Перекрестная ссылка на родственные заявки
По данной заявке испрашивается преимущество и приоритет по заявке на изобретение США № 15/224027, поданной 29 июля 2016 г., содержание которой полностью включено в настоящий документ явным образом посредством ссылки для любых и всех неограничивающих целей.
ОБЛАСТЬ ТЕХНИКИ
Аспекты, описанные в данном документе, в целом относятся к боковым рамам для железнодорожных тележек и изготовлению боковых рам. Более конкретно, аспекты относятся к конструкции центрального стержня и его выполнению при изготовлении боковых рам железнодорожной тележки.
УРОВЕНЬ ТЕХНИКИ
Железнодорожные вагоны обычно состоят из кузова вагона, который опирается на пару вагонных тележек. Вагонные тележки содержат пару боковых рам и колесных пар, соединенных друг с другом при помощи надрессорной балки и системы рессорного подвешивания. Вагон опирается на центральный подпятник надрессорной балки, который служит точкой вращения для системы тележек. Перемещения корпуса вагона воспринимаются пружинами и фрикционными гасителями колебаний, которые соединяют надрессорную балку и боковые рамы. Боковые рамы содержат буксовые челюсти, каждая из которых образует буксовый проем, в котором размещен колесный блок колесной пары с использованием адаптера роликового подшипника. Кроме того, боковые рамы содержат рессорные проемы, в которые вставлены закрепленные в них надрессорная балка, пружины и фрикционные гасители колебаний.
Боковые рамы могут быть изготовлены с использованием различных технологий литья. Наиболее распространенным способом производства данных компонентов является литье в песчаные формы. Литье в песчаные формы обеспечивает недорогой, высокопроизводительный способ создания сложных полых профилей, таких как боковая рама. При обычной операции литья в песчаную форму, (1) литейную форму создают путем уплотнения песка вокруг шаблона, который обычно содержит литниковую систему; (2) шаблон удаляют из литейной формы; (3) стержни, которые могут образовывать внутреннюю полость или профиль отливки, могут быть выполнены отдельно и затем помещены в форму, которую затем закрывают; (4) литейную форму заполняют горячим жидким металлом через литник; (5) металлу дают остыть в литейной форме; (6) затвердевший металл, называемый сырой отливкой, извлекают, отделяя литейную форму и/или стержни песчаной формы; (7) затем производят окончательную обработку и очистку отливки, что может включать применение шлифовки, сварки, термической обработки, дробеструйной обработки и механической обработки.
При операции литья в песчаную форму литейную форму создают, используя песок в качестве основного материала, который смешивают со связующим материалом для сохранения формы. Литейную форму создают из двух частей – верхней полуформы (верх) и нижней полуформы (низ), которые разделены вдоль линии разрыва. Песок укладывают вокруг шаблона, и он сохраняет форму шаблона после извлечения шаблона из литейной формы. В шаблоне при помощи механической обработки образуют формовочные уклоныотливки, составляющие 3 градуса или более, чтобы гарантировать высвобождение шаблона из литейной формы при извлечении. В некоторых операциях литья в песчаную форму во время процесса отливки в ходе заливки для поддержки песка используют опоку.
Литейная форма обычно содержит литниковую систему, которая обеспечивает путь для расплавленного металла и управляет потоком металла, поступающего в полость. Данная литниковая система содержит литниковый канал, который управляет скоростью течения металла и соединен с выпускными желобами. Выпускные желоба представляют собой каналы, позволяющие металлу протекать через литники в полость. Литники управляют скоростями истечения в полость и предотвращают турбулентность жидкости.
После того, как металл залит в литейную форму, отливка охлаждается и по мере приближения к твердому состоянию происходит усадка. По мере усадки металла, в области, которые сжимаются, должен продолжать поступать дополнительный жидкий металл, иначе по завершении будут появляться пустоты. В зонах с интенсивным сжатием в литейную форму помещают стояки для создания дополнительных резервуаров, подлежащих заполнению во время заливки. Данные стояки представляют собой области, которые затвердевают последними и, тем самым, обеспечивают содержимому возможность оставаться в жидком состоянии дольше, чем в полости отливаемой части. По мере охлаждения содержимого полости, стояки питают зоны сжатия, гарантируя изготовление прочной окончательной отливки. Стояки, которые открыты в верхней части верхней полуформы, могут также выполнять функцию вентиляционных отверстий для выпуска газов во время заливки и охлаждения.
При отливке сложной или полой детали, стержни используют для образования полых внутренних участков или сложных участков, которые в ином случае не могут быть созданы при помощи шаблона. Эти стержни обычно создают путем формовки песка и связующего в ящике, выполненном в форме элемента, создаваемого стержнем. Эти стержневые ящики заполняют либо вручную, либо создают с использованием пескодувной стержневой машины. Стержни извлекают из ящика и помещают в литейную форму. Стержни располагают в литейной форме с использованием стержневых знаков, для управления размещением и предотвращения смещения стержня во время заливки металла. Дополнительно, чтобы поддерживать стержни или огранивать их перемещение и вплавление в основной металл во время затвердевания, могут использоваться жеребейки.
В операциях по отливке боковой рамы, для облегчения создания конструкции рамы используют множество стержней. Обычно литейную форму для боковой рамы оснащают парой стержней буксовой челюсти и проема, стержнем элемента пониженного напряжения, парой стержней внутреннего буксового проема и стержнем надрессорной балки или стержнем рессорного проема, содержащим стержень посадочного места пружины и множество штифтовых стержней. Стержни служат для создания конструкции при формировании особенностей рамы, включая рессорный проем, элемент, работающий на сжатие, посадочное место пружины, буксовые проемы и т.д.
Хотя общеизвестно использование множества стержней для изготовления боковых рам, количество используемых стержней повышает сложность производственного процесса, вероятность появления производственных дефектов и общие затраты на изготовление.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Данное описание сущности изобретения предназначено для введения в упрощенной форме набора концепций, которые описаны ниже в разделе Осуществление изобретения. Изложение сущности изобретения не предназначено для идентификации ключевых признаков или существенных признаков заявленного предмета изобретения, а также не предназначено, чтобы использоваться для ограничения объема заявленного предмета изобретения.
Аспекты изобретения относятся к конструкции центрального стержня и ее реализации при изготовлении боковых рам железнодорожных тележек. В некоторых примерах описан центральный стержень для изготовления боковой рамы железнодорожного вагона, причем боковая рама содержит рессорный проем, выполненный с возможностью приема наружного конца надрессорной балки. Центральный стержень может содержать первую боковую стенку, имеющую внутреннюю поверхность и внешнюю поверхность; вторую боковую стенку, имеющую внутреннюю поверхность и внешнюю поверхность; верхнюю стенку, имеющую внутреннюю поверхность и внешнюю поверхность; и нижнюю стенку, имеющую внутреннюю поверхность и внешнюю поверхность; причем внешние поверхности первой боковой стенки, второй боковой стенки, верхней стенки и нижней стенки задают рессорный проем; внутренние поверхности первой боковой стенки, второй боковой стенки, верхней стенки и нижней стенки образуют по меньшей мере одно отверстие; первая боковая стенка содержит по меньшей мере одно отверстие, выполненное с возможностью приема штифтового стержня, а вторая боковая стенка содержит по меньшей мере одно отверстие, выполненное с возможностью приема второго штифтового стержня.
