Область техники
Настоящее изобретение относится к способу формования пресс-формы для отливки стальных изделий, в частности, к способу формования пресс-формы для использования в производстве стальных отливок, таких как надрессорные балки, боковины, автосцепки, тяговые хомуты, тяговые балки и сопутствующие детали тележек грузовых железнодорожных вагонов.
Уровень техники
Как правило, указанные стальные отливки для элементов тележек грузовых железнодорожных вагонов представляют собой цельнолитые детали. Обычно сталь, из которой состоят указанные стальные отливки, отливается в сырые литейные формы. Формование таких сырых литейных форм осуществляется, в основном, путем вдувания и прессования под давлением сырой формовочной смеси, связующим веществом в которой выступает глина, в нижнюю или верхнюю половину модели, которая располагается в опоке, с помощью пескомета. В альтернативном варианте указанная опока охватывает нижнюю или верхнюю половину модели; затем в опоку подается сырая формовочная смесь, после чего опока встряхивается для отверждения указанной сырой формовочной смеси в нижней или верхней половине модели в указанной опоке.
Основной недостаток формования половинок пресс-формы, используемой при отливке указанных стальных деталей, заключается в том, что собранная пресс-форма для отливки надрессорной балки, состоящая из нижней половины и верхней половины, содержит свыше 4000 фунтов сырой формовочной смеси, не считая стержней, которые вставляются в нижнюю половину перед установкой на нее верхней половины при сборке отливочной пресс-формы. Такой большой объем сырой формовочной смеси необходимо извлечь после заливки расплавленной стали в пресс-форму для изготовления надрессорной балки с тем, чтобы эту смесь можно было повторно использовать для формования следующей отливочной формы. Такое же количество смеси необходимо и для отливки боковины или тяговой балки, хотя для отливки корпуса или тягового хомута автосцепки требуется меньшее, но тоже значительное, количество смеси. Переработка такого большого объема смеси занимает много времени и обходится недешево.
Соответственно, цель настоящего изобретения заключается в создании более эффективного способа формования пресс-формы, используемой для отливки стальных надрессорных балок, боковин, автосцепок, тяговых хомутов, тяговых балок и иных стальных литых деталей для тележек грузовых железнодорожных вагонов.
Еще одна цель настоящего изобретения заключается в обеспечении заведомо более точных размеров стальных надрессорных балок, боковин, автосцепок, тяговых хомутов, тяговых балок и иных стальных литых деталей для тележек грузовых железнодорожных вагонов за счет применения опоки многократного использования с отвержденным слоем песка с полимерной смолой, сформованного под модель.
Сущность изобретения
Настоящее изобретение направлено на создание более эффективного способа формования пресс-формы для отливки стальных надрессорных балок, боковин, автосцепок, тяговых хомутов, тяговых балок и иных стальных литых деталей для тележек грузовых железнодорожных вагонов, обеспечивающего более точные конечные размеры указанных деталей.
Нижняя половина опоки для формования пресс-формы, предназначенной для отливки стальных надрессорных балок, боковин, автосцепок, тяговых хомутов, тяговых балок и иных стальных литых деталей для тележек грузовых железнодорожных вагонов, формуется за счет использования модели отливки для нижней половины стальной литой детали. Отпечаток модели отливки нижней половины детали с минимальным припуском и формой, близкой к окончательной, формуется в нижней опоке. Объем отпечатка с минимальным припуском и формой, близкой к окончательной, сформованного в нижней половине опоки, превышает объем модели для нижней половины детали на заранее рассчитанную величину, которая составляет обычно 3-15 процентов от объема модели отливки для нижней половины детали.
Подобным же образом, верхняя половина опоки для формования пресс-формы, предназначенной для отливки стальных надрессорных балок, боковин, автосцепок, тяговых хомутов, тяговых балок и иных стальных литых деталей для тележек грузовых железнодорожных вагонов, формуется за счет использования модели отливки для верхней половины стальной литой детали. Отпечаток модели отливки верхней половины детали с минимальным припуском и формой, близкой к окончательной, формуется в верхней опоке. Объем отпечатка с минимальным припуском и формой, близкой к окончательной, сформованного в верхней половине опоки, превышает объем модели верхней половины детали на заранее рассчитанную величину, которая составляет обычно 3-15 процентов от объема модели верхней половины детали.
