Область техники, к которой относится изобретение
Настоящее изобретение относится к нагревательному устройству, устройству для термообработки и способу индукционного нагрева кольцеобразной заготовки.
Уровень техники
Как правило, для нагрева кольцеобразной заготовки она поддерживается поддерживающим устройством, например зажимным механизмом, и нагревается нагревательной катушкой во время вращения. Для нагрева крупногабаритной кольцеобразной заготовки было предложено устройство для термообработки, которое нагревает заготовку без зажимания заготовки в зажимном механизме.
Согласно JP 2005-325409 A устройство для высокочастотной термообработки предназначено для нагрева крупногабаритного кольцеобразного элемента, например кольца подшипника. Кольцеобразный элемент поддерживается на поворотном столе, и некоторое количество подковообразных нагревательных катушек расположено в направлении по окружности кольцеобразного элемента. Кольцеобразный элемент нагревается нагревательными катушками во время его совместного вращения поворотным столом.
Согласно JP 2009-287074 A устройство для термообработки предназначено для нагрева всего кольцевого элемента посредством высокочастотной термообработки. В этом устройстве для термообработки крупногабаритный кольцевой элемент поддерживается на некотором количестве опорных роликов, и радиальная наружная поверхность или радиальная внутренняя поверхность кольцевого элемента зажимается тремя или более позиционирующими роликами для позиционирования кольцевого элемента. Кольцевой элемент подвергается индукционному нагреву нагревательными катушками во время вращения.
Однако в существующих устройствах для термообработки заготовка загружается с помощью поддерживающей оснастки для перемещения, и во время нагрева заготовки эта заготовка поддерживается и позиционируется на приспособлении, например на поворотном столе или опорном ролике, и затем заготовка выгружается с помощью поддерживающей оснастки для выгрузки. Таким образом, во время загрузки, нагрева и выгрузки заготовка размещается на разных приспособлениях или поддерживающей оснастке. В случае крупногабаритной заготовки центр тяжести заготовки должен быть отрегулирован для надежного транспортирования заготовки во время загрузки и выгрузки заготовки, и при нагреве заготовка должна позиционироваться с надлежащей точностью для обеспечения требуемого нагрева. Например, во время нагрева кольцеобразная заготовка вращается вокруг своей центрально оси. Таким образом, для позиционирования заготовки необходимо выполнять трудоемкие операции, при этом конструкция, подлежащая позиционированию, является сложной. Кроме того, соответственно, предусматриваются конструкции для поддержки заготовки с целью транспортирования и нагрева, поэтому такая конфигурация является сложной.
Согласно JP 2005-325409 A кольцеобразная заготовка поддерживается и вращается на поворотном столе, и заготовка должна иметь форму, которая соответствует поворотному столу, так чтобы заготовка могла вращаться вместе с поворотным столом. Таким образом, существуют ограничения в отношении заготовки, которая может нагреваться с помощью этого устройства для термообработки. Другими словами, поворотный стол должен быть способным поворачиваться с закрепленной на нем заготовкой, и поворотный стол должен соответствовать подвергаемой нагреву заготовке. Таким образом, оборудование имеет недостаточную гибкость.
Согласно JP 2009-287074 A заготовка помещается на вращающиеся ролики для вращения заготовки вращающимися роликами. Таким образом, если заготовка является крупногабаритной, и деформация заготовки по причине нагрева является относительно большой, представляется сложным поддержание постоянного зазора между нагревательной катушкой и заготовкой. Кроме того, когда заготовка позиционируется посредством прижимания позиционирующих роликов к внутренней или наружной поверхности заготовки, к нагретой и размягченной заготовке прикладываются напряжения, что может привести к деформации заготовки.
Сущность изобретения
Настоящее изобретение было разработано с учетом описанных выше факторов, и задача изобретения состоит в том, чтобы предложить нагревательное устройство, устройство для термообработки и способ нагрева для индукционного нагрева кольцеобразной заготовки, обеспечивающие более легкую термообработку в более широком диапазоне применения.
В соответствии с одним аспектом настоящего изобретения предлагается нагревательное устройство. Нагревательное устройство включает в себя опору для заготовки, на которой размещается кольцеобразная заготовка, вращающийся привод в сборе и нагреватель, предназначенный для нагрева заготовки. Опора для заготовки включает в себя некоторое количество вращающихся роликов, расположенных в направлении по окружности. Вращающийся привод в сборе предназначен для вращения некоторого количества вращающихся роликов с целью вращения опоры для заготовки по направлению кольцевой формы заготовки. Нагреватель включает в себя нагревательную катушку, предназначенную для индукционного нагрева заготовки на опоре для заготовки на месте нагрева, и исполнительный механизм, предназначенный для перемещения нагревательной катушки в положение нагревания относительно заготовки с целью регулирования расстояния между заготовкой и нагревательной катушкой.
Место нагревания может находиться между смежными вращающимися роликами.
Нагревательное устройство также может включать в себя датчик положения, установленный перед местом нагревания в направлении вращения заготовки для определения положения поверхности заготовки, так чтобы исполнительный механизм перемещал нагревательную катушку на основе обнаружения, выполняемого датчиком положения.
Нагревательное устройство может включать в себя некоторое количество комплектов нагревателей и исполнительных механизмов и некоторое количество вышеуказанных датчиков положения, предназначенных для соответствующих комплектов вышеуказанных нагревателей и вышеуказанных исполнительных механизмов.
Вращающийся привод в сборе может включать в себя приводное устройство и вращающийся приводной механизм для передачи тягового усилия приводного устройства к некоторому количеству вращающихся роликов. Вращающийся приводной механизм может включать в себя приводную шестерню, которая вращается с помощью приводного устройства, и некоторое количество ведомых шестерней, при этом каждая из ведомых шестерней входит в зацепление с приводной шестерней и соединяется с соответствующим вращающимся роликом.
По другому аспекту настоящего изобретения предлагается устройство для термообработки. Устройство для термообработки включает в себя описанное выше нагревательное устройство и блок охлаждения, предназначенный для охлаждения заготовки, нагретой с помощью нагревателя, при этом приводное устройство расположено выше заготовки.
Нагревательное устройство также может включать в себя центральный узел, к которому присоединена опора для заготовки, так чтобы некоторое количество вращающихся роликов было расположено вокруг центрального узла и так чтобы заготовка была размещена на опоре для заготовки и окружала центральный узел, секцию загрузки, в которую помещается заготовка на некоторое количество вращающихся роликов, секцию нагрева, в которой установлен нагреватель, и транспортирующий механизм, предназначенный для транспортирования опоры для заготовки вместе с заготовкой в подвешенном состоянии между секцией загрузки и секцией нагрева. Центральный узел может включать в себя транспортирующий соединительный участок, соединенный с транспортирующим механизмом с целью подвешивания опоры для заготовки вместе с заготовкой.
Транспортирующий механизм может включать в себя участок подвешивания, соединенный с транспортирующим соединительным участком, так чтобы участок подвешивания освобождался от соединения с транспортирующим соединительным участком в боковом направлении.
По еще одному аспекту настоящего изобретения предлагается способ нагрева. Способ нагрева включает в себя размещение кольцеобразной заготовки на некотором количестве вращающихся роликов, расположенных в направлении по окружности, установку заготовки на месте нагрева таким образом, чтобы она была обращена к нагревательной катушке, перемещение нагревательной катушки для регулирования положения нагревательной катушки относительно заготовки, вращение вращающихся роликов с целью вращения заготовки по направлению кольцевой формы заготовки и индукционный нагрев заготовки.
В этом способе нагрева вращающиеся ролики могут быть соединены с центральным узлом и могут быть расположены в направлении по окружности вокруг центрального узла, и заготовка может быть размещена вращающихся роликах, так чтобы заготовка окружала центральный узел. Способ нагрева также может включать в себя после размещения заготовки в секции загрузки транспортирование заготовки вместе с вращающимися роликами из секции загрузки в секцию нагрева, в которой установлена нагревательная катушка, с центральным узлом в подвешенном состоянии.
По еще одному аспекту настоящего изобретения предлагается приспособление устройства. Это приспособление предназначено для поддержки кольцеобразной заготовки во время транспортирования и нагрева заготовки. Приспособление включает в себя центральный узел, вращающийся приводной механизм, помещенный в центральный узел, и опору для заготовки, соединенную с центральным узлом и сконфигурированную таким образом, чтобы заготовка была размещена на опоре для заготовки и окружала центральный узел. Опора для заготовки содержит некоторое количество вращающихся роликов, расположенных в направлении по окружности вокруг центрального узла. Центральный узел включает в себя транспортирующий соединительный участок, предназначенный для подвешивания опоры для заготовки вместе с заготовкой, размещенной на опоре для заготовки, и ведущий соединительный участок, от которого тяговое усилие передается на вращающийся приводной механизм. Вращающийся приводной механизм предназначен для вращения вращающихся роликов посредством тягового усилия с целью вращения заготовки по направлению кольцевой формы заготовки.
Ведущий соединительный участок может быть расположен выше заготовки, опирающейся на опору для заготовки.
Вращающийся приводной механизм может включать в себя приводной вал, соединенный с ведущим соединительным участком, и некоторое количество ведомых валов, соединенных с некоторым количеством вращающихся роликов. Приводной вал может включать в себя приводную шестерню, и каждый из ведомых валов может включать в себя ведомую шестерню, входящую в зацепление с приводной шестерней. В этой конфигурации вращающиеся ролики вращают заготовку вокруг центра вращения, продолжающегося вдоль приводного вала.
Опора для вала также может включать в себя участок позиционирования заготовки, предназначенный для позиционирования внутренней окружности или наружной окружности заготовки, и участок позиционирования заготовки может быть выступом над некоторым количеством вращающихся роликов.
По еще одному аспекту настоящего изобретения предлагается устройство нагрева. Устройство нагрева включает в себя описанное выше приспособление, секцию загрузки, в которую помещается на приспособление заготовка, секцию нагрева, которая содержит нагреватель, предназначенный для нагрева заготовки, помещенной на приспособление, и транспортирующий механизм, предназначенный для транспортирования приспособления в подвешенном состоянии между секцией загрузки и секцией нагрева. Транспортирующий соединительный участок соединен с транспортирующим механизмом.
Транспортирующий механизм может включать в себя основание, предназначенное для перемещения между секцией загрузки и секцией нагрева, участок подвешивания, соединенный с транспортирующим соединительным участком, и приводное устройство, соединенное с ведущим соединительным участком. Участок подвешивания и приводное устройство могут быть соединены с основанием. Приводное устройство и ведущий соединительный участок могут быть соединены посредством соединения участка подвешивания с транспортирующим соединительным участком.
Приводное устройство может входить в зацепление ведущим соединительным участком таким образом, что приводное устройство может выходить из зацепления с ведущим соединительным участком в вертикальном направлении, и участок подвешивания может входить в зацепление с транспортирующим соединительным участком таким образом, что участок подвешивания может выходить из зацепления с транспортирующим соединительным участком в боковом направлении.
Участок подвешивания может включать в себя некоторое количество стопорных штифтов, расположенных в направлении по окружности таким образом, что каждый из стопорных штифтов может перемещаться со скольжением в боковом направлении, и транспортирующий соединительный участок может включать в себя некоторое количество стопорных отверстий, в которые соответственно вставлены стопорные штифты, при этом каждое из стопорных отверстий имеет суживающуюся кверху треугольную форму.
Транспортирующий механизм также может включать в себя транспортирующую направляющую, предусмотренную между секцией загрузки и секцией нагрева, подъемник, смещающее устройство, основание для бокового перемещения, которое предназначено для перемещения вдоль транспортирующей направляющей и к которому прикреплены подъемник и смещающее устройство, и подъемное основание, к которому прикреплен участок подвешивания. В этой конфигурации подъемное основание соединено с основанием для бокового перемещения таким образом, что подъемное основание может перемещаться вверх и вниз относительно основания для бокового перемещения. Подъемник предназначен для перемещения подъемного основания вверх и вниз. Смещающее устройство предназначено для смещения вверх подъемного основания, когда подъемное основание перемещается вверх.
Секция нагрева может включать в себя участок позиционирования по окружности, предназначенный для позиционирования приспособления относительно направления по окружности.
Устройство нагрева также может включать в себя подготовительное приспособление, предназначенное для подвешивания на участке подвешивания, и подготовительную секцию, предназначенную для размещения подготовительного приспособления. В этой конфигурации транспортирующая направляющая продолжается до подготовительной секции, и подготовительное устройство предназначено для удерживания компонента нагревателя, например нагревательной катушки.
По еще одному аспекту настоящего изобретения предлагается устройство для термообработки. Устройство для термообработки включает в себя описанное ранее устройство нагрева и секцию охлаждения, расположенную ниже секции нагревания таким образом, что во время опускания приспособления заготовка, помещенная на приспособлении, охлаждается в секции охлаждения.
Секция охлаждения может включать в себя ограничитель, предназначенный для поддержки приспособления снизу таким образом, чтобы ограничитель освобождал приспособление во время охлаждения заготовки в секции охлаждения.
Когда приспособление размещается в секции охлаждения, приводное устройство может быть расположено выше секции охлаждения.
По еще одному аспекту настоящего изобретения предлагается способ нагрева. Способ нагрева включает в себя размещение приспособления в секции загрузки, при этом приспособление включает в себя центральный узел и некоторое количество вращающихся роликов, соединенных с центральным узлом и расположенных в направлении по окружности вокруг центрального узла, размещение кольцеобразной заготовки на некотором количестве вращающихся роликов таким образом, чтобы заготовка окружала центральный узел, транспортирование приспособления из секции загрузки в секцию нагрева таким образом, чтобы приспособление было подвешено у центрального узла, вращение вращающихся роликов посредством передачи тягового усилия на центральный узел к вращающимся роликам с целью вращения заготовки по направлению кольцевой формы заготовки в секции нагрева и индукционный нагрев заготовки нагревательной катушкой.
Другие аспекты и преимущества изобретения станут понятными из последующего описания, чертежей и формулы изобретения.
Краткое описание чертежей
Фиг.1 - вид сверху устройства для термообработки по варианту выполнения настоящего изобретения;
Фиг.2 - вид сбоку устройства для термообработки без изображения нескольких нагревателей;
Фиг.3 - вид сверху приспособления устройства для термообработки;
Фиг.4A - вид приспособления и подъемного основания устройства для термообработки в вертикальном разрезе:
Фиг.4B - частичный вид сбоку центрального участка приспособления;
Фиг.5 - вид сверху транспортирующего погрузчика транспортирующего механизма устройства для термообработки;
Фиг.6 - вид в разрезе транспортирующего механизма по линии VI-VI по Фиг.5;
Фиг.7 - вид в разрезе транспортирующего механизма по линии VII-VII по Фиг.6;
Фиг.8 - вид в разрезе транспортирующего механизма по линии VIII-VIII Фиг.5;
Фиг.9 - частичный вид сбоку устройства для термообработки, в котором подъемное основание опускается;
Фиг.10A - 10C - пояснительные виды, на которых показаны операции для соединения подъемного основания и приспособления;
Фиг.11 - вид сверху секции нагрева устройства для термообработки;
Фиг.12 - вид сбоку ограничителя приспособления и блока удерживания заготовки секции нагрева;
Фиг.13A - вид сзади нагревателя и исполнительного механизма секции нагрева;
Фиг.13B - вид сбоку нагревателя и исполнительного механизма;
Фиг.13C - частичный вид сверху нагревателя;
Фиг.14 - частичный вид сбоку датчика положения секции нагревателя;
Фиг.15A - 15C - пояснительные виды, на которых показано функционирование секции нагревателя и секции охлаждения устройства для термообработки;
Фиг.16A - 16C - пояснительные виды, на которых показан способ закалки в устройстве для термообработки;
Фиг.17A - вид спереди нагревательной катушки устройства для термообработки;
Фиг.17B - частичный вид спереди, на котором показана форма обращенного к заготовке участка нагревательной катушки по модифицированному примеру; и
Фиг.18 - частичный вид спереди, на котором показана форма участка обращенной к заготовке нагревательной катушки по другому модифицированному примеру.
Осуществление изобретения
Ниже приводится подробное описание варианта выполнения настоящего изобретения со ссылкой на чертежи.
Вариант выполнения будет описан на примере вращающейся закалочной машины для закалки крупногабаритных нагреваемых изделий. Нагреваемое изделие имеет кольцеобразную форму в диаметре 1 м и более, в данном случае 3 м и более, и представляет собой большое кольцо, внутреннее кольцо или наружное кольцо большого подшипника. Нагреваемый участок нагреваемого изделия имеет, по существу, одинаковую форму по всей длине окружности.
