ОБЛАСТЬ ТЕХНИКИ
[001] Настоящее изобретение относится к устройству для транспортировки боковых уплотняющих пластин.
УРОВЕНЬ ТЕХНИКИ
[002] В устройстве непрерывного литья с двумя валками пара охлаждающих валков расположены параллельно напротив друг друга на одной и той же высоте, а с обеих осевых концевых сторон охлаждающих валков расположены соответственно боковые уплотняющие пластины, при этом расплавленный металл подается под давлением в пространство (ванна расплава), окруженное парой охлаждающих валков и указанными боковыми уплотняющими пластинами при вращении охлаждающих валков так, что между парой охлаждающих валков можно изготавливать литую стальную полосу в направлении нижней стороны.
[003] В таком устройстве непрерывного литья с двумя валками до начала литья необходимо нагревать боковые уплотняющие пластины примерно до 900-1300°С, таким образом, например, в приведенном ниже патентном документе 1 выполнено такое устройство для обмена боковых уплотняющих пластин, в котором, после нагрева примерно до 1200°С в нагревателе боковые уплотняющие пластины удерживают и поворачивают для изменения направления посредством зажимного устройства, затем обеспечивают с помощью плоского стола их перенос и перемещение так, чтобы обеспечить их расположение по обеим концевым сторонам охлаждающих валков.
[004] Документ уровня техники
Патентный документ
Патентный документ 1: Выложенная заявка на патент Японии № Н5-329583
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Проблемы, решаемые настоящим изобретением
[005] В устройстве для обмена боковых уплотняющих пластин устройства непрерывного литья с двумя валками, описанного в патентном документе 1, боковые уплотняющие пластины, нагретые до высокой температуры, удерживают и поворачивают для изменения направления посредством зажимного устройства, затем обеспечивают их транспортировку и перемещение с помощью плоского стола с перемещением на обеих концевых сторонах охлаждающих валков.
[006] Вследствие того, что на определенном уровне охлаждающего валка во время работы устройства непрерывного литья часто выполняют проверку и работу несколько операторов, необходимо обеспечить пространство для работы и безопасность.
[007] Предполагается, что для обеспечения безопасности оператора рабочие области, которые могут использоваться для обслуживания и проверки основных устройств, таких как ванна расплава, устройства предварительного нагрева боковых уплотняющих пластин и устройства присоединения и прижатия боковых уплотняющих пластин, даже на первый взгляд являются достаточно свободными. Кроме того, предполагается, что в рабочей области отсутствуют основные устройства, и что рабочая область представляет собой более широкую область.
[008] Однако в патентном документе 1 опорное устройство, служащее в качестве плеча с поворотным корпусом, имеет относительно большой размах при повороте, диапазон перемещения не ясен с первого взгляда до начала перемещения, и, таким образом, оператору сложно судить о безопасной зоне работ. Также предполагается, что, если принять во внимание устройство, используемое для транспортировки объекта, как свисающее сверху, оператору, работающему на определенном уровне, сложно судить о безопасной зоне работ, не зная диапазон перемещения объекта.
[009] Кроме того, как описано в патентном документе 1, при перемещении боковых уплотняющих пластин, по сравнению с линейным перемещением, изменение направления боковых уплотняющих пластин требует не только относительно сложного устройства, но также занимает время для перемещения. Вследствие того, что, даже при увеличении области, пригодной для использования в работе, время, затраченное на транспортировку боковых уплотняющих пластин, может также вызвать охлаждение нагретых боковых уплотняющих пластин, предполагается, что устройство будет иметь конфигурацию, при которой не затрачивается время на транспортировку боковых уплотняющих пластин.
[0010] Вследствие такой ситуации задача настоящего изобретения заключается в обеспечении устройства для транспортировки боковых уплотняющих пластин, которое позволит оператору просто определить безопасную рабочую область и обеспечит возможность быстрой транспортировки боковых уплотняющих пластин из устройств предварительного нагрева к ванне расплава.
Способ решения проблем
[0011] С целью решения описанных проблем устройство для транспортировки боковых уплотняющих пластин согласно изобретению содержит:
пару устройств предварительного нагрева боковых уплотняющих пластин для приема и нагрева боковых уплотняющих пластин, используемых совместно с торцевыми поверхностями пары охлаждающих валков с образованием ванны расплава устройства непрерывного литья;
пару устройств присоединения и прижатия боковых уплотняющих пластин, расположенных напротив двух торцевых поверхностей охлаждающих валков соответственно и выполненных с возможностью установки и снятия боковых уплотняющих пластин, и обеспечивающих возможность присоединения и прижатия боковых уплотняющих пластин к торцевым поверхностям охлаждающих валков, при этом устройство для транспортировки боковых уплотняющих пластин отличается тем, что также содержит:
основание, при этом ванна расплава, охлаждающие валки, устройства присоединения и прижатия боковых уплотняющих пластин и устройства предварительного нагрева боковых уплотняющих пластин расположены в положениях ближе к нижней стороне относительно основания;
пару рельсовых направляющих, выполненных на основании, если смотреть сверху, на внешней стороне двух торцевых поверхностей охлаждающих валков и проходящих в линейном направлении от устройств присоединения и прижатия боковых уплотняющих пластин к устройствам предварительного нагрева боковых уплотняющих пластин соответственно;
пару приспособлений для транспортировки боковых уплотняющих пластин, выполненных с возможностью перемещения по соответствующим рельсовым направляющим, обеспечивающих разъемную опору для боковых уплотняющих пластин и осуществляющих транспортировку боковых уплотняющих пластин между устройствами предварительного нагрева боковых уплотняющих пластин и устройствами присоединения и прижатия боковых уплотняющих пластин;
первое отверстие, выполненное на основании над ванной расплава;
пару вторых отверстий, служащих в качестве каналов для транспортировки боковых уплотняющих пластин от устройств предварительного нагрева боковых уплотняющих пластин к приспособлениям для транспортировки боковых уплотняющих пластин и выполненных на основании в положении, в котором обеспечено заданное расстояние от рельсовых направляющих в направлении стороны охлаждающих валков;
пару третьих отверстий, служащих в качестве каналов для транспортировки боковых уплотняющих пластин от приспособлений для транспортировки боковых уплотняющих пластин к устройствам присоединения и прижатия боковых уплотняющих пластин и выполненных на основании в положении, в котором обеспечено заданное расстояние от рельсовых направляющих в направлении стороны охлаждающих валков.
[0012] Также, устройство для транспортировки боковых уплотняющих пластин по настоящему изобретении отличается тем, что третьи отверстия расположены между первым отверстием и рельсовыми направляющими в одну линию с первым отверстием вдоль осевого направления охлаждающих валков.
[0013] Кроме того, устройство для транспортировки боковых уплотняющих пластин по настоящему изобретению отличается тем, что на паре вторых отверстий и паре третьих отверстий соответственно расположена пара скользящих пластин, выполняющих открытие и закрытие таким образом, чтобы горизонтально перемещаться на нижней передней стороне основания.
[0014] Кроме того, устройство для транспортировки боковых уплотняющих пластин по настоящему изобретению отличается тем, что соответствующие рельсовые направляющие состоят из двух рельсовых направляющих, при этом приспособление для транспортировки боковых уплотняющих пластин оснащено рейкой, расположенной между двумя рельсовыми направляющими и проходящей параллельно им, а также содержит зажимное устройство, устройство возвратно-поступательного перемещения и устройство подъемного перемещения, причем зажимное устройство содержит механизм для временного зажатия боковой уплотняющей пластины, устройство возвратно-поступательного перемещения содержит ведущую шестерню и двигатель, причем ведущая шестерня зацеплена с рейкой и выполнена с возможностью перемещения вдоль направления выдвижения рейки, а двигатель выполнен с возможностью приведения в движение ведущей шестерни, устройство подъемного перемещения содержит механизм для обеспечения перемещения зажимного устройства вверх и вниз в положение, в котором обеспечено заданное расстояние от рельсовой направляющей в направлении стороны охлаждающих валков.
