтительным и поставляется компанией ICL Performance Products LP, Сент-Луис, Миссури.
[0126] Диспергаторы - Согласно другим вариантам реализации огнестойких панелей с пониженной массой и плотностью, полученных в соответствии с принципами настоящего изобретения и способами получения таких панелей, в суспензию гипсового среднего слоя могут быть включены диспергаторы, такие как агенты, приведенные в таблице I на фиг. 19. Диспергаторы можно добавить в смеситель для получения суспензии в сухой форме вместе с другими сухими ингредиентами и/или в жидкой форме вместе с другими жидкими ингредиентами или с помощью других стадий или процедур.
[0127] Согласно некоторым вариантам реализации изобретения, указанные диспергаторы могут включать нафталинсульфонаты, так как полинафталинсульфокислота и ее соли (полинафталинсульфонаты) и производные, которые представляют собой продукты конденсации нафталинсульфокислот и формальдегида. Такие предпочтительные полинафталинсульфонаты включают нафталинсульфонат натрия и кальция. Средняя молекулярная масса нафталинсульфонатов может составлять от примерно 3000 до 27000, хотя предпочтительно, чтобы молекулярная масса составляла примерно от 8000 до 10000. В водном растворе при заданном процентном содержании твердой фазы, диспергатор с более высокой молекулярной массой имеет более высокую вязкость и требует повышенного содержания воды в составе, чем диспергатор с более низкой молекулярной массой.
[0128] Подходящие нафталинсульфонаты включают DILOFLO, поставляемый компанией GEO Specialty Chemicals, Кливленд, Огайо; DAXAD, поставляемый компанией Hampshire Chemical Corp., Лексингтон, Массачусетс; и LOMAR D, поставляемый компанией GEO Specialty Chemicals, Лафейетт, Индиана. Нафталинсульфонаты предпочтительно используют в виде водных растворов при содержании твердой фазы в диапазоне, например, от примерно 35% до примерно 55% по массе. Наиболее предпочтительно использовать нафталинсульфонаты в форме водного раствора, например, при содержании твердой фазы в диапазоне от примерно 40% до примерно 45% по массе. Альтернативно, при необходимости, нафталинсульфонаты можно использовать в сухой твердой форме или порошковой форме, такой как LOMAR D, например.
[0129] Альтернативно, согласно другим вариантам реализации изобретения, можно использовать диспергаторы, известные специалистам в данной области техники, применяемые для улучшения текучести гипсовых суспензий, такие как поликарбоксилатные диспергаторы. Ряд поликарбоксилатных диспергаторов, особенно поликарбоксильные простые эфиры, являются предпочтительными типами диспергаторов. Один из предпочтительных классов диспергаторов, применяемых в строительном растворе, включает два повторяющихся звена и дополнительно описан в патенте США 7767019, озаглавленном "Gypsum Products Utilizing a Two-Repeating Unit System and Process for Making Them", который включен в настоящую заявку посредством ссылки. Примерами указанных диспергаторов являются продукты компании BASF Construction Polymers, GmbH (Тростберг, Германия) и продукты, поставляемые компанией BASF Construction Polymers, Inc. (Кеннессо, Джорджия) (далее "BASF"), называемые в дальнейшем "диспергаторы типа РСЕ211". Особенно подходящий диспергатор из серии диспергаторов типа РСЕ211 обозначают как РСЕ211 (далее "211"). Другие полимеры из указанного ряда, подходящие для настоящего изобретения, включают РСЕ111. Диспергаторы типа РСЕ211 более подробно описаны в патенте США №11/827722 (публикация № US 2007/0255032 А1), поданном 13 июля 2007 года и озаглавленном "Polyether-Containing Copolymer", который включен в настоящую заявку посредством ссылки.
[0130] Молекулярная масса одного из видов таких диспергаторов типа РСЕ211 может составлять от примерно 20000 до примерно 60000 дальтон. Было обнаружено, что диспергаторы с более низкой молекулярной массой вызывают меньшее замедление времени схватывания, чем диспергаторы с молекулярной массой более, чем 60000 дальтон. В целом, большая длина боковых цепей, которая приводит к увеличению общей молекулярной массы, обеспечивает лучшую диспергируемость. Однако испытания с применением гипса свидетельствуют, что эффективность диспергатора уменьшается при молекулярных массах выше 50000 дальтон.
[0131] Другой класс поликарбоксилатных соединений, которые используют в качестве диспергаторов в настоящем описании, рассмотрен в патенте США №6777517, включенном в настоящую заявку посредством ссылки, и далее называется "диспергатор типа 2641". Примеры диспергаторов типа РСЕ211 и типа 2641 выпускаются компанией BASF Construction Polymers, GmbH (Тростберг, Германия) и поставляются на рынок в Соединенный Штаты компанией BASF Construction Polymers, Inc. (Кеннессо, Джорджия). Предпочтительные диспергаторы типа 2641 можно приобрести в компании BASF в виде диспергаторов MELFLUX 2641F, MELFLUX 2651F и MELFLUX 2500L.
[0132] Другая предпочтительная группа диспергаторов продается компанией BASF и называется "диспергаторами типа 1641". Диспергатор типа 1641 более подробно описан в патенте США №5798425, который включен в настоящую заявку посредством ссылки. Один из таких диспергаторов типа 1641 продается на рынке компанией BASF в виде диспергатора MELFLUX 1641F. Другие диспергаторы, которые можно использовать в настоящем изобретении, включают другие поликарбоксилатные эфиры, такие как СОАТЕХ Ethacryl М, поставляемый компанией Coatex, Inc. of Chester, Южная Каролина, и лигносульфонаты или сульфированный лигнин. Лигносульфонаты представляют собой водорастворимые анионные полиэлектролитные полимеры, побочные продукты при производстве древесной массы с использованием сульфитной варки. Один из примеров лигнина, применимого при практической реализации принципов настоящего изобретения, представляет собой Marasperse С-21, поставляемый компанией Reed Lignin Inc., Гринвич, Коннектикут.
[0133] Высокоэффективные теплопоглощающие добавки ("ВЭТП добавки") - Согласно некоторым вариантам реализации панелей, полученных в соответствии с принципами настоящего изобретения и способами получения таких панелей, средний слой панели может включать одну или более добавок, называемых в настоящей заявке высокоэффективными теплопоглощающими добавками ("ВЭТП добавками"). Теплопоглощающая способность таких добавок превышает теплопоглощающую способность сопоставимых количеств двуводного гипса в диапазоне температур, вызывающем дегидратацию и выделение водяного пара из двуводного гипса, содержащегося в среднем слое панели. Такие добавки, как правило, выбирают из композиций, таких как тригидрат алюминия или другие гидроксиды металлов, которые разлагаются, выделяя водяной пар в тех же или похожих диапазонах температур, что и дигидрат гипса. Хотя можно использовать и другие ВЭТП добавки (или комбинации ВЭТП добавок) с повышенной теплопоглощающей способностью по сравнению с теплопоглощающей способностью сопоставимых количеств двуводного гипса, предпочтительные ВЭТП добавки обеспечивают достаточно повышенную теплопоглощающую способность по сравнению с дигидратом гипса, чтобы скомпенсировать любое увеличение массы или другие нежелательные свойства ВЭТП добавок при применении их в гипсовой панели, предназначенной для практического применения, требующего установленного предела огнестойкости, или других видов применений при высоких температурах.
[0134] Например, согласно предпочтительным вариантам реализации изобретения, одна или более ВЭТП добавок подвергаются эндотермической реакции с поглощением тепла в условиях воздействия значительного повышения температуры. Согласно некоторым из таких вариантов реализации изобретения, теплота разложения (которое может представлять собой реакцию дегидратации) на единицу массы ВЭТП добавки (добавок) потребляет по меньшей мере примерно 685 Дж/грамм, согласно другим вариантам реализации изобретения, по меньшей мере примерно 1000 Дж/грамм и, согласно еще другим вариантам реализации изобретения, потребляет от примерно 1100 до примерно 1400 Дж/грамм. Согласно таким вариантам реализации изобретения, в подходящем диапазоне температур теплота разложения на единицу массы ВЭТП добавки (добавок) может быть значительно выше, чем теплота разложения дегидрата гипса в гипсовой панели. Соответственно, такая ВЭТП добавка потребляет больше энергии (Дж/грамм) во время нагревания, чем потребляется при дегидратации двуводного гипса.
[0135] Согласно некоторым вариантам реализации изобретения, самая низкая температура разложения ВЭТП добавки (добавок) составляет примерно 40°С или более. Согласно другим вариантам реализации изобретения, температура разложения ВЭТП добавки (добавок) изменяется в диапазоне от примерно 40°С до примерно 1000°С; согласно другим вариантам реализации изобретения, от примерно 150°С до примерно 450°С; и, согласно другим вариантам реализации изобретения, от примерно 150°С до примерно 300°С. Согласно еще одному варианту реализации изобретения, ВЭТП добавка (добавки) начинают процесс эндотермического термического разложения при температуре примерно 150°С и по существу или полностью разлагаются при температуре примерно 980°С, которая является обычной одночасовой конечной температурой на упомянутой выше температурной кривой, приведенной в стандарте ASTM-E119 и используемой в описанных выше испытаниях на огнестойкость.
[0136] Как отмечено выше, один из предпочтительных ВЭТП добавок представляет собой тригидрат алюминия (ТГА), содержащий кристаллизованную или иным образом связанную воду или комплекс воды. ТГА обычно очень устойчив при комнатной температуре. При температурах выше от примерно 180°С до 205°С, ТГА обычно подвергается эндотермическому разложению с высвобождением водяного пара. Теплота разложения таких ТГА добавок больше, чем примерно 1000 Дж/грамм и, согласно одному из предпочтительных вариантов реализации изобретения, составляет примерно 1170 Дж/грамм. Не будучи связанными теорией, полагают, что при нагревании выше 205°С ТГА добавка разлагается с выделением приблизительно 35% кристаллизационной воды в виде водяного пара следующим образом: AL(ОН)3→Al2О3-3Н2О. Согласно вариантам реализации изобретения, в которых применяют ТГА в качестве ВЭТП добавки, можно использовать любой подходящий ТГА. Согласно таким вариантам реализации изобретения, можно использовать ТГА, поставляемый торговыми поставщиками, таких как Akrochem Corp. of Akron, Огайо. Можно использовать любую подходящую марку ТГА. Одним из примеров является ТГА марки № SB-36. Средний размер частиц ТГА марки № SB-36 может составлять примерно 25 микрон и площадь поверхности может составлять примерно 1 м2/г. Согласно другим вариантам реализации изобретения, можно использовать другую подходящую марку ТГА с любым подходящим средним размером частиц и площадью поверхности.
[0137] Согласно другим вариантам реализации изобретения, ВЭТП добавка (добавки) может содержать гидроксид магния. Согласно таким вариантам реализации изобретения, теплота разложения ВЭТП добавки, представляющей собой гидроксид магния, предпочтительно составляет больше, чем примерно 1000 Дж/грамм, например, примерно 1350 Дж/грамм, при температуре от 180°С до 205°С или выше. Согласно таким вариантам реализации изобретения, можно использовать любой подходящий гидроксид магния, такой как гидроксид магния, поставляемый торговыми поставщиками, в том числе компанией Akrochem Corp. of Akron, Огайо.
[0138] Повышенную теплопоглощающую способность предпочтительных ВЭТП добавок можно использовать для улучшения теплоизоляционных свойств гипсовых панелей, описанных в настоящей заявке, по сравнению с панелями, полученными без ВЭТП добавки. Количество и состав ВЭТП добавок, введенных в гипсовые панели, описанные в настоящей заявке, может меняться в зависимости от требуемой массы и плотности панелей, чистоты строительного гипса, применяемого для получения панелей, состава среднего слоя панели, присутствия других добавок и других подобных соображений. Примеры предпочтительных составов среднего слоя для гипсовых панелей, содержащих предпочтительные ВЭТП добавки, обобщены в таблице I на фиг. 19. ВЭТП добавки можно добавлять в сухой форме и/или жидкой форме вместе с другими сухими ингредиентами, обычно добавляемыми в смеситель для получения суспензии среднего слоя, и жидкими ингредиентами, добавляемыми в смеситель, или с применением других стадий или процедур.
[0139] Согласно одному из таких предпочтительных вариантов реализации изобретения, средний слой панели содержит ВЭТП добавку, такую как тригидрат алюминия, в количестве от примерно 2% до примерно 5% по массе относительно строительного гипса согласно некоторым вариантам реализации изобретения, от примерно 2% до примерно 7% по массе относительно строительного гипса согласно другим вариантам реализации изобретения, и в количествах до примерно 10% по массе относительно строительного гипса согласно еще другим предпочтительным вариантам реализации изобретения. Согласно некоторым из таких предпочтительных вариантов реализации изобретения, введение ВЭТП добавки в состав среднего слоя позволяет снизить содержание строительного гипса в составе и уменьшить массу и плотность среднего слоя панели. В одном из примеров применения ВЭТП добавки, отношение ВЭТП добавки к удаленному строительному гипсу в пересчете на массу составляет от примерно 1 до примерно 2. Другими словами, в одном из таких примеров, в состав среднего слоя можно ввести примерно 40-50 фунтов/тыс.кв.футов ВЭТП добавки, а примерно 80-100 фунтов/тыс.кв.футов строительного гипса можно удалить из состава. Соответственно, в этом примере можно добиться снижения массы на примерно 40-50 фунтов/тыс.кв.футов без значительного изменения теплоизоляционных свойств панели.
[0140] Отношение ВЭТП добавки к штукатурному гипсу, удаленному из состава среднего слоя, может изменяться в зависимости от применяемой ВЭТП добавки, ее теплопоглощающих свойств, теплопоглощающих свойств конкретного строительного гипса, состава гипсового среднего слоя, необходимых теплоизоляционных свойств панели, требуемого снижения массы и физических свойств панели и подобных свойств. Согласно некоторым предпочтительным вариантам реализации изобретения, при применении тригидрата алюминия, отношение ВЭТП добавки к удаленному штукатурному гипсу может составлять примерно 2:1 согласно некоторым вариантам реализации изобретения, согласно другим вариантам реализации изобретения, примерно 3:1, и согласно еще другим вариантам реализации изобретения, примерно 4:1. Отношение ВЭТП добавки (добавок) к удаленному штукатурному гипсу может различаться для разных композиций ВЭТП добавок и практических применений.
[0141] Замедлители схватывания/ускорители - Замедлители схватывания (до примерно 2 фунтов/тыс.кв.футов (приблизительно 9,8 г/м2) в панелях толщиной 5/8 дюйма) или сухие ускорители (до примерно 35 фунтов/тыс.кв.футов (приблизительно 170 г/м2) в панелях толщиной 5/8 дюйма) можно добавлять к некоторым вариантам реализации суспензии для изменения скорости реакции гидратации в штукатурном гипсе. "CSA" представляет собой пример предпочтительного ускорителя схватывания, содержащего примерно 95% дигидрата сульфата кальция, измельченного вместе с примерно 5% сахара и нагретого до 250°F. (1-21°С) для карамелизирования сахара. CSA поставляется компанией USG Corporation, Southard, Oklahoma plant и может быть получен согласно патенту США №3573947, который включен в настоящую заявку посредством ссылки. Сульфат калия представляет собой еще один пример предпочтительного ускорителя. "HRA", который является другим типичным предпочтительным ускорителем, представляет собой дигидрат сульфата кальция, свежеизмельченный с сахаром при соотношении от примерно 5 до примерно 25 фунтов сахара на 100 фунтов дигидрата сульфата кальция. HRA дополнительно описан в патент США №2078199, который включен в настоящую заявку посредством ссылки.
[0142] Еще один ускоритель, известный как влажный гипсовый ускоритель или "WGA", также является предпочтительным ускорителем. Описание применения и способа получения влажного гипсового ускорителя приведено в патенте США №6409825, который включен в настоящую заявку посредством ссылки. Указанный ускоритель включает по меньшей мере одну добавку, выбранную из группы, состоящей из органического фосфинового соединения, фосфатсодержащего соединения или их смесей. Такой специфический ускоритель проявляет значительную долговечность и сохраняет свою эффективность в течение долгого времени, так что указанный влажный гипсовый ускоритель можно получать, хранить и даже транспортировать перед применением на длительные расстояния. Влажный гипсовый ускоритель можно использовать в количествах, меняющихся от примерно 5 до примерно 80 фунтов на тысячу квадратных футов (приблизительно от 24,3 до 390 г/м2) в случае стеновой плиты толщиной 5/8 дюйма.
[0143] Пены - Пену можно ввести в суспензия для получения среднего слоя в количествах, которые обеспечивают упомянутые выше пониженные плотность среднего слоя и массу панели. Введение пены в суспензию среднего слоя в нужных количествах, составы и процессы позволяют получить требуемую сеть и распределение воздушных пустот и стенок между воздушными пустотами внутри среднего слоя готовых высушенных панелей. Согласно некоторым вариантам реализации изобретения, размеры воздушных пустот, их распределения и/или толщина стенок между воздушными пустотами, обеспечиваемые пенообразующей композицией и системой введения пены, согласуются с характеристиками, рассмотренными ниже, а также характеристиками, придающими панелям сопоставимые плотность, прочность и связанные свойства. Такая структура воздушных пустот позволяет уменьшить содержание гипса и других компонентов среднего слоя, а также плотность и массу среднего слоя при по существу сохранении (или в некоторых случаях улучшении) прочностных свойств панели, таких как, помимо прочего, прочность на сжатие среднего слоя и жесткость панели, прочность на изгиб, сопротивление протаскиванию гвоздей.
[0144] Согласно некоторым вариантам реализации изобретения, при номинальной толщине панели примерно 5/8-дюйма, гипсовая панель, полученная в соответствии с принципами настоящего изобретения и способами их получения, позволяет получить панель, сопротивление протаскиванию гвоздей которой, определенное согласно стандарту ASTM С473-09, составляет по меньшей мере примерно 70 фунтов. Согласно другим вариантам реализации изобретения, сопротивление протаскиванию гвоздей указанной панели, определенное согласно стандарту ASTM С473-09, может составлять по меньшей мере примерно 85 фунтов.
[0145] Согласно некоторым таким вариантам реализации изобретения, средний эквивалентный сферический диаметр воздушных пустот может составлять по меньшей мере примерно 75 мкм, и согласно другим вариантам реализации изобретения, по меньшей мере примерно 100 мкм. Согласно другим вариантам реализации изобретения, средний эквивалентный сферический диаметр воздушных пустот может составлять от примерно 75 мкм до примерно 400 мкм. Согласно еще другим вариантам реализации изобретения, средний эквивалентный сферический диаметр воздушных пустот может составлять от примерно 100 мкм до примерно 350 мкм при стандартном отклонении от примерно 100 до примерно 225. Согласно другим вариантам реализации изобретения, средний эквивалентный сферический диаметр воздушных пустот может составлять от примерно 125 мкм до примерно 325 мкм при стандартном отклонении от примерно 100 до примерно 200.
[0146] Согласно некоторым вариантам реализации изобретения, от примерно 15% до примерно 70% воздушных пустот имеют эквивалентный сферический диаметр примерно 150 мкм или менее. Согласно другим вариантам реализации изобретения, от примерно 45% до примерно 95% воздушных пустот имеют эквивалентный сферический диаметр примерно 300 мкм или менее, и от примерно 5% до примерно 55% воздушных пустот имеют эквивалентный сферический диаметр примерно 300 мкм или более. Согласно другим вариантам реализации изобретения, от примерно 45% до примерно 95% воздушных пустот имеют эквивалентный сферический диаметр примерно 300 мкм или менее, и от примерно 5% до примерно 55% воздушных пустот имеют эквивалентный сферический диаметр от примерно 300 мкм до примерно 600 мкм. В настоящей заявке при обсуждении средних размеров воздушных пустот, пустоты в среднем гипсовом слое, составляющие примерно 5 мкм или менее, не учитываются при расчете количества воздушных пустот или среднего размера воздушных пустот.
[0147] Согласно указанным и другим вариантам реализации изобретения, толщина, распределение и расположение стенок между пустотами в таких вариантах реализации, сами по себе и/или в комбинации с требуемым распределением воздушных пустот по размерам и их расположением, также позволяют снизить плотность и массу среднего слоя панели при по существу сохранении (или в некоторых случаях улучшении) прочностных свойств панели. Согласно некоторым таким вариантам реализации изобретения, средняя толщина стенок, разделяющих воздушные пустоты, может составлять по меньшей мере примерно 25 мкм. Согласно некоторым вариантам реализации изобретения, средняя толщина стенок, ограничивающих и разделяющих воздушные пустоты в гипсовом среднем слое, может составлять от примерно 25 мкм до примерно 200 мкм, от примерно 25 мкм до примерно 75 мкм согласно другим вариантам реализации изобретения, и от примерно 25 мкм до примерно 50 мкм согласно еще другим вариантам реализации изобретения. Согласно еще другим вариантам реализации изобретения, средняя толщина стенок, ограничивающих и разделяющих воздушные пустоты в гипсовом среднем слое, может составлять от примерно 25 мкм до примерно 75 мкм при стандартном отклонении от примерно 5 до примерно 40. Согласно еще другим вариантам реализации изобретения, средняя толщина стенок, ограничивающих и разделяющих воздушные пустоты в гипсовом среднем слое, может составлять от примерно 25 мкм до примерно 50 мкм при стандартном отклонении от примерно 10 до примерно 25.
[0148] Не будучи связанными теорией, полагают, что варианты реализации изобретения с приведенными выше распределениями воздушных пустот по размерам и их расположениями и толщинами и распределениями стенок, способствуют улучшению высокотемпературных свойств панели при применении вместе с вермикулитом с высоким коэффициентом расширения, описанным в настоящей заявке. Полагают, что пустота в пене и толщина стенок способствуют снижению или по существу противодействуют возникновению значительного количества дефектов в структуре гипсового среднего слоя при расширении вермикулита с высоким коэффициентом расширения в условиях высоких температур.
[0149] Примеры применения пенообразующих агентов для получения требуемых структур из пустот и стенок включают структуры, рассмотренные в патенте США №5643510, описание которого включено в настоящую заявку посредством ссылки. Согласно некоторым вариантам реализации изобретения, в смеси для получения суспензии можно использовать комбинацию первого более стабильного пенообразующего агента и второго менее стабильного пенообразующего агента. Согласно другим вариантам реализации изобретения, применяют только один вид пенообразующего агента, при условии выполнения требований касательно требуемой плотности и прочности панели. Указанные подходы в отношении добавления пен к суспензии среднего слоя известны в данной области техники и примеры такого подхода обсуждаются в патентах США №№5643510 и 5683635, описания которых включены в настоящую заявку посредством ссылки.
[0150] Облицовочные листы - Согласно некоторым вариантам реализации панели, полученной в соответствии с принципами настоящего изобретения, первый облицовочный лист представляет собой низкопористую манильскую бумагу, на которую наносят гипсовую суспензию (который при применении в строительных изделиях обычно представляет собой открытую поверхность плиты). Газетную бумагу можно использовать в качестве второго облицовочного листа, который помещают на суспензию гипсового среднего слоя в ходе процесса формования (и который при применении в строительных изделиях обычно представляет собой скрытую заднюю поверхность панелей). При других практических применениях, в качестве одного или обоих облицовочных листов можно использовать нетканые стекловолоконные маты, листовые материалы из других волокнистых или неволокнистых материалов или комбинации бумаги и других волокнистых материалов. Как будет понятно специалисту в данной области техники, согласно другим вариантам реализации изобретения, можно использовать и другие облицовочные листы, которые подходят для предполагаемой области применения панели.
[0151] Согласно вариантам реализации изобретения, в которых используют бумагу или подобные облицовочные листы, первый облицовочный лист может иметь более высокую плотность и более высокую основную массу, чем второй покрывающий слой. Например, согласно некоторым вариантам реализации изобретения, основная масса первого облицовочного листа может составлять от примерно 55 до примерно 65 фунтов/тыс.кв.футов, и основная масса второго покрывающего слоя может составлять от примерно 35 до примерно 45 фунтов/тыс.кв.футов. Согласно еще другим вариантам реализации изобретения, можно использовать различного рода бумажные облицовочные листы, например, имеющие другие массы и представляющие собой другие материалы. Подобным образом, согласно некоторым вариантам реализации изобретения, облицовочные листы могут содержать покрытия, причем, возможно, на неподвергаемые воздействию поверхности указанных листов можно нанести покрытия из материалов, образующих поверхности, подходящие для конкретных строительных изделий, таких как наружная обшивка, кровельный материал, отделка черепицей и т.д.
[0152] Силоксаны - Согласно некоторым вариантам реализации изобретения, водостойкие гипсовые панели, полученные в соответствии с принципами настоящего изобретения, можно улучшить путем добавления к суспензии, применяемой для получения панелей, полимеризуемого силоксана. Силоксан предпочтительно добавляют в форме эмульсии. Затем суспензии придают форму и высушивают в условиях, которые стимулируют полимеризацию силоксана с получением высокосшитой кремнийорганической смолы. К суспензии гипса можно добавить катализатор, который способствует полимеризации силоксана с получением высокосшитой кремнийорганической смолы.
[0153] В общем, силоксан предпочтительно представляет собой текучий линейный модифицированный водородом силоксан, но также может представлять собой циклический силоксан, модифицированный водородом. Указанные силоксаны могут образовывать высокосшитые силиконовые смолы. Такие жидкости хорошо известны среднему специалисту в данной области техники, являются коммерчески доступными и описаны в патентной литературе. Как правило, линейные модифицированные водородом силоксаны, применимые при практической реализации принципов настоящего изобретения, представляют собой силоксаны, содержащие повторяющиеся звенья общей формулы:
где R представляет собой насыщенный или ненасыщенный одновалентный углеводородный радикал. Согласно предпочтительным вариантам реализации изобретения, R представляет собой алкильную группу и, наиболее предпочтительно, R представляет собой метильную группу. В ходе полимеризации, концевые группы могут быть удалены за счет конденсации, и силоксановые группы соединяются вместе с получением кремнийорганической смолы. Также может происходить сшивание таких цепей. Образовавшаяся силиконовая смола придает водостойкость гипсовой матрице, когда она образуется.
[0154] В качестве силоксана будут предпочтительно использовать не содержащую растворитель жидкий метилводородный силоксан, который можно приобрести под торговой маркой SILRES BS 94 в компании Wacker-Chemie GmbH (Мюнхен, Германия). Производитель указывает, что этот продукт представляет собой силоксановую жидкость, не содержащую воды или растворителя. Предполагают, что можно использовать от примерно 0,3 до примерно 1,0% силоксана BS 94, в пересчете на массу сухих ингредиентов. Предпочтительно использовать от примерно 0,4% до примерно 0,8% силоксана в пересчете на массу сухого строительного гипса.
[0155] Силоксан можно получить в виде эмульсии или стабильной суспензии с водой. Несколько силоксановых эмульсий рассмотрены с точки зрения применения в указанном строительном растворе. Также можно приобрести эмульсии силоксана в воде, но они могут содержать эмульгирующие агенты, которые проявляют тенденцию к модифицированию свойств гипсовых изделий, таких как химическая связь бумаги в гипсовых панелях. Поэтому предпочтительными являются эмульсии или стабильные суспензии, полученные без применения эмульгаторов. Предпочтительно, если суспензия будет получена in situ путем смешивания силоксановой жидкости с водой. Силоксановую суспензию поддерживают в стабильном состоянии до применения, и она остается хорошо диспергированной в условиях суспензии. Силоксановую суспензию или эмульсию поддерживают в хорошо диспергированном состоянии в присутствии возможных добавок, таких как ускорители схватывания, которые могут содержаться в строительном растворе. Силоксановую суспензию или эмульсию поддерживают таким образом, что она остается стабильной во время протекания стадий, в которых также получают гипсовые панели. Суспензия предпочтительно остается стабильной в течение более 40 минут. Более предпочтительно, она остается стабильной в течение по меньшей мере одного часа. В обсуждении и формуле изобретения, которые приведены ниже, подразумевают, что термин "эмульсия" включает устойчивые эмульсии и суспензии, стабильные по меньшей мере до момента затвердения строительного гипса на 50%.
[0156] Реакция полимеризации силоксана протекает медленно сама по себе, что требует хранения панелей в течение времени, достаточного для приобретения водостойкости перед перевозкой. Как известно, катализаторы ускоряют реакцию полимеризации, сокращая или устраняя время, необходимое для хранения гипсовых панелей пока развивается водостойкость. Применение намертво обожженного оксида магния для полимеризации силоксана описано в патенте США №7892472, озаглавленном "Method of Making Water-Resistant Gypsum-Based Article" который включен в настоящую заявку посредством ссылки. Намертво обожженный оксид магния нерастворим в воде и меньше взаимодействует с другими компонентами суспензии. Он ускоряет отверждение силоксана и, в некоторых случаях, приводит к более полному отверждению силоксана. Он коммерчески доступен при постоянном составе. В частности, предпочтительным источником обожженного до спекания оксида магния является BAYMAG 96. Его удельная поверхность по методу БЭТ составляет по меньшей мере 0,3 м2/г. Потери при прокаливании составляют менее примерно 0,1% по массе. Оксид магния предпочтительно используют в количествах, составляющих от примерно 0,1% до примерно 0,5% в пересчете на массу сухого строительного гипса.
[0157] На рынке существуют по меньшей мере три марки оксида магния, в зависимости от температуры обжига. «Намертво обожженный» оксид магния обжигают при температуре в диапазоне от 1500°С до 2000°С, что устраняет большую часть, если не всю активность. Примером "намертво обожженного" оксида магния является MagChem P98-PV (Martin Marietta Magnesia Specialties, Бетесда, Мэриленд). BayMag 96 (Baymag, Inc. of Calgary, Альберта, Канада) и MagChem 10 (Martin Marietta Magnesia Specialties, Бетесда, Мэриленд) представляют собой примеры «сильно обожженного» оксида магн. «Сильно обожженный» оксид магния обжигают при температурах в диапазоне от 1000°С до примерно 1500°С. Он имеет узкий диапазон реакционной способности, высокую плотность и обычно используется в тех случаях, когда необходимо медленное разрушение или низкая химическая реакционная способность, например, в комбикорме и удобрении. Третья марка представляет собой «слабо обожженный» или «каустический» оксид магния, получаемый обжигом при температурах от примерно 700°С до примерно 1000°С. Такой вид оксида магния используют в широком диапазоне применений, включая переработку пластика, резины, бумаги и целлюлозы, добавки в стальные паровые котлы, адгезивы и нейтрализация кислот. Примеры слабообожженной магнезии включают BayMag 30, BayMag 40 и BayMag 30 (-325 меш) (BayMag, Inc. of Calgary, Альберта, Канада).
[0158] Как отмечается в патенте США №7803226, который включен в настоящую заявку посредством ссылки, предпочтительные катализаторы получают из смеси оксида магния и летучей золы класса С. При объединении таким способом, используют любую из марок оксида магния. Тем не менее предпочтительны намертво обожженный и сильно обожженный оксиды магния по причине пониженной активности. Сравнительно высокая реакционная способность оксидов магния может привести к реакциям расщепления, в процессе которых может образоваться водород. При образовании водорода продукт расширяется, что вызывает образование трещин в местах схватывания строительного гипса. Расширение также вызывает разрушение форм, в которые помещают строительный гипс, что приводит к потере деталей и деформации продукта в направлении одного или более размеров. BayMag 96, MagChem P98-PV и MagChem 10 являются предпочтительными источниками оксида магния. Оксид магния и золе-унос предпочтительно добавляют к строительному гипсу перед их добавлением в воду для затворения. Часто к строительному гипсу добавляют сухие компоненты, такие как перечисленные выше, когда указанный гипс движется по конвейеру в смеситель.
[0159] Предпочтительной золой-уносом является зола-унос класса С. Гидравлическая зола-унос класса С или ее эквивалент является наиболее предпочтительным компонентом золы-уноса. Типичный состав золы-уноса класса С показан в таблице I патента США №7803226. Золу-унос с высоким содержанием извести, большим, чем примерно 20% извести по массе, получают при обработке определенных углей. В стандарте ASTM С-618, включенном в настоящую заявку посредством ссылки, описаны характеристики золы-уноса класса С. Поставщиком предпочтительной золы-уноса класса С является компания Bayou Ash Inc., Big Cajun, II, Луизиана. Золу-унос предпочтительно применяют в количествах от примерно 0,1% до примерно 5% в пересчете на массу сухого строительного гипса. Более предпочтительно, золу-унос применяют в количествах от примерно 0,2% до примерно 1,5% в пересчете на массу сухого строительного гипса.
[0160] Катализ силоксана вызывает более быстрое и более полное протекание полимеризации и сшивания силоксана с получением силиконовой смолы. При гидратации строительного гипса образуется переплетающаяся матрица кристаллов дигидрата сульфата кальция. В процессе образования гипсовой матрицы, молекулы силоксана также образуют матрицу силиконовой смолы. Поскольку указанные матрицы образуются одновременно, по меньшей мере частично, две такие матрицы переплетаются друг с другом. Избыток воды и добавки к суспензии, включая золу-унос, оксид магния и описанные ниже добавки, которые были диспергированы в объеме суспензии, оказываются диспергированы в матрицах в пространствах между частицами, для достижения водостойкости на всем протяжении среднего слоя панели. Согласно некоторым вариантам реализации изобретения, подходящие количества пептизированного крахмала или функционально-эквивалентного крахмала могут работать вместе с силоксаном и замедлять поступление воды вдоль более уязвимых краев панели.
[0161] Согласно некоторым вариантам реализации изобретения, варианты реализации состава суспензии для применения при изготовлении панелей, полученных в соответствии с принципами настоящего изобретения, могут содержать комбинацию пептизированного крахмала (или функционально-эквивалентного крахмала) в количестве больше, чем примерно 2% по массе в пересчете на массу строительного гипса и силоксана в количестве по меньшей мере примерно 0,4% и, предпочтительно, по меньшей мере примерно 0,7% по массе в пересчете на массу строительного гипса, что позволяет получить гипсовые панели с менее примерно 5% водопоглощением. Такие водостойкие свойства могут быть особенно полезными, поскольку панель с пониженной плотностью имеет гораздо больший объем воздушных пустот и/или пустот, заполненных водой, относительно ее суммарного объема, чем традиционная панель. Можно было бы ожидать, что повышенный объем пустот придаст легким панелям гораздо большую водопоглощающую способность. Не желая быть связанными теорией, полагают, что водостойкость появляется при отверждении силоксана внутри изготовленных панелей и что по меньшей мере примерно 2,0% по массе пептизированного крахмала работает вместе с силоксаном, замедляя поступление воды через микропоры на краях панели, сначала путем блокирования поступления воды, а затем, уже после поглощения воды крахмалом, за счет образования высоковязкой комбинации крахмал/вода. Согласно другим вариантам реализации изобретения, гидроксиэтилированный крахмал или крахмал, который функционально эквивалентен пептизированному крахмалу, можно использовать в комбинации с силоксаном.
[0162] Обратимся к фиг. 7 и 8, на которых показан иллюстративный вариант реализации конструкции 100, содержащей гипсовые панели 102, полученные в соответствии с принципами настоящего изобретения. Гипсовые панели 102 нанесены на обе противоположные поверхности 104, 105 конструкции 100. Конструкция 100 представляет собой типичный образец конструкции, выполненной в соответствии с техническими требованиями U305, U419 и U423, разработанными Лабораторией по технике безопасности UL, и согласно любой другой методике испытаний на огнестойкость, эквивалентной любому из указанных технических требований к испытаниям на огнестойкость. Следует понимать, что упоминаемая в настоящей заявке конкретная методика испытаний на огнестойкость, разработанная Лабораторией по технике безопасности, например, такая как, UL U305, U419 и U423, также включает методику испытаний на огнестойкость, например, методику, опубликованную любой другой организацией, эквивалентную рассматриваемому конкретному стандарту UL.
[0163] Конструкция 100 включает деревянные стойки 110, имеющие номинальную толщину 2 дюйма и ширину 4 дюйма и расположенные на расстоянии 16 дюймом по оси друг от друга. Конструкция также включает пару пороговых плит 112 и верхнюю плиту 114, выполненные из древесины с номинальным размером 2 дюйма на 4 дюйма. Согласно некоторым вариантам реализации изобретения, деревянные стойки 110 и плиты 112, 114 могут представлять собой высушенные в обжиговой печи деревянные стойки сорта №2. Конструкция 100 эффективно препятствует распространению огня с помощью подходящей блокировки 116, расположенной между стойками 110. Следует понимать, что хотя приведенная в качестве примера конструкция 100 содержит деревянные стойки 110, указанная конструкция может включать металлические стойки и иметь параметры нагружения, соответствующие конкретным техническим требованиям, согласно которым такая конструкция изготовлена.
[0164] Гипсовые панели 102 в конструкции 100 имеют толщину 5/8 дюйма и содержат бумажные облицовочные листы с коническими краями и квадратными концами. Гипсовые панели 102 прикреплены к стойкам 110 горизонтально с помощью горизонтальных соединений 122, проходящих между соседними гипсовыми панелями 102, установленными соосно на противоположных поверхностях 104, 105 конструкции 100.
[0165] Согласно другим вариантам реализации изобретения, гипсовые панели 102 можно прикрепить к стойкам 110 вертикально. Нет необходимости подпирать горизонтальные соединения вертикально установленных панелей с помощью стоек 110.
[0166] Горизонтальные соединения 122 между соседними гипсовыми панелями 102 покрывают бумажной лентой 130 и составом для уплотнения стыков 132. При использовании плит с квадратными краями можно отказаться от применения состава для уплотнения стыков и бумажной ленты. Согласно другим вариантам реализации изобретения, на всю поверхность гипсовых панелей, классифицированных как фанерованный плинтус, можно нанести готовый гипсовый накрывочный штукатурный раствор номинальной толщиной 3/32 дюйма с помощью соединений, упрочненных бумажной лентой.
[0167] Гипсовые панели 102 можно прикрепить к стойкам 110 с помощью подходящих гвоздей или шурупов. Например, гипсовые панели можно прикрепить к деревянным стойкам с помощью покрытых цементом гвоздей 6d, (1-7/8 дюйма длиной, с диаметром ствола 0,0915 дюйма и шляпкой с диаметром 15/64 дюйма), которые прибивают по центру на расстояние 7 дюймов. Шляпки гвоздей покрывают составом для уплотнения стыков 134 (см. фиг. 8). Согласно другим вариантам реализации изобретения, шляпки гвоздей можно оставить непокрытыми. Согласно другим вариантам реализации изобретения, тип гвоздей может быть другим и шурупы можно использовать с применением подходящего типа шурупов.
[0168] В проиллюстрированном варианте реализации изобретения, пространство между соседними стойками 110 остается пустым. Согласно другим вариантам реализации изобретения, в полностью или частично заполненные полости стоек можно поместить изолирующие материалы из стекловолокна или минеральной ваты. Согласно еще другим вариантам реализации изобретения, в качестве альтернативы изолирующим материалам можно использовать наносимый распылением целлюлозный изоляционный материал. Распыляемый изоляционный материал можно наносить с водой для заполнения закрытой полости стойки в соответствии с конкретными методиками нанесения для применяемого продукта.
[0169] Гипсовые панели 102, полученные согласно настоящему изобретению, эффективно подавляют перенос тепла через панели конструкции 100, изготовленные согласно методикам UL U305, в которых первую поверхность 104 подвергают воздействию источника тепла, при этом противоположная поверхность 105 остается не нагретой. Конструкцию 100 подвергают воздействию нагружающих сил в соответствии со стандартом UL U305 при одновременном воздействии нагреванием. Источник тепла следует кривой время-температура в соответствии со стандартом ASTM Е119-09а. Обратимся к фиг. 8, ненагреваемая поверхность 105 содержит температурные датчики, 138, прикрепленные к ней. Датчики 138 расставлены согласно схеме в соответствии с методиками, приведенными в стандарте UL U305. Гипсовые панели 102 эффективно подавляют перенос тепла от нагреваемой поверхности 104 к ненагреваемой поверхности 105, при этом максимальная единичная температура датчиков 138 на ненагреваемой поверхности 105 составляет менее примерно 415°F, а средняя температура датчиков 138 на ненагреваемой поверхности 105 составляет менее примерно 340°F по истечении примерно 50 минут при измерении согласно стандарту UL U305. Гипсовые панели 102 эффективно подавляют перенос тепла от нагреваемой поверхности 104 к ненагреваемой поверхности 105 и отвечают требованиям в отношении одночасового предела огнестойкости для конструкции 100.
[0170] Гипсовые панели 102, полученные согласно настоящему изобретению, эффективно выдерживают испытание на водонепроницаемость струей воды из шланга, которое также проводят как часть методик, описанных в стандарте UL U305. В соответствии с UL U305, конструкцию, выполненную тем же способом, что и конструкция, изображенная на фиг. 7, подвергают испытанию на предел огнестойкости согласно стандарту U305 в течение 30 минут, после чего ее вынимают из нагреваемой среды и перемещают в другое место для испытания на водонепроницаемость струей воды из шланга согласно U305. На конструкцию воздействуют струей воды из пожарного шланга, оборудованного для выпуска воды при давлении воды примерно 30 фунтов на квадратный дюйм в течение шестидесяти секунд.
[0171] В расширительном смысле, гипсовые панели, полученные в соответствии с принципами настоящего изобретения, можно использовать в конструкциях, которые настолько эффективно подавляют перенос тепла через панель, что соответствуют одночасовому пределу огнестойки и, согласно стандарту ASTM 1396/С 1396М-06, могут быть классифицированы как плита типа X. Согласно другим вариантам реализации изобретения, конструкции можно изготовить с применением гипсовых панелей, полученных в соответствии с принципами настоящего изобретения, которые соответствуют техническим требованиям других конструкций, разработанных в UL, таких как, например, конструкции, описанные в стандартах UL U419 и U423. Согласно еще другим вариантам реализации изобретения, гипсовые панели, полученные в соответствии с принципами настоящего изобретения, можно использовать в других конструкциях, которые по существу эквивалентны по меньшей мере одной их конструкций, описанных в стандартах U305, U419 и U423. Такие конструкции позволяют пройти испытание на одночасовой предел огнестойкости и подходящее испытание на водонепроницаемость струей воды из шланга, описанные в стандартах U305, U419, U423 и других эквивалентных методиках по испытаниям на огнестойкость.
ПРИМЕРЫ
[0172] Приведенные ниже примеры дополнительно иллюстрируют аспекты изобретения, но, конечно, не предполагают ограничить его объем каким бы то ни было образом.
Пример 1
[0173] Характеристики расширения вермикулита со сравнительно низким коэффициентом расширения, часто используемого в общепринятых гипсовых панелях с установленной степенью огнестойкости, такого как вермикулит марки №5, оценивали относительно вермикулита с высоким коэффициентом расширения, используемого в панелях и способах согласно настоящему изобретению, по существу при одинаковых условиях нагревания. В настоящем исследовании, 50 граммовые образцы типичного нерасширенного вермикулита марки 5 (со сравнительно низким коэффициентом расширения) и типичного вермикулита с высоким коэффициентом расширения (в настоящем примере вермикулита марки 4) помещали в три тигля и нагревали в печи в течение одного часа при постоянных заданных температурах, составляющих примерно 212°F (100°С), примерно 390°F (200°С), примерно 750°F (400°С), примерно 1110°F (600°С) и примерно 1470°F (800°С). После нагревания в течение одного часа, образцы взвешивали и измеряли их соответствующие плотности. Сравнение полученных средних потери в массе и плотности каждого исследуемого образца приведены в таблицах II и III, на фиг. 20 и 21, соответственно.
[0174] Объемные плотности нерасширенного вермикулита марки №5 и нерасширенных вермикулитов с высоким коэффициентом расширения в настоящем исследовании были почти одинаковыми (66,1 относительно 66,9 фунтов/фут3). Объем вермикулита не демонстрировал заметных изменений при температуре ниже примерно 390°F (200°С), но начинал увеличиваться при температуре выше примерно 390°F (200°С), при этом объемная плотность уменьшалась с увеличением температуры. При одинаковых температурах вермикулит с высоким коэффициентом расширения расширялся значительно больше, чем вермикулит марки №5 со сравнительно низким коэффициентом расширения, что приводило к соответствующим различиям в объемных плотностях. Также следует отметить, что при нагревании вермикулита №5 от комнатной температуры до примерно 1470°F (800°С), что соответствует температурам, которые имеют место при пожаре и в условиях испытания на огнестойкость, происходит объемное расширение на примерно 290% относительно начального объема в ненагретом состоянии. Нагревание вермикулита с высоким коэффициентом расширения от комнатной температуры до 1470°F (800°С) вызывает значительно большее расширение объема, составляющее примерно 390%, относительно начального объема в ненагретом состоянии.
[0175] Настоящее исследование подтвердило, наряду с результатами других наблюдений, что для данной массы и плотности вермикулита, величина дополнительного объема расширения, достигаемая вермикулитом с высоким коэффициентом расширения, намного превосходила объем вермикулита, используемого в традиционной плите с установленной степенью огнестойкости. Полученные результаты также подтвердили, что средний специалист не нашел бы очевидным использовать такой вермикулит с высоким коэффициентом расширения в каком-либо значительном количестве в гипсовых панелях с пониженными массами и плотностями, полученными в соответствии с принципами настоящего изобретения. Можно было бы ожидать, что способность расширяться указанного вермикулита с высоким коэффициентом расширения серьезно повредит и уменьшит конструктивную целостность и устойчивость таких гипсовых панелей при воздействии на них высокотемпературных условий, таких как условия, возникающие при пожаре и при испытании на огнестойкость.
Пример 2
[0176] Как упоминалось ранее, огнестойкие гипсовые панели с пониженной массой и плотностью, содержащие бумажные облицовочные листы, изготавливали в соответствии с принципами настоящего изобретения и подвергали рентгеновской сканирующей микрокомпьютерной томографии (КТ). Панели представляли собой пробные экземпляры из экспериментальной серии 2 и из одной из экспериментальных серий 3, 4 или 5, описанных ниже в примере 4. Каждый из пробных экземпляров из экспериментальных серий 2, 3, 4 и 5 изготавливали с применением примерно 1280 фунтов/тыс.кв.футов строительного гипса; примерно 75-100 фунтов/тыс.кв.футов вермикулита марки #4; примерно 20 фунтов/тыс.кв.футов пептизированного крахмала; примерно 32 фунтов/тыс.кв.футов HRA ускорителя схватывания, примерно 7,5 фунтов/тыс.кв.футов стекловолокна, примерно 2 фунтов/тыс.кв.футов диспергатора; примерно 1,5 фунтов/тыс.кв.футов фосфатов и пены в определенном количестве и составе, достаточных для обеспечения требуемых масс и плотностей панелей. Первый облицовочный лист панели представлял собой тяжелую манильскую бумагу с массой приблизительно 61 фунтов/тыс.кв.футов, и второй облицовочный лист представлял собой газетную бумагу с массой примерно 41 фунтов/тыс.кв.футов. Толщина готовой плиты составляла приблизительно 5/8 дюйма. Образцы готовых панелей изготавливали в разные дни с номинальной массой примерно 1860 фунтов/тыс.кв.футов (экспериментальные серии 3, 4 и 5) и примерно 1880 фунтов/тыс.кв.футов (экспериментальная серия 2). Плотности средних слоев составляли примерно 37 фунтов/фут3 и 36,5 фунтов/фут3, соответственно.
[0177] Пробные экземпляры средних слоев из каждого из двух наборов образцов анализировали с применением метода сканирующей конусно-лучевой рентгеновской микро-КТ с микронным разрешением, который, в общем, описан в публикации Lin, Videla, Yu и Miller, "Characterization and Analysis of Porous, Brittle Solid Structures by X-Ray Micro CT", JOM, Vol. 62, №12, pp. 91-94 (Mineral, Metals and Materials Society, 12/2010) ("the Lin X-Ray Micro CT article"), включенной в настоящую заявку посредством ссылки. Данные сканирования анализировали и использовали для получения изображений, показанных на фиг. 1-6. Фиг. 1 и 4 представляют собой двумерные слои пробных экземпляров среднего слоя, полученные из образцов с массами 1880 фунтов/тыс.кв.футов и 1860 фунтов/тыс.кв.футов, соответственно. Фиг. 2 и 5 представляют собой трехмерные изображения этих же пробных экземпляров, соответственно, состоящие из вокселей 1020×1024×1626, где размер каждого вокселя составляет 5,07×5,07×5,07 мкм. Фиг. 3 и 6 представляют собой трехмерные объемные тонированные изображения образцов с массами 1880 фунтов/тыс.кв.футов и 1860 фунтов/тыс.кв.футов, соответственно, на которых показано распределение пустот и вермикулита с высоким коэффициентом расширения (и других твердых частиц).