Центральный стержень может содержать центральную стойку, расположенную между первой боковой стенкой и второй боковой стенкой. Центральная стойка может быть по существу параллельна первой боковой стенке и второй боковой стенке. Центральная стойка может быть расположена по существу по центру между первой боковой стенкой и второй боковой стенкой.
Первая боковая стенка может содержать два отверстия, выполненных с возможностью приема первого штифтового стержня и третьего штифтового стержня, а вторая боковая стенка может содержать два отверстия, выполненных с возможностью приема второго штифтового стержня и четвертого штифтового стержня.
В другом примере изобретение предусматривает систему для изготовления боковой рамы кузова вагона, причем рама содержит рессорный проем, выполненный с возможностью приема наружного конца надрессорной балки. Система может содержать центральный стержень, содержащий: первую боковую стенку, имеющую внутреннюю поверхность и внешнюю поверхность, а также имеющую по меньшей мере одно отверстие, проходящее между внутренней поверхностью и внешней поверхностью; вторую боковую стенку, имеющую внутреннюю поверхность и внешнюю поверхность, а также имеющую по меньшей мере одно отверстие, проходящее между внутренней поверхностью и внешней поверхностью; верхнюю стенку, имеющую внутреннюю поверхность и внешнюю поверхность; нижнюю стенку, имеющую внутреннюю поверхность и внешнюю поверхность; по меньшей мере первый штифтовый стержень, выполненный с возможностью взаимодействия с по меньшей мере одним отверстием в первой боковой стенке; и по меньшей мере второй штифтовый стержень, выполненный с возможностью взаимодействия с по меньшей мере одним отверстием во второй боковой стенке. Внешние поверхности первой боковой стенки, второй боковой стенки, верхней стенки и нижней стенки могут образовывать рессорный проем; а внутренние поверхности первой боковой стенки, второй боковой стенки, верхней стенки и нижней стенки могут образовывать по меньшей мере один полый объем. Каждый из первого и второго штифтовых стержней могут также взаимодействовать со стержнем, смежным с центральным стержнем.
Система может также содержать центральную стойку, расположенную между первой боковой стенкой и второй боковой стенкой. Центральная стойка может быть по существу параллельной первой боковой стенке и второй боковой стенке. Центральная стойка может быть расположена по существу по центру между первой боковой стенкой и второй боковой стенкой.
Система может также содержать первое отверстие в первой боковой стенке, проходящее между внутренней поверхностью и внешней поверхностью первой боковой стенки; второе отверстие в первой боковой стенке, проходящее между внутренней поверхностью и внешней поверхностью первой боковой стенки; третье отверстие во второй боковой стенке, проходящее между внутренней поверхностью и внешней поверхностью второй боковой стенки; четвертое отверстие во второй боковой стенке, проходящее между внутренней поверхностью и внешней поверхностью второй боковой стенки; первый штифтовый стержень, взаимодействующий с первым отверстием; второй штифтовый стержень, взаимодействующий со вторым отверстием; третий штифтовый стержень, взаимодействующий с третьим отверстием; и четвертый штифтовый стержень, взаимодействующий с четвертым отверстием.
Первый и второй штифтовые стержни могут иметь по существу цилиндрическую форму. Каждый из первого и второго штифтовых стержней может содержать участок взаимодействия с центральным стержнем, выполненный с возможностью взаимодействия с центральным стержнем; участок крепежного отверстия, выполненный с возможностью образования крепежного отверстия в готовой боковой раме; и участок взаимодействия со смежным стержнем, выполненный с возможностью взаимодействия со стержнем, смежным с центральным стержнем.
Участок взаимодействия с центральным стержнем, и участок взаимодействия со смежным стержнем, могут иметь форму по существу усеченного конуса. Участок крепежного отверстия может иметь по существу цилиндрическую форму.
Каждый из первого и второго штифтовых стержней может содержать по меньшей мере один ориентирующий элемент. Ориентирующий элемент может содержать первый боковой гребень; второй боковой гребень; и нижний гребень.
В другом примере изобретение предусматривает способ изготовления боковой рамы кузова вагона, причем боковая рама содержит рессорный проем, выполненный с возможностью приема наружного конца надрессорной балки. Способ включает предоставление первой части литейной формы; вставку центрального стержня в первую часть литейной формы, причем центральный стержень содержит: первую боковую стенку, имеющую внутреннюю поверхность и внешнюю поверхность, и имеет по меньшей мере одно отверстие, проходящее между внутренней поверхностью и внешней поверхностью; вторую боковую стенку, имеющую внутреннюю поверхность и внешнюю поверхность, и имеет по меньшей мере одно отверстие, проходящее между внутренней поверхностью и внешней поверхностью; верхнюю стенку, имеющую внутреннюю поверхность и внешнюю поверхность; нижнюю стенку, имеющую внутреннюю поверхность и внешнюю поверхность, причем внешние поверхности первой боковой стенки, второй боковой стенки, верхней стенки и нижней стенки задают рессорный проем; внутренние поверхности первой боковой стенки, второй боковой стенки, верхней стенки и нижней стенки образуют по меньшей мере один полый объем; вставку первого штифтового стержня через по меньшей мере один полый объем в по меньшей мере одно отверстие в первой боковой стенке и введение во взаимодействие первого штифтового стержня со стержнем, смежным с центральным стержнем; и вставку второго штифтового стержня через по меньшей мере один полый объем в по меньшей мере одно отверстие во второй боковой стенке и введение во взаимодействие второго штифтового стержня со стержнем, смежным с центральным стержнем.
Способ может также включать вставку третьего штифтового стержня через по меньшей мере один полый объем в третье отверстие в первой боковой стенке; и вставку четвертого штифтового стержня через по меньшей мере один полый объем в четвертое отверстие во второй боковой стенке. Способ может также включать выравнивание ориентирующего элемента каждого из штифтовых стержней с ориентирующим элементом каждого из соответствующих отверстий. Способ может также включать закрепление каждого из штифтовых стержней в соответствующем отверстии с использованием адгезива. Способ может также включать закрепление каждого их штифтовых стержней в соответствующем отверстии путем уплотнения песка вблизи дальнего конца каждого из стержней штифта.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Более полное понимание описанных в данном документе аспектов и их преимуществ можно получить, обратившись к нижеследующему описанию с учетом прилагаемых чертежей, на которых одинаковые ссылочные позиции обозначают аналогичные элементы и на которых:
На фиг. 1A и 1B показан соответственно вид в перспективе и вид сбоку иллюстративной боковой рамы тележки железнодорожного вагона в соответствии с одним или более аспектами изобретения.