Такие опоки выполняются обычно из литой стали, и представляют собой монолитную конструкцию. Однако они могут состоять из двух, трех и даже четырех частей, соединенных друг с другом сваркой или болтами. Следовательно, при преждевременном износе одной из частей она может быть заменена без разборки всей опоки в целом.
Нижняя опока, в которой сформован отпечаток модели отливки нижней части детали с минимальным припуском и формой, близкой к окончательной, используется в качестве основы для нижней половины фактической модели стальной литой детали, которая помещается сверху. Между нижней половиной фактической модели стальной литой детали и отпечатком в нижней опоке с минимальным припуском и формой, близкой к окончательной, образуется зазор ли отверстие. Следует понимать, что выбор между вариантами установки, т.е. накладывать ли нижнюю половину фактической модели на нижнюю опоку или нижнюю опоку располагать сверху нижней половины фактической модели, зависит от конструктивного решения или технологии производства.
После установки нижней половины модели на нижнюю опоку, нижняя опока и нижняя половина модели, составляющие одно целое, помещаются в пескоструйный аппарат. В плите или опорной конструкции нижней половины модели предусмотрены отверстия, которые проходят также через нижнюю половину модели. Пескоструйный аппарат используется для вдувания песка с полимерной смолой через указанные отверстия с целью заполнения пространства, образованного между нижней половиной модели и отпечатком в нижней опоке с минимальным припуском и формой, близкой к окончательной. Толщина слоя такого песка с полимерной смолой рассчитана таким образом, чтобы можно было залить расплавленную сталь для создания литой стальной детали, не повреждая нижнюю опоку. Толщина слоя песка обычно составляет 0,5-1,5 дюйма (1,2-3,7 см) и выше.
Верхняя опока, в которой сформован отпечаток модели отливки верхней части детали с минимальным припуском и формой, близкой к окончательной, используется в качестве основы для верхней половины фактической модели стальной литой детали, которая помещается сверху. Между верхней половиной фактической модели стальной литой детали и отпечатком в верхней опоке с минимальным припуском и формой, близкой к окончательной, образуется зазор ли отверстие. Следует понимать, что выбор между вариантами установки, т.е. накладывать ли верхнюю половину фактической модели на верхнюю опоку или верхнюю опоку располагать сверху верхней половины фактической модели, зависит от конструктивного решения или технологии производства.
После установки верхней половины модели на верхней опоке, верхняя опока и верхняя половина модели, составляющие одно целое, помещаются в пескоструйный аппарат. В плите или опорной конструкции верхней половины модели предусмотрены отверстия, которые проходят также через верхнюю половину модели. Пескоструйный аппарат используется для вдувания песка с полимерной смолой через указанные отверстия с целью заполнения пространства, образованного между верхней половиной модели и отпечатком с минимальным припуском и формой, близкой к окончательной, сформованным в верхней опоке. Толщина слоя такого песка с полимерной смолой рассчитана таким образом, чтобы можно было залить расплавленную сталь для создания литой стальной детали, не повреждая верхнюю опоку. Толщина слоя песка обычно составляет 0,5-1,5 дюйма (1,2-3,7 см) и выше.
Затем в нижнюю опоку через нижнюю половину модели вдувается под давлением газ-катализатор для отверждения песка с полимерной смолой, заполняющего пространство между нижней половиной модели и отпечатком с минимальным припуском и формой, близкой к окончательной, сформованным в нижней опоке. Подобным же образом газ-катализатор вдувается под давлением через верхнюю половину модели для отверждения слоя песка с полимерной смолой, сформованного между верхней половиной модели и отпечатком в верхней опоке с минимальным припуском и формой, близкой к окончательной.
Затем модели извлекаются, как из нижней, так и из верхней опоки, вследствие чего в нижней опоке остается нижняя половина пресс-формы, сформованная в нижней опоке отвержденным смолой песком, который заполняет собой пространство в нижней опоке с формой, близкой к окончательной. Подобным же образом создается верхняя половина пресс-формы, которая формуется в верхней опоке отвержденным смолой песком, заполняющим собой пространство в верхней опоке с формой, близкой к окончательной.
Затем в нижнюю опоку вставляется один или несколько стержней, как того требует конструктивное решение в отношении стальной отливки. После этого верхняя опока фиксируется на нижней опоке со стержнями, в результате чего образуется собранная пресс-форма, готовая к заливке расплавленной стали с целью отливки стальной литой детали, используемой в тележках грузовых железнодорожных вагонов.