[0178] Образцы огнестойких гипсовых панелей с толщиной 5/8 дюйма, полученных в соответствии с принципами настоящего изобретения, показанные на фиг. 1-6, включают отвержденный гипсовый средний слой, содержащий гипсовую кристаллическую матрицу со стенками, ограничивающими воздушные пустоты, содержащиеся в среднем гипсовом слое. Трехмерное распределение по размерам воздушных пустот определяли с применением рентгеновской микротомографии высокого разрешения (HRXMT) на основе 3-D алгоритма водораздела, описанного в публикации в Lin X-Ray Micro CT article (см. также, A. Videla, C.L. Lin и J.D. Miller, Part. Part. Syst. Charact., 23 (2006), pp. 237-245). Анализ трехмерного HRXMT изображения с разрешением 5,07 мкм вокселей с трехмерным алгоритмом водораздела использовали для расчета эквивалентного сферического диаметра для подсчитанных воздушных пустот. В таблице IV на фиг. 22 представлены результаты измерения трехмерного распределения по размерам воздушных пустот по количеству и по объему для экспериментальных серий 2 и 3, пробных экземпляров 1 и 2, соответственно, и для двух дополнительных пробных экземпляров гипсовых панелей, полученных в соответствии с принципами настоящего изобретения, при применении одинаковых аналитических методов.
[0179] Обратимся к фиг. 22, согласно различным вариантам реализации изобретения, гипсовые панели, полученные в соответствии с принципами настоящего изобретения, могут включать различные другие размеры воздушных пустот, распределения по размерам и компоновки внутри гипсовой кристаллической матрицы отвержденного гипсового среднего слоя. Например, суммарное количество воздушных пустот на заданный размер образца может меняться от менее примерно одной тысячи до примерно 7000, и средний эквивалентный сферический диаметр воздушных пустот может меняться в диапазоне от примерно 100 мкм до примерно 350 мкм при стандартном отклонении от примерно 100 до примерно 225. Как отмечено выше, такие структуры и компоновки воздушных пустот позволяют уменьшить плотность и массу среднего слоя, при сохранении требуемых конструктивных и прочностных свойств плиты.
[0180] Распределение по толщине стенок в гипсовом среднем слое пробных экземпляров, показанных на фиг. 1-6, определяли с применением HRXMT на основе операций эрозии, расширения и скелетирования, описанных в Lin X-Ray Micro CT article (см., также, W.B. Lindquist et al., J. Geophys. Res., 101B (1996), pp. 8297-8310). Для анализа трехмерного HRXMT изображения применяли метод трехмерного скелетирования с расчетом толщины стенок между воздушными пустотами в среднем гипсовом слое. Толщину стенок между соседними воздушными пустотами получали путем манипулирования с срединной осью, при этом указанная толщина равна диаметру эквивалентной сферы, которая касается обеих сторон стенки. В таблице V на фиг. 23 представлены результаты измерения толщины стенок для экспериментальных серий 2 и 3, пробных экземпляров 1 и 2, соответственно, и двух дополнительных пробных экземпляров гипсовых панелей, полученных в соответствии с принципами настоящего изобретения, при применении одинакового аналитического метода.
[0181] Обратимся к фиг. 23, согласно различным вариантам реализации изобретения, гипсовые панели, полученные в соответствии с принципами настоящего изобретения, могут включать различные другие конфигурации стенок внутри гипсовой кристаллической матрицы отвержденного гипсового среднего слоя. Например, общее количество стенок на заданный размер образца может меняться в диапазоне от примерно 20 миллионов до примерно 35 миллионов согласно некоторым вариантам реализации изобретения, и средняя толщина стенок в среднем гипсовом слое может составлять по меньшей мере примерно 25 мкм. В пробных экземплярах, средняя толщина стенок, ограничивающих и разделяющих воздушные пустоты, в среднем гипсовом слое, может составлять от примерно 25 мкм до примерно 50 мкм при стандартном отклонении от примерно 10 до примерно 25. Как отмечено выше, такие стеновые структуры и их расположение позволяют уменьшить плотность и массу среднего слоя при сохранении требуемых конструктивных и прочностных свойств плиты. Согласно некоторым вариантам реализации изобретения, гипсовый средний слой панели позволяет использовать совокупные преимущества приведенного выше распределения воздушных пустот по размерам и их расположения, а также распределения стенок по толщине и их расположения, для достижения значительного снижения плотности и массы при обеспечении приемлемой прочности и связанных свойств.
[0182] Как видно на фиг. 1 и 2 и 4 и 5, частицы вермикулита с высоким коэффициентом расширения показаны в их нерасширенной форме в виде белых или серых частиц, в целом, распределенных по всему материалу среднего слоя. Многие из частиц вермикулита в пробном экземпляре среднего слоя расположены около или вблизи структур пустот, а также рассеяны по всем структурным элементам среднего слоя панелей. На фиг. 3 и 6, частицы вермикулита показаны в виде больших окрашенных частиц, ориентированных различным образом и суспендированных в структуре среднего слоя, а также диспергированных по всей кристаллической матрице среднего слоя, часто вблизи пустот или примыкая к ним. Фиг. 1-6 также отражает различия в размерах и распределении частиц вермикулита, которые могут иметь место в структуре среднего слоя гипсовых панелей, полученных в соответствии с принципами настоящего изобретения.
[0183] Как отмечалось в настоящей заявке выше, фиг. 1-6 указывают на сравнительно высокое содержание пустот, их сложное распределение и пониженную плотность, типичные для гипсового среднего слоя панелей, полученных в соответствии с принципами настоящего изобретения. Такая структура дополнительно усложнена за счет изменения кристаллических структур в стенках пустот и прилегающей промежуточной структуре среднего слоя между пустотами. Указанная кристаллическая структура может включать иглоподобные кристаллиты, пластинчатые кристаллиты и/или комбинации таких кристаллитов и других кристаллических и аморфных элементов. Указанные варианты реализации панелей, полученных в соответствии с принципами настоящего изобретения, основаны на целостности таких сравнительно хрупких структур среднего слоя, обеспечивающих огнестойкость и/или другие структурные и прочностные свойства панели, такие как прочность на протаскивание гвоздя, устойчивость против провисания и сопротивление изгибу.
[0184] Соответственно, как проиллюстрировано на фиг. 1-6, можно было бы ожидать, что введение в указанные структуры частиц вермикулита с высоким коэффициентом расширения приведет к отслаиванию, образованию трещин и разрушению стенок пустот и промежуточных участков среднего слоя при воздействии на панель высоких температур вследствие возникающего очень значительного увеличения объемов частиц вермикулита (например, увеличения объемов на примерно от 290% до более примерно 390% относительно начальных объемов вермикулита в ненагретом состоянии). Можно было бы ожидать серьезного ослабления структуры среднего слоя, вызванного повреждениями, преждевременным растрескиванием или разрушением панелей. Кроме того, поскольку имеет место высокая степень расширения вермикулита при температурах, при которых гипсовый средний слой теряет объем и, возможно, целостность, вследствие потери воды и других потерь и/или изменений кристаллической морфологии, можно было бы ожидать, что высокая степень расширения вермикулита в стенках пустот и промежуточных структурах среднего слоя ускорит потерю целостности панели. Таким образом, можно было бы ожидать, что потребуются значительные количества добавленного гипса или других добавок для повышения устойчивости к усадке для придания конструкционной прочности, необходимой для обеспечения огнестойких и прочностных свойств плиты. Как описано выше и дополнительно проиллюстрировано в примерах, приведенных в настоящей заявке, панели с пониженной массой и плотностью, полученные в соответствии с принципами настоящего изобретения, тем не менее, обеспечивают огнестойкие свойства, сопоставимые со свойствами панелей с гораздо более высокой плотностью и более высоким содержанием гипса.
Пример 3
[0185] Испытание на стойкость панели к усадке по оси X-Y (ширина и длина, соответственно), описанное в упомянутом выше патенте США №3616173 ("патент ′173") было проведено в качестве одного из способов исследования огнестойкости гипсовых панелей, полученных в соответствии с принципами настоящего изобретения. Как описано в патенте ′173, степень, с которой уменьшаются размеры по оси X-Y секции, отобранной из гипсовой панели, при воздействии на ее нагревания, представляет собой один из показателей устойчивости панели к усадке, трещинообразованию и отрыву от стоек и опор строительных конструкций, в которых используют такие панели.
[0186] В настоящем исследовании использовали набор образцов гипсовой плиты с толщиной 5/8 дюйма, размером приблизительно 3 дюйма на 9 дюймов, которые подвергали испытаниям, в целом, следуя методикам, описанным в патенте ′173. Образцы вырезали из цельного листа полученной гипсовой стеновой плиты из экспериментальной серии 13, описанной ниже. (В патенте ′173, образцы формовали из лабораторной смеси до толщины примерно ½ дюйма, используя воду вместо пены для регулирования плотности). Образцы устанавливали в муфельную печь, размещая их длинный (и в этом случае толщиной 5/8 дюйма) край вертикально на кусок изоляционного материала, при этом между образцами устанавливали изолирующие блоки для предотвращения опрокидывания указанных образцов. Измеряли начальную площадь поверхности по оси X-Y одной или обеих сторон каждого образца.
[0187] Печь и образец находились при комнатной температуре, когда образцы помещали в муфельную печь. Муфельную печь нагревали до 1800°F и затем выдерживали в течение одного часа, после чего нагревание отключали и оставляли печь охлаждаться при слегка открытой двери. После охлаждения печи и образца до температуры окружающей среды, образцы удаляли и измеряли площадь их поверхности по оси X-Y. Площадь поверхности образцов, оставшуюся после нагревания, делили на начальную площадь поверхности образцов до нагревания и умножали на 100, получая относительную площадь поверхности, оставшуюся после нагревания. Полученную величину, оставшуюся площадь поверхности в процентах, называют при использовании этого термина в настоящей заявке величиной «стойкости к усадке».
[0188] Пробные экземпляры, полученные из трех различных образцов гипсовой панели, испытывали в первой экспериментальной серии. В указанной первой экспериментальной серии, три пробных экземпляра образца вырезали из гипсовой панели толщиной 5/8 дюйма, изготовленной в соответствии с настоящим изобретением в экспериментальной серии 13, описанной ниже в примере 4. Указанные пробные экземпляры подвергали испытанию одновременно с тремя пробными экземплярами, полученными из каждого из двух образцов промышленных плит, отрезанных от промышленной 5/8 дюймовой плиты типа X, поступающей в продажу под наименованием "Sheetrock Brand Firecode® 5/8" Туре-X Core Board" и поставляемой компанией United States Gypsum Company. Плотность среднего слоя образцов типа X составляла примерно 43,5 фунтов/фут3 и масса плиты составляла примерно 2250 фунтов/тыс.кв.футов.
[0189] Панель первого образца из экспериментальной серии 13, описанной в примере 4, была получена в соответствии с настоящим изобретением, ее толщина составляла примерно 5/8 дюймы, масса составляла примерно 1850 фунтов/тыс.кв.футов, и плотностью среднего слоя составляла 35,5 фунтов/фут3. Панель изготавливали из смеси, содержащей примерно 1311 фунтов/тыс.кв.футов строительного гипса, примерно 27 фунтов/тыс.кв.футов HRA, примерно 30 фунтов/тыс.кв.футов пептизированного крахмала, примерно 100 фунтов/тыс.кв.футов вермикулита с высоким коэффициентом расширения, примерно 7,5 фунтов/тыс.кв.футов стекловолокна, примерно 1,5 фунтов/тыс.кв.футов триметафосфата натрия и примерно 2,5 фунтов/тыс.кв.футов диспергатора, представляющего собой нафталинсульфонат, а также пену в количестве и составе, необходимых для получения среднего слоя требуемой плотности. В результате физических испытаний панели было установлено, что ее прочность на отрыв гвоздя составляла примерно 103 фунта при применении методик испытаний, описанных в стандартах ASTM.
[0190] Во второй экспериментальной серии, исследовали три пробных экземпляра, полученных из второй промышленной 5/8 дюймовой плиты типа X, поступающей в продажу под наименованием "Sheetrock Brand Firecode 5/8" Туре-Х Board" и поставляемой компанией United States Gypsum Company. Плотность среднего слоя образцов типа X в среднем составляла примерно 41,73 фунтов/фут3, и масса плиты составляла примерно 2250 фунтов/тыс.кв.футов. Три пробных экземпляра также вырезали из каждой из промышленной ½ дюймовой и промышленной 5/8 дюймовой плит Firecode® С, поступающих в продажу под наименованием "Sheetrock Brand Firecode® С core. ½" и 5/8", соответственно. Указанные плиты также поставлялись компанией United States Gypsum Company. В плиты Firecode® С введен вермикулит с низким коэффициентом расширения. Плотность среднего слоя ½ и 5/8 дюймовых образцов в среднем примерно составляла 48,12 фунтов/фут3 и примерно 46,86, соответственно, и масса плит в среднем примерно составляла примерно 2025 фунтов/тыс.кв.футов и примерно 2550 фунтов/тыс.кв.футов, соответственно.
[0191] Средние значения стойкости к усадке, полученные в результате испытаний, приведены в таблице VI на фиг. 24. Данные, приведенные выше, демонстрируют, что при проведении указанного испытания плита с установленной степенью огнестойкости, полученная в соответствии с принципами настоящего изобретения, обладала значительно лучшей стойкостью к усадке при гораздо более низкой плотности и массе. Средняя стойкость к усадке составляла примерно 88% по сравнению со стойкостью к усадке образцов гораздо более тяжелых и более плотных промышленных плит типа X, составляющей примерно 77% и примерно 61%. Аналогичные результаты наблюдали и при сравнении со значительно более плотными и более тяжелыми промышленными панелями Firecode® С, которые в указанном испытании демонстрировали стойкость к усадке, составляющую примерно 74%. При проведении указанного испытания не наблюдалось заметного различия в стойкости к усадке между ½ дюймыми и 5/8 дюймыми образцами Firecode® С.
[0192] Для сравнительных целей, в патенте ′173 сообщалось, что в этих примерах плотность среднего слоя каждого из исследуемых ½ дюймовых образцов (если не указано иное) составляла примерно 43 фунтов/фут3. В патенте ′173 также сообщалось, что при такой плотности, 63 исследуемых образца проявляли заявленную стойкость к усадке в диапазоне от 54% (гипсовые панели без добавления неорганического материала с маленьким размером частиц или вермикулита) до примерно 85% (гипсовые панели, содержащие глину и стекловолокна в количестве 0,45 весовых процентов относительно всех сухих ингредиентов в среднем слое).
[0193] Как сообщалось, стойкость к усадке образцов, описанных в патенте ′173, в которые было добавлено только стекловолокно (0,45 весовых процентов относительно всех сухих ингредиентов в среднем слое) составляла менее примерно 60% (например, от 53,7%, до 61,5%). При добавлении вермикулита и стекловолокна и без добавления неорганического материала с маленьким размером частиц, стойкость к усадке указанных образцов составляла примерно 60,8% (вермикулит при 1,0 весовом проценте относительно всех сухих ингредиентов в среднем слое) и примерно 64,1% (вермикулит и стекловолокно при 1,0 и 0,45 весовых процентов, соответственно, относительно всех сухих ингредиентов в среднем слое). Образцы с заявленными величинами стойкости к усадке, составляющими примерно 80% или более, содержали значительное количество глины, составляющее 5,0 по массе всех сухих ингредиентов в среднем слое, включая те образцы, в которые были добавлены стекловолокно и вермикулит. В большинстве из этих примеров, если не во всех, было доказано отсутствие какой-либо пользы от добавления вермикулита, применяемого в настоящем изобретении, когда количество добавленной глины сохранялось постоянным. Поэтому неожиданно, что в вариантах реализации гипсовых панелей, полученных в соответствии с принципами настоящего изобретения, в гипсовый средний слой которых не были введены значительные количества неорганического материала с маленьким размером частиц в виде глины, коллоидного кремнезема или коллоидного глинозема для повышения стойкости к усадке в условиях высоких температур, тем не менее, указанные варианты реализации проявляли стойкость к усадке, по меньшей мере соизмеримую, если не лучше, чем общепринятые гипсовые панели типа X и промышленные панели, в которых используют вермикулит с низким коэффициентом расширения, такие как панели Firecode® С.
[0194] Таким образом, в данном испытании составы и способы получения огнестойких гипсовых панелей в соответствии с принципами настоящего изобретения позволяют придать гипсовым панелям стойкость к усадке, которая превышает стойкость гораздо более тяжелых и более плотных гипсовых панелей и соответствует или превышает стойкость к усадке таких панелей, в которые добавлены значительные количества ингредиентов, таких как глина, необходимых для обеспечения требуемой стойкости к усадке.
Пример 4
[0195] В разные дни были проведены несколько серий экспериментов для получения образцов с номинальной толщиной 5/8 дюйма из гипсовых панелей с пониженной массой и плотностью, полученных в соответствии с принципами настоящего изобретения и с применением состава, предложенного в настоящей заявке, примеры которого приведены в таблице I на фиг. 19. Образцы, используемые в указанных экспериментальных сериях, дополнительно частично описаны в таблице VII на фиг. 25a-b, в которой также приведены количества компонентов, массы и плотности плит (ориентировочные количества). Иллюстративные панели, полученные в соответствии с принципами настоящего изобретения, подвергали испытаниям, описанным ниже в примерах 4А-4Е. Для сравнительных целей также получали образцы коммерчески доступных гипсовых панелей типа X с установленной степенью огнестойкости и гипсовых панелей, содержащих стеклянные маты. Промышленные образцы, в дальнейшем именуемые панелями типа X, получали из гипсовых панелей типа X толщиной 5/8 дюйма SHEETROCK® brand FIRECODE®, поставляемых компанией United States Gypsum Company (одночасовой предел огнестойкости) (экспериментальная серия 21). Такие промышленные образцы, в дальнейшем именуемые панелями со стеклянными матами, были взяты из промышленных гипсовых панелей SECUROCK® brand Glass-Mat sheathing толщиной 5/8 дюйма, поставляемых компанией United States Gypsum Company (предел огнестойкости один час).
[0196] Пробные экземпляры для испытания на плотности, стойкость к усадке, высокотемпературное увеличение толщины в направлении по оси Z и теплоизоляцию, полученные из гипсовых панелей, описанных в настоящих примерах, как из образцов, полученных в соответствии с принципами настоящего изобретения, так и из образцов промышленных гипсовых панелей, были взяты на расстоянии по меньшей мере шесть дюймов от краев панели в одном или более местах в "области" панелей, если не указано иное.
Пример 4А
[0197] Пробные экземпляры из экспериментальных серий 1-20 огнестойких гипсовых панелей с пониженной массой и плотностью, полученных в соответствии с принципами настоящего изобретения, подвергали высокотемпературному испытанию на определение силы сцепления среднего слоя согласно документу EN 520 Gypsum Plasterboards - Definitions, Requirements and Test Method, который широко применяют в Европе в качестве стандарта для некоторых гипсовых панелей с установленной степенью огнестойкости. Методики проведения указанного испытания также описаны в отчете ASTM WK25392 - Revision of С473-09 Standard Test Methods for Physical Testing of Gypsum Panel Products (далее "ASTM Pub. WK25392"), доступном на веб-адресе www.astm.org/DATABASE.CART/WORKITEMS/WK25392.htm или в ASTM International в других формах или форматах.
[0198] В настоящем испытании оценивают способность гипсовых панелей выдерживать провисание и механические деформации, возникающие при воздействии на конструкции, в которых использовали такие панели, высоких температур, таких как температуры, встречающиеся при пожарах. Например, в условиях высоких температур строительные детали конструкции, такие как стойки каркаса стены, могут деформироваться или подвергаться опасности при воздействии на них высоких температур. В результате может происходить смещение конструкций по направлению к источнику тепла или от источника тепла за счет воздействия на панели сил сжатия и/или расширения.
[0199] В указанных испытаниях, исследуемый пробный экземпляр размером примерно 1,75 дюйма на примерно 12 дюймов (24 мм на 100 мм) устанавливают горизонтально с помощью консоли длиной примерно 10 дюймов (254 мм). Напряжение при сдвиге и изгибающий момент придают с помощью груза, свисающего со свободного конца пробного экземпляра. Груз подвешивают на расстоянии примерно 0,39 дюймов (10 мм) выше платформы. Масса груза зависит от толщины исследуемого пробного экземпляра и варьирует от примерно 10,6 унций (300 г) до примерно 25,9 унций (450 г) для гипсовых плит толщиной от примерно ½ дюйма (12,7 мм) до примерно ¾ дюйма (19,1 мм). Исследуемый пробный экземпляр подвергают воздействию пламени с помощью двух горизонтально расположенных горелок Мекера, размещенных на расстоянии примерно 3,9 дюймов (100 мм) от закрепленного конца пробного экземпляра.
[0200] Сопло каждой горелки расположено на расстоянии примерно 1,0 дюйм (25,4 мм) от ближайшей лицевой стороны исследуемого пробного экземпляра и отрегулировано таким образом, что термопара, размещенная на расстоянии примерно 0,2 дюйма (5 мм) от пробного экземпляра, регистрирует примерно 1830°F (1000°С). Если пробный экземпляр слабеет и/или отклоняется, но остается неповрежденным, не разбиваясь на отдельные куски при соприкосновении груза с платформой, то считается, что он прошел данное испытание. В случае образца гипсовой панели по меньшей мере шесть из семи реплик должны пройти испытание. Результаты испытания выражены с помощью терминов "прохождение" или "неудача".
[0201] В указанных испытаниях пробных экземпляров из всех экспериментальных серий использовали груз массой 25,9 унций (450 г). Пробные экземпляры из каждой из экспериментальных серий прошли высокотемпературное испытание по силы сцепления среднего слоя, несмотря на пониженную массу и плотность гипсовых панелей.
Пример 4В
[0202] Как отмечено выше, помимо проблем, связанных с силами сцепления, усадка гипсового среднего слоя, обусловленная воздействием высоких температур, также способствует потере физической целостности собранной структуры панели, такой как стеновой блок и/или противопожарный барьер. В ASTM Pub. WK25392 было разработано и описано испытание для измерения "высокотемпературной усадки", которое позволяет определить количественный показатель усадочных свойств гипсовых панелей в условиях высоких температур. Указанная методика испытаний отражает тот факт, что, наряду с реакциями обжига, на высокотемпературную усадку, которую могут испытывать гипсовые панели в условиях пожара, влияют факторы, которые могут иметь место в гипсовых средних слоях панелей в условиях высоких температур. Соответственно, в протоколе испытания используют невентилируемую печь, так что отсутствует воздушный поток извне печи, который мог бы привести к охлаждению исследуемых пробных экземпляров. Кроме того, температура печи составляет примерно 1560°F (850°С) и является причиной усадки, которая может происходить в ангидритных фазах структур гипсового среднего слоя, а также обжига и других высокотемпературных эффектов при воздействии высоких температур в условиях пожара. Термин "высокотемпературная усадка", применяемый в настоящей заявке, относится к показателю усадочных свойств гипсовых панелей при высокотемпературных испытаниях и к состояниям образца, соответствующим состояниям, описанным в настоящей заявке.
[0203] Пробные экземпляры панелей из экспериментальных серий 1-20, полученных в соответствии с принципами настоящего изобретения, подвергали испытаниям для определения величины высокотемпературной усадки по оси X-Y, которую они испытывают в условиях высоких температур, определенных в ASTM Pub. WK25392. Кроме того, в указанных испытаниях пробные экземпляры оценивали с точки зрения потери или приращения их толщины. Исследуемые пробные экземпляры представляли собой диски диаметром примерно 4 дюйма (100 мм), вырезанные из образцов гипсовой плиты с помощью сверлильного станка с кольцевой пилой. Для каждого испытания требовалось шесть пробных экземпляров, которые были помещены в печь бок о бок, не касаясь друг друга. Кроме того, исследуемые пробные экземпляры помещали на маленькие подставки, что позволяло нагревать и вентилировать их равномерно с обеих лицевых сторон, так что они оставались сравнительно плоскими, цилиндрическими дисками.
[0204] Для предотвращения теплового шока у исследуемых пробных экземпляров, что могло бы привести к ошибочным результатам испытания вследствие растрескивания и разрыва, протокол испытания был изменен таким образом, что исследуемые пробные экземпляры помещали в печь перед ее нагреванием до примерно 1560°F (850°С). Пробные экземпляры выдерживали при такой температуре в течение минимально примерно 20 минут перед отключением печи. Пока печь охлаждалась, печная заслонка оставалась закрытой. Пробные экземпляры не удаляли из печи для проведения измерений до тех пор, пока температура не опускалась до приблизительно комнатной температуры.
[0205] Так как гипсовая плита является анизотропной, величина усадки будет слегка варьироваться в направлениях длины и ширины. Поэтому были проведены два ортогональных измерения и полученные результаты усреднены для вычисления среднего диаметра диска. В указанных испытаниях были выполнены два измерения под углом 90 градусов друг к другу, так как было обнаружено, что такой подход позволяет осуществить последовательное измерение среднего диаметра от одного пробного экземпляра к другому. Было обнаружено, что ориентация пробных экземпляров в отношении "направления обработки" и "поперечного направления обработки" не представляет собой значительную проблему для целей настоящего испытания. Как правило, если два измерения для одного диска отличались более на 0,01 дюйма (0,25 мм), то диск отбраковывали, и измерения исключали из приведенных результатов. Высокотемпературную усадку рассчитывали как процентное изменение среднего диаметра после теплового воздействия и обозначали "S," обычно с точность до 0,1% для группы их шести исследуемых пробных экземпляров.
[0206] Данные, полученные при проведении этого испытания и приведенные в таблице VIII на фиг. 26a-b, демонстрируют, что структура среднего слоя в иллюстративных панелях, полученных в соответствии с принципами настоящего изобретения, значительно более устойчива к высокотемпературной усадке (S составляет от приблизительно 2% до приблизительно 4%), чем можно было бы ожидать с учетом пониженной плотности среднего слоя и недостатка содержания гипса, что обычно считается необходимым для уменьшения усадки гипсовых панелей.
[0207] Кроме того, указанные образцы демонстрируют увеличение толщины, или "высокотемпературное увеличение толщины ТЕ," в направлении по оси Z, составляющее от примерно 11% до более примерно 30% от их начальной толщины перед нагреванием до их конечной толщины после нагревания. Термин "высокотемпературное увеличение толщины", применяемый в настоящей заявке, относится к показателю способности гипсовых панелей увеличивать толщину в направлении по оси Z при высокотемпературных испытаниях и состояниях образца, соответствующих состояниям, описанным в настоящей заявке. Отношение высокотемпературного увеличения толщины (в направлении по оси Z) к высокотемпературной усадке (т.е. TE/S) предоставляет один из показателей общего преимущества следования принципам настоящего изобретения, составляющий от примерно 3 до более 17 в экспериментальных сериях 1-20.
[0208] Для сравнительных целей, высокотемпературная усадка, высокотемпературное увеличение толщины и отношение расширения к усадке, типичные для промышленных гипсовых панелей с установленной степенью огнестойкости и толщиной 5/8 дюйма, также включены в таблицу VIII на фиг. 26b. Приведенные данные и типичные данные по массе и плотности, получены при проведении испытаний промышленных гипсовых панелей типа X SHEETROCK® brand FIRECODE®, гипсовых панелей типа С SHEETROCK® brand FIRECODE® и гипсовых панелей SECUROCK® brand Glass-Mat sheathing, при этом все указанные панели можно приобрести в компании United States Gypsum Company. Как можно видеть, сравнительно низкая высокотемпературная усадка в иллюстративных панелях, полученных в соответствии с принципами настоящего изобретения, соизмерима, если не лучше, чем усадка промышленных панелей с установленной степенью огнестойкости. Кроме того, величина высокотемпературного увеличения толщины в иллюстративных панелях, полученных в соответствии с принципами настоящего изобретения, неожиданно существенно больше, чем в случае более тяжелой, более плотной общепринятой гипсовой плиты с установленной степенью огнестойкости, при отсутствии других неблагоприятных эффектов.
[0209] Неожиданное преимущество панелей, полученных в соответствии с принципами настоящего изобретения, также отражено в их существенно большем отношении (TE/S) высокотемпературного увеличения толщины (в направлении по оси Z) к высокотемпературной усадке по сравнению с промышленными панелями с установленной степенью огнестойкости. Сравнительно маленькая высокотемпературная усадка и по существу огромное высокотемпературное увеличение толщины иллюстративных панелей, полученных в соответствии с принципами настоящего изобретения, свидетельствуют, что указанные панели обеспечивают огнестойкость неожиданную для их массы и плотности при температурах, характерных для температур, возникающих в условиях пожара в здании. Похожие результаты также получены при применении панелей, изготовленных из других комбинаций составляющих материалов в рамках объема изобретения.
Пример 4С
[0210] Один из полезных показателей пожарных характеристик гипсовых панелей в конструкциях, например, конструкциях, в которых используют нагруженные, деревянные каркасы стоек, как предусмотрено в испытаниях на огнестойкость согласно стандарту ASTM E119, описан в статье Shipp, Р.Н. и Yu, Q., "Thermophysical Characterization of Type X Special Fire Resistant Gypsum Board" Proceedings of Fire и Materials 2011 Conference, San Francisco, 31st January - 2nd February 2011, Interscience Communications Ltd., London, UK, pp. 417-426. В этой статье обсуждается широкомасштабная серия испытаний на огнестойкость согласно стандарту Е119 нагруженных несущих деревянных каркасных стеновых конструкций и корреляция между высокотемпературной усадкой и теплоизоляционными характеристиками промышленных гипсовых панелей типа X и их ожидаемыми свойствами согласно методикам испытаний на огнестойкость, описанным в стандарте Е119.
[0211] Был проведен линейный многомерный регрессионный анализ на основе данных, полученных в указанных испытаниях, с применением предела огнестойкости FR (в минутах) в качестве зависимой переменной. Независимые переменные представляли собой усадку SH в процентах (измеренную с помощью упомянутого выше испытания на высокотемпературную усадку, описанного в примере 4В), показатель теплоизоляции TI (измеренный с помощью испытания, описанного ниже в примере 4D), влажность древесины МС (в виде процента по массе) и лабораторную установку для проведения испытаний LAB={0, 1}. Проведенный линейный регрессионный анализ установил следующую связь (со стандартной ошибкой для регрессии 2,55 минут):

[0212] Если предположить что испытание проводили в одной лаборатории (LAB=1) и обычная влажность древесины составляет 13,5%, приведенную выше связь можно выразить следующим образом:

[0213] Уравнение 2 можно перегруппировать таким образом, чтобы показать расчетный минимальный показатель теплоизоляции для обычной промышленной панели типа X в нагруженной конструкции с деревянными стойками, необходимой для выполнения испытания на огнестойкость согласно методикам испытаний, приведенным в стандарте Е119, при применении данных испытания на высокотемпературную усадку. Полученную связь можно выразить как:

[0214] Для огнестойкости через 50, 55 и 60 минут требуемый TI будет больше или равен следующему выражению:



[0215] Как показано в таблице IX на фиг. 27, приведенные выше связи, выраженные в уравнениях 4а-4с, указывают, что для обеспечения приемлемой огнестойкости в условиях, описанных в стандарте Е119, через примерно 50, 55 и 60 минут потребуются перечисленные приблизительные минимальные значения TI. Величины высокотемпературной усадки SH для панелей из экспериментальных серий, и промышленных панелей приведены в таблице X на фиг. 28a-b, как описано выше в примере 4В.
[0216] Для иллюстративных панелей из экспериментальных серий 1-20, полученных в соответствии с принципами настоящего изобретения, минимальные значения TI, выведенные из указанных связей (уравнения 4(a)-4(c)) будут равны или больше чем от примерно 13,8 до примерно 15,8 через 50 минут, от примерно 16,6 до примерно 19 через 55 минут и от примерно 20 до примерно 22 через 60 минут. Указанные вычисленные значения TI, соизмеримые, если не лучше, чем рассчитанные значения TI для промышленных гипсовых панелей типа X, типа С (содержащих вермикулит марки 5) и гипсовых панелей, облицованных стеклом, также приведены в таблице IX на фиг. 27. Рассчитанные значения TI для промышленных панелей с гораздо более тяжелыми массами и большими плотностями, будут равны или больше чем от примерно 13,9 до примерно 16,6 через 50 минут, от примерно 17 до примерно 19,7 через 55 минут и от примерно 20,2 до примерно 23 через 60 минут.
[0217] Как показано ниже в примере 4D, измеренные значения TI для пробных экземпляров из иллюстративных панелей, полученных в соответствии с принципами настоящего изобретения, экспериментальные серии 1-20, были равны или превышали указанные расчетные минимальные значения TI, не выдерживая их значительно пониженные массы и плотности по сравнению с гипсовыми панелями типа X, и были соизмеримы с измеренными значениями TI для образца гипсовой панели типа X. Кроме того, при сопоставимых испытаниях с применением методик, приведенных в стандарте U305 и описанных ниже в примере 4Е, панели, полученные в соответствии с принципами настоящего изобретения, фактически обеспечивали большую, чем ожидаемая, огнестойкость при проведении испытания на огнестойкость. Не будучи связанными теорией, полагают, что удивительная повышенная огнестойкость панелей, полученных в соответствии с принципами настоящего изобретения, продемонстрированная в натурных испытаниях на огнестойкость, частично объясняется степенью высокотемпературного увеличения толщины, которую обеспечивают панели и способы, предложенные в настоящем изобретении. Также, не будучи связанными теорией, полагают, что преимущества такого значительного высокотемпературного увеличения толщины может быть не отражено в приведенных выше связях, так как они основаны на испытаниях с применением гипсовых панелей типа X, которые обычно проявляют сжатие во время нагревания (см., таблицу VIII на фиг. 26b, испытания типа X).
Пример 4D
[0218] Кроме того было проведено испытание для оценки показателя высокотемпературной теплоизоляции согласно методикам, рассмотренным в ASTM Pub. WK25392. В такой методике описано простое, репрезентативное испытание высокотемпературных термоизоляционных характеристик гипсовых панелей. Условия теплопереноса, применяемые в этом испытании, можно описать с помощью уравнения сохранения энергии для одномерной неустойчивой теплопроводности через толщину плиты:

где Т представляет собой температуру в данный момент времени t и на глубине x в плите. Теплопроводность (k), плотность (ρ) и удельная теплоемкость (cp) представляют собой при повышенных температурах нелинейные зависимые от температуры функции. На скорость теплообразования q влияют различные эндотермические и экзотермические реакции, например, фазовые изменения в гипсе и горение бумажной лицевой стороны, которые происходят при различных температурах и, соответственно, в разное время.
[0219] Для целей оценки общей теплопроводности через гипсовую плиту и, следовательно, ее теплоизоляционных свойств, обычно нет необходимости по отдельности измерять и описывать каждую переменную, упомянутую выше. Достаточно оценить их результирующее кумулятивное действие на теплоперенос. С этой целью, было разработано простое испытание для определения показателя высокотемпературной теплоизоляции, описанное в ASTM Pub. WK25392. Термин "показатель высокотемпературной теплоизоляции", применяемый в настоящей заявке, относится к показателю теплоизоляционных свойств гипсовых панелей при высокотемпературных испытаниях и состояниях образца, соответствующих состояниям, описанным в настоящей заявке. Каждый исследуемый пробный экземпляр состоял из двух дисков с диаметром 4 дюйма (100 мм), зажатых вместе с помощью шурупов типа G с рожковой шляпкой. В центр пробного экземпляра помещали термопару. Затем пробный экземпляр устанавливали на ребро в штатив, выполненный с возможностью равномерного нагревания всей его поверхности, и помещали в печь, предварительно нагретую до примерно 930°F (500°С). Регистрировали рост температуры в центре исследуемого пробного экземпляра и рассчитывали показатель теплоизоляции, TI, в виде времени, в минутах, необходимого для нагревания исследуемого пробного экземпляра от примерно 105°F (40°С) до примерно 390°F (200°С). Показатель теплоизоляции исследуемого пробного экземпляра рассчитывали как:

[0220] Температурный профиль, построенный на основе данных, полученных с помощью указанной методики, часто демонстрирует переход из гипса в полугидрат при температуре примерно 212°F (100°С) и превращение полугидрата в первую фазу ангидрита при температуре около примерно 285°F (140°С). Такие данные также часто свидетельствуют, что после завершения указанных фазовых переходов, температура быстро поднимается по линейному закону, так как при температуре печи ниже примерно 930°F (500°С) обычно не происходит дальнейших значительных химических реакций или реакций с изменением фазы. В ожидании, пока температура среднего слоя пробного экземпляра достигнет примерно 105°F (40°С), чтобы начать отсчет времени, можно достичь приемлемых повторяемости и воспроизводимости.
[0221] Результаты испытаний по определению показателя теплоизоляции пробных экземпляров из экспериментальных серий 1-20 приведены в таблице X на фиг. 28a-b. Данные, полученные при определении показателя теплоизоляции (TI) для примеров из указанных экспериментальных серий показывают, что структура среднего слоя гипсовых панелей с пониженной массой и плотностью, полученных в соответствии с принципами настоящего изобретения, неожиданно обеспечивает эффективные теплоизоляционные свойства, учитывая их плотности и содержание гипса. Как показано в таблице X, значения показателя теплоизоляции меняется от примерно 22 минут до примерно 25 минут для пробных экземпляров из экспериментальных серий 1-20. Это указывает на то, что композиция среднего слоя, полученная в соответствии с принципами настоящего изобретения, является более эффективным теплоизолирующим материалом, чем можно было ожидать на основе плотности среднего слоя, для целей сопротивления высоким температурам, возникающим в условиях пожара и испытаний на огнестойкость. Приведенные примеры также показывают, что отношение показателя теплоизоляции к плотности для пробных экземпляров из экспериментальных серий 1-20 изменялось от примерно 0,60 до примерно 0,68 минут/фунтов/фут3. Для сравнения, в сериях экспериментов 1-20 отношение показателя теплоизоляции к плотности составляло от примерно 0,55 до примерно 0,59 минут/фунтов/фут3 для пробных экземпляров из более тяжелых, более плотных промышленных гипсовых панелей типа X SHEETROCK® brand FIRECODE®, гипсовых панелей типа С SHEETROCK® brand FIRECODE® и гипсовых панелей SECUROCK® brand Glass-Mat sheathing.
[0222] Как свидетельствуют представленные данные, иллюстративные панели, полученные в соответствии с принципами настоящего изобретения, имеют несколько более низкие значения показателя теплоизоляции, чем гораздо более тяжелые и более плотные промышленные панели. Это можно рассматривать как признак того, что иллюстративные панели, полученные в соответствии с принципами настоящего изобретения, будут иметь пониженную огнестойкость. Тем не менее, принимая во внимание плотность иллюстративных панелей, полученных в соответствии с принципами настоящего изобретения, их теплоизоляционные свойства (как свидетельствуют отношения TI к плотности) соответствуют или лучше, чем свойства более тяжелых, более плотных промышленных панелей. Кроме того, как показано в примере 4Е, иллюстративные панели, полученные в соответствии с принципами настоящего изобретения, продемонстрировали неожиданную огнестойкость по сравнению с более тяжелыми, более плотными промышленными панелями при применении их в конструкциях, подвергаемых испытаниям на огнестойкость в натурных условиях.
Пример 4Е
[0223] Пробные экземпляры из экспериментальных серий 1-20 огнестойких панелей с пониженной массой и плотностью, полученных в соответствии с принципами настоящего изобретения, подвергали испытаниям на огнестойкость в натурных условиях в соответствии с методиками, описанными в стандартах UL U419, U423 и U305. Указанные методики испытаний требуют применение конструкции исследуемой структуры, содержащей стеновой сборный каркас из стальных или деревянных стоек (обычно вертикальных стоек размером примерно 10 футов, установленных между опорной плитой и покрывающей плитой и выполненных из одинакового материала). Конструкции, в которых использовали пробные экземпляры панелей, полученные в соответствии с принципами настоящего изобретения, из экспериментальных серий 1-17, подвергали испытанию на огнестойкость согласно методикам, описанным в стандарте U419; конструкцию, в которой использовали пробные экземпляры панелей, полученных в соответствии с принципами настоящего изобретения, из экспериментальной серии 18, подвергали испытанию на огнестойкость согласно методикам, описанным в стандарте U423; и конструкции, в которых использовали пробные экземпляры панелей, полученные в соответствии с принципами настоящего изобретения, из экспериментальных серий 19 и 20, подвергали испытанию на огнестойкость согласно методикам, описанным в стандарте U305.
[0224] Кроме того, для сравнительных целей, образцы промышленных гипсовых панелей типа X SHEETROCK® brand FIRECODE® с установленным одночасовым пределом огнестойкости и толщиной 5/8 дюйма, (экспериментальная серия 21) и промышленные гипсовые панели SECUROCK® brand Glass-Mat sheathing с толщиной 5/8 дюйма и установленным одночасовым пределом огнестойкости (экспериментальная серия 22), подвергали испытаниям согласно методикам, описанным в стандартах U419 и U423, соответственно. Масса панелей типа X из экспериментальной серии 21 составляла приблизительно 2250 фунтов/тыс.кв.футов, при плотности среднего слоя примерно 43,5 фунтов/фут3. Масса панелей Securock® из экспериментальной серии 22, составляла примерно 2630 фунтов/тыс.кв.футов, при плотности среднего слоя примерно 51 фунтов/фут3.
[0225] В испытаниях согласно стандартам U419 и U423, стойки представляли собой коммерчески доступные легкие тонкостенные стальные стойки, выполненные из стали, с толщиной от примерно 0,015 дюйма до примерно 0,032 дюйма и шириной примерно 3-5/8′′ или 3-1/2′′ дюйма на толщину примерно 1-¼′′ дюйма. Стальные стойки, а именно, стальные стойки Viper 25 (Marino/Ware, Div of Ware Industries Inc), размещали в конструкции на расстояние примерно 24 дюйма друг от друга. В испытании согласно стандарту U305 использовали деревянные стойки из пихты Дугласа #2 размером 2×4 (приблизительно шириной 3,5 дюйма на толщину 1,5 дюйма), расположенные на расстоянии примерно 16 дюймов друг от друга.
[0226] Методики испытаний, описанные в стандарте U419, считаются наиболее строгими видами испытаний, разработанными в UL, так как легкие тонкостенные стальные стойки часто испытывают тепловую деформацию (обычно при воздействии на открытые панели пламени газовых струй) вследствие переноса тепла через панели в полость конструкции, расположенную между подвергаемыми и не подвергаемыми воздействию панелями. Такая деформация часто вызывает на нагреваемой, подвергаемой воздействию стороне конструкции отделение соединений панелей или другие повреждения, что позволяет пламени газовой струи и/или сильной жаре проникать в полость конструкции и на не подвергаемую воздействию, ненагреваемую сторону конструкции. Ожидается, что чем легче и тоньше толщина стенок стальных стоек, тем больше вероятность тепловой деформации стоек и конструкции.
[0227] Гипсовые панели были прикреплены горизонтально, т.е. перпендикулярно к вертикальным стойкам, к каждой стороне конструкции. Как правило, на каждой стороне каркаса использовали две панели приблизительно 10 футов на 4 фута и одну панель приблизительно 10 футов на 2 фута. Панель размером 10 футов на 2 фута помещали в верхней части конструкции, что представляет собой более трудное испытание для конструкции, чем, если бы более узкую панель поместили в середине между более широкими панелями или в нижней части конструкции. Горизонтальные торцевые соединения и стыковые соединения на противоположных сторонах стоек размещали не в шахматном порядке. Панели прикрепляли к каркасу на каждой стороне конструкции с помощью однодюймовых S-образных шурупов с двухзаходной резьбой, на расстоянии восьми дюймов от центра. Панели устанавливали таким образом, что стыки между панелями на каждой стороне каркаса располагались по одной линии друг за другом. Затем, стыки уплотняли с помощью бумажной ленты для перекрытия стыков и состава для уплотнения стыков.
[0228] Вид испытания, тип стоек и результаты, выраженные в виде времени (в минутах и секундах) до завершения указанного испытания даны в таблице XI на фиг. 29а-с. В испытаниях, проведенных согласно методикам, описанным в стандарте U419, толщина стали, используемой для получения легких тонкостенных стоек, составляла либо 0,015 дюйма, либо 0,018 дюйма. В испытаниях согласно методикам, описанным в стандарте U423, применяли коммерчески доступные стальные стойки, выполненные из стали толщиной примерно 0,032 дюйма. Согласно методикам, описанным в стандарте U419, конструкцию не подвергают внешней нагрузке. В испытаниях, описанных в стандарте U419, пробные экземпляры испытывали повреждение при превышении установленных температурных пределов. Согласно методикам, приведенным в стандартах U423 и U305, к верхней части конструкции применяли суммарную внешнюю нагрузку приблизительно 9,520 фунтов (U423) и 17,849 фунтов (U305). В испытаниях согласно стандартам U423 и U305, пробные экземпляры разрушались скорее под действием нагрузки, чем в результате превышения установленных температурных пределов.
[0229] В каждом из испытаний, готовую конструкцию, содержащую панели и каркас, размещали таким образом, что одна сторона конструкции, открытая сторона, подвергалась воздействию пламени большого числа газовых струй из печи, которое нагревало открытую сторону конструкции до температур и со скоростью, указанных в стандарте ASTM E119, согласно методикам U305, U419 и U423. Примеры кривой нагрева, взятые из стандарта ASTM E119, показаны на фиг. 9 и 10. Согласно стандартам ASTM и методикам UL, набор из примерно 14 датчиков был установлен на определенном расстоянии между нагреваемой открытой стороной конструкции и каждой из газовых струй для регулирования температур, применяемых для нагревания подвергаемой воздействию стороны конструкции. Также согласно стандартам ASTM и методикам UL, на противоположной, ненагреваемой, неподвергаемой воздействию стороне конструкции был установлен на определенном расстоянии набор датчиков. Как правило, 12 датчиков прикрепляли к неподвергаемой воздействию поверхности конструкции согласно схеме в соответствии с техническими требованиями UL и/или ASTM. Согласно указанным методикам, каждый датчик был также покрыт изоляционной прокладкой.
[0230] Во время проведения испытаний на огнестойкость, применяемые температуры печи соответствовали кривой нагрева, приведенной в стандарте ASTM-E119, которая начиналась при температурах окружающей среды и далее температура на незащищенной стороне конструкции повышалась до более 1600°F через приблизительно один час, при этом наиболее быстрое изменение температуры происходило в начале испытания и ближе к его завершению. Испытание прекращали, либо когда происходило катастрофическое повреждение структуры конструкции, при этом среднее значение температур, измеренных датчиками на неподвергаемой воздействию стороне конструкции, превышало предварительно выбранную температуру, либо когда единичное значение температуры, измеренное одним датчиком, на неподвергаемой воздействию стороне конструкции превышало вторую предварительно выбранную температуру.
[0231] Данные, полученные в результате испытаний на огнестойкость, нанесены на график на фиг. 9-16. На фиг. 9 показан график максимальной единичной измеренной датчиком температуры на неподвергаемой воздействию поверхности каждой из конструкций с панелями из экспериментальных серий 1-17 и промышленными образцами из экспериментальной серии 21, от начала каждого испытания до его завершения. Как отмечено выше, на фиг. 9 также показан график температурной кривой, приведенной в стандарте ASTM E119, применяемой для температур печи на неподвергаемой воздействию стороне конструкций. На фиг. 10 показан график средних температур на неподвергаемой воздействию поверхности каждой из конструкций с панелями из экспериментальных серий 1-17 от начала каждого испытания до его завершения, а также температурная кривая из стандарта ASTM E119, применяемая для температур печи на неподвергаемой воздействию стороне конструкций. Как свидетельствуют указанные графики, температуры на неподвергаемой воздействию стороне, максимальные единичные измеренные датчиком температуры и средние измеренные датчиками температуры для всех конструкций были тесно связаны на протяжении всего испытания, несмотря на очень значительные различия в плотности и содержании гипса между панелями из экспериментальных серий 1-20 и гораздо более тяжелыми и более плотными промышленными гипсовыми панелями типа X и гипсовыми панелями, облицованными стеклом из экспериментальных серий 21 и 22.