Общая компоновка
Как показано на Фиг.1 и 2, устройство 10 для термообработки включает в себя приспособление 100, предназначенное для поддержки заготовки W, секцию 300 загрузки и выгрузки, где загружается и выгружается заготовка W, транспортирующий механизм 200 для транспортировки приспособления 100 во время его подвешивания, секцию 400 нагрева, где заготовка W, помещенная на приспособление 100, нагревается во время вращения, секцию 500 охлаждения, расположенную ниже секции 400 нагрева, и секцию 600 замены компонентов (подготовительную секцию), расположенную с противоположной стороны от секции 300 загрузки и выгрузки. Приспособление 100, транспортирующий механизм 200, секция 300 загрузки и выгрузки, секция 400 нагрева и секция 600 замены компонентов образуют нагревательное устройство.
Приспособление
Как показано на Фиг.3 и 4, приспособление 100 включает в себя опору 110 для заготовки, на которую помещают заготовку W, центральный узел 130 в центре опоры 110 для заготовки и вращающийся приводной механизм 150 (узел привода), предназначенный для вращения заготовки W, помещенной на опору 110 для заготовки, по направлению кольцевой формы заготовки W.
Опора 110 для заготовки включает в себя некоторое количество радиальных оснований 111, которые соединены с нижним участком центрального узла 130 и которые продолжаются в радиальном направлении, и вращающиеся ролики 112, которые расположены на дальних концах соответствующих радиальных оснований 111 в радиальном направлении. Предусмотрено, по меньшей мере, три или более радиальных оснований 111 и вращающихся роликов 112. В этом варианте выполнения предусмотрено восемь радиальных оснований 111 и вращающихся роликов 112, выровненных с равными интервалами в направлении по окружности. Между смежными радиальными основаниями 111 предусмотрено некоторое расстояние.
Как показано на Фиг.4A, каждый из вращающихся роликов 112 имеет центральный элемент 113 и керамический цилиндрический элемент 114, прикрепленный к периферии центрального элемента 113. Центральный элемент 113 поддерживается с возможностью вращения термостойкими опорами 115 на радиальных основаниях 111 на их соответствующих концах. В этом варианте выполнения каждый из цилиндрических элементов 114 имеет боковую периферийную поверхность постоянного диаметра по всей длине, так чтобы участок боковой периферийной поверхности, который контактирует с заготовкой W, был, по существу, горизонтальным. Выбор материала и формы цилиндрических элементов 114 зависит от характеристик заготовки W. Например, цилиндрический элемент 114 может иметь гладкую боковую периферийную поверхность или текстурную боковую периферийную поверхность, например, с множеством канавок.
Как показано на Фиг.4A, на каждом из радиальных оснований 111 предусмотрен ролик 121 позиционирования заготовки W для позиционирования внутренней окружности или наружной окружности заготовки W. Этот ролик 121 позиционирования заготовки выступает вверх от каждого вращающегося ролика 112 и может свободно вращаться вокруг, по существу, вертикальной оси.
Как показано на Фиг.4A, центральный узел 130 включает в себя цилиндрическую соединительную выступающую часть 131, которая выступает вверх от центра опоры 110 для заготовки. Редуктор 151 и приводной вал 152 приводного механизма 150 расположены с внутренней стороны соединительной выступающей части 131, и соединительная выступающая часть 131 расположена концентрично относительно приводного вала 152.
Соединительная выступающая часть 131 имеет транспортирующий соединительный участок 132 для подвешивания всего приспособления 100 с помощью транспортирующего погрузчика 220. Ведущий соединительный участок 133 расположен внутри соединительной выступающей части 131, и ведущий соединительный участок 133 крепится к концевому участку приводного вала 152. Транспортирующий соединительный участок 132 включает в себя некоторое количество стопорных отверстий 134, образованных с равными интервалами по окружности соединительной выступающей части 131. Как показано на Фиг.4B, каждое из стопорных отверстий 134 имеет, по существу, треугольную форму. Ведущий соединительный участок 133 имеет первый элемент 141 зацепления, который образует часть механизма 140 сцепной муфты.
Стопорные отверстия 134 и первый элемент 141 зацепления, у которого соответственно соединены транспортирующий соединительный участок 132 и ведущий соединительный участок 133, расположены над верхним краем заготовки W, которая поддерживается на некотором количестве вращающихся роликов 112.
Вращающийся приводной механизм 150 расположен в центральном узле 130 и опоре 110 для заготовки с целью передачи входного тягового усилия, действующего на верхний концевой участок центрального узла 130, к вращающимся роликам 112. Вращающийся приводной механизм 150 включает в себя приводной вал 152, установленный в вертикальном направлении в центре центрального узла 130, и ведомые валы 153, установленные по отдельности на соответствующих радиальных основаниях 111 опоры 110 для заготовки с целью соединения вращающихся роликов 112 с центральным узлом 130. Приводной вал 152 и ведомые валы 153 соединены друг с другом в редукторе 151.
Ведущий соединительный участок 133 находится у верхнего конца приводного вала 152, и к нижнему концу приводного вала 152 крепится приводная шестерня 154. Тяговое усилие прикладывается к ведущему соединительному участку 133 от транспортирующего механизма 200. Ведомая шестерня 155 устанавливается на одном конце каждого ведомого вала 153, и центральный элемент 113 вращающегося ролика 112 соединяется с другим концом каждого ведомого вала 153 с помощью универсального шарнира.
В редукторе 151 соответствующие ведомые шестерни 155 ведомых валов 153 входят в зацепление с приводной шестерней 154, установленной на приводном валу 152. Все передаточные отношения приводной шестерни 154 с соответствующими ведомыми шестернями являются одинаковыми.
Как показано на Фиг.4A, в нижнем участке центрального узла 130 предусмотрено отверстие 123 позиционирования нижнего участка для позиционирования центрального узла 130. На соответствующих дальних концах некоторого количества радиальных оснований 111 предусмотрены толкатели 125 кулачка для позиционирования радиальных оснований 111 в направлении по окружности.
Соответственно конструкции приспособления 100, показанной на Фиг.3 и 4A, заготовка W размещается на некотором количестве вращающихся роликов 112 опоры 110 для заготовки. Большая погрешность позиционирования заготовки W предотвращается с помощью внутренней периферийной поверхности или наружной периферийной поверхности заготовки W, примыкающей к роликам 121 позиционирования заготовки.
В этом состоянии все приспособление 100, на которое устанавливается заготовка W, может быть подвешено у центрального узла 130. При передаче тягового усилия от ведущего соединительного участка 133, центральной конструкции 130 соответствующие вращающиеся ролики 112 будет вращаться, в результате чего заготовка W будет вращаться по направлению кольцевой формы заготовки W.
Секция загрузки и выгрузки
Как показано на Фиг.1 и 2, в секции 300 загрузки и выгрузки предусмотрено место P1 загрузки и выгрузки, где загружается и выгружается заготовка W с предыдущей операции, и место P2 подвешивания, где приспособление 100 соединяется с транспортирующим механизмом 200 и отсоединяется от него. Секция 300 загрузки и выгрузки включает в себя основание 311 для загрузки, направляющие 313 для загрузки и выгрузки, которые расположены, по существу, параллельно на основании 311 для загрузки и продолжаются от места P1 загрузки и выгрузки до места P2 подвешивания, тележку 315 для загрузки и выгрузки, которая перемещается по направляющим 313 для загрузки и выгрузки, и транспортирующий приводной узел 317, который перемещает тележку 315 для загрузки и выгрузки.
Как показано на Фиг.4A, на тележке 315 для загрузки и выгрузки предусмотрена опорная конструкция 320 приспособления для поддержки приспособления 100. Опорная конструкция 320 приспособления включает в себя выступающую часть 321 для зацепления, которая вставлена в отверстие 123 позиционирования нижнего участка в приспособлении 100, так чтобы центральная конструкция 130 была расположена в заданном положении, центральное опорное основание 323, предусмотренное вокруг периферии выступающей части 321 для зацепления и примыкающее к нижнему участку центрального узла 130 для поддержки центрального узла 130, опорные основания 325 на дальних концах, примыкающие к соответствующим нижним участкам на дальних концах радиальных оснований 111, для поддержки радиальных оснований 111 у их дальних концов и позиционирующие участки 327 с выемкой для размещения в них толкателей 125 кулачков, предусмотренных на дальних концах радиальных оснований 111, для позиционирования радиальных оснований 111 в направлении по окружности.
В этой секции 300 загрузки и выгрузки на месте P1 загрузки и выгрузки установлена тележка 315 для загрузки и выгрузки с целью размещения заготовки W на опоре 110 для заготовки приспособления 100. Тележка 315 для загрузки и выгрузки перемещается от места P1 загрузки и выгрузки к месту P2 подвешивания с помощью транспортирующего приводного узла 317 и затем останавливается на месте P2 подвешивания. Это позволяет разместить центральный узел 130 приспособления 100 на месте P2 подвешивания таким образом, что он будет ориентирован в заданном направлении с надлежащей точностью.
Транспортирующий механизм
Как показано на Фиг.1 и 2, транспортирующий механизм 200 имеет направляющие 210, которые расположены над соответствующими секциями, и транспортирующий погрузчик 220, перемещающийся по направляющим 210.
На раме 20 установлена пара боковых элементов 21 рамы, которые продолжаются непрерывно и, по существу, горизонтально над секцией 300 загрузки и выгрузки, секциями 400, 500 нагрева и охлаждения и секцией 600 замены компонентов. Направляющие 210 установлены по отдельности на паре боковых элементов 21 рамы параллельно друг другу.
Как показано на Фиг.5 и 6, в стороне от боковой поверхности одной из направляющих 210 установлена прямолинейная зубчатая рейка 212, которая непрерывно продолжается, по существу, по всей длине направляющей 210, и шестерня 237 транспортирующего погрузчика 220 входит в зацепление с зубчатой рейкой 212. Как показано с помощью воображаемой линии на Фиг.8, на концевом участке направляющей 210 установлен ограничитель 213 для остановки транспортирующего погрузчика 220 в заданном положении. Несмотря на то, что на Фиг.8 показан ограничитель 213 на концевом участке направляющей 212 на боковой стороне секции 300 загрузки и выгрузки, аналогичный ограничитель 213 также установлен на концевом участке направляющей 210 на боковой стороне секции 600 замены компонентов.
Как показано на Фиг.5 и 6, транспортирующий погрузчик 220 включает в себя основание 230 для бокового перемещения, установленное на направляющие 210 и перемещающееся по направляющим 210, механизм 231 бокового перемещения, предназначенный для перемещения основания 230, подъемное основание 240, соединенное с нижним участком основания 230 для бокового перемещения для совместного перемещения с основанием 230 для бокового перемещения, и подъемный механизм 260, предназначенный для перемещения подъемного основания 249 вверх и вниз относительно основания 230 для бокового перемещения.
Как показано на Фиг.5 и 8, основание 230 для бокового перемещения включает в себя стол 232 для бокового перемещения, ширина которого равна или превышает ширину пространства между парой направляющих 210, и опору 233 для бокового перемещения, которая установлена на промежуточном участке в направлении ширины стола 232 для бокового перемещения.
Как показано на Фиг.5 и 6, механизм 231 бокового перемещения включает в себя опорный элемент 234 для бокового перемещения, например кольцо или ползун, поддерживающий с возможностью перемещения стол 232 для бокового перемещения на паре направляющих 210, двигатель 235 для бокового перемещения (например, редукторный двигатель), который прикреплен к столу 232 для бокового перемещения и имеет регулируемую частоту вращения, и шестерню 237, которая соединена с выходным валом 236 двигателя 235 для бокового перемещения и входит в зацепление с зубчатой рейкой 212 на направляющей 210.
Как показано на Фиг.6 и 7, подъемное основание 240 включает в себя подъемное опорное основание 242 и подъемные вспомогательные основания 243, которые расположены выше и совместно с соответствующими сторонами подъемного опорного основания 242. Подъемное основание 240 установлено на основании 230 для бокового перемещения с помощью подъемного механизма 260. Подъемное опорное основание 242 включает в себя участок 245 подвешивания для соединения с транспортирующим соединительным участком 132 приспособления 100 и вращающееся приводное устройство 246, соединенное с ведущим соединительным участком 133 приспособления 100 для приведения в действие приводного вала 152.
Как показано на Фиг.4A, 6 и 7, участок 245 подвешивания включает в себя цилиндрическую выступающую часть 247 для подвешивания, продолжающуюся вниз от подъемного опорного основания 242, для размещения верхнего концевого участка соединительной выступающей части 131 приспособления 100 и некоторое количество стопорных устройств 248, установленных в местах, соответствующих стопорным отверстиям 134 приспособления 100.
Каждое из стопорных устройств 248 включает в себя удерживающий элемент 249, прикрепленный к выступающей части 247 для подвешивания, стопорный штифт 251, который удерживается удерживающим элементом 249 таким образом, чтобы он мог скользить в горизонтальном направлении, и приводной участок 252 стопора (например, пневматический цилиндр), предназначенный для приведения в действие стопорного штифта 251. Как показано на Фиг.4 В, стопорное отверстие 134 в приспособлении 100 образовано, по существу, в треугольной форме и превышает по размеру стопорный штифт 251. Ширина стопорного отверстия 134 превышает ширину стопорного штифта 251 с нижней стороны, и ширина стопорного отверстия соответствует размеру стопорного штифта 251 с верхней стороны.
Как показано на Фиг.4A и 6, вращающееся приводное устройство 246 включает в себя поворотный приводной двигатель 255 (например, серводвигатель), соединенный с подъемным опорным основанием 242, второй элемент 142 зацепления, установленный на выходном валу 256 поворотного приводного двигателя 255, и входящий в зацепление смещающий элемент 257 (например, пружину), предназначенный для смещения второго элемента 142 зацепления вниз вдоль выходного вала 256.
Вращающееся приводное устройство 246 входит в зацепление с ведущим соединительным участком 133 и выходит из зацепления с ведущим соединительным участком 133 приспособления 100 в вертикальном направлении. Второй элемент 142 зацепления выходного вала 256 поворотного приводного двигателя 255 входит в зацепление с первым элементом 141 зацепления приводного вала 152 приспособления 100, в результате чего образуется механизм 140 сцепной муфты. Таким образом, предусматривается вращающийся привод 30 в сборе для вращения заготовки W, при этом вращающееся приводное устройство 246 соединено с ведущим соединительным участком 133 приспособления 100 с помощью механизма 140 сцепной муфты.
Как показано на Фиг.6-8, подъемный механизм 260 включает в себя подъемник 261, предназначенный для перемещения подъемного основания 240 вверх и вниз, смещающее устройство 262, предназначенное для смещения подъемного основания 240 вверх, когда подъемное основание 240 перемещается вверх, и подъемную направляющую 263, предназначенную для направления вверх и вниз подъемного основания 240.
Подъемник 261 включает в себя подъемный двигатель (например, серводвигатель), прикрепленный к верхнему участку опоры 233 для бокового перемещения основания 230 для бокового перемещения, резьбовой вал 267, прикрепленный к выходному валу 266 подъемного двигателя 265 и расположенный с возможностью вращения, по существу, в вертикальном направлении, подъемную плиту 268, привернутую к резьбовому валу 267 для перемещения вверх и вниз совместно с вращением резьбового вала 267, и четыре соединительные штанги 271, расположенные в вертикальном направлении, для соединения подъемной плиты 268 и подъемного опорного основания 242 подъемного основания 240.
Подъемная направляющая 263 включает в себя четыре подъемные направляющие штанги 274, соединенные с подъемным опорным основанием 242 у их нижних концов и соединенные вместе соединительной плитой 273 у их верхних концов, и четыре опоры 275, прикрепленные к столу 232 для бокового перемещения основания 230 для бокового перемещения для поддержки соответствующих подъемные направляющих штанг 274 с возможностью вертикального перемещения. Четыре подъемные направляющие штанги 274 расположены, по существу, в вертикальном направлении и могут перемещаться в вертикальном направлении.
Смещающее устройство 262 включает в себя два гидравлических или пневматических цилиндра 277, которые крепятся к столу 232 для бокового перемещения. Линейно перемещающаяся штанга 278 каждого гидравлического цилиндра 277 расположена, по существу, в вертикальном направлении и крепится к подъемному вспомогательному основанию 243.
В этом транспортирующем механизме 200 для перемещения транспортирующего погрузчика 220 по направляющим 210, как показано на Фиг.5 и 6, двигатель 235 для бокового перемещения приводится в действие для вращения шестерни 237, которая входит в зацепление с зубчатой рейкой, по часовой стрелке или против часовой стрелки. Транспортирующий погрузчик 220 может останавливаться точно в заданных положениях над секцией 300 загрузки и выгрузки, секциями 400, 500 нагрева и охлаждения и секцией 600 замены компонентов с помощью ограничителей 213 и датчика 279 определения положения, показанного на Фиг.6.