Краткое описание чертежей
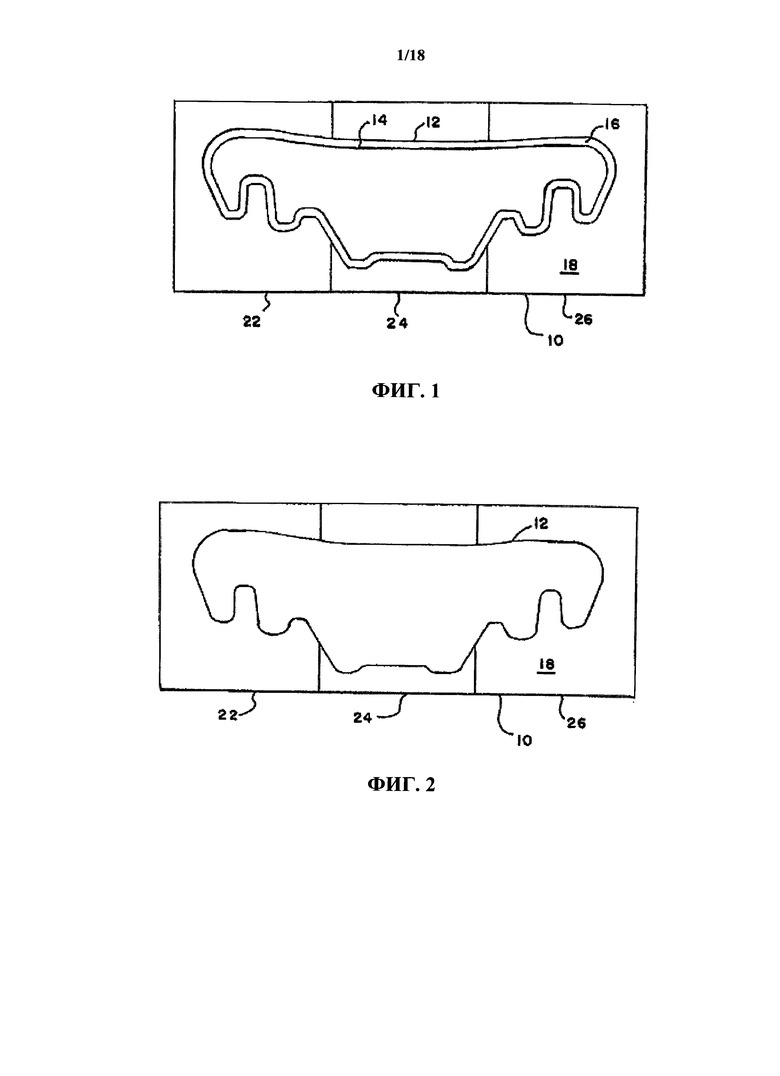
На Фиг.1 представлен вид сверху нижней половины пресс-формы для отливки боковины, сформованной в нижней опоке согласно варианту осуществления настоящего изобретения;
На Фиг.2 представлен вид сверху нижней опоки для отливки боковины со сформованным в ней отпечатком нижней половины модели боковины с минимальным припуском и формой, близкой к окончательной, согласно варианту осуществления настоящего изобретения;
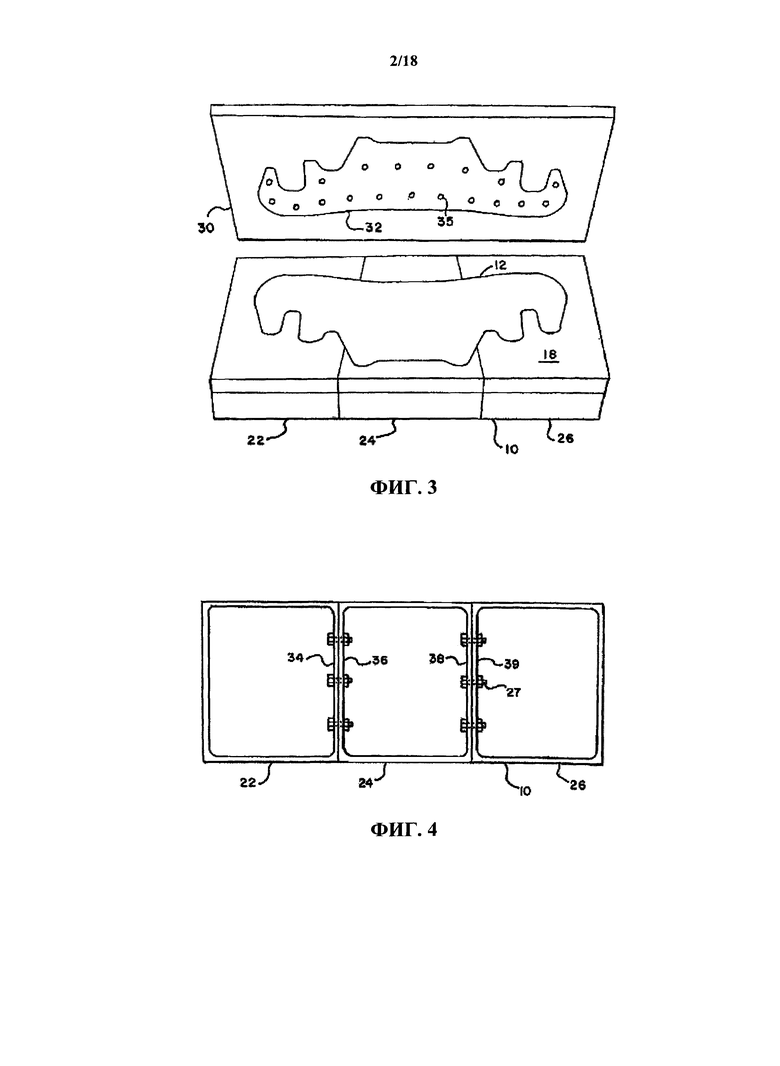
На Фиг.3 показано перспективное изображение нижней части модели боковины над нижней опокой со сформованным в ней отпечатком нижней половины модели боковины с минимальным припуском и формой, близкой к окончательной, согласно варианту осуществления настоящего изобретения;
На Фиг.4 показана нижняя часть нижней опоки для отливки боковины согласно варианту осуществления настоящего изобретения;
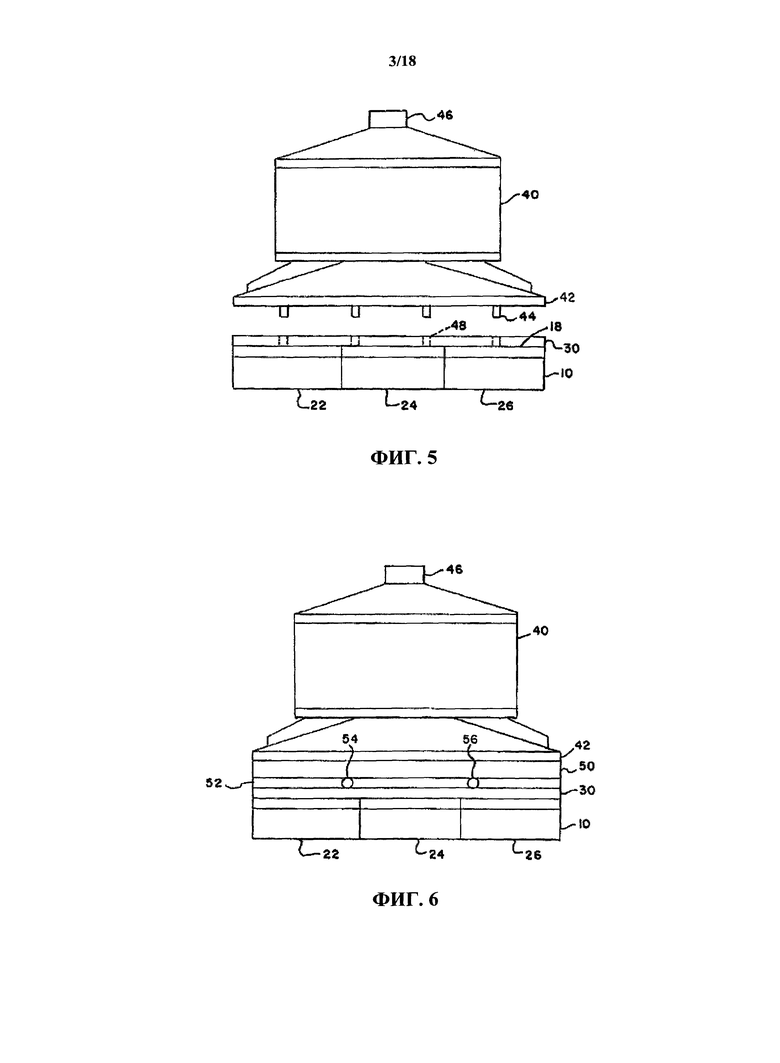
На Фиг.5 представлен вид сбоку нижней части модели боковины в пескоструйном аппарате над нижней опокой согласно варианту осуществления настоящего изобретения;
На Фиг.6 представлен вид сбоку газонагнетательной плиты в пескоструйном аппарате, расположенной на нижней половине модели боковины, расположенной на нижней опоке, согласно варианту осуществления настоящего изобретения;
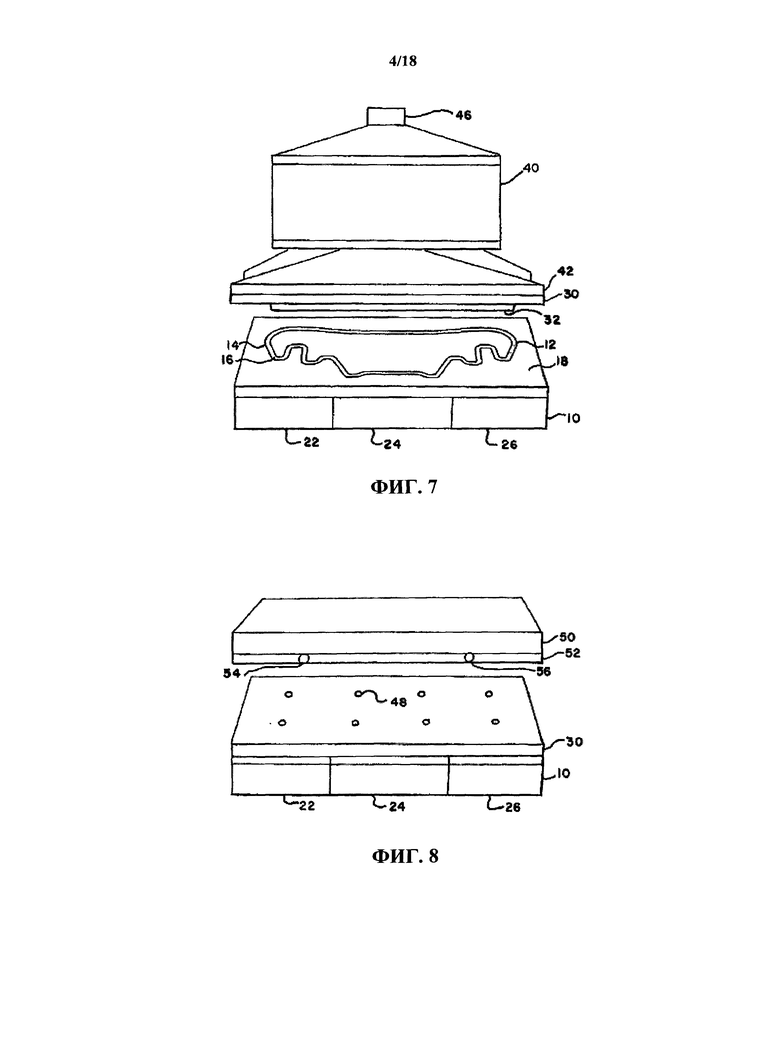
На Фиг.7 показано перспективное изображение нижней части модели боковины в пескоструйном аппарате над нижней опокой после вдувания формовочной смеси и газа-катализатора для формования нижней половины пресс-формы для отливки боковины в нижней опоке согласно варианту осуществления настоящего изобретения;
На Фиг.8 показано перспективное изображение газонагнетательной плиты над нижней половиной модели боковины, расположенной на нижней опоке, согласно варианту осуществления настоящего изобретения;
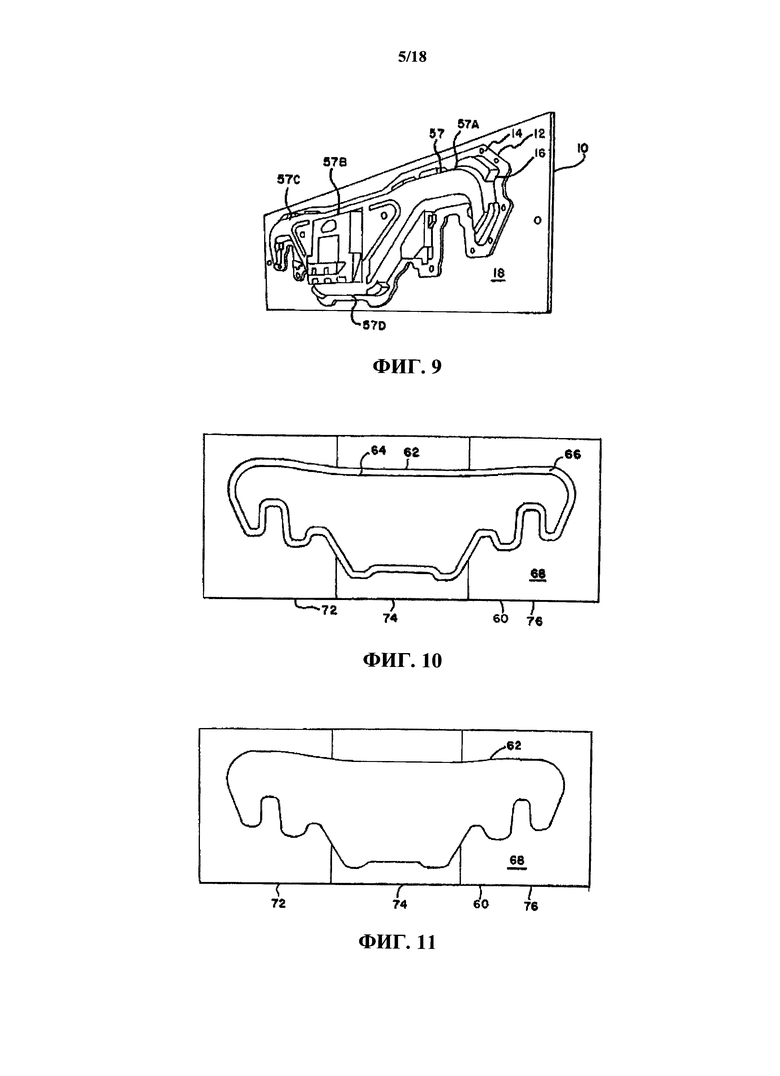
На Фиг.9 показано перспективное изображение нижней половины пресс-формы для отливки боковины в нижней опоке с установленными стержнями согласно варианту осуществления настоящего изобретения;
На Фиг.10 представлен вид сверху верхней половины пресс-формы для отливки боковины, сформованной в верхней опоке, согласно варианту осуществления настоящего изобретения;
На Фиг.11 представлен вид сверху верхней опоки для отливки боковины со сформованным в ней отпечатком верхней половины модели боковины с минимальным припуском и формой, близкой к окончательной, согласно варианту осуществления настоящего изобретения;
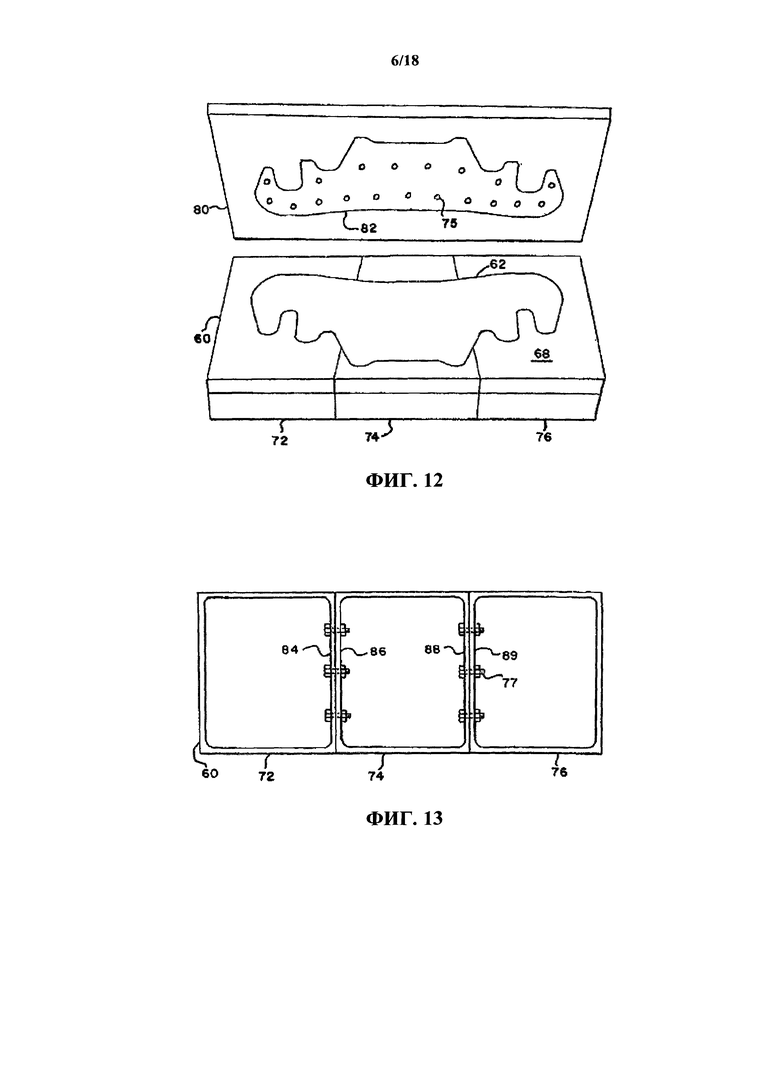
На Фиг.12 показано перспективное изображение верхней половины модели боковины над верхней опокой со сформованным в ней отпечатком верхней половины модели боковины с минимальным припуском и формой, близкой к окончательной, согласно варианту осуществления настоящего изобретения;
На Фиг.13 показана нижняя часть верхней опоки для отливки боковины согласно варианту осуществления настоящего изобретения;
На Фиг.14 представлен вид сбоку верхней части модели боковины в пескоструйном аппарате над верхней опокой согласно варианту осуществления настоящего изобретения;
На Фиг.15 представлен вид сбоку газонагнетательной плиты в пескоструйном аппарате, расположенной на верхней половине модели боковины, расположенной на верхней опоке, согласно варианту осуществления настоящего изобретения;
На Фиг.16 показано перспективное изображение верхней части модели боковины в пескоструйном аппарате над верхней опокой после вдувания формовочной смеси и газа-катализатора для формования верхней половины пресс-формы для отливки боковины в верхней опоке согласно варианту осуществления настоящего изобретения;
На Фиг.17 показано перспективное изображение газонагнетательной плиты над верхней половиной модели боковины согласно варианту осуществления настоящего изобретения,
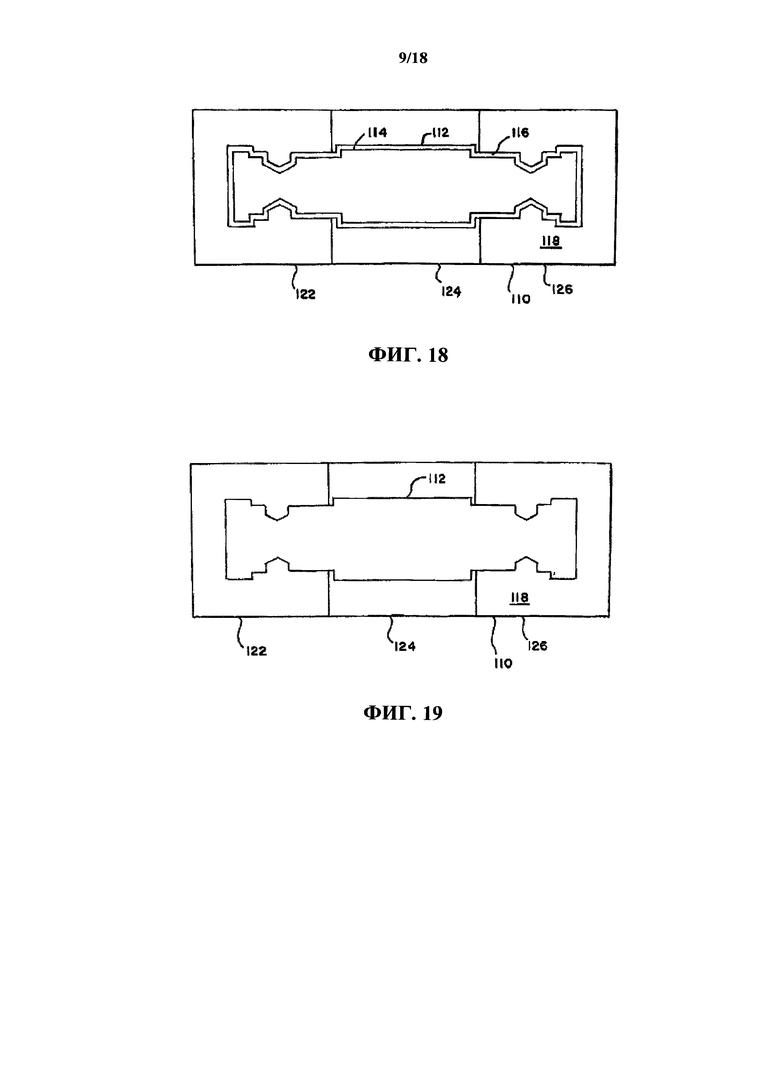
На Фиг.18 представлен вид сверху нижней части пресс-формы для надрессорной балки, сформованной в нижней опоке, согласно варианту осуществления настоящего изобретения;
На Фиг.19 представлен вид сверху нижней опоки для отливки надрессорной балки со сформованным в ней отпечатком нижней половины модели надрессорной балки с минимальным припуском и формой, близкой к окончательной, согласно варианту осуществления настоящего изобретения;
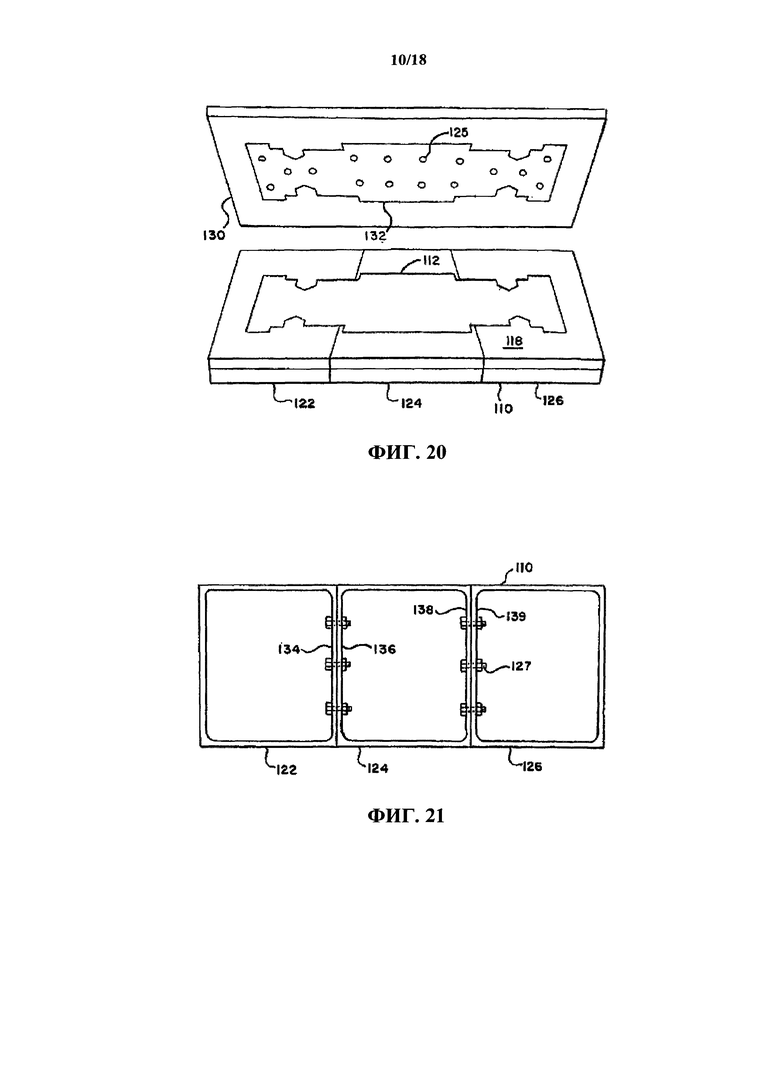