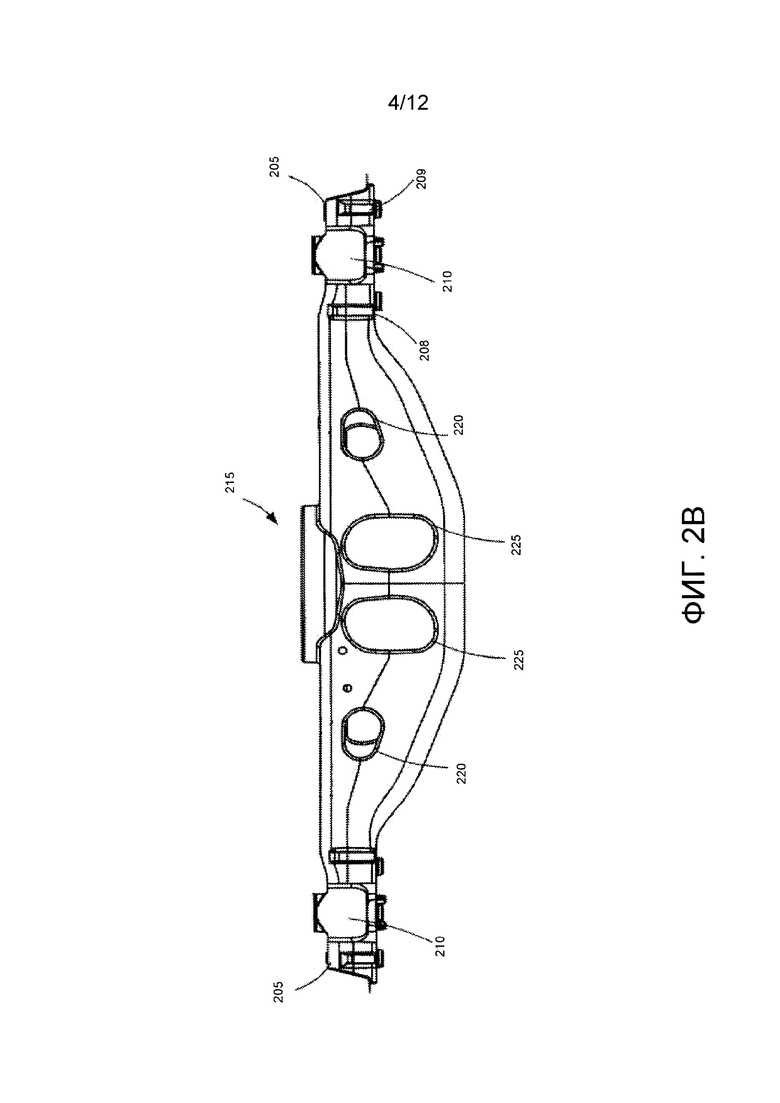
На фиг. 2A и 2B показан соответственно вид в перспективе и вид сбоку иллюстративной надрессорной балки тележки железнодорожного вагона в соответствии с одним или более аспектами изобретения.
На фиг. 3 представлен иллюстративный способ изготовления боковой рамы в соответствии с одним или более аспектами изобретения.
На фиг. 4 показана иллюстративная нижняя полуформа и верхняя полуформа литейной формы для создания боковой рамы в соответствии с одним или более аспектами изобретения.
На фиг. 5A, 5B, и 5C показан соответственно вид спереди, сбоку и снизу иллюстративного центрального стержня в соответствии с одним или более аспектами изобретения.
На фиг. 6A, 6B, и 6C показан соответственно вид спереди, сбоку и снизу иллюстративного штифтового стержня в соответствии с одним или более аспектами изобретения.
На фиг. 7 показан вид в перспективе иллюстративного центрального стержня в соответствии с одним или более аспектами изобретения.
На фиг. 8 показан вид в перспективе иллюстративного штифтового стержня в соответствии с одним или более аспектами изобретения.
На фиг. 9 показан вид спереди в поперечном сечении иллюстративного штифтового стержня, вставленного в иллюстративный центральный стержень в соответствии с одним или более аспектами изобретения.
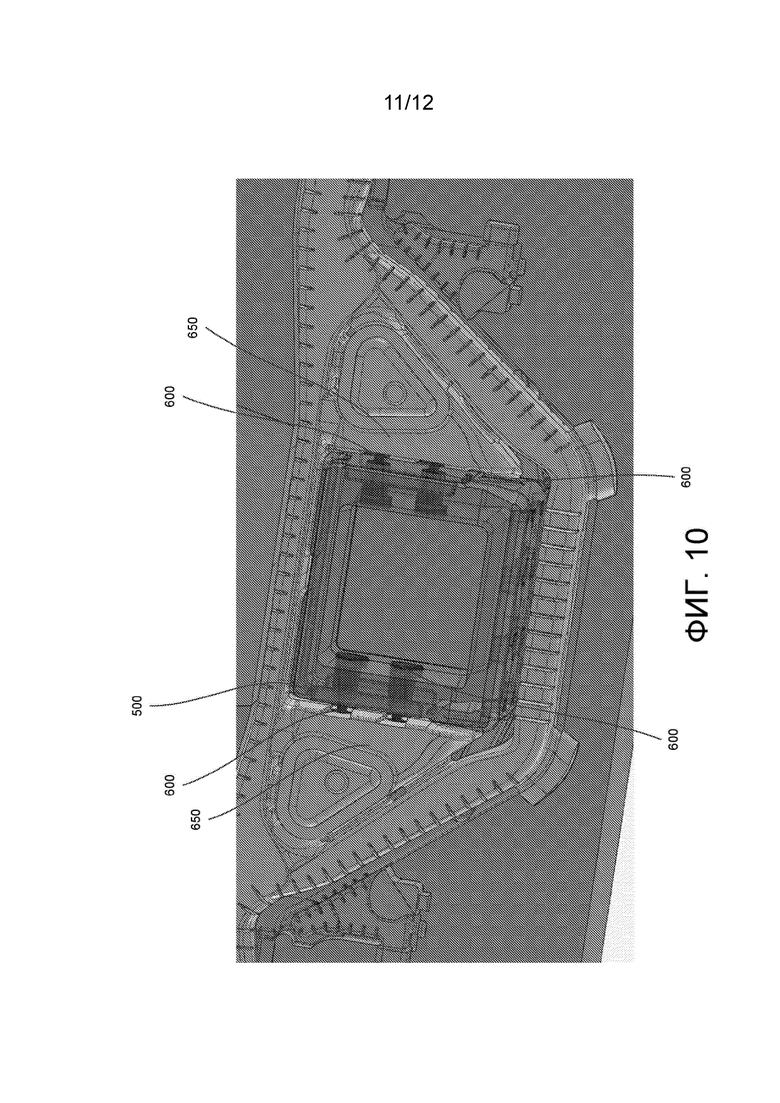
На фиг. 10 показан вид в перспективе стержней, используемых для образования боковой рамы в соответствии с одним или более аспектами изобретения.