[0015] Кроме того, устройство для транспортировки боковых уплотняющих пластин по настоящему изобретению отличается тем, что подъем зажимного устройства с помощью устройства подъемного перемещения обеспечен таким образом, чтобы обеспечить возможность проникновения через второе отверстие или третье отверстие.
Обеспечиваемые изобретением технические результаты
[0016] В соответствии с устройством для транспортировки боковых уплотняющих пластин по настоящему изобретению вследствие того, что на основании существует четырехугольная область, окруженная первым отверстием (определенное положение ванны расплава) и парой линейных рельсовых направляющих, а под основанием расположены соответствующие основные устройства, область на основании может быть использована оператором для выполнения работы и проверки ванны расплава, устройства присоединения и прижатия и устройства предварительного нагрева. Таким образом, оператор естественным образом осторожно ходит в области, стараясь не размещать дополнительные предметы, облегчая обеспечение безопасного пространства для работы.
[0017] Кроме того, вследствие того, что соответствующие основные устройства расположены под основанием, на основании может быть обеспечена рабочая область большего размера.
[0018] Кроме того, вследствие того, что приспособления для транспортировки боковых уплотняющих пластин выполнены с возможностью перемещения на линейных рельсовых направляющих на внешней стороне относительно обеих торцевых поверхностей охлаждающих валков, предотвращается затруднение работы в четырехугольной области для того, чтобы сформировать общую цель для распознавания периферии области.
[0019] Кроме того, вследствие того, что приспособления для транспортировки боковых уплотняющих пластин перемещаются по линейным рельсовым направляющим, и как вторые отверстия, так и третьи отверстия расположены на одинаковом расстоянии от внутренней стороны линейных рельсовых направляющих, и если смотреть со стороны линейных рельсовых направляющих, третьи отверстия расположены на одной стороне ближе к охлаждающим валкам так, что можно сократить расстояние транспортировки боковых уплотняющих пластин и можно обеспечить их быструю транспортировку.
[0020] Кроме того, вследствие того, что третьи отверстия (вторые отверстия) образованы между первым отверстием и рельсовыми направляющими, а третьи отверстия и первое отверстие расположены в одну линию с первым отверстием в осевом направлении охлаждающих валков, можно обеспечить относительно больший размер рабочей области, окруженной первым отверстием, парой вторых отверстий и парой третьих отверстий, и можно просто распознать размер рабочей области.
[0021] Кроме того, вследствие того, что вторые отверстия и третьи отверстия представляют собой отверстия, используемые только при транспортировке боковых уплотняющих пластин и не используемые в другое время, их закрытое состояние, когда они не используются, может быть реализовано посредством скользящих пластин так, чтобы упростить безопасное выполнение работы на основании.
[0022] Кроме того, вследствие того, что для образования четырехугольной области, окруженной первым отверстием и парой линейных рельсовых направляющих, также выполнена рейка, проходящая параллельно линейным рельсовым направляющим, становится проще распознать ситуацию, в которой на основании появляется область, с тем чтобы просто обеспечить пространство для безопасного выполнения работы.
[0023] Кроме того, вследствие того, что расстояние, отделенное от рельсовых направляющих устройства подъемного перемещения в положении для зажатия боковой уплотняющей пластины в устройстве предварительного нагрева боковых уплотняющих пластин, является таким же, что и в положении высвобождения и транспортировки боковой уплотняющей пластины в устройство присоединения и прижатия боковых уплотняющих пластин, можно сократить расстояние перемещения, а боковые уплотняющие пластины могут быть перемещены быстрее.
[0024] Кроме того, вследствие того, что зажимные устройства поднимаются устройствами подъемного перемещения за счет проникновения через вторые отверстия или третьи отверстия, можно плавно и безопасно транспортировать боковые уплотняющие пластины от устройств предварительного нагрева боковых уплотняющих пластин к устройствам присоединения и прижатия боковых уплотняющих пластин.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
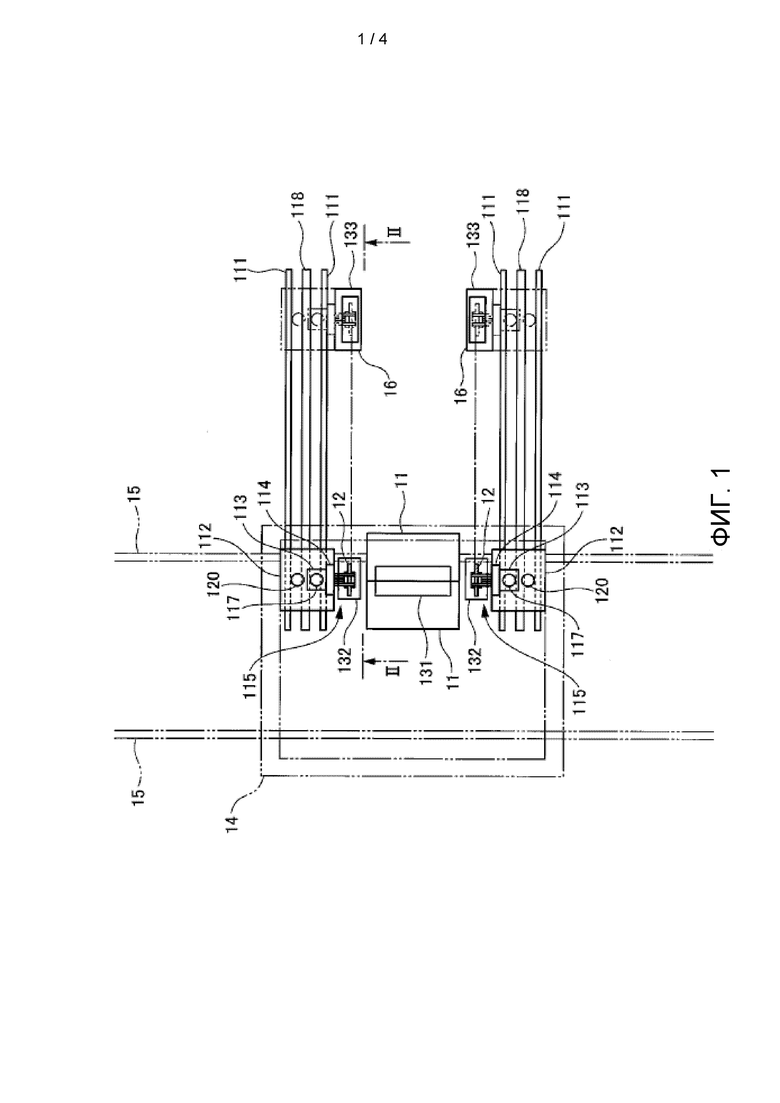
[0025] На фиг. 1 показан вид сверху, показывающий схематичную конструкцию основных частей в основном варианте реализации устройства непрерывного литья с двумя валками, использующего устройство для транспортировки боковых уплотняющих пластин по настоящему изобретению.