Для соединения приспособления 100 с транспортирующим погрузчиком 220 и подвешивания приспособления на транспортирующем погрузчике 220 основание 230 для бокового перемещения транспортирующего погрузчика 220 останавливается в требуемом месте и подъемное основание 240 опускается. Далее участок 245 подвешивания соединяется с транспортирующим соединительным участком 132 приспособления 100, вращающееся приводное устройство 246 соединяется с вращающимся приводным механизмом 150 приспособления 100, и подъемное основание 240 поднимается вверх.
Для опускания подъемного основания 240 с помощью подъемного механизма 260, как показано на Фиг.6 и 8, резьбовой вал 267 вращается с помощью подъемного двигателя 265 подъемника 261 для перемещения подъемной плиты 268 вниз, так чтобы подъемное основание 240 опускалось. Линейно перемещающиеся штанги 278 гидравлических цилиндров 277 следуют за перемещением подъемного основания 240 и перемещаются вниз. На Фиг.9 показано состояние, в котором подъемное основание опускается.
Для перемещения подъемного основания 240 вверх резьбовой вал вращается против часовой стрелки. В то же время к гидравлическим цилиндрам 277 подается гидравлическое давление для смещения подъемного основания 240 вверх с помощью линейно перемещающихся штанг 278. Таким образом, подъемное основание 240 перемещается вверх с помощью подъемника 261, при этом смещение вверх обеспечивается с помощью смещающего устройства 262.
Для соединения участка 245 подвешивания с транспортирующим соединительным участком 132 приспособления 100 транспортирующий погрузчик 220 останавливается с надлежащей точностью относительно приспособления 100. При этом подъемное основание 240 и центральный узел 130 приспособления 100 расположены в заданном относительном положении и ориентированы относительно друг друга.
Как показано на Фиг.10A, подъемное основание 240 перемещается вниз для вставления соединительной выступающей части 131 приспособления 100 в выступающую часть 247 для подвешивания. Как показано на Фиг.10B, подъемное основание 240 перемещается вниз до некоторой высоты, так чтобы высота стопорных устройств 248 и высота транспортирующего соединительного участка 132 совпадали друг с другом. Для этого, как вариант, верхний конец соединительной выступающей части 131 может быть расположен таким образом, чтобы он примыкал к верхнему участку внутри выступающей части 247 для подвешивания, так чтобы высота стопорных устройств 248 и высота транспортирующего соединительного участка 132 совпали друг с другом.
Как показано на Фиг.10C, соответствующие стопорные штифты 251 принудительно перемещаются вперед в горизонтальном направлении, так чтобы участок 245 подвешивания и транспортирующий соединительный участок 132 приспособления 100 были расположены в заданном относительном положении. Затем соответствующие стопорные штифты 251 вставляются в стопорные отверстия 134 в транспортирующем соединительном участке 132 и стопорятся в стопорных отверстиях 134 в соединительной выступающей части 131. Это обеспечивает соединение друг с другом участка 245 подвешивания и соединительной выступающей части 131. Пи отведении назад стопорных штифтов 251 в горизонтальном направлении стопорные штифты 251 выходят из зацепления со стопорными отверстиями 134 и, тем самым, освобождаются от заблокированного состояния.
Как показано на Фиг.4B, стопорное отверстие 134 образовано, по существу, в треугольной форме и является узким с верхней стороны стопорного штифта 251 и более широким с нижней стороны стопорного штифта. Следовательно, стопорный штифт 251 может легко входить в зацепление с нижней стороной стопорного отверстия 134 и выходить из этого зацепления. Когда подъемное основание 240 перемещается вверх для подвешивания приспособления 100 таким образом, чтобы стопорные штифты 251 были вставлены и удерживались в стопорных отверстиях 134, стопорные штифты 251 стопорятся с верхней стороны стопорных отверстий 134. Таким образом, приспособление 100 можно позиционировать относительно транспортирующего погрузчика 220 с надлежащей точностью.
Вращающееся приводное устройство 246 соединяется с ведущим соединительным участком 133 приспособления 100 в то же самое время, когда участок 245 подвешивания соединяется с транспортирующим соединительным участком 132.
Как показано на Фиг.10A, когда подъемное основание 240 перемещается вниз из положения над приспособлением 100, как показано на Фиг.10B, второй элемент 142 зацепления поворотного приводного двигателя 255 вставляется в соединительную выступающую часть 131 приспособления 100 для того, чтобы войти в зацепление с первым элементом 141 зацепления ведущего соединительного участка 133 в вертикальном направлении. В этом состоянии, когда стопорные устройства 248 и транспортирующий соединительный участок 132 совместно стопорятся в горизонтальном направлении, как показано на Фиг.10C, подъемное основание 240 соединяется с соединительной выступающей частью 131 приспособления 100, в результате чего поддерживается состояние зацепления между первым элементом 141 зацепления и вторым элементом 142 зацепления.
Второй элемент 142 зацепления смещается вниз с помощью входящего в зацепление смещающего элемента 257. Таким образом, обеспечивается некоторая степень свободы в вертикальном относительном положении между первым элементом 141 зацепления и вторым элементом 142 зацепления, в результате чего обеспечивается плавное соединение первого элемента 141 зацепления и второго элемента 142 зацепления. После соединения элементов зацепления может поддерживаться состояние зацепления при соответствующем давлении.
С помощью вращающегося приводного устройства 246 и ведущего соединительного участка 133 приспособления 100, соединенных как показано на Фиг.10C, тяговое усилие вращающегося приводного устройства 246 передается на вращающиеся ролики 112 через вращающийся приводной механизм 150, в результате чего вращающиеся ролики могут приводиться в движение для вращения с помощью вращающегося привода 30 в сборе.
Секция нагрева
Как показано на Фиг.2, 11 и 12, секция 400 нагрева включает в себя механизмы 410 удерживания приспособления, расположенные на основании 40 для термообработки на раме 20, для удерживания приспособления 100 в требуемом положении, блоки 420 удерживания заготовки, предназначенные для удерживания заготовки W на приспособлении 100, и нагреватели 450, предназначенные для нагрева заготовки W на приспособлении 100.
Механизмы 410 удерживания приспособления и нагреватели 450 расположены вокруг центра приспособления 100, т.е. центра C вращения заготовки W. Механизмы 410 удерживания приспособления размещены в местах, которые соответствуют радиальным основаниям 111 и вращающимся роликам 112 на приспособлении 100. Механизмы 410 удерживания приспособления могут быть установлены во всех местах, которые соответствуют радиальным основаниям 111 и вращающимся роликам 112. Однако в этом варианте выполнения механизмы 410 удерживания приспособления размещены частично или в некоторых местах, которые соответствуют радиальным основаниям 111 и вращающимся роликам 112. В частности, механизмы 410 удерживания приспособления установлены в четырех местах, которые отстоят друг от друга, по существу, на равном расстоянии.
Места P3 нагрева, где выполняется нагрев заготовки W, расположены в пространствах между смежными радиальными основаниями 111 приспособления 100, и соответствующие нагреватели 450 установлены таким образом, чтобы они соответствовали местам P3 нагрева. Нагреватели 450 расположены предпочтительно с равными интервалами в направлении по окружности относительно центра С заготовки W.
Как показано на Фиг.12, механизм 410 удерживания приспособления включает в себя участок 411 позиционирования по окружности, предназначенный для позиционирования приспособления 100 в направлении по окружности, и участок 412 позиционирования по высоте, предназначенный для позиционирования приспособления 100 в направлении по высоте.
Как показано на Фиг.12, участок 412 позиционирования по высоте включает в себя ограничитель 413 приспособления, установленный с возможностью поворачивания внутри трубы 510 для поддержки снизу приспособления 100, приводной цилиндр 414 ограничителя, установленный на опоре 41 ограничителя основания 40 для термообработки, для поворачивания ограничителя 413 приспособления и звено 416, соединяющее ограничитель 413 приспособления и штангу 415 приводного цилиндра 414 ограничителя. Когда штанга 415 перемещается в горизонтальном направлении, ограничитель 413 приспособления поворачивается вокруг оси 417 вращения ограничителя, и опорный конец 418 перемещается между опорным положением, в котором поддерживается приспособление 100, и разомкнутым положением ниже опорного положения.
Как показано на Фиг.12, участок 411 позиционирования по окружности включает в себя некоторое количество направляющих 419, которые установлены в трубе 510 секции 500 охлаждения, которая будет описана ниже. Направляющая 419 имеет направляющий паз 419a, который открыт у верхнего конца и расположен, по существу, в вертикальном направлении. С помощью толкателей 125 кулачка у дальних концов радиальных направляющих 111 приспособления 100, размещенных в направляющих пазах 419a, направляются соответствующие радиальные основания 111, когда приспособление 100 перемещается верхи вниз, и приспособление 100 позиционируется по окружности и радиально в соответствующих положениях.
Блоки 420 удерживания заготовки установлены на части или на всех участках 412 позиционирования по высоте. Как показано на Фиг.12, блок 420 удерживания заготовки включает в себя поворотное основание 421, установленное на опоре 41 ограничителя на основании 40 для термообработки, и толкающий приводной блок 422 (например, пневматический цилиндр), предназначенный для поворачивания поворотного основания 421. Блок 424 линейного привода (например, пневматический цилиндр) установлен на поворотном основании 421, и удерживающий кронштейн 429 прикреплен к дальнему концу линейно перемещающейся штанги 428 блока 424 линейного привода. Кронштейн 432 ролика поддерживается с возможностью вращения вращающимся валом 431, установленным в удерживающем кронштейне 429, и удерживающий ролик 425 поддерживается с возможностью вращения в кронштейне 432 ролика. Вращающийся вал расположен, по существу, горизонтально и перпендикулярно линейно перемещающейся штанге 428. Удерживающий ролик 425 расположен, по существу, горизонтально и перпендикулярно вращающемуся валу 431.
Поворотное основание 421 поворачивается вокруг оси 426 вращения. Блок 424 линейного привода поворачивается вместе с поворотным основанием 421 и совершает движения вперед и назад от центра C вращения заготовки W в радиальном направлении. Удерживающий ролик 425 принудительно поворачивается и совершает движения вперед и назад с помощью блока 424 линейного привода и также принудительно поворачивается с помощью вращающегося вала 431. Удерживающий ролик 425 переводится в такое положение, в котором он примыкает к заготовке W на приспособлении 100, и вращается вокруг, по существу, горизонтальной оси.
Как показано на Фиг.13A - 13C, каждый из нагревателей 450 включает в себя нагревательную катушку 451, предназначенную для индукционного нагрева заготовки W на приспособлении 100 на месте P3 нагрева, опорный короб 452, в котором установлен трансформатор и который поддерживает нагревательную катушку 451, и исполнительный механизм 460, предназначенный для перемещения опорного короба 452 с целью перемещения нагревательной катушки 451. Нагреватель 450 включает в себя датчик 480 положения, предназначенный для обнаружения положения поверхности заготовки W. В этом варианте выполнения предусмотрена рукоятка 461 регулирования положения, которая предназначена для заблаговременного регулирования положения нагревательной катушки 451 в вертикальном и горизонтальном направлениях, а также расстояния от центра C вращения заготовки W. Однако подробное описание рукоятки опущено.
Как показано на Фиг.13B и 13C, нагревательная катушка 451 установлена с зазором таким образом, что она обращена к поверхности участка окружности заготовки W, расположенной на месте P3 нагревания. В этом варианте выполнения, если смотреть сверху, нагревательная катушка 451 образована в такой форме, что она соответствует форме дуги участка нагреваемой заготовки W, и вертикальное сечение нагревательной катушки 451 соответствует вертикальному сечению участка нагреваемой заготовки W.
Например, нагревательная катушка 451 может иметь форму трубы, форму штанги или форму плиты и иметь, по существу, постоянное сечение, и может иметь многократные изгибы вверх и вниз в определенных местах в направлении по окружности заготовки W. В частности, как показано на фиг.17A, угловые трубы соединяются таким образом, что по всей длине соединенных труб непрерывно образуется полый участок. Готовая труба, снабженная с обоих концов впускным патрубком 451b и выпускным патрубком 451с для охлаждающего средства, может иметь зигзагообразную форму, при этом труба изгибается на некотором количестве изогнутых участков 451d, которые обращены к заготовке W.
Опорный короб 452 может обеспечивать подачу питания на нагревательную катушку 451 при нагреве заготовки W и надежно поддерживать нагревательную катушку 452.
Как показано на Фиг.13A и 13B, исполнительный механизм 460 включает в себя участок 462 вертикального перемещения, который вертикально перемещает опорный короб 452, и участок 463 горизонтального перемещения, который горизонтально перемещает опорный короб 452 в радиальном направлении от центра вращения заготовки W.
Участок 462 вертикального перемещения включает в себя основание 42 для перемещения, прикрепленное к основанию 40 для термообработки, нижнее основание 464, расположенное на основании 42 для перемещения, и вертикальный приводной механизм 465, который вертикально перемещает нижнее основание 464 относительно основания 42 для перемещения.
Вертикальный приводной механизм 465 включает в себя направляющую штангу 466 перемещения и резьбовой вал 467 вертикального перемещения, которые расположены вертикально и крепятся к нижнему основанию 464, опору 468, прикрепленную к основанию 42 для перемещения, для поддержки направляющей штанги 466 перемещения в вертикальном направлении, двигатель 469 (например, серводвигатель), прикрепленный к основанию 42 для перемещения, и соединительный элемент 471, расположенный на основании 42 для перемещения для вертикального перемещения резьбового вала 467 вертикального перемещения посредством вращения двигателя 469.
Участок 463 горизонтального перемещения включает в себя первые направляющие 472, расположенные на нижнем основании 464 в направлении, по существу, перпендикулярном радиальному направлению заготовки W, верхнее основание 473, расположенное с возможностью перемещения на первых направляющих 472, первый механизм 474 привода перемещения, который перемещает вернее основание 473 по первым направляющим 472, и вторые направляющие 475, расположенные на верхнем основании 473 в радиальном направлении заготовки W. Участок 463 горизонтального перемещения также включает в себя второй механизм 476 привода перемещения, который перемещает опорный короб 452, поддерживаемый с возможностью перемещения на вторых направляющих 475, по вторым направляющим 475.
Каждый из механизмов, к которым относятся первый и второй механизмы привода перемещения 474, 476, включает в себя двигатель 477 (например, серводвигатель), ведомый резьбовой вал 478 для горизонтального перемещения, соединенный с двигателем 477 и расположенный вдоль первой или второй направляющих 472, 475, и выступающую часть 479. предусмотренную на верхнем основании 473 или опорном коробе 452 и привернутую к резьбовому валу 478 для горизонтального перемещения. В случае, когда нагревательная катушка 451 может быть расположена впереди относительно направления, по существу, перпендикулярного радиальному направлению заготовки W, первый механизм 474 привода перемещения может быть исключен.
Как показано на Фиг.11, датчик 480 положения расположен перед каждым из мест P3 нагрева. В этом варианте выполнения для каждых двух мест P3 нагрева установлен один датчик 480 положения в том месте, которое соответствует переднему радиальному основанию из радиальных оснований 111 приспособления 100.
Как показано на Фиг.14, каждый из датчиков 480 положения установлен на основании 44 для датчика положения, расположенном на опоре 43 для датчика положения на основании 40 для термообработки. Каждый из датчиков 480 положения включает в себя устройство 483 обнаружения радиального положения, установленное на опоре 43 для датчика положения с помощью первого механизма 481 линейного перемещения, и устройство 484 обнаружения осевого положения, установленное с помощью второго механизма 482 линейного перемещения. Устройство 483 обнаружения радиального положения и устройство 484 обнаружения осевого положения расположены перпендикулярно друг другу.
Каждый из механизмов, к которым относятся первый механизм 481 линейного перемещения и второй механизм 482 линейного перемещения, включает в себя устройство 485 линейного привода (например, пневматический цилиндр) и некоторое количество направляющих штанг 487, которые параллельны штанге устройства 485 линейного привода. Механизмы 481, 482, возвратно-поступательного движения защищены от падения в соответствующих направлениях устройств 483, 484 обнаружения положения.
Каждое из устройств, к которым относятся устройство 483 обнаружения радиального положения и устройство 484 обнаружения осевого положения, включает в себя термостойкий контактный элемент 488, который переводится в такое положение, при котором он примыкает к поверхности заготовки W с целью вращения, и датчик 489 перемещений, предназначенный для обнаружения перемещения контактного элемента 488 во время смещения контактного элемента 488 к заготовке W. Например, для каждого датчика 489 смещения можно использовать пневматический цилиндр с линейным датчиком.
Устройство 483 обнаружения радиального положения обнаруживает изменение в положении поверхности заготовки W в радиальном направлении от центра C вращения заготовки W. Устройство 484 обнаружения осевого положения обнаруживает изменение в положении поверхности заготовки W в осевом направлении центра C вращения заготовки W.
В этой секции 400 нагрева для размещения заготовки W на месте P3 нагрева приспособление 100 размещается в требуемом месте с помощью транспортирующего погрузчика 220, показанного на Фиг.2.