[0232] Кроме того, как показано на фиг. 9 и 10, на графиках появляется перегиб через примерно от 50 до 55 минут и для каждого испытания после точки перегиба температуры неподвергаемой воздействию стороны, максимальные единичные измеренные датчиком температуры и средние измеренные датчиками температуры демонстрируют на графике отчетливый рост. Полагают, не будучи связанными теорией, что такая точка перегиба указывает на момент времени, в который теплопоглощение и теплоизоляционные способности незащищенных, нагреваемых панелей конструкции приближаются или превышают их предельные значения и, таким образом, теплоперенос через конструкцию быстро увеличивается вплоть до окончания испытания. Такая передача может происходить через сами панели или через одно или более отверстий в соединениях между панелями. Независимо от конкретных причин появления точек перегиба, наличие которых продемонстрировали полученные данные, было неожиданно, что температуры, передаваемые через панели и полости конструкции, и скорости передачи температуры, соизмеримы для панелей с пониженной массой и пониженной плотностью, полученных в соответствии с принципами настоящего изобретения, и гораздо более тяжелых панелей с гораздо большими плотностями средних слоев.
[0233] Фиг. 11 и 12 представляют собой графики максимальной единичной измеренной датчиком температуры и средней измеренной датчиками температуры, соответственно, на неподвергаемой воздействию поверхности каждой из конструкций согласно испытанию на огнестойкость, описанному в стандарте U419, с применением панелей из экспериментальных серий 1-17 и коммерческого образца 21 типа X. На фиг. 11 и 12 показан расширенный график полученных результатов по истечении времени от 40 минут до 65 минут (все испытания были завершены в течение до 65 минут). Указанные графики более подробно демонстрируют близкое соответствие огнестойкости панелей, полученных в соответствии с принципами настоящего изобретения, и конструкций, изготовленных с применением указанных панелей, относительно гораздо более тяжелых и более плотных панелей X типа и конструкций, полученных с применением панелей X типа, вплоть до примерно от 50 до 55 минут.
[0234] Температуры, измеренные в конструкциях, в которых использовали панели из экспериментальных серий панелей, полученных в соответствии с принципами настоящего изобретения, по-прежнему близко соответствовали температурам промышленных панелей в интервале от примерно 55 минут до более 60 минут. На фиг. 13 и 14 показан график, на который нанесены данные, взятые из фиг. 9 и 10, соответственно, для конструкций, в которых использованы иллюстративные панели, полученные в соответствии с принципами настоящего изобретения, из экспериментальных серий 5, 14, и образец из экспериментальной серии 21 (пример промышленной панели типа X). Указанные данные показывают, что панели, полученные в соответствии с принципами настоящего изобретения, и конструкции, изготовленные с их применением, способны обеспечить панели, имеющие огнестойкость, сопоставимую, если не лучше, огнестойкости гораздо более тяжелых и более плотных промышленных панелей, в условиях испытания на огнестойкость, описанных в стандарте UL U419, в течение по меньшей мере примерно 60 минут. Кроме того, аналогичные результаты получены при применении панелей, изготовленных из других комбинаций составляющих материалов в рамках объема изобретения.
[0235] Также было отмечено, что через примерно 50 минут, температуры конструкций, в которых использовали панели из экспериментальных серий 6, 7 и 9, увеличивались несколько быстрее, чем в случае конструкций, в которых использовали панели из других из экспериментальных серий. Как отмечено в таблице VII на фиг. 25b, панели из экспериментальных серий 6 имели наименьшую массу и плотность, а панели из экспериментальных серий 7 и 9, возможно, были пересушены. Подобным образом, температуры конструкций, в которых использовали панели из экспериментальных серий 8 и 15, также увеличивались несколько более быстро, чем в случае остальных конструкций. Кроме того, как указано в таблице VII, панели из экспериментальных серий 8 и 15 также могли быть повреждены за счет пересушивания или наличия примесей в источнике гипса. Не будучи связанными теорией, полагают, что указанные условия промышленного производства и состояние материалов по существу вносят свой вклад в различия между температурными профилями конструкций, в которых используют указанные панели, и профилями конструкций, в которых использовали панели из других из экспериментальных серий.
[0236] С учетом этих соображений и сложности стандартов на проведение испытаний U419, данные, полученные в результате проведения указанных испытаний, свидетельствуют, что панели, полученные в соответствии с принципами настоящего изобретения, тем не менее, неожиданно обеспечивали эффективную огнестойкость с учетом их масс и плотностей. Взятые в совокупности, эти данные, полученные при исследовании конструкций, в которых использовали панели, полученные в соответствии с принципами настоящего изобретения, дополнительно показывают, что способы и панели, предложенные в настоящем изобретении, позволяют изготовить прочные огнестойкие конструкции, которые предоставляют обычному специалисту значительную гибкость в регулировании содержания вермикулита и строительного гипса в панелях для компенсирования различных вариаций в условиях промышленного производства и в качестве сырьевого материала.
[0237] Фиг. 15 и 16 представляют собой графики максимальных единичных измеренных датчиком температур и средних измеренных датчиками температур на неподвергаемой воздействию поверхности каждой из конструкций согласно описанным в стандарте U423 испытаниям на огнестойкость указанных конструкций, в которых использовали панели из экспериментальных серий 18 и 22. На фиг. 15 и 16 показан расширенный график, на который нанесены данные по истечении от 40 минут до 65 минут (все испытания были завершены в течение до 65 минут). На указанном графике более подробно показана соизмеримая термостойкость конструкций, в которых использовали панели, полученные в соответствии с принципами настоящего изобретения, и гораздо более тяжелых и более плотных промышленных гипсовых панелей, облицованных стеклянным матом (экспериментальная серия 22), хотя можно было бы ожидать, что стеклянные облицовочные листы, нанесенные на панели, придадут в этом испытании дополнительную огнестойкость. Такие данные, в частности, данные, измеренные по истечении 50 минут, подтверждают, что панели, полученные в соответствии с принципами настоящего изобретения, и конструкции, в которых использовали такие панели, способны обеспечить огнестойкость, соизмеримую (а в некоторых случаях потенциально лучшую) с огнестойкостью гораздо более тяжелых и более плотных промышленных панелей в условиях испытаний на огнестойкость, описанных в стандарте U423.
[0238] Данные, приведенные в таблице XI на фиг. 29а-с, представляют собой максимально достигаемые температуры, измеренные каким-либо одним датчиком, и средние значения температур, измеренных всеми датчиками, на неподвергаемой воздействию поверхности конструкции по истечении 50, 55 и 60 минут. В таблице XI также приведена максимально достигаемая температура, измеренная каким-либо одним датчиком, и среднее значение температур, измеренных всеми датчиками, на неподвергаемой воздействию поверхности конструкции по окончании испытания. При испытании панелей из экспериментальных серий 6, 7 и 9, испытание завершали через 58 минут (образцы 6 и 7) или 59 минут (экспериментальная серия 9) и, таким образом, по окончании испытания максимальные единичные измеренные датчиком температуры и средние измеренные датчиками температуры одинаковы.
[0239] Для испытаний согласно стандарту U419, максимальную единичную измеренную датчиком температуру, составляющую менее примерно 260°F на неподвергаемой воздействию поверхности конструкции, и/или среднюю измеренную датчиками температуру, составляющую менее примерно 250°F, на такой неподвергаемой воздействию поверхности по истечении примерно 50 минут, рассматривали как один из показателей успешного испытания и свидетельство того, что исследуемый состав гипсового среднего слоя панели и производственный процесс и конструкции, в которых использовали панели, полученные в соответствии с принципами настоящего изобретения, способны соответствовать или превосходить требования для "одночасового" предела огнестойкости согласно соответствующим методикам испытаний, разработанным в UL. Подобным образом, максимальная единичная измеренная датчиком температура, составляющая менее примерно 410°F на неподвергаемой воздействию поверхности конструкции через примерно 55 минут, и/или средняя измеренная датчиками температура, составляющая менее примерно 320°F, на такой неподвергаемой воздействию поверхности через примерно 55 минут, согласно стандарту U419 дополнительно свидетельствовала о том, что панели и способы, предложенные в настоящем изобретении, можно использовать для получения огнестойкой конструкции, подходящей для применения в изделиях с установленной степенью огнестойкости. Такой вывод был подтвержден полученными результатами, согласно которым для многих из конструкций в условиях испытаний, описанных в стандарте U419, температура на неподвергаемой воздействию поверхности конструкции составляла менее 300°F через примерно 55 минут и/или средняя измеренная датчиками температура на такой неподвергаемой воздействию поверхности составляла менее примерно 280°F через примерно 55 минут.
[0240] Тот факт, что в конструкциях, в которых использовали панели, полученные в соответствии с принципами настоящего изобретения, максимальная единичная измеренная датчиком температура по истечении примерно 60 минут составляла менее примерно 500°F на неподвергаемой воздействию поверхности конструкции и/или средняя измеренная датчиками температура составляла менее примерно 380°F на такой неподвергаемой воздействию поверхности, также демонстрировал неожиданную огнестойкость панелей, полученных в соответствии с принципами настоящего изобретения, и конструкций, в которых использовали указанные панели, согласно стандартам U419 с учетом панелей с пониженной массой и плотностью. Тот факт, что многие из конструкций испытывали на неподвергаемой воздействию поверхности конструкции максимальную единичную измеренную датчиком температуру, составляющую по истечении примерно 60 минут менее примерно 415°F, и/или среднюю измеренную датчиками температуру, составляющую менее примерно 320°F, свидетельствовал, что панели, полученные в соответствии с принципами настоящего изобретения, и конструкции, в которых использовали указанные панели, согласно стандартам на проведение испытаний U419 могут отвечать требованиям в отношении 60-минутного предела огнестойкости.
[0241] Независимо от конкретных максимальных и средних измеренных датчиками температур через 50, 55 и 60 минут, результаты исследования конструкций, в которых использовали панели из экспериментальных серий 1-17, также являлись удивительными по сравнению с промышленными гипсовыми панелями типа X и облицованными стеклом гипсовыми панелями из экспериментальных серий 21 и 22. С учетом очень значительных различий в массе и плотности панелей из экспериментальных серий 1-17 и гораздо более тяжелых и более плотных промышленных образцов, можно было бы ожидать гораздо больших различий в максимальных измеренных датчиком температурах и средних из измеренных датчиками температурах по истечении каждого из 50, 55 и 60 минутных периодов. На средние измеренные датчиками температуры на неподвергаемой воздействию поверхности панелей из большинства из экспериментальных серий 1-17 также не влияют значительно более низкая масса и плотность указанных панелей по сравнению с промышленными панелями из экспериментальных серий 21 и 22.
[0242] Как также показано в таблице XI на фиг. 29а-с, максимальные единичные измеренные датчиком температуры и средние измеренные датчиками температуры на неподвергаемой воздействию стороне конструкций, в которых использовали панели из экспериментальных серий 18, 19 и 20, очень похожи и в некоторых случаях лучше, чем температуры промышленной плиты с установленной степенью огнестойкости в конструкциях, испытанных согласно методикам, описанным в стандартах U423 и U305, в каждой из которых используются деревянные стойки, а на конструкции налагается весовая нагрузка. Например, панели из экспериментальной серии 18 позволяли получить конструкцию, температуры неподвергаемой воздействию сторон которой через 50, 55 и 60 минут были очень похожи на температуры образца 22 промышленной панели с установленной степенью огнестойкости в конструкциях, в которых использовали 0,032 дюймовые стальные стойки, испытываемые согласно методикам, описанным в стандарте U423. В указанных испытаниях, для конструкции, в которой использовали панели из экспериментальной серии 18, полученные в соответствии с принципами настоящего изобретения, максимальные единичные измеренные датчиком температуры составляли менее примерно 255°F, 270°F и 380°F по истечении примерно 50, 55 и 60 минут, соответственно. Средние измеренные датчиками температуры составляли менее примерно 220°F, 235°F и 250°F по истечении примерно 50, 55 и 60 минут, соответственно. Иллюстративные панели из экспериментальной серии 18, полученные в соответствии с принципами настоящего изобретения, фактически неожиданно подтвердили соизмеримость единичной измеренной датчиком температуры через 60 минут с температурой промышленной гораздо более тяжелой и более плотной гипсовой панели из экспериментальной серии 22 со стекловолоконными облицовочными листами. Этот результат особенно примечателен, так как полагают, что стекловолоконные облицовочные листы на панелях из экспериментальной серии 22 улучшают огнестойкость панелей по сравнению с такими же панелями с бумажными облицовочными листами.
[0243] Подобным образом, панели из экспериментальных серий 19 и 20, испытанные в конструкциях, в которых использовали деревянные стойки согласно методикам, описанным в стандарте U305, демонстрировали максимальные единичные измеренные датчиком температуры, составляющие менее примерно 250°F, 260°F и 265°F, по истечении примерно 50, 55 и 60 минут, соответственно. Средние измеренные датчиками температуры в таких конструкциях составляли менее примерно 230°F, 240°F и 245°F, по истечении примерно 50, 55 и 60 минут, соответственно.
[0244] Кроме того, согласно общепринятым стандартам UL, данные в таблице XI на фиг. 29а-с указывают, что гипсовые панели с пониженной массой и пониженной плотностью, полученные в соответствии с принципами настоящего изобретения, способны соответствовать или превосходить стандарты, необходимые для получения разрешения на использование в качестве промышленной гипсовой панели с "одночасовым" установленной степенью огнестойкости согласно методикам, описанным в стандарте U419. Например, результаты испытания на огнестойкость конструкции, в которой использовали панели из экспериментальной серии 17, полученные в соответствии с принципами настоящего изобретения, приведенные в таблице XI, наряду с другими конструкциями, в которых использовали панели, предложенные в настоящем изобретении, будут отвечать требованиям к промышленным панелям с "одночасовой" установленной степенью огнестойкости согласно техническим требованиям U419. Было подтверждено, что единичная измеренная датчиком максимальная температура на неподвергаемой воздействию стороне конструкции, изготовленной согласно стандарту U419, в которой использовали панели из экспериментальной серии 17, была меньше, чем температура окружающей среды в начале испытания плюс 325°F, а средняя измеренная датчиками температура была меньше температуры окружающей среды плюс 250°F. В таком испытании на огнестойкость, единичная измеренная датчиком максимальная температура была ниже требуемой температуры до истечения 60 минут 18 секунд, а средняя измеренная датчиками температура была ниже своего предела до истечения 60 минут 8 секунд. Соответственно, такое испытание подтвердило, что состав и методы, применяемые для получения панелей из экспериментальной серии 17, могут отвечать требованиям, предъявляемым панелям с одночасовым установленной степенью огнестойкости согласно стандартам U419.
[0245] Похожие результаты были получены, например, для панелей из экспериментальных серий 18, 19 и 20, которые исследовали согласно методикам испытаний, описанных в стандартах U423 и U305. Температурные пределы, применяемые для датчиков на неподвергаемых воздействию поверхностях таких конструкций, рассчитывали тем же способом (единичная измеренная датчиком максимальная температура окружающей среды плюс 325°F и средняя измеренная датчиками температура, составляющая меньше температуры окружающей среды плюс 250°F). В случае экспериментальной серии 18, предел единичной температуры и предел средней температуры были достигнуты через примерно 62 минуты 27 секунд и 62 минуты 35 секунд, соответственно. В случае экспериментальных серий 19 и 20, испытания были завершены до достижения предела через свыше 63 минут 40 секунд для экспериментальной серии 19 и свыше 64 минут 35 секунд для экспериментальной серии 20. Это доказывало, что такие панели, полученные в соответствии с принципами настоящего изобретения, отвечают требованиям испытания на установление одночасового предела огнестойкости.
[0246] Таким образом, приведенные выше данные, полученные в примерах 4А-4Е, демонстрируют, что панели с пониженной массой и плотностью, полученные в соответствии с принципами настоящего изобретения, и конструкции, в которых используют указанные панели, обеспечивают конструктивную целостность, теплопоглощение и теплоизоляционные свойства (или комбинацию таких свойств), соизмеримые со свойствами гораздо более тяжелых и более плотных промышленных панелей, без значительно большего содержания гипса в указанных промышленных панелях. Кроме того, средний специалист в данной области техники не сможет предсказать тот факт, что гипсовые панели с пониженной массой и пониженной плотностью, полученные в соответствии с принципами настоящего изобретения, будут демонстрировать такую конструктивную целостность, теплопоглощение и изоляционные свойства в конструкциях, в которых используют легкие тонкостенные стальные стойки (которые среди прочих конструкций считаются конструкциями с наибольшей вероятностью подвергаемые деформации и неблагоприятному воздействию высоких температур). Похожие результаты также были получены с панелями, изготовленными из других комбинаций составляющих материалов в рамках объема изобретения.
[0247] Кроме того, одна из проблем во время испытаний состояла в том, что в процессе производства панели из экспериментальных серий 1, 6-10 и 15 приобрели дефекты, которые могли повлиять на их устойчивость в отношении высоких температур в конструкциях, подвергаемых испытанию на огнестойкость. Такие дефекты представляли собой потенциальные проблемы, связанные с гидратацией строительного гипса среднего слоя (экспериментальная серия 1), возможное пересушивание (экспериментальные серии 7-10) и повышенные уровни примесей в источнике гипса (экспериментальные серии 8 и 15). Результаты испытаний на огнестойкость указывают, что такие производственные дефекты могли оказывать воздействие на некоторые иллюстративные панели, полученные в соответствии с принципами настоящего изобретения (например, из экспериментальных серий 6, 7, 9 и 15). Полученные результаты также демонстрируют, что такие дефекты можно преодолеть и/или компенсировать с помощью состава среднего слоя и способов получения панелей в соответствии с принципами настоящего изобретения. Кроме того, результаты испытаний подтверждают, что для достижения требуемых пожарных характеристик можно сделать любые необходимые корректировки указанных свойств панелей с пониженной массой и плотностью, предложенных в настоящем изобретении, путем регулирования относительных количеств вермикулита с высоким коэффициентом расширения и гипса.
Пример 5
[0248] В этом примере, пробные экземпляры панелей из экспериментальных серий 1-20 подвергали испытанию на сопротивление протаскиванию гвоздей для определения прочностных свойств панелей согласно указанному общепринятому критерию. Испытание на сопротивление протаскиванию гвоздей является показателем комбинации прочности среднего слоя гипсовой панели, ее облицовочных листов и связи между облицовочными листами и гипсом. В ходе испытания измеряют максимальную силу, необходимую для протаскивания гвоздя со шляпкой через панель до тех пор, пока не происходит основное растрескивание плиты. В испытаниях, описанных в этом примере, испытания на сопротивление протаскиванию гвоздей проводили согласно способу В, приведенному в стандарте ASTM С473-95.
[0249] В кратком изложении, исследуемые пробные экземпляры перед испытанием были помешены на 24 часа в условия при температуре примерно 70°F и при примерно 50% относительной влажности. Чтобы просверлить направляющие отверстия через толщину пробных экземпляров использовали 7/64 дюймовое сверло. Затем пробные экземпляры помещали на плиту, служащую для них опорой, с диаметром отверстия 3 дюйма в центе, расположенную перпендикулярно перемещению используемого в испытании гвоздя. Направляющее отверстие находилось на одной линии с кончиком стержня гвоздя. Накладывали нагрузку при величине приложенного усилия 1 дюйм на минуту до достижения максимальной нагрузки. После прохождения пиковой нагрузки, при достижении примерно 90% от пиковой нагрузки, испытание прекращали и регистрировали пиковую нагрузку как сопротивление протаскиванию гвоздей.
[0250] Результаты определения сопротивления протаскиванию гвоздей для экспериментальных серий 1-20 обобщены в таблице XII на фиг. 30. Как показано в таблице XII, четыре дополнительных образца, экспериментальные серии 23-26, также подвергали испытанию на сопротивление протаскиванию гвоздей. Экспериментальные серии 23-25 представляли собой примеры гипсовых панелей с пониженной массой и пониженной плотностью, полученных в соответствии с принципами настоящего изобретения и изготовленных с применением состава, приведенного в таблице I на фиг. 19, и согласно экспериментальным сериям 1-20, приведенным в таблице VII на фиг. 25a-b, при варьировании массы и плотности, как показано в таблице XII на фиг. 30. Панель из экспериментальной серии 26 представлял собой промышленную гипсовую панель типа X с толщиной 5/8 дюйма и "одночасовым" пределом огнестойкости торговой марки SHEETROCK® brand FIRECODE® с массой примерно 2250 фунтов/тыс.кв.футов и плотностью примерно 43 фунтов/фут3.
[0251] Средние значения сопротивления протаскиванию гвоздей для приведенных в качестве примера панелей с пониженной массой и пониженной плотностью, полученных в соответствии с принципами настоящего изобретения, менялись от примерно 73 фунт-сила до более примерно 107 фунт-сила. Такой результат указывает, что, несмотря на пониженную плотность и использование вермикулита с высоким коэффициентом расширения в панелях, полученных в соответствии с принципами настоящего изобретения, панели, предложенные в настоящем изобретении, могут достигать минимальной величины сопротивления протаскиванию гвоздей, соизмеримой с аналогичной величиной гораздо более тяжелых и более плотных гипсовых панелей с установленной степенью огнестойкости. Такой результат также свидетельствовал, что панели, полученные в соответствии с принципами настоящего изобретения, могут достигать величин сопротивления протаскиванию гвоздей, достаточных для промышленных целей и составляющих для 5/8 дюймовых гипсовых панелей с бумажными облицовочными листами приблизительно 96 фунт-сила. Подобные результаты также получают при использовании панелей, изготовленных из других комбинаций составляющих материалов в рамках объема изобретения.
Пример 6
[0252] Иллюстративные панели, полученные в соответствии с принципами настоящего изобретения и изготовленные согласно таблице I на фиг. 19 и экспериментальным сериям 17-19, приведенным в таблице VII на фиг. 25a-b, подвергали испытанию на прочность на изгиб для определения прочностных свойств панелей согласно этому общепринятому критерию. Испытание на прочность на изгиб, в общем, может включать методику оценки способности продуктов, представляющих собой гипсовые панели, выдерживать напряжения при изгибе во время обработки или использования материала. Такой способ испытания позволяет оценить свойства при изгибе гипсовых панелей путем поддержки пробного экземпляра около торцов и приложения поперечной нагрузки посередине между поддерживающими опорами. В частности, испытания на прочность на изгиб осуществляли с применением панелей из экспериментальных серий 17, 18 и 19 в соответствии со способом В, описанном в стандарте ASTM С473-95.
[0253] В кратком изложении, перед испытанием исследуемые пробные экземпляры были помещены на 24 часа в условия при температуре примерно 70°F и примерно 50% относительной влажности. Четыре образца, каждый 12 дюймов (305 мм) на приблизительно 16 дюймов (406 мм), вырезали из каждого пробного экземпляра гипсовой панели, причем у двух образцов сторона длиной 16 дюймов была параллельна краю, а у двух других образцов сторона длиной 16 дюймов была перпендикулярна краю. Устройство с параллельными опорами для поддержки пробного экземпляра, с расстоянием между центрами 14 дюймов (357 мм), измеренном в точках контакта поверхности с пробным экземпляром, прикрепленными к плите, которая жестко прикреплена к устройству для испытания, использовали для поддержки каждого пробного экземпляра в центре на закрепленных параллельных опорах. Нагрузку прикладывали на соответствующую опорную поверхность посередине между опорами. В случае пробных экземпляров с длиной, параллельной краю, один исследуемый пробный экземпляр, вырезанный из каждой гипсовой панели, размещали лицевой стороной вверх, а другой - лицевой стороной вниз. В случае пробных экземпляров с длиной, перпендикулярной к краю, один исследуемый пробный экземпляр, вырезанный из каждой гипсовой панели, размещали лицевой стороной вверх, а другой - лицевой стороной вниз. Для каждого условия испытаний рассчитывали и фиксировали среднюю разрушающую нагрузку в единицах фунт-сила (фунт-сила) или ньютонах (N). Условиями испытаний были: (1) параллельное направление, лицевой стороной вверх; (2) параллельное направление, лицевой стороной вниз; (3) перпендикулярное направление, лицевой стороной вверх; и, (4) направление, лицевой стороной вниз.
[0254] Результаты испытания на прочность на изгиб обобщены в таблице XIII на фиг. 31 для пробных экземпляров из экспериментальных серий 17, 18 и 19. Как показано в таблице XIII, гипсовые панели, полученные в соответствии с принципами настоящего изобретения, соответствуют или превосходят стандарты прочности на изгиб, изложенные в технических требованиях ASTM С 1396/С 1396М-06 для гипсовых панелей толщиной 5/8′′ (т.е., 147 фунт-сила (654 Н) для панелей с несущими краями, перпендикулярными длине панели и 46 фунт-сила (205 N) для панелей с несущими краями, параллельными длине панели).
Пример 7
[0255] Иллюстративные панели, полученные в соответствии с принципами настоящего изобретения и изготовленные в соответствии с таблицей I на фиг. 19 и экспериментальным сериями 17, 18 и 19, приведенными в таблице VII на фиг. 25a-b, подвергали испытанию на твердость среднего слоя, торцов и краев для определения прочностных свойств панелей согласно таким общепринятым критериям. Испытания на твердость, в общем, могут включать методики оценки способности среднего слоя, торцов и краев гипсовой панели сопротивляться раздавливанию во время обработки или применения материала. Такой способ испытания позволяет оценить твердость гипсовых панелей путем определения силы, необходимой для проталкивания стального пробойника в подвергаемый испытанию участок. В частности, испытание на твердость среднего слоя, торцов и краев выполняли с применением панелей из экспериментальных серий 17, 18 и 19 в соответствии со способом В, описанном в стандарте ASTM С473-95.
[0256] В кратком изложении, перед испытанием исследуемые пробные экземпляры были помещены на 24 часа в условия при примерно 70°F и примерно 50% относительной влажности. Образец для испытания на твердость среднего слоя размером не менее 12 дюймов на 3 дюйма (305 мм на 76 мм) вырезали из центра каждого пробного экземпляра гипсовой панели. Образец для испытания на твердость торца размером не менее 12 дюймов на 3 дюйма (305 мм на 76 мм) вырезали из одного отпиленного торца каждого пробного экземпляра гипсовой панели. У образцов для исследования твердости среднего слоя и торца длина размером 12 дюймов (305-мм) была перпендикулярна краям пробного экземпляра гипсовой панели. Образец для испытания на твердость краев с размером не менее 12 дюймов на 3 дюйма (305 мм на 76 мм) вырезали из обоих краев каждого пробного экземпляра гипсовой панели. У образцов для исследования твердости края длина размером 12 дюймов (305-мм) была параллельна краям пробного экземпляра гипсовой панели.
[0257] Средство крепления образца к основанию устройства для испытания было выполнено таким образом, чтобы лицевая сторона образца была перпендикулярна основанию устройства для испытания и параллельна перемещению стального пробойника. Стальной пробойник размещали таким образом, чтобы его центральная ось была параллельна линии перемещения. Образец ставили на его край размером 12 дюймов (305-мм) и закрепляли в фиксированном вертикальном положении. Проводили три испытания на каждом образце на расстоянии приблизительно 4 дюйма (102 мм) друг от друга, при этом первый участок для испытания находился на расстоянии 2±1/2 дюйма (51±13 мм) от одного из краев образца. Стальной пробойник помещали над участком для испытания и применяли нагрузку. Результаты измерения твердости среднего слоя, торцов или краев приведены в виде нагрузки в единицах фунт-сила (lb-f) или ньютонах (N), необходимой для проталкивания стального пробойника в средний слой образца на расстояние 1/2 дюйма (13 мм). Твердость среднего слоя, торцов и краев пробного экземпляра приведены в виде среднего значения из результатов трех измерений образца.
[0258] Для пробных экземпляров из экспериментальных серий 17, 18 и 19 результаты испытаний твердости среднего слоя, торцов и краев обобщены в таблице XIV на фиг. 32а-с. Как показано в таблице XIV, гипсовые панели, полученные в соответствии с принципами настоящего изобретения, соответствуют или превосходят стандарты твердости для среднего слоя, торцов и краев, изложенные в спецификации ASTM С 1396/С 1396М-06 для гипсовых панелей (т.е., 11 фунт-сила (49 Н)).
Пример 8
[0259] Иллюстративные панели, полученные в соответствии с принципами настоящего изобретения и изготовленные в соответствии с таблицей I на фиг. 19 и экспериментальным сериями 17-19, описанными в таблице VII на фиг. 25a-b, испытывали на звукопередачу и значение класса звукопередачи ("STC"). Панели из экспериментальных серий 17, 18 и 19 исследовали с применением двух основных стеновых конструкций, изготовленных в соответствии с методиками испытаний U305 и U419, разработанными в UL. Конструкцию согласно стандарту U305 изготавливали из деревянных стоек размером приблизительно 2×4 дюйма, расположенных на расстоянии примерно 16 дюймов от центра. Конструкции согласно стандарту U419 изготавливали из стальных стоек 25-ого калибра (примерно 0,015 дюйма толщиной) размером приблизительно 3 5/8 дюйма, расположенных на расстоянии 24 дюйма от центра. Оба типа стоек размещали в каркасе размером 8′×8′.
[0260] Все конструкции состояли из одного слоя стеновой плиты, размещенного на каждой лицевой стороне конструкции. Кроме того, конструкции исследовали без применения или с применением примерно 3-½′′ стекловолоконной изоляции в полостях стены. Средняя масса иллюстративных гипсовых панелей с пониженной массой и пониженной плотностью, полученных в соответствии с принципами настоящего изобретения, составляла примерно 1900 фунтов/тыс.кв.футов и плотность среднего слоя составляла примерно 36 фунтов/фут3.
[0261] Конструкции панелей и результаты испытания на звукопередачу, в том числе значения STC, определенные согласно стандарту ASTM Е90/технические требования ASTM Е413, обобщены в таблице XV на фиг. 33. конструкции, изготовленные из стальных стоек с применением панелей, полученных в соответствии с принципами настоящего изобретения, проявляли значения STC примерно на 1-2 балла ниже, чем значения, обычно определяемые при испытании соответствующих конструкций со стальными стойками, построенными с применением промышленных панелей типа X с большей плотностью. Однако при применении деревянных каркасов, значения STC конструкций, в которых использовали панели, полученные в соответствии с принципами настоящего изобретения, были очень похожи на типичные значения для сопоставимых конструкций, в которых используют промышленные панели типа X. В общем понятно, что любое отличие в STC, составляющее менее 3 балла, невозможно различить нетренированным ухом человека и, таким образом, общая разница в 1-2 балла между значениями STC для образцов панелей, полученных в соответствии с принципами настоящего изобретения, и промышленных панелей типа X не должна быть заметна для большинства слушателей. Как продемонстрировали указанные испытания, примеры гипсовых панелей с пониженной массой и пониженной плотностью неожиданно имеют характеристики звукопередачи, очень похожие на такие характеристики гораздо более тяжелых и более плотных гипсовых панелей, наряду с их другими преимуществами, описанными в настоящей заявке. Похожие результаты также были получены с панелями, изготовленными из других комбинаций составляющих материалов в рамках объема изобретения.
Пример 9
[0262] Для исследования влияния добавления силоксана к суспензии, применяемой для получения гипсовых панелей в соответствии с принципами настоящего изобретения, из составов для гипсовых панелей, приведенных в таблице XVI на фиг. 34a-b, изготавливали образцы для испытания в форме кубиков.
[0263] Для получения эмульсии силоксана использовали смеситель с большими сдвиговыми усилиями, работающий при примерно 7500 оборотов в минуту в течение 2,5 минут. Эмульсию силоксана смешивали со строительным гипсом и добавками с получением суспензии при вымачивании в течение 10 секунд плюс перемешивании в смесителе Уоринга в течение 10 секунд при высокой скорости. Суспензия разливали в кубики 2′′×2′′×2′′ и высушивали при 115°F всю ночь. Плотности регулировали путем варьирования отношения вода/строительный гипс. Способ испытания на водопоглощение согласно стандарту ASTM С1396 проводили путем размещения сухих кубиков в 70°F воду на 2 часа и определения увеличения массы в процентах.
[0264] Результаты испытания приведены в последней строке таблицы XVI. Полученные данные показывают, что водопоглощение ниже примерно 5% достигалось при использовании силоксана в количестве от примерно 8 до примерно 12 фунтов/тыс.кв.футов и использовании пептизированного крахмала в количестве примерно 2,15% при плотности куба до примерно 30 фунт/фут3. Таким образом, этот пример позволяет установить, что присутствие пептизированного крахмала в количестве большем, чем примерно 2%, работает в сочетании с силоксаном и позволяет достичь неожиданной, повышенной водостойкости.
Пример 10
[0265] Эффекты, которые при изменении количества вермикулита оказывают влияние на термические свойства, в том числе высокотемпературную усадку, высокотемпературное увеличение толщины и теплоизоляционные свойства вермикулита с высоким коэффициентом расширения, применяемого в панелях и способах в соответствии с принципами настоящего изобретения, оценивали по существу при одинаковых условиях нагревания. В настоящем исследовании, изготавливали лабораторные образцы с применением 1000 граммов строительного гипса, 11 граммов термостойкого ускорителя, 15 граммов пептизированного крахмала, 6 граммов стекловолокна и 2000 мл воды при 70°F. Указанные лабораторные образцы изготавливали с применением варьирующих количеств и видов вермикулита с высоким коэффициентом расширения в соответствии с составами, приведенными в таблице XVII на фиг. 35.
[0266] Лабораторные образцы отличались только видом и количеством вермикулита с высоким коэффициентом расширения, используемом при получении образцов. Вид Palabora микронных размеров и высокодисперсный (марки 0 и 1, соответственно) представляют собой вермикулит, поставляемый из Южной Африки. Как показано на фиг. 19, такие южно-африканские марки вермикулита сопоставимы с маркой 4 вермикулита, используемой системой маркировки США. Распределение частиц по размерам в Palabora марки 0 соответствует, по существу, распределению в коммерчески доступном вермикулите марке 4 согласно системе маркировки США. Распределение частиц по размерам в Palabora марки 1 включает большую долю более крупных частиц, но оно частично совпадает с распределением в образцах вермикулита марки 4, используемых системой маркировки США.
[0267] Лабораторные образцы оценивали, применяя протокол испытания на высокотемпературную усадку, описанный в стандарте ASTM Pub. WK25392 в примере 4В. ASTM Pub. WK25392 и его предшествующее обсуждение включены в настоящую заявку. Данные, полученные в этом испытании, приведены в таблице XVII на фиг. 35. Для каждой экспериментальной серии, оценивали шесть пробных экземпляров согласно испытаниям на высокотемпературную усадку и высокотемпературное увеличение толщины (в направлении по оси Z), описанным в ASTM Pub. WK25392. Средние значения результатов испытания шести пробных экземпляров приведены в таблице XVII. Результаты испытания свидетельствуют, что отношение (TE/S) высокотемпературного увеличения толщины (в направлении по оси Z) к высокотемпературной усадке, в общем, возрастает с увеличением количества вермикулита с высоким коэффициентом расширения. Такое изменение характеристик в сторону снижения или уменьшения после применения вермикулита достигало примерно 10% по массе относительно строительного гипса. Результаты, полученные при применении двух различных видов вермикулита с высоким коэффициентом расширения, согласуются.
[0268] Также была проведена оценка лабораторных образцов с применением протокола испытания на определение показателя высокотемпературной теплоизоляции, описанного в ASTM Pub. WK25392 и рассмотренного в примере 4D. ASTM Pub. WK25392 и его предшествующее обсуждение включены в настоящую заявку. Данные, полученные в результате этого испытания, приведены в таблице XVIII на фиг. 36. Для каждой экспериментальной серии, два исследуемых пробных экземпляра оценивали с помощью испытания на определение показателя высокотемпературной теплоизоляции, описанного в ASTM Pub. WK25392. Средние значения результатов испытания двух пробных экземпляров приведены в таблице XVIII. Результаты проведенного испытания демонстрируют, что показатель высокотемпературной теплоизоляции лабораторных образцов несколько возрастает с увеличением количества вермикулита с высоким коэффициентом расширения. Такое изменение характеристик в сторону снижения или уменьшения после применения вермикулита, достигало примерно 10% по массе относительно строительного гипса. Результаты, полученные при применении двух различных видов вермикулита с высоким коэффициентом расширения, согласуются.
Пример 11
[0269] Были проведены лабораторные исследования в отношении эффективности одной из предпочтительных ВЭТП добавок, тригидрата алюминия (ТГА), применяемого в составах гипсового среднего слоя в соответствии с принципами настоящего изобретения. Свойства образцов панелей, изготовленных с применением указанных составов, оценивали в отношении показателя высокотемпературной теплоизоляции ("TI") и высокотемпературной усадки ("SH %") и высокотемпературного увеличения толщины ("ТЕ %"). В примерах 11А, 11В и 11С, рассмотренных ниже, составы среднего слоя получали с использованием варьирующих количеств строительного гипса, вермикулита с высоким коэффициентом расширения, ТГА, термостойкого ускорителя ("HRA"), пептизированного крахмала, триметафосфата, стекловолокна, диспергатора, представляющего собой нафталинсульфонат, и воды в соответствии с составами, приведенными в каждом примере при описании составов среднего слоя образцов 1-20.
[0270] Количество каждого компонента приведено в "частях" по массе, которая может быть выражена в фунтах, граммах или другие единицах измерения. Когда количество компонента в составе среднего слоя выражено в виде процентного содержания, оно относится к количеству компонента относительно строительного гипса в виде процентного содержания по массе. Когда количество компонента выражено в единицах фунты на тысячу квадратных футов (фунтов/тыс.кв.футов), приведенное значение представляет собой ориентировочный, рассчитанный эквивалент количества по массе компонента на тысячу квадратных футов панели с толщиной примерно 5/8 дюйма (приблизительно 0,625 дюймов, 15,9 мм), в пересчете на количество по массе компонента в составе.
[0271] Для получения каждого состава, сухие ингредиенты объединяли с водой в смесителе Уоринга с получением однородной, хорошо перемешанной гипсовой суспензии. Затем, с помощью каждого состава изготавливали две панели приблизительно 12 дюймов на 12 дюймов (30,5 см на 30,5 см), с толщиной примерно 5/8 дюйма (приблизительно 0,625 дюймов, 15,9 мм). Для получения таких панелей, строительные растворы, полученные из каждого состава, вручную заливали между верхним слоем бумагой примерно 48 фунтов на msf и нижнем слоем бумаги примерно 42 фунта на msf.
[0272] Каждую из отлитых панелей оставляли отверждаться до по существу завершения гидратации строительного гипса и затем высушивали при температуре примерно 350°F (примерно 177°С) в течение примерно 20 минут и при температуре примерно 110°F (примерно 40°С) в течение примерно 48 часов. Содержание воды в составе использовали для обеспечения указанной массы и плотности отвержденных высушенных отлитых вручную образцов. Пену К указанным составам образцов не добавляли. На фиг. 38, 40 и 41, в таблицах ХХа-XXIIb приведены ориентировочные значения следующих параметров панелей, полученных из составов 1-20: плотность (фунтов на кубический фут), % вермикулита с высоким коэффициентом расширения, ориентировочная масса строительного гипса в фунтов/тыс.кв.футов, ориентировочный % ТГА и ориентировочная масса ТГА в фунтов/тыс.кв.футов.
[0273] Из каждой панели вырезали десять четырехдюймовых дисков. Два набора (четыре диска из десяти дисков) использовали для испытаний на показатель высокотемпературной теплоизоляции. Оставшиеся шесть дисков использовали для испытаний на высокотемпературную усадку и высокотемпературное увеличение толщины. Результаты определения показателя высокотемпературной теплоизоляции представляли собой среднее значение из двух измерений (т.е. среднее значение измерений для каждого из двух наборов). Приведенные значения в процентах высокотемпературной усадки и высокотемпературного увеличения толщины представляли собой среднее значение из шести измерений (т.е. среднее значение измерений, полученных при испытании шести дисков). Испытание на определение показателя высокотемпературной теплоизоляции (результаты которого приведены в минутах, как указано выше) проводили на основе протокола, описанного в ASTM Pub. WK25392 и рассмотренного в примере 4D. Испытания на высокотемпературную усадку и высокотемпературное увеличение толщины (результаты которого приведены в % изменения размеров, как указано выше) были выполнены на основе протоколов, описанных в ASTM Pub. WK25392 и рассмотренных в примере 4В. Данные, полученные в результате этого испытания, приведены в таблицах на фиг. 38, 40 и 41 в виде среднего значения результатов, полученных для каждого набора из исследуемых дисков (т.е. среднее значение двух наборов дисков, подвергаемых испытанию на усадку и расширение).
[0274] Результаты испытания на определение показателя высокотемпературной теплоизоляции ("TI"), обсуждаемые в примерах 11А-11С, демонстрируют, что данное количество ТГА по массе является более эффективным с точки зрения повышения показателя высокотемпературной теплоизоляции, чем эквивалентное количество строительного гипса по массе. В присутствии или в отсутствие вермикулита с высоким коэффициентом расширения, результаты указанных испытаний показывают, что, в общем, примерно от 40 до 50 фунтов/тыс.кв.футов ТГА могут обеспечить аналогичную теплоизоляционную защиту, что и примерно 100 фунтов/тыс.кв.футов или более строительного гипса (указанное количество строительного гипса может меняться в зависимости от источника строительного гипса и его чистоты). Такое испытание также продемонстрировало, что ТГА можно использовать с вермикулитом с высоким коэффициентом расширения без какого-либо значительного неблагоприятного воздействия на высокотемпературную усадку и высокотемпературное увеличение толщины панелей. Панели, описанные в примерах 11А-11С, в общем, по-прежнему проявляли значения высокотемпературной усадки, составляющие примерно 10% или менее, и отношение (TE/S) высокотемпературного увеличения толщины (в направлении по оси Z) к высокотемпературной усадке, составляющее примерно 0,2 или более. В некоторых составах, полученные данные также указывают, что добавка ТГА улучшает свойства, связанные с высокотемпературной усадкой и высокотемпературным увеличением толщины панелей. Хотя указанные испытания проводили на образцах, созданных в лаборатории, предполагают, что соизмеримые результаты будут получены при применении серийных составов и процесса, включающего добавление в состав среднего слоя пены для получения воздушных пустот в отвержденном гипсовом среднем слое высушенных панелей.
Пример 11А
[0275] В этом примере, строительный гипс (строительный гипс А), полученный из синтетического источника гипса, использовали для получения составов среднего слоя для образцов 1-9. Гипсовые панели, полученные с применением синтетического строительного гипса, обычно демонстрируют большую высокотемпературную усадку по сравнению с панелями, полученными из высокочистого, природного гипса. Основной состав среднего слоя получали с применением следующих ориентировочных количеств по массе: 600 частей (образцы 1-8) или 579 частей (образец 9) строительного гипса А; 6 частей HRA; 4,2 частей пептизированного крахмала; 0,84 частей триметафосфата; 0 частей (образец 1) или 42 части (образцы 2-9) вермикулита с высоким коэффициентом расширения (0% или 7% по массе относительно строительного гипса, соответственно); 3 части стекловолокна; 0,8 частей диспергатора, представляющего собой нафталинсульфонат; 0 частей (образец 1), 12 частей (образец 4), 21,1 частей (образцы 2, 5 и 9), 30 частей (образец 6), 42,2 частей (образец 7) и 60 частей (образец 8) ТГА (2%, 4%, 5%, 7% и 10% по массе относительно строительного гипса, соответственно); и 1290 частей воды.
[0276] Каждый из составов среднего слоя для образцов 1-9 отливали в панели и подвергали испытаниям на показатель высокотемпературной теплоизоляции, высокотемпературной усадки и высокотемпературного увеличения толщины, как указано выше. Ориентировочные значения плотности, содержания вермикулита с высоким коэффициентом расширения, массы строительного гипса, ТГА и TI отлитых и высушенных панелей, изготовленных из каждого из составов исследуемых образцов, приведены в таблицах ХХa и XXb, фиг. 38А и 38В, соответственно. В таблице ХХа также показана разница между составами среднего слоя, не содержащими ТГА (образец 1) и содержащими 4% ТГА при пониженном содержании строительного гипса (образец 2), при этом оба состава получены без вермикулита с высоким коэффициентом расширения. В таблице XXb подобным образом показана разница между составом среднего слоя, не содержащим ТГА (образец 3), и значениями TI для составов среднего слоя, содержащих возрастающие количества ТГА при уменьшающихся количествах строительного гипса (образцы 4-9), при это все составы содержали 7% вермикулита с высоким коэффициентом расширения. В таблице ХХс, фиг. 38С, приведены ориентировочная плотность, % вермикулита с высоким коэффициентом расширения, % ТГА, результаты оценки высокотемпературной усадки и результаты оценки высокотемпературного увеличения толщины для панелей, изготовленных из каждого их составов среднего слоя образцов 1-9.
[0277] В таблице ХХа показано, что ТГА можно добавить в таком количестве (в настоящем примере 4% по массе относительно строительного гипса), которое позволит эффективно увеличить TI панелей на примерно одну минуту, несмотря на уменьшение массы строительного гипса примерно на 20 фунтов/тыс.кв.футов. Такое преимущество было достигнуто без применения вермикулита с высоким коэффициентом расширения. В таблице XXb показано влияние составов среднего слоя, образцы 3-9, с возрастающими количествами ТГА по сравнению с содержанием строительного гипса, от 0% вплоть до 10%, в сочетании с применением вермикулита с высоким коэффициентом расширения в количестве 7% по массе относительно строительного гипса.
[0278] Составы образцов 3-9 обеспечили увеличение TI от примерно 23 до примерно 26 минут. Эффект добавления ТГА в указанные составы дополнительно обобщен на фиг. 39, на которой показаны графики % ТГА относительно TI в минутах для панелей, изготовленных с применением составов образцов 3-9. Как показано на фиг. 39 и в таблице XXb, при содержании ТГА до примерно 5%, TI составов образцов 3-6 увеличился на вплоть до примерно двух минут, несмотря на уменьшение количества строительного гипса в составе среднего слоя до примерно 25 фунтов/тыс.кв.футов в образцах 5 и 6. Подобным образом, TI увеличился по меньшей мере на примерно 3,3 минуты для состава образца 8, с 10% содержанием ТГА и снижением массы строительного гипса на примерно 15 фунтов/тыс.кв.футов. Результаты испытания каждого из наборов образцов при приблизительно одинаковом содержании строительного гипс - образцы 5 и 6 и 7 и 8 - также свидетельствуют, что повышение количества ТГА обеспечивает увеличение значений TI.
[0279] Образцы 3-9, в состав которых входит ТГА, также показали улучшение результатов определения высокотемпературной усадки и высокотемпературного увеличения толщины. Высокотемпературная усадка образца 1, в состав которого не входят ТГА и вермикулит с высоким коэффициентом расширения, составляла примерно 19%, а высокотемпературное увеличение толщины составляло примерно -24%. При добавлении в образец 24% ТГА, высокотемпературная усадка улучшалась до примерно 9%, а высокотемпературное увеличение толщины улучшалось до примерно -11,5%. Добавление к образцам 3-9 примерно 7% вермикулата с высоким коэффициентом расширения демонстрирует дополнительное улучшение высокотемпературной усадки до примерно 5% и улучшение высокотемпературного увеличения толщины до примерно 18%, несмотря на значительное снижение содержания строительного гипса (например, образец 8).
[0280] Кроме того, состав образца 9 показал, что при использовании примерно 4% ТГА и примерно 7% вермикулита с высоким коэффициентом расширения возможно достижение требуемого TI через 23 минуты или больше при снижение содержания строительного гипса в составе по меньшей мере на примерно 75 фунтов/тыс.кв.футов. Образец 9 также продемонстрировал, что состав среднего слоя с таким пониженным содержанием строительного гипса может улучшить высокотемпературную усадку путем уменьшения процента усадки по меньшей мере на примерно 12% и улучшить высокотемпературное увеличение толщины путем увеличения процента расширения на примерно 30% или более. Сравнение панелей, изготовленных с применением составов образцов 3 и 9 и образцов 4 и 5 показало, что строительный гипс можно заменить на ТГА при соотношении примерно 1 одна часть ТГА к по меньшей мере от примерно 1,7 до примерно 2 частям строительного гипса, при сохранении аналогичных значений TI. Замещающие соотношения могут значительно меняться в зависимости от источника строительного гипса и составов среднего слоя. Кроме того, для заданного состава строительного гипса, замещающие соотношения можно повысить при необходимости снижения TI или уменьшить, если требуются повышенные значения TI.