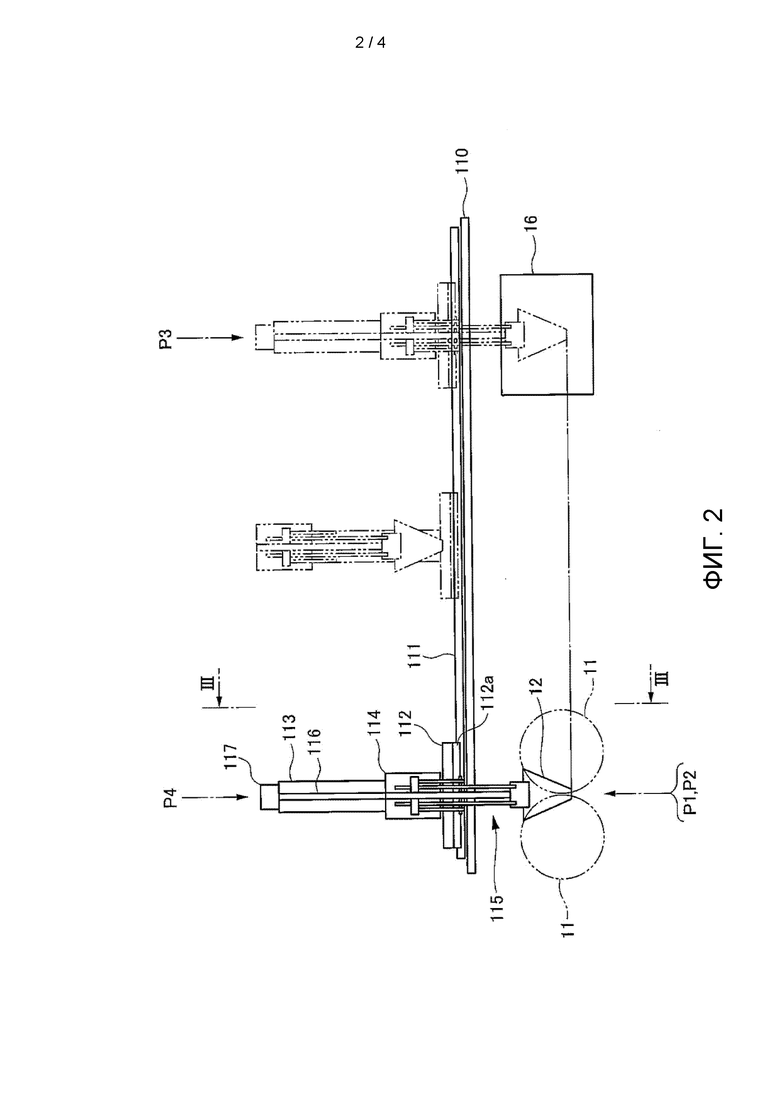
[0026] На фиг. 2 показан вид вдоль линии со стрелкой участка, проходящего вдоль линии II-II по фиг. 1.
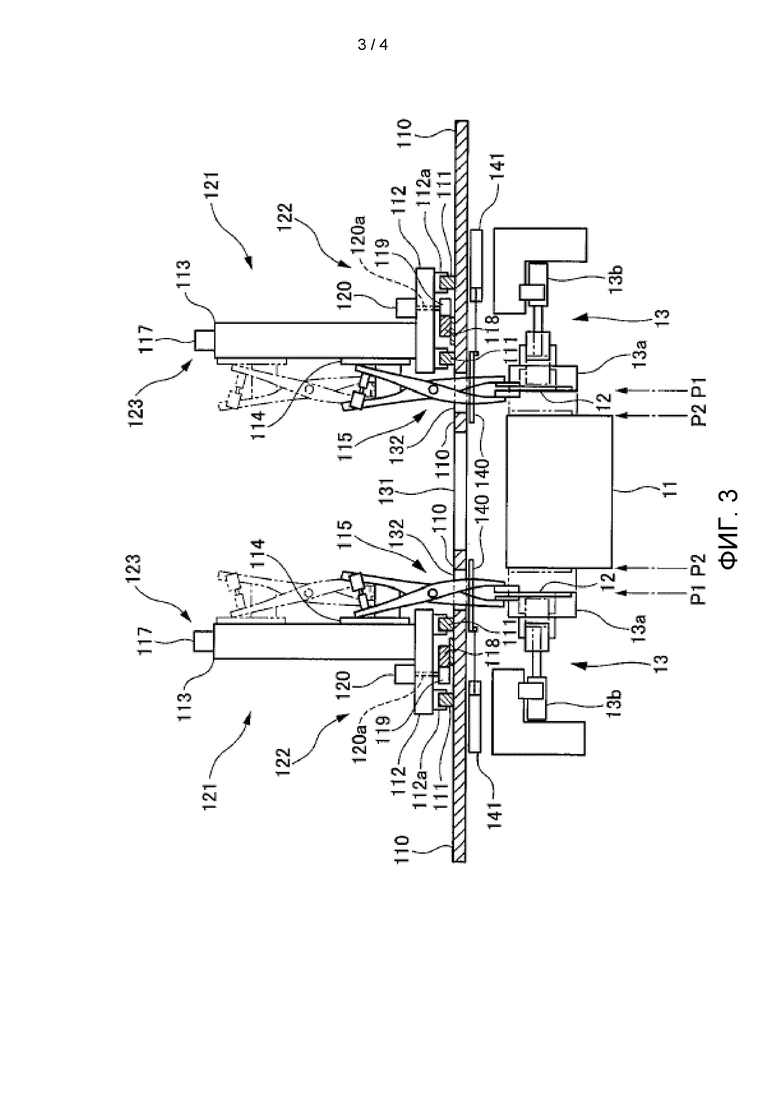
[0027] На фиг. 3 показан вид вдоль линии со стрелкой участка, проходящего вдоль линии III-III по фиг. 2.
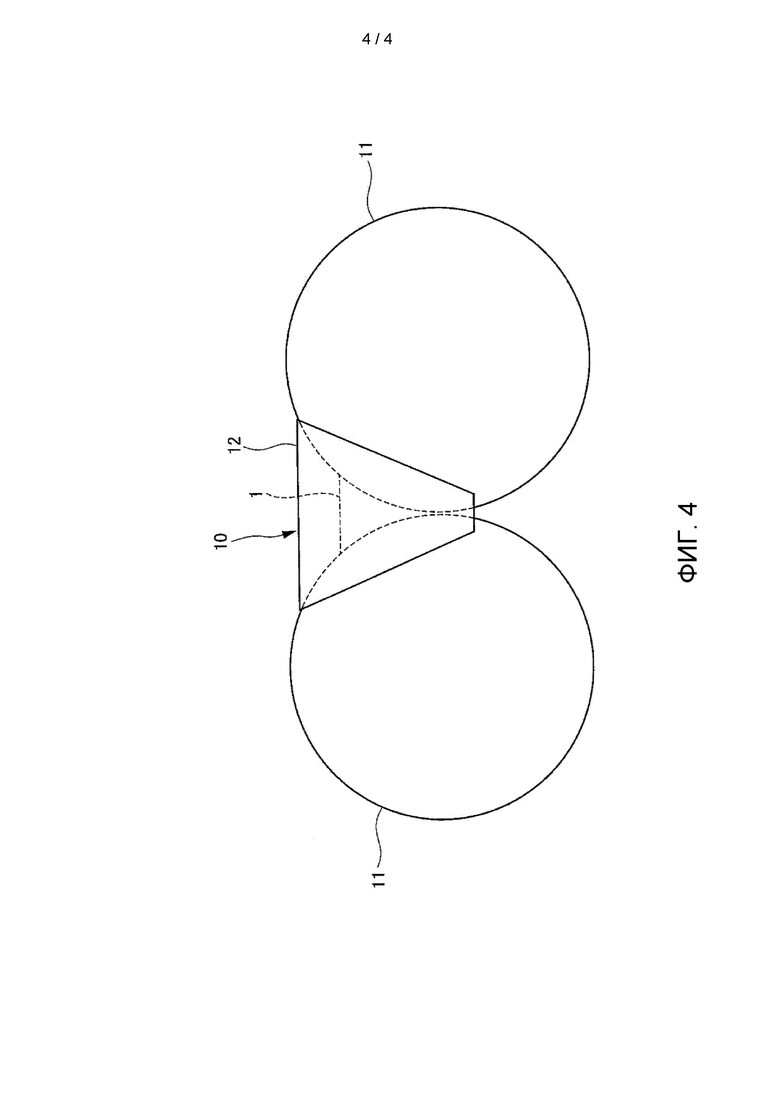
[0028] На фиг. 4 показан иллюстративный вид ванны расплава.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0029] Хотя варианты реализации устройства для транспортировки боковых уплотняющих пластин и использующего его устройства непрерывного литья с двумя валками согласно настоящему изобретению описаны со ссылкой на чертежи, настоящее изобретение не ограничено следующими вариантами реализации, описанными со ссылкой на чертежи.