Как показано на Фиг.15A, все нагревательные катушки 451 перемещаются от центра C вращения заготовки W с помощью участков 463 горизонтального перемещения с образованием пространства, позволяющего опускать заготовку W вниз. В то же время удерживающие ролики 425, показанные на Фиг.12, и устройства 483, 484 обнаружения положения также перемещаются на максимально возможное расстояние от центра C вращения заготовки W. В этом состоянии, как показано на Фиг.9, приспособление 100 опускается за счет перемещения вниз подъемного основания 240.
При опускании приспособления 100, как показано на Фиг.12, в участке 411 позиционирования по окружности механизма 410 удерживания приспособления толкатель 125 кулачка, установленный на дальнем конце радиального основания 111, вставляется в паз 419a в направляющей 419, в результате чего приспособление 100 позиционируется в направлении по окружности. В состоянии, при котором выступает ограничитель 413 приспособления участка 412 позиционирования по высоте, нижний участок радиального основания 111 приспособления 100 на дальнем конце переводится в такое положение, при котором он примыкает к опорному концу 418, в результате чего заготовка W на приспособлении 100 размещается в заданном положении.
В механизме 410 удерживания приспособления места расположения дальних концов некоторого количества радиальных оснований 111 приспособления 100 ограничиваются в направлении по окружности и в направлении по высоте участком 411 позиционирования по окружности и участком 412 позиционирования по высоте, соответственно. Благодаря этому приспособление 100 может быть надежно расположено во время нагревания, и заготовка W может устойчиво вращаться на приспособлении. Таким образом, даже когда во время индукционного нагрева заготовки W прикладывается магнитная сила в направлении по окружности приспособления 100 или когда прикладывается внутренняя сила во время вращения или остановки заготовки W, можно избежать погрешности позиционирования приспособления 100.
Заготовка W на приспособлении 100 в секции 400 нагрева нагревается следующим образом.
Как показано на Фиг.15A, после размещения приспособления 100 с заготовкой W в заданном положении в секции 400 нагрева нагревательная катушка 451 каждого нагревателя 450 перемещается с помощью участка 462 вертикального перемещения и участка 463 горизонтального перемещения, так чтобы нагревательная катушка 451 была обращена к поверхности заготовки W относительно мест P3 нагрева.
В этом состоянии заготовка W вращается по направлению кольцевой формы заготовки W с помощью вращающихся роликов 112 приспособления 100. Как показано на Фиг.12, в блоке 420 удерживания заготовки удерживающий ролик 425 перемешается вперед с помощью блока 424 линейного привода и опускается с помощью толкающего приводного блока 422. Удерживающий ролик 425 удерживает самую верхнюю поверхность или край заготовки W и вращается таким образом, чтобы следовать за поверхностью заготовки W. Удерживаемая сверху удерживающим роликом 425 заготовка W устойчиво вращается.
В каждом из датчиков 480 положения, как показано на Фиг.14, соответствующие контактные элементы 488 устройства 483 обнаружения радиального положения и устройства 484 обнаружения осевого положения перемещаются в такое положение, при котором они примыкают к заготовке W. Во время вращения заготовки W каждый из контактных элементов 488, которые находятся в контакте с поверхностью заготовки W, катится и перемещается назад и вперед, когда поверхность заготовки W смещается. Смещение контактных элементов 488 обнаруживается соответствующими датчиками 489 перемещений, в результате чего обнаруживаются вертикальное перемещение и горизонтальное перемещение поверхности заготовки W.
Например, посредством измерения величины возвратно-поступательного перемещения каждого контактного элемента 488 из произвольно выбранного места на заготовке W в качестве места отсчета определяется перемещение заготовки W из места отсчета в соответствующее место в направлении по окружности заготовки W. Поскольку заготовка W имеет кольцеобразную форму, заготовка возвращается в исходное положение после выполнения полного оборота.
Данные о перемещениях поверхности заготовки W, которые измеряются соответствующими устройствами 483, 484 обнаружения положения каждого датчика 480 положения, передаются на блок управления, который не показан. В блоке управления на основе перемещения заготовки W и частоты вращения поворотного приводного двигателя 255 с высокой точностью могут быть получены распределение времени и место, где соответствующий участок на поверхности заготовки W, который прошел соответствующее место обнаружения, будет проходить нагреватель 450, расположенный непосредственно после места обнаружения. Следовательно, когда соответствующий участок заготовки W проходит место P3 нагрева, то за счет перемещения нагревательной катушки 451 с целью соответствия положению, обеспечиваемому с помощью исполнительного механизма 460, может стабильно поддерживаться постоянное расстояние между нагревательной катушкой 451 и поверхностью заготовки W.
В этом состоянии за счет подачи питания на каждую из нагревательных катушек 451 с помощью соответствующего опорного короба 452 для индукционного нагрева выполняется нагрев заготовки W. В результате обеспечивается равномерный нагрев с высокой точностью заготовки W по всей окружности.
Секция охлаждения
Как показано на Фиг.2, 12 и 13, секция 500 охлаждения включает в себя трубу 510, расположенную под секцией 400 нагрева, некоторое количество рубашек 520 охлаждения (блоков охлаждения), расположенных внутри трубы 510, некоторое количество направляющих 419, которые также обычно используются в секции 400 нагрева, и некоторое количество примыкающих выступов 525, поддерживающих нижние участки радиальных оснований 111 приспособления 100.
Труба 510 расположена таким образом, что она окружает приспособление 100 и заготовку W во избежание разлета охлаждающего средства. Некоторое количество рубашек 520 охлаждения расположено таким образом, что они обращены к внутренней периферийной стороне и наружной периферийной стороне заготовки W для распыления охлаждающего средства на заготовку W. Рубашки 520 охлаждения расположены в некотором количестве мест по окружности заготовки W, по существу, с равными интервалами.
Для охлаждения заготовки W в этой секции 500 охлаждения, как показано на Фиг.12, ограничители 413 приспособления участков 412 позиционирования по высоте в секции 400 нагрева перемещаются вниз с целью их освобождения от выполнения опорных функций. Как показано на Фиг.9, приспособление 100, поддерживающее заготовку W, опускается с помощью транспортирующего погрузчика 220. Приспособление 100 не может перемещаться вверх перед опусканием. Приспособление 100 может опускаться во время вращения заготовки W на приспособлении 100.
Когда подъемное основание 240 транспортирующего погрузчика 220 перемещается вниз, как показано на Фиг.12, толкатели 125 кулачка приспособления 100 опускаются и направляются с помощью направляющих 419 таким образом, чтобы они примыкали к примыкающим выступам 525, после чего приспособление 100 останавливается. Вращающееся приводное устройство 246 и соединительные устройства 132, 133 расположены над секцией 500 охлаждения.
Как показано на Фиг.15C, когда заготовка W расположена в заданном месте в секции 500 охлаждения, охлаждающее средство распыляется из рубашек 520 охлаждения во время вращения заготовки W, в результате чего вся поверхность заготовки W может равномерно охлаждаться.
Секция замены компонентов
Секция 600 замены компонентов (подготовительная секция), показанная на Фиг.1 и 2, используется при замене одного или нескольких компонентов секции 400 нагрева и секции 500 охлаждения. В этом варианте выполнения приводится описание примера, в котором нагревательные катушки 451 заменяются в зависимости от нагреваемой заготовки.
Как показано на Фиг.1 и 2, секция 600 замены компонентов включает в себя основание 50 для замены компонентов, направляющие 610 для замены компонентов, которые установлены на основании 50 для замены компонентов, тележку 615 для замены компонентов, которая может перемещаться по направляющим 610 для замены компонентов, и приспособление 620 для замены компонентов, которое расположено на тележке 615 для замены компонентов.
Приспособление 620 для замены компонентов предназначено для транспортирования нагревательных катушек 451 секции 400 нагрева и включает в себя соединительную выступающую часть 131, подобную соединительной выступающей части 131 приспособления 100, и некоторое количество опорных рычагов, которые продолжаются в радиальном направлении от соединительной выступающей части 131. Соединительная выступающая часть 131 расположена таким образом, что она выступает вверх от центра некоторого количества опорных рычагов 621 и имеет стопорные отверстия 134, подобные стопорным отверстиям 134, предусмотренным в приспособлении 100. Эта конфигурация обеспечивает подвешивание приспособления 620 для замены компонентов с помощью участка 245 подвешивания механизм 200 для транспортировки.
Некоторое количество опорных рычагов 621 продолжается радиально от соединительной выступающей части 131, при этом они ориентированы таким образом, что они обращены к соответствующим опорным коробам 452 некоторого количества нагревателей 450 секции 400 нагрева. Удерживающие участки, которые не показаны, удерживают нагревательные катушки 451 и расположены на соответствующих дальних концах опорных рычагов 621.
Приспособление 620 для замены компонентов расположено на тележке 615 для замены компонентов таким образом, чтобы опорные рычаги 621 приспособления 620 для замены компонентов были ориентированы так, чтобы они совпадали в требуемом месте с соответствующими опорными коробами 452. В этом состоянии тележка 615 для замены компонентов может перемещаться между подготовительным положением P4 и положением P5 подвешивания.
Когда тележка 615 для замены компонентов остановлена в положении P5 подвешивания, соединительная выступающая часть 131 приспособления 620 для замены компонентов расположена в том месте, где соединительная выступающая часть 131 может быть присоединена с помощью подъемного основания 240 транспортирующего погрузчика 220.
Для замены нагревательных катушек 451 в секции 600 замены компонентов, которая имеет описанную выше конструкцию, приспособление 620 для замены компонентов должно удерживать некоторое количество нагревательных катушек 451 в заданной ориентации, при этом опорные рычаги 621 должны находиться в подготовительном положении P4. Далее тележка 615 для замены компонентов перемещается в положение P5 подвешивания. Транспортирующий погрузчик 220 механизма 200 для транспортировки перемещается в пространство над секцией 600 замены компонентов, и подъемное основание 240 перемещается вниз. Как и в случае с приспособлением 100 выступающая часть 247 для подвешивания подъемного основания 240 соединяется с соединительной выступающей частью 131.
В этом состоянии подъемное основание 240 перемещается вверх. Далее транспортирующий погрузчик 220 перемещается в пространство над секцией 400 нагрева. Подъемное основание 240 перемещается вниз, так чтобы нагревательные катушки 451, удерживаемые приспособлением 620 для замены компонентов, были расположены в местах, находящихся вблизи соответствующих опорных коробов 452. Далее нагревательные катушки 451 устанавливаются в соответствующие опорные коробы 452.
Способ закалки
Ниже приводится описание способа закалки заготовки W с помощью устройство 10 для термообработки.
Способ закалки по этому варианту выполнения включает в себя подготовительный этап наладки соответствующих блоков, устройств и участков с целью приведения их в соответствие с заготовкой W, подлежащей термообработке, этап загрузки заготовки W с целью ее размещения на приспособлении 100, этап транспортирования приспособления 100, на котором установлена заготовка W, этап индукционного нагрева заготовки W на приспособлении 100, этап охлаждения заготовки W на приспособлении 100 и этап выгрузки закаленной заготовки W.
На подготовительном этапе соответствующие блоки, устройства и участки подвергаются наладке для приведения их в соответствие с размером и формой заготовки W, подвергаемой термообработке. При установке компонентов нагревателей 450, например нагревательных катушек 451, в нагревателе 450 используются секция 600 для замены компонентов и приспособление 620 для замены компонентов, показанные на Фиг.1 и 2.
В секции 600 для замены компонентов опорные рычаги 621 приспособления 620 для замены компонентов должны по отдельности удерживать нагревательные катушки 451 на тележке 615 для замены компонентов. Как показано на Фиг.16C, приспособление 620 для замены компонентов транспортируется с помощью транспортирующего погрузчика 220 транспортирующего механизма 200. Нагревательные катушки 451, удерживаемые приспособлением 620 для замены компонентов, расположены в требуемых местах, которые соответствуют конкретным опорным коробам 452 нагревателей 450. В этом состоянии нагревательные катушки 451 устанавливаются в соответствующие опорные коробы 452. Затем приспособление 620 для замены компонентов возвращается в секцию 600 для замены компонентов за счет перемещения транспортирующего механизма 200 в обратном направлении.
На этапе загрузки заготовка W, подвергаемая термообработке, загружается в секцию 300 загрузки и выгрузки, показанную на Фиг.1 и 2, и заготовка W помещается на приспособление 100 для транспортирования.
На месте P1 загрузки и выгрузки в секцию 300 загрузки и выгрузки заготовка W помещается на приспособление 100, при этом приспособление 100 расположено на тележке 315 для загрузки и выгрузки. Как показано на Фиг.3, заготовка W помещается на некоторое количество вращающихся роликов 112 приспособления 100 и окружает центральный узел 130, при этом одна ее торцевая поверхность ориентирована вниз.
Тележка 315 для загрузки и выгрузки перемещается на место P2 подвешивания и затем останавливается. Приспособление 100, на котором расположена заготовка W, находится в заданном положении.
На этапе транспортирования приспособление 100, на котором размещена заготовка W, подвешивается с помощью транспортирующего погрузчика 220 транспортирующего механизма 200 для транспортирования из секции 300 загрузки и выгрузки в секцию 400 нагрева.
Как показано на Фиг.16A, подъемное основание транспортирующего погрузчика 220 транспортирующего механизма 200 перемещается вниз. Затем, как показано на Фиг.10A - 10C, участок 245 подвешивания подъемного основания 240 соединяется с центральным узлом 130 приспособления 100, расположенного на месте P2 подвешивания в секции 300 загрузки и выгрузки.
После перемещения вверх подъемного основания 240 транспортирующего погрузчика 220 этот транспортирующий погрузчик 220 перемещается в пространство над секцией 400 нагрева, как показано на Фиг.16B. Далее, как показано на Фиг.16A, приспособление 100 опускается, так чтобы заготовка W, размещенная на приспособлении 100, была расположена в секции 400 нагрева.
На этапе нагрева заготовка W, помещенная на приспособление 100, подвергается индукционному нагреву в секции 400 нагрева, как показано на Фиг.1 и 2.
Как показано на Фиг.15B, нагревательные катушки 451 расположены таким образом, что они обращены к местам P3 нагрева на поверхности заготовки W на заданном расстоянии, образованном с помощью исполнительных механизмов 460. Приспособление 100 удерживается механизмами 410 удерживания приспособления, и вращающиеся ролики 112 вращаются с помощью вращающегося привода 30 в сборе для вращения заготовки W в направлении кольцевой формы заготовки W. Окружная скорость заготовки W поддерживается постоянной с помощью вращающегося привода 30 в сборе, и пространство между заготовкой W и нагревательными катушками 451 поддерживается постоянным с помощью устройств 483, 484 обнаружения положения и исполнительных механизмов 460. В этом состоянии все нагревательные катушки 451 подаются в течение заданного периода времени из соответствующих опорных коробов 452 для равномерного нагрева заготовки W по всей окружности заготовки W.
На этапе охлаждения, как показано на Фиг.15C, после завершения нагрева заготовки W подъемное основание 240 транспортирующего погрузчика 220 перемещается вниз, так чтобы заготовка W, расположенная на приспособлении 100, была размещена в секции 500 охлаждения. Во время вращения заготовки W охлаждающее средство распыляется на заготовку W из рубашек 520 охлаждения, которые расположены в некотором количестве мест.
По завершении охлаждения подъемное основание 240 перемещается вверх, как показано на Фиг.16B, и затем перемещается на место P2 подвешивания в секции 300 загрузки и выгрузки, как показано на Фиг.16A. Далее приспособление 100 размещается на тележку 315 для загрузки и выгрузки в секции 300 для загрузки и выгрузки, как показано с помощью воображаемой линии. Тележка 315 для загрузки и выгрузки, на которой размещается приспособление 100, затем перемещается на место P1 загрузки и выгрузки для транспортирования на последующую операцию. На этом процесс закалки заготовки W заканчивается.
Преимущества
В соответствии с приведенным выше описанием устройства 10 для термообработки заготовка W помещается на некоторое количество вращающихся роликов 112 опоры 110 для заготовки с целью вращения. Следовательно, заготовка W может вращаться без зажима или крепления в заданном месте, в результате чего обеспечивается высокая гибкость в отношении размера и формы заготовки W. Размер и форма заготовки W, подвергаемой термообработке, могут быть легко изменены посредством выбора соответствующих нагревательных катушек 451, при этом можно выполнять нагрев даже крупногабаритной заготовки кольцевой формы. Следовательно, обеспечивается широкий диапазон использования.