Пример 11В
[0281] В этом примере, строительный гипс (строительный гипс В), изготовленный из относительно высокочистого природного источника гипса (по меньшей мере примерно 90% гипса), использовали для получения составов среднего слоя для образцов 10-17. Основной состав среднего слоя получали с применением следующих приблизительных количеств по массе: 1000 частей строительного гипса В; 10 частей HRA; 7 частей пептизированного крахмала; 1,4 частей триметафосфата; 70 частей вермикулита с высоким коэффициентом расширения (примерно 7% по массе относительно строительного гипса); 5 частей стекловолокна; 1,4 частей диспергатора, представляющего собой нафталинсульфонат; 0 частей (образец 10), 17,6 частей (образец 11), 35,2 частей (образцы 12 и 17) и 70,4 частей (образцы 13-16) ТГА (2%, 4% и 7% по массе относительно строительного гипса, соответственно); и 1800 частей (образцы 10 до 14), 1900 частей (образец 15) и 2150 частей (образцы 16 и 17) воды.
[0282] Из каждого из образцов 10-17 были вырезаны панели, которые подвергались испытаниям на показатель высокотемпературной теплоизоляции, высокотемпературную усадку и высокотемпературное увеличение толщины, как указано выше. Ориентировочные значения плотности, содержания вермикулита с высоким коэффициентом расширения, массы строительного гипса, % ТГА, TI отлитых и высушенных панелей из каждого из указанных составов приведены на фиг. 40А и 40В, в таблицах XXIa и XXIb, соответственно. В таблице XXIa показана разница между составом среднего слоя, полученным с применением строительного гипса В, без ТГА (образец 10), и значениями TI для составов среднего слоя с возрастающими количествами ТГА и неизменным содержанием строительного гипса (образцы 11-14). Каждый из приведенных составов содержал примерно 7% вермикулита с высоким коэффициентом расширения. В таблице XXIb показаны разницы в значениях TI между составами среднего слоя, содержащими примерно 7% (образцы 15 и 16) и примерно 4% (образец 17) ТГА. Эквивалентное количество строительного гипса, составляющее примерно 100 фунтов/тыс.кв.футов, было удалено из составов образцов 16 и 17, причем все из указанных образцов содержали 7% вермикулита с высоким коэффициентом расширения. В таблице XXIc, фиг. 40С, приведены плотность, содержание вермикулита с высоким коэффициентом расширения, % ТГА и результаты определения высокотемпературной усадки и высокотемпературного увеличения толщины для панелей, полученных из каждого из составов образцов 10-17.
[0283] В таблице XXIa продемонстрировано преимущество добавления определенного количества ТГА (в настоящем примере 2%, 4% и 7%), которое позволяет эффективно увеличить TI при постоянном содержании строительного гипса, в настоящем примере от примерно 0,1 до примерно 1,5 минут. В таблице XXIb показано влияние состава среднего слоя для образцов 15 и 16, в которых % ТГА сохраняется постоянным, а 100 фунтов строительного гипса удалено. Это привело к снижению TI на 1,3 минуту, но при TI большем, чем примерно 24 минуты, оба образца 15 и 16 будут приемлемы для практических применений, требующих установленный предел огнестойкости. Подобным образом, образец 17 показал, что количество ТГА можно снизить до примерно 4%, а количество строительного гипса в составе среднего слоя можно уменьшить на эквивалентное количество, примерно равное 100 фунтов/тыс.кв.футов, при сохранении величины TI примерно 23 минут. Такая величина также считается приемлемой для практических применений, требующих установленный предел огнестойкости. Результаты, приведенные в таблице XXIb, показали, что для поддержания TI на заранее установленном уровне (например, примерно 23 минут) можно использовать эффективное количество ТГА при снижении количества строительного гипса, применяемого в составе.
[0284] В таблице XXIc, фиг. 40С, показаны результаты определения высокотемпературной усадки и высокотемпературного увеличения толщины для панелей, изготовленных с применением составов среднего слоя образцов 10-17. Полученные результаты свидетельствуют, что при применении строительного гипса В и составов образцов 10-17, результаты определения высокотемпературной усадки и высокотемпературного увеличения толщины при добавлении ТГА по существу не изменились. Это имеет место даже при снижении содержания строительного гипса на эквивалентное количество, составляющее примерно 100 фунтов/тыс.кв.футов (см. образцы 16 и 17).
Пример 11С
[0285] В этом примере, строительный гипс (строительный гипс С), полученный из природного источника гипса с относительно низкой чистотой (приблизительно 80% гипса, оставшаяся часть - глины и другие примеси) использовали для получения составов среднего слоя для образцов 18-20. Основной состав среднего слоя получали с применением следующих приблизительных количеств по массе: 1000 частей (образцы 18 и 20) или 975 частей (образец 19) строительного гипса С; 10 частей HRA; 10 частей пептизированного крахмала; 2 частей триметафосфата; 100 частей вермикулита с высоким коэффициентом расширения (примерно 10% по массе относительно строительного гипса); 5 частей стекловолокна; 5 частей диспергатора, представляющего собой нафталинсульфонат; 0 частей (образец 18) и 25 частей (образцы 19 и 20) ТГА (0% и 3% по массе относительно строительного гипса, соответственно); и 1750 частей (образец 18), 1725 частей (образец 19) и 1700 частей (образец 20) воды.