Основной вариант реализации
[0030] Основной вариант реализации устройства для транспортировки боковых уплотняющих пластин и использующего его устройства непрерывного литья с двумя валками согласно настоящему изобретению описан со ссылкой на фиг. 1-4.
[0031] На фиг. 1-4, 1 представляет собой расплавленный металл, 10 представляет собой ванну расплава, 11 представляет собой охлаждающийся валок, 12 представляет собой боковую уплотнительную пластину, 13 представляет собой устройство присоединения и прижатия боковых уплотняющих пластин, 14 представляет собой промежуточное разливочное устройство, 15 представляет собой перемещающуюся рельсовую направляющую, и 16 представляет собой устройство предварительного нагрева боковых уплотняющих пластин.
[0032] Охлаждающие валки 11 попарно расположены параллельно и напротив друг друга на одной и той же высоте таким образом, что осевое направление ориентировано в горизонтальном направлении. Боковые уплотняющие пластины 12 расположены попарно между парой охлаждающих валков 11 и с обеих осевых концевых сторон охлаждающих валков 11 соответственно, и в пространстве, образованном между боковыми уплотняющими пластинами 12 и охлаждающими валками 11, образована ванна 10 расплава.
[0033] Устройства 13 присоединения и прижатия боковых уплотняющих пластин расположены попарно между парой охлаждающих валков 11 и с обеих осевых концевых сторон охлаждающих валков 11 соответственно. В отношении устройства 13 присоединения и прижатия боковых уплотняющих пластин благодаря убиранию гидравлического цилиндра 13b несущий элемент 13а боковой уплотняющей пластины, который обеспечивает разъемную опору для боковой уплотняющей пластины 12, отклоняется в сторону от торцевого участка охлаждающего валка 11 так, чтобы оказаться расположенным в положении Р1 рассоединения, в котором боковые уплотняющие пластины 12 рассоединены. Кроме того, в отношении устройства 13 присоединения и прижатия боковых уплотняющих пластин благодаря выдвиганию гидравлического цилиндра 13b несущий элемент 13а боковой уплотняющей пластины может быть расположен в положении Р2 присоединения и прижатия, в котором боковые уплотняющие пластины 12 присоединены и прижаты к торцевому участку охлаждающих валков 11 так, чтобы образовать ванну 10 расплава между охлаждающими валками 11 и боковыми уплотняющими пластинами 12.
[0034] Промежуточное разливочное устройство 14 расположено над ванной 10 расплава, образованной охлаждающими валками 11 и боковыми уплотняющими пластинами 12, и вводит под давлением расплавленный металл 1 в ванну 10 расплава. Рельсовые направляющие 15 перемещения расположены над ванной 10 расплава, и промежуточное разливочное устройство 14 перемещается вдоль осевого направления охлаждающих валков 11.
[0036] Иными словами, промежуточное разливочное устройство 14 выполнено с возможностью перемещения вдоль рельсовых направляющих 15 перемещения в положение над ванной 10 расплава при введении под давлением расплавленного металла 1 в ванну 10 расплава, и перемещается вдоль рельсовых направляющих 15 перемещения в положение ожидания в стороне от верхней стороны ванны 10 расплава в осевом направлении охлаждающих валков 11 при замене боковых уплотняющих пластин 12 и тому подобного.
[0036] Таким образом, промежуточное разливочное устройство 14 может перемещаться по рельсовым направляющим 15 перемещения вдоль осевого направления охлаждающих валков 11 в положение над ванной 10 расплава, и затем вводить под давлением расплавленный металл 1 в ванну 10 расплава; кроме того, промежуточное разливочное устройство 14 может перемещаться в направлении, перпендикулярном осевому направлению охлаждающих валков 11 в положение ожидания при замене боковых уплотняющих пластин 12 и тому подобного.
[0037] Устройства 16 предварительного нагрева боковых уплотняющих пластин расположены в следующих положениях, иными словами, положениях в стороне от устройств 13 присоединения и прижатия боковых уплотняющих пластин в горизонтальном направлении, ортогональном осевому направлению охлаждающих валков 11, при этом верхняя часть устройств 16 предварительного нагрева боковых уплотняющих пластин оснащена впускным или выпускным отверстием для приема боковых уплотняющих пластин 12 во внутреннем пространстве или для извлечения боковых уплотняющих пластин 12 из него. Кроме того, предпочтительно, устройства 16 предварительного нагрева боковых уплотняющих пластин установлены таким образом, что положение по высоте (см. фиг. 2) боковых уплотняющих пластин 12, расположенных во внутреннем пространстве, и положение в осевом направлении охлаждающих валков 11 (см. фиг. 1) приблизительно соответствуют положению боковых уплотняющих пластин 12, удерживаемых несущим элементом 13а боковой уплотняющей пластины в положении Р1 рассоединения устройства 13 присоединения и прижатия боковых уплотняющих пластин.
[0038] Кроме того, между верхней стороной устройств 16 предварительного нагрева боковых уплотняющих пластин и верхней стороной устройств 13 присоединения и прижатия боковых уплотняющих пластин, расположенных попарно с обеих сторон в осевом направлении охлаждающих валков 11 соответственно, для их линейного соединения посредством основания 110 соответственно расположены рельсовые направляющие 111, две в качестве одного набора. На наборе рельсовых направляющих 111 между двух рельсовых направляющих 111 соответственно расположены перемещаемые столы 112, которые могут скользить вдоль рельсовых направляющих 111 с помощью блока 112а скольжения.
[0039] На перемещаемых столах 112 соответственно вертикально расположены стойки 113 таким образом, что направляющая поверхность обращена к стороне охлаждающего валка 11. На направляющих поверхностях стоек 113 соответственно установлены скользящие столы 114, выполненные с возможностью скольжения вдоль направляющих поверхностей стоек 113 в вертикальном направлении. На поверхности скользящего стола 114 со стороны охлаждающего валка 11, соответственно установлены зажимные устройства, а именно зажимное устройство 115, для зажатия и удержания боковых уплотняющих пластин 12 разъемным образом.
[0040] Внутри стоек 113 соответственно расположены винтовые стержни 116 с возможностью вращения, при этом винтовые стержни 116 ввинчены в скользящие столы 114 в вертикальном направлении относительно осевое направление с помощью блока гайки (чертеж опущен). На верхней части стоек 113 соответственно установлены серводвигатели 117, приводные валы которых соединены с верхним концом винтовых стержней 116.
[0041] Другими словами, при обеспечении вращения приводных валов серводвигателей 117 так, чтобы приводить во вращение винтовые стержни 116, скользящие столы 114 могут скользить в вертикальном направлении по направляющим поверхностям стоек 113 посредством блоков гаек, и зажимные устройства 115 могут линейно перемещаться вверх и вниз.
[0042] Между набором двух рельсовых направляющих 111 в направлении всей длины рельсовых направляющих 111 соответственно выполнены рейки 118. Серводвигатели 120 соответственно расположены на перемещаемых столах 112, при этом серводвигатель 120 обеспечивает проникновение приводного вала 120а во вращающийся стол 112 в вертикальном направлении таким образом, что конец приводного вала 120а расположен на нижнем участке перемещаемого стола 112. На конце приводных валов 120а серводвигателей 120 соответственно соосно установлены ведущие шестерни 119, зацепленные с рейками 118.
[0043] Другими словами, при обеспечении вращения приводного вала 120а серводвигателя 120 и вызова вращения ведущей шестерни 119, благодаря вращению и перемещению ведущей шестерни 119 в направлении длины рейки 118, перемещаемый стол 112 может перемещаться вдоль рельсовых направляющих 111 с помощью блока 112а скольжения так, что зажимное устройство 115 может изменять положение между положением Р3 над впускным или выпускным отверстием устройств 16 предварительного нагрева боковых уплотняющих пластин и положением Р4 над несущим элементом 13а боковой уплотняющей пластины, причем несущий элемент 13а боковой уплотняющей пластины расположен в положении Р1 рассоединения устройства 13 присоединения и прижатия боковых уплотняющих пластин.