На Фиг.20 показано перспективное изображение нижней части модели надрессорной балки над нижней опокой со сформованным в ней отпечатком нижней половины модели с минимальным припуском и формой, близкой к окончательной, согласно варианту осуществления настоящего изобретения;
На Фиг.21 показана нижняя часть нижней опоки для отливки надрессорной балки согласно варианту осуществления настоящего изобретения;
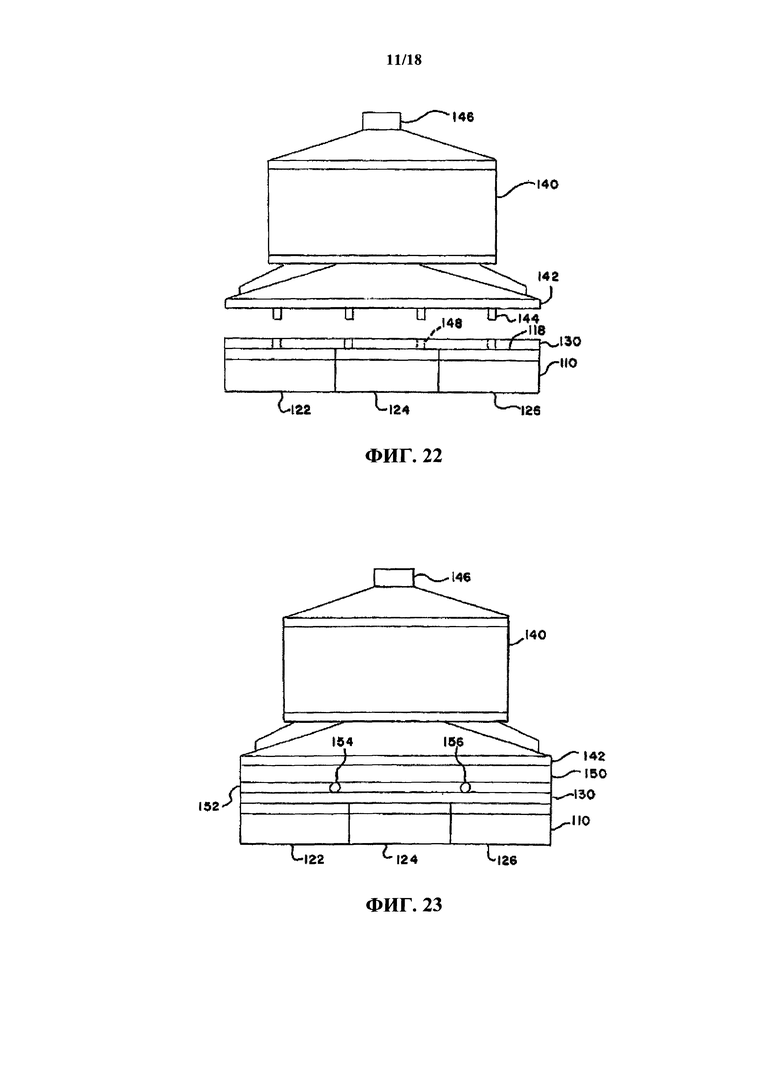
На Фиг.22 представлен вид сбоку нижней половины модели надрессорной балки в пескоструйном аппарате над нижней опокой согласно варианту осуществления настоящего изобретения;
На Фиг.23 представлен вид сбоку газонагнетательной плиты в пескоструйном аппарате, расположенной на нижней половине модели надрессорной балки, расположенной на нижней опоке, согласно варианту осуществления настоящего изобретения;
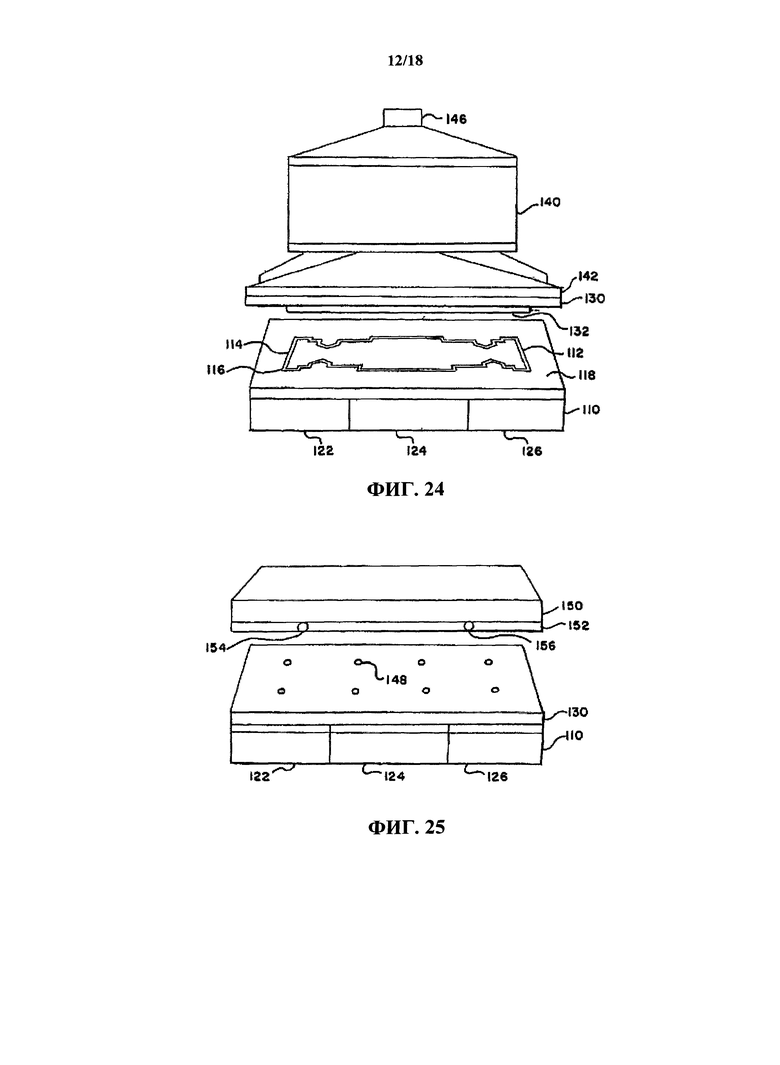
На Фиг.24 показано перспективное изображение нижней части модели надрессорной балки в пескоструйном аппарате над нижней опокой после вдувания формовочной смеси и газа-катализатора для формования нижней половины модели надрессорной балки в нижней опоке согласно варианту осуществления настоящего изобретения;
На Фиг.25 показано перспективное изображение газонагнетательной плиты над нижней половиной модели надрессорной балки в нижней опоке согласно варианту осуществления настоящего изобретения;
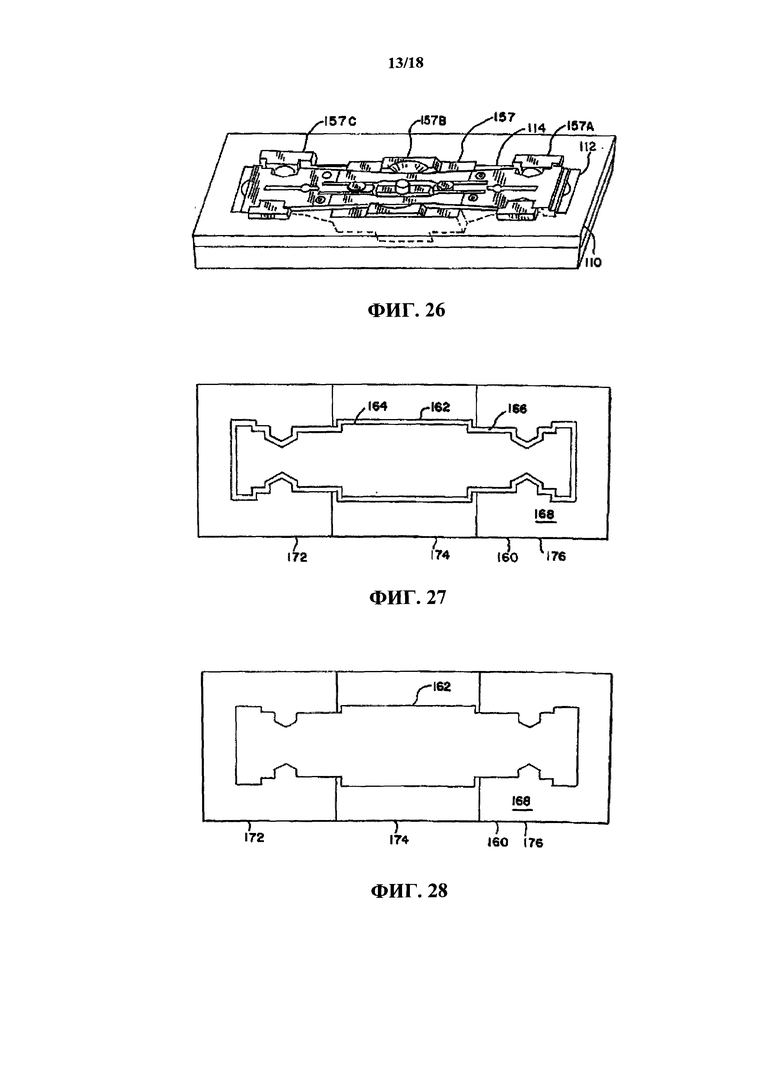
На Фиг.26 показано перспективное изображение нижней половины пресс-формы для надрессорной балки в нижней опоке с установленными стержнями согласно варианту осуществления настоящего изобретения;
На Фиг.27 представлен вид сверху верхней части пресс-формы для надрессорной балки в верхней опоке согласно варианту осуществления настоящего изобретения;
На Фиг.28 представлен вид сверху верхней опоки для отливки надрессорной балки со сформованным в ней отпечатком верхней половины модели с минимальным припуском и формой, близкой к окончательной, согласно варианту осуществления настоящего изобретения;
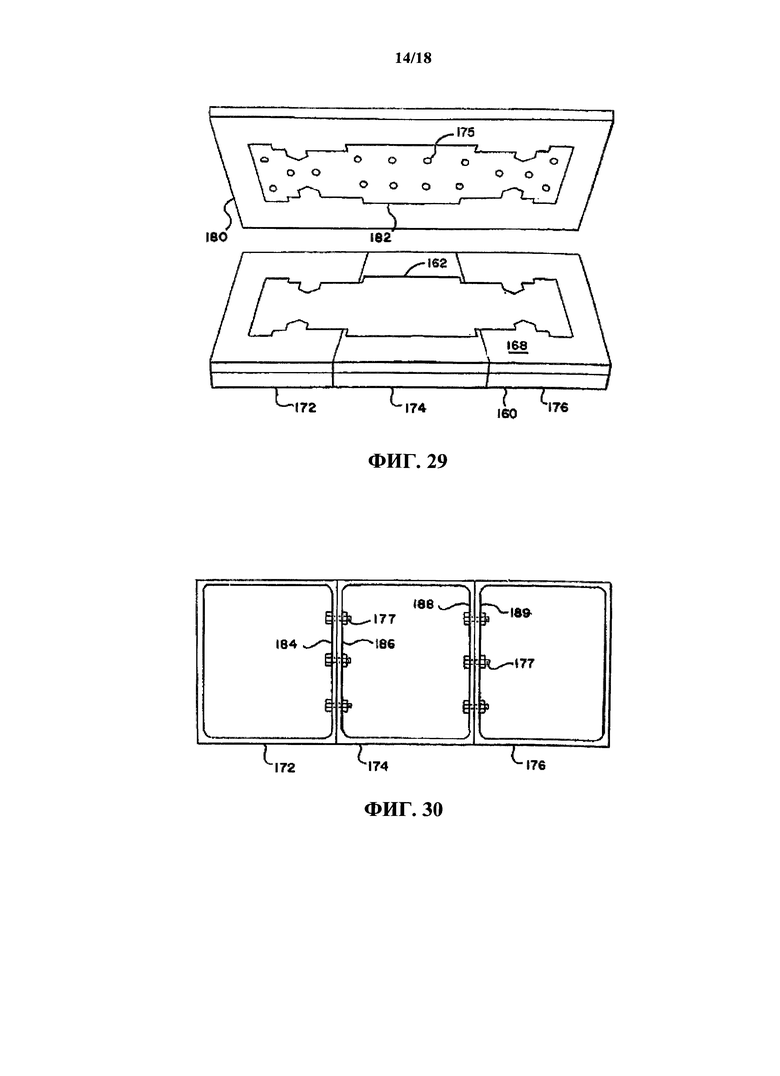
На Фиг.29 показано перспективное изображение верхней половины модели надрессорной балки над верхней опокой со сформованным в ней отпечатком верхней половины модели с минимальным припуском и формой, близкой к окончательной, согласно варианту осуществления настоящего изобретения;
На Фиг.30 показана нижняя часть верхней опоки для отливки надрессорной балки согласно варианту осуществления настоящего изобретения;
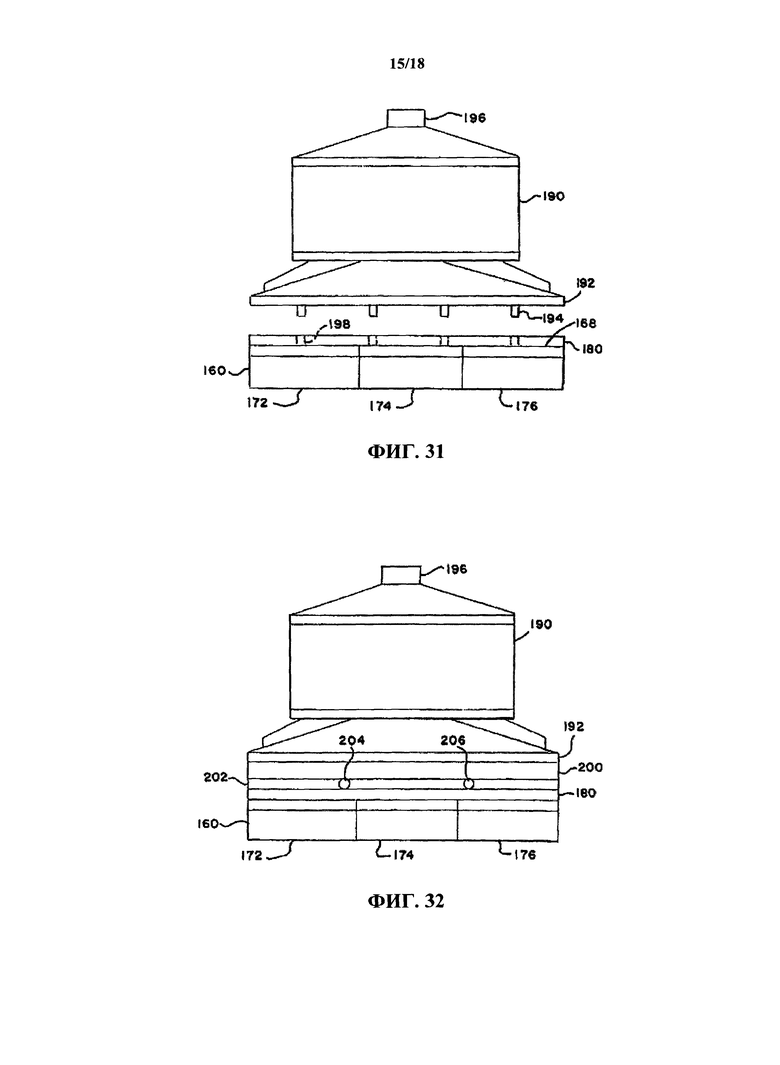
На Фиг.31 представлен вид сбоку верхней половины модели надрессорной балки в пескоструйном аппарате над верхней опокой согласно варианту осуществления настоящего изобретения;
На Фиг.32 представлен вид сбоку газонагнетательной плиты в пескоструйном аппарате, расположенной на верхней половине модели надрессорной балки, расположенной на верхней опоке, согласно варианту осуществления настоящего изобретения;
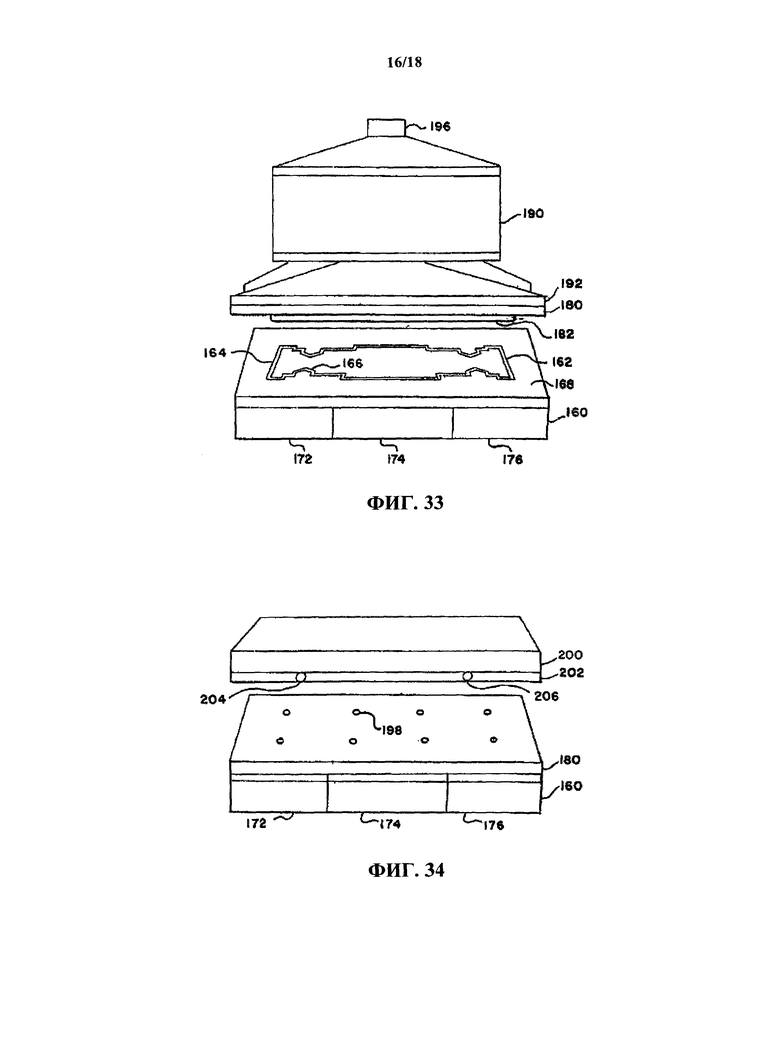
На Фиг.33 показано перспективное изображение верхней половины модели надрессорной балки в пескоструйном аппарате над верхней опокой после вдувания формовочной смеси и газа-катализатора для формования верхней половины пресс-формы для надрессорной балки в верхней опоке согласно варианту осуществления настоящего изобретения;
На Фиг.34 показано перспективное изображение газонагнетательной плиты над верхней половиной модели надрессорной балки на верхней опоке согласно варианту осуществления настоящего изобретения;
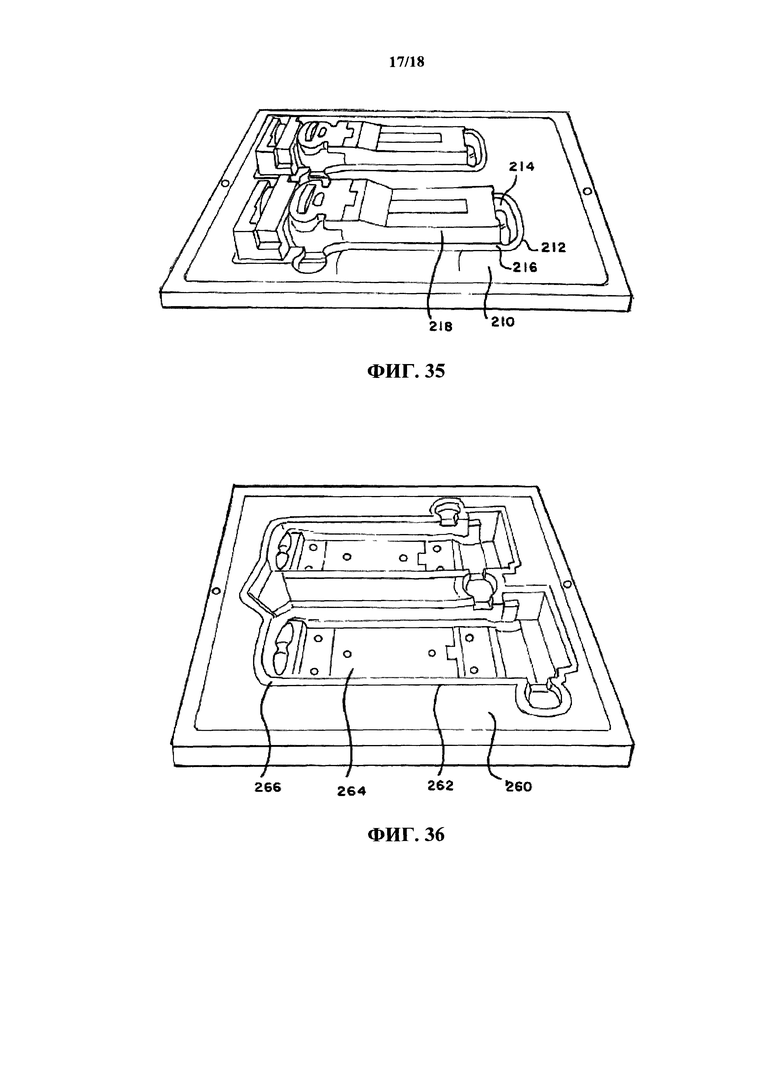
На Фиг.35 показано перспективное изображение нижней половины пресс-формы для тягового хомута автосцепки в нижней опоке с установленными стержнями согласно варианту осуществления настоящего изобретения;
На Фиг.36 показано перспективное изображение верхней половины пресс-формы для тягового хомута автосцепки в верхней опоке согласно варианту осуществления настоящего изобретения;
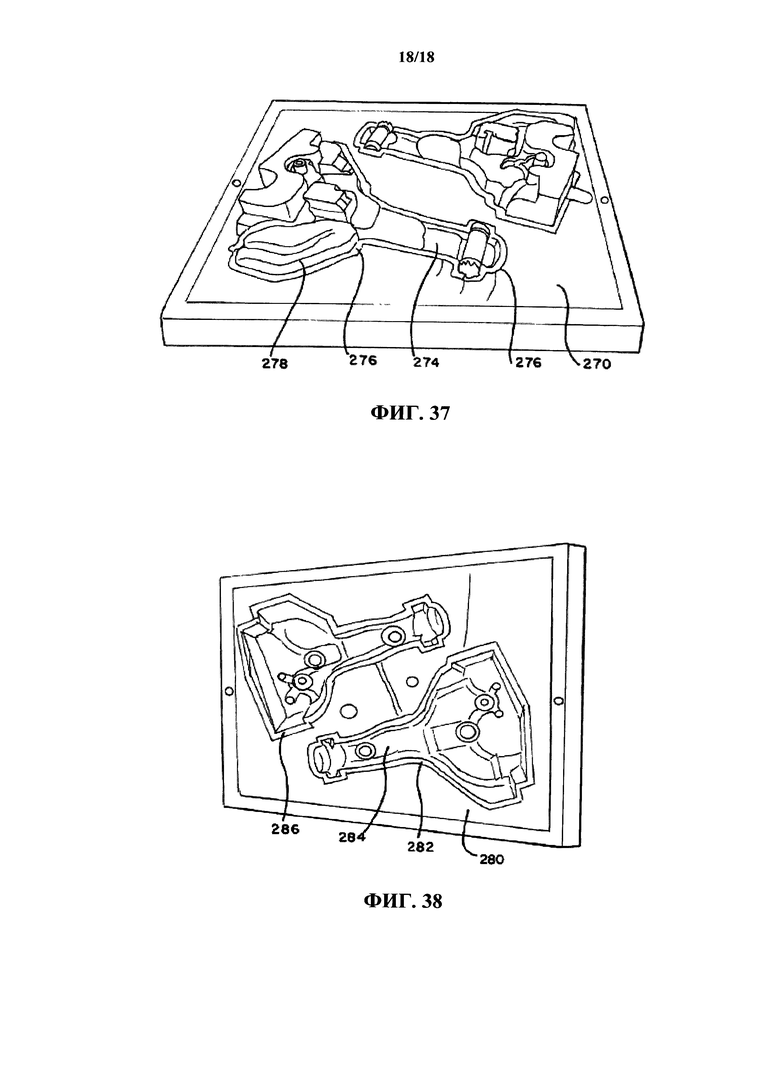
На Фиг.37 показано перспективное изображение нижней половины пресс-формы для корпуса автосцепки в нижней опоке со стержнями согласно варианту осуществления настоящего изобретения; и
На Фиг.38 показано перспективное изображение верхней половины пресс-формы для корпуса автосцепки в верхней опоке согласно варианту осуществления настоящего изобретения.
Подробное описание изобретения
Как видно из Фиг.1 и 2, нижняя опока для отливки боковин обозначается цифрой 10. Нижняя опока 10 для отливки боковины обычно состоит из стальных литых секций 22, 24 и 26, скрепленных между собой болтами так, как это показано на рисунке и описано ниже со ссылкой на Фиг.4. Однако нижняя опока 10 для литья боковин может также представлять собой неразъемную, как правило, цельнолитую конструкцию.