[0286] Из каждого из образцов 18-20 были вырезаны панели, которые подвергались испытаниям на показатель высокотемпературной теплоизоляции, высокотемпературную усадку и высокотемпературное увеличение толщины, как указано выше. Ориентировочные значения плотности, содержания вермикулита с высоким коэффициентом расширения, массы строительного гипса, ТГА и TI отлитых и высушенных панелей из каждого из образцов приведены в таблицах ХХIIа и XXIIb, фиг. 41А и 41В, соответственно. В таблице ХХIIа показана разница между составом среднего слоя, полученным с применением строительного гипса С, без ТГА (образец 18) и значениями TI для составов среднего слоя, содержащих примерно 3% ТГА по массе относительно строительного гипса, в которых количество строительного гипса С увеличилось от эквивалентного количества, составляющего примерно 1450 фунтов/тыс.кв.футов (образец 19), на примерно 30 фунтов до примерно 1480 фунтов/тыс.кв.футов (образец 20). Каждый из составов содержал примерно 10% вермикулита с высоким коэффициентом расширения по массе относительно строительного гипса. В таблице XXIIb приведены плотность, содержание вермикулита с высоким коэффициентом расширения, % ТГА и результаты определения высокотемпературной усадки и высокотемпературного увеличения толщины для панелей, изготовленных из каждого из составов образцов 18-20.
[0287] В таблице ХХIIа показано преимущество добавления определенного количества ТГА (в настоящем примере примерно 3% по массе относительно строительного гипса), которое позволяет эффективно увеличить TI в панелях, изготовленных с применением указанных составов, на примерно одну минуту (сравните образец 18 с образцами 19 и 20). В таблице ХХIIа также показано, что не происходило улучшение TI панелей при добавлении к составу примерно 30 фунтов/тыс.кв.футов строительного гипса С (образец 20) и при добавлении к среднему слою значительного количества наполнителя (примесей). В таблице XXIIb показано, что в некоторых составах, добавление примерно 3% ТГА по массе строительного гипса позволяет сохранить приемлемые значения высокотемпературной усадки (S), такие как примерно 10% или менее, и приемлемые значения высокотемпературного увеличения толщины, например, положительное расширение. В некоторых случаях, добавление примерно 25 частей ТГА по массе к штукатурному гипсу может улучшить высокотемпературную усадку (сравните образец 18 с образцом 19).
[0288] Все ссылки, в том числе публикации, заявки на патент и патенты, цитируемые в настоящей заявке, тем самым включены в нее посредством ссылки в той же степени, как если бы каждая ссылка по отдельности и специально была включена посредством ссылки и изложена в настоящей заявке в полном объеме.
[0289] Применение терминов в единственном числе в контексте описания изобретения (в частности, в контексте приведенной ниже формулы изобретения) включает существительные, как в единственном, так и множественном числе, если не указано иное или явно не противоречит контексту. В настоящей заявке перечисление диапазонов значений просто служит в качестве быстрого способа приведения каждого отдельного значения, попадающего в данный диапазон, если не указано иное, и каждое отдельное значение включено в описание изобретения, как если бы оно было в отдельности процитировано в настоящей заявке. Все способы, описанные в настоящей заявке, можно осуществить в любом подходящем порядке, если не указано иное или если это явно не противоречит контексту. Использование любого и всех примеров или типичного выражения (например, "такой как"), применяемого в настоящей заявке, просто предназначено для лучшего освещения изобретения и не предполагает ограничить объем изобретения, если не указано иное. Ни одно выражение в описании изобретения не следует рассматривать как указание, что какой-либо незаявленный элемент является необходимым для практической реализации изобретения.
[0290] В настоящей заявке описаны предпочтительные аспекты и варианты реализации настоящего изобретения, в том числе наилучший способ, известный авторам изобретения, воплощения настоящего изобретения. Следует понимать, что проиллюстрированные варианты реализации изобретения приведены только в качестве примера и не должны ограничивать объем изобретения.
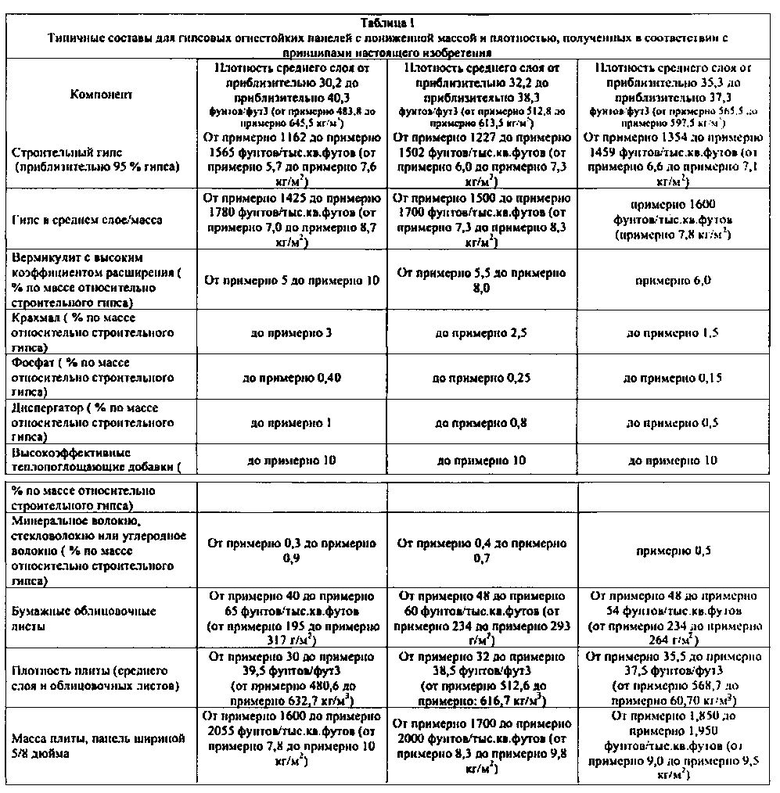
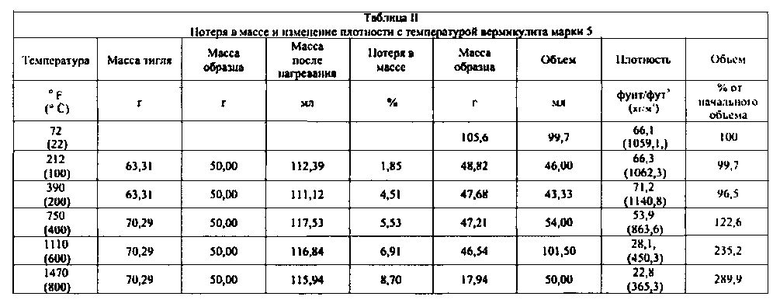
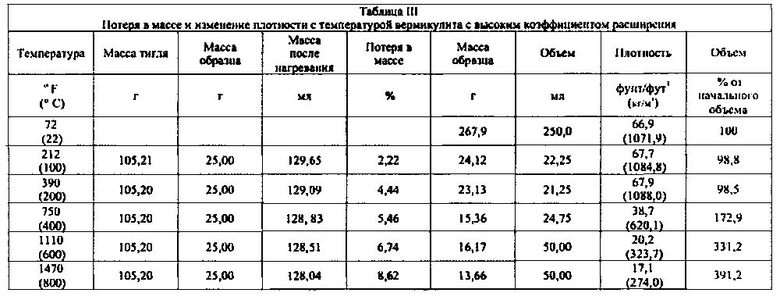
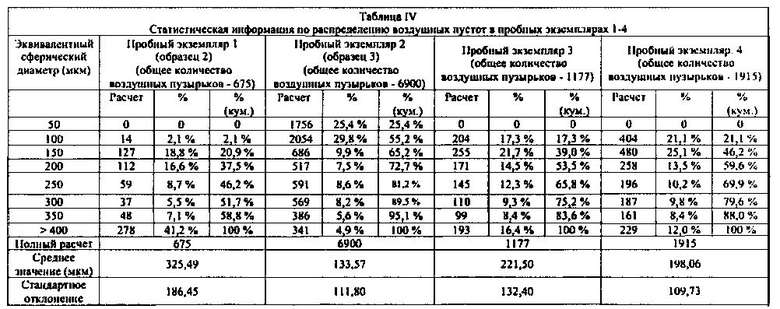
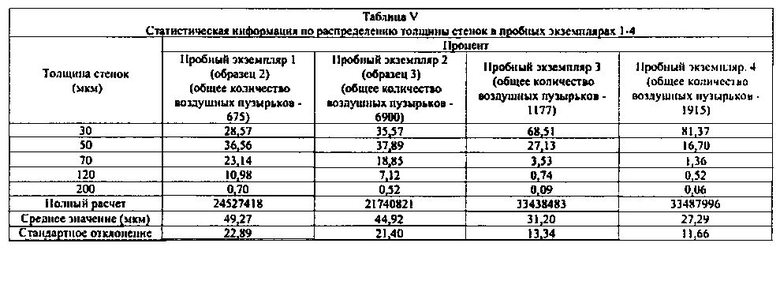
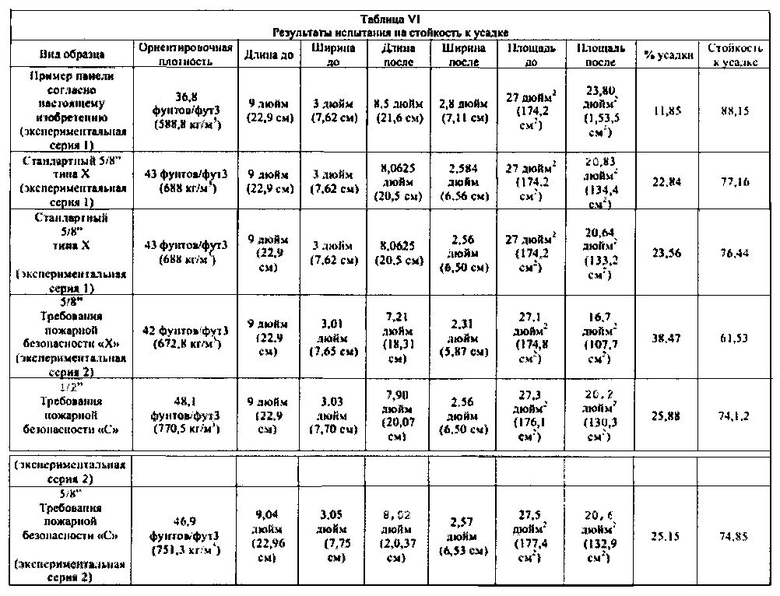
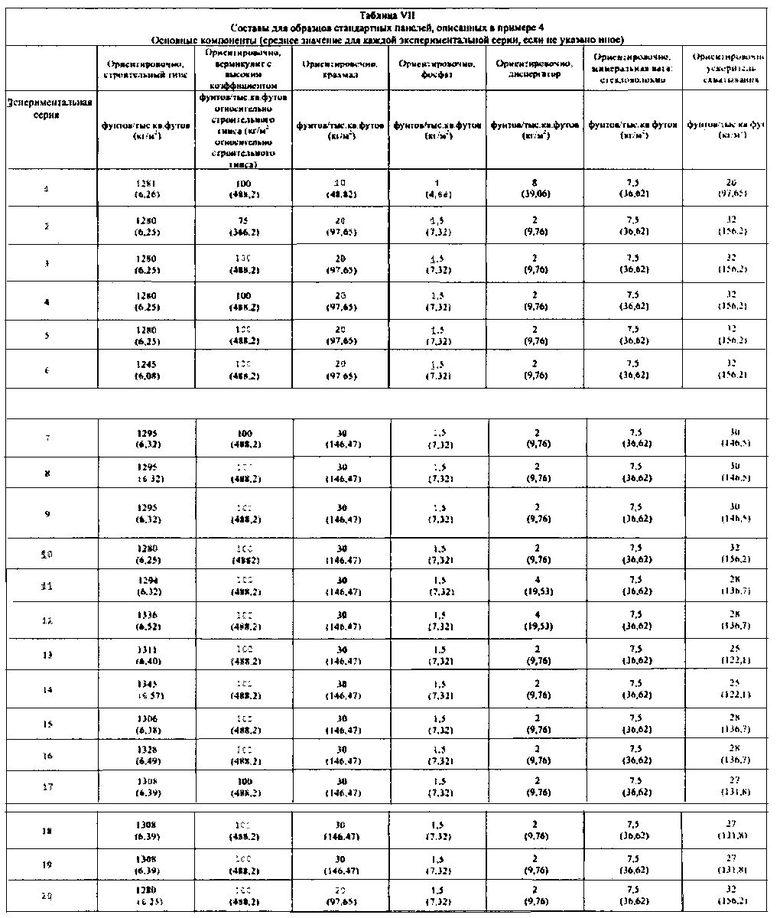
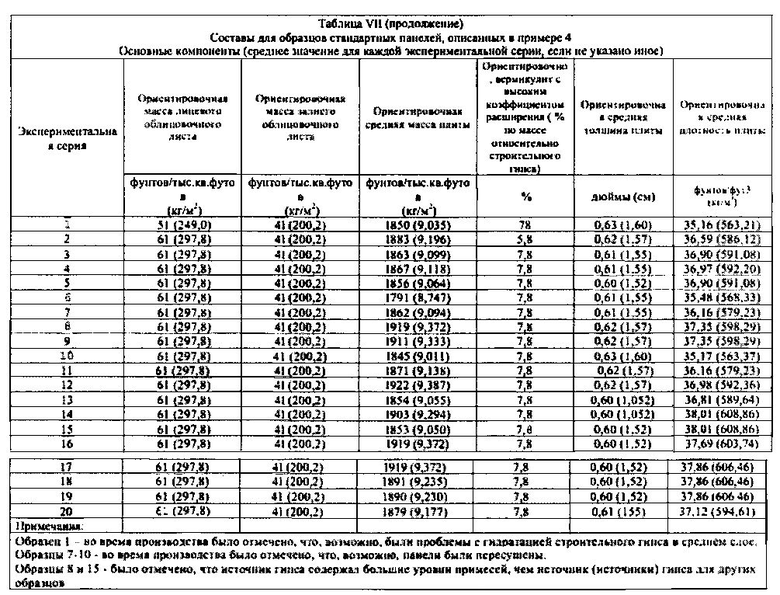
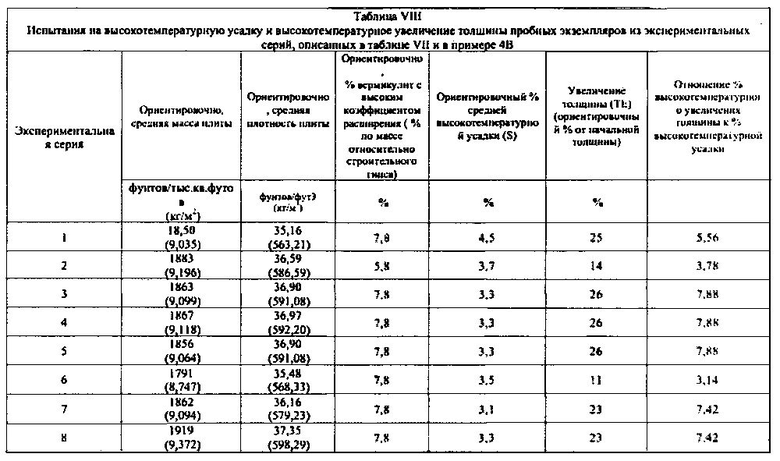
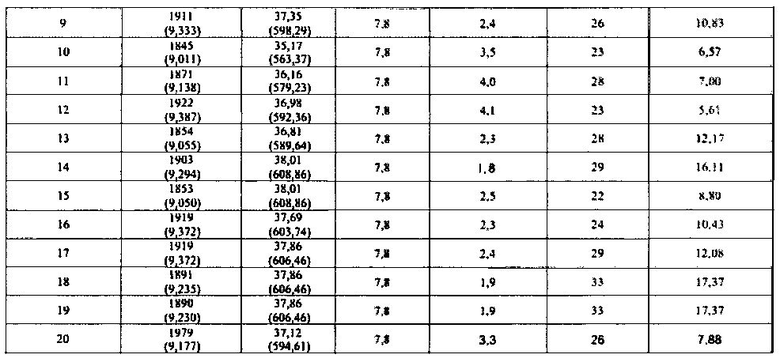
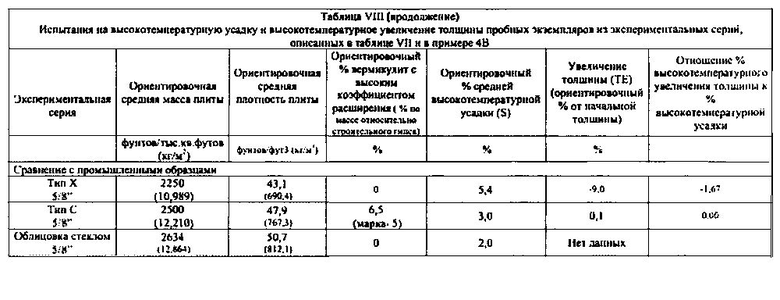
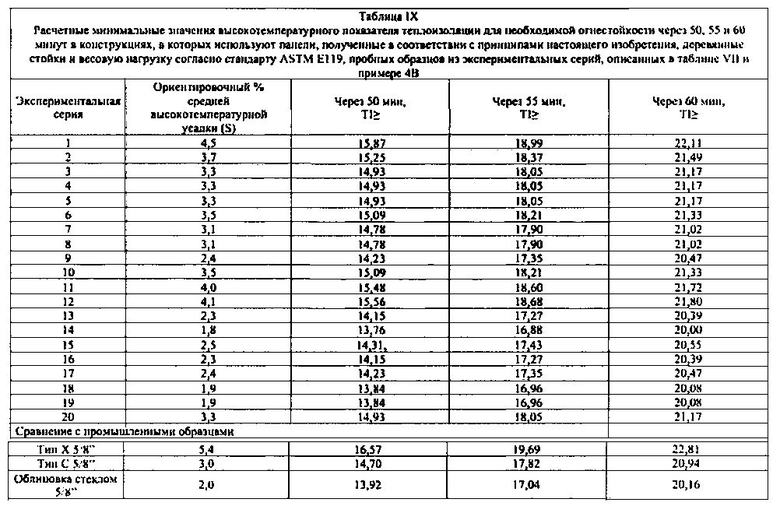
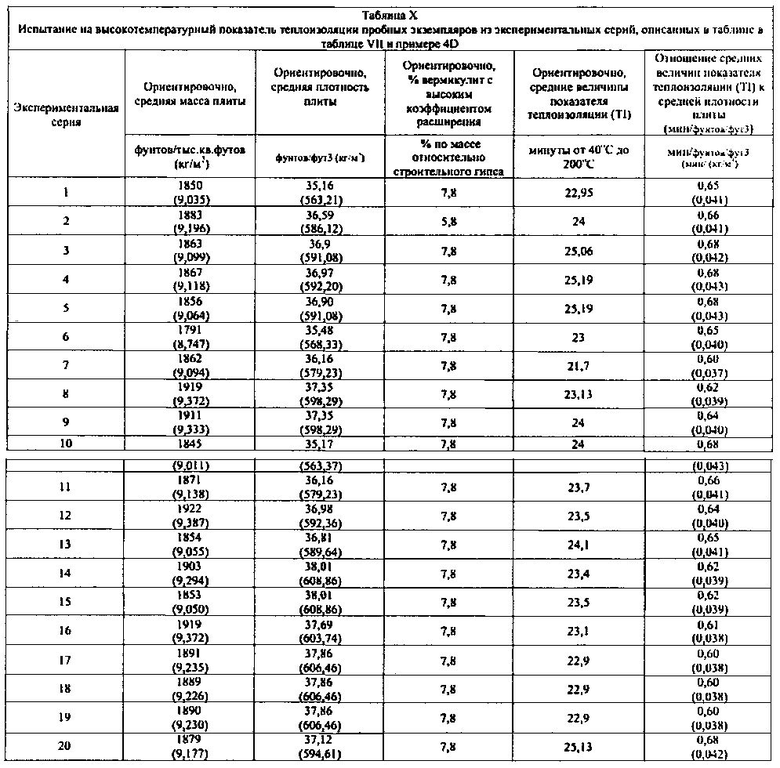
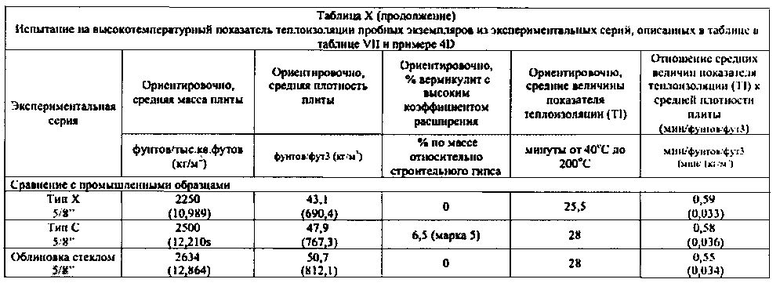
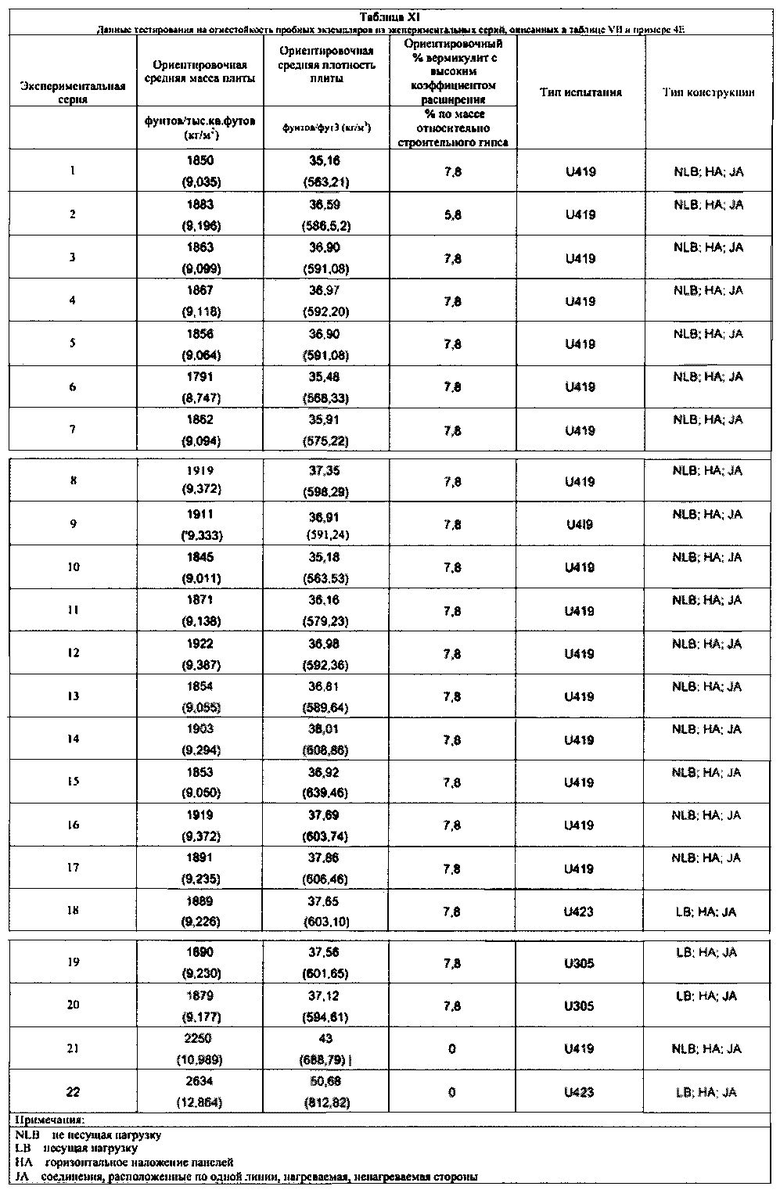
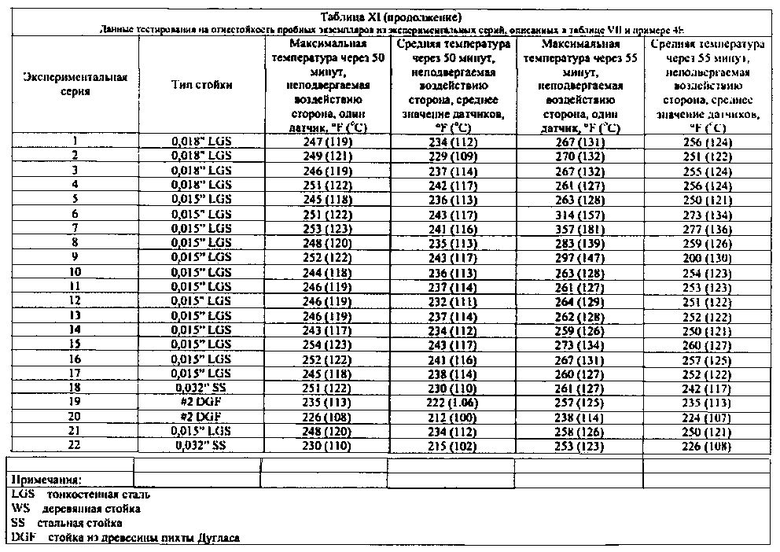
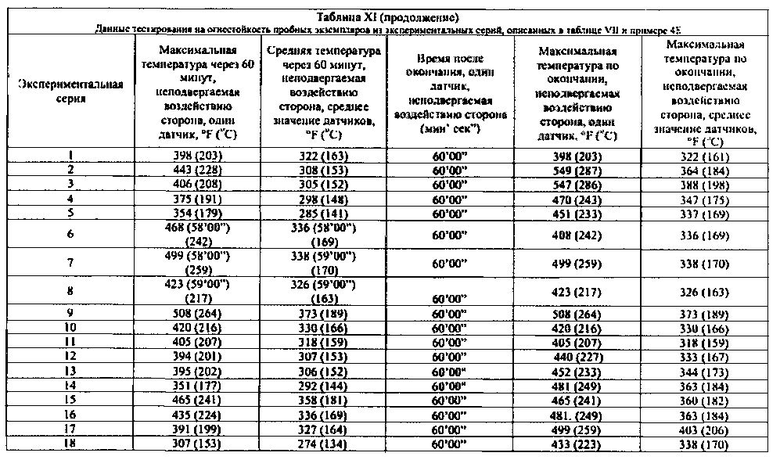
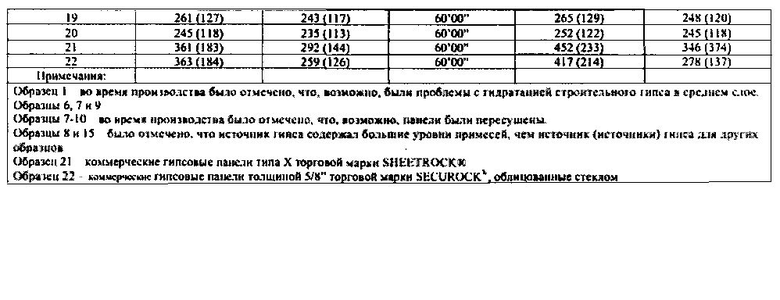
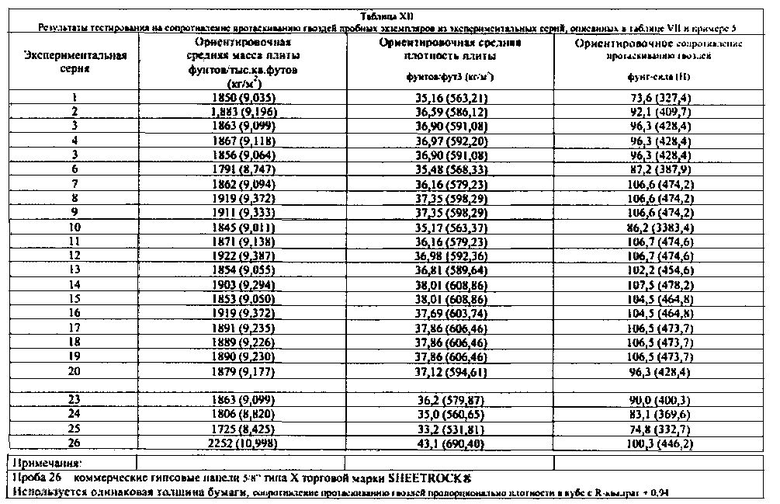
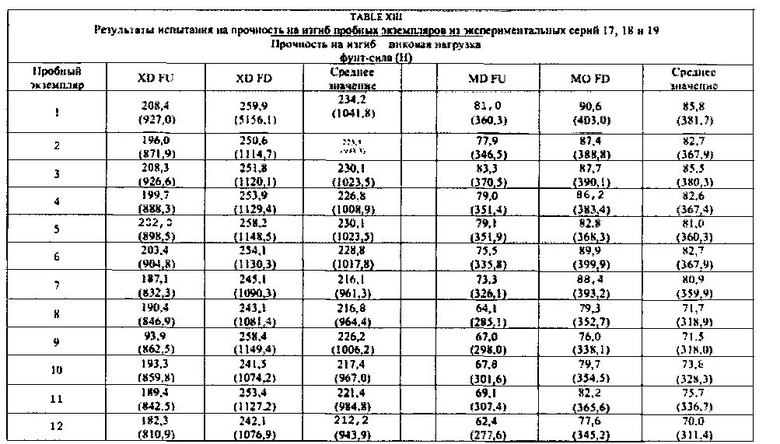
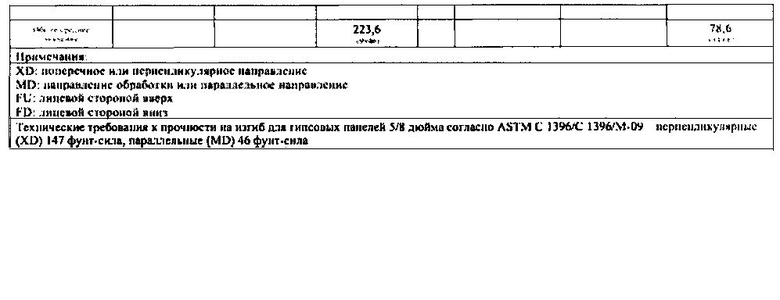
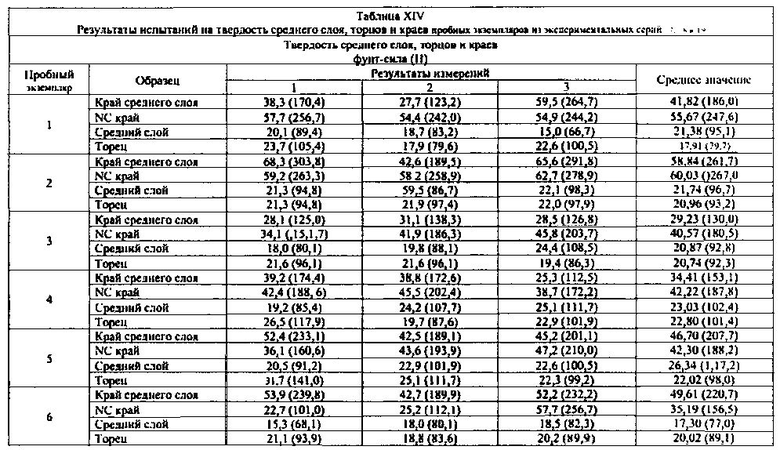