[0044] В таком варианте реализации, рельсовые направляющие 111, перемещаемый стол 112, рейка 118, ведущая шестерня 119, серводвигатель 120 и тому подобное образуют устройство 122 возвратно-поступательного перемещения; стойка 113, скользящий стол 114, винтовой стержень 116, серводвигатель 117 и тому подобное образуют устройство 123 подъемного перемещения; устройство 122 возвратно-поступательного перемещения, устройство 123 подъемного перемещения и тому подобное образуют устройство перемещения; зажимное устройство 115, устройства 122 и 123 перемещения и тому подобное образуют приспособление 121 для транспортировки боковых уплотняющих пластин, и охлаждающие валки 11, боковые уплотняющие пластины 12, устройства 13 присоединения и прижатия боковых уплотняющих пластин, устройства 16 предварительного нагрева боковых уплотняющих пластин, приспособления 121 для транспортировки боковых уплотняющих пластин и тому подобное образуют устройства непрерывного литья с двумя валками.
[0045] В устройстве непрерывного литья с двумя валками, использующем приспособления 121 для транспортировки боковых уплотняющих пластин в настоящем варианте реализации, для образования ванны 10 расплава с обеих осевых концевых сторон охлаждающих валков 11 расположены боковые уплотняющие пластины 12.
[0046] Во-первых, гидравлический цилиндр 13b сжимается таким образом, что несущий элемент 13а боковой уплотняющей пластины устройства 13 присоединения и прижатия боковых уплотняющих пластин расположен в положении Р1 рассоединения, и серводвигатель 120 работает так, чтобы расположить перемещаемый стол 112 таким образом, что зажимное устройство 115 расположено в положении Р3 над устройством 16 предварительного нагрева боковых уплотняющих пластин. Затем боковые уплотняющие пластины 12 размещают внутри устройства 16 предварительного нагрева боковых уплотняющих пластин, и обеспечивают работу устройств 16 предварительного нагрева боковых уплотняющих пластин так, чтобы предварительно нагреть боковые уплотняющие пластины 12.
[0047] Затем, после предварительного нагрева боковых уплотняющих пластин 12 до диапазона, например, 900-1300°С, обеспечивается возможность вращения приводных валов серводвигателей 117 и приведение во вращение винтовых стержней 116, и обеспечивается перемещение скользящих столов 114 вниз так, что зажимные устройства 115 могут линейно опускаться в вертикальном направлении, при этом зажимные устройства 115 размещают в устройствах 16 предварительного нагрева боковых уплотняющих пластин так, чтобы зажать боковые уплотняющие пластины 12 с помощью зажимных устройств 115. Затем обеспечивается возможность вращения приводных валов серводвигателей 117 в обратном направлении и приведение во вращение винтовых стержней 116 в обратном направлении, и обеспечивается перемещение скользящих столов 114 вверх так, что зажимные устройства 115 могут линейно подниматься в вертикальном направлении так, чтобы извлечь боковые уплотняющие пластины 12 из устройств 16 предварительного нагрева боковых уплотняющих пластин.
[0048] Далее обеспечивается возможность вращения приводных валов 120а серводвигателей 120 и приведение во вращение ведущих шестерен 119, при этом ведущие шестерни 119 перемещаются вдоль реек 118 так, что перемещаемые столы 112 могут линейно перемещаться в горизонтальном направлении вдоль рельсовых направляющих 111 с помощью блоков 112а скольжения, а зажимные устройства 115 расположены в положении Р4 над несущими элементами 13а боковых уплотняющих пластин устройств 13 присоединения и прижатия боковых уплотняющих пластин.
[0049] Затем обеспечивается возможность вращения приводных валов серводвигателей 117 и приведение во вращение винтовых стержней 116, и обеспечивается перемещение скользящих столов 114 вниз так, что зажимные устройства 115 могут линейно опускаться в вертикальном направлении, и боковые уплотняющие пластины 12 размещают на несущих элементах 13а боковых уплотняющих пластин устройств 13 присоединения и прижатия боковых уплотняющих пластин, и затем зажимные устройства 115 освобождают боковые уплотняющие пластины 12. Затем обеспечивается возможность вращения приводных валов серводвигателей 117 в обратном направлении и приведение во вращение винтовых стержней 116 в обратном направлении, и обеспечивается перемещение скользящих столов 114 вверх так, что зажимные устройства 115 могут линейно подниматься в вертикальном направлении.
[0050] Далее обеспечивается возможность расположения несущих элементов 13а боковых уплотняющих пластин устройств 13 присоединения и прижатия боковых уплотняющих пластин в положении Р2 присоединения и прижатия путем выдвигания гидравлического цилиндра 13b, иными словами: боковые уплотняющие пластины 12 присоединяют и прижимают к торцевым участкам охлаждающих валков 11 так, чтобы образовать ванну 10 расплава между охлаждающими валками 11 и боковыми уплотняющими пластинами 12.
[0051] Другими словами, в настоящем варианте реализации, боковые уплотняющие пластины 12 могут быть транспортированы только в режиме линейного перемещения при условии, что боковые уплотняющие пластины 12 не перемещаются вращательным образом между устройствами 16 предварительного нагрева боковых уплотняющих пластин и устройствами 13 присоединения и прижатия боковых уплотняющих пластин.
[0052] Таким образом, в настоящем варианте реализации, вследствие того, что боковые уплотняющие пластины 12 могут перемещаться в положение нахождения в том же направлении, что и положение прижатия торцевого участка охлаждающих валков 11, можно сократить путь перемещения боковых уплотняющих пластин 12, боковые уплотняющие пластины 12 могут быть быстро перемещены, и, таким образом, можно предотвратить количество выделяемого тепла боковых уплотняющих пластин 12, предварительно нагретых до высокой температуры во время перемещения.
[0053] Таким образом, согласно настоящему варианту реализации, для уменьшения потери тепла можно предотвратить количество выделяемого тепла предварительно нагретых боковых уплотняющих пластин 12, расположенных в положении торцевого участка охлаждающих валков 11.
[0054] Кроме того, вследствие того, что боковые уплотняющие пластины 12 не перемещаются вращательным образом между устройствами 16 предварительного нагрева боковых уплотняющих пластин и устройствами 13 присоединения и прижатия боковых уплотняющих пластин, нет необходимости в обеспечении пространства для поворота, и можно уменьшить пространство, необходимое для обмена боковых уплотняющих пластин 12.
[0055] Более подробное описание является следующим. Набор рельсовых направляющих 111 линейно расположены на основании 110 между верхней стороной устройств 16 предварительного нагрева боковых уплотняющих пластин и верхней стороной устройств 13 присоединения и прижатия боковых уплотняющих пластин. Устройства 123 подъемного перемещения и зажимные устройства 115 расположены на перемещаемых столах 112, перемещающихся на наборе рельсовых направляющих 111.
[0056] В этом состоянии, когда оператор ходит по основанию 110, набор рельсовых направляющих 111 попадет в поле зрения оператора так, что оператор может интуитивно распознавать диапазон перемещения перемещаемых столов 112. Таким образом, вследствие того, что оператор избежит случайного контакта с перемещаемыми столами 112 и зажимными устройствами 115, оператор будет двигаться в манере, близкой к бессознательному состоянию, не входя во внутреннюю сторону и по близости набора рельсовых направляющих 111. Таким образом, можно просто обеспечить безопасность оператора.
[0057] Кроме того, вследствие того, что устройства 16 предварительного нагрева боковых уплотняющих пластин и устройства 13 присоединения и прижатия боковых уплотняющих пластин могут быть расположены отдельно друг от друга за счет использования набора рельсовых направляющих 111, можно обеспечить пространство для работы, необходимое для обслуживания устройств. Также устройства 123 подъемного перемещения и зажимные устройства 115 могут также перемещаться вместе с перемещаемыми столами 112, таким образом, во время обслуживания устройства 13 присоединения и прижатия боковых уплотняющих пластин и тому подобное, перемещаемые столы 112 используют для перемещения зажимных устройств 115 и тому подобное в положение, в котором не произойдет никаких препятствий, что также может облегчить безопасное выполнение технического обслуживания.