Нагрев заготовки W определяется не положением заготовки W, а положениями нагревательных катушек 451, которые регулируются исполнительными механизмами 460. Таким образом, центр C вращения кольцевой заготовки W не должен быть расположен в центре заготовки W. Другими словами, даже когда центр C вращения и центр заготовки W не находятся в одной точке, расстояние между заготовкой W и нагревательными катушками 451 может поддерживаться постоянным с надлежащей точностью. Даже когда заготовка W является тяжелой, расстояние между заготовкой W и нагревательными катушками 451 можно легко регулировать с надлежащей точностью посредством простого конфигурирования. При нагреве заготовки W на нее не оказывают воздействия излишние напряжения, и поэтому имеется возможность предотвратить деформацию заготовки W. Следовательно, даже крупногабаритную заготовку W можно нагревать с надлежащей точностью посредством простого конфигурирования.
Соответственно, устройство 10 для термообработки имеет широкий диапазон использования с простой конфигурацией и может нагревать даже крупногабаритную заготовку W с надлежащей точностью.
В устройстве 10 для термообработки место P3 нагревания предусмотрено между смежными вращающимися роликами 112. Следовательно, свободное открытое состояние может быть обеспечено между вращающимися роликами 112, которые расположены рядом друг с другом там, где другие элементы не приходят в контакт со всей окружностью заготовки W, и которые расположены под прямыми углами к направлению вращения заготовки W. В этом месте предусмотрено место P3 нагрева и, следовательно, может быть нагрет любой участок на поверхности заготовки W. Соответственно, за счет обычного использования таких конструкций как опора 110 для заготовки и вращающийся привод 30 в сборе заготовка W произвольной формы может быть нагрета посредством выбора нагревательных катушек 451 соответствующей формы для заготовки W, подвергаемой нагреву.
В этом устройстве 10 для термообработки датчик 480 положения предназначен для обнаружения положения поверхности заготовки W, и нагревательная катушка 451 перемещается на основе результатов обнаружения, получаемых с помощью датчика 480 положения. Даже когда заготовка W вращается таким образом, что центр и центр C вращения заготовки W не сцентрированы в одной точке, положение поверхности заготовки W от центра C вращения, которое определяется датчиком 480 положения, установленным перед местом P3 нагрева, не изменяется даже на месте P3 нагрева. Таким образом, посредством регулирования положения нагревательной катушки 451 на основе значения обнаружения, полученного с помощью датчика 480 положения, нагревательная катушка 451 может быть точно расположена относительно положения поверхности заготовки W с целью нагрева заготовки W.
Это устройство 10 термообработки имеет некоторое количество нагревателей 450 и некоторое количество исполнительных механизмов 460. Кроме того, для каждого нагревателя 450 и исполнительного механизма 460 предусмотрен датчик 480 положения. Следовательно, заготовка W может подвергаться точному нагреву во множестве мест. Таким образом, даже крупногабаритная заготовка W может быть нагрета равномерно.
В устройстве 10 для термообработки вращающийся привод 30 в сборе включает в себя вращающееся приводное устройство 246 и вращающийся приводной механизм 150 в качестве узла привода. Вращающийся приводной механизм 150 имеет приводную шестерню 154, которая приводится в действие для вращения с помощью вращающегося приводного устройства 246, и некоторое количество ведомых шестерней 155, которые входят в зацепление с приводной шестерней 154 для соединения с некоторым количеством вращающихся роликов 112.
Следовательно, некоторое количество вращающихся роликов 112 может вращаться равномерно за счет вращения вращающегося приводного устройства 246 в простой конфигурации. Соответственно, частота вращения заготовки W может регулироваться с высокой надежностью и точностью.
Это устройство 10 для термообработки включает в себя рубашки 520 охлаждения в качестве блоков охлаждения для охлаждения заготовки W, которая нагревается в секции 400 нагрева, и вращающееся приводное устройство 246 размещено над заготовкой W. Следовательно, при охлаждении заготовки W предотвращается контакт охлаждающего средства с вращающимся приводным устройством 246, в результате чего имеется возможность значительно упростить конфигурацию влагонепроницаемой конструкции.
Соответственно конструкции приспособления 100 устройства 10 для термообработки заготовка W может быть подвешена с помощью транспортирующего соединительного участка 132 в состоянии, в котором заготовка W поддерживается на опоре 110 для заготовки, и тяговое усилие может быть приложено к вращающемуся приводному механизму 150 (узлу привода) с помощью ведущего соединительного участка 133 для вращения заготовки W, расположенной на опоре 110 для заготовки, по направлению кольцевой формы заготовки W. Следовательно, заготовка W может поддерживаться с помощью того же приспособления 100 от транспортирования заготовки W до нагрева заготовки W. Таким образом, при нагреве заготовки W после транспортирования не является необходимым перемещать или позиционировать заготовку W.
Транспортирующий соединительный участок 132 и ведущий соединительный участок 133 расположены в центральном узле 130. Следовательно, если центральный узел 130 соединен с участком 245 подвешивания и вращающимся приводным устройством 246, заготовка W может транспортироваться в подвешенном состоянии. Кроме того, заготовка W может нагреваться во время вращения. Соответственно, нет необходимости в отдельной конструкции для поддержки заготовки W во время ее транспортирования, и в конструкции для поддержки заготовки W во время ее нагрева. Заготовка W может быть соединена с обоими устройствами 132, 133 только за счет соединения заготовки W с центральным узлом 130. Это может обеспечить простую конфигурацию.
Кроме того, заготовка W может быть размещена на вращающихся роликах 112 опоры 110 для заготовки, и заготовка W может вращаться вращающимися роликами 112, если она поддерживается на приспособлении 100 без крепления. Следовательно, обеспечиваются меньшее ограничение и высокая гибкость в отношении размера и формы заготовки W. Другими словами, приспособление 100 может использоваться для заготовок W, имеющих различные формы, и имеет широкий диапазон использования. Соответственно, приспособление 100 имеет широкий диапазон использования и может поддерживать заготовку с помощью простой конфигурации без перемещения заготовки W при транспортировании и нагреве заготовки W.
В этом приспособлении 100 место соединения ведущего соединительного участка 133 расположено над заготовкой W, которая поддерживается на опоре 110 для заготовки. Следовательно, при охлаждении заготовки W может быть предотвращен контакт охлаждающего средства с вращающимся приводным устройством 246.
В приспособлении 100 вращающийся приводной механизм 150 включает в себя приводной вал 152 и некоторое количество ведомых валов 153, которые соединены по отдельности с некоторым количеством вращающихся роликов 112. Кроме того, приводная шестерня 154 на приводном валу 152 входит в зацепление с соответствующими ведомыми шестернями 155 на некотором количестве ведомых валов 153. Следовательно, некоторое количество ведомых валов 153 может приводиться в движение по отдельности для вращения посредством вращения приводного вала 152 с прикладыванием тягового усилия от ведущего соединительного участка 133. Соответственно, частота вращения некоторого количества вращающихся роликов 112 может регулироваться посредством регулирования тягового усилия, что дает возможность легко и надежно регулировать частоту вращения заготовки W.
В этом приспособлении 100 опора 110 для заготовки включает в себя ролик 121 позиционирования, который позиционирует внутреннюю окружность или наружную окружность заготовки W. Следовательно, если ролик 121 позиционирования заготовки расположен в диапазоне, который допускает погрешность позиционирования заготовки W, можно предотвратить размещение заготовки W на приспособлении 100, когда центр тяжести заготовки W имеет значительное отклонение, в результате чего заготовка W может транспортироваться, будучи надлежащим образом уравновешенной. Кроме того, можно предотвратить размещение заготовки W на приспособлении 100 с крайним отклонением от траектории, образованной некоторым количеством вращающихся роликов 112. Таким образом, заготовка W во время нагрева может надежно вращаться по направлению ее кольцевой формы.
Согласно конструкции устройства 10 для термообработки, имеющей приспособление 100, заготовка W может транспортироваться между секцией 300 загрузки и выгрузки и секцией 400 нагрева для нагрева в секции 400 нагрева, при этом заготовка W устанавливается на то же приспособление 100. Следовательно, поскольку заготовка может быть установлена на приспособление 100 и вращаться на нем, то, как только заготовка размещается и позиционируется на приспособлении 100 в секции 300 загрузки и выгрузки, заготовка W может транспортироваться и нагреваться в этом положении.
Таким образом, приспособление может использоваться для заготовок, имеющих различные формы, в результате чего обеспечивается широкий диапазон использования. Кроме того, заготовка W может удерживаться на том же приспособлении 100 без перемещения на другое приспособление в секции 300 загрузки и выгрузки и секции 400 нагрева, в результате чего могут быть легко выполнены транспортирование и нагрев заготовки W. Следовательно, могут использоваться приспособление 100 и транспортирующий механизм 200, которые упрощают конфигурацию устройства 10 для термообработки.
Соответственно, устройство 10 для термообработки имеет широкий диапазон использования и может облегчить транспортирование и нагрев заготовки W за счет простой конфигурации.
В этом устройстве 10 для термообработки на подъемном основании 240 имеется участок 245 подвешивания, который соединяется с транспортирующим соединительным участком 132, и вращающееся приводное устройство 246, соединенное с ведущим соединительным участком 133. Вращающееся приводное устройство 246 и ведущий соединительный участок 133 могут быть соединены посредством соединения участка 245 подвешивания с транспортирующим соединительным участком 132. Следовательно, некоторое количество соединительных устройств может быть внедрено в один блок, в результате чего некоторое количество соединительных операций, выполняемых при транспортировании и нагреве заготовки W, может выполняться совместно в одно и то же время. Соответственно, конфигурация и функционирование устройства 10 для термообработки могут быть дополнительно упрощены.
Вращающееся приводное устройство 246 и ведущий соединительный участок 133 могут быть прикреплены друг к другу и отсоединены друг от друга в вертикальном направлении, и участок 245 подвешивания и транспортирующий соединительный участок 132 могут быть прикреплены друг к другу и отсоединены друг от друга в горизонтальном направлении. Таким образом, за счет позиционирования подъемного основания 240 относительно приспособления 100 и опускания подъемного основания 240 вращающееся приводное устройство 246 и ведущий соединительный участок 133 могут быть соединены. Участок 245 подвешивания и транспортирующий соединительный участок 132, на которые действует нагрузка от заготовки W, соединяются в горизонтальном направлении. Следовательно, даже когда нагрузка от заготовки W является высокой, может быть обеспечена достаточная прочность соединения. Направление соединения вращающегося приводного устройства 246 и ведущего соединительного участка 133 отличается от направления соединения участка 245 подвешивания и транспортирующего соединительного участка 132. Следовательно, поскольку участок 245 подвешивания и транспортирующий соединительный участок 132 соединяются, вращающееся приводное устройство 246 и ведущий соединительный участок 133 могут удерживаться в соединенном положении. Таким образом, механизм поддержания вращающегося приводного устройства 246 в соединенном состоянии не является необходимым. Соответственно, соединительная конструкция соответствующих устройств может быть упрощена.
В этом устройстве 10 для термообработки соединительная выступающая часть 131 расположена концентрично с приводным валом 152. Следовательно, когда соединительная выступающая часть 131 соединяется с участком 245 подвешивания с помощью приводного вала 152, соединенного с вращающимся приводным устройством 246, заготовка E, помещенная на опору 110 для заготовки, может быть подвешена с помощью участка 245 подвешивания с обеспечением надлежащего равновесия, так чтобы вращающиеся ролики 112 могли вращаться с помощью вращающегося приводного устройства 246.
В этом устройстве 10 для термообработки механизм 140 сцепной муфты, который предусмотрен на приводном валу 152, может стопориться в вертикальном направлении за счет опускания выходного вала 256 поворотного приводного двигателя 255. Другими словами, стопорение обеспечивается только посредством опускания выходного вала 256, в результате чего имеется возможность упростить процесс.
В этом устройстве 10 для термообработки транспортирующий соединительный участок 132 имеет стопорные отверстия 134, размер которых превышает размер стопорных штифтов 251 в местах на центральном узле 130, которые соответствуют стопорным штифтам 251. Стопорное отверстие 134 имеет, по существу, треугольную форму и его размер шире размера стопорного штифта 251. Следовательно, когда стопорные штифты 251 поднимаются относительно стопорных отверстий 134 посредством подвешивания центрального узла 130 с помощью участка 245 подвешивания, стопорные отверстия 134 в центральном узле 130 направляются стопорными штифтами 251, в результате чего центральный узел 130 центрируется. Таким образом, приспособление 100 может быть легко подвешено в сцентрированном состоянии. Соответственно, приспособление 100, на которое опирается заготовка W, может надежно транспортироваться.
Транспортирующий механизм 200 включает в себя смещающее устройство 262, которое смещает вверх подъемное основание 240 на основании 230 для бокового перемещения, и, кроме того, подъемник 261, который перемещает подъемное основание вверх и вниз. Таким образом, во время поднимания заготовки W подъемное основание 240 смещается вверх с помощью смещающего устройства 262. Следовательно, даже если заготовка W имеет большую массу, тяговое усилие подъемника 261, необходимое для поднимания подъемного основания 240, может быть уменьшено. С другой стороны, во время опускания заготовки W подъемное основание 240, на которое действует нагрузка от массы заготовки W, перемещается вниз. Тяговое усилие подъемника 261, необходимое для опускания подъемного основания 240, может быть небольшим. В результате, даже когда масса заготовки W является большой, тяговое усилие, необходимое для подъемника 261, может быть уменьшено, что позволяет уменьшить размер подъемника 261.
В этом устройстве 10 для термообработки секция 500 охлаждения расположена выше секции 400 нагрева. За счет опускания приспособления 100 заготовка W, помещенная на приспособлении 100, может быть размещена для охлаждения в секции 500 охлаждения. Во время опускания приспособления 100 без перемещения в горизонтальном направлении заготовка W может легко быть размещена в секции 500 охлаждения, что позволяет начать охлаждение заготовки W в течение короткого промежутка времени после завершения ее нагрева. Кроме того, поскольку секция 500 охлаждения расположена ниже секции 400 нагрева, охлаждающее средство не может контактировать с нагревателями 450, что позволяет упростить или исключить влагонепроницаемую конструкцию.
Секция 500 охлаждения расположена ниже секции 400 нагрева, и во время нагрева приспособление 100 поддерживается снизу ограничителями 413 приспособления. Приспособление 100 позиционируется надежным способом, при этом обеспечивается точный нагрев. Кроме того, ограничители 413 приспособления секции 400 нагрева могут перемещаться из рабочего положения в нижнем направлении. Во время перемещения приспособления 100 в секцию 500 охлаждения после нагрева приспособление 100 может быть легко и быстро освобождено, так чтобы охлаждение нагретой заготовки W можно было начать через короткое время.
В этом устройстве 10 для термообработки вращающееся приводное устройство 246 расположено на подъемном основании 240. Следовательно, вращающееся приводное устройство 246 может быть расположено над заготовкой W в секции 500 охлаждения. Охлаждающее средство не может контактировать с вращающимся приводным устройством 246, что позволяет упростить или исключить влагонепроницаемую конструкцию.
В этом устройстве 10 для термообработки секция 400 нагрева включает в себя участок 411 позиционирования по окружности, предназначенный для позиционирования приспособления 100 в направлении по окружности. Следовательно, приспособление 100, которое транспортируется в секцию 400 нагрева с помощью транспортирующего механизма 200, может позиционироваться в горизонтальном направлении с помощью участка 411 позиционирования по окружности. Помимо этого, во время индукционного нагрева заготовки W можно предотвратить не только перемещение приспособления 100 за счет магнитного усилия, но также предотвратить перемещение приспособления 100 за счет противодействующей силы, возникающей при изменении вращения заготовки W.
В этом устройстве 10 для термообработки некоторое количество нагревателей 450 расположено, по существу, с равными интервалами в направлении по окружности в секции 400 нагрева. Следовательно, во время вращения заготовка W нагревается с помощью некоторого количества нагревателей 450. Таким образом, даже крупногабаритная заготовка W может равномерно нагреваться по всей окружности заготовки W.
В этом устройстве 10 для термообработки нагревательные катушки 451 или другие компоненты нагревателя 450 могут удерживаться на приспособлении 620 для замены компонентов, расположенном в секции 600 для замены компонентов, в местах, которые соответствуют нагревателям 450, расположенным в секции 400 нагрева. Кроме того, приспособление 620 для замены компонентов может быть соединено с участком 245 подвешивания транспортирующего механизма 200. Следовательно, подготовительная операция для заготовки W другого типа может быть упрощена.
Модификации
Несмотря на то, что настоящее изобретение было описано со ссылкой на определенный вариант выполнения, объем настоящего изобретения не ограничивается до описанного выше варианта выполнения и специалистам в этой области техники будет понятно, что могут быть выполнены различные изменения и модификации. Например, в этом варианте выполнения описывается устройство для термообработки, в котором заготовка W закаливается посредством нагрева и последующего охлаждения. Однако изобретение также может применяться к другому устройству для термообработки, в котором охлаждение не предусмотрено.
Подвергаемая термообработке заготовка W не ограничивается до заготовки W, имеющей кольцевую форму круглого сечения. Следовательно, изобретение также может применяться для заготовки, имеющей кольцевую форму с другим сечением, например эллиптическим сечением.