Нижняя опока для отливки боковины состоит из секций, выполненных из литой стали, и содержит отпечаток 12 нижней половины модели боковины с минимальным припуском и формой, близкой к окончательной, сформованный на верхней поверхности 18 нижней опоки 10. Величина припуска, требуемая для отпечатка нижней половины опоки с формой, близкой к окончательной, определяется инженерной оценкой и практическим опытом литья. Такая инженерная оценка касается точности модели нижней половины боковины, которая устанавливается в нижней опоке 10 для отливки боковины, в результате чего между кромкой модели 14 и отпечатком 12 образуется зазор. Песок с полимерной смолой образует слой 16 между кромкой модели 14 и отпечатком 12 в нижней опоке 10 для отливки боковины. Толщина слоя песка с полимерной смолой 16 обусловлена инженерной оценкой и практическим опытом литья, и составляет обычно 3-15 процентов от объема, занимаемого нижней половиной модели боковины 14. Кроме того, применительно к слою песка с полимерной смолой 16 инженерной оценке подлежит общая толщина указанного слоя; как правило, толщина слоя песка с полимерной смолой составляет 0,5-1,5 дюйма (1,2-3,8 см) и выше.
Следует понимать, что предпочтительным материалом для изготовления нижней опоки 10 для отливки боковины является литая сталь, но может также использоваться и чугун. Следует также понимать, что согласно практическому опыту литья предпочтение отдается варианту наложению нижней опоки на модель для образования между ними зазора.
На Фиг.4 показан вид снизу отдельных секций 22, 24 и 26 нижней опоки 10 для отливки боковины. Для экономии материала и уменьшения веса каждая из секций 22, 24 и 26 нижней опоки 10 для отливки боковины обычно представляет собой полую конструкцию, снабженную для прочности рамой. Такая рама обычно идет по наружному краю; при этом внутренняя сторона 34 секции 22 прикреплена болтами или приварена к боковой стороне 36 средней секции 24. Вторая боковая сторона 38 средней секции 24 прикреплена к внутренней стороне 39 секции 26 нижней опоки с помощью болтов с гайками 27. Три или более секций нижней опоки для отливки боковины могут соединяться между собой и иными способами, в том числе сваркой или прочими эквивалентными способами соединения сопрягаемых внутренних сторон 34-36 и 38-39.
На Фиг.3 показано перспективное изображение опорной конструкции или плиты 30 нижней половины модели для отливки боковины над нижней опокой 10. Нижняя половина модели боковины 32 прикреплена к опорной конструкции 30. В соответствии с конструктивным решением по всей поверхности нижней половины модели 32 для отливки боковины предусмотрены отверстия 35, предназначенные для нагнетания формовочной смеси; при этом некоторые из указанных отверстий 35 проходят не через нижнюю половину модели 32, а только через плиту 30. Эти отверстия 35 обычно представляют собой отверстия, обеспечивающие прохождение формовочной смеси и газа-катализатора через опорную конструкцию 30 нижней половины модели для отливки боковины и через саму нижнюю половину модели 32. Помимо отверстий 35 для нагнетания формовочной смеси, в нижней половине модели 32 и в опорной конструкции 30 нижней половины модели предусмотрен ряд выпускных отверстий 35А, снабженных фильтрами. Эти выпускные отверстия 35А обычно расположены в зонах, куда не поступает расплавленная сталь при литье.
На Фиг.5 представлен пескоструйный аппарат, обозначенный цифрой 40, который предназначен для использования с нижней опокой 10 и нижней половиной модели боковины 32. Такой пескоструйный аппарат обычно представляет собой в основном четырехугольную конструкцию с разъемом 46, расположенным в его верхней части, через который в пескоструйный аппарат 40 подается песок с полимерной смолой из бункера для формовочной смеси. Пескоструйный аппарат 40 содержит также плиту 42 с трубками 44, конструкция которых рассчитана таким образом, чтобы они соответствовали отверстиям 35 для нагнетания формовочной смеси в нижней половине модели боковины 32. Когда опорная конструкция 30 нижней половины модели боковины располагается сверху нижней опоки 10 для отливки боковины, следует отметить, что указанная опорная конструкция 30 содержит отверстия 48 для нагнетания формовочной смеси, которые совпадают с отверстиями 35 для нагнетания формовочной смеси в нижней половине модели боковины 32. Когда опорная конструкция 30 нижней половины модели боковины примыкает к плите 42 пескоструйного аппарата 40, трубки 44 проходят через отверстия 48 для нагнетания формовочной смеси в опорной конструкции 30 нижней половины модели боковины. На практике, при формовании пресс-формы, чаще всего используется песок с отверждаемой газом полимерной смолой, но следует понимать, что для покрытия песка перед его вдуванием в пространство между нижней половиной модели боковины 32 и отпечатком с припуском 12 в нижней опоке 10 для отливки боковины могут быть использованы и иные смолы. При вдувании формовочной смеси образуется слой песка с полимерной смолой 16 между нижней половиной модели боковины 32 и отпечатком с припуском 12 в нижней опоке 10 для отливки боковины.
На Фиг.6 показана газонагнетательная плита 50 для нижней половины модели боковины, расположенная между соплом пескоструйного аппарата 42 и опорной конструкцией 30 нижней половины модели боковины. Как показано на рисунке, газонагнетательная плита 50 для нижней половины модели боковины содержит рассеивающую секцию 52, которая прилегает к опорной конструкции 30 модели боковины. В рассеивающей секции 52 газонагнетательной плиты предусмотрены входные патрубки 54 и 56 для подачи газа.
Функция газонагнетательной плиты 50 заключается в нагнетании газа-катализатора, который вступает в реакцию с песком, покрытым полимерной смолой, формируя слой песчано-смоляной смеси 16 между внешним краем модели боковины 14 и границей отпечатка с припуском 12 в нижней опоке для отливки боковины. Время нагнетания газа обычно рассчитывается, исходя из толщины слоя песчано-смоляной смеси и габаритных размеров нижней половины модели боковины 32, а также из количества газонагнетательных отверстий, именуемых также отверстиями 35 для нагнетания формовочной смеси, в нижней половине модели боковины 32.
Как видно из Фиг.7, пескоструйный аппарат 40 для нижней половины модели боковины 32 отводится строго вверх от нижней опоки 10 после вдувания песка с полимерной смолой и завершения отверждения смеси газом. Соответственно, в нижней опоке 10 между внешним краем нижней половины модели боковины 32 и границей отпечатка с припуском 12 в нижней опоке 10 образуется слой песчано-смоляной смеси 16.
На Фиг.8 представлено детальное перспективное изображение нижней опоки 10 для отливки боковины с расположенной на ней опорной конструкцией 30 нижней половины модели боковины. В опорной конструкции 30 нижней половины модели боковины предусмотрены отверстия 48 для нагнетания формовочной смеси и газа. Далее, на Фиг.8 показана газонагнетательная плита 50, нижней частью которой является рассеивающая секция 52, снабженная входными патрубками 54 и 56 для подачи газа. Чаще всего газонагнетательная плита 50 представляет собой металлическую прямоугольную конструкцию с уплотнением в виде прокладки или какого-либо особого материала между внешним краем рассеивающей секции 52 газонагнетательной плиты и верхней поверхностью опорной конструкции 30 нижней половины модели боковины.
На Фиг.9 показано множество стержневых форм 57 в слое песчано-смоляной смеси 16, сформованной в нижней опоке 10 для отливки боковины. Из рисунка видно, что указанные стержневые формы в нижней половине модели боковины включают в себя участки крайних стержней 57А и 57С, участок центрального стержня 57В и участок нижнего стержня 57D. Указанные участки выполнены из песка, отвержденного полимерной смолой.
Еще один аспект настоящего изобретения касается массы и относительного веса боковины из литой стали и слоя песчано-смоляной смеси, сформованного под нижнюю часть модели в нижней опоке. Боковина из литой стали, используемая в тележках для грузовых железнодорожных вагонов, обычно весит около 900 фунтов (410 кг). Масса песчано-смоляной смеси, выстилающей нижнюю опоку для отливки боковины, составляет 150-250 фунтов (68-115 кг). Соответственно, отношение массы слоя из песчано-смоляной смеси в нижней опоке для отливки боковины к массе самой боковины, выполненной из литой стали, выражается числами в пределах 0,2-1,0.
На Фиг.10 и 11 показана верхняя опока для отливки боковины, которая обозначена цифрой 60. Верхняя опока для отливки боковины обычно состоит из стальных литых секций 62, 64 и 66, скрепленных между собой болтами так, как это показано на рисунке и описано ниже со ссылкой на Фиг.13. Однако верхняя опока 10 для литья боковин может также представлять собой неразъемную, как правило, цельнолитую конструкцию.
Верхняя опока для отливки боковины состоит из секций, выполненных из литой стали, и содержит отпечаток 62 верхней половины модели боковины с минимальным припуском и формой, близкой к окончательной, который сформован на верхней поверхности 68 верхней опоки 60. Величина припуска, требуемая для отпечатка 62 в верхней половине опоки с формой, близкой к окончательной, определяется инженерной оценкой и практическим опытом литья. Такая инженерная оценка касается точности модели верхней половины боковины, которая устанавливается в верхней опоке 60 для отливки боковины, в результате чего между кромкой модели 64 и границей отпечатка 62 образуется зазор. Песок с полимерной смолой образует слой 66 между кромкой модели 64 и границей отпечатка 62 в верхней опоке 60 для отливки боковины. Толщина слоя песка с полимерной смолой 66 обусловлена инженерной оценкой и практическим опытом литья, и составляет обычно 3-15 процентов от объема, занимаемого верхней половиной модели боковины 64. Кроме того, применительно к слою песка с полимерной смолой 66 инженерной оценке подлежит общая толщина указанного слоя; как правило, толщина слоя песка с полимерной смолой составляет 0,5-1,5 дюйма (1,2-3,8 см) и выше.
Следует понимать, что предпочтительным материалом для изготовления верхней опоки 60 для отливки боковины является литая сталь, но может также использоваться и чугун. Следует также понимать, что согласно практическому опыту литья предпочтение отдается варианту наложению нижней опоки на модель для образования между ними зазора.
На Фиг.13 показан вид снизу отдельных секций 72, 74 и 76 верхней опоки 60 для отливки боковины. Для экономии материала и уменьшения веса каждая из секций 72, 74 и 76 верхней опоки 60 для отливки боковины обычно представляет собой полую конструкцию, снабженную для прочности рамой. Такая рама обычно идет по наружному краю; при этом внутренняя сторона 84 секции 72 прикреплена болтами или приварена к боковой стороне 86 средней секции 74. Вторая боковая сторона 88 средней секции 74 прикреплена к внутренней стороне 89 секции 76 верхней опоки 60 с помощью болтов с гайками 77. Три или более секций верхней опоки 60 для отливки боковины могут соединяться между собой и иными способами, в том числе сваркой или прочими эквивалентными способами соединения сопрягаемых внутренних сторон 84-86 и 88-89.
На Фиг.12 показано перспективное изображение опорной конструкции или плиты 80 верхней половины модели для отливки боковины относительно верхней опоки 60. Верхняя половина модели боковины 82 прикреплена к опорной конструкции 80. Далее, в соответствии с конструктивным решением по всей поверхности верхней половины модели 82 для отливки боковины предусмотрены отверстия 75, предназначенные для нагнетания формовочной смеси; при этом некоторые из указанных отверстий 75 проходят не через верхнюю половину модели 32, а только через плиту 80. Указанные отверстия 75 обычно представляют собой отверстия, обеспечивающие прохождение формовочной смеси и газа-катализатора через опорную конструкцию 80 верхней половины модели для отливки боковины и через саму верхнюю половину модели 82. Помимо отверстий 75 для нагнетания формовочной смеси, в верхней половине модели 82 и в опорной конструкции 80 верхней половины модели предусмотрен ряд выпускных отверстий 75А, снабженных фильтрами. Указанные выпускные отверстия 75А обычно расположены в зонах, куда не поступает расплавленная сталь при литье.
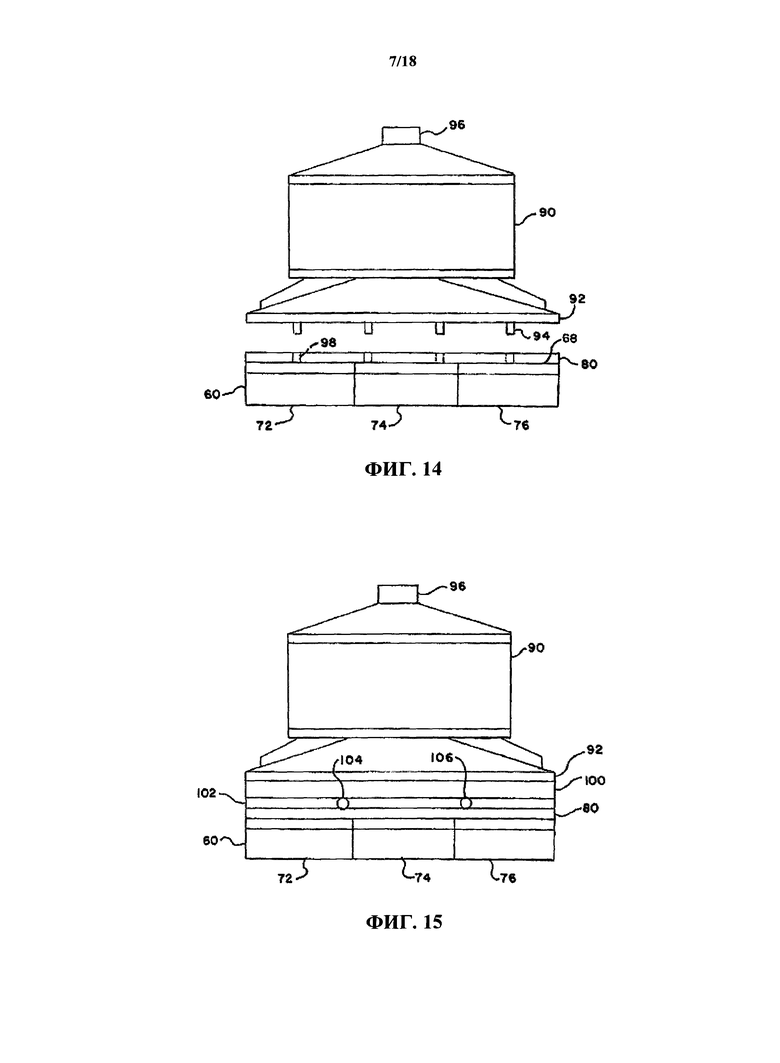
На Фиг.14 представлен пескоструйный аппарат, обозначенный цифрой 90, который предназначен для использования с верхней опокой 60 и верхней половиной модели боковины 82. Такой пескоструйный аппарат обычно представляет собой в основном четырехугольную конструкцию с разъемом в его верхней части, через который в пескоструйный аппарат 90 подается песок с полимерной смолой из бункера для формовочной смеси. Пескоструйный аппарат 90 содержит также плиту 92 с трубками 94, конструкция которых рассчитана таким образом, чтобы они соответствовали отверстиям 75 для нагнетания формовочной смеси в верхней половине модели боковины 82. Когда верхняя половина модели 82 и опорная конструкция 80 верхней половины модели боковины располагаются на верхней опоке 60, следует отметить, что указанная опорная конструкция 80 содержит отверстия 98 для нагнетания формовочной смеси, которые совпадают с отверстиями 75 для нагнетания формовочной смеси в верхней половине модели боковины 82. Когда опорная конструкция 80 верхней половины модели боковины примыкает к соплу 92 пескоструйного аппарата, трубки 94 проходят через отверстия 98 для нагнетания формовочной смеси в опорной конструкции 80 верхней половины модели боковины. На практике, при формовании пресс-формы, чаще всего используется песок с отверждаемой газом полимерной смолой, но следует понимать, что для покрытия песка перед его вдуванием в пространство между верхней половиной модели боковины 82 и отпечатком с припуском 62 в верхней опоке 60 для отливки боковины могут быть использованы и иные смолы. При вдувании формовочной смеси образуется слой песка с полимерной смолой 66, заполняющий пространство между наружной кромкой верхней половины модели боковины 64 и границей отпечатка с припуском 62 в верхней опоке 60 для отливки боковины.