На фиг. 11 показан вид спереди в поперечном сечении варианта осуществления иллюстративного штифтового стержня, вставленного в иллюстративный центральный стержень в соответствии с одним или более аспектами изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
В последующем описании различных вариантов осуществления делается ссылка на прилагаемые чертежи, которые составляют его часть, и на которых в качестве иллюстрации показаны различные варианты осуществления, в которых могут быть реализованы аспекты, описанные в данном документе. Следует понимать, что могут использоваться другие варианты осуществления, и могут быть сделаны конструктивные и функциональные модификации, не выходящие за рамки объема описанных аспектов и вариантов осуществления. Аспекты, описанные в данном документе, допускают другие варианты осуществления и могут быть применены на практике или реализованы различными способами. Кроме того, следует понимать, что фразеология и терминология, используемые в данном документе, предназначены для целей описания и не должны рассматриваться, как ограничивающие. Скорее, фразы и термины, используемые в данном документе, должны быть восприняты в их самом широком толковании и значении. Использование «включающий» и «содержащий» и их вариаций предназначено для охвата перечисленных после них элементов и их эквивалентов, а также дополнительных элементов и их эквивалентов. Использование терминов «установленный», «соединенный», «связанный», «размещенный», «введенный во взаимодействие» и аналогичных терминов подразумевает как прямую, так и непрямую установку, соединение, связывание, размещение и введение во взаимодействие.
Кроме того, хотя термины «верх», «низ», «спереди», «сзади», «сбоку», «сзади», «вверх», «вниз» и т.п. могут использоваться в данном описании для описания различных примеров в соответствии с признаками и элементами изобретения, эти термины используются в данном документе для удобства, например, на основе примеров ориентаций, показанных на фигурах, или ориентации во время типичного использования. Кроме того, термин «множество», используемый в данном документе, обозначает любое число больше единицы, либо дизъюнктивно или конъюнктивно, по необходимости, вплоть до бесконечного числа. Ничто в данном описании не должно быть истолковано, как требующее конкретной трехмерной ориентации конструкций, чтобы попасть в объем данного изобретения. Также следует понимать, что приложенные чертежи не обязательно выполнены в масштабе.
На фиг. 1 показан вид в перспективе боковой рамы 100 тележки железнодорожного вагона. Железнодорожный вагон может быть грузовым вагоном, например, используемым в Соединенных Штатах для перевозки грузов, превышающих 220 000 фунтов (99 790 кг) брутто – вагона. Боковая рама 100 может содержать буксовые челюсти 105 и рессорный проем 110.
Рессорный проем 110 может быть образован парой стоек 120 боковой рамы, элементом 125, работающим на сжатие, и посадочным местом 127 пружины. Рессорный проем 110 может иметь размеры для приема наружного концевого участка 205 надрессорной балки 200 (фиг. 2A и 2B). Группа пружин (не показаны) могут располагаться между наружными концевыми участками 205 надрессорной балки 200 и посадочным местом пружины 127 боковой рамы 100. Пружины могут использоватьcя для упругого крепления надрессорной балки 200 к боковой раме 100.
Между карманами 210 для скользунов наружных концевых участков 205 надрессорной балки 200 и стойкой 120 боковой рамы может располагаться пара износостойких пластин 135 и пара клиньев (не показаны). Стойки 120 боковой рамы могут содержать одно или более крепежных отверстий 133, выполненных с возможностью приема крепежных элементов для крепления износостойких пластин 135 к стойкам 120 боковой рамы. Одна иллюстративная износостойкая пластина 135 в целях иллюстрации показана на фиг. 1A в отсоединенном состоянии. Износостойкие пластины 135 и фрикционные клинья (не показаны) работают в качестве амортизаторов, которые предотвращают устойчивые колебания между боковой рамой 100 и надрессорной балкой 200. Каждая износостойкая пластина 135 может быть выполнена из металла. Износостойкие пластины 135 выполнены с возможностью крепления к стороне стойки 120 боковой рамы, которая обращена к надрессорной балке 200 (то есть, стороны надрессорной балки стойки 120 боковой рамы). Износостойкие пластины 135 могут быть прикреплены с помощью сварки и/или крепежных элементов, например, болтов, или соединения болта с гайкой, что обеспечивает возможность удаления износостойких пластин 135. К крепежным элементам доступ может осуществляться либо через рессорный проем 110, либо через проемы между стойками 142.
Возвращаясь к фиг. 1A, каждая буксовая челюсть 105 образует буксовый проем 140, в который устанавливают колесный узел от колесной пары тележки. В частности, каждый буксовый проем 140 может содержать верхнюю стенку 116 буксовой челюсти, наружную вертикальную буксовую щеку 117, внутреннюю вертикальную буксовую щеку 118, и внутреннюю и наружную контактные поверхности 115, известные как упорные выступы, которые находятся в прямом контакте с ответными поверхностями адаптера и колесных узлов. Контактные поверхности 115 определяют выравнивание колесных узлов внутри буксовых проемов 140. Для обеспечения необходимого выравнивания контактные поверхности 115 могут быть очищены во время процесса окончательной обработки для удаления дефектов, оставшихся после процесса литья.
На фиг. 3 показан иллюстративный способ изготовления боковой рамы 100, описанный выше. Операции лучше понять, если обратиться к фиг. 4. На этапе 300 может быть образована литейная форма 400 для изготовления одной или более боковых рам. Со ссылкой на фиг. 4, литейная форма 400 может содержать первую часть или нижнюю полуформу 405 и вторую часть или верхнюю полуформу 410, и, в одном примере, может быть выполнена с возможностью формирования первой боковой рамы 100A и второй боковой рамы 100B. Нижняя полуформа 405 литейной формы 400 содержит полости, образованные по форме стороны 102 нижней полуформы боковых рам 100A и 100B. Верхняя полуформа 410 содержит полости, образованные по форме стороны 103 верхней полуформы боковых рам 100A и 100B. В других случаях литейная форма 400 может быть выполнена с возможностью образования единой боковой рамы 100. В таких случаях первая часть или нижняя полуформа 405 может содержать полость в форме стороны 102 нижней полуформы боковой рамы 100, а вторая часть или верхняя полуформа 410 может содержать полость в форме стороны 103 верхней полуформы боковой рамы 100.