Изобретение было описано на примере однократного закаливания, при котором нагревательные катушки 451 расположены в некотором количестве мест по окружности заготовки W для однократного нагрева заготовки W. Однако настоящее изобретение также может применяться для так называемой подвижной закалки, при которой нагревательная катушка 451 расположена в одном месте на окружности заготовки W для нагрева заготовки W. В этом случае секция 400 нагрева, нагревательная катушка 451 и исполнительный механизм 460 расположены в одном месте нагрева.
В этом варианте выполнения закалке подвергается только поверхность заготовки W. Однако, к примеру, заготовка W может нагреваться на некоторую глубину с помощью нагревательных катушек, установленных таким образом, чтобы они были обращены к внутренней поверхности и наружной поверхности заготовки W в местах, которые соответствуют друг другу поперек заготовки W для нагрева заготовки W. В этом случае нагревательные катушки, расположенные на стороне внутренней поверхности, и нагревательные катушки, расположенные на стороне наружной поверхности, могут быть нагревательными катушками одного типа или разного типа. Кроме того, нагревательная катушка на стороне внутренней поверхности и нагревательная катушка на стороне наружной поверхности могут управляться в местах их расположения с помощью одного исполнительного механизма 460.
В варианте выполнения, показанном на чертежах, опора 110 для заготовки имеет некоторое количество радиальных оснований 111, которые продолжаются радиально от центрального узла 130. Однако опора 110 для заготовки может не иметь некоторого количества радиальных оснований 111. Например, опора 110 для заготовки может быть элементом в форме плиты, имеющей на виде сверху круглую или многоугольную форму, или рамой, в которой некоторое количество элементов образуют плоскостную или пространственную конструкцию. Опора 110 для заготовки имеет такую конструкцию, чтобы размещенная на ней заготовка W была ориентирована торцевой поверхностью вниз. Однако конструкция опоры 110 для заготовки специально до этого не ограничивается при условии, что опора 110 для заготовки сможет вращаться в направлении кольцевой формы, поддерживая заготовку W. Например, опора 110 для заготовки может иметь такую конструкцию, которая позволяет ей вращаться по направлению кольцевой формы с заготовкой W, установленной наклонно или вертикально.
Вращающийся привод 30 в сборе приводится в действие для вращения всех вращающихся роликов 112, которые установлены на приспособлении 100, с помощью вращающегося приводного механизма 150. Однако поскольку заготовка W может приводиться во вращение, может применяться конфигурация, в которой во вращение приводится только часть вращающихся роликов 112.