Еще одним отличительным признаком настоящего изобретения является то, что слой из песчано-смоляной смеси 66 может быть сформован с минимальным количеством газовыпускных отверстий на модели, что позволяет отлить боковину с минимальным количеством выступов в стальной отливке, каждый из которых соответствует одному из газовыпускных отверстий на модели.
На Фиг.15 показана газонагнетательная плита 100 для верхней половины модели боковины, расположенная между соплом пескоструйного аппарата 92 и опорной конструкцией 80 верхней половины модели боковины. Как показано на рисунке, газонагнетательная плита 100 для верхней половины модели боковины содержит рассеивающую секцию 102, которая прилегает к опорной конструкции 80 верхней половины модели. В рассеивающей секции 102 газонагнетательной плиты предусмотрены входные патрубки 104 и 106 для подачи газа.
Функция газонагнетательной плиты 100 обычно заключается в нагнетании газа-катализатора, который вступает в реакцию с песком, покрытым полимерной смолой, формируя слой песчано-смоляной смеси 66 между внешним краем модели 64 и границей отпечатка с припуском 62 в верхней опоке для отливки боковины. Время нагнетания газа обычно рассчитывается, исходя из толщины слоя песчано-смоляной смеси 66 и габаритных размеров верхней половины модели боковины 82, а также из количества газонагнетательных отверстий, именуемых также отверстиями 75 для нагнетания формовочной смеси, в верхней половине модели боковины 82.
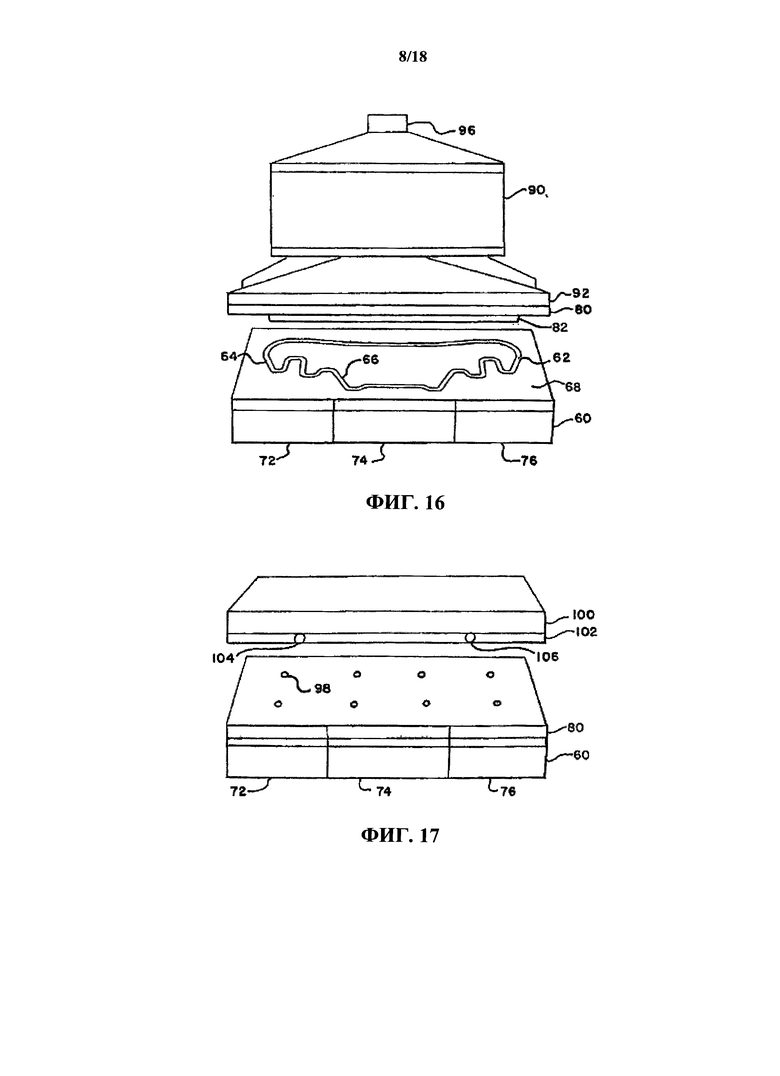
Как видно из Фиг.16, пескоструйный аппарат 90 для верхней половины модели боковины 82 отводится строго вверх от верхней опоки 60 после вдувания песка с полимерной смолой и завершения отверждения смеси газом. Соответственно, в верхней опоке 60 между внешним краем верхней половины модели боковины 82 и границей отпечатка с припуском 62 в верхней опоке 60 образуется слой песчано-смоляной смеси 66.
На Фиг.17 представлено детальное перспективное изображение верхней опоки 60 для отливки боковины с расположенной на ней опорной конструкцией 80 верхней половины модели боковины. В опорной конструкции 80 верхней половины модели боковины предусмотрены отверстия 98 для нагнетания формовочной смеси и газа. Далее, на Фиг.17 показана газонагнетательная плита 100, нижней частью которой является рассеивающая секция 102, снабженная входными патрубками 104 и 106 для подачи газа. Чаще всего газонагнетательная плита 100 представляет собой металлическую прямоугольную конструкцию с уплотнением в виде прокладки или какого-либо особого материала между внешним нижним краем рассеивающей секции 102 газонагнетательной плиты и верхней поверхностью опорной конструкции 80 верхней половины модели боковины.
Еще один аспект настоящего изобретения касается массы и относительного веса боковины из литой стали и слоя песчано-смоляной смеси, сформованного под верхнюю часть модели в верхней опоке. Боковина из литой стали, используемая в современных тележках для грузовых железнодорожных вагонов, обычно весит около 900 фунтов (410 кг). Масса песчано-смоляной смеси, выстилающей верхнюю опоку для отливки боковины, составляет 150-250 фунтов (68-115 кг). Соответственно, отношение массы слоя из песчано-смоляной смеси в верхней опоке для отливки боковины к массе самой боковины, выполненной из литой стали, выражается числами в пределах 0,2-1,0.
На Фиг.18 и 19 показана нижняя опока для отливки надрессорной балки, которая обозначена цифрой 100. Нижняя опока для отливки надрессорной балки обычно состоит из стальных литых секций 122, 124 и 126, скрепленных между собой болтами так, как это показано на рисунке и описано ниже со ссылкой на Фиг.21. Однако нижняя опока 110 для отливки надрессорной балки может также представлять собой неразъемную, как правило, цельнолитую конструкцию.
Нижняя опока для отливки надрессорной балки состоит из секций, выполненных из литой стали, и содержит отпечаток 112 нижней половины модели надрессорной балки с минимальным припуском и формой, близкой к окончательной, который сформован на верхней поверхности 118 нижней опоки 110. Величина припуска, требуемая для отпечатка 112 в нижней половине опоки с формой, близкой к окончательной, определяется инженерной оценкой и практическим опытом литья. Такая инженерная оценка касается точности модели нижней половины надрессорной балки, которая устанавливается в нижней опоке 110 для отливки надрессорной балки, в результате чего между кромкой модели 114 и границей отпечатка 112 образуется зазор. Вариант размещения нижней опоки для отливки надрессорной балки поверх модели следует рассматривать в качестве одного из аспектов настоящего изобретения. Песок с полимерной смолой образует слой 116 между кромкой модели 114 и отпечатком 112 в нижней опоке 110 для отливки надрессорной балки. Толщина слоя песка с полимерной смолой 116 обусловлена инженерной оценкой и практическим опытом литья, и составляет обычно 3-15 процентов от объема, занимаемого нижней половиной модели надрессорной балки 114. Кроме того, применительно к слою песка с полимерной смолой 116 инженерной оценке подлежит общая толщина указанного слоя; как правило, толщина слоя песка с полимерной смолой составляет 0,5-1,5 дюйма (1,2-3,8 см) и выше.
Следует понимать, что предпочтительным материалом для изготовления нижней опоки 110 для отливки надрессорной балки является литая сталь, но может также использоваться и чугун.
На Фиг.21 показан вид снизу отдельных секций 122, 124 и 126 нижней опоки 110 для отливки надрессорной балки. Для экономии материала и уменьшения веса каждая из секций 122, 124 и 126 нижней опоки 110 для отливки надрессорной балки обычно представляет собой полую конструкцию, снабженную для прочности рамой. Такая рама обычно идет по наружному краю; при этом внутренняя сторона 134 секции 122 прикреплена болтами или приварена к боковой стороне 126 средней секции 124. Вторая боковая сторона 138 средней секции 124 прикреплена к внутренней стороне 139 секции 126 нижней опоки 110 с помощью болтов с гайками 127. Три или более секций нижней опоки 110 для отливки надрессорной балки могут соединяться между собой и иными способами, в том числе сваркой или прочими эквивалентными способами соединения сопрягаемых внутренних сторон 134- 136и 138 - 139.
На Фиг.20 показано перспективное изображение опорной конструкции или плиты 130 нижней половины модели для отливки надрессорной балки над нижней опокой 110. Нижняя половина модели надрессорной балки 132 прикреплена к опорной конструкции 130. Далее, в соответствии с конструктивным решением по всей поверхности нижней половины модели 132 для отливки надрессорной балки предусмотрены отверстия 125, предназначенные для нагнетания формовочной смеси; при этом некоторые из указанных отверстий 125 проходят не через нижнюю половину модели 132, а только через плиту 130. Указанные отверстия обычно представляют собой отверстия, обеспечивающие прохождение формовочной смеси и газа-катализатора через опорную конструкцию 130 нижней половины модели для отливки надрессорной балки и через саму нижнюю половину модели 132. Помимо отверстий 125 для нагнетания формовочной смеси, в нижней половине модели 132 и в опорной конструкции 130 нижней половины модели предусмотрен ряд выпускных отверстий 125А, снабженных фильтрами. Указанные выпускные отверстия 125А обычно расположены в зонах, куда не поступает расплавленная сталь при литье.
На Фиг.22 представлен пескоструйный аппарат, обозначенный цифрой 140, который предназначен для использования с нижней опокой многократного применения 110 для отливки надрессорной балки и нижней половиной модели надрессорной балки 132. Такой пескоструйный аппарат обычно представляет собой в основном четырехугольную конструкцию с разъемом в его верхней части, через который в пескоструйный аппарат 140 подается песок с полимерной смолой из бункера для формовочной смеси. Пескоструйный аппарат 140 содержит также плиту 142 с трубками 144, конструкция которых рассчитана таким образом, чтобы они соответствовали отверстиям 125 для нагнетания формовочной смеси в нижней половине модели надрессорной балки 132. Когда опорная конструкция 130 нижней половины модели надрессорной балки 110 располагаются на нижней опоке 110, следует отметить, что указанная опорная конструкция 130 содержит отверстия 148 для нагнетания формовочной смеси, которые совпадают с отверстиями 125 для нагнетания формовочной смеси в нижней половине модели надрессорной балки 132. Когда опорная конструкция 130 нижней половины модели надрессорной балки примыкает к соплу 142 пескоструйного аппарата, трубки 144 проходят через отверстия 148 для нагнетания формовочной смеси в опорной конструкции 130 нижней половины модели надрессорной балки. На практике, при формовании пресс-формы, чаще всего используется песок с отверждаемой газом полимерной смолой, но следует понимать, что для покрытия песка перед его вдуванием в пространство между нижней половиной модели надрессорной балки 132 и границей отпечатка с припуском 112 в нижней опоке 110 могут быть использованы и иные смолы. При вдувании формовочной смеси образуется слой песка с полимерной смолой 116, заполняющий пространство между наружной кромкой нижней половины модели надрессорной балки 132 и границей отпечатка с припуском 112 в нижней опоке 110 для отливки надрессорной балки.
На Фиг.23 показана газонагнетательная плита 150 для нижней половины модели надрессорной балки, расположенная между соплом пескоструйного аппарата 142 и опорной конструкцией 130 нижней половины модели надрессорной балки. Как показано на рисунке, газонагнетательная плита 150 для нижней половины модели надрессорной балки содержит рассеивающую секцию 152, которая прилегает к опорной конструкции 130 нижней половины модели. В рассеивающей секции 152 газонагнетательной плиты предусмотрены входные патрубки 154 и 156 для подачи газа.
Функция газонагнетательной плиты 150 обычно заключается в нагнетании газа-катализатора, который вступает в реакцию с песком, покрытым полимерной смолой, формируя слой песчано-смоляной смеси 116 между внешним краем модели 114 и отпечатком с припуском 112 в нижней опоке для отливки надрессорной балки. Время нагнетания газа обычно рассчитывается, исходя из толщины слоя песчано-смоляной смеси 116 и габаритных размеров нижней половины модели надрессорной балки 132, а также из количества газонагнетательных отверстий, именуемых также отверстиями 125 для нагнетания формовочной смеси, в нижней половине модели надрессорной балки 132.
Как видно из Фиг.24, пескоструйный аппарат 140 для нижней половины модели надрессорной балки 132 отводится строго вверх от нижней опоки 110 после вдувания песка с полимерной смолой и завершения отверждения смеси газом. Соответственно, в нижней опоке 110 между внешним краем нижней половины модели надрессорной балки 132 и границей отпечатка с припуском 112 в нижней опоке 110 образуется слой песчано-смоляной смеси 116.
На Фиг.25 представлено детальное перспективное изображение нижней опоки 110 для отливки надрессорной балки с расположенной на ней опорной конструкцией 130 нижней половины модели надрессорной балки. В опорной конструкции 130 нижней половины модели надрессорной балки предусмотрены отверстия 148 для нагнетания формовочной смеси и газа. Далее, на Фиг.25 показана газонагнетательная плита 150, нижней частью которой является рассеивающая секция 152, снабженная входными патрубками 154 и 156 для подачи газа. Чаще всего газонагнетательная плита 150 представляет собой металлическую прямоугольную конструкцию с уплотнением в виде прокладки или какого-либо особого материала между наружным нижним краем рассеивающей секции 152 газонагнетательной плиты и верхней поверхностью опорной конструкции 130 нижней половины модели надрессорной балки.