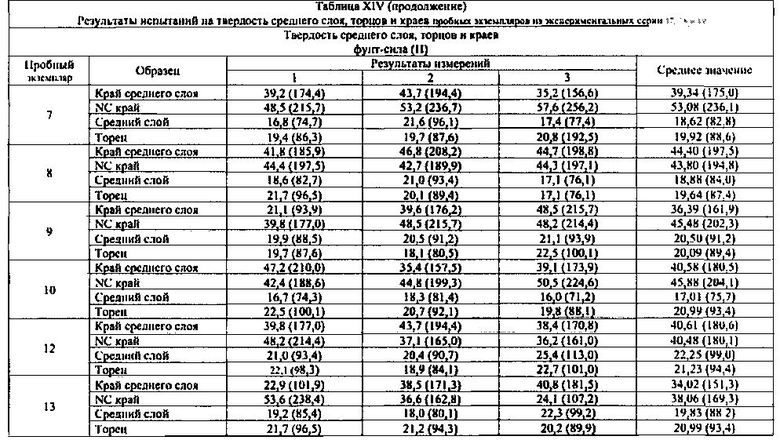
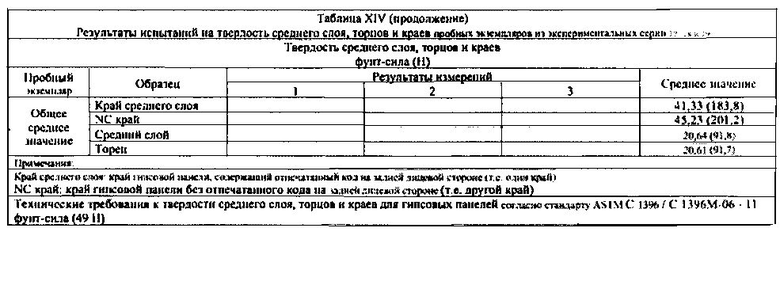
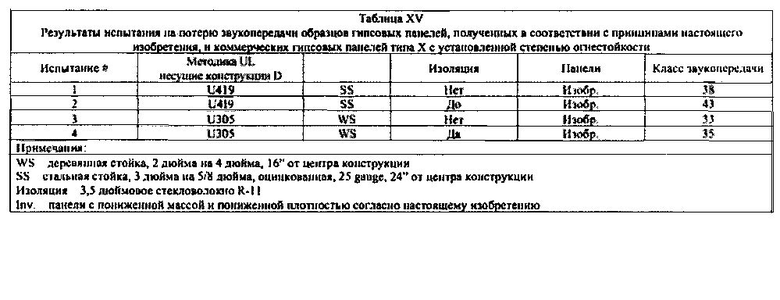
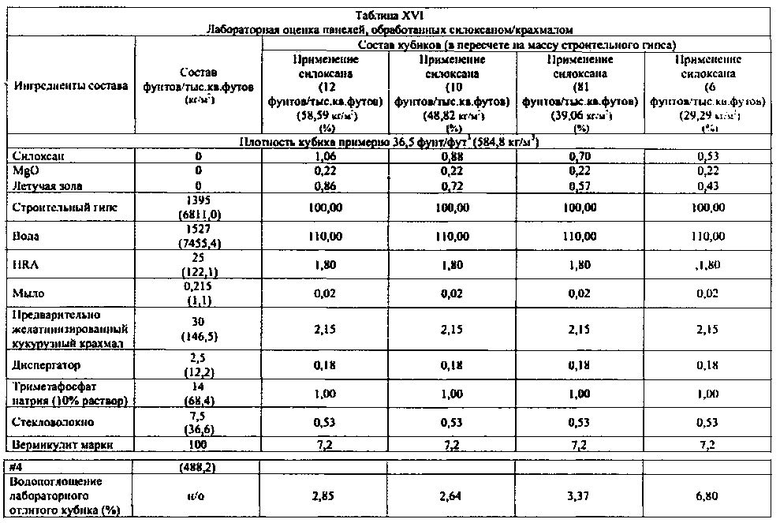
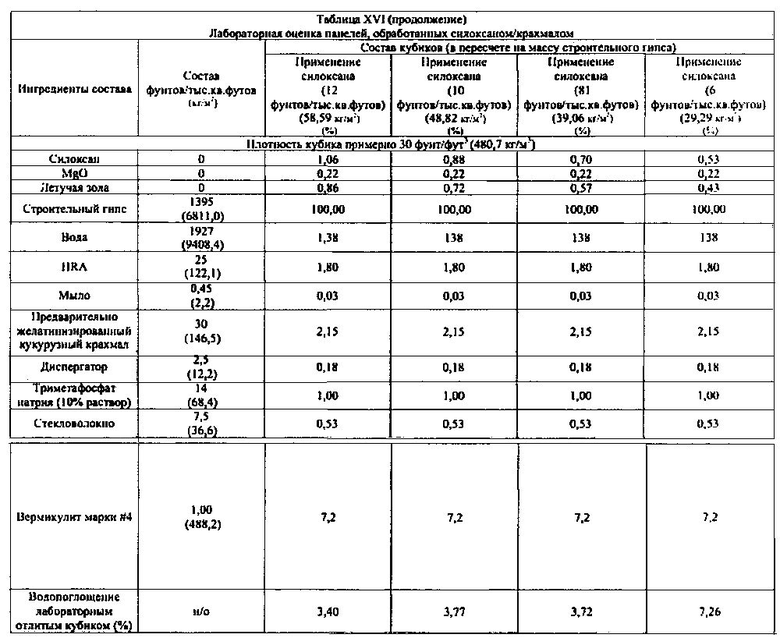
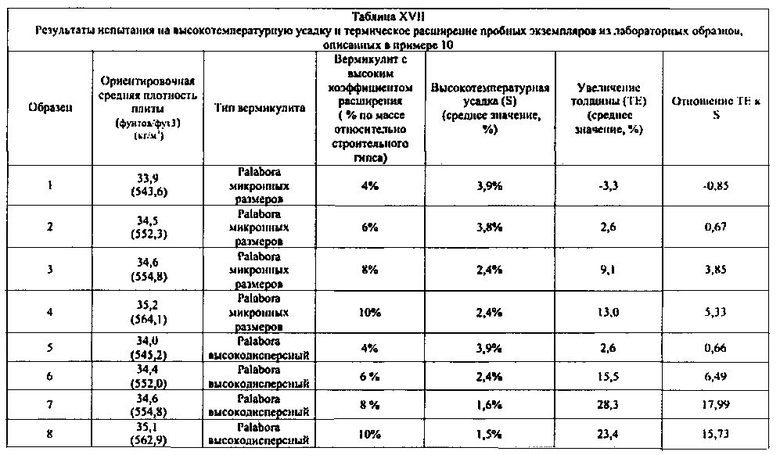
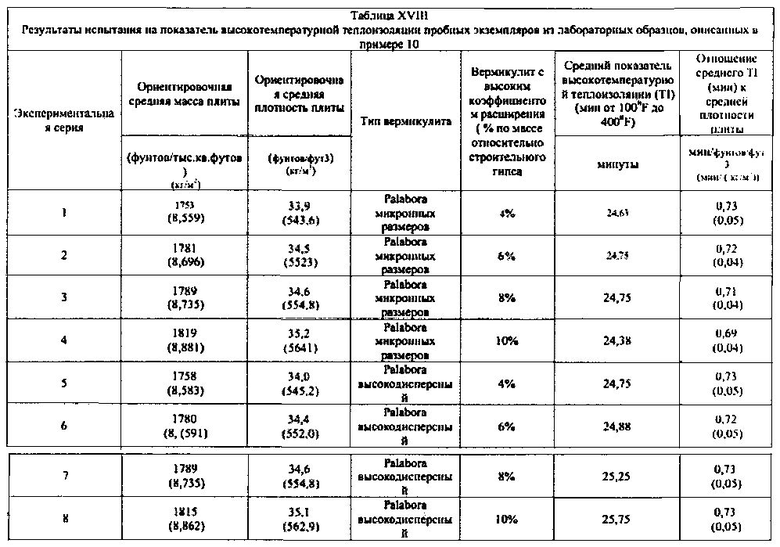
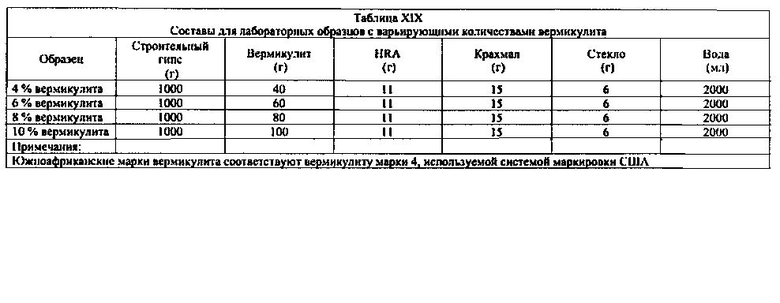
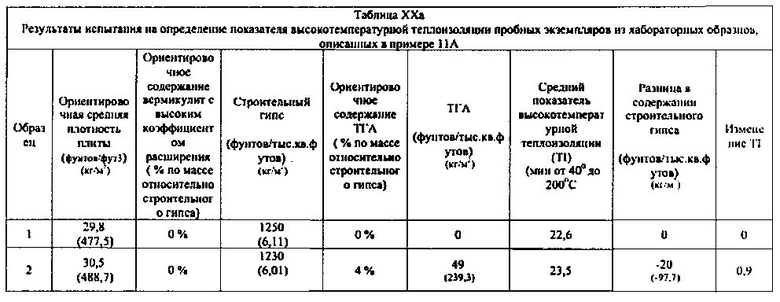
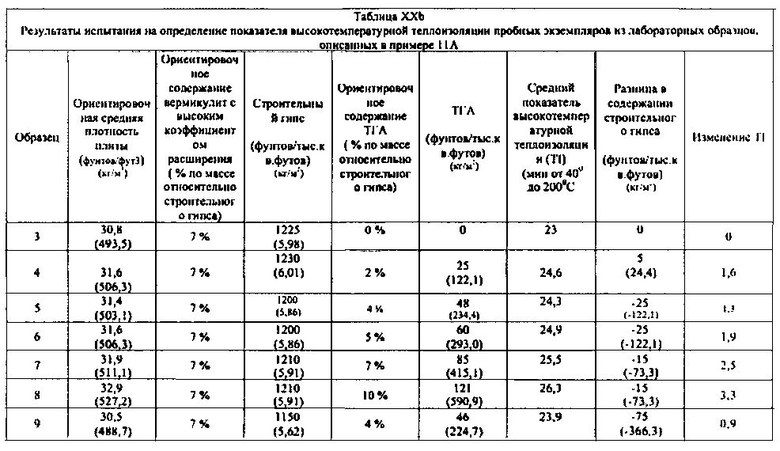
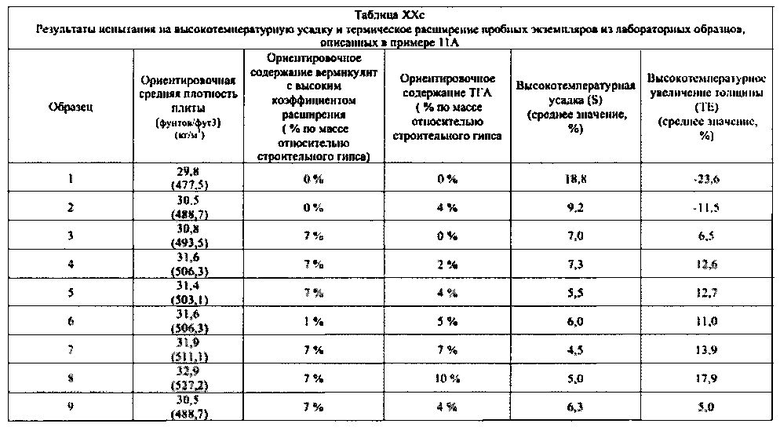
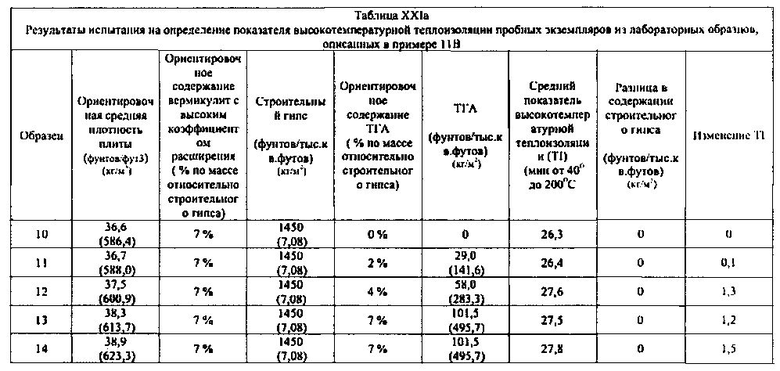
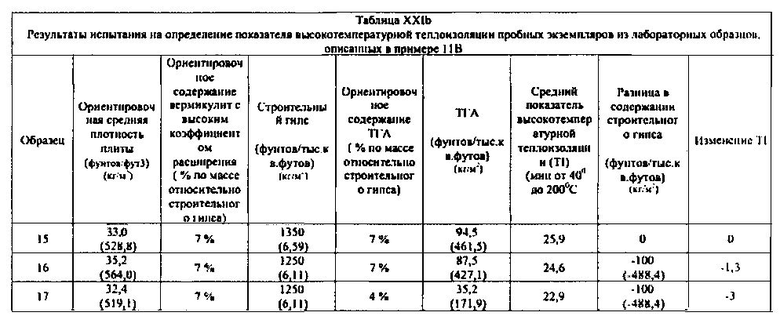
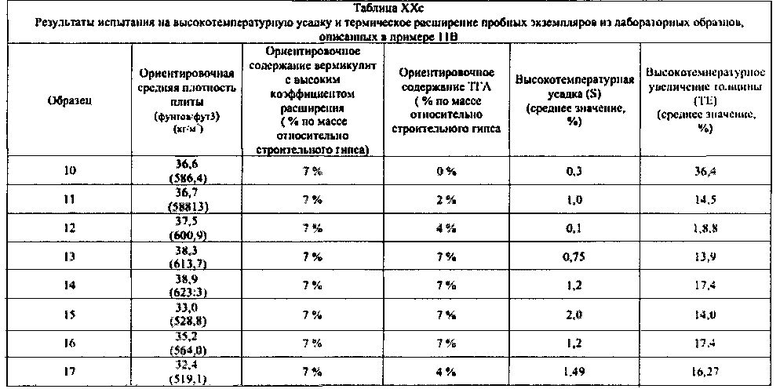
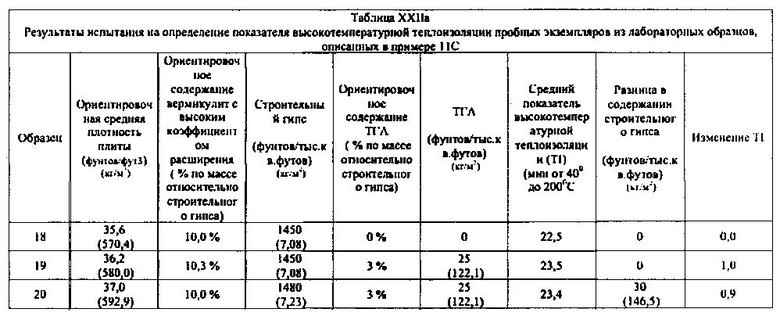
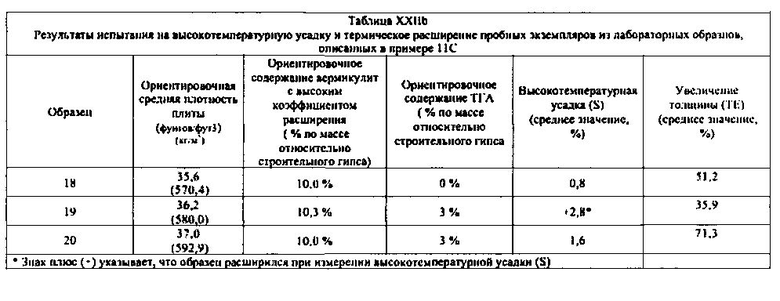
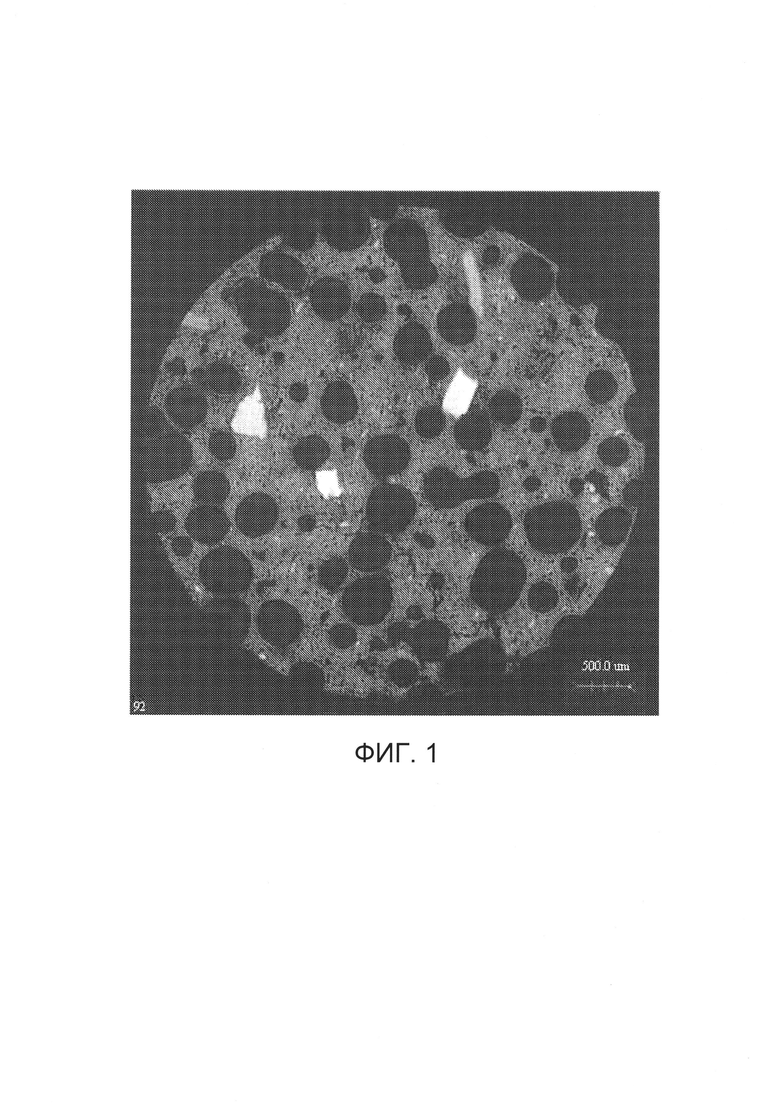
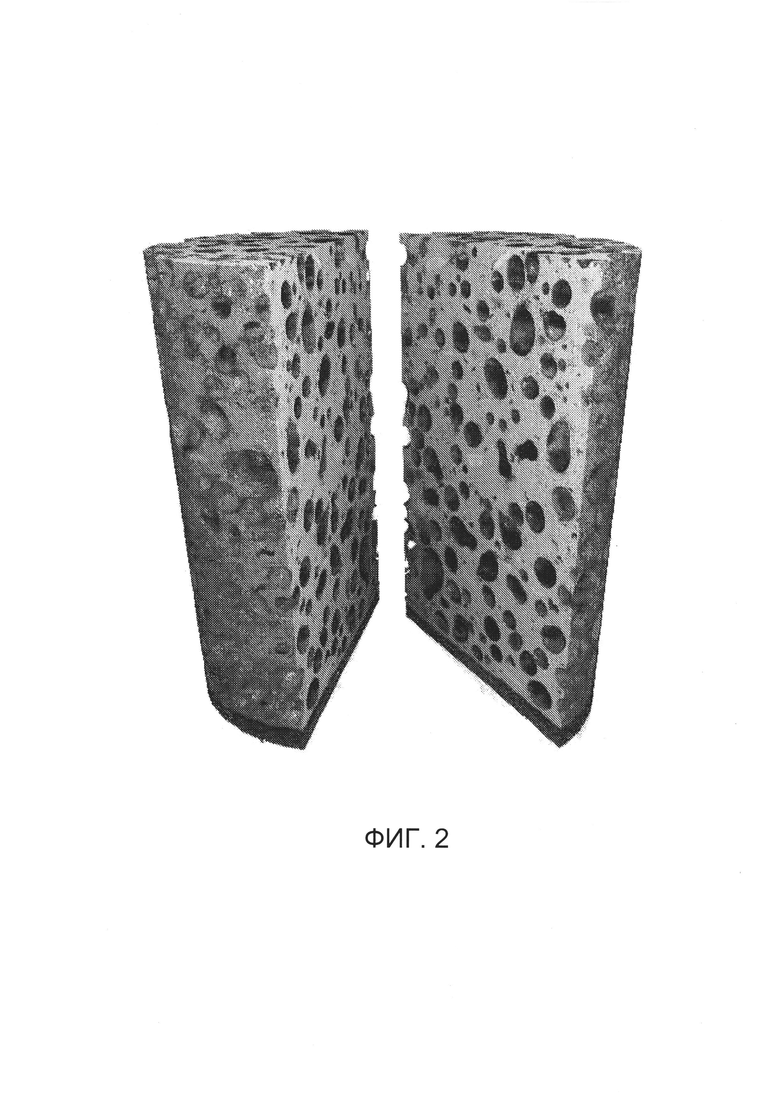
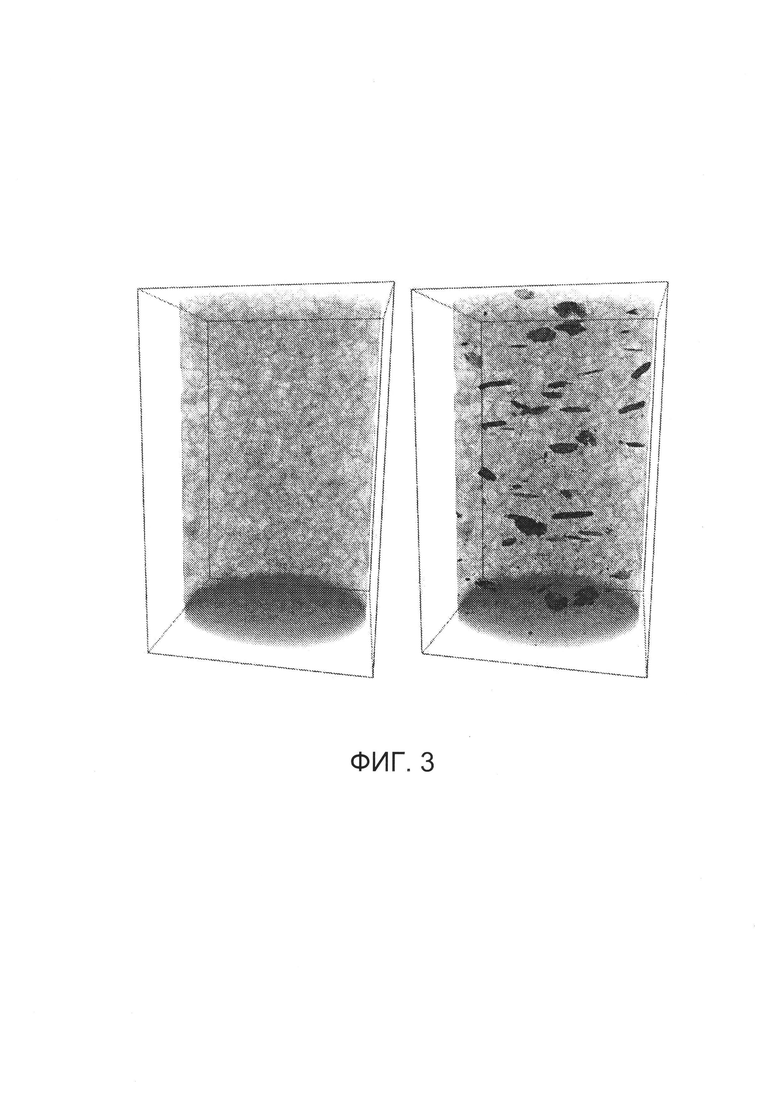
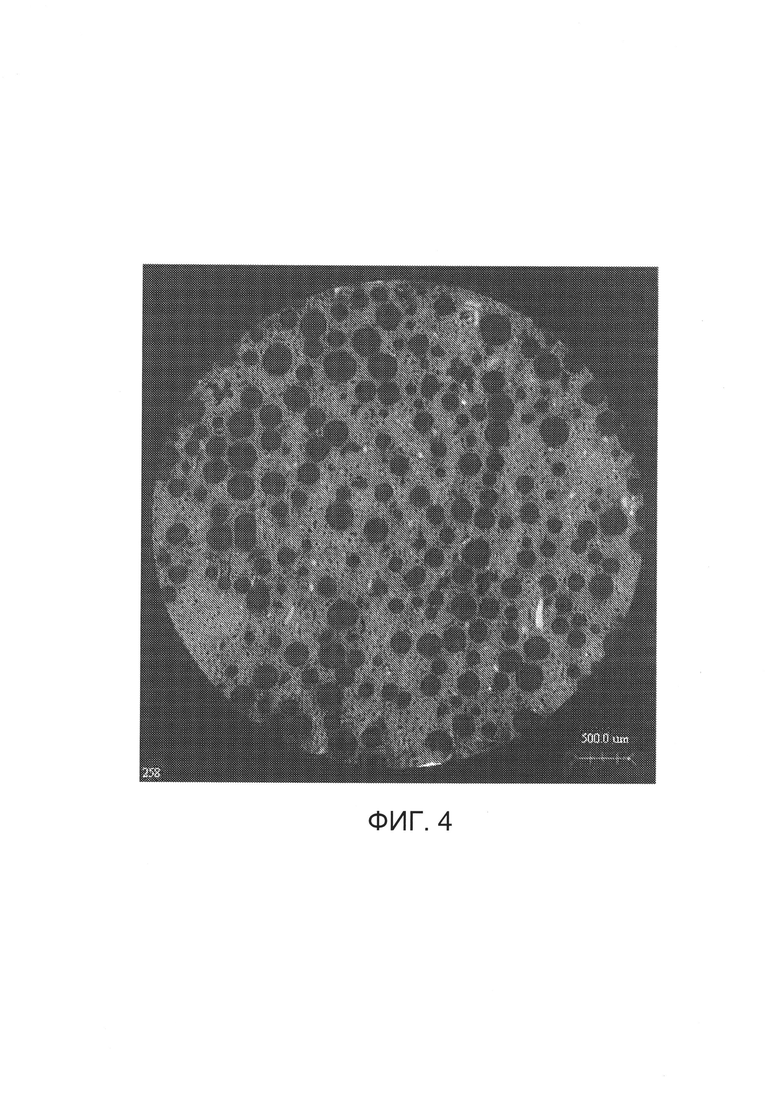
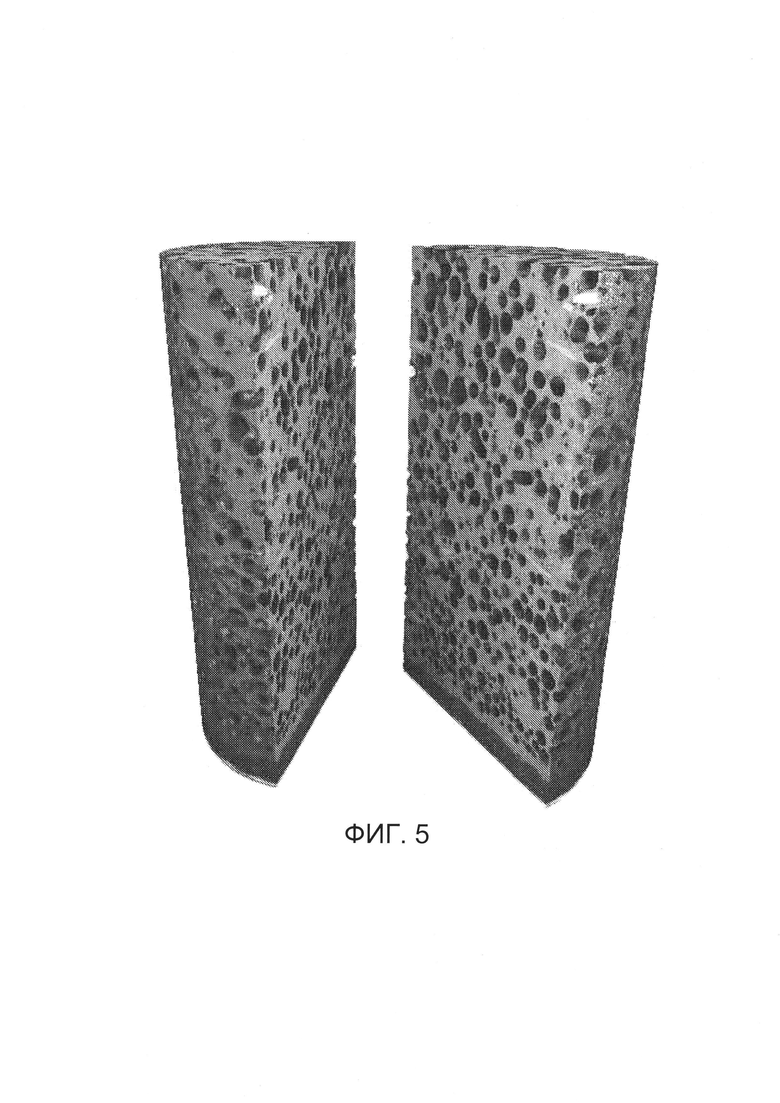
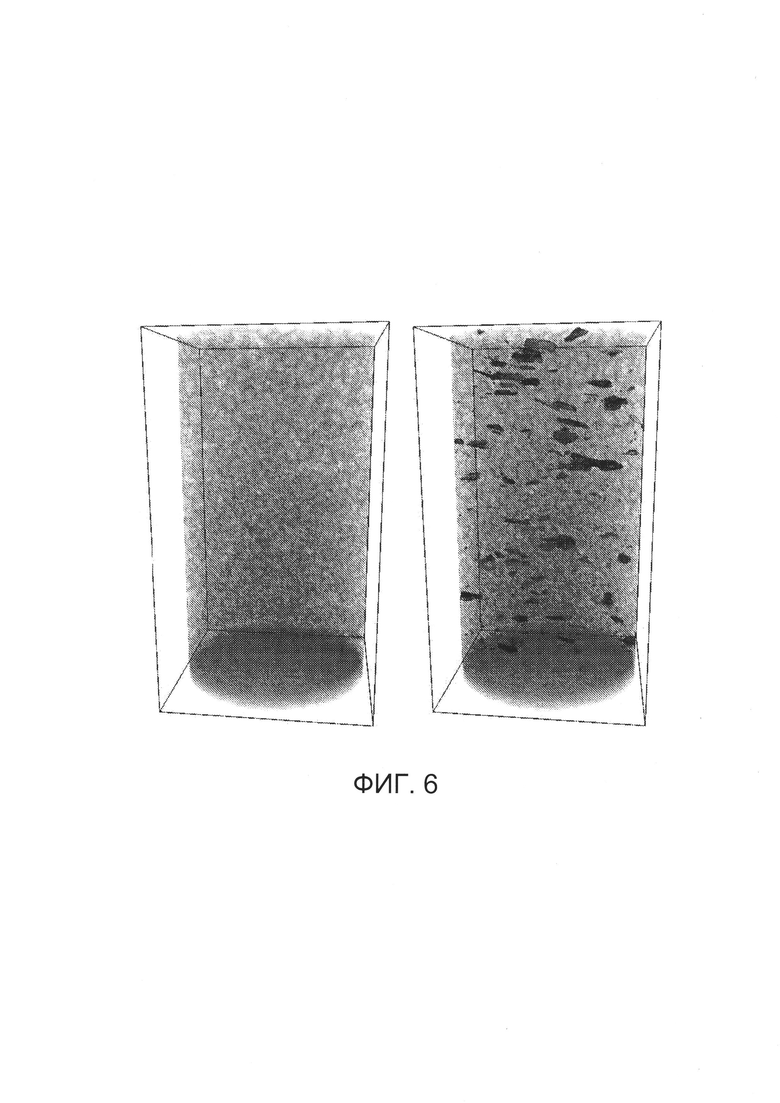
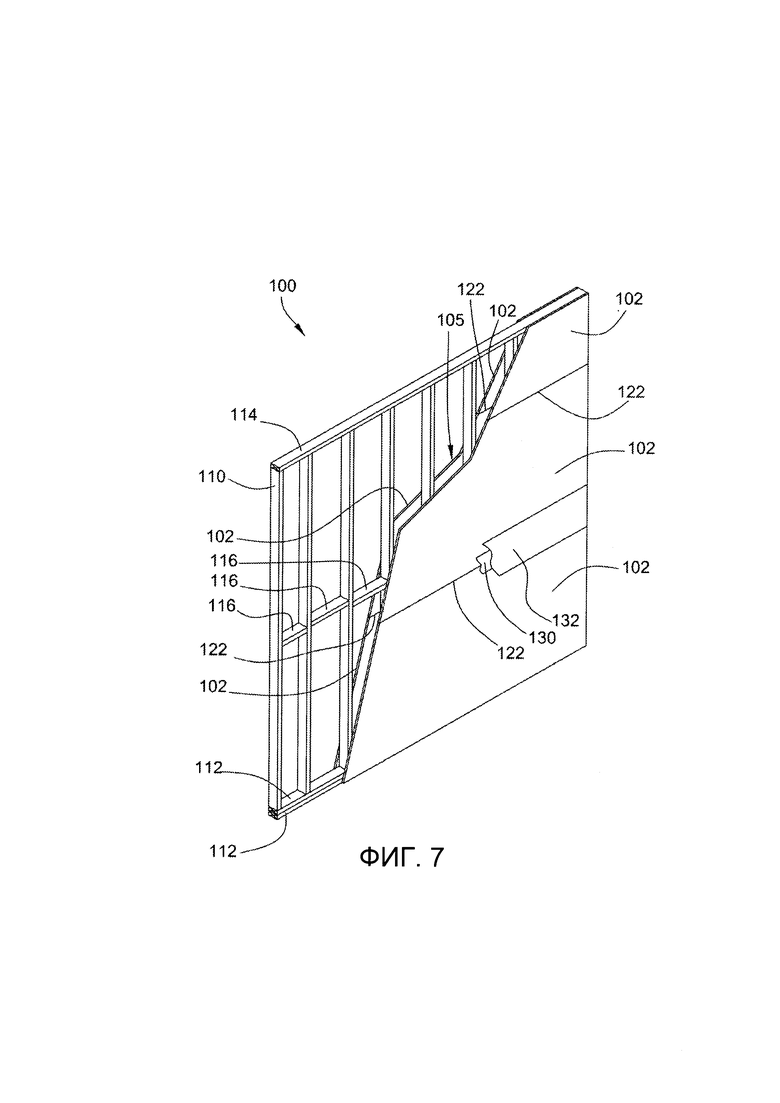
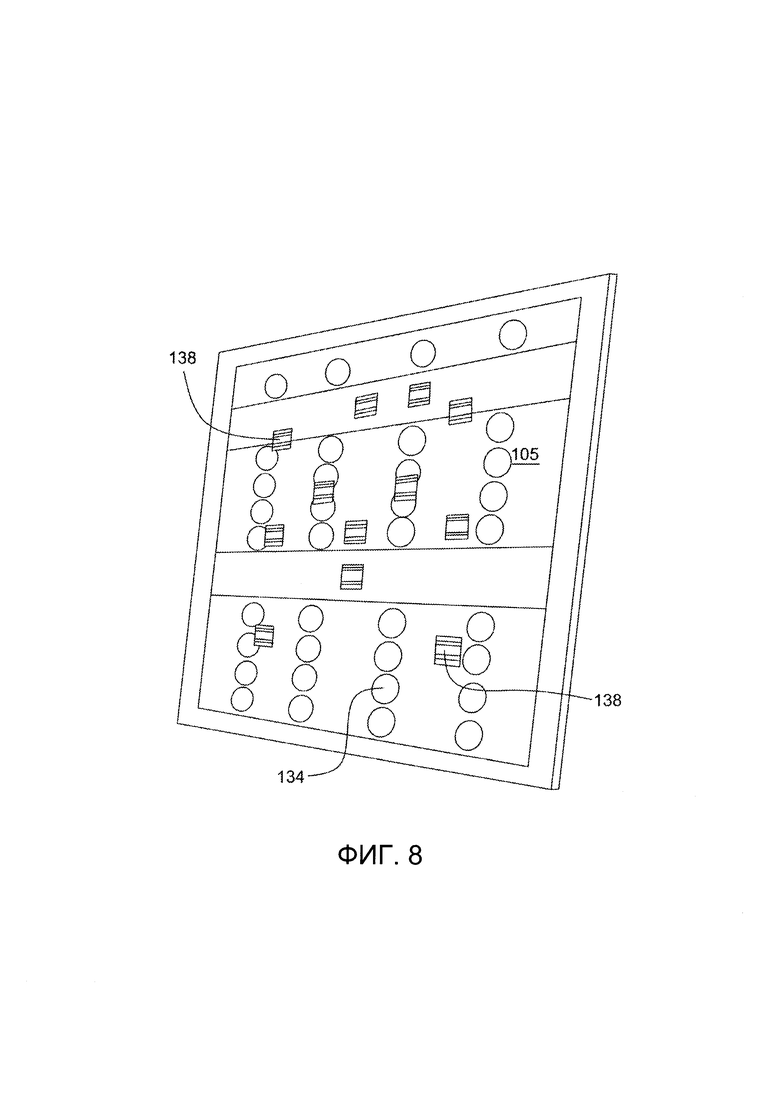
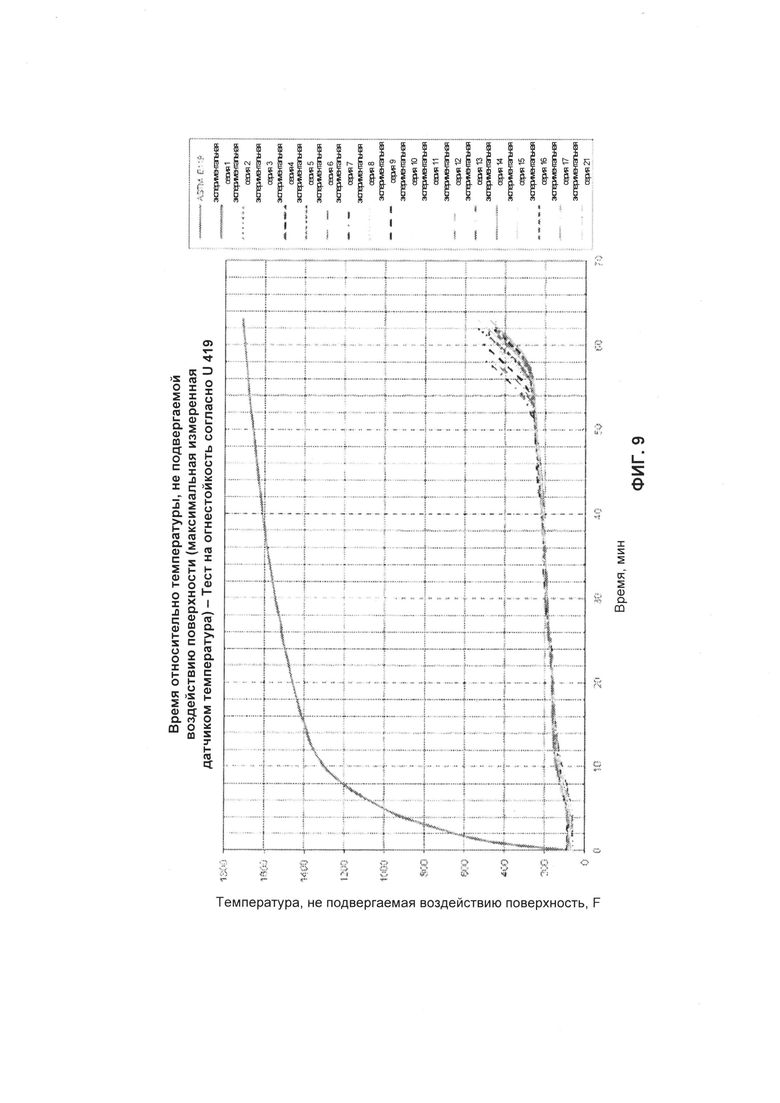
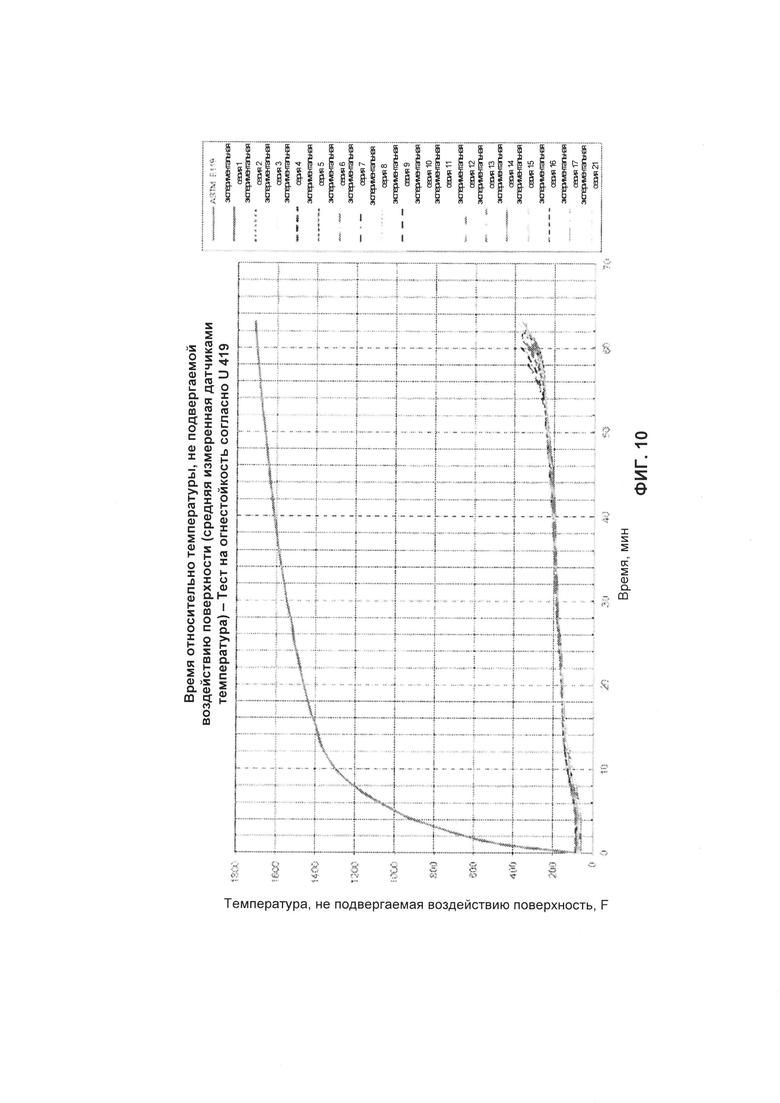
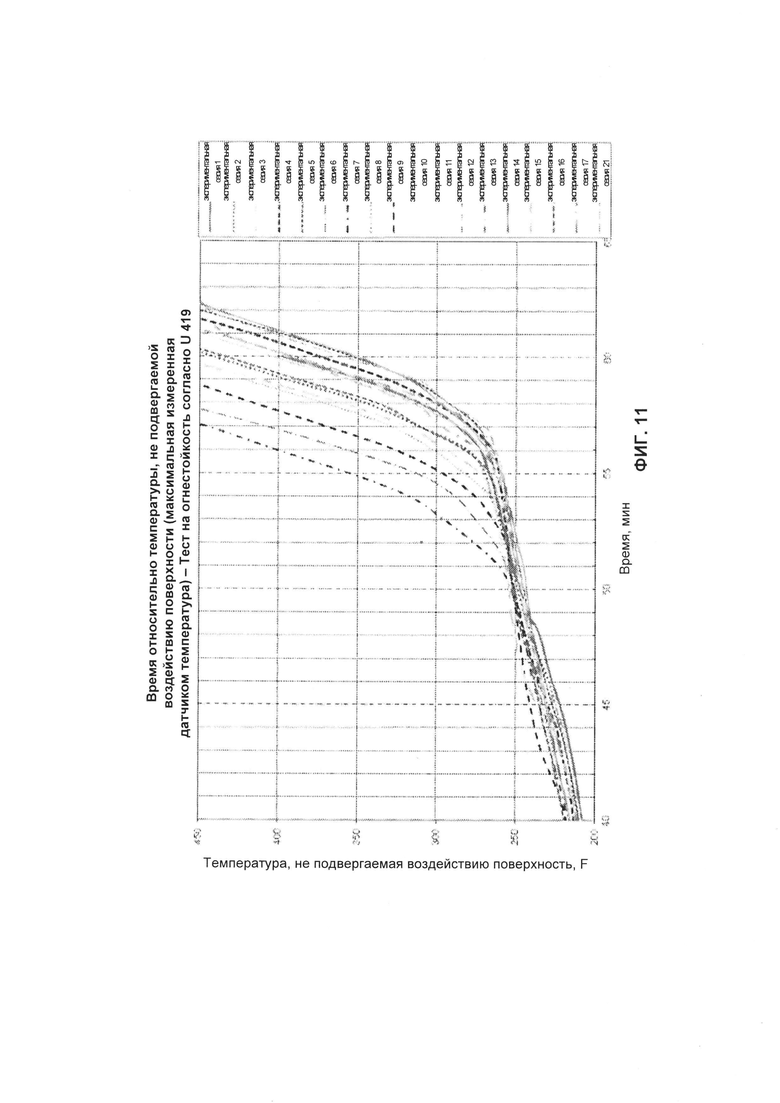
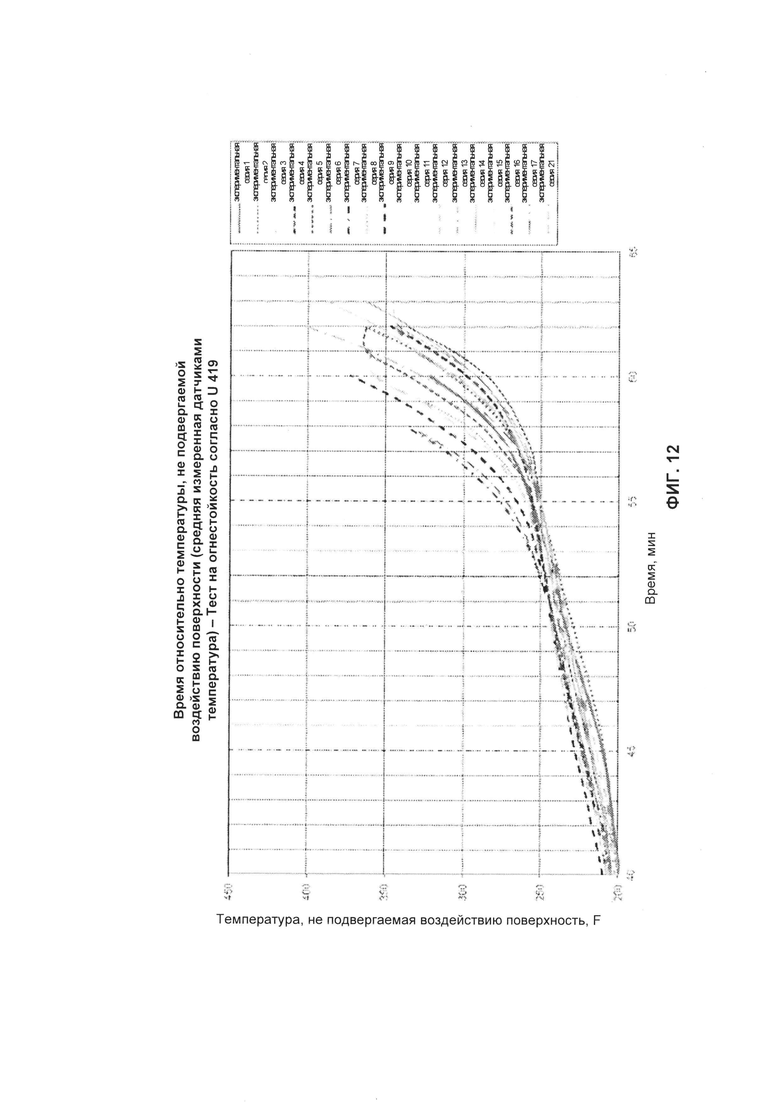
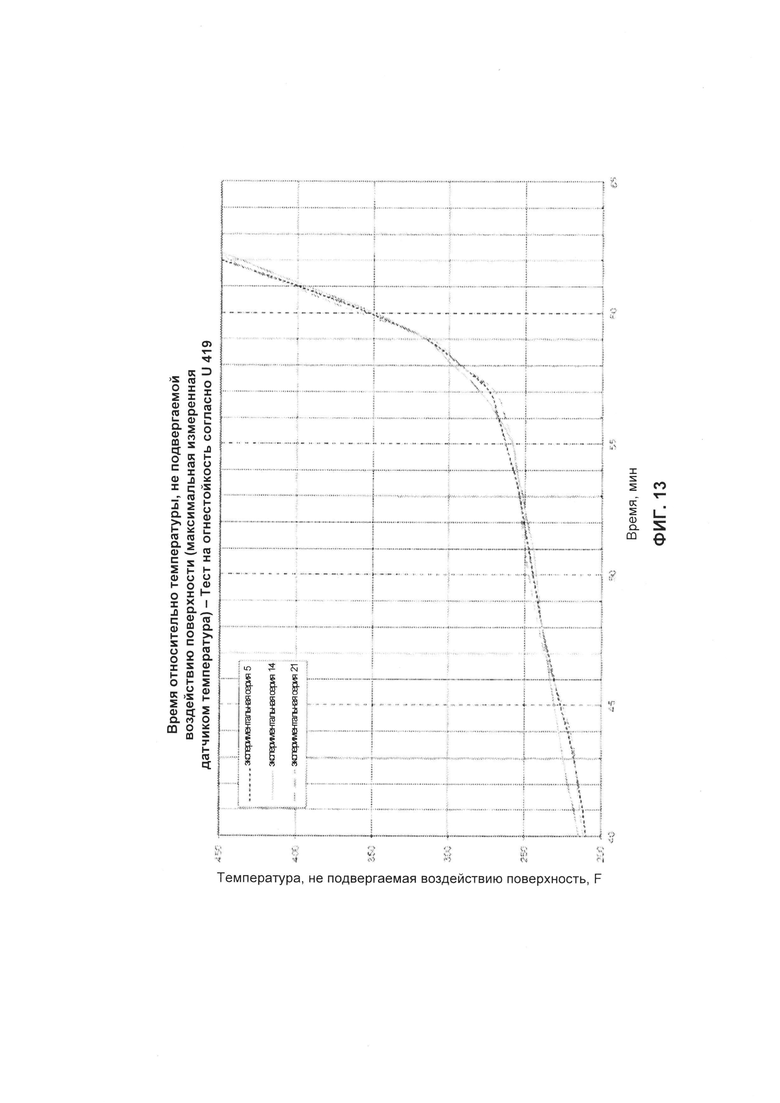
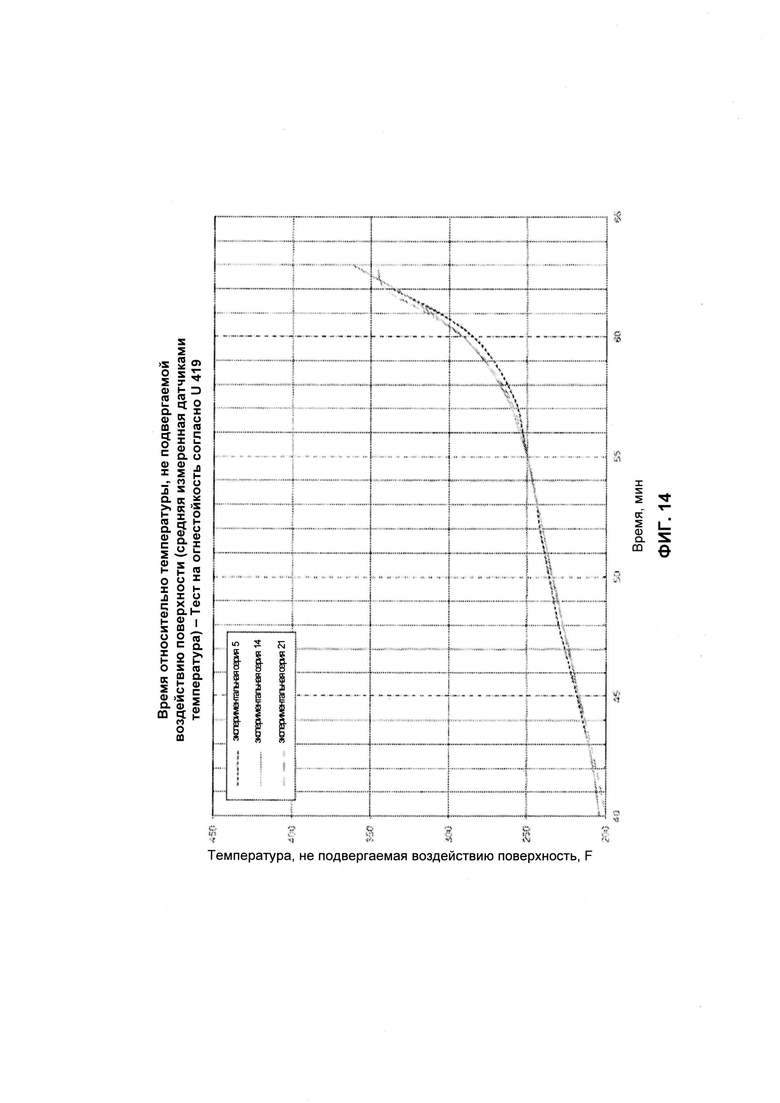
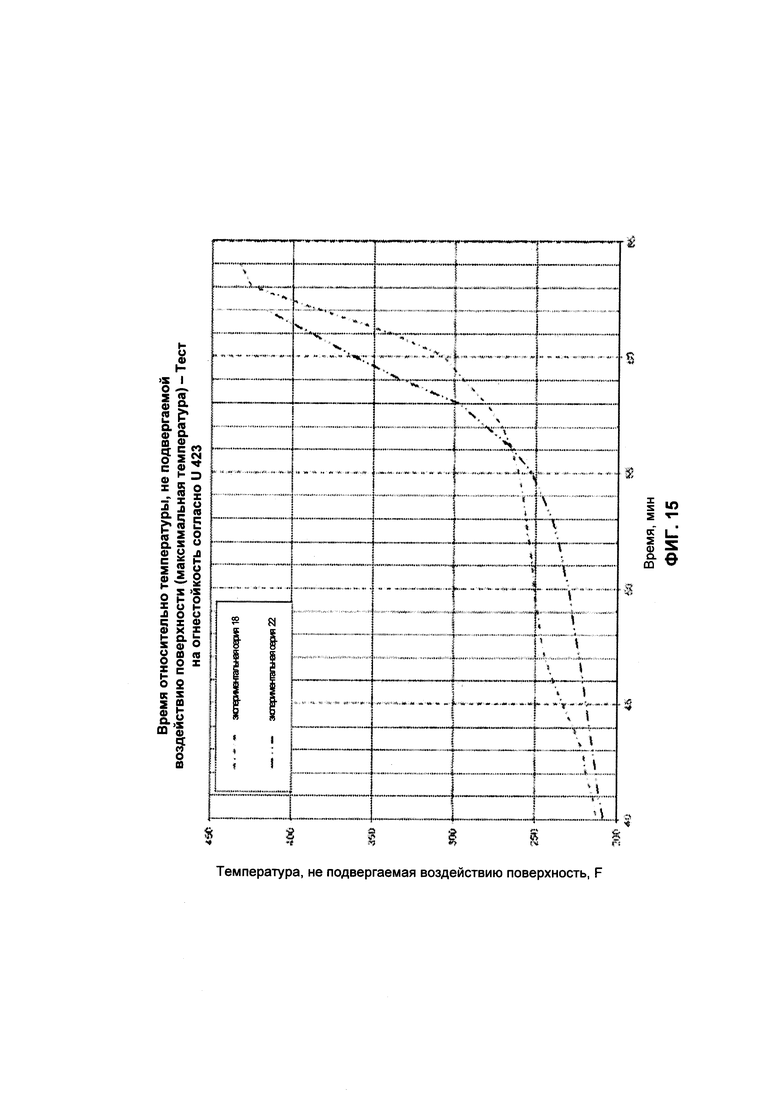
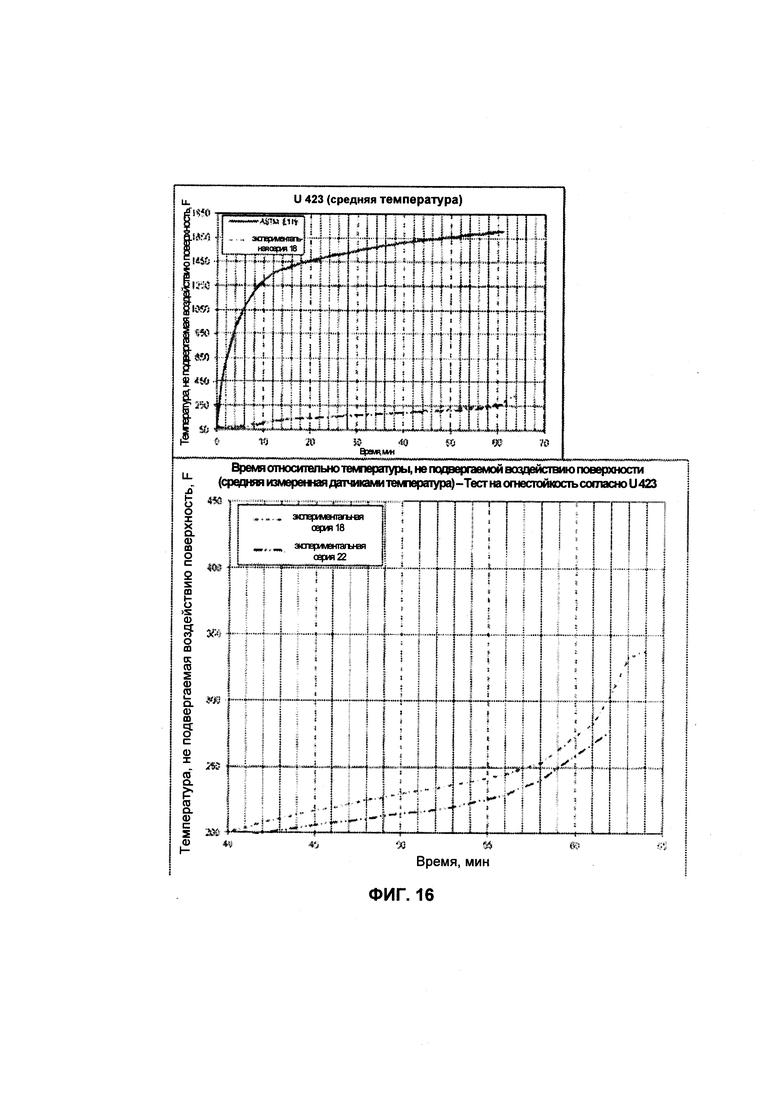
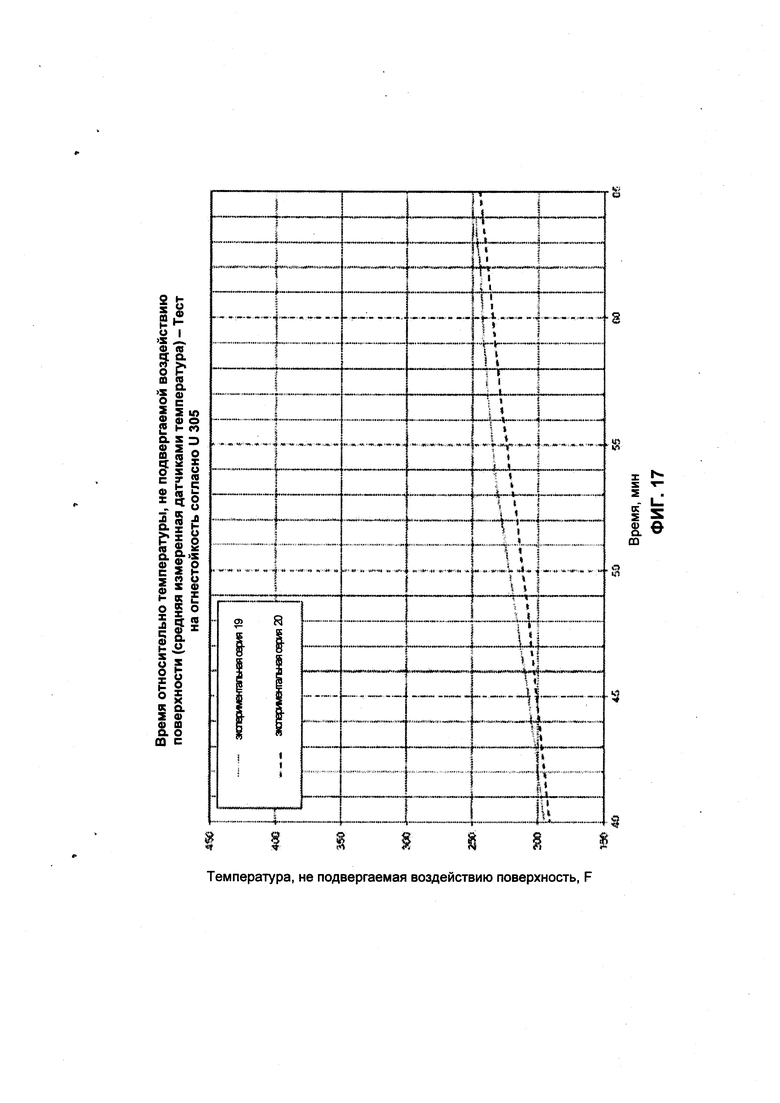
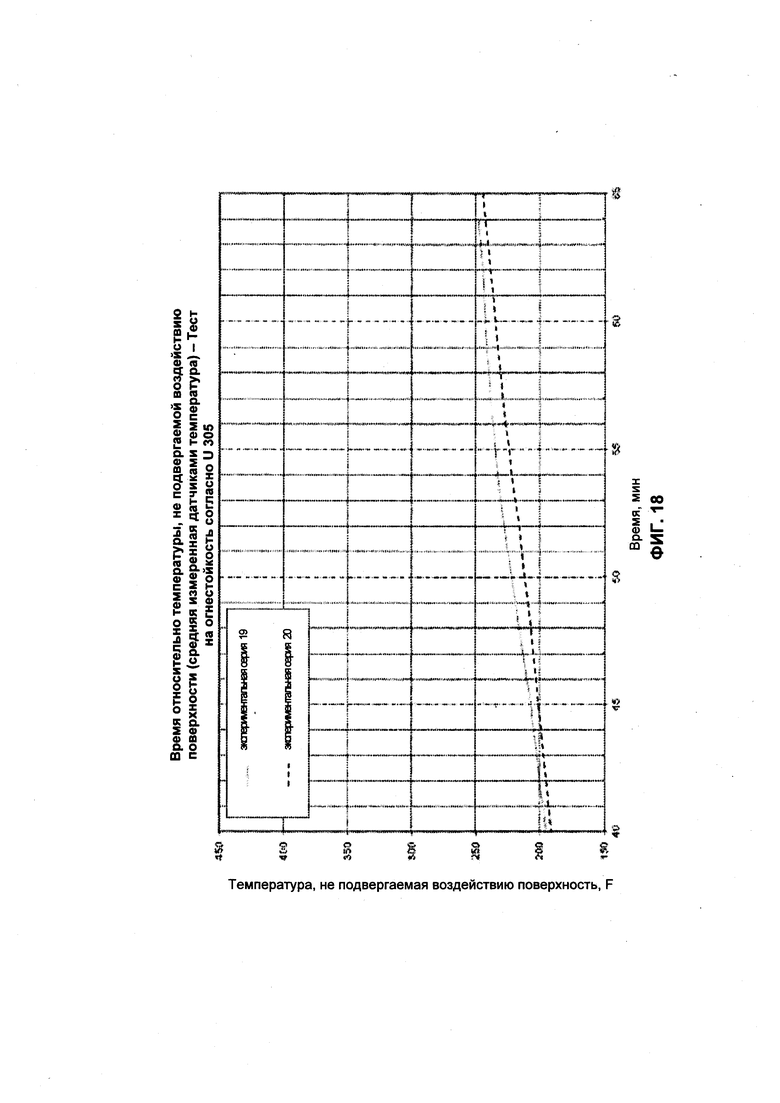
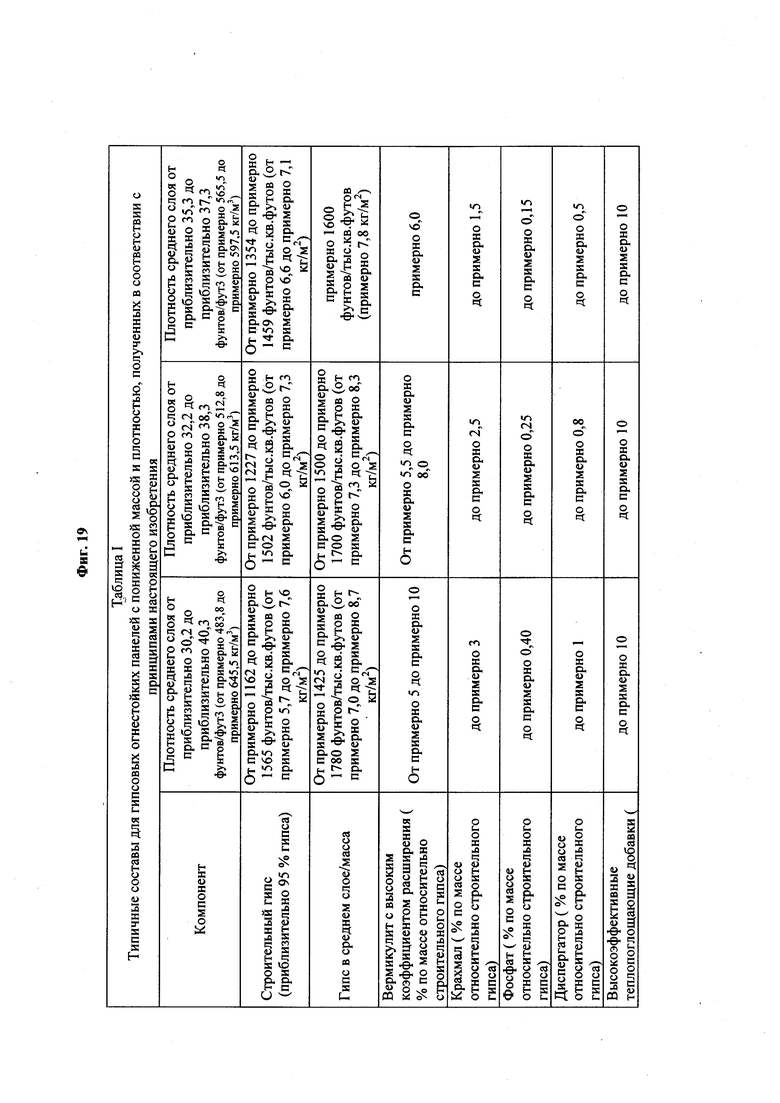
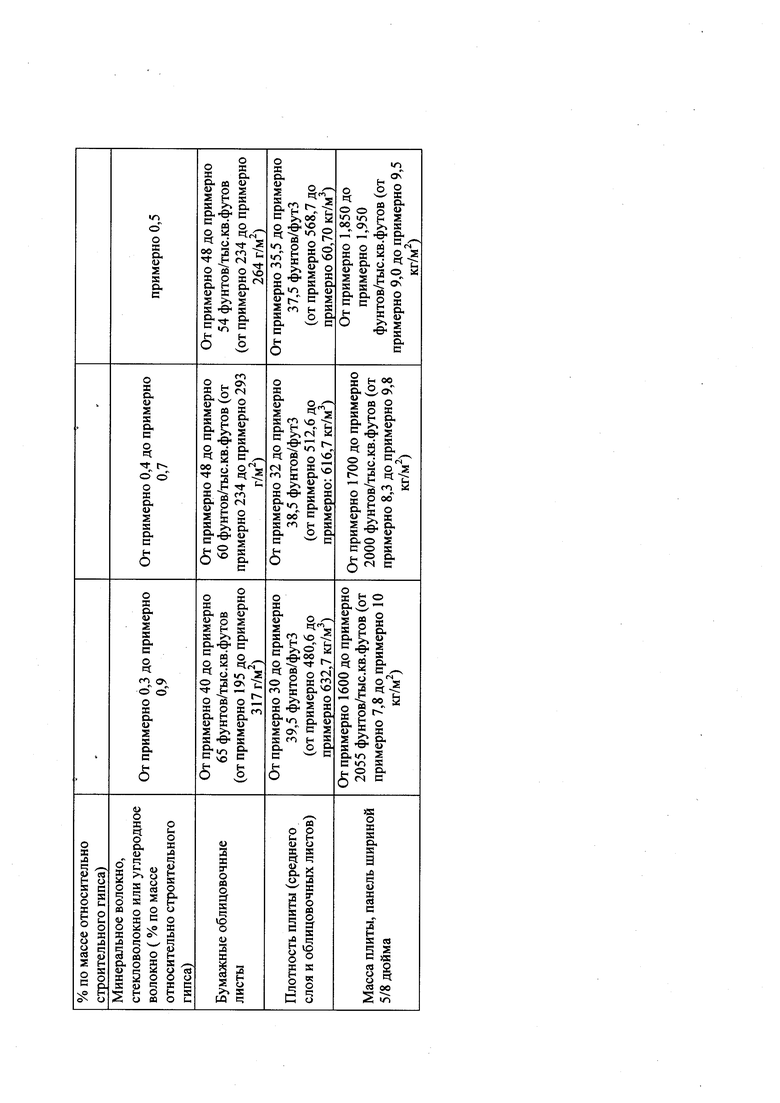
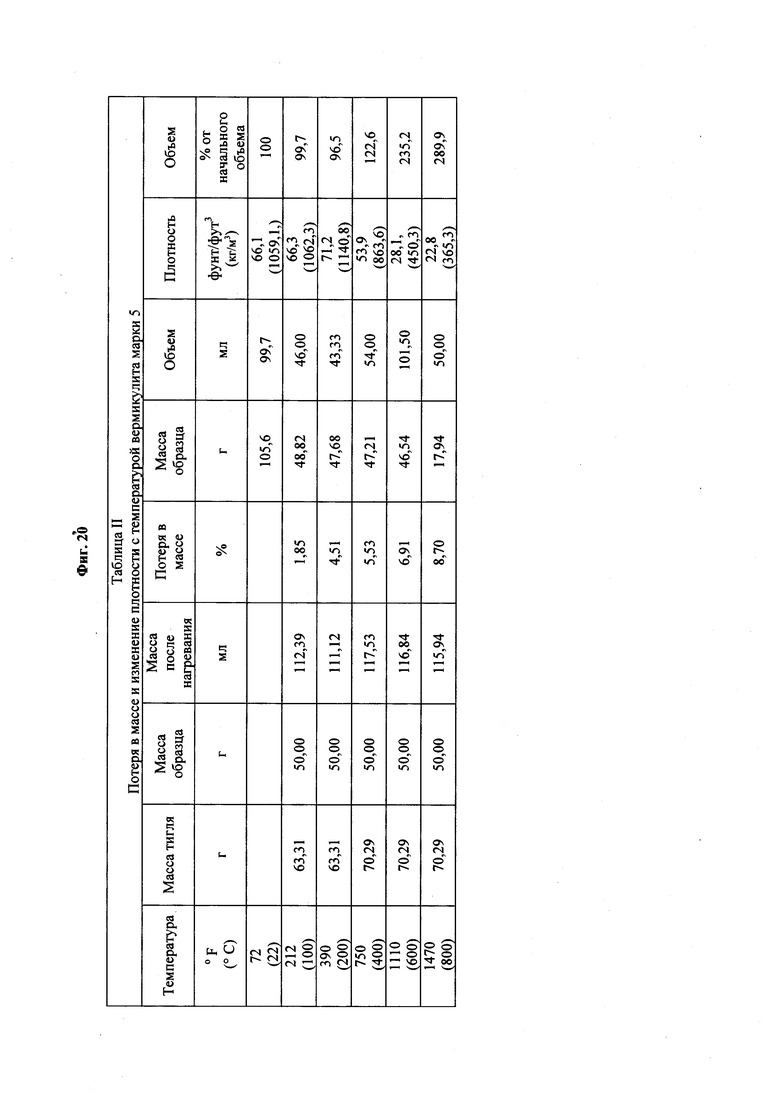
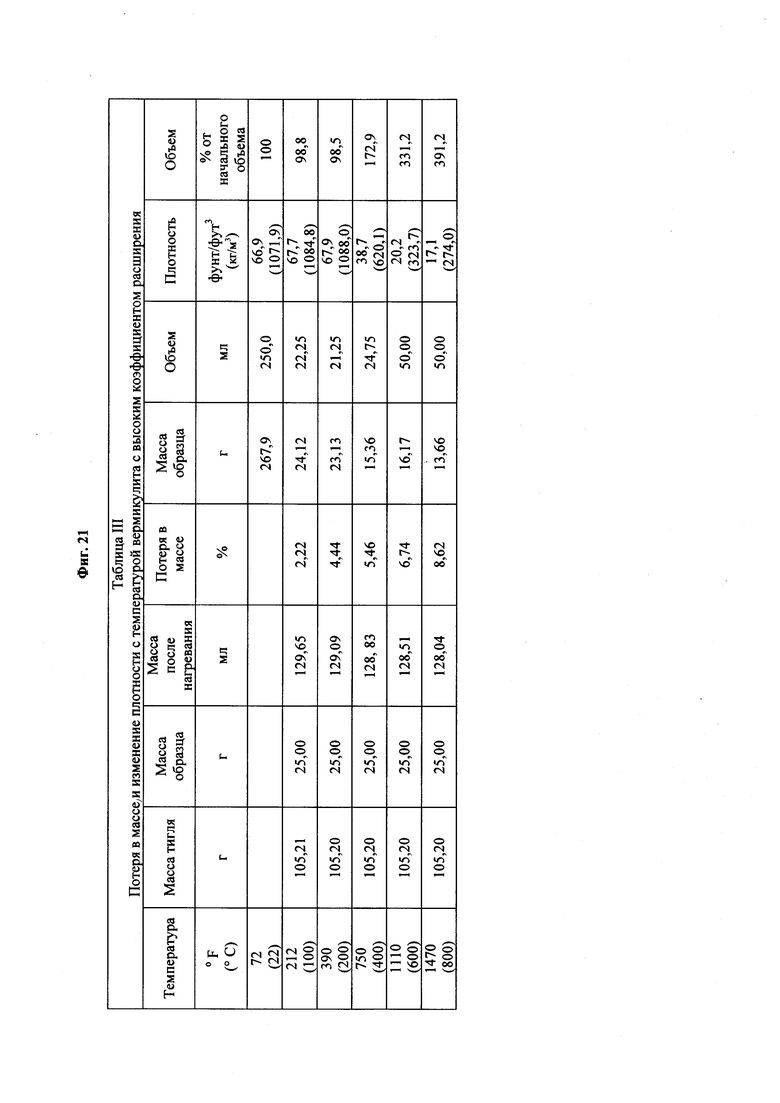
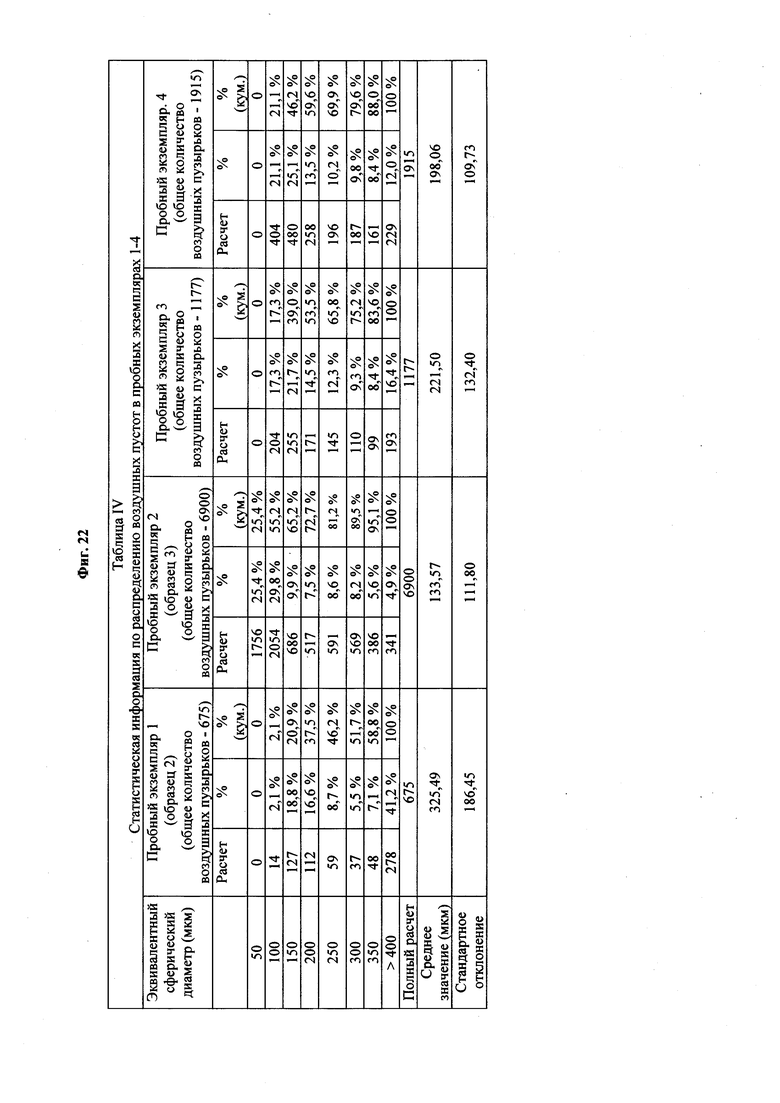
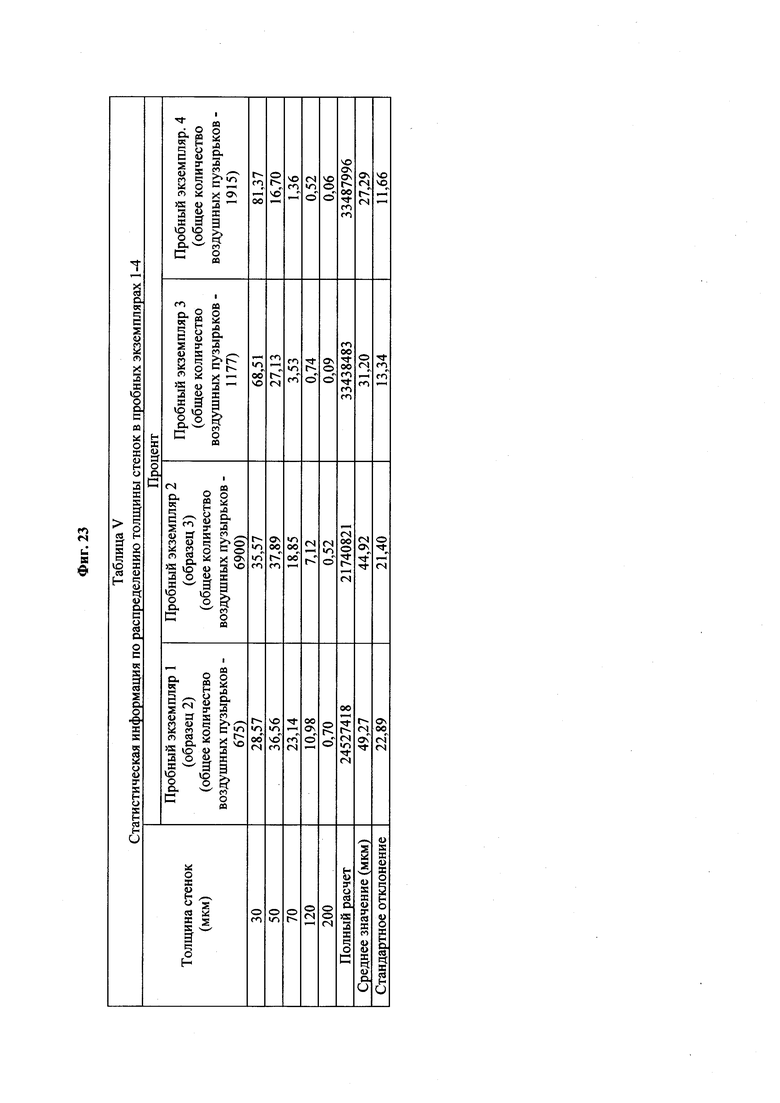
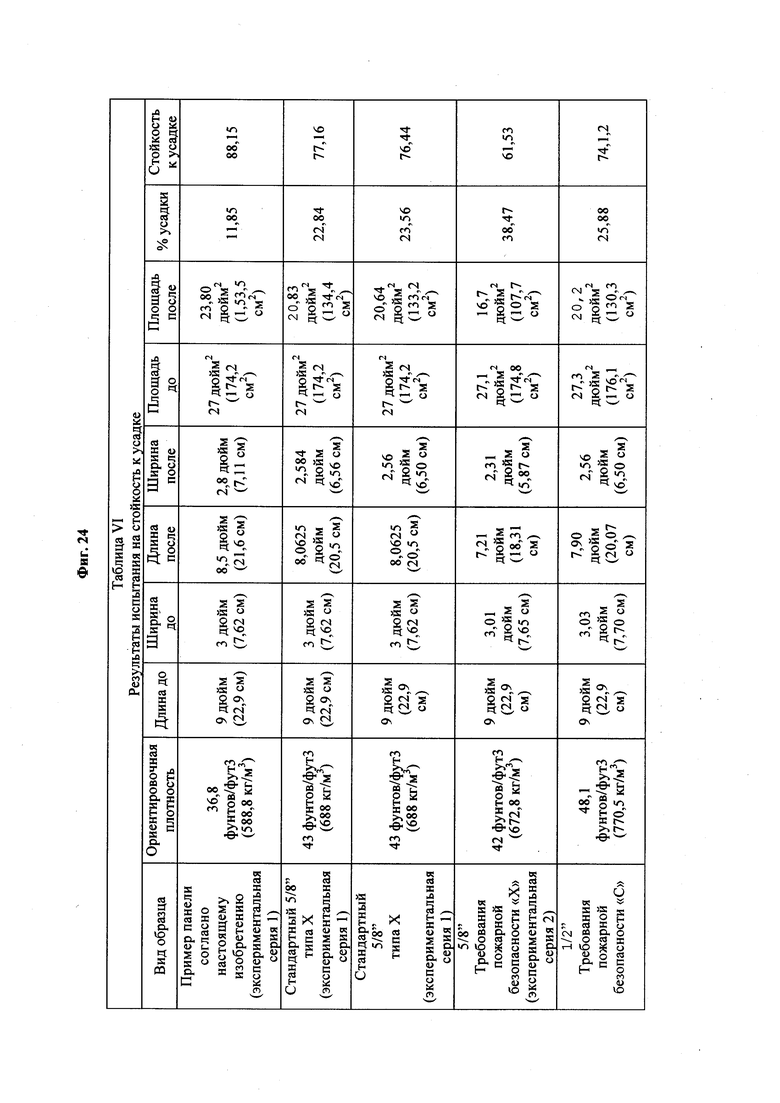
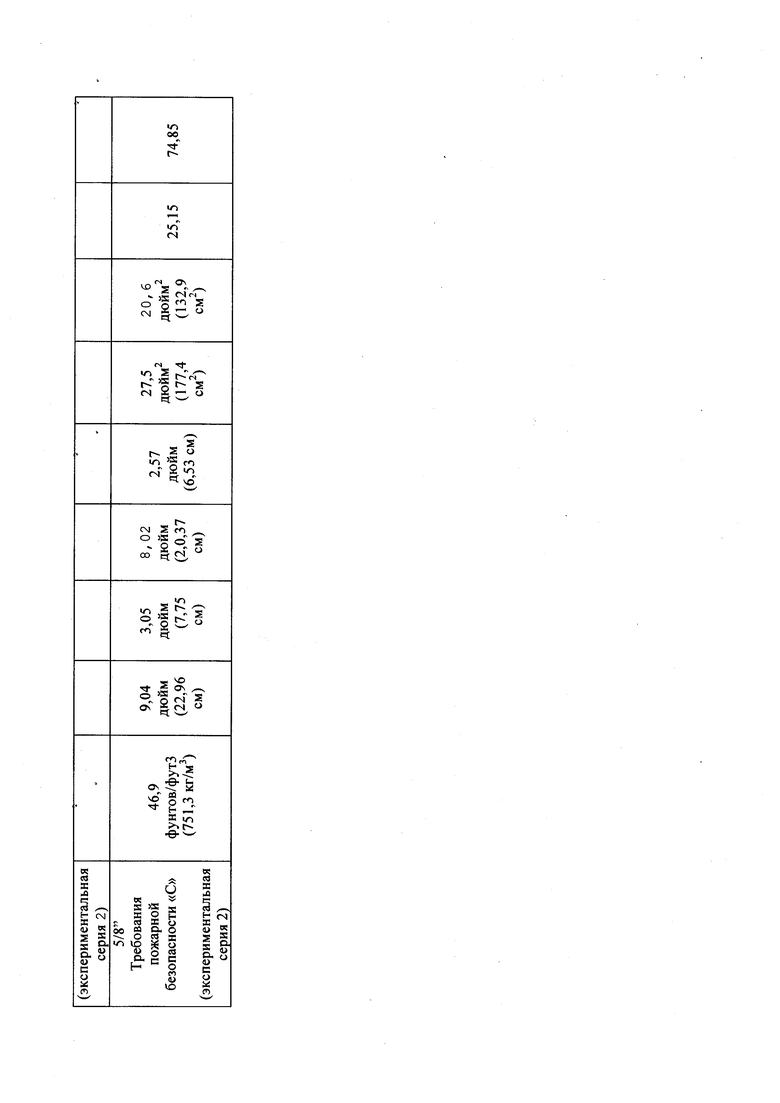
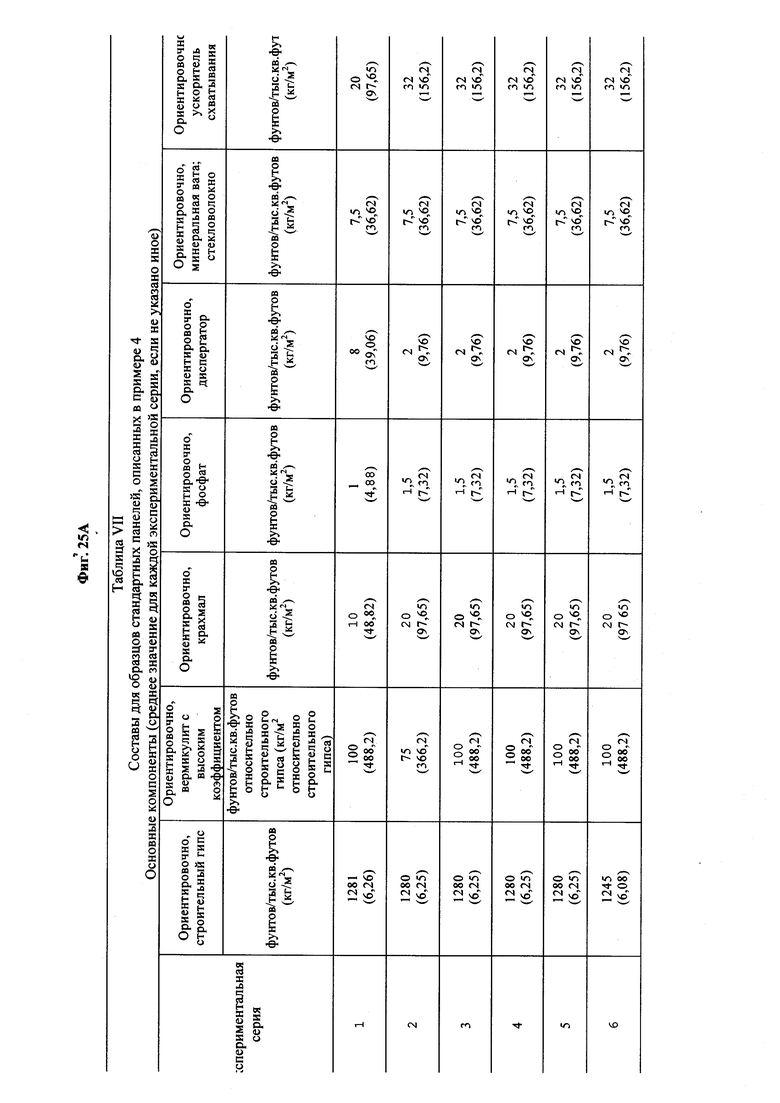
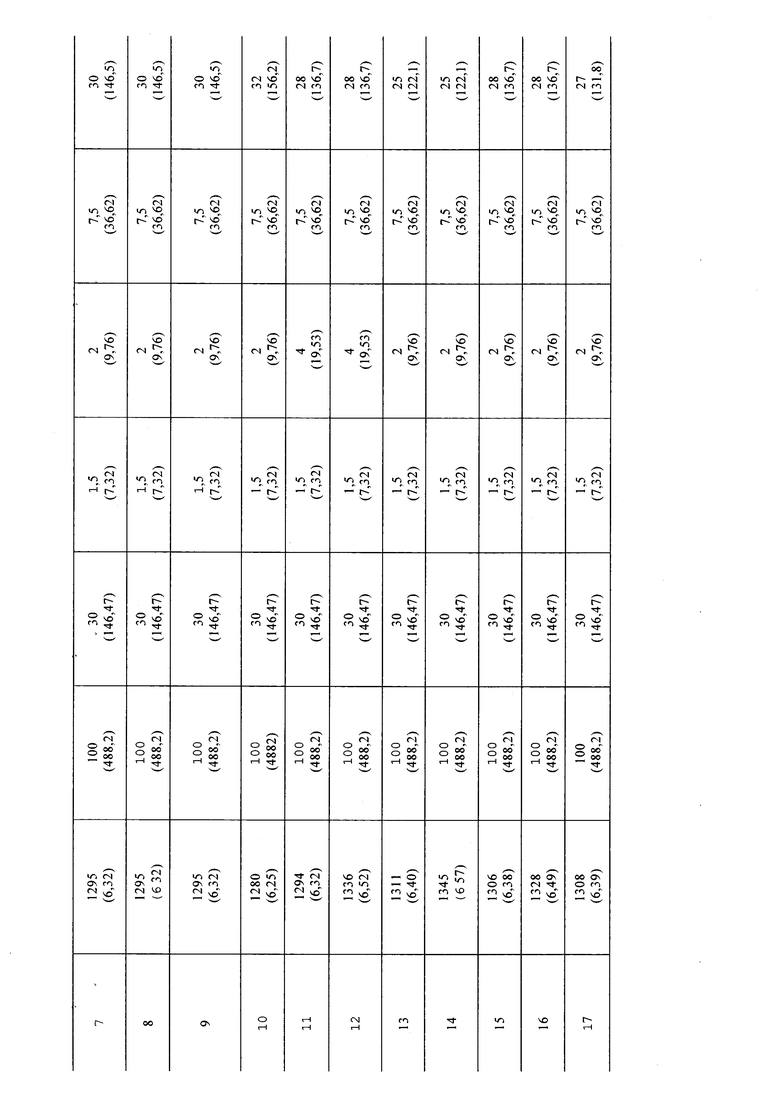
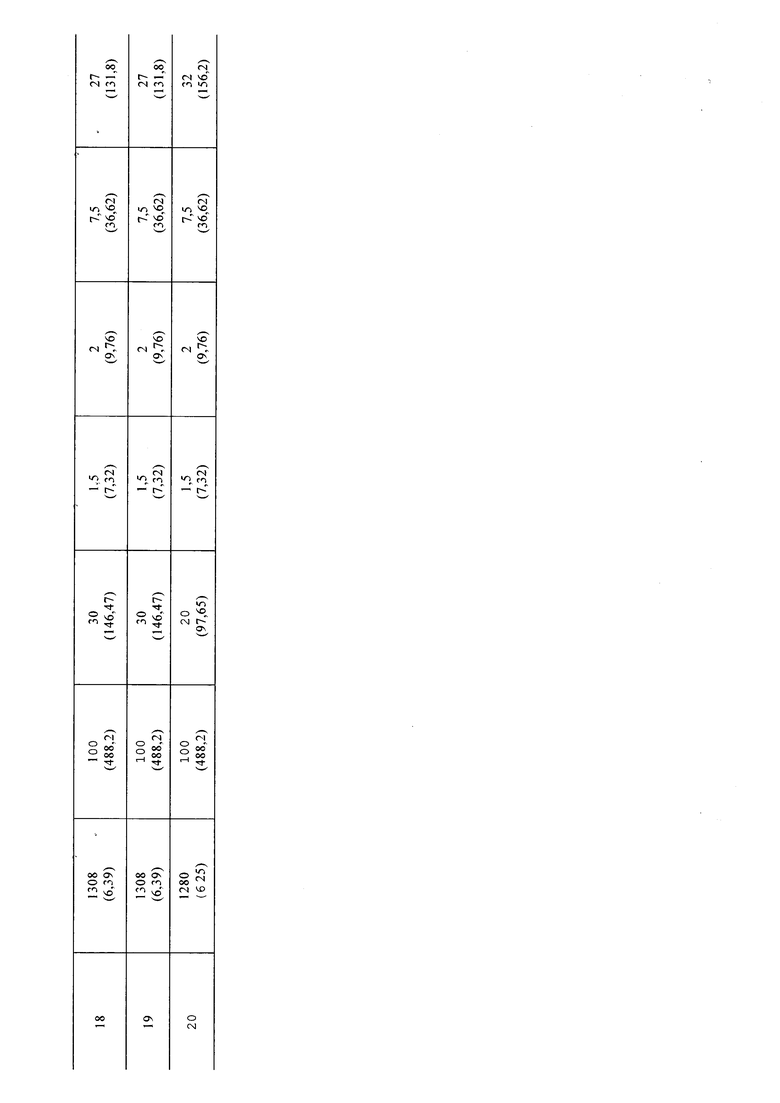
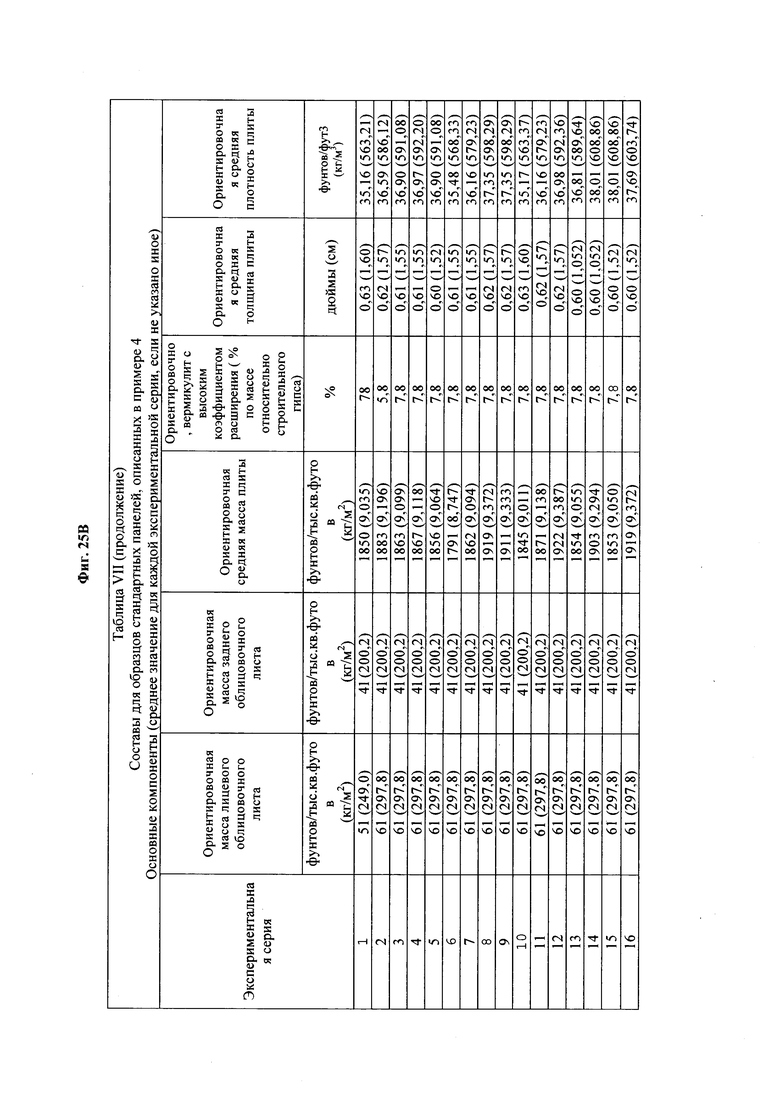
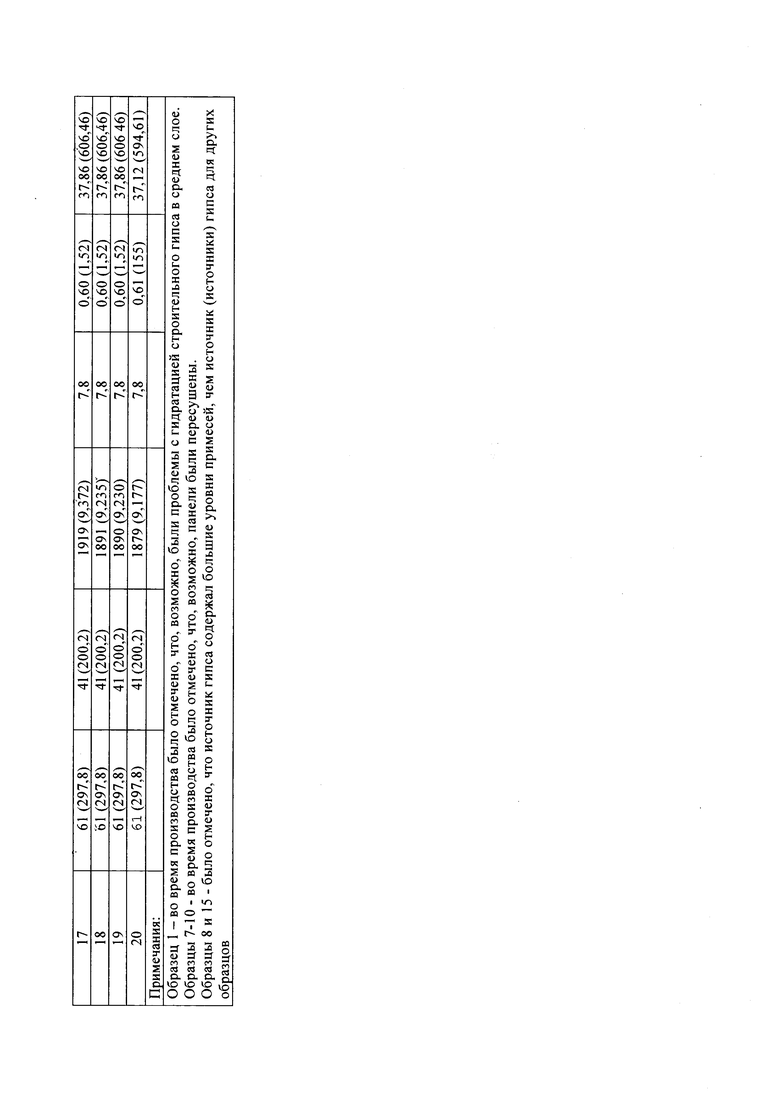
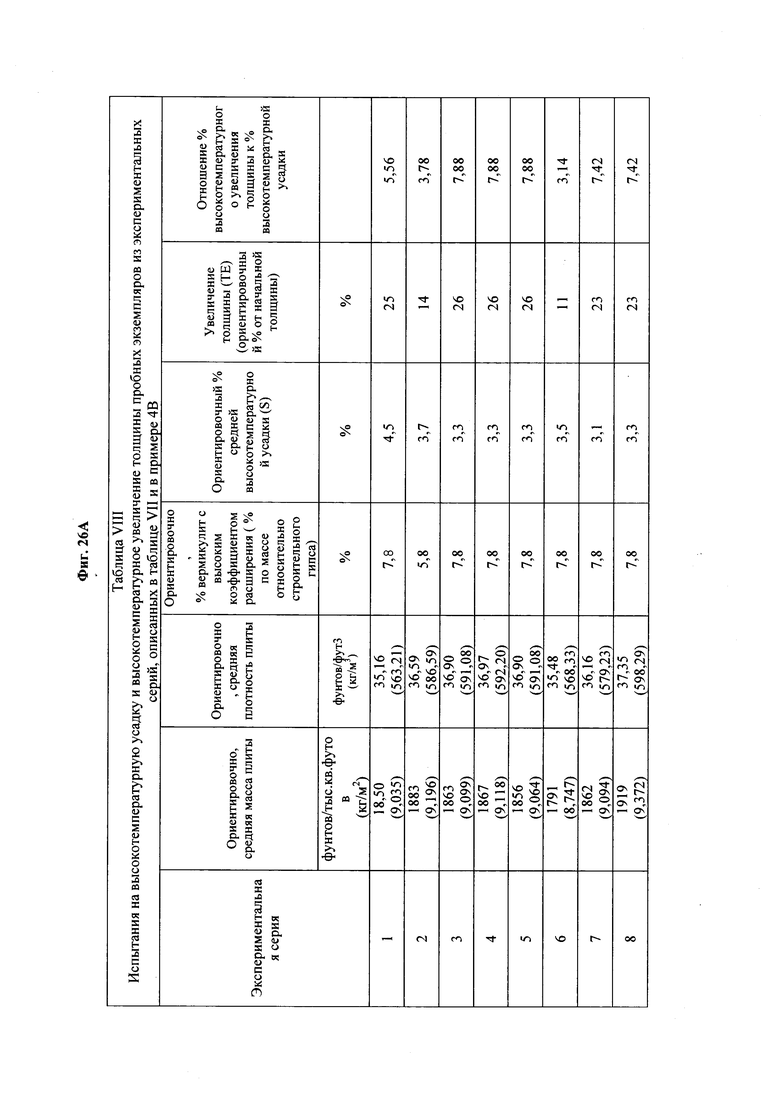
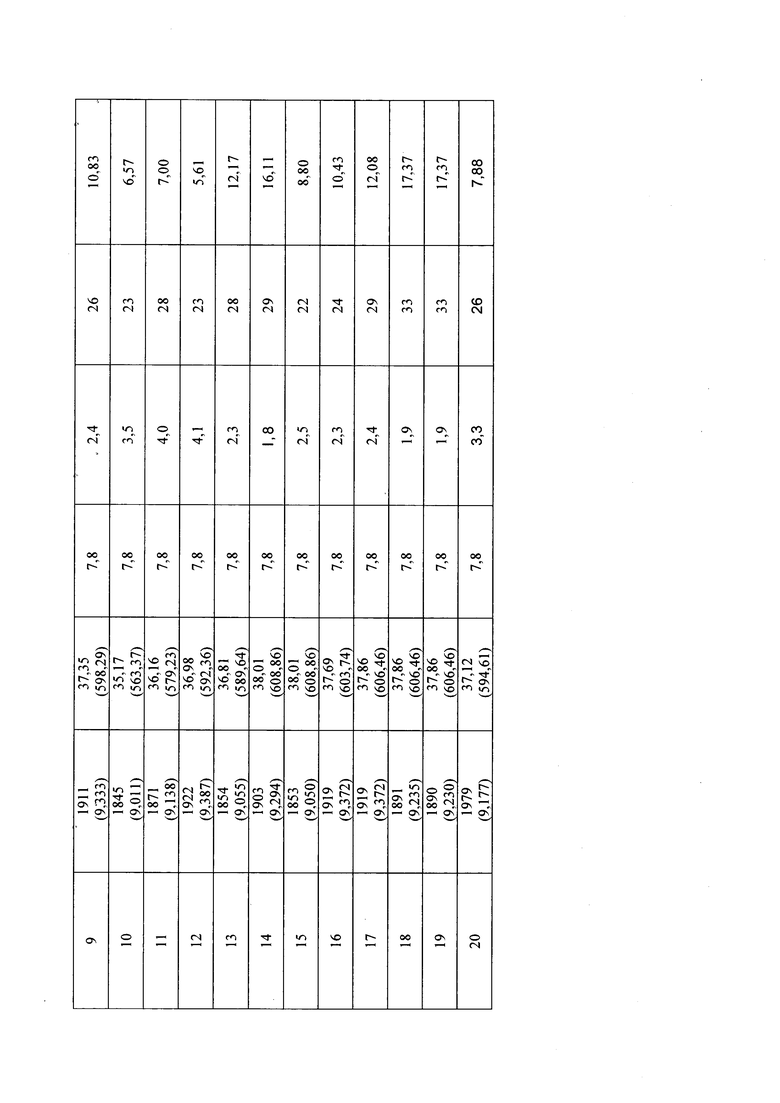
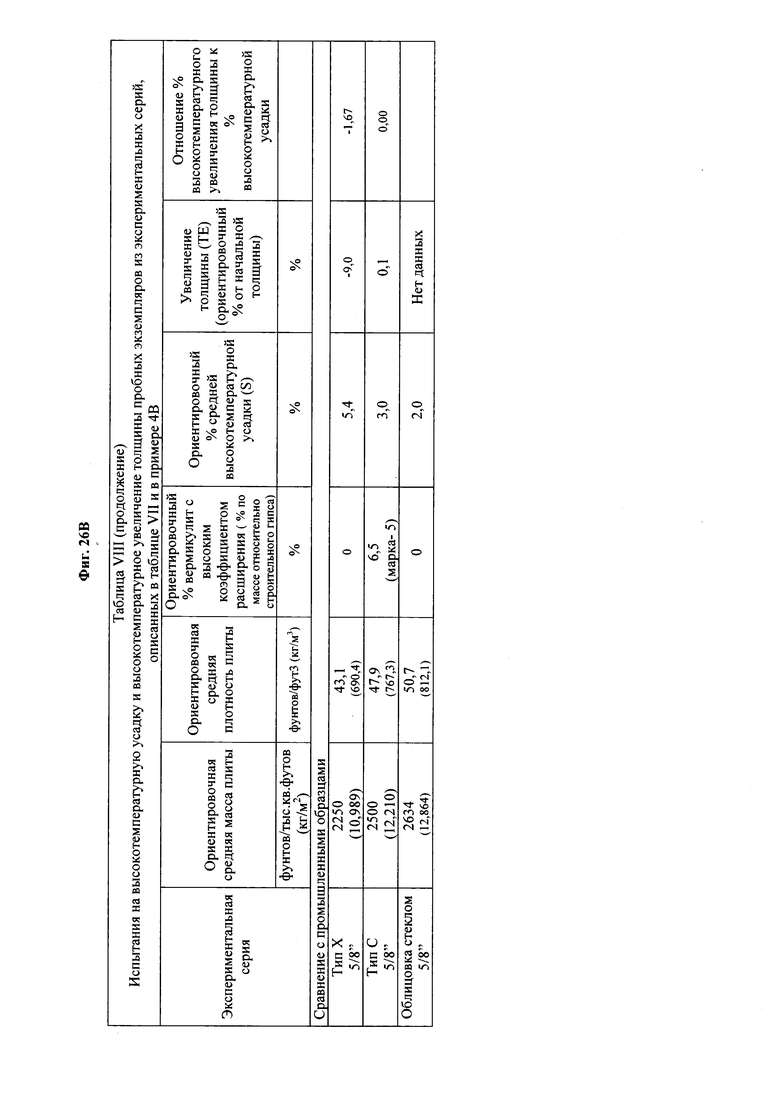
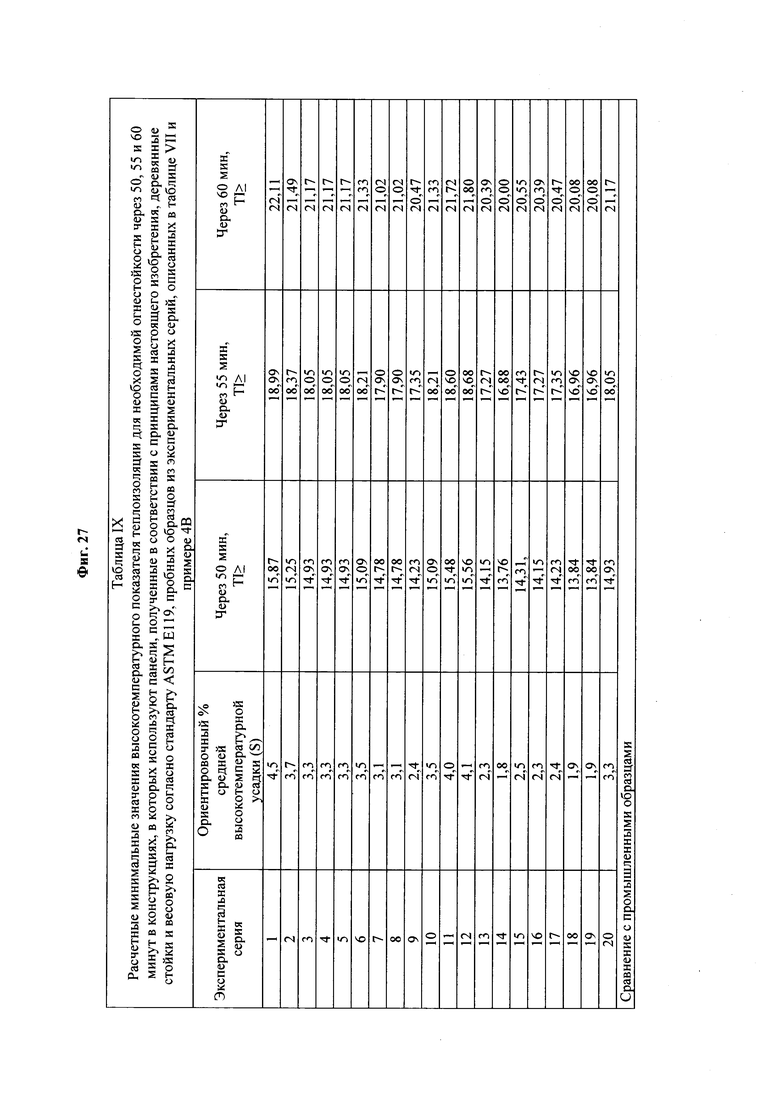
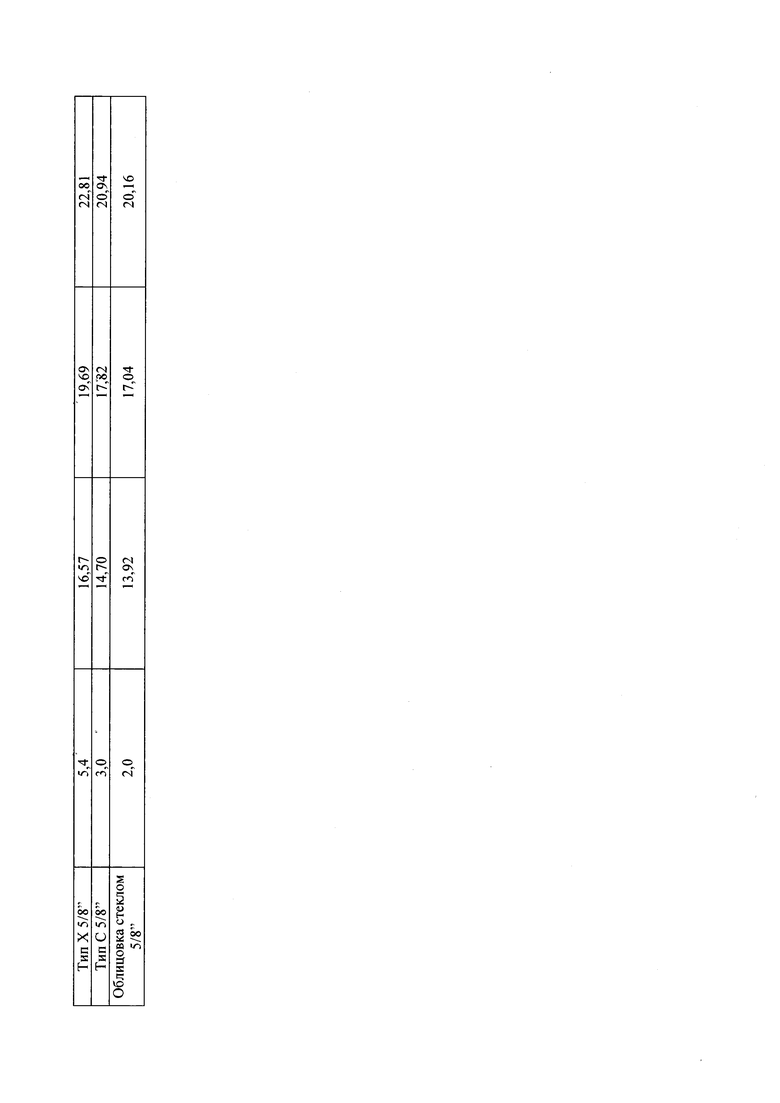
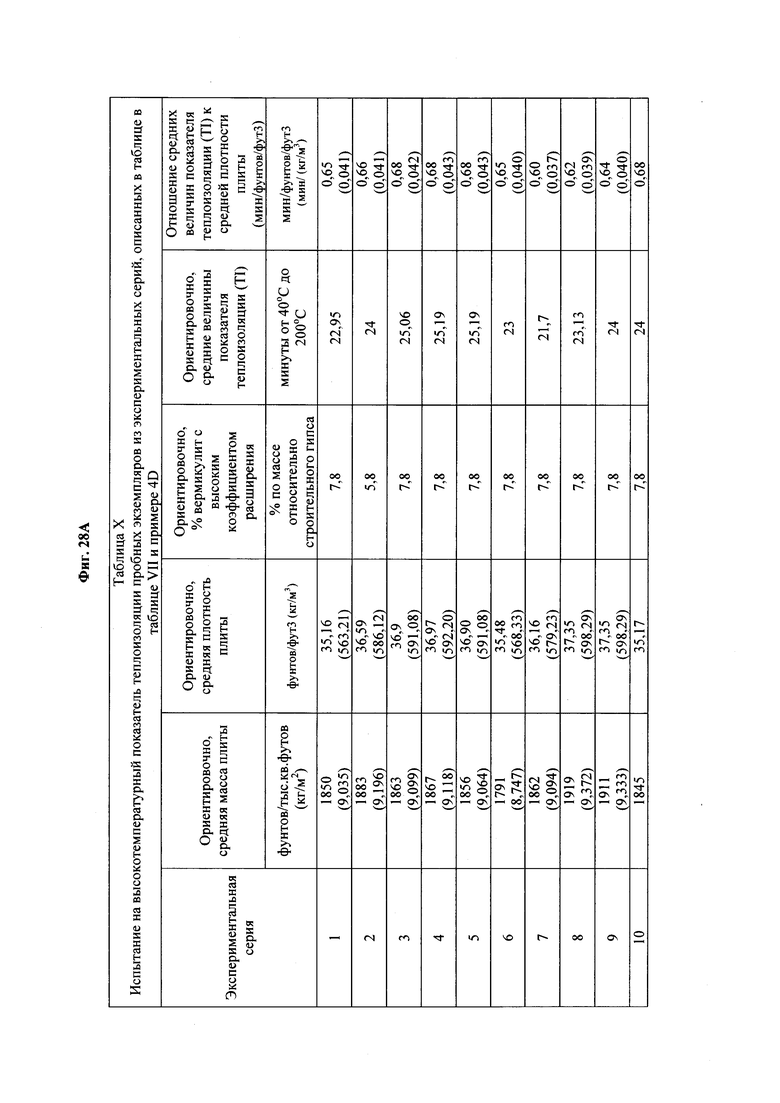
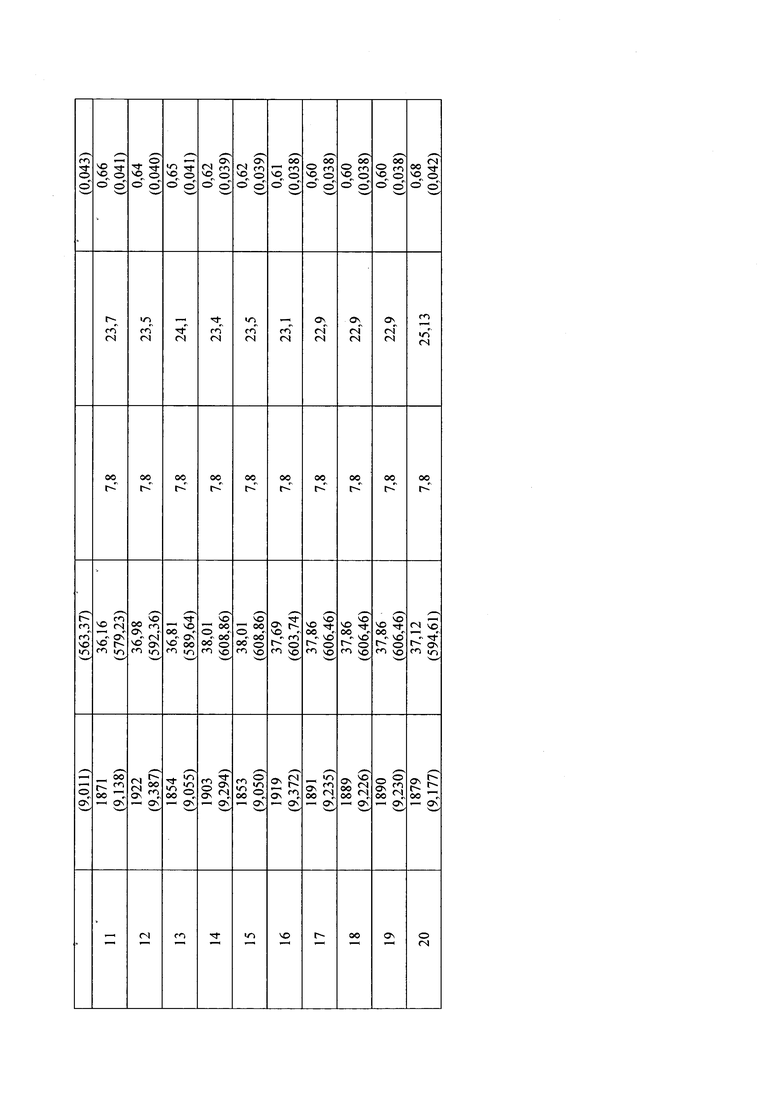
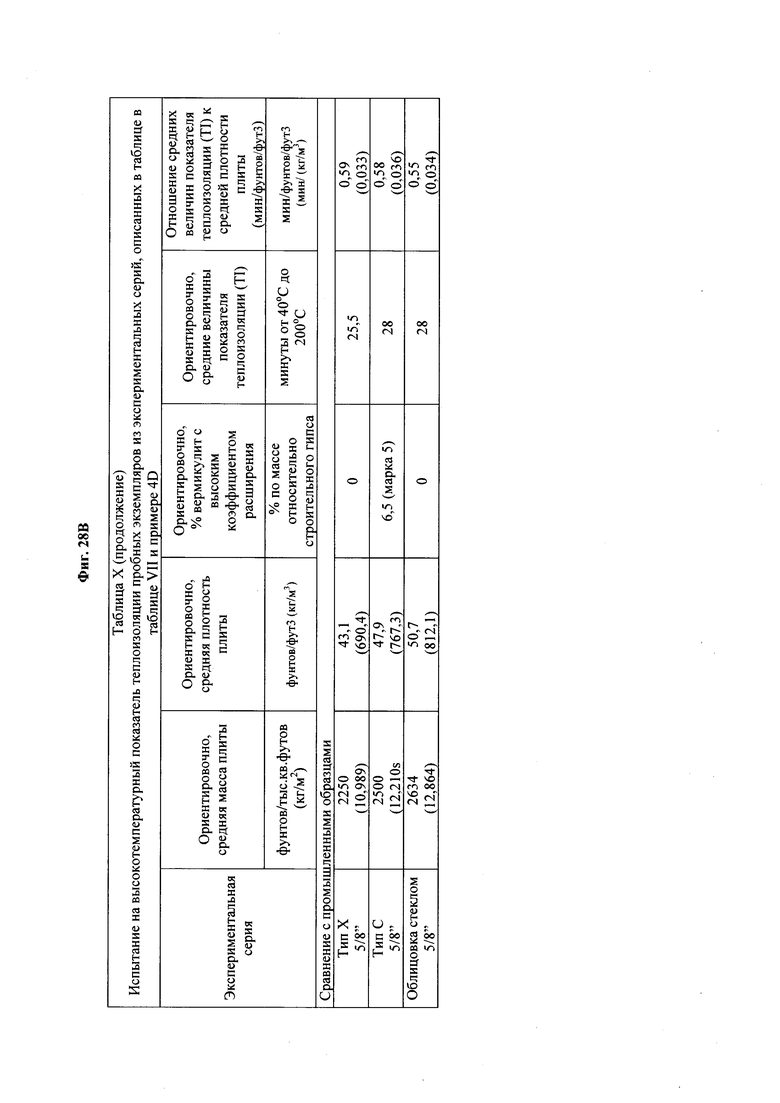
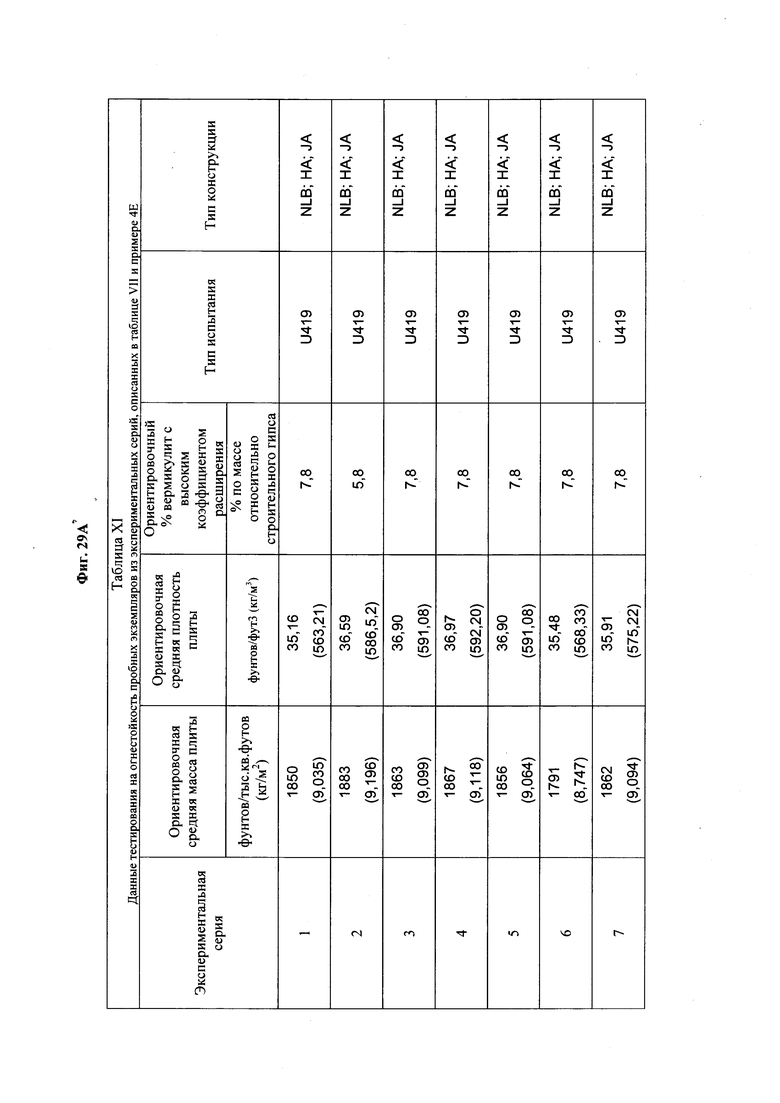
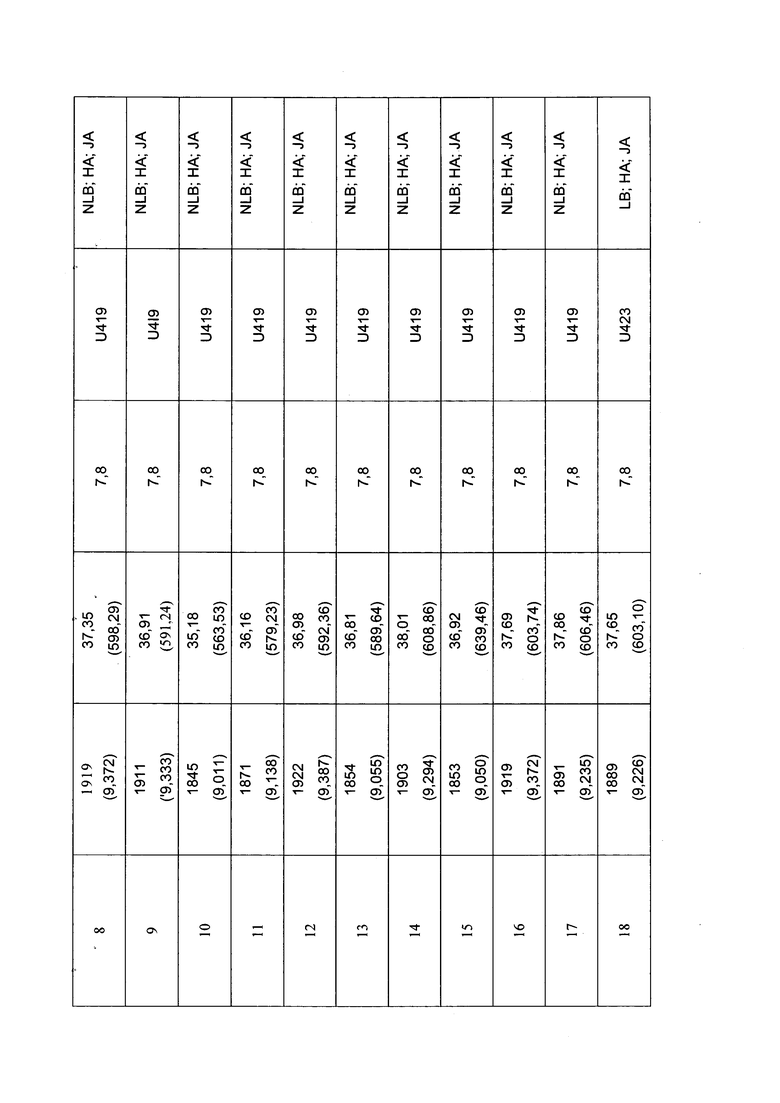
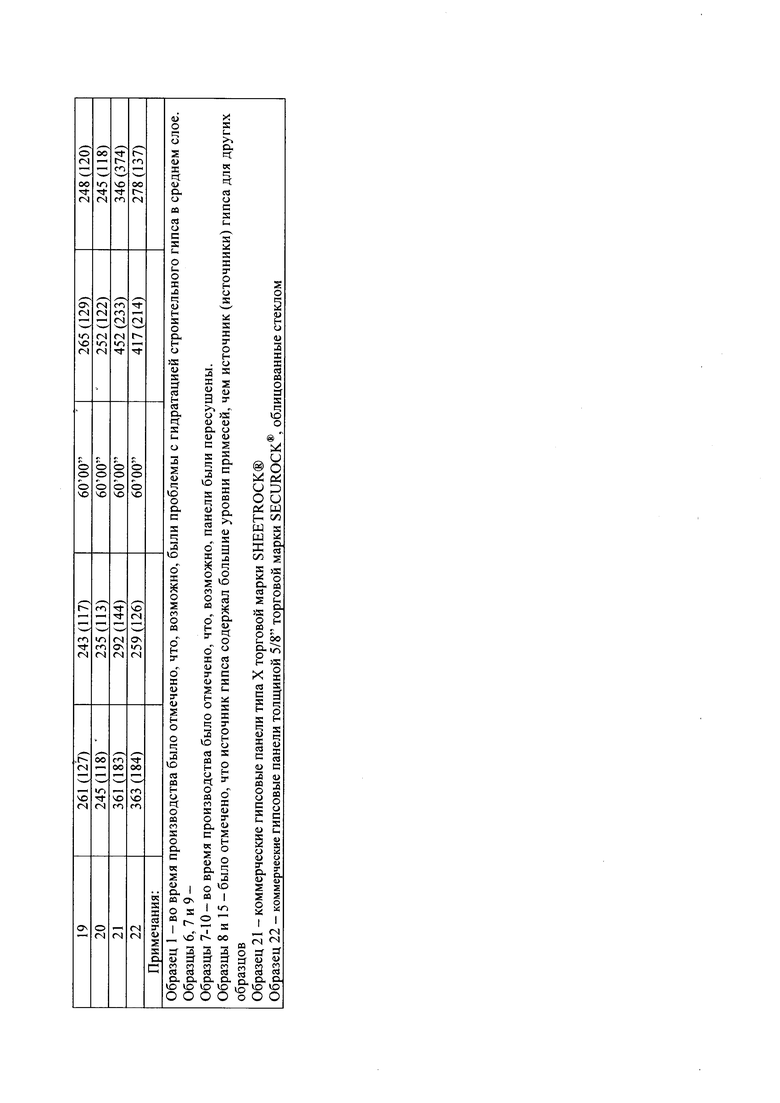
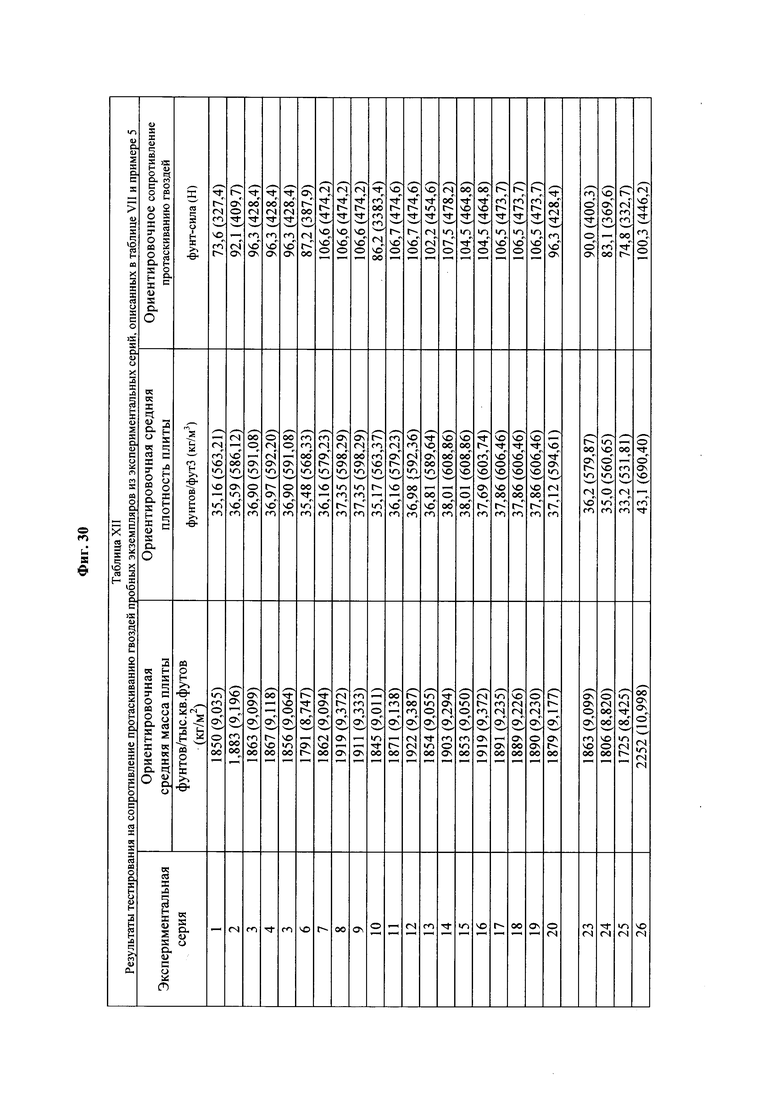
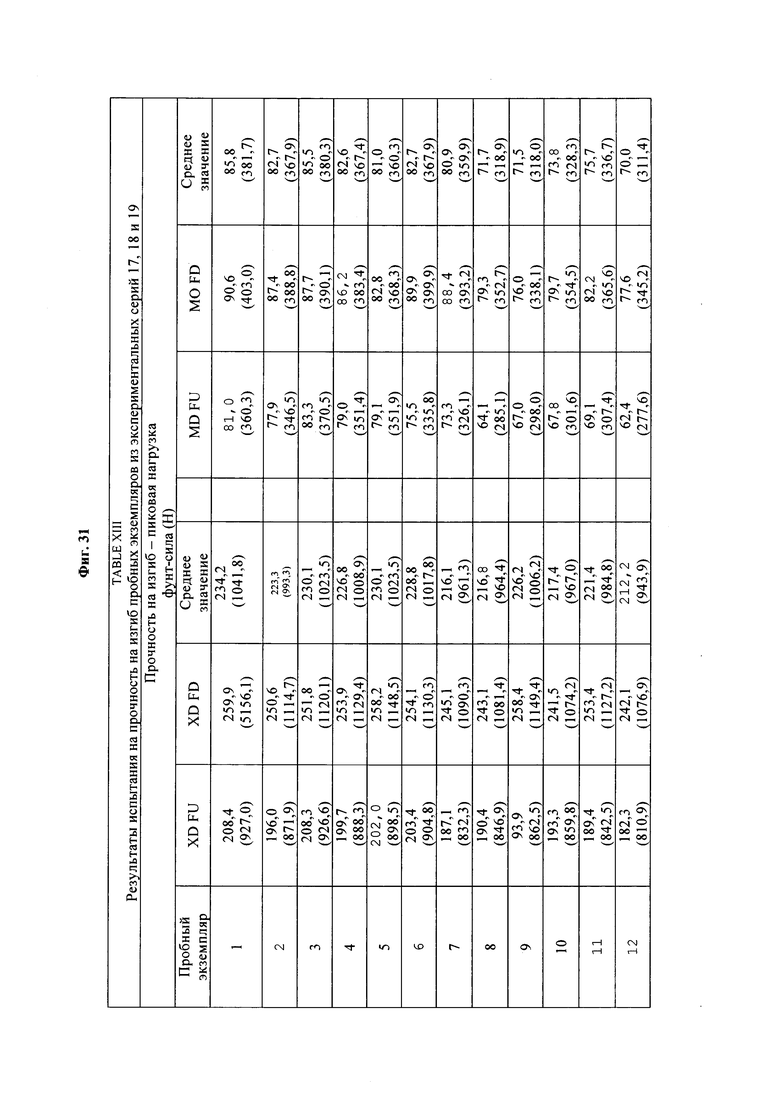
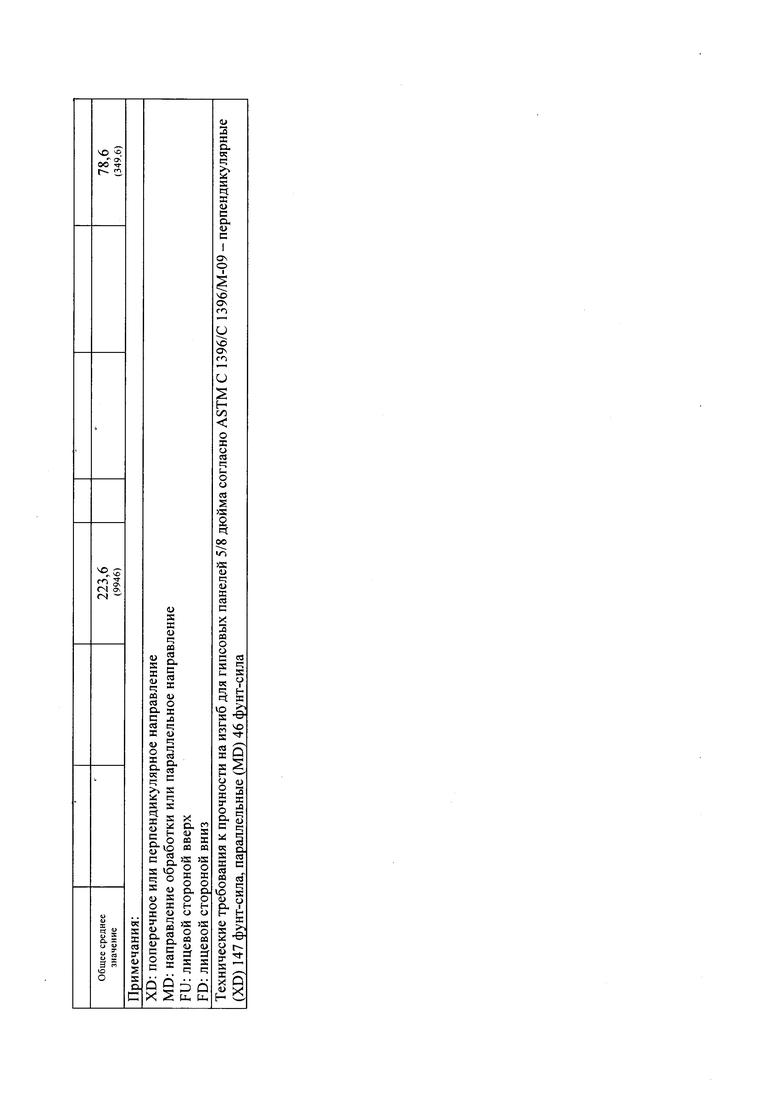
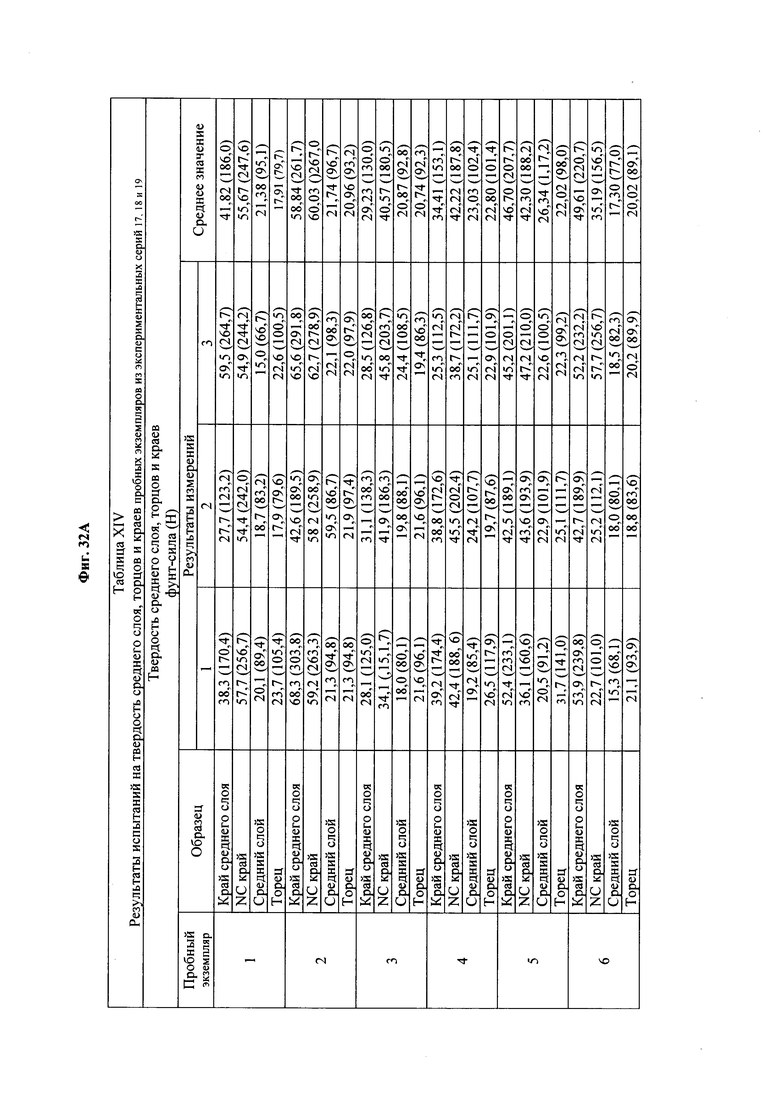
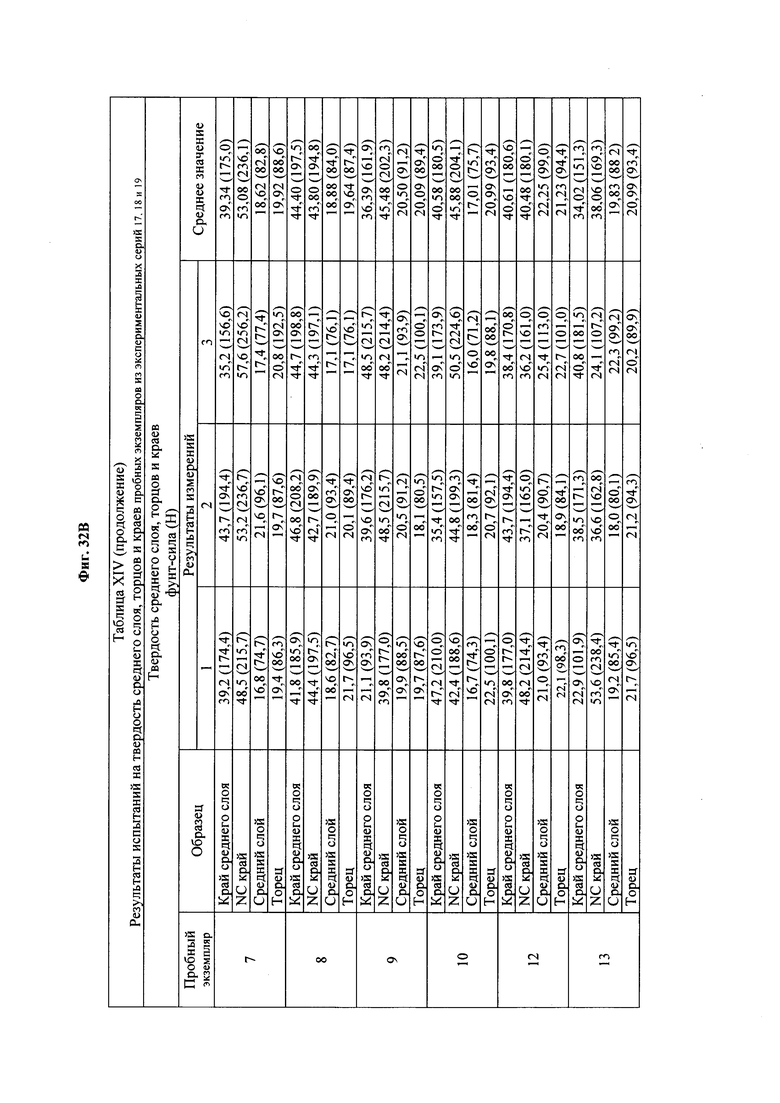
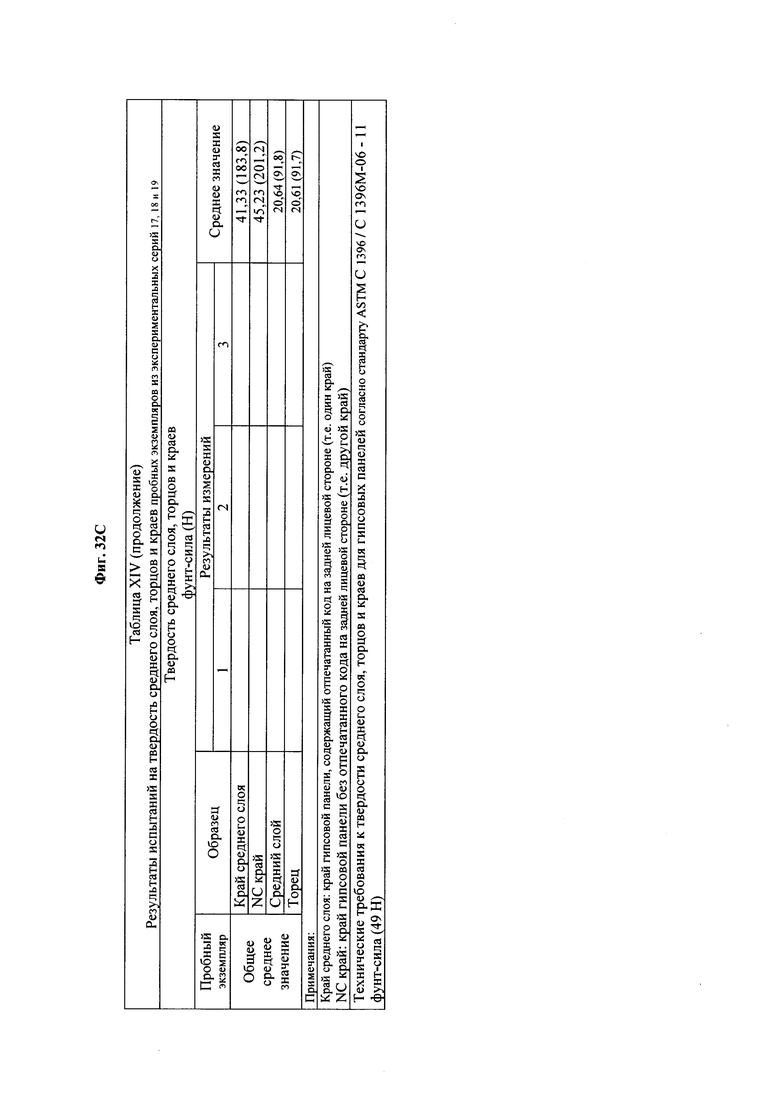
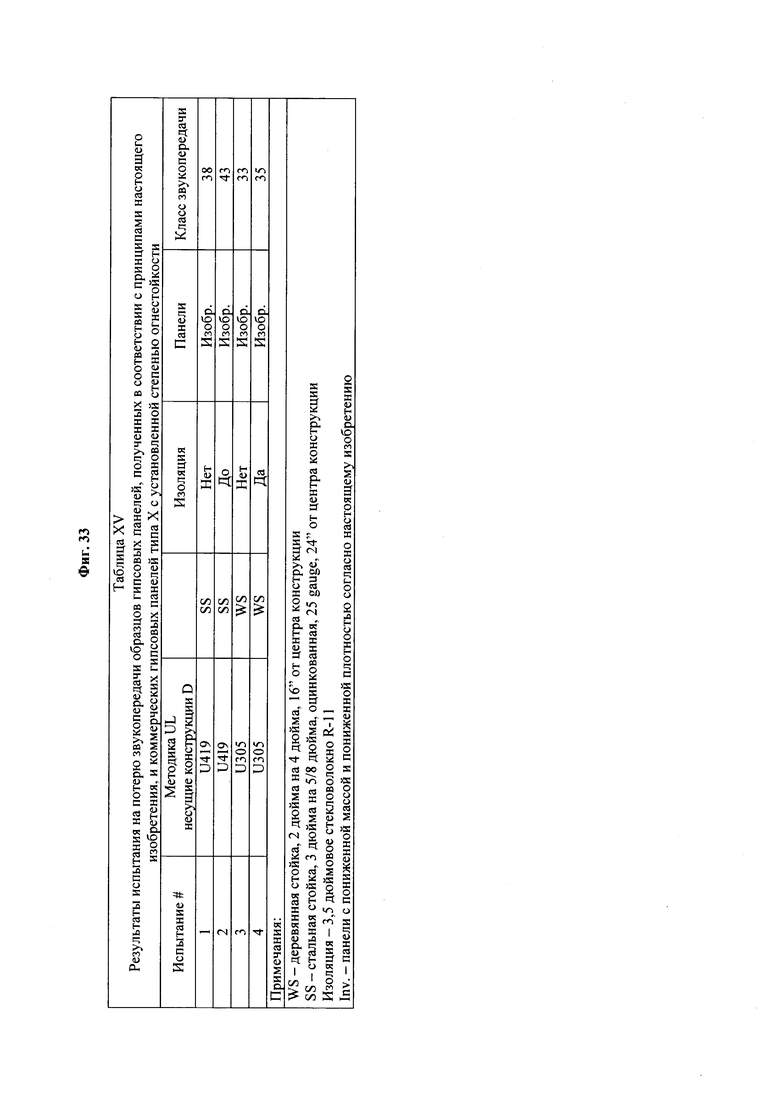
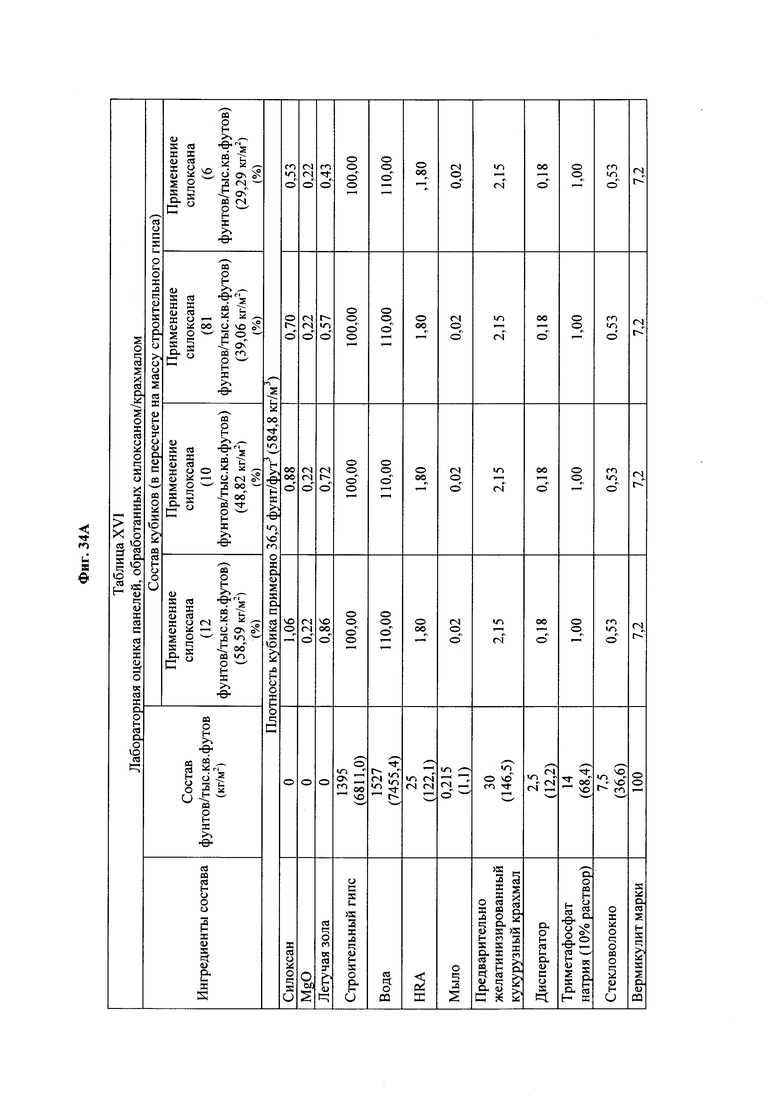
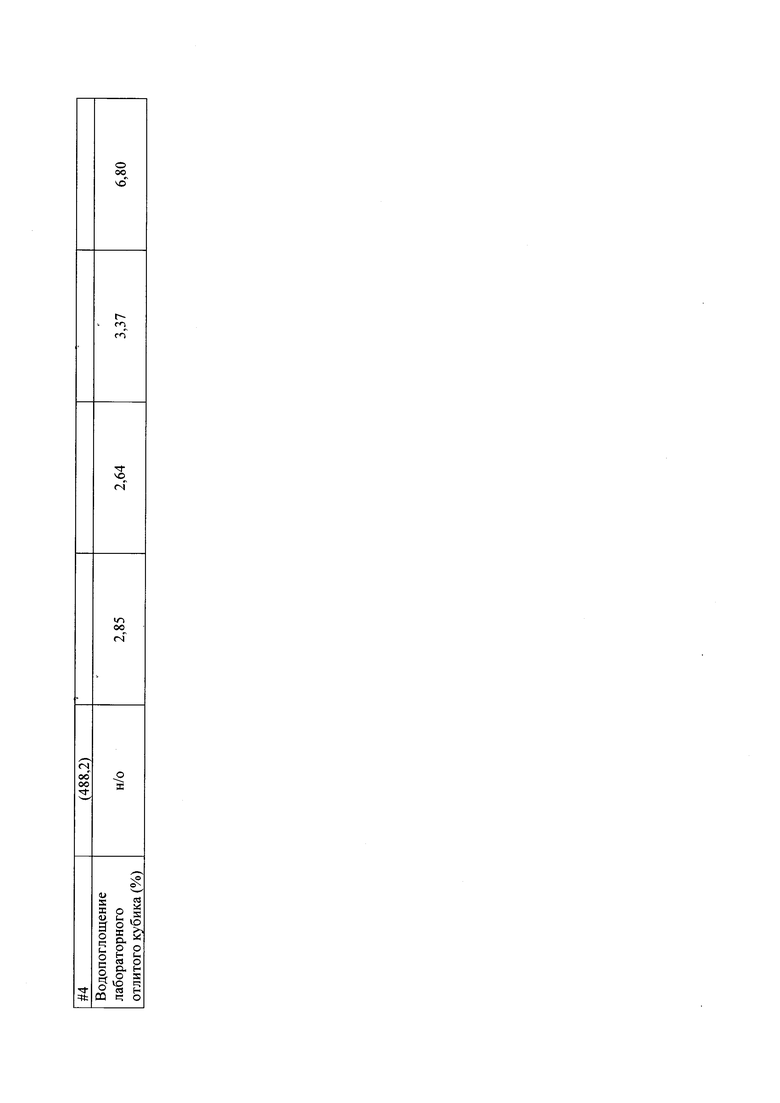
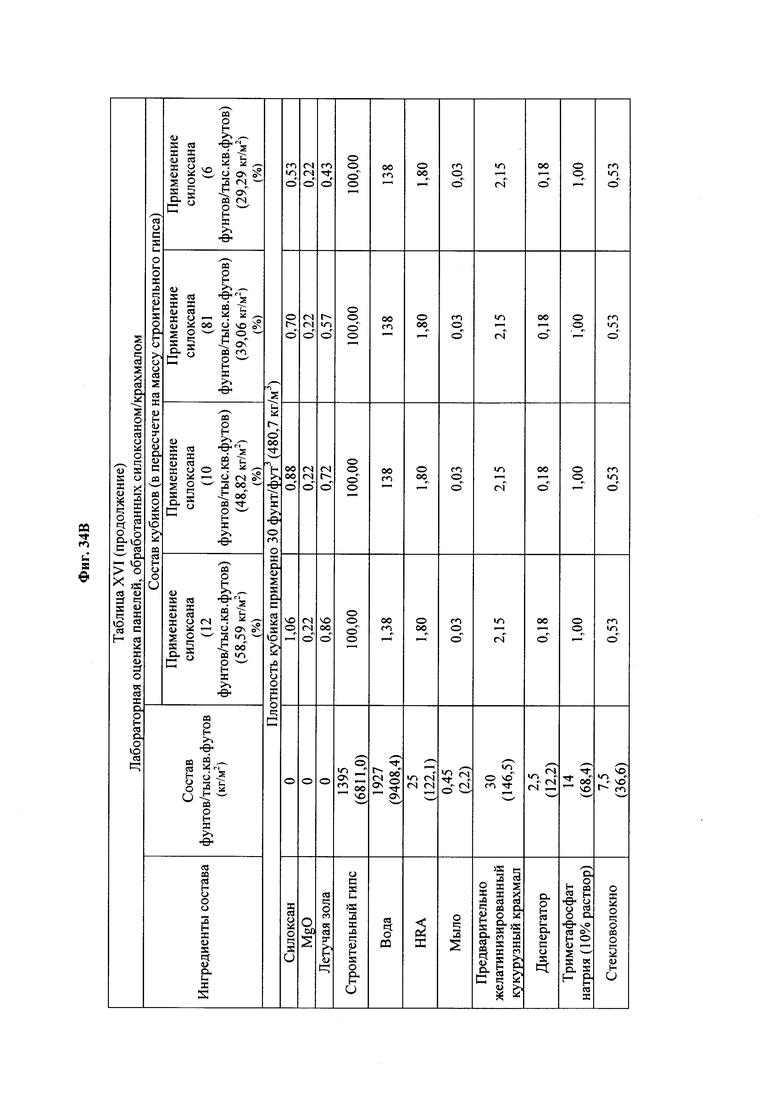
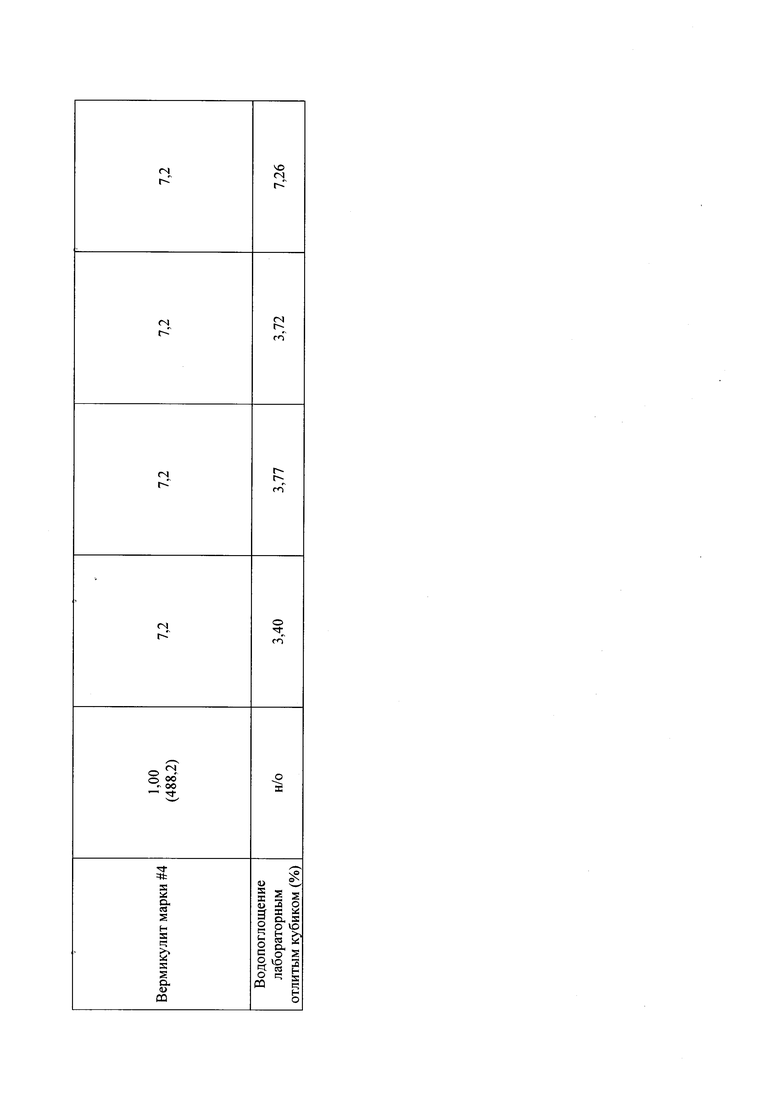
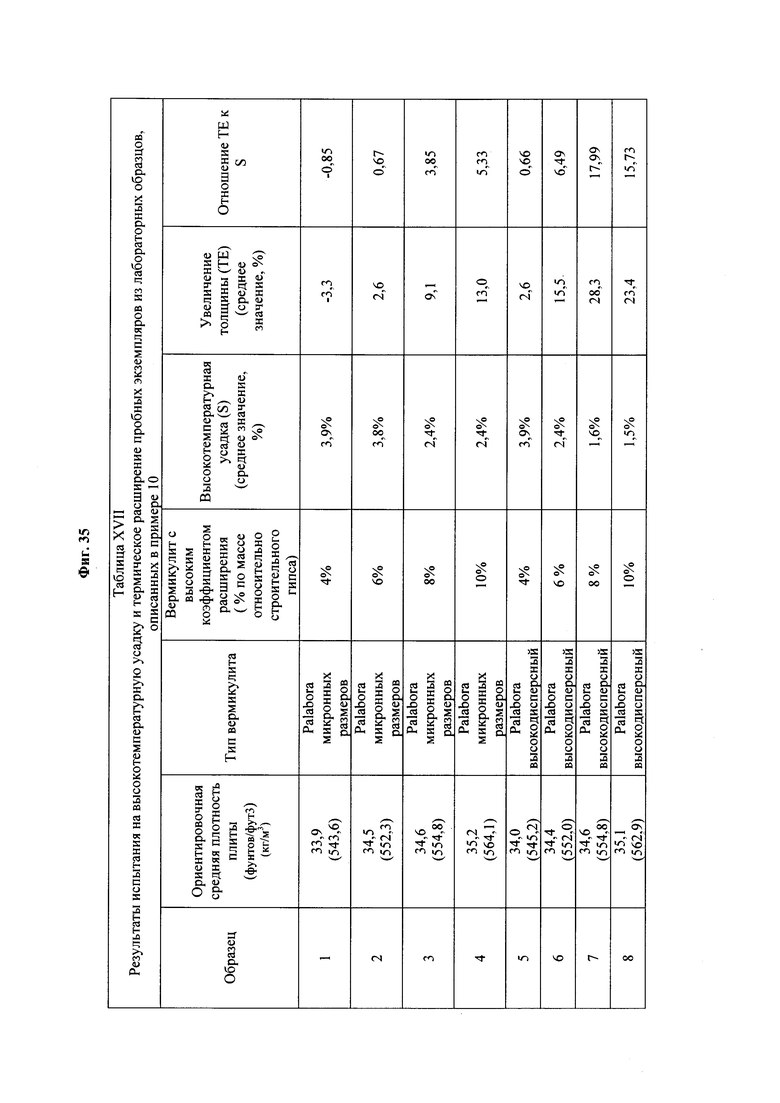
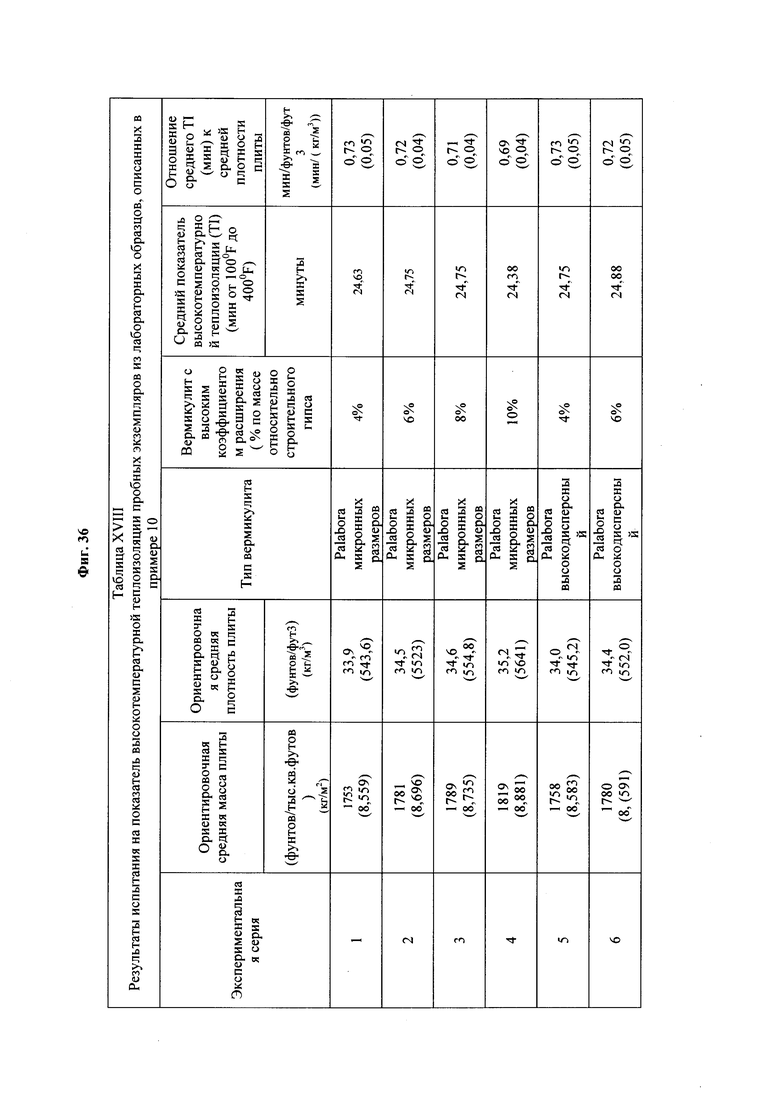
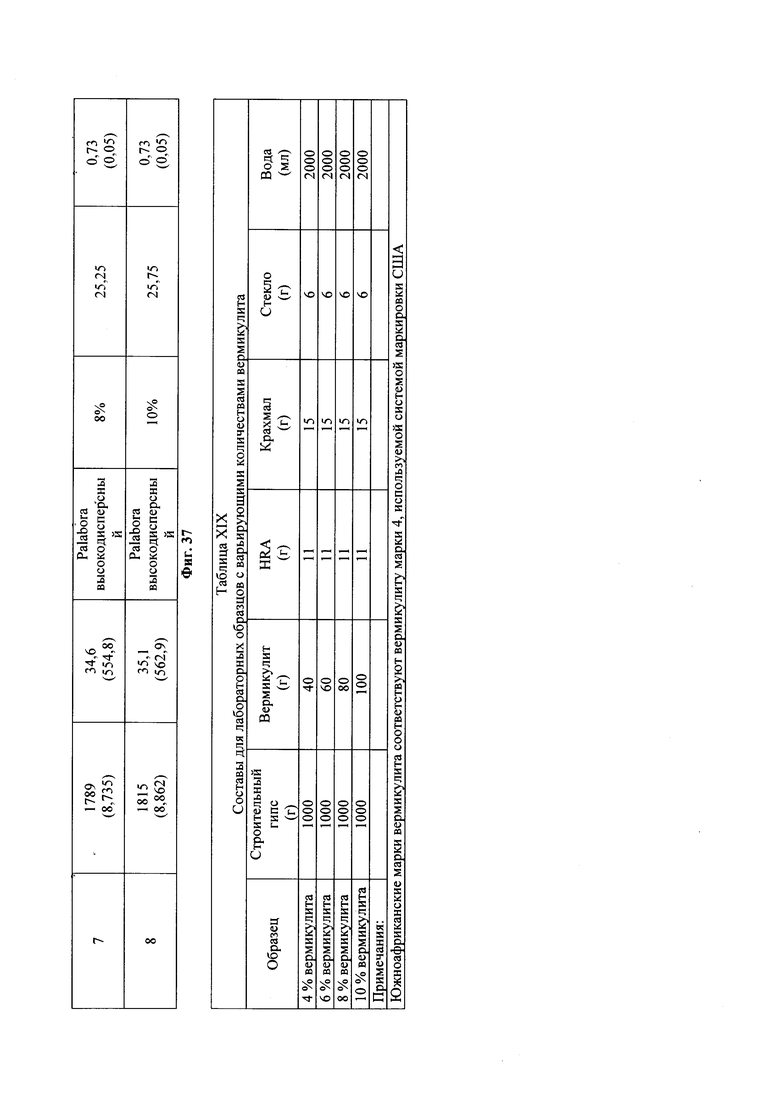
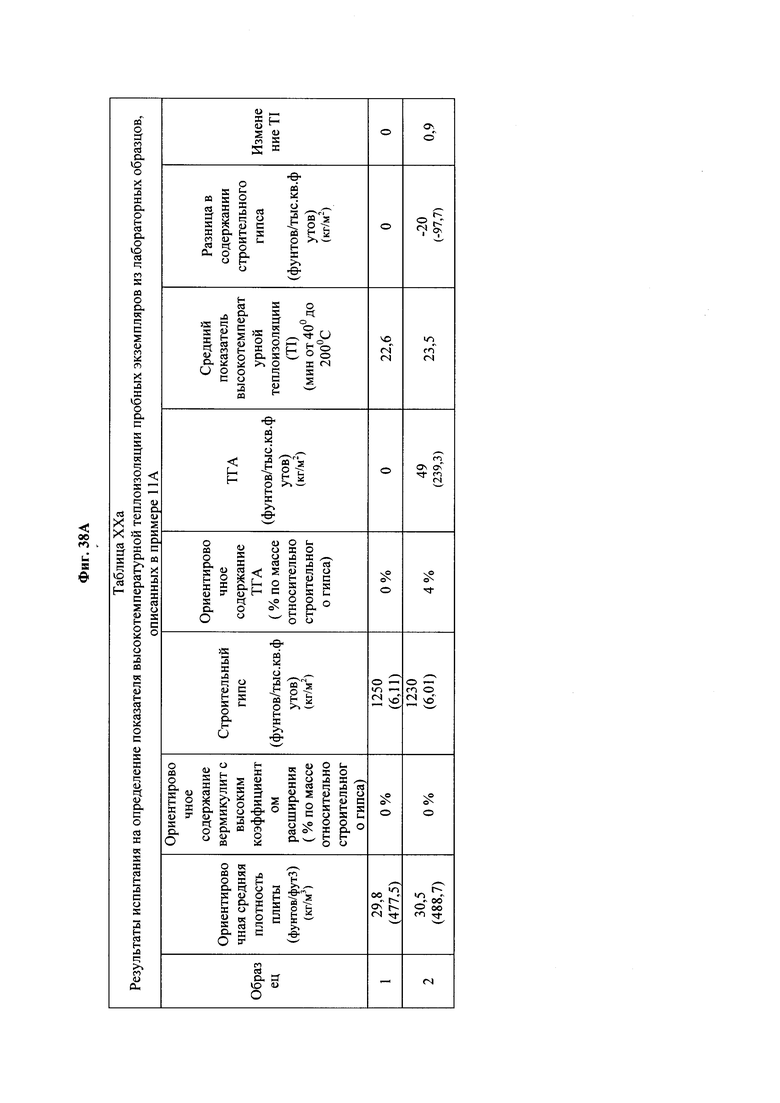
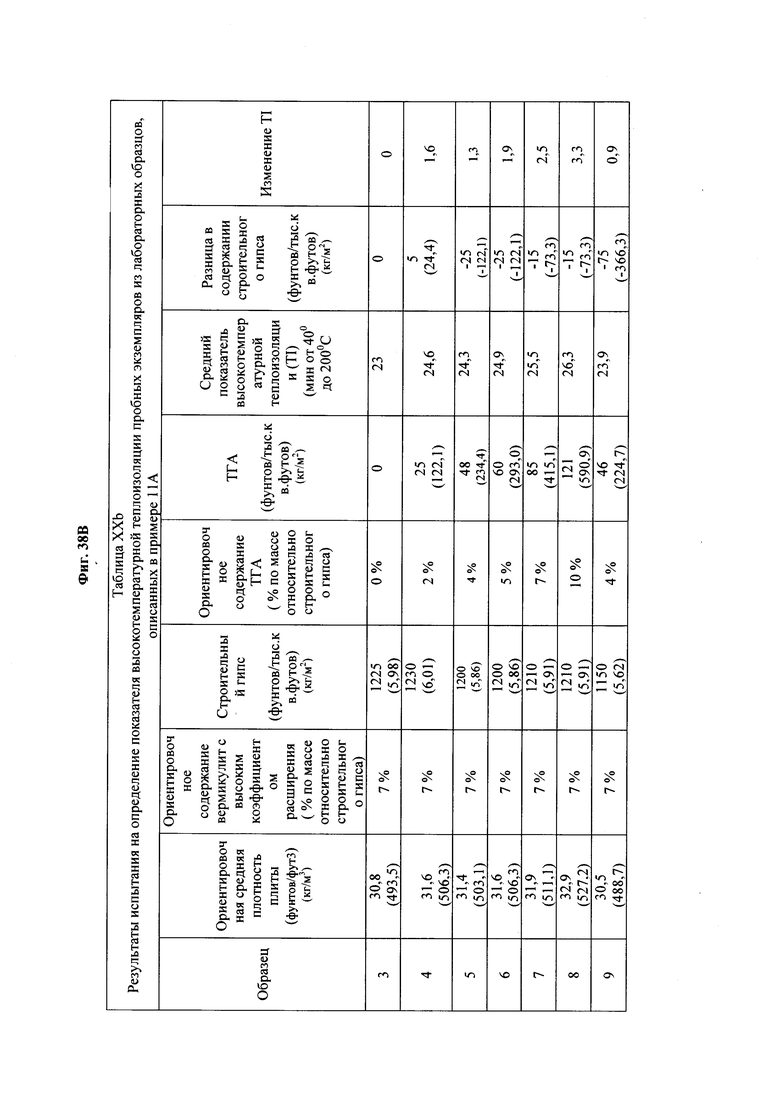
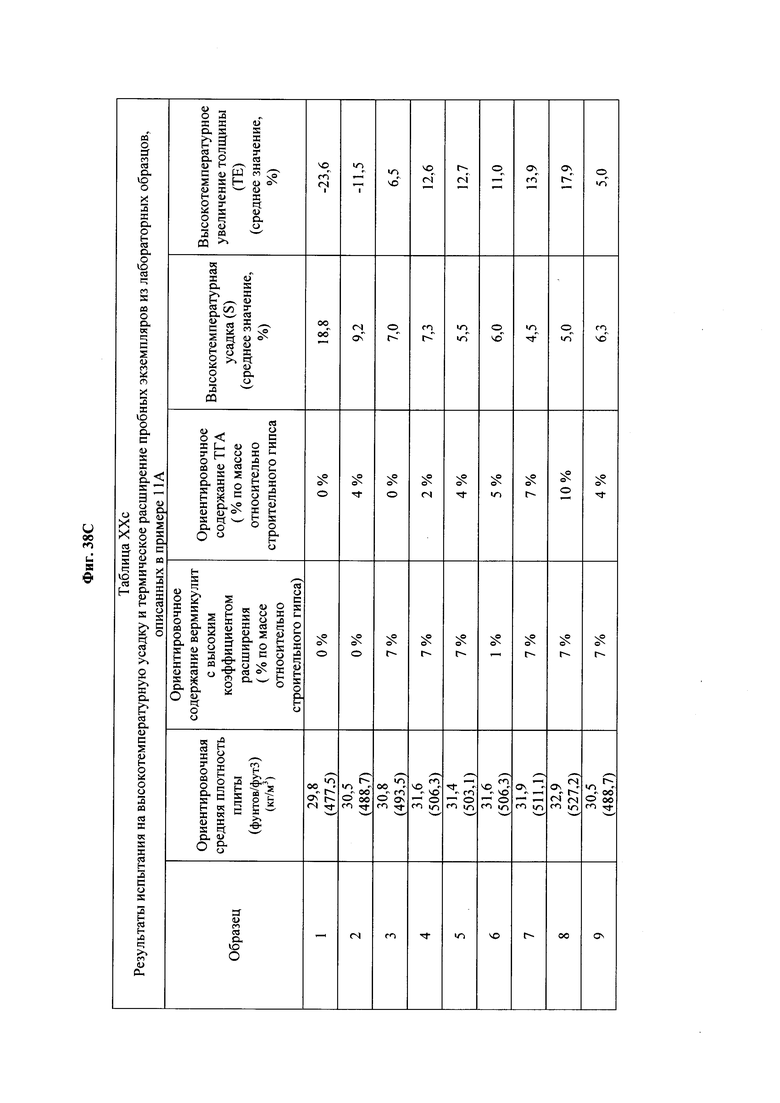
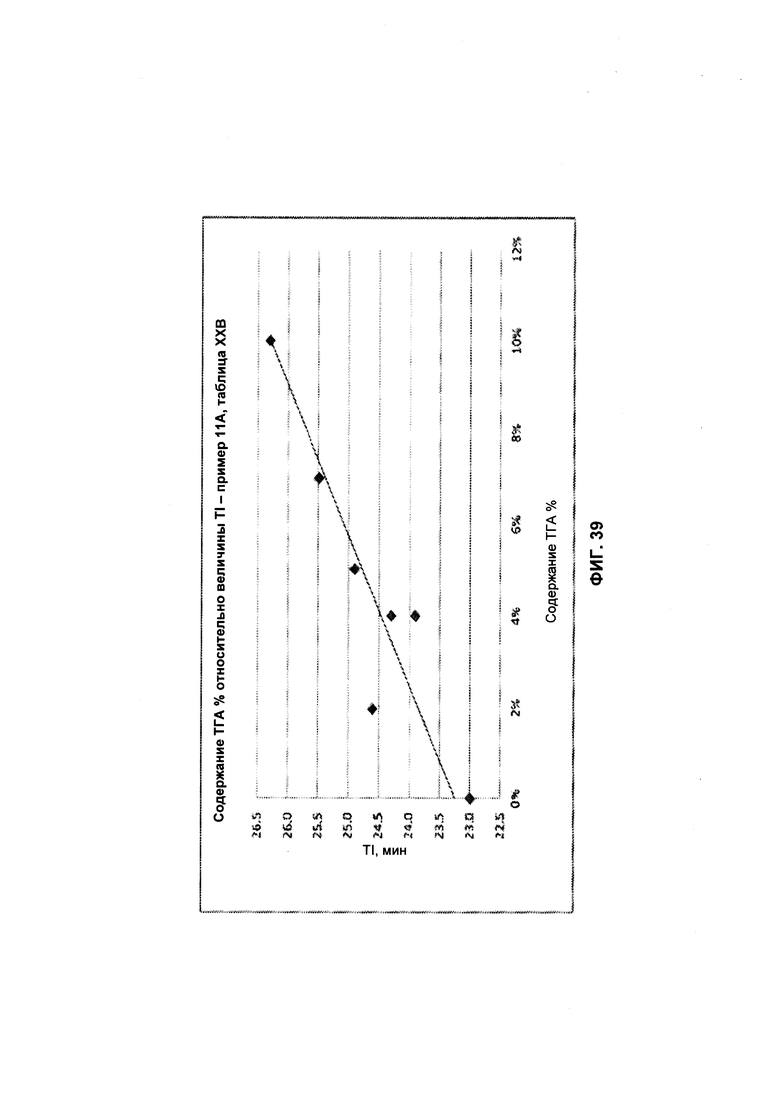
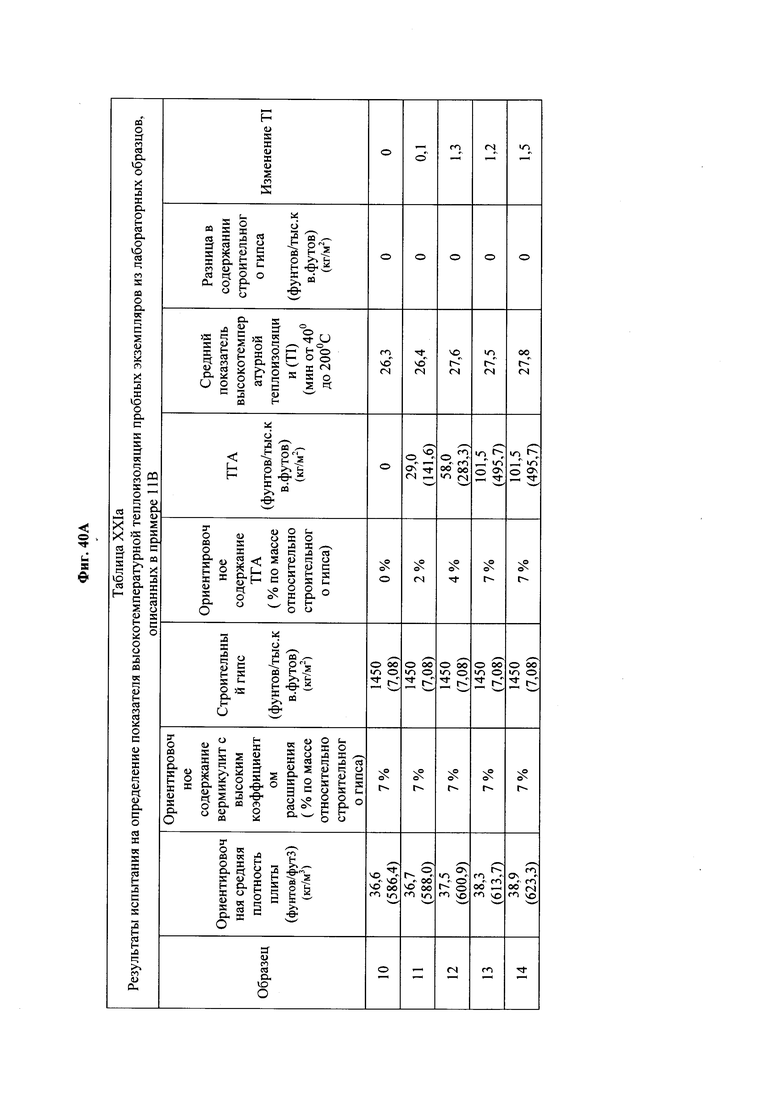
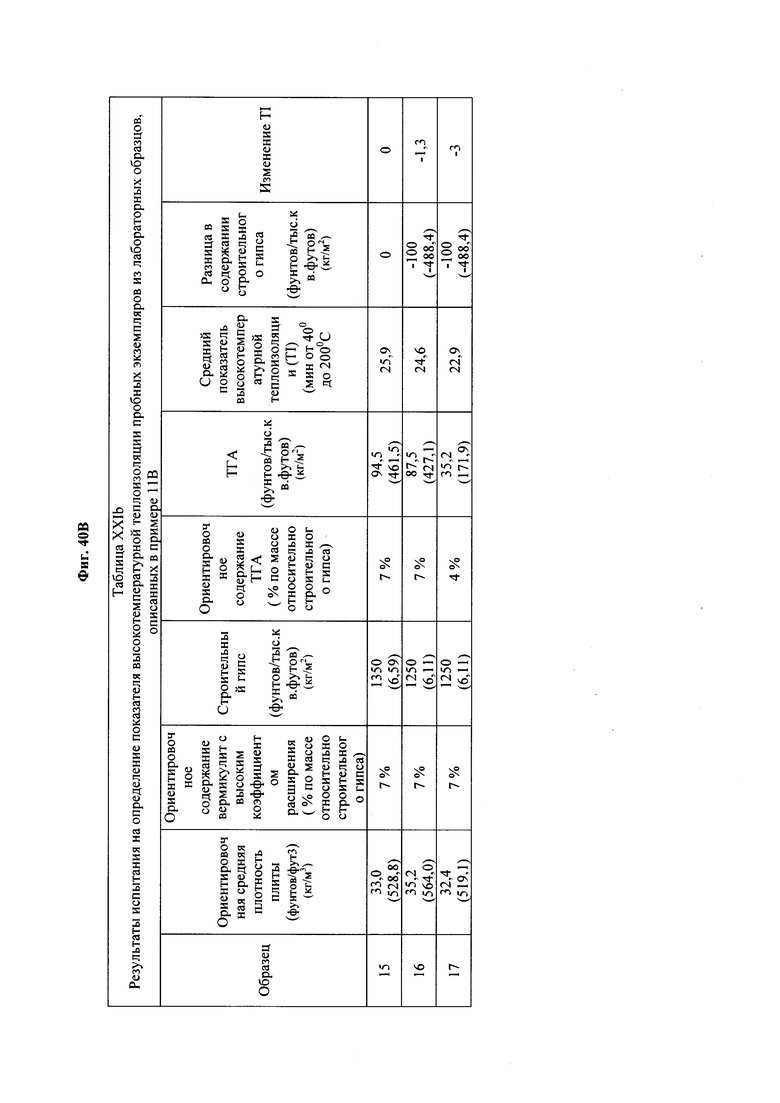
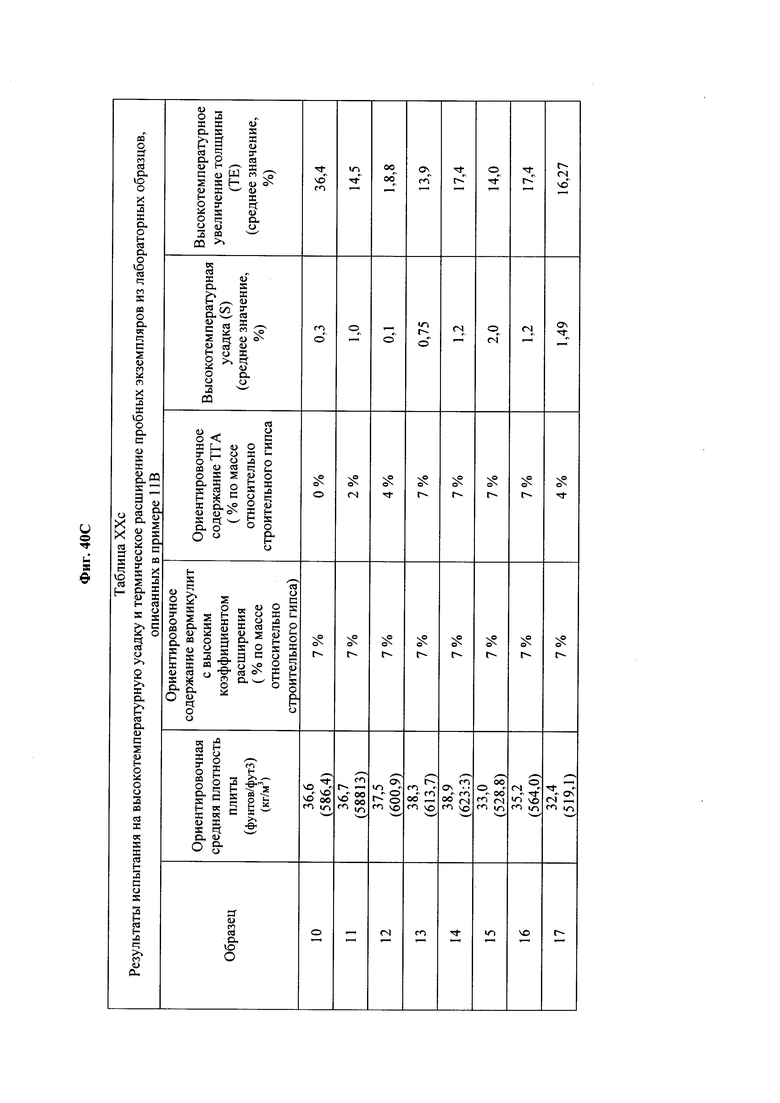
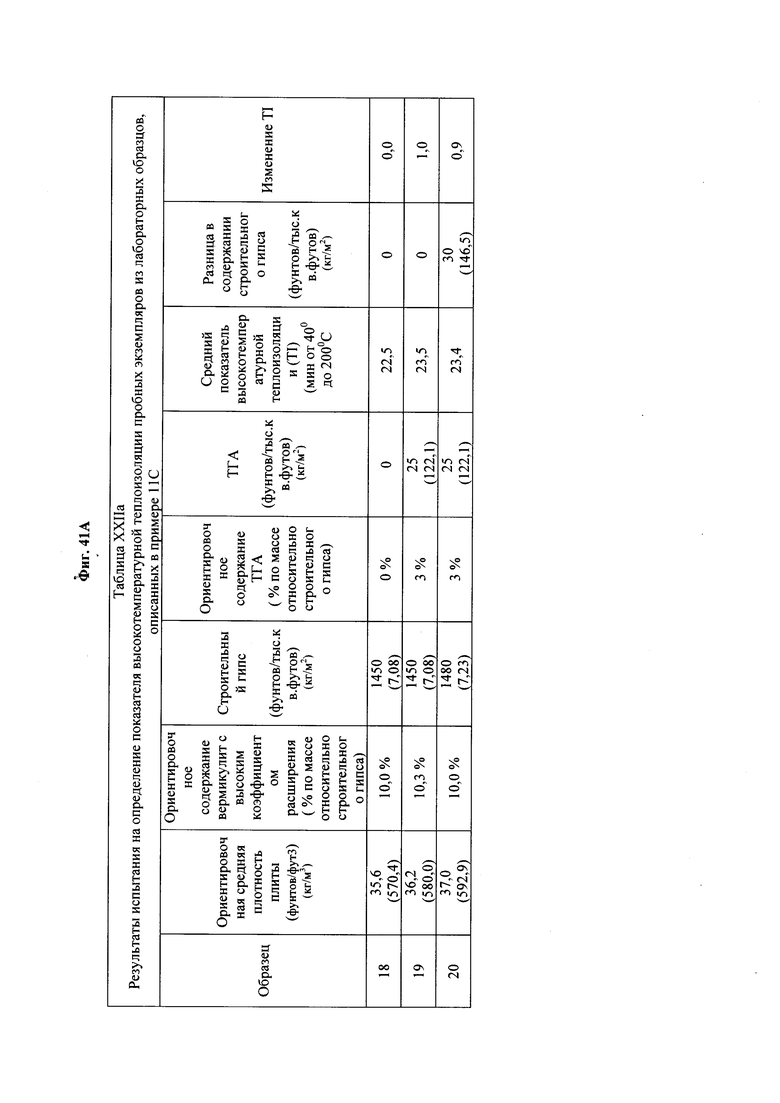
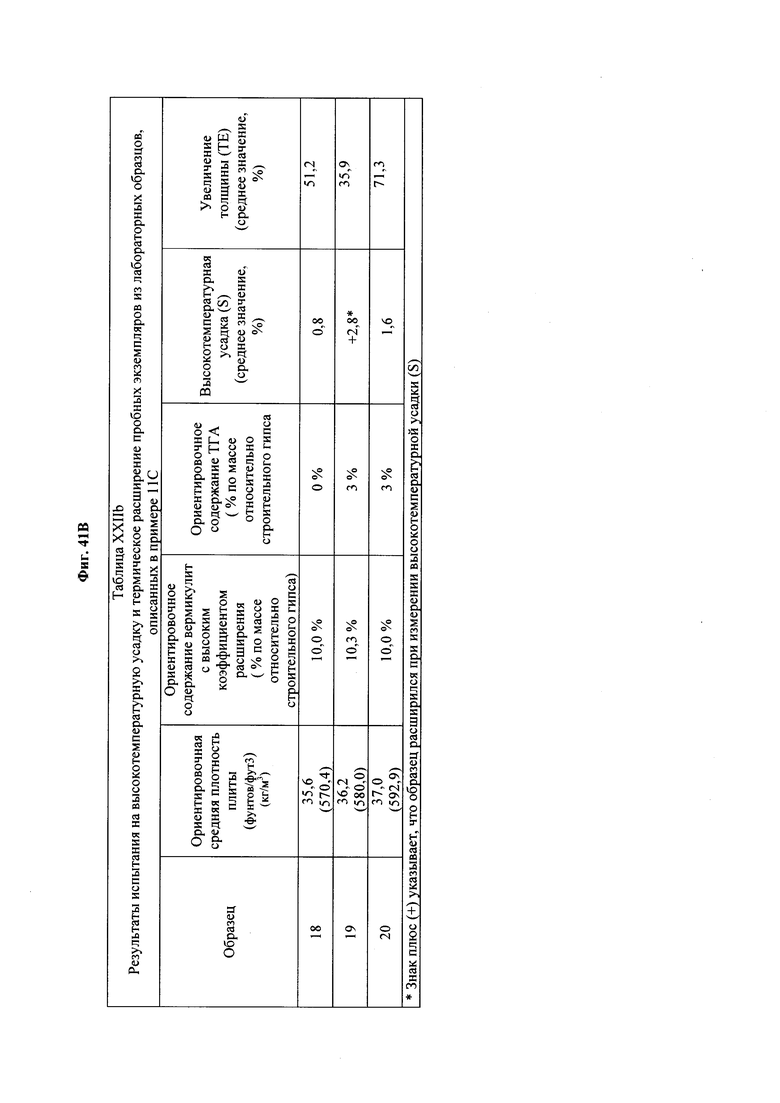
Изобретение относится к гипсовым панелям с пониженной массой и плотностью. Технический результат заключается в улучшении теплоизоляционных свойств, устойчивости к термоусадке и огнестойкости. Способ изготовления гипсовой панели содержит следующие этапы: получение гипсовой суспензии, содержащей диспергированные в ней нерасширенные частицы вермикулита с высоким коэффициентом расширения, при этом частицы вермикулита способны расширяться в среднем до примерно 300% или более относительного их начального объема после нагревания в течение примерно одного часа при температуре примерно 1560°С (примерно 850°С); размещают гипсовую суспензию между первым и вторым облицовочным листом с получением конструкции, содержащей отвержденный гипсовый средний слой с распределенными по всему этому слою частицами вермикулита; вырезают панель заранее установленных размеров и высушивают панель. 3 н. и 24 з.п. ф-лы, 22 табл., 41 ил. 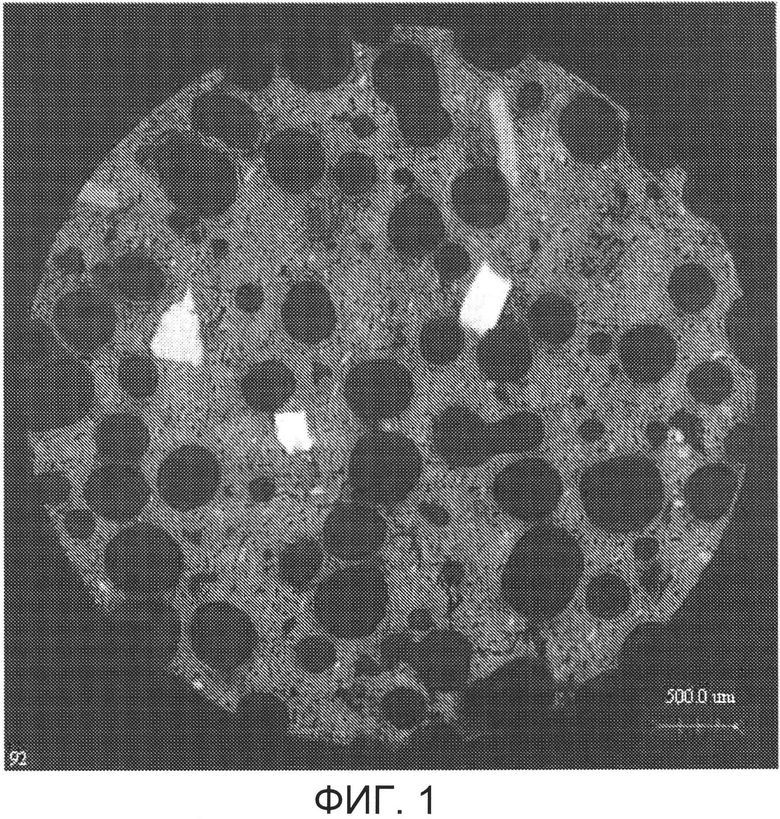
1. Способ изготовления огнестойкой гипсовой панели, содержащий этапы, на которых:
(A) обеспечивают гипсовую суспензию, содержащую диспергированные в ней нерасширенные частицы вермикулита с высоким коэффициентом расширения, при этом частицы вермикулита способны расширяться в среднем до примерно 300% или более относительно их начального объема после нагревания в течение примерно одного часа при температуре примерно 1560°F (примерно 850°C);
(B) размещают гипсовую суспензию между первым облицовочным листом и вторым облицовочным листом с получением конструкции, содержащей отвержденный гипсовый средний слой с распределенными, в общем, по всему гипсовому среднему слою частицами с высоким коэффициентом расширения;
(C) вырезают из конструкции панель заранее установленных размеров; и
(D) высушивают панель; при этом