В описанном выше варианте выполнения положения двух нагревательных катушек 451, расположенных после датчика 480 положения, регулируются согласно перемещению поверхности заготовки W, обнаруживаемой датчиком 480 положения. Однако определенное количество нагревательных катушек 451, которые должны регулироваться в требуемом месте, и положение датчика 480 положения относительно нагревательных катушек 451 могут изменяться при необходимости.
В этом варианте выполнения описывается нагрев заготовки W, представляющей собой наружное кольцо подшипника. Однако внутреннее кольцо подшипника также может подвергаться нагреву. В этом случае нагревательная катушка 451 может иметь форму, соответствующую наружной периферийной поверхности заготовки W, и должна быть обращена к заготовке W с наружной стороны.
Кроме того, заготовка W не ограничивается до подшипника. Следовательно, изобретение может применяться в кольцеобразной заготовке, которая используется для других целей. Помимо этого участок, подвергаемый нагреву или термообработке, не ограничивается до внутренней периферийной поверхности или наружной периферийной поверхности заготовки W. Например, при нагревании боковой поверхности заготовки W можно использовать в качестве нагревательной катушки 451 нагревательную катушку 451, которая имеет форму, соответствующую форме непрерывной периферийной боковой поверхности. В этом случае в качестве нагревательной катушки 451 может использоваться нагревательная катушка 451, в которой участок, обращенный к заготовке W, является угловой трубой, образованной в зигзагообразной форме посредством изгибания угловой трубы на некотором количестве участков 451f изнутри и снаружи угловой трубы и изогнутых участков 45lg, предусмотренных между изогнутыми участками 451f. В этой нагревательной трубе 451 длина окружности участка, расположенного на отдалении от центра C вращения, может превышать длину окружности участка, расположенного рядом с центром C вращения.
В этом варианте выполнения частота вращения поворотного приводного двигателя 255 и значения обнаружения устройств 483, 484 обнаружения положения используются для подержания постоянного расстояния между нагревательными катушками 451 и заготовкой W. Однако, как показано с помощью воображаемой линии на Фиг.12, на части блоков 420 удерживания заготовки установлен датчик 427 частоты вращения для определения частоты вращения удерживающего ролика 425 с целью измерения периферийной скорости заготовки. Таким образом, значение, определяемое датчиком 427 частоты вращения, может использоваться вместо частоты вращения поворотного приводного двигателя 255.