На Фиг.26 показано множество стержневых форм 157 в слое песчано-смоляной смеси 116, сформованной в нижней опоке 10 для отливки надрессорной балки. Из рисунка видно, что указанные стержневые формы в нижней половине модели надрессорной балки включают в себя участки крайних стержней 157А и 157С, участок центрального стержня 157 В и участок нижнего стержня 157D. Указанные участки выполнены из песка, отвержденного полимерной смолой.
Еще один аспект настоящего изобретения касается массы и относительного веса надрессорной балки из литой стали и слоя песчано-смоляной смеси, сформованного под нижнюю часть модели в нижней опоке. Надрессорная балка из литой стали, используемая в современных тележках для грузовых железнодорожных вагонов, обычно весит около 1000 фунтов (455 кг). Масса песчано-смоляной смеси, выстилающей нижнюю опоку для отливки надрессорной балки, составляет 150-250 фунтов (68-115 кг). Соответственно, отношение массы слоя из песчано-смоляной смеси в нижней опоке для отливки надрессорной балки к массе самой надрессорной балки, выполненной из литой стали, выражается числами в пределах 0,2-1,0.
На Фиг.27 и 28 показана верхняя опока для отливки надрессорной балки, которая обозначена цифрой 160. Верхняя опока для отливки надрессорной балки обычно состоит из стальных литых секций 162, 164 и 166, скрепленных между собой болтами так, как это показано на рисунке и описано ниже со ссылкой на Фиг.30. Однако верхняя опока 160 для отливки надрессорной балки может также представлять собой неразъемную, как правило, цельнолитую конструкцию.
Верхняя опока для отливки надрессорной балки состоит из секций, выполненных из литой стали, и содержит отпечаток верхней половины модели надрессорной балки с минимальным припуском и формой, близкой к окончательной, который сформован на верхней поверхности 168 верхней опоки 160. Величина припуска, требуемая для отпечатка верхней половины опоки с формой, близкой к окончательной, определяется инженерной оценкой и практическим опытом литья. Такая инженерная оценка касается точности модели верхней половины надрессорной балки, которая устанавливается в верхней опоке 160 для отливки надрессорной балки, в результате чего между кромкой модели 164 и отпечатком 162 образуется зазор. Песок с полимерной смолой образует слой 166 между кромкой модели 164 и границей отпечатка 162 в верхней опоке 160 для отливки надрессорной балки. Толщина слоя песка с полимерной смолой 166 обусловлена инженерной оценкой и практическим опытом литья, и составляет обычно 3-15 процентов от объема, занимаемого верхней половиной модели надрессорной балки 164. Кроме того, применительно к слою песка с полимерной смолой 166 инженерной оценке подлежит общая толщина указанного слоя; как правило, толщина слоя песка с полимерной смолой составляет 0,5-1,5 дюйма (1,2-3,8 см) и выше.
Следует понимать, что предпочтительным материалом для изготовления верхней опоки 160 для отливки надрессорной балки является литая сталь, но может также использоваться и чугун.
На Фиг.30 показан вид снизу отдельных секций 172, 174 и 176 верхней опоки 160 для отливки надрессорной балки. Для экономии материала и уменьшения веса каждая из секций 172, 174 и 176 верхней опоки 160 для отливки надрессорной балки обычно представляет собой полую конструкцию, снабженную для прочности рамой. Такая рама обычно идет по наружному краю; при этом внутренняя сторона 184 секции 172 прикреплена болтами или приварена к боковой стороне 186 средней секции 174. Вторая боковая сторона 188 средней секции 174 прикреплена к внутренней стороне 189 секции 176 верхней опоки 160 с помощью болтов с гайками 177. Три или более секций верхней опоки 160 для отливки надрессорной балки могут соединяться между собой и иными способами, в том числе сваркой или прочими эквивалентными способами соединения сопрягаемых внутренних сторон 184-186 и 188-189.
На Фиг.29 показано перспективное изображение опорной конструкции или плиты 180 верхней половины модели для отливки надрессорной балки над верхней опокой 160. Верхняя половина модели надрессорной балки 182 прикреплена к опорной конструкции 180. Далее, в соответствии с конструктивным решением по всей поверхности верхней половины модели 182 для отливки надрессорной балки предусмотрены отверстия 175, предназначенные для нагнетания формовочной смеси; при этом некоторые из указанных отверстий 175 проходят не через верхнюю половину модели 182, а только через плиту 180. Указанные отверстия обычно представляют собой отверстия, обеспечивающие прохождение формовочной смеси и газа-катализатора через опорную конструкцию 180 верхней половины модели для отливки надрессорной балки и через саму верхнюю половину модели 182. Помимо отверстий 175 для нагнетания формовочной смеси, в верхней половине модели 182 и в опорной конструкции 180 верхней половины модели предусмотрен ряд выпускных отверстий 175А, снабженных фильтрами. Указанные выпускные отверстия 175А обычно расположены в зонах, куда не поступает расплавленная сталь при литье.
На Фиг.31 представлен пескоструйный аппарат, обозначенный цифрой 190, который предназначен для использования с верхней опокой 160 для отливки надрессорной балки и верхней половиной модели надрессорной балки 182. Такой пескоструйный аппарат обычно представляет собой в основном четырехугольную конструкцию с разъемом в его верхней части, через который в пескоструйный аппарат 190 подается песок с полимерной смолой из бункера для формовочной смеси. Пескоструйный аппарат 190 содержит также плиту 192 с трубками 194, конструкция которых рассчитана таким образом, чтобы они соответствовали отверстиям 175 для нагнетания формовочной смеси в верхней половине модели надрессорной балки 182. Когда верхняя половина модели 182 и опорная конструкция 180 располагаются на верхней опоке 160, следует отметить, что указанная опорная конструкция 180 содержит отверстия 198 для нагнетания формовочной смеси, которые совпадают с отверстиями 175 для нагнетания формовочной смеси в верхней половине модели надрессорной балки 182. Когда опорная конструкция 180 верхней половины модели надрессорной балки примыкает к соплу 192 пескоструйного аппарата, трубки 194 проходят через отверстия 198 для нагнетания формовочной смеси в опорной конструкции 180 верхней половины модели надрессорной балки. На практике, при формовании пресс-формы, чаще всего используется песок с полимерной смолой, но следует понимать, что для покрытия песка перед его вдуванием в пространство между верхней половиной модели надрессорной балки 182 и отпечатком с припуском 182 в верхней опоке 160 для отливки надрессорной балки могут быть использованы и иные смолы. При вдувании формовочной смеси образуется слой песка с полимерной смолой 166, заполняющий пространство между наружной кромкой верхней половины модели надрессорной балки 182 и границей отпечатка с припуском 162 в верхней опоке 160 для отливки надрессорной балки.
Еще одним отличительным признаком настоящего изобретения является то, что слой из песчано-смоляной смеси 166 может быть сформован с минимальным количеством газовыпускных отверстий на модели, что позволяет отлить надрессорную балку с минимальным количеством выступов в стальной отливке, каждый из которых соответствует одному из газовыпускных отверстий на модели.
На Фиг.32 показана газонагнетательная плита 200 для верхней половины модели надрессорной балки, расположенная между соплом пескоструйного аппарата 192 и опорной конструкцией 180 верхней половины модели надрессорной балки. Как показано на рисунке, газонагнетательная плита 200 для верхней половины модели надрессорной балки содержит рассеивающую секцию 202, которая прилегает к опорной конструкции 180 верхней половины модели. В рассеивающей секции 202 газонагнетательной плиты предусмотрены входные патрубки 204 и 206 для подачи газа.
Функция газонагнетательной плиты 200 обычно заключается в нагнетании газа-катализатора, который вступает в реакцию с песком, покрытым полимерной смолой, формируя слой песчано-смоляной смеси 166 между внешним краем модели 164 и границей отпечатка с припуском 162 в верхней опоке для отливки надрессорной балки. Время нагнетания газа обычно рассчитывается, исходя из толщины слоя песчано-смоляной смеси 166 и габаритных размеров верхней половины модели надрессорной балки 182, а также из количества газонагнетательных отверстий, именуемых также отверстиями 175 для нагнетания формовочной смеси, в верхней половине модели надрессорной балки 182.
Как видно из Фиг.33, пескоструйный аппарат 190 для верхней половины модели надрессорной балки 182 отводится строго вверх от верхней опоки 160 после вдувания песка с полимерной смолой и завершения отверждения смеси газом. Соответственно, в верхней опоке 160 между внешним краем модели 164 и границей отпечатка с припуском 162 в верхней опоке 160 для отливки надрессорной балки образуется слой песчано-смоляной смеси 166.
На Фиг.34 представлено детальное перспективное изображение верхней опоки 160 для отливки надрессорной балки с расположенной на ней опорной конструкцией 180 верхней половины модели надрессорной балки. В опорной конструкции 180 верхней половины модели надрессорной балки предусмотрены отверстия 198 для нагнетания формовочной смеси и газа. Далее, на Фиг.34 показана газонагнетательная плита 200, нижней частью которой является рассеивающая секция 202, снабженная входными патрубками 204 и 206 для подачи газа. Чаще всего газонагнетательная плита 200 представляет собой металлическую прямоугольную конструкцию с уплотнением в виде прокладки или какого-либо особого материала между наружным нижним краем рассеивающей секции 202 газонагнетательной плиты и верхней поверхностью опорной конструкции 180 верхней половины модели надрессорной балки.
Еще один аспект настоящего изобретения касается массы и относительного веса надрессорной балки из литой стали и слоя песчано-смоляной смеси, сформованного под верхнюю часть модели в нижней опоке. Надрессорная балка из литой стали, используемая в современных тележках для грузовых железнодорожных вагонов, обычно весит около 1000 фунтов (455 кг). Масса песчано-смоляной смеси, выстилающей верхнюю опоку для отливки надрессорной балки, составляет 150-250 фунтов (68-115 кг). Соответственно, отношение массы слоя из песчано-смоляной смеси в верхней опоке для отливки надрессорной балки к массе самой надрессорной балки, выполненной из литой стали, выражается числами в пределах 0,2-1,0.
На Фиг.35 показана нижняя опока для отливки тягового хомута автосцепки, которая обозначена цифрой 210. Нижняя опока для отливки тягового хомута автосцепки обычно состоит из стальных литых секций, скрепленных между собой болтами так. Однако нижняя опока 210 для отливки тягового хомута автосцепки может также представлять собой неразъемную, как правило, цельнолитую конструкцию.
Нижняя опока для отливки хомута состоит из секций, выполненных из литой стали, и содержит отпечаток 212 нижней половины модели хомута с минимальным припуском и формой, близкой к окончательной, который сформован на верхней поверхности нижней опоки 210. Величина припуска, требуемая для отпечатка нижней половины опоки с формой, близкой к окончательной, определяется инженерной оценкой и практическим опытом литья. Такая инженерная оценка касается точности модели нижней половины хомута, которая устанавливается в нижней опоке 210 для отливки хомута, в результате чего между кромкой модели 214 и границей отпечатка 212 образуется зазор. Песок с полимерной смолой образует слой 216 между кромкой модели 214 и границей отпечатка 212 в нижней опоке 210 для отливки хомута. Толщина слоя песка с полимерной смолой 216 обусловлена инженерной оценкой и практическим опытом литья, и составляет обычно 3-15 процентов от объема, занимаемого нижней половиной модели хомута 214. Кроме того, применительно к слою песка с полимерной смолой 216 инженерной оценке подлежит общая толщина указанного слоя; как правило, толщина слоя песка с полимерной смолой составляет 0,5-1,5 дюйма (1,2-3,8 см) и выше. В слое песчано-смоляной смеси 216 размещается множество стержневых форм 218.
Следует понимать, что предпочтительным материалом для изготовления нижней опоки 210 для отливки хомута является литая сталь, но может также использоваться и чугун. Следует также понимать, что согласно практическому опыту литья предпочтение отдается варианту наложению нижней опоки на модель для образования между ними зазора.
На Фиг.36 показана верхняя опока для отливки тягового хомута автосцепки, которая обозначена цифрой 260. Верхняя опока для отливки тягового хомута автосцепки обычно состоит из стальных литых секций, скрепленных между собой болтами так. Однако верхняя опока 260 для отливки тягового хомута автосцепки может также представлять собой неразъемную, как правило, цельнолитую конструкцию.
Верхняя опока для отливки хомута состоит из секций, выполненных из литой стали, и содержит отпечаток 262 с минимальным припуском и формой, близкой к окончательной, который сформован на верхней поверхности верхней опоки 260 для отливки хомута. Величина припуска, требуемая для отпечатка 262 верхней половины опоки с формой, близкой к окончательной, определяется инженерной оценкой и практическим опытом литья. Такая инженерная оценка касается точности модели верхней половины хомута, которая устанавливается в верхней опоке 260 для отливки хомута, в результате чего между кромкой модели 264 и границей отпечатка 262 образуется зазор. Песок с полимерной смолой образует слой 266 между кромкой модели 264 и границей отпечатка 262 в верхней опоке 260 для отливки хомута. Толщина слоя песка с полимерной смолой 266 обусловлена инженерной оценкой и практическим опытом литья, и составляет обычно 3-15 процентов от объема, занимаемого верхней половиной модели хомута 264. Кроме того, применительно к слою песка с полимерной смолой 266 инженерной оценке подлежит общая толщина указанного слоя; как правило, толщина слоя песка с полимерной смолой составляет 0,5-1,5 дюйма (1,2-3,8 см) и выше.
Следует понимать, что предпочтительным материалом для изготовления верхней опоки многократного использования 260, предназначенной для отливки хомута, является литая сталь, но может также использоваться и чугун. Следует также понимать, что согласно практическому опыту литья предпочтение отдается варианту наложению верхней опоки на модель для образования между ними зазора.
Подробное описание процессов отверждения газом песчано-смоляной формовочной смеси в нижней и верхней опоке и формования готовой пресс-формы для отливки тягового хомута автосцепки, используемого в тележках для грузовых железнодорожных вагонов, в настоящем документе не представлено, но указанные процессы аналогичны процессам, описанным выше в отношении пресс-форм для отливки боковины и надрессорной балки.
На Фиг.37 показана нижняя опока для отливки корпуса автосцепки, которая обозначена цифрой 270. Нижняя опока для отливки корпуса автосцепки обычно состоит из стальных литых секций, скрепленных между собой болтами так. Однако нижняя опока 270 для отливки корпуса автосцепки может также представлять собой неразъемную, как правило, цельнолитую конструкцию.