Литейная форма может быть сформирована путем предоставления шаблонов (не показаны), которые определяют свойства стороны 102 нижней полуформы и стороны 103 верхней полуформы соответственно первой боковой рамы 100A и второй боковой рамы 100B. Шаблоны могут дополнительно образовывать один или более литников 415A и 415B для распределения расплавленного материала внутри литейной формы 400. Один или более литников 415A/415B могут располагаться в центральной зоне литейной формы 400 между первой боковой рамой 100A и второй боковой рамой 100B для обеспечения равномерного распределения расплавленного материала по литейной форме 400 во время литья. Например, литники 415A/415B могут располагаться в области литейной формы 400, граничащей с работающим на сжатие элементом 125 каждой из боковых рам.
Дополнительно, в верхнюю полуформу 410 литейной формы 400 может быть вставлен один или более стояков 425. Стояки 425 могут быть изолирующими полыми цилиндрическими конструкциями, которые заполняются расплавленным материалом во время операций литья. Стояки 425 могут располагаться в тех областях литейной формы, которые соответствуют более толстым областям боковой рамы, которые охлаждаются медленнее, чем другие области боковой рамы. Стояки 425 работают в качестве резервуаров расплавленного материала, который компенсирует сжатие, которое происходит в расплавленном материале при охлаждении расплавленного материала, и, таким образом, предотвращают усадку или образование горячих трещин в отлитой боковой раме, которые могли бы возникнуть в противном случае в более толстых областях. Кроме того, стояки, которые в верхней части сообщаются с атмосферой, работают в качестве вентиляционных отверстий, позволяя воздуху и газу в литейной форме выходить во время заливки и заполнения.
Формовочный материал 420 затем укладывают поверх и вокруг шаблона и стояков 425, пока литейная форма не будет заполнена. Формовочный материал 420 может соответствовать скорее химическим или полимерным связующим материалам, таким как фенольный уретан, чем продуктам из сырого песка, используемым в известных операциях литья. Химический связующий материал позволяет выполнять литейные формы с большей точностью и более мелкими деталями. Затем формовочный материал 420 выравнивают и выдерживают для затвердевания. Шаблоны удаляют после того, как формовочный материал 420 отвержден.
На этапе 305 формируют один или более стержневых узлов 430, которые образуют внутреннюю область боковых рам 100А и 100В. Стержневые узлы 430 могут иметь центральный стержень 500.
Вид спереди, снизу и сбоку центрального стержня (который также может называться стержнем надрессорной балки или стержнем рессорного проема) 500 показаны, соответственно, на фиг. 5A, 5B, и 5C, и вид в перспективе центрального стержня 500 показан на фиг. 7. Центральный стержень 500 может быть сформирован с помощью пескодувной стержневой машины и может быть выполнен с возможностью введения в первую часть или нижнюю полуформу 405 литейной формы 400. Центральный стержень 500 может очерчивать в пространстве рессорный проем 110 боковой рамы 100. Центральный стержень 500 может быть изготовлен как одно целое в тех случаях, когда для формирования стержня используют пескодувную стержневую машину. В альтернативных вариантах осуществления центральный стержень 500 может быть изготовлен в виде двух частей (например, верхней полуформы и нижней полуформы). После формирования двух частей, эти части могут быть затем соединены вместе при помощи адгезива, чтобы сформировать центральный стержень 500. В других вариантах осуществления центральный стержень 500 может быть изготовлен из более чем двух частей.
Независимо от используемого способа изготовления, центральный стержень 500 может содержать первую боковую стенку 520, вторую боковую стенку 540, нижнюю стенку 550 и верхнюю стенку 555. Каждая из первой боковой стенки 520, второй боковой стенки 540, нижней стенки 550 и верхней стенки 555 может иметь внутреннюю поверхность 520а, 540а, 550а и 555а, соответственно, и внешнюю поверхность 520b, 540b, 550b и 555b, соответственно. Центральный стержень 500 может также содержать центральную стойку 530, имеющую первую поверхность 530a и вторую поверхность 530b. В центральном стержне 500 может быть образовано одно или более отверстий или полых центральных объемов 510. В одном варианте осуществления центральный стержень 500 может содержать первый полый центральный объем 510a, расположенный между первой боковой стенкой 520 и центральной стойкой 530, и второй полый центральный объем 510b, расположенный между второй боковой стенкой 540 и центральной стойкой 530. Первый полый центральный объем 510a может быть образован внутренними поверхностями 520a, 555a, 530a и 550a, а второй полый центральный объем может быть образован внутренними поверхностями 530a, 555a, 540a, и 550a. Внешние поверхности 520b, 555b, 540b и 550b могут образовывать рессорный проем 110. Внешние поверхности 520b и 540b первой боковой стенки 520 и второй боковой стенки 540, соответственно, могут быть выполнены с возможностью формирования стойки 120 боковой рамы боковой рамы 100.
В альтернативных вариантах осуществления, как показано, например, на фиг. 10, центральный стержень 500 может быть изготовлен без центральной стойки 530. В таких случаях, одна полая центральная стойка 510 может проходить от первой боковой стенки 520 до второй боковой стенки 540.
Каждая из первой боковой стенки 520 и второй боковой стенки 540 может содержать одно или более отверстий или отверстий 560 для штифтового стержня. Отверстия 560 для штифтового стержня могут проходить через боковые стенки 520 и 540. Отверстия 560 для штифтового стержня могут проходить через все боковые стенки 520 и 540 и могут образовывать отверстия как на внутренней (520а, 540а), так и на внешней (520b, 540b) поверхностях боковых стенок 520, 540. Каждое из одного или более отверстий 560 для штифтового стержня может быть выполнено с возможностью приема или взаимодействия со штифтовым стержнем 600 через внутреннюю поверхность 520a, 540a боковых стенок 520 и 540.
Рассматривая теперь штифтовый стержень 600 более подробно, на фиг. 6A, 6B и 6C показан вид спереди, снизу и сбоку штифтового стержня 600, соответственно, и на фиг. 8 показан вид в перспективе штифтового стержня 600. Как обсуждалось выше, штифтовый стержень 600 может быть вставлен через полый объем 510 и в отверстия 560 для штифтового стержня. Штифтовый стержень 600 может содержать три основных участка: первый участок или участок 606 взаимодействия с центральным стержнем; второй участок или участок 608 крепежного отверстия, и третий участок или участок 610 взаимодействия со смежным стержнем.