[0058] Кроме того, вследствие того, что приспособления 121 для транспортировки боковых уплотняющих пластин независимо расположены попарно с обеих осевых концевых сторон охлаждающих валков 11 соответственно, можно независимо выполнить обмен боковых уплотняющих пластин 12 на одной осевой концевой стороне охлаждающих валков 11 и боковых уплотняющих пластин 12 на другой концевой стороне, и можно применить приспособления 121 для транспортировки боковых уплотняющих пластин одного и того же размера независимо от осевой длины охлаждающих валков 11.
[0059] Далее будут дополнительно описаны отверстия 131-133, выполненные в основании 110, и устройства вокруг основания 110.
[0060] Хотя основание 110 расположено на заданной высоте, и также оснащено устройствами, основание 110 также представляет собой место, где оператор может перемещаться или работать для проверки устройств и тому подобное. В нижнем положении относительно основания 110 расположены ванна 10 расплава, охлаждающие валки 11, устройства 13 присоединения и прижатия боковых уплотняющих пластин и устройства 16 предварительного нагрева боковых уплотняющих пластин. На основании 110 расположена пара рельсовых направляющих 111, если смотреть сверху, с внешней стороны обеих торцевых поверхностей охлаждающих валков 11, пара рельсовых направляющих 111 проходит линейно от устройств 13 присоединения и прижатия боковых уплотняющих пластин к устройствам 16 предварительного нагрева боковых уплотняющих пластин соответственно.
[0061] Выполнена одна пара приспособлений 121 для транспортировки боковых уплотняющих пластин, перемещающихся на паре рельсовых направляющих 111 соответственно. Приспособления 121 для транспортировки боковых уплотняющих пластин обеспечивают разъемную опору боковым уплотняющим пластинам 12 и обеспечивают транспортировку боковых уплотняющих пластин 12 между устройствами 16 предварительного нагрева боковых уплотняющих пластин и устройствами 13 присоединения и прижатия боковых уплотняющих пластин.
[0062] Первое отверстие 131 образовано в основании 110 над ванной 10 расплава. Промежуточное разливочное устройство 14 размещено на перемещающейся рельсовой направляющей 15 (левая сторона на фиг. 1), расположенной на основании 110, и перемещающейся рельсовой направляющей 15 (правая сторона на фиг. 1), расположенной на верхней стороне относительно основания 110 для перемещения в положение первого отверстия 131. Во время работы устройства непрерывного литья промежуточное разливочное устройство 14 перемещается вниз, и вводит под давлением расплавленный металл 1 в ванну 10 расплава из своей нижней части через первое отверстие 131.
[0063] Кроме того, пара вторых отверстий 133 выполнены на основании 110. Вторые отверстия 133 расположены на заданном расстоянии от рельсовых направляющих 111 в направлении стороны охлаждающих валков 11 и расположены так, чтобы соответствовать соответствующим рельсовым направляющим 111. Вторые отверстия 133 представляют собой каналы для приспособлений 121 для транспортировки боковых уплотняющих пластин для приема боковых уплотняющих пластин 12 из устройств 16 предварительного нагрева боковых уплотняющих пластин или для транспортировки боковых уплотняющих пластин 12 к устройствам 16 предварительного нагрева боковых уплотняющих пластин.
[0064] Кроме того, пара третьих отверстий 132 выполнены на основании 110. Третьи отверстия 132 расположены на заданном расстоянии от рельсовых направляющих 111 в направлении стороны охлаждающих валков 11 и расположены так, чтобы соответствовать соответствующим рельсовым направляющим 111. Третьи отверстия 132 представляют собой каналы для приспособлений 121 для транспортировки боковых уплотняющих пластин для приема боковых уплотняющих пластин 12 из устройств 13 присоединения и прижатия боковых уплотняющих пластин или для транспортировки боковых уплотняющих пластин 12 к устройствам 13 присоединения и прижатия боковых уплотняющих пластин.
[0065] В соответствии с конструкцией, вследствие того, что на основании 110 существует четырехугольная область, окруженная первым отверстием 131 (над определенным положением ванны 10 расплава) и парой линейных рельсовых направляющих 111, и под основанием 110 расположены соответствующие основные устройства, оператор может использовать область на основании 110 для выполнения работы и проверки ванны 10 расплава, устройства 13 присоединения и прижатия и устройства 16 предварительного нагрева.
[0066] Таким образом, оператор естественным образом осторожно ходит в области, стараясь не ставить лишние предметы, облегчая обеспечение безопасного пространства для работы. Например, вследствие того, что при условии следующей конфигурации, а именно, когда вторые отверстия 133 и третьи отверстия 132 образованы с внешней стороны области, окруженной парой рельсовых направляющих 111, сложно распознать зону рабочей области, и таким образом, трудно обеспечить безопасность, если не уделять внимания оператору.
[0067] Кроме того, вследствие того, что под основанием 110 расположены соответствующие основные устройства, на основании может быть обеспечена рабочая область большего размера.
[0068] Кроме того, вследствие того, что приспособления 121 для транспортировки боковых уплотняющих пластин перемещаются на линейных рельсовых направляющих 111, расположенных с внешней стороны относительно обеих торцевых поверхностей охлаждающих валков 11, предотвращается затруднение работы в четырехугольной области, и скорее это может быть общим указанием для распознавания периферии области.
[0069] Кроме того, вследствие того, что приспособления 121 для транспортировки боковых уплотняющих пластин перемещаются по линейным рельсовым направляющим 111, и как вторые отверстия 133, так и третьи отверстия 132 расположены на одинаковом расстоянии с внутренней стороны линейных рельсовых направляющих 111, также, если смотреть со стороны линейных рельсовых направляющих 111, третье отверстие 132 расположено на одной стороне ближе к охлаждающему валку 11 так, что можно сократить расстояние транспортировки боковых уплотняющих пластин 12, и можно обеспечить их быструю транспортировку.
[0070] Кроме того, вследствие того, что третьи отверстия 132 образованы между первым отверстием 131 и рельсовыми направляющими 111 и расположены в одну линию с первым отверстием 131 в осевом направлении охлаждающих валков 11, можно обеспечить больший размер рабочей области, окруженной первым отверстием 131, парой вторых отверстий 133 и парой третьих отверстий 132, и просто распознать безопасную рабочую область.
[0071] Также, вследствие того, что область, окруженная отверстиями 131-133 также представляет собой область между парой рельсовых направляющих 111, также легче визуально распознать область от пары рельсовых направляющих 111. Кроме того, вследствие того, что приспособления 121 для транспортировки боковых уплотняющих пластин перемещаются на рельсовых направляющих 111, но не перемещаются в области между парой рельсовых направляющих 111, возможность столкновения с оператором отсутствует.
[0072] На паре вторых отверстий 133 и паре третьих отверстий 132 соответственно расположена пара скользящих пластин 140, выполняющих открытие и закрытие таким образом, чтобы горизонтально перемещаться по нижней передней стороне основания 110. Открытие и закрытие скользящих пластин 140 будет выполнять гидравлический цилиндр 141, соединенный со скользящими пластинами 140 в качестве приводного блока соответственно. Благодаря тому, что скользящие пластины 140 легкие по весу, можно использовать пневматический цилиндр. Однако скользящие пластины 140 предпочтительно имеют жесткость, в этом случае из-за сопровождаемого веса, предпочтительно, приводной блок используют в качестве гидравлического цилиндра 141.
[0073] В соответствии с конструкцией, вследствие того, что вторые отверстия 133 и третьи отверстия 132 представляют собой отверстия, используемые только когда боковые уплотняющие пластины 12 транспортируют, и не используются в другое время, их закрытое состояние, когда они не используются, может быть реализовано с помощью скользящих пластин 140 так, что оператор может просто и безопасно выполнить работу на основании 110.