гипсовый средний слой имеет плотность (D) примерно 40 фунтов на кубический фут (примерно 640 кг/м3) или менее и твердость среднего слоя, составляющую по меньшей мере примерно 11 фунтов (примерно 5 кг), и при этом гипсовый средний слой и количество и распределение частиц обеспечивают показатель теплоизоляции панели (TI) примерно 20 минут или больше.
2. Способ по п. 1, отличающийся тем, что гипсовый средний слой эффективно придает панели отношение TI/D, составляющее примерно 0,6 минут/фунтов на кубический фут (примерно 0,04 минут/(кг/м3)) или более.
3. Способ по п. 1, отличающийся тем, что отвержденный гипс представляет собой кристаллическую матрицу и содержит стенки, ограничивающие воздушные пустоты со средним эквивалентным сферическим диаметром примерно 100 мкм или больше.
4. Способ по п. 1, отличающийся тем, что отвержденный гипс представляет собой кристаллическую матрицу и содержит стенки, ограничивающие и разделяющие воздушные пустоты в среднем гипсовом слое, при этом средняя толщина стенок составляет примерно 25 мкм или больше.
5. Способ по п. 1, отличающийся тем, что панель проявляет среднюю стойкость к усадке примерно 75% или больше при нагревании при температуре примерно 1800°F (примерно 980°С) в течение одного часа.
6. Способ по п. 1, отличающийся тем, что гипсовый средний слой изготовлен из суспензии, содержащей воду; строительный гипс; частицы с высоким коэффициентом расширения; и теплопоглощающую добавку в количестве, эффективном для обеспечения показателя теплоизоляции (TI), большего, чем показатель гипсового среднего слоя, полученного из суспензии, не содержащей теплопоглощающую добавку.
7. Способ по п. 1, отличающийся тем, что гипсовый средний слой изготовлен из суспензии, содержащей воду; строительный гипс; частицы вермикулита в количестве до примерно 10% по массе в пересчете на массу строительного гипса; и минеральное волокно, стекловолокно или углеродное волокно или их комбинации.
8. Способ по п. 1, отличающийся тем, что при номинальной толщине панели примерно 5/8-дюйма (примерно 1,6 см) сопротивление протаскиванию гвоздей панели составляет по меньшей мере примерно 70 фунтов (примерно 35 кг), причем указанное сопротивление определяют согласно стандарту ASTM С473-09.
9. Способ по любому из пп. 1-8, отличающийся тем, что панель соответствует требованиям по меньшей мере одного из стандартов UL U305, UL U419 и UL U423 для панелей с установленной одночасовой степенью огнестойкости.
10. Способ изготовления огнестойкой гипсовой панели, содержащий этапы, на которых:
(A) обеспечивают гипсовую суспензию, содержащую диспергированные в ней нерасширенные частицы вермикулита с высоким коэффициентом расширения, при этом частицы вермикулита способны расширяться от первого нерасширенного объема до второго объема, в среднем расширенного до примерно 300% или более относительно начального нерасширенного объема после нагревания в течение примерно одного часа при температуре примерно 1560°F (примерно 850°С);
(B) размещают гипсовую суспензию между первым облицовочным листом и вторым облицовочным листом с получением конструкции, содержащей кристаллическую матрицу отвержденного гипса с распределенными, в общем, по всему гипсовому среднему слою частицами с высоким коэффициентом расширения;
(C) вырезают из конструкции панель заранее установленных размеров; и
(D) высушивают панель; при этом
гипсовый средний слой имеет плотность примерно 40 фунтов на кубический фут (примерно 635 кг/м3) или менее и твердость среднего слоя, составляющую по меньшей мере примерно 11 фунтов (примерно 5 кг), и при этом кристаллическая матрица отвержденного гипса и частицы с высоким коэффициентом расширения обеспечивают панель с высокотемпературной усадкой панели (S)
примерно 10% или менее и отношением высокотемпературного увеличения толщины к высокотемпературной усадке (TE)/S,
составляющим примерно 0,2 или более.
11. Способ по п. 10, отличающийся тем, что кристаллическая матрица отвержденного гипса содержит стенки, ограничивающие воздушные пустоты со средним эквивалентным сферическим диаметром примерно 100 мкм или больше.
12. Способ по п. 11, отличающийся тем, что кристаллическая матрица отвержденного гипса содержит стенки, ограничивающие воздушные пустоты со средним эквивалентным диаметром сферы от примерно 100 мкм до примерно 350 мкм при среднеквадратичном отклонении от примерно 100 мкм до примерно 225 мкм.
13. Способ по п. 10, отличающийся тем, что кристаллическая матрица отвержденного гипса содержит стенки, ограничивающие и разделяющие воздушные пустоты в среднем гипсовом слое, при этом средняя толщина стенок составляет примерно 25 мкм или больше.
14. Способ по п. 13, отличающийся тем, что средняя толщина стенок составляет от примерно 25 мкм до примерно 75 мкм при среднеквадратичном отклонении от примерно 5 мкм до примерно 40 мкм.
15. Способ по п. 10, отличающийся тем, что гипсовый средний слой изготовлен из суспензии, содержащей воду; строительный гипс; частицы вермикулита с высоким коэффициентом расширения в количестве до примерно 10% по массе в пересчете на массу строительного гипса; и минеральное волокно, стекловолокно или углеродное волокно или их комбинации.
16. Способ по п. 15, отличающийся тем, что суспензия дополнительно содержит крахмал в количестве от примерно 0,3% до примерно 3,0% по массе в пересчете на массу строительного гипса и диспергатор в количестве от примерно 0,1% до примерно 1,0% по массе в пересчете на массу строительного гипса.