После того, как штифтовый стержень 600 вставлен в центральный стержень, участок 606 взаимодействия с центральным стержнем, выполнен с возможностью размещения по существу вблизи центрального стержня 500. Участок 606 взаимодействия с центральным стержнем, может быть по существу цилиндрическим, или, в других вариантах осуществления, может быть коническим, образуя форму усеченного конуса. Кроме того, участок 606 взаимодействия с центральным стержнем, может содержать один или более ориентирующих элементов 601. Ориентирующие элементы 601 могут предотвращать неправильную вставку штифтового стержня 600 в центральный стержень 500. Как показано на фиг. 6A – 6C, ориентирующие элементы содержат два боковых гребня 602 и нижний гребень 604. Однако, может быть использовано любое число различных ориентирующих элементов без отступления от данного изобретения. Как показано на фиг. 6A – 6C и фиг. 8 штифтовый стержень 600 может содержать множество боковых гребней 602 и нижний гребень 604, которые выступают наружу от цилиндрического участка или участка в форме усеченного конуса.
Участок 608 крепежного отверстия проходит от участка 606 взаимодействия с центральным стержнем. Участок крепежного отверстия выполнен с возможностью образования крепежного отверстия 133 в стойке 120 боковой рамы готовой боковой рамы 100. Участок 608 крепежного отверстия может иметь по существу цилиндрическую форму и диаметр примерно 0,081 дюйма (0,21 см ) или более 0,75 дюйма (1,91 см).
Участок 610 взаимодействия со смежным стержнем, проходит от участка 608 крепежного отверстия. Участок 610 взаимодействия со смежным стержнем, может быть по существу цилиндрическим или, как показано на фиг. 6A – 6C, может быть коническим, образуя форму усеченного конуса. Участок 610 взаимодействия со смежным стержнем, выполнен с возможностью вставки в смежный стержень, который может действовать для удерживания штифтового стержня 600 на месте. Участок 610 взаимодействия со смежным стержнем, может иметь внутреннюю поверхность 611, которая может быть по существу плоской и иметь по существу круговую или кольцеобразную форму. Таким образом, внутренняя поверхность 611 участка 610 взаимодействия со смежным стержнем, может образовывать на задней стороне стойки боковой рамы по существу плоскую и круговую или кольцеобразную поверхность, соосную с отверстием для болта. Предпочтительно, это может создать плоскую прочную поверхность для установки гайки или шайбы на стойку, обеспечивая более прочное болтовое соединение.
Теперь в первую очередь обратимся к фиг. 9 и 10, где показаны штифтовые стержни 600, вставленные в центральный стержень. Как показано на фиг. 9 и 10 установочные элементы 601 (множество боковых гребней 602 и нижний гребень 604) штифтового стержня 600 могут быть выполнены с возможностью вставки в соответствующие ориентирующие элементы 501 на центральном стержне 500. В некоторых примерах внутренние поверхности 520a, 530a боковых стенок 520 и 540 могут содержать установочные элементы 501, например, прорези в штифтовом стержне, размеры которых соответствуют гребням 602 и 604. Прорези в штифтовом стержне могут быть выполнены с возможностью взаимодействия с боковыми гребнями 602 и нижним гребнем 604 соответствующего штифтового стержня 600, вставленного в отверстие 560 для штифтового стержня. Прорези в штифтовом стержне могут служить для облегчения взаимодействия штифтовых стержней 600 с отверстиями 560 для штифтового стержня. Как будет обсуждаться ниже, после того, как штифтовые стержни 600 находятся на месте, штифтовые стержни 600 могут быть закреплены с помощью адгезива, штифтов и/или песка, уложенного вокруг дальнего конца штифтового стержня 600. Дополнительно, штифтовые стержни могут быть выровнены при помощи стержневого знака или выемки 648 в смежном стержне 650. Предпочтительно коническая форма или форма усеченного конуса участка 610 взаимодействия со смежным стержнем, может предотвращать слишком глубокую вставку штифтового стержня 600 в смежный стержень 650.
В других альтернативных вариантах осуществления на внутренней поверхности первой боковой стенки 520 и второй боковой стенки 540 отверстия 560 для штифтового стержня могут содержать указательные прорези для штифтового стержня. Указательные прорези для штифтового стержня могут быть выполнены с возможностью приема с возможностью вращения одного или более штифтовых стержней 600 во время установки штифтовых стержней. Благодаря вставке путем вращения один или более штифтовых стержней 600 может быть жестко закреплен в отверстиях 560 для штифтового стержня. В таких случаях можно дополнительно использовать адгезив и песчанную забивку, но это не обязательно.
Как показано вначале на фиг. 9, после того, как штифтовый стержень размещен в отверстии 560 для штифтового стержня, участок 606 взаимодействия с центральным стержнем, может быть размещен вблизи центрального стержня 500; участок 610 взаимодействия со смежным стержнем, может быть размещен в выемке 648 в смежном стержне 650, который может быть стержнем буксовой челюсти и проема; и, наконец, участок 608 крепежного отверстия размещен между стержнями 500 и 650.
Штифтовые стержни 600 могут иметь различные формы и/или размеры. например, как показано на фиг. 11, штифтовые стержни могут быть по существу цилиндрическими или стержнеобразными. Кроме того, как показано на фиг. 11, один или более концов штифтового стержня 600 могут быть конической формы.
Возвращаясь к фиг. 3 и со ссылкой на центральный стержень 500 и штифтовые стержни 600, описанные в данном документе, на этапе 310 стержневые узлы 430 вставляют в литейную форму 400. Стержневые узлы 430 могут быть вставлены в первую часть или нижнюю полуформу 405 литейной формы 400.
После того, как центральный стержень 500 размещен в литейной форме, штифтовые стержни 500 могут быть затем вставлены в отверстия 560 для штифтового стержня через полые объемы 510. В некоторых вариантах осуществления штифтовые стержни 600 могут быть приклеены к центральному стержню 500 при помощи адгезива. Использование адгезива может предотвращать смещение, вращение или иное выталкивание одного или более штифтовых стержней 600 из отверстия 560 для штифтового стержня во время заливки расплавленного материала в литейную форму 500. В некоторых вариантах осуществления, после того, как штифтовые стержни 500 установлены в отверстиях для штифтового стержня, поверх отверстий 560 для штифтового стержня может быть уложен песок для предотвращения выталкивания штифтовых стержней из отверстия 560 для штифтового стержня во время заливки расплавленного материала в литейную форму 500.
После того, как стержни находятся на месте, вторая часть или верхняя полуформа 410 могут быть размещены над нижней полуформой 405 и прикреплены к нижней полуформе 405 при помощи зажимов, ремней, клея или груза и тому подобного. С этой целью, в нижней полуформе 405 и верхней полуформе 410 могут быть сформированы установочные элементы, чтобы обеспечить точное выравнивание соответствующих частей. На этапе 315 расплавленный материал, например, расплавленная сталь, может быть затем залит в литейную форму 400 при помощи литников 415A и 415B. Расплавленный материал затем течет через литейную форму 400 в пространство между литейной формой 400 и стержневыми сборками 430. На этапе 320 литейную форму 400 удаляют от боковых рам 100A и 100B и боковые рамы подвергают окончательной обработке.