[0074] Кроме того, соответствующие рельсовые направляющие 111 состоят из двух рельсовых направляющих. Рейка 118, проходящая параллельно рельсовым направляющим 111, расположена между двух рельсовых направляющих 111. Приспособление 121 для транспортировки боковых уплотняющих пластин содержит зажимное устройство 115, устройство 122 возвратно-поступательного перемещения и устройство 123 подъемного перемещения. Зажимное устройство 115 оснащено механизм для временного зажатия боковой уплотняющей пластины 12. Устройство 122 возвратно-поступательного перемещения оснащено ведущей шестерней 119 и двигателем 120, причем ведущая шестерня 119 зацеплена с рейкой 118 и может перемещаться вдоль направления выдвижения рейки 118, а двигатель 120 приводит в действие ведущую шестерню 119. Устройство 123 подъемного перемещения представляет собой механизм для обеспечения перемещения зажимного устройства 115 вверх и вниз в положение, отделенное от рельсовых направляющих 111 в направлении стороны охлаждающего валка 11 на заданное расстояние.
[0075] В соответствии с конструкцией, вследствие того, что для образования четырехугольной области, окруженной первым отверстием 131, в котором достигается нижняя часть промежуточного разливочного устройства 14, и парой линейных рельсовых направляющих 111, также выполнена рейка, проходящая параллельно рельсовой направляющей 111, становится проще распознать ситуацию, в которой на основании 110 появляется четырехугольная область так, чтобы просто обеспечить безопасное пространство для работы.
[0076] Кроме того, вследствие того, что расстояние, отделенное от рельсовых направляющих 111 устройства 123 подъемного перемещения в положении для зажатия боковых уплотняющих пластин 12 в устройствах 16 предварительного нагрева боковых уплотняющих пластин, является по существу таким же, что и в положении высвобождения и транспортировки боковых уплотняющих пластин 12 в устройства 13 присоединения и прижатия боковых уплотняющих пластин, можно сократить расстояние перемещения боковых уплотняющих пластин 12, боковые уплотняющие пластины не вращаются, и боковые уплотняющие пластины 12 могут быть перемещены быстрее.
[0077] Кроме того, вследствие того, что зажимные устройства 115 поднимаются устройствами 123 подъемного перемещения за счет проникновения через вторые отверстия 133 или третьи отверстия 132, можно плавно и безопасно транспортировать боковые уплотняющие пластины 12 от устройств 16 предварительного нагрева боковых уплотняющих пластин к устройствам 13 присоединения и прижатия боковых уплотняющих пластин.
Альтернативные варианты реализации
[0078] Кроме того, в описанных выше вариантах реализации перемещаемые столы 112 могут быть расположены таким образом, чтобы перемещаться относительно рельсовых направляющих 111 с помощью блоков 112а скольжения, однако в качестве альтернативного варианта реализации, например, может быть использован также следующий способ, а именно, вместо блоков 112а скольжения, перемещаемые столы 112 могут быть расположены таким образом, чтобы перемещаться относительно рельсовых направляющих 111 на колесах.
[0079] Кроме того, в описанных выше вариантах реализации использован следующий способ, а именно, с помощью реек 118, ведущих шестерен 119 и тому подобного перемещаемые столы 112 могут быть перемещены скольжением вдоль рельсовых направляющих 111, однако в качестве альтернативного варианта реализации, например, может быть использован также следующий способ, а именно, посредством исполнительного механизма, такого как выдвижной гидравлический цилиндр или вращающийся винтовой стержень и тому подобное, перемещаемые столы 112 могут линейно перемещаться возвратно-поступательным образом вдоль рельсовых направляющих 111.
[0080] Кроме того, в описанных выше вариантах реализации использован следующий способ, а именно, посредством винтового стержня 116 и тому подобное, перемещаемые столы 114 могут перемещаться скольжением вдоль стоек 113, однако в качестве альтернативного варианта реализации, например, может быть использован также следующий способ, а именно, посредством исполнительного механизма, такого как выдвижной гидравлический цилиндр, или рейки и ведущие шестерни и тому подобное, перемещаемые столы 114 могут перемещаться вверх и вниз линейно вдоль стоек 113.
[0081] Кроме того, в описанных выше вариантах реализации использован следующий способ, а именно, посредством рельсовых направляющих 15 перемещения, обеспечено перемещение промежуточного разливочного устройства 14 в горизонтальном направлении в положение ожидания, отклоненное от верхней стороны ванны 10 расплава в осевом направлении охлаждающих валков 11, однако в качестве альтернативного варианта реализации, например, может быть использован также следующий способ, а именно, посредством подъемного устройства обеспечено перемещение промежуточного разливочного устройства 14 в вертикальном направлении к положению ожидания, еще более отклоненному вверх от верхней стороны ванны 10 расплава.
[0082] Кроме того, при условии, что даже промежуточное разливочное устройство 14 расположено над ванной 10 расплава, промежуточное разливочное устройство 14 не взаимодействует с приспособлениями 121 для транспортировки боковых уплотняющих пластин при замене боковых уплотняющих пластин 12, раскрытие того, что промежуточное разливочное устройство 14 перемещается по направлению к положению ожидания, также может быть опущено.
ОПИСАНИЕ ПОЗИЦИОННЫХ ОБОЗНАЧЕНИЙ
1…Расплавленный металл;
10…Ванна расплава;
11…Охлаждающий валок;
12…Боковая уплотнительная пластина;
13…Устройство присоединения и прижатия боковых уплотняющих пластин;
13а…Несущий элемент боковой уплотняющей пластины;
13b…Гидравлический цилиндр;
14…Промежуточное разливочное устройство;
15…Рельсовая направляющая перемещения;
16…Устройство предварительного нагрева боковых уплотняющих пластин;
110…Основание;
111…Рельсовая направляющая;
112…Перемещаемый стол;
112а…Блок скольжения;
113…Опора;
114…Скользящий стол;
115…Зажимное устройство;
116…Винтовой стержень;
117…Серводвигатель;
118…Рейка;
119…Ведущая шестерня;
120…Серводвигатель;
120а…Приводной вал;
121…Приспособление для транспортировки боковых уплотняющих пластин;
122…Устройство возвратно-поступательного перемещения;
123…Устройство подъемного перемещения;
131…Первое отверстие;
132…Третье отверстие;
133…Второе отверстие;
140…Скользящая пластина;
141…Гидравлический цилиндр.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПОРНОЕ УСТРОЙСТВО РАСПРЕДЕЛИТЕЛЯ ПОТОКА И ИСПОЛЬЗУЮЩЕЕ ЕГО УСТРОЙСТВО НЕПРЕРЫВНОГО ЛИТЬЯ С ДВУМЯ ВАЛКАМИ | 2016 |
|
RU2727623C1 |
| УСТРОЙСТВО НЕПРЕРЫВНОГО ЛИТЬЯ С ДВУМЯ ВАЛКАМИ | 2016 |
|
RU2720515C1 |