Нижняя опока для отливки корпуса состоит из секций, выполненных из литой стали, и содержит отпечаток 272 нижней половины модели корпуса с минимальным припуском и формой, близкой к окончательной, который сформован на верхней поверхности нижней опоки 270. Величина припуска, требуемая для отпечатка 272 в нижней опоке с формой, близкой к окончательной, определяется инженерной оценкой и практическим опытом литья. Такая инженерная оценка касается точности модели нижней половины корпуса, которая устанавливается в нижней опоке 260, в результате чего между кромкой модели 274 и границей отпечатка 272 образуется зазор. Песок с полимерной смолой образует слой 276 между кромкой модели 274 и границей отпечатка 272 в нижней опоке 270 для отливки корпуса. Толщина слоя песка с полимерной смолой 276 обусловлена инженерной оценкой и практическим опытом литья, и составляет обычно 3-15 процентов от объема, занимаемого нижней половиной модели корпуса 274. Кроме того, применительно к слою песка с полимерной смолой 276 инженерной оценке подлежит общая толщина указанного слоя; как правило, толщина слоя песка с полимерной смолой составляет 0,5-1,5 дюйма (1,2-3,8 см) и выше. В слое песчано-смоляной смеси 276 размещается множество стержневых форм 278.
Следует понимать, что предпочтительным материалом для изготовления нижней опоки 270, предназначенной для отливки корпуса автосцепки, является литая сталь, но может также использоваться и чугун. Следует также понимать, что согласно практическому опыту литья предпочтение отдается варианту наложению нижней опоки на модель для образования между ними зазора.
На Фиг.38 показана верхняя опока для отливки корпуса автосцепки, которая обозначена цифрой 280. Верхняя опока для отливки корпуса автосцепки обычно состоит из стальных литых секций, скрепленных между собой болтами так. Однако нижняя опока 280 для отливки корпуса автосцепки может также представлять собой неразъемную, как правило, цельнолитую конструкцию.
Верхняя опока для отливки корпуса автосцепки состоит из секций, выполненных из литой стали, и содержит отпечаток 282 верхней половины модели корпуса с минимальным припуском и формой, близкой к окончательной, который сформован на верхней поверхности верхней опоки 280. Величина припуска, требуемая для отпечатка 282 в верхней опоке с формой, близкой к окончательной, определяется инженерной оценкой и практическим опытом литья. Такая инженерная оценка касается точности модели верхней половины корпуса, которая устанавливается в верхней опоке 280, в результате чего между кромкой модели 284 и границей отпечатка 282 образуется зазор. Песок с полимерной смолой образует слой 286 между кромкой модели 284 и границей отпечатка 282 в верхней опоке 280 для отливки корпуса. Толщина слоя песка с полимерной смолой 286 обусловлена инженерной оценкой и практическим опытом литья, и составляет обычно 3-15 процентов от объема, занимаемого верхней половиной модели корпуса 284. Кроме того, применительно к слою песка с полимерной смолой 286 инженерной оценке подлежит общая толщина указанного слоя; как правило, толщина слоя песка с полимерной смолой составляет 0,5-1,5 дюйма (1,2-3,8 см) и выше.
Следует понимать, что предпочтительным материалом для изготовления верхней опоки 280, предназначенной для отливки корпуса автосцепки, является литая сталь, но может также использоваться и чугун. Следует также понимать, что согласно практическому опыту литья предпочтение отдается варианту наложению верхней опоки на модель для образования между ними зазора.
Подробное описание процессов отверждения газом песчано-смоляной формовочной смеси в нижней и верхней опоке и формования готовой пресс-формы для отливки корпуса автосцепки, используемого в тележках для грузовых железнодорожных вагонов, в настоящем документе не представлено, но указанные процессы аналогичны процессам, описанным выше в отношении пресс-форм для отливки боковины и надрессорной балки.
Изобретение относится к литейному производству и используется при литье стальных деталей для тележек грузовых железнодорожных вагонов, в частности надрессорных балок, боковин. Верхняя часть формы формуется с отпечатком модели отливки с минимальным припуском. Верхняя половина модели отливаемого изделия помещается на опоку, в результате чего между верхней частью модели и отпечатком с минимальным припуском образуется зазор. В зазор вдувается песчано-смоляная смесь, которая образует формовочный слой между отпечатком с минимальным припуском в опоке и верхней половиной модели. Песчано-смоляная смесь отверждается, образуя форму, толщина которой равна толщине зазора между отпечатком с минимальным припуском и верхней половиной модели отливаемого изделия. Нижняя часть пресс-формы формуется аналогичным образом. Обеспечивается повышение точности стальных литых деталей. 3 н. и 21 з.п. ф-лы, 38 ил.
1. Способ изготовления формы для производства стальных отливок, включающий:
обеспечение нижней опоки, в которой выполнен отпечаток модели отливки с минимальным припуском, причем отпечаток с минимальным припуском имеет форму, близкую к нижней половине модели отливки, при этом нижняя опока с отпечатком выполнена из литой стали или чугуна;
обеспечение нижней половины модели отливки;
размещение нижней половины модели отливки на нижней опоке с образованием между нижней половиной модели и отпечатком в нижней опоке зазора;
вдувание песка с полимерной смолой в зазор между нижней половиной модели и отпечатком в нижней опоке через отверстия в нижней половине модели для образования слоя песка с полимерной смолой в зазоре между нижней половиной модели и отпечатком в нижней опоке;
подачу газа-катализатора на слой песка с полимерной смолой для его отверждения и формования нижней части формы в нижней опоке;
обеспечение верхней опоки, в которой выполнен отпечаток модели отливки с минимальным припуском, причем отпечаток с минимальным припуском имеет форму, близкую к верхней половине модели отливки, при этом верхняя опока с отпечатком выполнена из литой стали или чугуна;
обеспечение верхней половины модели отливки;
размещение верхней половины модели отливки на верхней опоке с образованием между верхней половиной модели и отпечатком в верхней опоке зазора;
вдувание песка с полимерной смолой в зазор между верхней половиной модели и отпечатком в верхней опоке через отверстия в верхней половине модели для образования слоя песка с полимерной смолой в зазоре между верхней половиной модели и отпечатком в верхней опоке;
подачу газа-катализатора на слой песка с полимерной смолой для его отверждения и формования верхней части формы в верхней опоке;
размещение стержней в нижней части формы; и
помещение верхней опоки с верхней частью формы на нижнюю опоку с нижней частью формы с образованием цельной формы.
2. Способ по п. 1, в котором нижняя опока состоит из одной или нескольких секций, при этом каждая секция выполнена из литой стали, на верхней поверхности каждой секции предусмотрен участок под соответствующий участок нижней половины модели, нижняя часть каждой секции состоит из опорных элементов, собранная нижняя опока имеет жесткую конструкцию во избежание деформации стальной отливки при литье.
3. Способ по п. 1, в котором в нижней половине формы, сформованной в нижней опоке, предусмотрены газовыпускные отверстия, обычно располагаемые в зонах, куда не поступает расплавленная сталь при литье.
4. Способ по п. 1, в котором в верхней половине формы, сформованной в верхней опоке, предусмотрены газовыпускные отверстия, обычно располагаемые в зонах, куда не поступает расплавленная сталь при литье.
5. Способ по п. 1, в котором толщина песка с полимерной смолой, образующего нижнюю часть формы в нижней опоке, составляет 1,27-3,80 см и выше.
6. Способ по п. 1, в котором толщина песка с полимерной смолой, образующего верхнюю часть формы в верхней опоке, составляет 1,27-3,80 см и выше.
7. Способ по п. 1, в котором стальной отливкой является боковина для тележки грузового железнодорожного вагона.
8. Способ по п. 1, в котором стальной отливкой является надрессорная балка для тележки грузового железнодорожного вагона.
9. Способ по п. 7, в котором масса песка с полимерной смолой, вдуваемого в нижнюю опоку, составляет 68-102 кг.
10. Способ по п. 7, в котором масса песка с полимерной смолой, вдуваемого в верхнюю опоку, составляет 68-102 кг.
11. Способ по п. 7, в котором отношение массы песка с полимерной смолой, вдуваемого в нижнюю опоку, к массе боковины составляет 0,2-1,0.
12. Способ по п. 7, в котором отношение массы песка с полимерной смолой, вдуваемого в верхнюю опоку, к массе боковины составляет 0,2-1,0.
13. Способ по п. 8, в котором масса песка с полимерной смолой, вдуваемого в нижнюю опоку, составляет 68-102 кг.
14. Способ по п. 8, в котором масса песка с полимерной смолой, вдуваемого в верхнюю опоку, составляет 68-102 кг.
15. Способ по п. 8, в котором отношение массы песка с полимерной смолой, вдуваемого в нижнюю опоку, к массе надрессорной балки составляет 0,2-1,0.
16. Способ по п. 8, в котором отношение массы песка с полимерной смолой, вдуваемого в верхнюю опоку, к массе надрессорной балки составляет 0,2-1,0.
17. Способ изготовления формы для производства стальных отливок, включающий:
создание нижней опоки, в которой выполнен отпечаток модели отливки боковины тележек грузовых железнодорожных вагонов с минимальным припуском, причем отпечаток с минимальным припуском имеет форму, близкую к нижней половине модели отливки, при этом нижняя опока с отпечатком выполнена из литой стали или чугуна;
создание нижней половины модели отливки боковины, размещение нижней половины модели отливки боковины на нижней опоке, с образованием между нижней половиной модели отливки боковины и отпечатком в нижней опоке зазора;
вдувание песка с полимерной смолой в зазор между нижней половиной модели отливки боковины и отпечатком в нижней опоке через отверстия в нижней половине модели отливки боковины для образования слоя песка с полимерной смолой в зазоре между нижней половиной модели отливки боковины и отпечатком в нижней опоке;
подачу газа-катализатора на слой песка с полимерной смолой для его отверждения и формования нижней части формы для отливки боковины в нижней опоке;
создание верхней опоки для отливки боковины, в которой выполнен отпечаток модели отливки боковины с минимальным припуском, причем отпечаток с минимальным припуском имеет форму, близкую к верхней половине модели отливки боковины, при этом верхняя опока выполнена из литой стали или чугуна;
создание верхней половины модели отливки боковины;
размещение верхней половины модели отливки боковины на верхней опоке с образованием между верхней половиной модели отливки боковины и отпечатком в верхней опоке зазора;
вдувание песка с полимерной смолой в зазор между верхней половиной модели отливки боковины и отпечатком в верхней опоке через отверстия в верхней половине модели отливки боковины для образования слоя песка с полимерной смолой в зазоре между верхней половиной модели отливки боковины и отпечатком в верхней опоке;
подачу газа-катализатора на слой песка с полимерной смолой для его отверждения и формования верхней части формы для отливки боковины в верхней опоке;
размещение стержней в нижней части формы для отливки боковины; и
помещение верхней опоки для отливки боковины с верхней частью формы на нижнюю опоку с нижней частью формы с образованием цельной формы.
18. Способ по п. 17, в котором нижняя опока для отливки боковины состоит из одной или нескольких секций, при этом каждая секция выполнена из литой стали, на верхней поверхности каждой секции предусмотрен участок под соответствующий участок нижней половины модели боковины, нижняя часть каждой секции состоит из опорных элементов, причем собранная нижняя опока для отливки боковины имеет жесткую конструкцию во избежание деформации боковины при литье.
19. Способ по п. 17, в котором в нижней половине формы для отливки боковины, сформованной в нижней опоке, предусмотрены газовыпускные отверстия, располагаемые в зонах, куда не поступает расплавленная сталь при литье.
20. Способ по п. 17, в котором в верхней половине формы для отливки боковины, сформованной в верхней опоке, предусмотрены газовыпускные отверстия, располагаемые в зонах, куда не поступает расплавленная сталь при литье.
21. Способ изготовления формы для производства стальных отливок, включающий:
создание нижней опоки, в которой выполнен отпечаток модели отливки надрессорной балки тележек грузовых железнодорожных вагонов с минимальным припуском, причем отпечаток с минимальным припуском имеет форму, близкую к нижней половине модели отливки надрессорной балки, при этом нижняя опока с отпечатком выполнена из литой стали или чугуна;
создание нижней половины модели отливки надрессорной балки;
размещение нижней половины модели надрессорной балки на нижней опоке с образованием между нижней половиной модели отливки надрессорной балки и отпечатком в нижней опоке зазора;
вдувание песка с полимерной смолой в зазор между нижней половиной модели отливки надрессорной балки и отпечатком в нижней опоке через отверстия в нижней половине модели отливки надрессорной балки для образования слоя песка с полимерной смолой в зазоре между нижней половиной модели отливки надрессорной балки и отпечатком в нижней опоке;
подачу газа-катализатора на слой песка с полимерной смолой для его отверждения и формования нижней части формы для отливки надрессорной балки в нижней опоке;
создание верхней опоки для отливки надрессорной балки, в которой выполнен отпечаток с минимальным припуском, причем отпечаток с минимальным припуском имеет форму, близкую к верхней половине модели отливки надрессорной балки, при этом верхняя опока с отпечатком выполнена из литой стали или чугуна;
создание верхней половины модели надрессорной балки;
размещение верхней половины модели отливки надрессорной балки на верхней опоке с образованием между верхней половиной модели отливки надрессорной балки и отпечатком в верхней опоке зазора;
вдувание песка с полимерной смолой в зазор между верхней половиной модели отливки надрессорной балки и отпечатком в верхней опоке через отверстия в верхней половине модели отливки надрессорной балки для образования слоя песка с полимерной смолой в зазоре между верхней половиной модели отливки надрессорной балки и отпечатком в верхней опоке;
подачу газа-катализатора на слой песка с полимерной смолой для его отверждения и формования верхней части формы для отливки надрессорной балки в верхней опоке;
размещение стержней в нижней части формы для отливки надрессорной балки; и
помещение верхней опоки с верхней частью формы для отливки надрессорной балки на нижнюю опоку с нижней частью формы для отливки надрессорной балки с образованием цельной формы.
22. Способ по п. 21, в котором нижняя опока для отливки надрессорной балки состоит из одной или нескольких секций, при этом каждая секция выполнена из литой стали, на верхней поверхности каждой секции предусмотрен участок под соответствующий участок нижней половины модели надрессорной балки, причем нижняя часть каждой секции состоит из опорных элементов, а собранная нижняя опока для отливки надрессорной балки имеет жесткую конструкцию для исключения деформации надрессорной балки при литье.
23. Способ по п. 21, в котором в нижней половине формы для отливки надрессорной балки, сформованной в нижней опоке, предусмотрены газовыпускные отверстия, располагаемые в зонах, куда не поступает расплавленная сталь при литье.
24. Способ по п. 21, в котором в верхней половине формы для отливки надрессорной балки, сформованной в верхней опоке, предусмотрены газовыпускные отверстия, располагаемые в зонах, куда не поступает расплавленная сталь при литье.
| US 20040031413 A1, 19.02.2004 | |||
| Способ изготовления облицованных литейных форм | 1983 |
|
SU1126356A1 |
| А.Б | |||
| Руденко, В.С | |||
| Серебро | |||
| Литье в облицованный кокиль, М., Машиностроение, 1987, с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Способ изготовления литейных форм и стержней,отверждаемых в оснастке | 1981 |
|
SU973215A1 |
| Устройство для изготовления облицованных жидкоподвижной смесью литейных форм | 1980 |
|
SU900940A1 |
| US 5752564 A, 19.05.1998. | |||