Один или более полых центральных объемов 510 предпочтительно могут обеспечить преимущества. Например, полые центральные объемы 510 могут служить для уменьшения общего веса центрального стержня 500. В некоторых вариантах осуществления общий вес центрального стержня 500 может быть уменьшен на от примерно 25% до примерно 40%, или по меньшей мере на 25%, или по меньшей мере на 33% по сравнению с известными центральными стержнями. В некоторых вариантах осуществления центральный стержень 500 может весить примерно 150 фунтов (68,04 кг) или менее примерно 175 фунтов (79,38 кг). Кроме того, в некоторых вариантах осуществления отверстия 560 для штифтового стержня могут быть использованы в качестве стыковочных узлов для оборудования или для захвата пользователями центрального стержня 500 при установке центрального стержня 500 в литейную форму 400. Кроме того, в некоторых вариантах осуществления один или более полых центральных объемов 510 может обеспечивать повышенную разрушаемость центрального стержня 500 по сравнению с обычными центральными стержнями. Повышенная разрушаемость может обеспечить легкое удаление центрального стержня 500 после того, как изготовление боковой рамы 100 завершено. Кроме того, повышенная разрушаемость стержня может уменьшить дефекты отливки и повысить стабильность размеров готовой боковой рамы. Как известно, при остывании боковой рамы она сжимается. Повышенная разрушаемость может уменьшать напряжения в углах верхнего рессорного проема и нижнего рессорного проема. Кроме того, повышенная разрушаемость может снижать вероятность возникновения горячих трещин, что может повышать прочность боковой рамы. Кроме того, более надежное разрушение в области надрессорной балки обеспечивает более точный контроль размеров и параллельности стоек.
Хотя предмет изобретения был описан на языке, характерном для структурных признаков и/или методологических действий, следует понимать, что предмет изобретения, определенный в прилагаемой формуле изобретения, не обязательно ограничен конкретными признаками или действиями, описанными выше. Скорее, конкретные признаки и действия, описанные выше, раскрыты как примерные формы реализации формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕЛЕЖКА ДВУХОСНАЯ ТРЕХЭЛЕМЕНТНАЯ ГРУЗОВЫХ ВАГОНОВ ЖЕЛЕЗНЫХ ДОРОГ И СПОСОБ ПОСТРОЕНИЯ ТИПОРАЗМЕРНОГО РЯДА ТЕЛЕЖЕК | 2015 |
|
RU2608205C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВОЙ РАМЫ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА | 2017 |
|
RU2667016C1 |
| ТЕЛЕЖКА ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА С ПЕРЕХОДНИКОМ ПОДШИПНИКА | 2009 |
|
RU2423263C2 |
| ТЕЛЕЖКА ГРУЗОВОГО ВАГОНА И ГРУЗОВОЙ ВАГОН | 2010 |
|
RU2514982C2 |
| ФРИКЦИОННЫЙ КЛИН ТЕЛЕЖКИ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2018 |
|
RU2674220C1 |
| ДВУХОСНАЯ ТЕЛЕЖКА ДЛЯ СКОРОСТНОГО ГРУЗОВОГО ВАГОНА | 2022 |
|
RU2783251C1 |
| БОКОВАЯ РАМА ДЛЯ ЖЕЛЕЗНОДОРОЖНОЙ ТЕЛЕЖКИ И СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВОЙ РАМЫ | 2017 |
|
RU2718205C1 |
| ФРИКЦИОННЫЙ КЛИН ТЕЛЕЖКИ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2018 |
|
RU2677959C1 |
| ТЕЛЕЖКА ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА, БОКОВАЯ РАМА И НАДРЕССОРНАЯ БАЛКА ТЕЛЕЖКИ ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 2007 |
|
RU2373091C2 |
| РАМНАЯ БОКОВИНА И НАДРЕССОРНАЯ БАЛКА ДЛЯ ЖЕЛЕЗНОДОРОЖНОЙ ТЕЛЕЖКИ, А ТАКЖЕ СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2620835C2 |










Изобретение относится к литейному производству. Центральный стержень (500) для образования рессорного проема (110) боковой рамы тележки железнодорожного вагона содержит первую (520) и вторую (540) боковые стенки, верхнюю стенку (555), нижнюю стенку (550) и центральную стойку (530). Центральная стойка (530) расположена между первой и второй боковыми стенками, от верхней до нижней стенки. Внешние поверхности боковых, верхней и нижней стенок задают рессорный проем. Внутренние поверхности стенок образуют по меньшей мере одно отверстие. В первой боковой стенке выполнено по меньшей мере одно отверстие (560) для приема первого штифтового стержня, а во второй – для второго штифтового стержня, используемых при образовании крепежных отверстий первой и второй стоек боковой рамы. Отверстия (560) используют для стыковочных узлов и для захвата стержня при его установке в литейную форму. Образование более одного полого центрального объема (510) позволяет уменьшить вес стержня, обеспечить повышение его разрушаемости, что облегчает удаление стержня из литейной формы при снижении образования горячих трещин в отлитой боковой раме. 3 н. и 17 з.п. ф-лы, 11 ил.
1. Центральный стержень для изготовления боковой рамы кузова вагона, содержащей рессорный проем, выполненный с возможностью приема наружного конца надрессорной балки, содержащий:
первую боковую стенку, имеющую внутреннюю поверхность и внешнюю поверхность;
вторую боковую стенку, имеющую внутреннюю поверхность и внешнюю поверхность;
верхнюю стенку, имеющую внутреннюю поверхность и внешнюю поверхность;
нижнюю стенку, имеющую внутреннюю поверхность и внешнюю поверхность;
центральную стойку, расположенную между первой боковой стенкой и второй боковой стенкой, которая проходит между верхней стенкой и нижней стенкой;
причем внешние поверхности первой боковой стенки, второй боковой стенки, верхней стенки и нижней стенки задают рессорный проем, а внутренние поверхности первой боковой стенки, второй боковой стенки, верхней стенки и нижней стенки образуют по меньшей мере одно отверстие,
причем первая боковая стенка содержит по меньшей мере одно отверстие, выполненное с возможностью приема первого штифтового стержня, а вторая боковая стенка содержит по меньшей мере одно отверстие, выполненное с возможностью приема второго штифтового стержня.
2. Центральный стержень по п. 1, в котором центральная стойка по существу параллельна первой боковой стенке и второй боковой стенке.
3. Центральный стержень по п. 2, в котором центральная стойка расположена по существу по центру между первой боковой стенкой и второй боковой стенкой.