| ПРИСПОСОБЛЕНИЕ НАГРЕВАТЕЛЬНОГО УСТРОЙСТВА, НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО, УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ И СПОСОБ НАГРЕВА | 2012 |
|
RU2557439C2 |
| НАГРЕВАТЕЛЬНОЕ УСТРОЙСТВО, УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ И СПОСОБ НАГРЕВА | 2012 |
|
RU2510996C2 |
| УСТРОЙСТВО ДЛЯ ТРЕХМЕРНОЙ ПЕЧАТИ ПЕСЧАНОЙ ФОРМЫ С НЕСКОЛЬКИМИ РАБОЧИМИ КАМЕРАМИ | 2016 |
|
RU2690324C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБВАЛКИ НОЖКИ С КОСТЯМИ | 2011 |
|
RU2552060C2 |
| УСТРОЙСТВО И СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ ЛИТЕЙНОГО ВАЛКА | 2016 |
|
RU2719966C1 |
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ВАКУУМНОГО СТЕКЛА | 2011 |
|
RU2530092C1 |
| КОНТЕЙНЕР ДЛЯ СУХОГО ТУШЕНИЯ КОКСА И СПОСОБ СУХОГО ТУШЕНИЯ КОКСА | 1990 |
|
RU2045565C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЛИСТОВОГО СТЕКЛА | 2016 |
|
RU2686772C1 |
Изобретение относится к непрерывному литью. Устройство для транспортировки боковых уплотняющих пластин содержит пару устройств (16) предварительного нагрева боковых уплотняющих пластин (12) для торцевых поверхностей пары охлаждающих валков (11), пару устройств (13) присоединения и прижатия пластин (12), основание (110), пару рельсовых направляющих (111) на основании, пару приспособлений (121) для транспортировки пластин (12), перемещающихся по направляющим (111). Ванна (10) расплава, охлаждающие валки, устройства присоединения и прижатия пластин (12) и устройства предварительного нагрева пластин (12) расположены в положениях ближе к нижней стороне относительно основания. Первое отверстие (131) выполнено в основании над участком ванны расплава. Пара вторых отверстий (133), служащих в качестве каналов для транспортировки пластин (12), выполнены на основании. Пара третьих отверстий (132), служащих в качестве каналов для транспортировки пластин (12), выполнены на основании. Обеспечивается простота распознавания оператором безопасной рабочей области и быстрота транспортировки боковых уплотняющих пластин от устройств предварительного нагрева к участку ванны расплава. 4 з.п. ф-лы, 4 ил.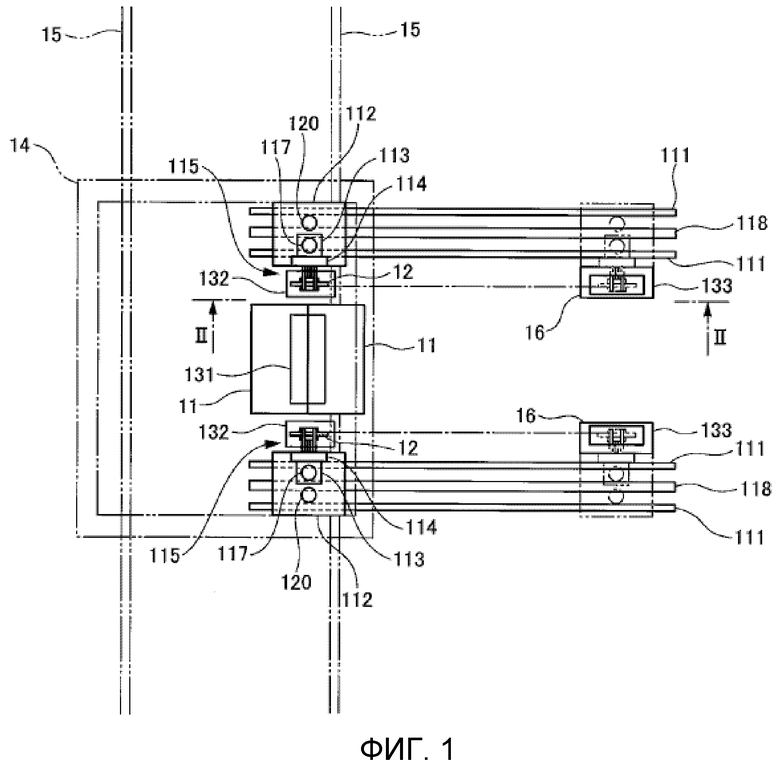
1. Устройство для транспортировки боковых уплотняющих пластин, содержащее:
пару устройств предварительного нагрева боковых уплотняющих пластин для приема и нагрева боковых уплотняющих пластин, используемых совместно с торцевыми поверхностями пары охлаждающих валков с образованием ванны расплава устройства непрерывного литья;
пару устройств присоединения и прижатия боковых уплотняющих пластин, расположенных напротив двух торцевых поверхностей охлаждающих валков соответственно и выполненных с возможностью установки и снятия боковых уплотняющих пластин, и обеспечивающих возможность присоединения и прижатия боковых уплотняющих пластин к торцевым поверхностям охлаждающих валков,
отличающееся тем, что оно содержит:
основание, при этом ванна расплава, охлаждающие валки, устройства присоединения и прижатия боковых уплотняющих пластин и устройства предварительного нагрева боковых уплотняющих пластин расположены в положениях ближе к нижней стороне относительно основания;
пару рельсовых направляющих, выполненных на основании, если смотреть сверху, с внешней стороны двух торцевых поверхностей охлаждающих валков, проходящих в линейном направлении от устройств присоединения и прижатия боковых уплотняющих пластин к устройствам предварительного нагрева боковых уплотняющих пластин соответственно;
пару приспособлений для транспортировки боковых уплотняющих пластин, выполненных с возможностью перемещения по соответствующим рельсовым направляющим, обеспечивающих разъемную опору для боковых уплотняющих пластин и осуществляющих транспортировку боковых уплотняющих пластин между устройствами предварительного нагрева боковых уплотняющих пластин и устройствами присоединения и прижатия боковых уплотняющих пластин;
первое отверстие, выполненное в основании над ванной расплава;
пару вторых отверстий, служащих в качестве каналов для транспортировки боковых уплотняющих пластин от устройств предварительного нагрева боковых уплотняющих пластин к приспособлениям для транспортировки боковых уплотняющих пластин и выполненных на основании в положении, в котором обеспечено заданное расстояние от рельсовых направляющих в направлении стороны охлаждающих валков;
пару третьих отверстий, служащих в качестве каналов для транспортировки боковых уплотняющих пластин от приспособлений для транспортировки боковых уплотняющих пластин к устройствам присоединения и прижатия боковых уплотняющих пластин и выполненных на основании в положении, в котором обеспечено заданное расстояние от рельсовых направляющих в направлении стороны охлаждающих валков.
2. Устройство по п. 1, отличающееся тем, что третьи отверстия расположены между первым отверстием и рельсовыми направляющими в одну линию с первым отверстием вдоль осевого направления охлаждающих валков.
3. Устройство по п. 1 или 2, отличающееся тем, что на паре вторых отверстий и паре третьих отверстий соответственно расположена пара скользящих пластин, выполненных с возможностью открытия и закрытия таким образом, чтобы горизонтально перемещаться на нижней передней стороне основания.
4. Устройство по любому из пп. 1-3, отличающееся тем, что соответствующие рельсовые направляющие состоят из двух рельсовых направляющих, при этом устройство для транспортировки боковых уплотняющих пластин оснащено рейкой, расположенной между двумя рельсовыми направляющими и проходящей параллельно им, приспособление для транспортировки боковых уплотняющих пластин содержит зажимное устройство, устройство возвратно-поступательного перемещения и устройство подъемного перемещения, причем зажимное устройство содержит механизм для временного зажатия боковой уплотняющей пластины, устройство возвратно-поступательного перемещения содержит ведущую шестерню и двигатель, причем ведущая шестерня зацеплена с рейкой и выполнена с возможностью перемещения вдоль направления выдвижения рейки, а двигатель выполнен с возможностью приведения в движение ведущей шестерни, и устройство подъемного перемещения содержит механизм для обеспечения перемещения зажимного устройства вверх и вниз в положение, в котором обеспечено заданное расстояние от рельсовых направляющих в направлении стороны охлаждающих валков.
5. Устройство по п. 4, отличающееся тем, что подъем зажимного устройства с помощью устройства подъемного перемещения обеспечивает возможность проникновения через второе отверстие или третье отверстие.
| CN 201543794 U, 11.08.2010 | |||
| CN 103100674 A, 15.05.2013 | |||
| БОКОВЫЕ ЗАСЛОНКИ С ДЛИТЕЛЬНЫМ РЕСУРСОМ ПО ИЗНОСУ | 2007 |
|
RU2434709C2 |
| НЕПРЕРЫВНОЕ ЛИТЬЕ СТАЛЬНОЙ ПОЛОСЫ | 2005 |
|
RU2403123C2 |