17. Способ по п. 15, отличающийся тем, что суспензия дополнительно содержит фосфатсодержащий компонент в количестве от примерно 0,03% до примерно 0,4% по массе в пересчете на массу строительного гипса.
18. Способ по п. 10, отличающийся тем, что панель соответствует требованиям по меньшей мере одного из стандартов UL U305, UL U419 и UL U423 для панелей с установленной одночасовой степенью огнестойкости.
19. Способ по п. 10, отличающийся тем, что панель соответствует требованиям стандарта UL U305 для панелей с установленной одночасовой степенью огнестойкости.
20. Способ по п. 18, отличающийся тем, что панель соответствует требованиям стандарта UL U419 для панелей с установленной одночасовой степенью огнестойкости.
21. Способ по любому из пп. 10-20, отличающийся тем, что при номинальной толщине панели примерно 5/8-дюйма (примерно 1,6 см), сопротивление протаскиванию гвоздей панели составляет по меньшей мере примерно 70 фунтов (примерно 35 кг), причем указанное сопротивление определяют согласно стандарту ASTM С473-09.
22. Способ изготовления огнестойкой гипсовой панели, содержащий этапы, на которых:
(A) обеспечивают гипсовую суспензию, содержащую диспергированные в ней частицы вермикулита с высоким коэффициентом расширения, при этом частицы вермикулита способны расширяться в среднем до примерно 300% или более относительно их начального объема после нагревания в течение примерно одного часа при температуре примерно 1560°F (примерно 850°C);
(B) размещают гипсовую суспензию между первым облицовочным листом и вторым облицовочным листом с формированием конструкции, содержащей отвержденный гипсовый средний слой с распределенными, в общем, по всему гипсовому среднему слою частицами с высоким коэффициентом расширения;
(C) вырезают из конструкции панель заранее установленных размеров; и
(D) высушивают панель; при этом
сформированная конструкция имеет плотность (D) примерно 40 фунтов на кубический фут (примерно 635 кг/м3) или менее и твердость среднего слоя, составляющую по меньшей мере примерно 11 фунтов (примерно 5 кг), номинальная толщина панели составляет 5/8-дюйма (примерно 1,6 см), и при этом гипсовый средний слой и распределение частиц обеспечивают эффективное подавление переноса тепла через конструкцию из указанных панелей, полученную и нагреваемую согласно стандарту UL U419, в соответствии с которым поверхности панелей на одной стороне конструкции подвергаются воздействию источника тепла, а поверхности панелей на противоположной, ненагреваемой стороне конструкции снабжены множеством температурных датчиков согласно стандарту UL U419, так что максимальное единичное значение температурных датчиков на ненагреваемой стороне конструкции составляет менее примерно 500°F (примерно 260°C) через примерно 60 минут при нагревании конструкции в соответствии с кривой время-температура, приведенной в стандарте ASTM Е119-09а.
23. Способ по п. 22, отличающийся тем, что панель эффективно подавляет перенос тепла через конструкцию, так что среднее значение температурных датчиков на ненагреваемой стороне конструкции, измеренное согласно стандарту UL U419, составляет менее примерно 380°F (примерно 190°C) после нагревания в течение примерно 60 минут в соответствии с кривой время-температура, приведенной в стандарте ASTM E119-09а.
24. Способ по п. 22, отличающийся тем, что панель эффективно подавляет перенос тепла через конструкцию, так что среднее значение температурных датчиков на ненагреваемой стороне конструкции, измеренное согласно стандарту UL U419, составляет менее примерно 410°F (примерно 210°С) после нагревания в течение примерно 55 минут в соответствии с кривой время-температура, приведенной в стандарте ASTM E119-09а.
25. Способ по п. 22, отличающийся тем, что панель эффективно подавляет перенос тепла через конструкцию, так что среднее значение температурных датчиков на ненагреваемой стороне конструкции, измеренное согласно стандарту UL U419, составляет менее примерно 320°F (примерно 160°C) после нагревания в течение примерно 55 минут в соответствии с кривой время-температура, приведенной в стандарте ASTM E119-09а.
26. Способ по п. 22, отличающийся тем, что панель эффективно подавляет перенос тепла через конструкцию, так что максимальное единичное значение температурных датчиков на ненагреваемой стороне конструкции, измеренное согласно стандарту UL U419, составляет менее примерно 260°F (примерно 130°C) и среднее значение температурных датчиков на ненагреваемой поверхности конструкции, измеренное согласно стандарту UL U419, составляет менее примерно 250°F (примерно 120°C) после нагревания в течение примерно 50 минут, при этом нагревание осуществляют в соответствии с кривой время-температура, приведенной в стандарте ASTM E119-09a.
27. Способ по любому из пп. 22-26, отличающийся тем, что панель эффективно подавляет перенос тепла через конструкцию, так что панель соответствует требованиям по меньшей мере одного из стандартов UL U305, UL U419 и UL U423 для панелей с установленной одночасовой степенью огнестойкости.
| US2005263925 A1, 01.12.2005 | |||
| RU 2008101423 A, 20.07.2009 | |||
| US4159302 A, 26.06.1979 | |||
| WO2008045217 A2, 17.04.2008. |