4. Центральный стержень по п. 1, в котором первая боковая стенка содержит два отверстия, выполненных с возможностью приема первого штифтового стержня и третьего штифтового стержня, а вторая боковая стенка содержит два отверстия, выполненных с возможностью приема второго штифтового стержня и четвертого штифтового стержня.
5. Система для изготовления боковой рамы кузова вагона, содержащей рессорный проем, выполненный с возможностью приема наружного конца надрессорной балки, содержащая:
центральный стержень, содержащий первую боковую стенку, имеющую внутреннюю поверхность и внешнюю поверхность, и по меньшей мере одно отверстие, проходящее между внутренней поверхностью и внешней поверхностью, вторую боковую стенку, имеющую внутреннюю поверхность и внешнюю поверхность, и по меньшей мере одно отверстие, проходящее между внутренней поверхностью и внешней поверхностью, верхнюю стенку, имеющую внутреннюю поверхность и внешнюю поверхность, нижнюю стенку, имеющую внутреннюю поверхность и внешнюю поверхность, центральную стойку, расположенную между первой боковой стенкой и второй боковой стенкой, которая проходит между верхней стенкой и нижней стенкой;
по меньшей мере первый штифтовый стержень, выполненный с возможностью взаимодействия с указанным по меньшей мере одним отверстием в первой боковой стенке; и
по меньшей мере второй штифтовый стержень, выполненный с возможностью взаимодействия с указанным по меньшей мере одним отверстием во второй боковой стенке;
причем внешние поверхности первой боковой стенки, второй боковой стенки, верхней стенки и нижней стенки задают рессорный проем, а внутренние поверхности первой боковой стенки, второй боковой стенки, верхней стенки и нижней стенки образуют по меньшей мере один полый объем.
6. Система по п. 5, в которой каждый из первого и второго штифтовых стержней также взаимодействует со стержнем, смежным с центральным стержнем.
7. Система по п. 6, в которой центральная стойка по существу параллельна первой боковой стенке и второй боковой стенке.
8. Система по п. 7, в которой центральная стойка по существу расположена по центру между первой боковой стенкой и второй боковой стенкой.
9. Система по п. 6, содержащая:
первое отверстие в первой боковой стенке, проходящее между внутренней поверхностью и внешней поверхностью первой боковой стенки;
второе отверстие в первой боковой стенке, проходящее между внутренней поверхностью и внешней поверхностью первой боковой стенки;
третье отверстие во второй боковой стенке, проходящее между внутренней поверхностью и внешней поверхностью второй боковой стенки;
четвертое отверстие во второй боковой стенке, проходящее между внутренней поверхностью и внешней поверхностью второй боковой стенки;
первый штифтовый стержень, взаимодействующий с первым отверстием;
второй штифтовый стержень, взаимодействующий со вторым отверстием;
третий штифтовый стержень, взаимодействующий с третьим отверстием; и
четвертый штифтовый стержень, взаимодействующий с четвертым отверстием.
10. Система по п. 6, в которой первый и второй штифтовые стержни имеют по существу цилиндрическую форму.
11. Система по п. 6, в которой каждый из первого и второго штифтовых стержней содержит:
участок взаимодействия с центральным стержнем, выполненный с возможностью взаимодействия с центральным стержнем;
участок крепежного отверстия, выполненный с возможностью образования крепежного отверстия в готовой боковой раме; и
участок взаимодействия со смежным стержнем, выполненный с возможностью взаимодействия со стержнем, смежным с центральным стержнем.
12. Система по п. 11, в которой участок взаимодействия с центральным стержнем и участок взаимодействия со смежным стержнем имеют форму по существу усеченного конуса.
13. Система по п. 11, в которой участок крепежного отверстия имеет по существу цилиндрическую форму.
14. Система по п. 6, в которой каждый из первого и второго штифтовых стержней содержит по меньшей мере один ориентирующий элемент.
15. Система по п. 14, в которой указанный по меньшей мере один ориентирующий элемент содержит первый боковой гребень, второй боковой гребень и нижний гребень.
16. Способ изготовления боковой рамы кузова вагона, содержащей рессорный проем, выполненный с возможностью приема наружного конца надрессорной балки, включающий:
предоставление первой части литейной формы;
вставку центрального стержня в первую часть литейной формы, при этом центральный стержень содержит:
первую боковую стенку, имеющую внутреннюю поверхность и внешнюю поверхность, и по меньшей мере одно отверстие, проходящее между внутренней поверхностью и внешней поверхностью;
вторую боковую стенку, имеющую внутреннюю поверхность и внешнюю поверхность, и по меньшей мере одно отверстие, проходящее между внутренней поверхностью и внешней поверхностью;
верхнюю стенку, имеющую внутреннюю поверхность и внешнюю поверхность;
нижнюю стенку, имеющую внутреннюю поверхность и внешнюю поверхность;
центральную стойку, расположенную между первой боковой стенкой и второй боковой стенкой, которая проходит между верхней стенкой и нижней стенкой;
причем внешние поверхности первой боковой стенки, второй боковой стенки, верхней стенки и нижней стенки задают рессорный проем, а внутренние поверхности первой боковой стенки, второй боковой стенки, верхней стенки и нижней стенки образуют по меньшей мере один полый объем;
вставку первого штифтового стержня через указанный по меньшей мере один полый объем в указанное по меньшей мере одно отверстие в первой боковой стенке и введение во взаимодействие первого штифтового стержня со стержнем, смежным с центральным стержнем;
вставку второго штифтового стержня через указанный по меньшей мере один полый объем в указанное по меньшей мере одно отверстие во второй боковой стенке и введение во взаимодействие второго штифтового стержня со стержнем, смежным с центральным стержнем; и
заливку в литейную форму расплавленного металла.
17. Способ по п. 16, включающий:
вставку третьего штифтового стержня через указанный по меньшей мере один полый объем в третье отверстие в первой боковой стенке; и
вставку четвертого штифтового стержня через указанный по меньшей мере один полый объем в четвертое отверстие во второй боковой стенке.
18. Способ по п. 17, включающий выравнивание ориентирующего элемента каждого из штифтовых стержней с ориентирующим элементом каждого из соответствующих отверстий.
19. Способ по п. 18, включающий закрепление каждого из штифтовых стержней в соответствующем отверстии с использованием адгезива.
20. Способ по п. 18, включающий закрепление каждого из штифтовых стержней в соответствующем отверстии путем уплотнения песка вблизи дальнего конца каждого из штифтовых стержней.
| Способ эксплуатации электролизеровдля пОлучЕНия АлюМиНия | 1979 |
|
SU852975A1 |
| US 5481986 A1, 09.01.1996 | |||
| ФОРМОВАНИЕ ПРЕСС-ФОРМЫ ДЛЯ СТАЛЬНОГО ЛИТЬЯ | 2014 |
|
RU2583202C2 |
| RU 2012156919 A, 27.06.2014. | |||