Таким образом, даже при возникновении скольжения между вращающимися роликами 112 и заготовкой W для получения отклонения между частотой вращения вращающегося привода 30 в сборе и фактической частотой вращения заготовки W, расстояние между нагревательными катушками 451 и заготовкой W может поддерживаться постоянным с надлежащей точностью.
В этом варианте выполнения в секции 400 нагрева нагревательная катушка 450 вынуждена следовать за перемещением заготовки W на каждом месте P3 нагрева на основе перемещения и частоты вращения заготовки W, измеряемых соответствующими устройствами 483, 484 обнаружения положения, так чтобы нагревательная катушка 451 и заготовка W были расположены в заданном относительном положении. Однако нагревательная катушка 451 и заготовка W могут быть расположены в заданном относительном положении с помощью другого способа. Например, перемещение заготовки W измеряется предварительно перед началом нагревания, так чтобы получить положение центра заготовки W. Затем каждая из нагревательных катушек 451 перемещается вперед относительно положения центра заготовки W. Таким образом, заготовка W в секции 400 нагрева располагается в заданном относительном положении. Далее в этом состоянии на нагревательную катушку 451 подается питание, так чтобы заготовка W могла нагреваться без перемещения нагревательной катушки 451 во время нагрева.
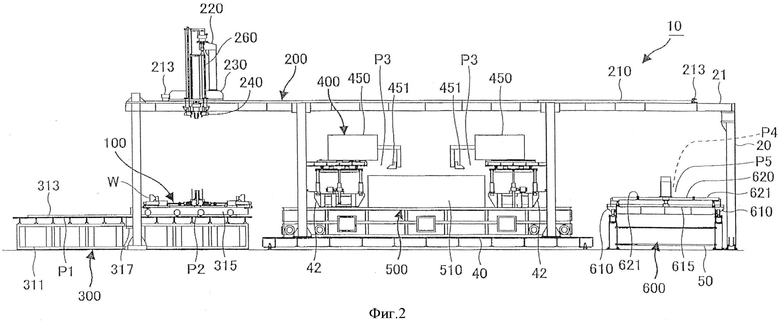
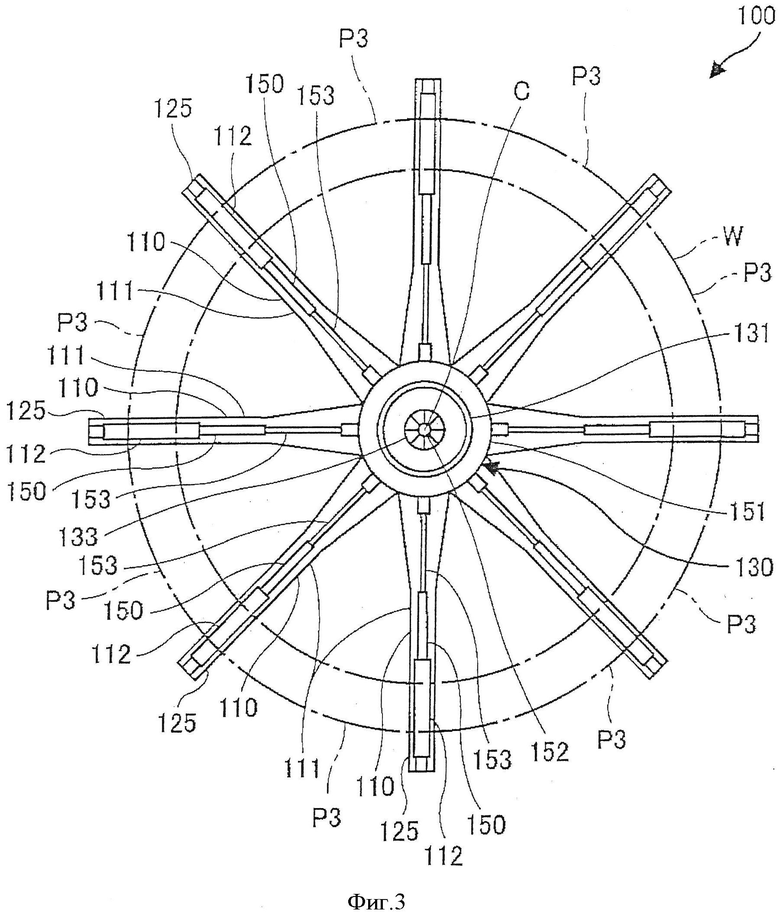
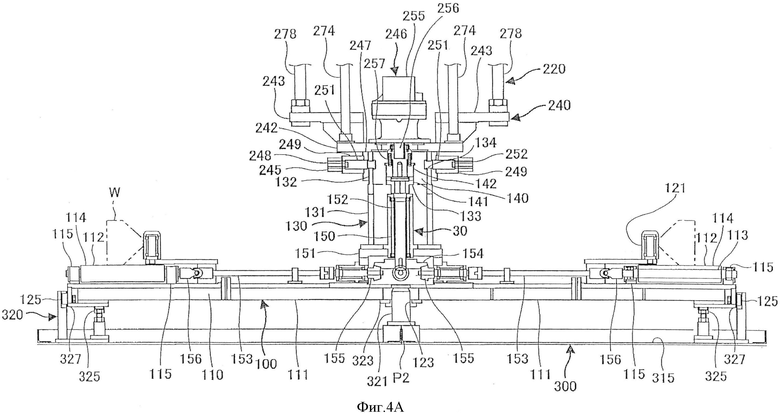
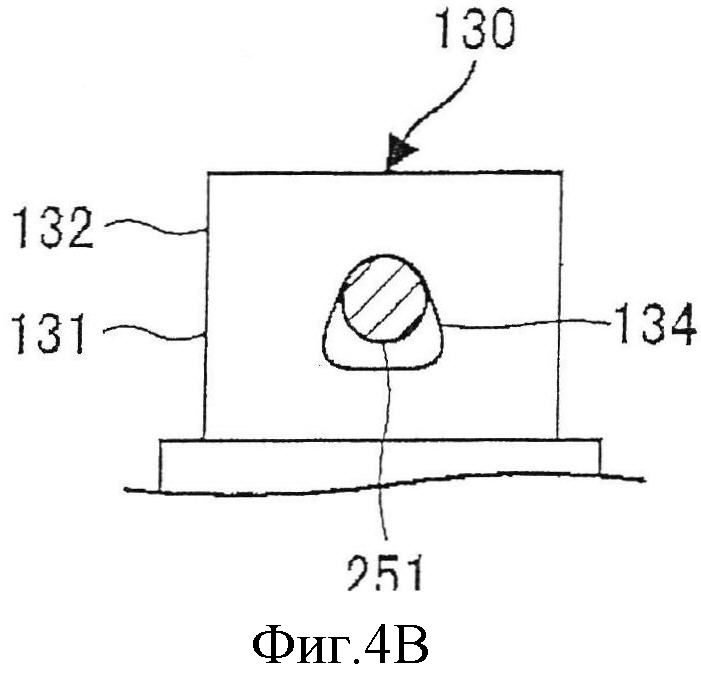
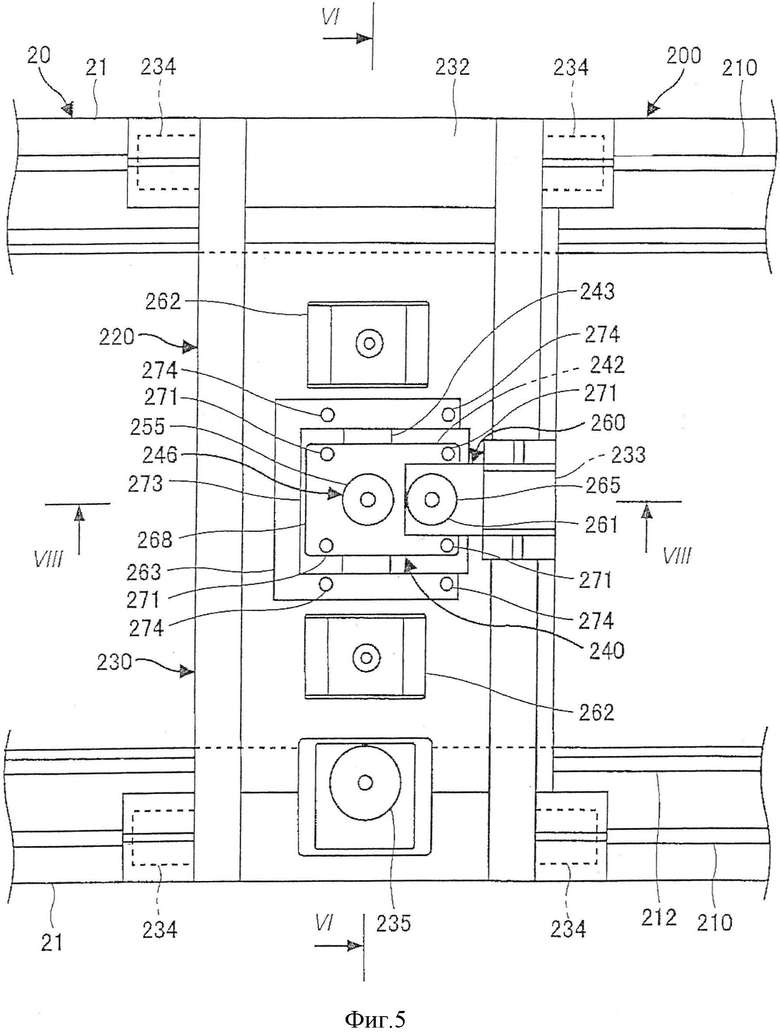
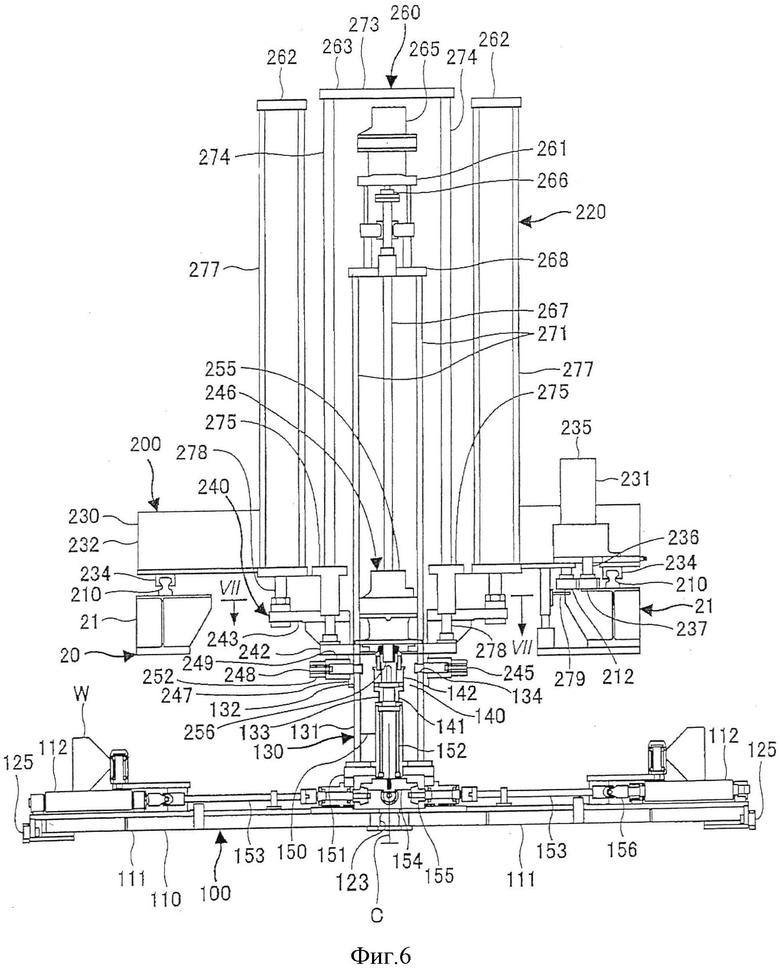
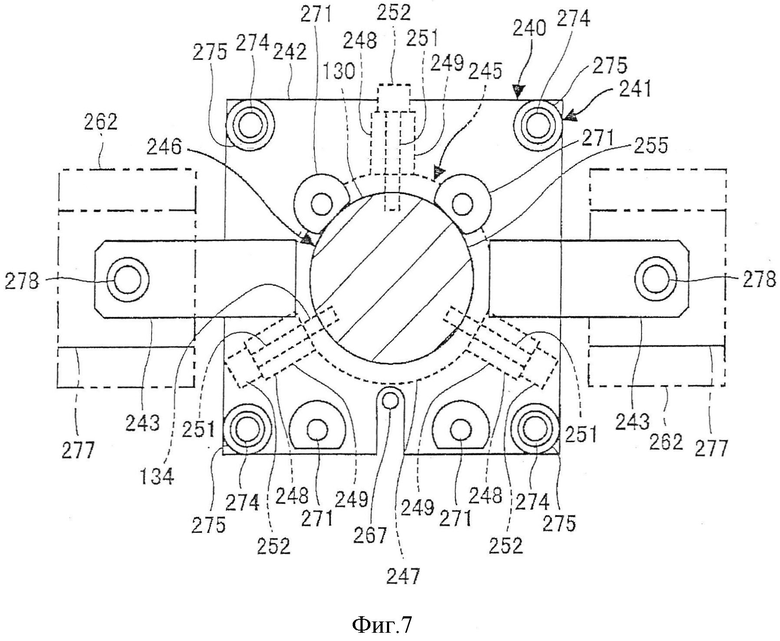
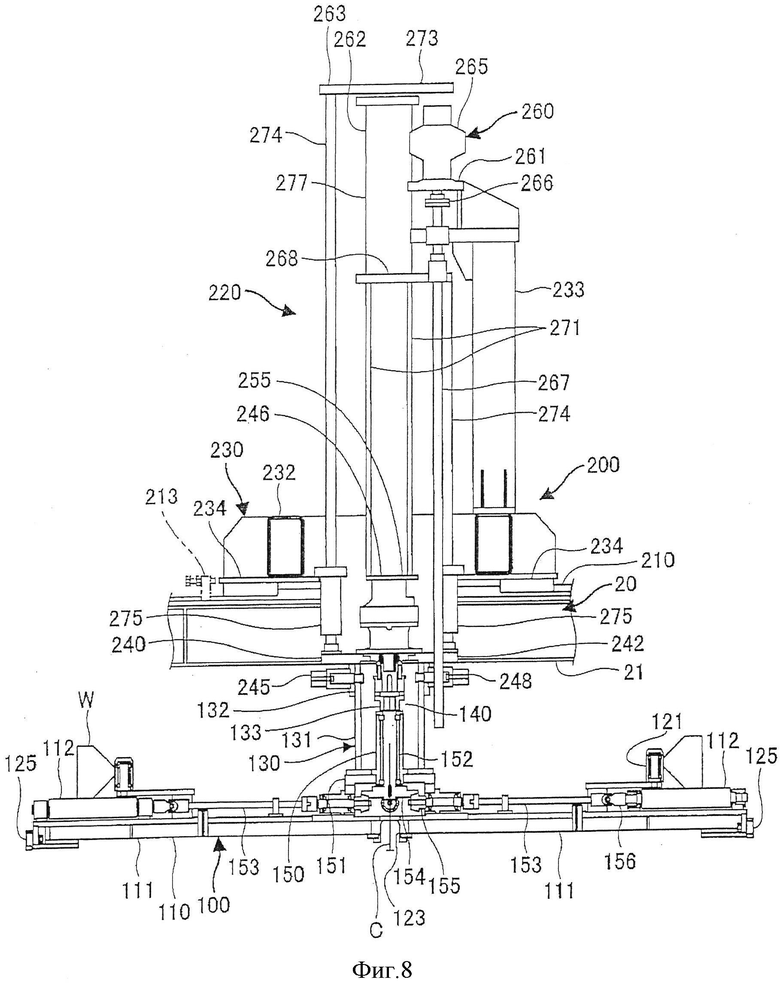
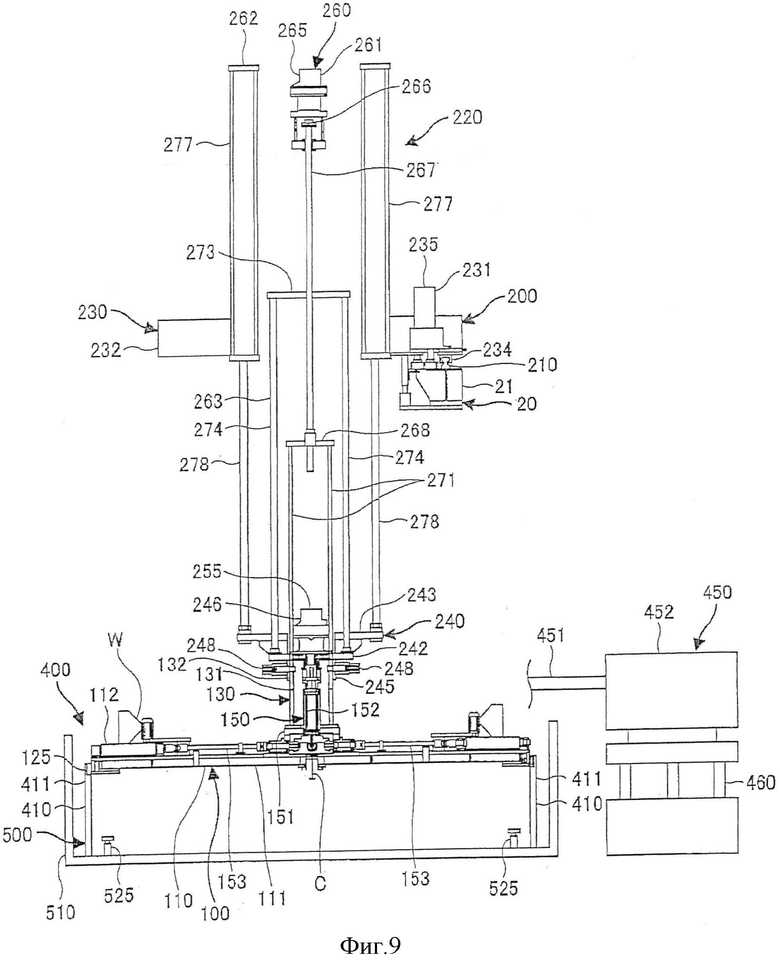
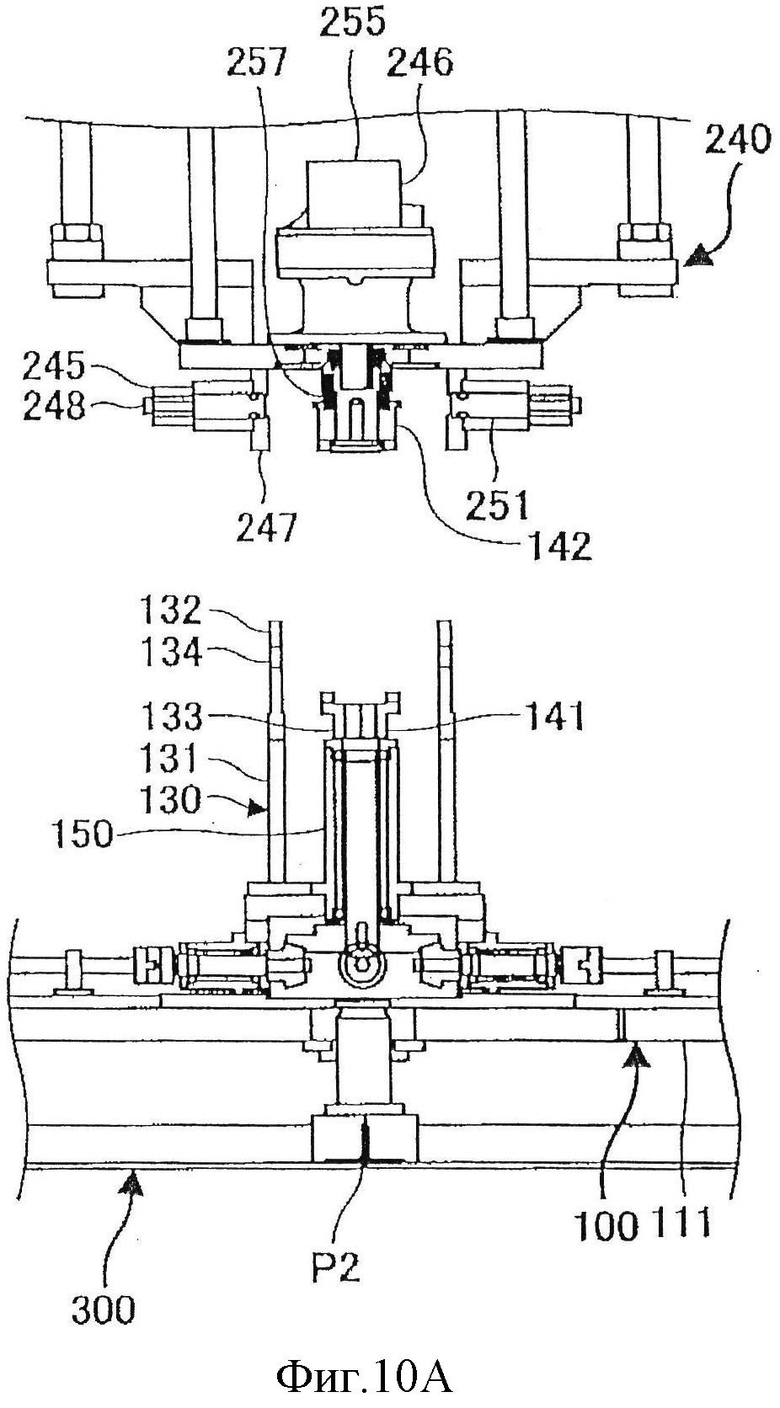
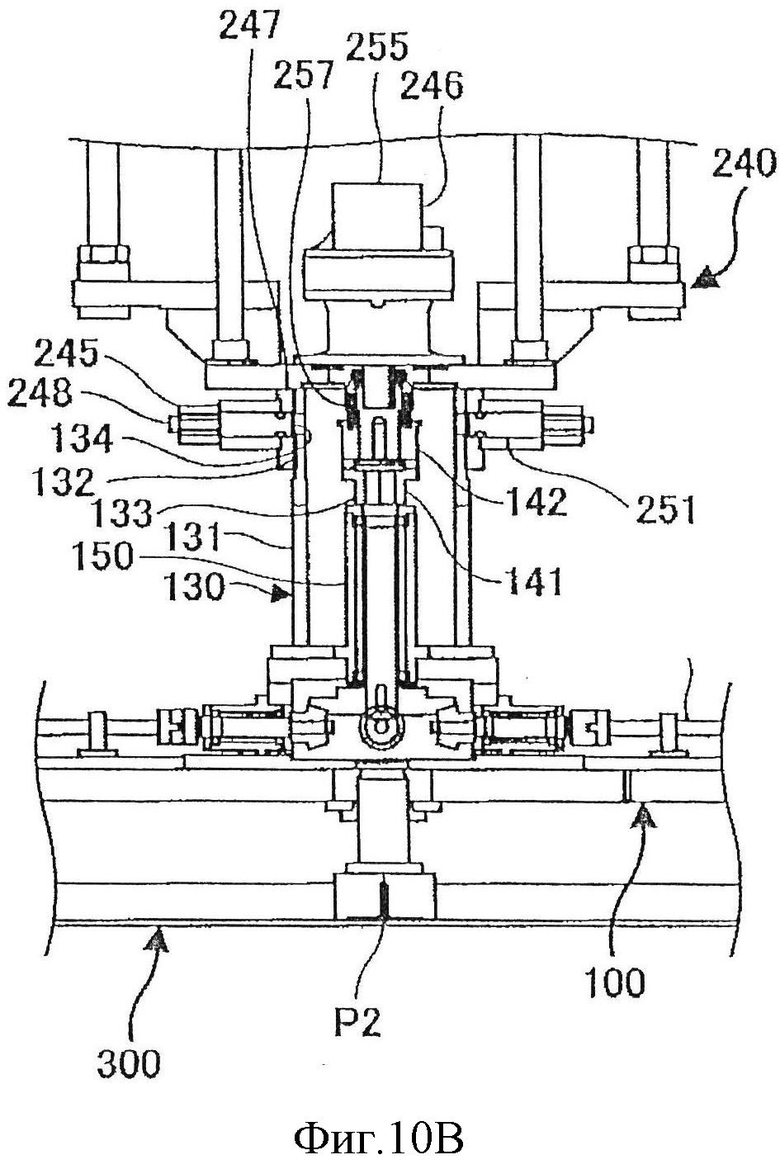
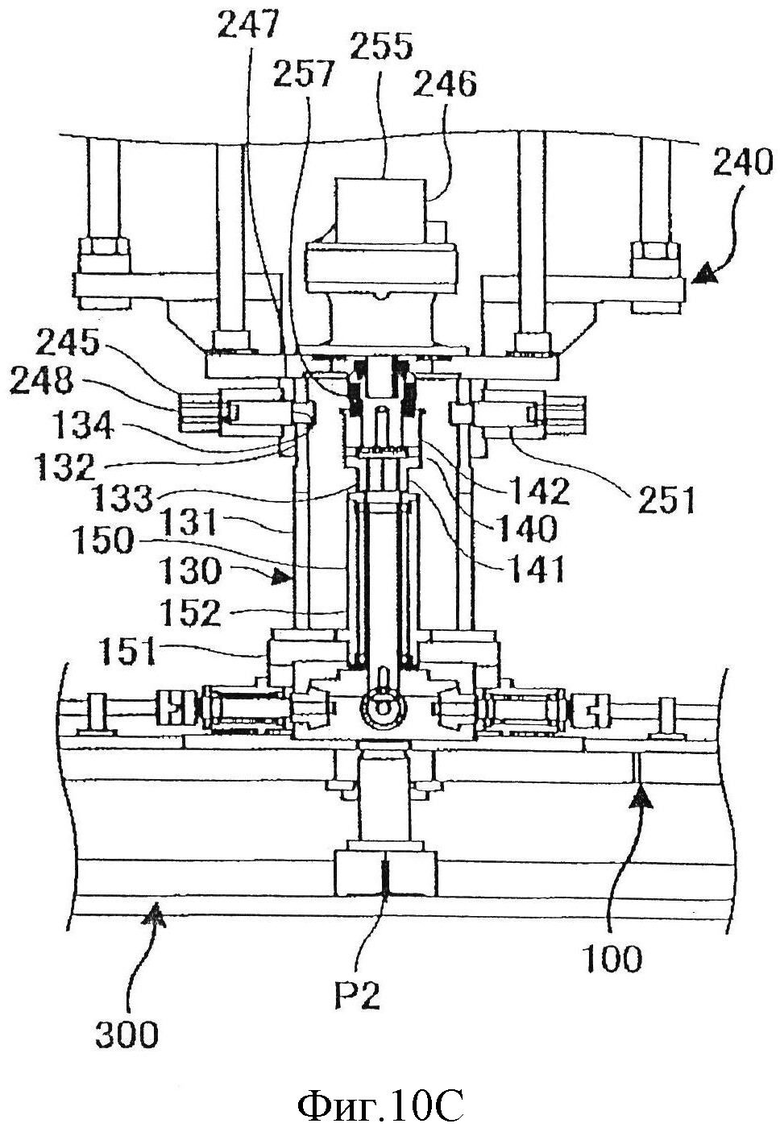
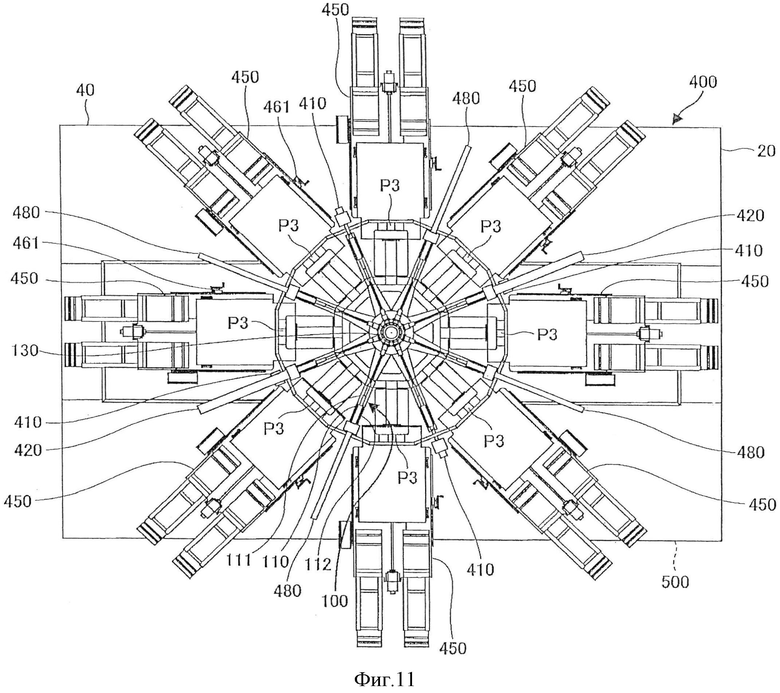
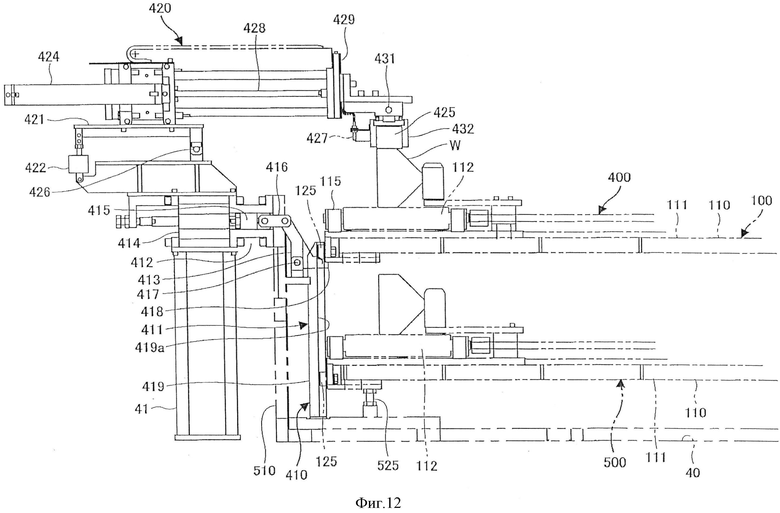
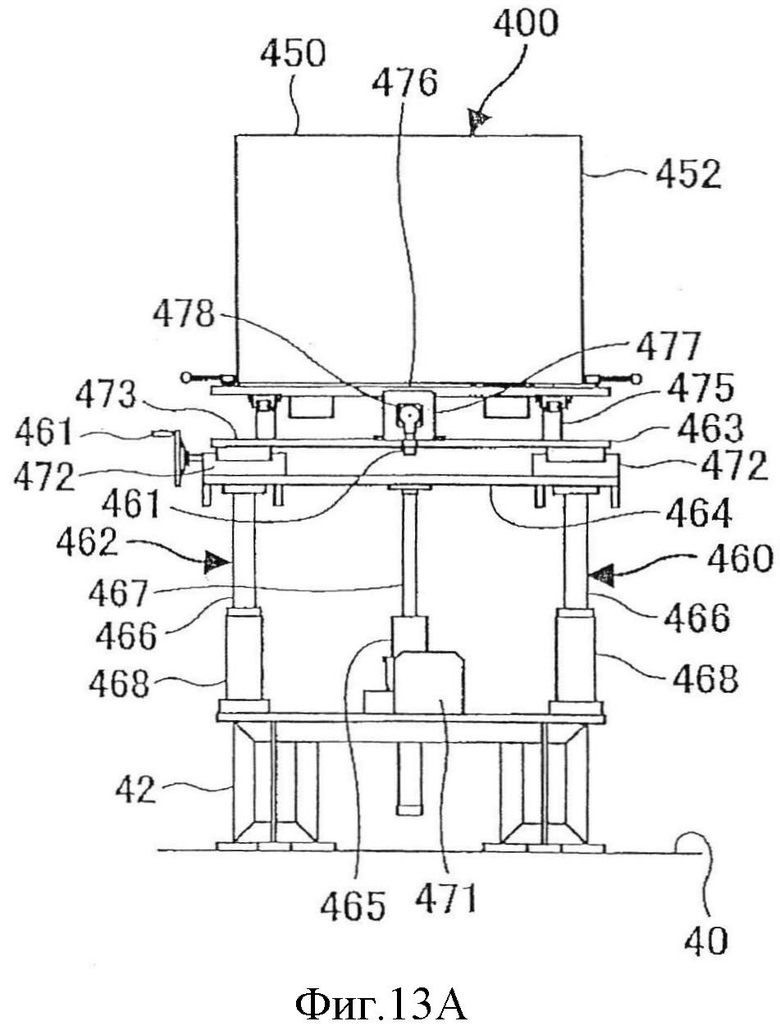
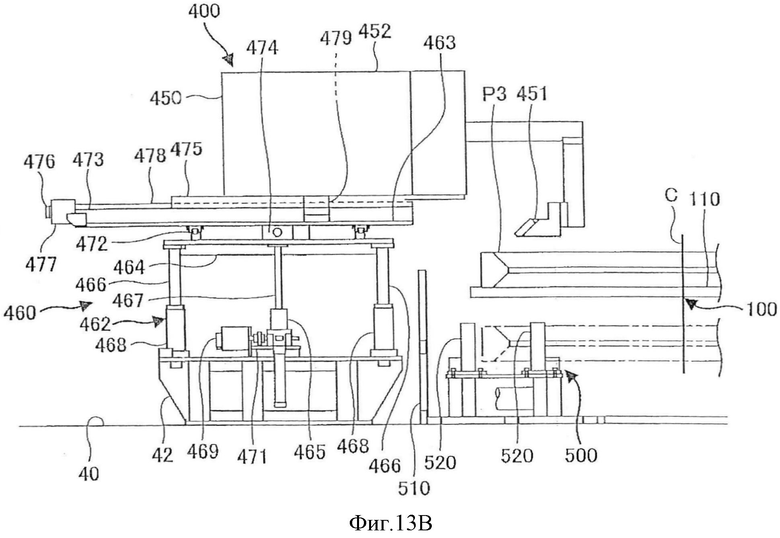
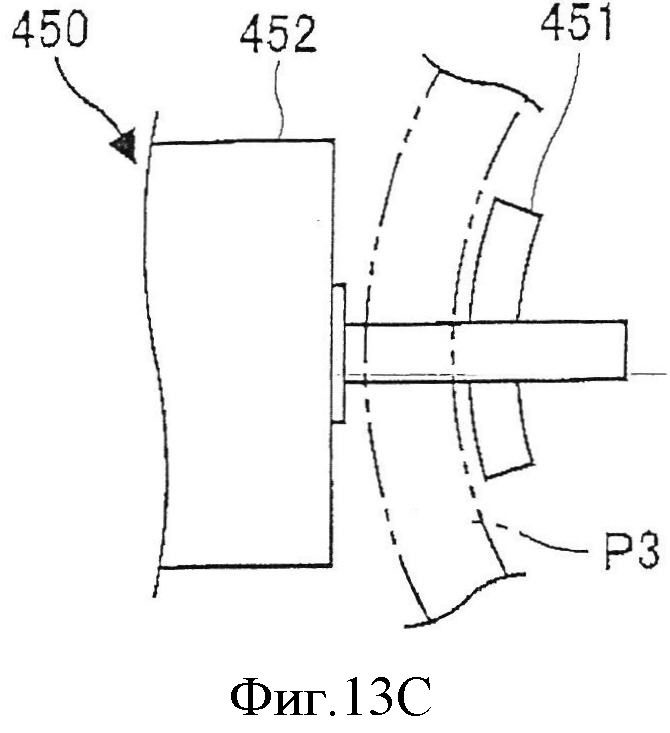
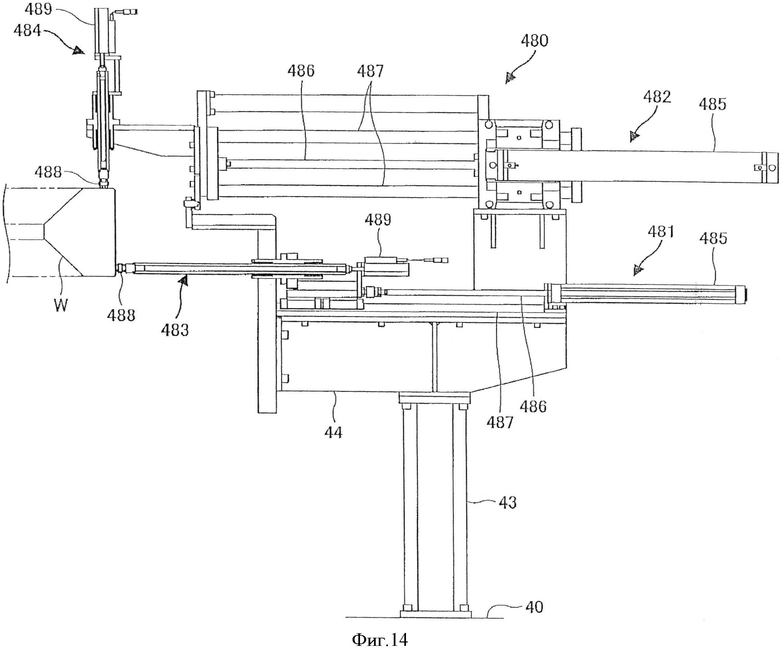
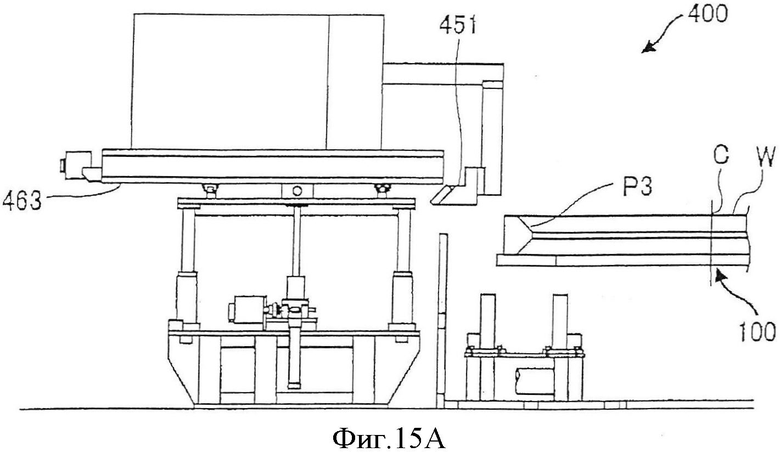
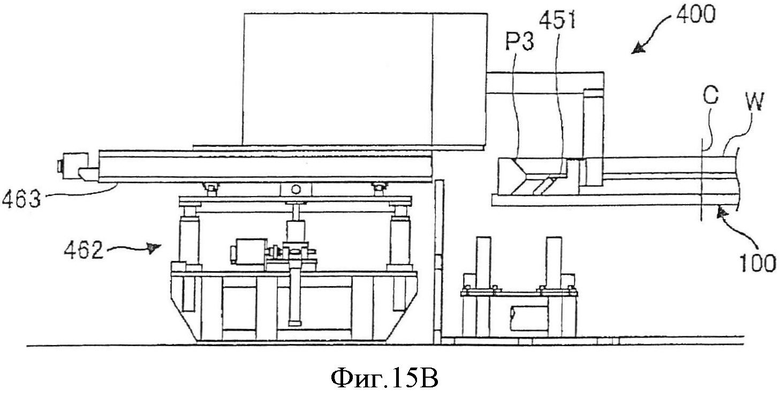
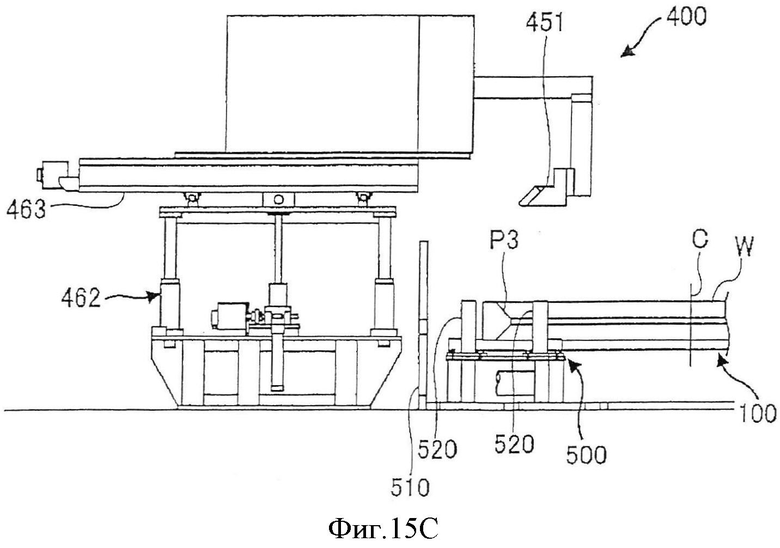
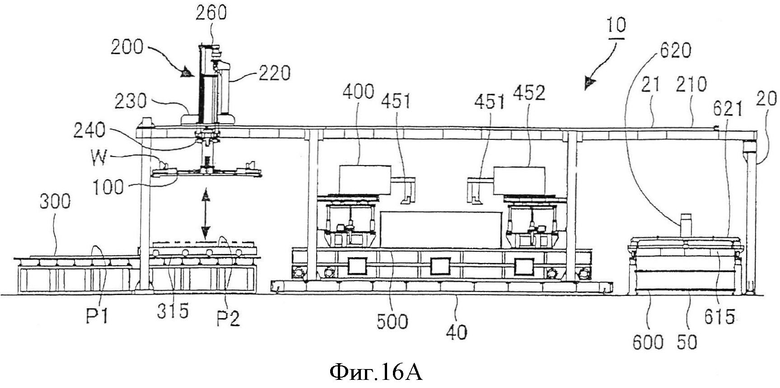
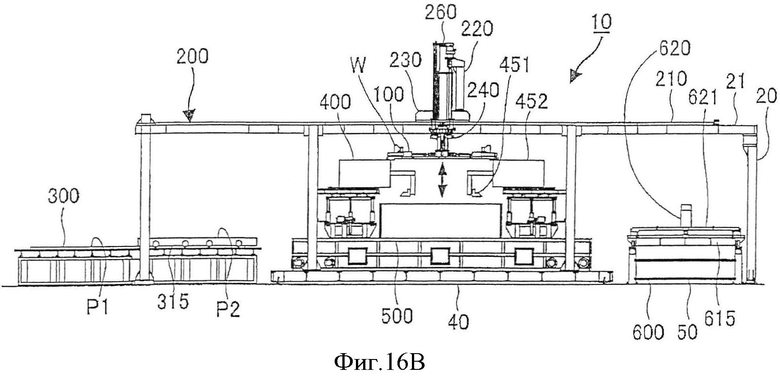
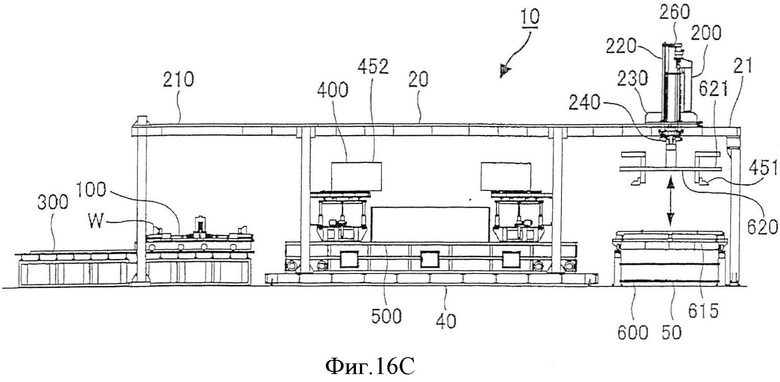
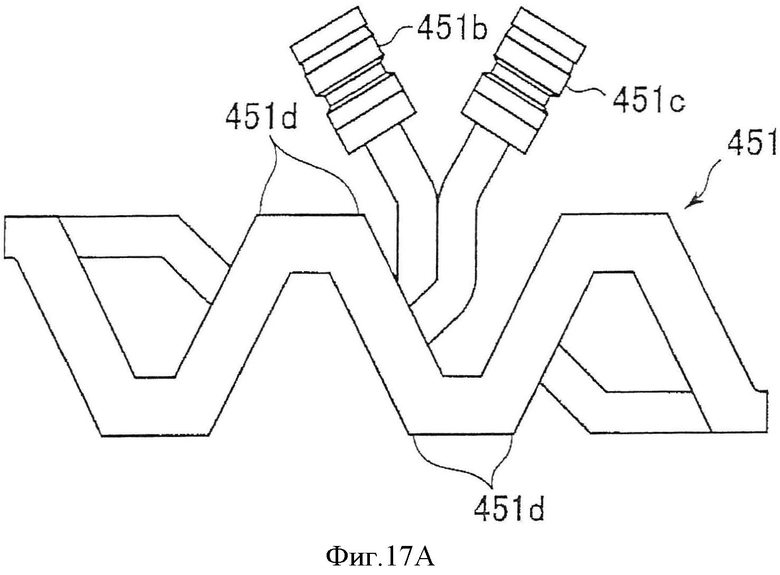
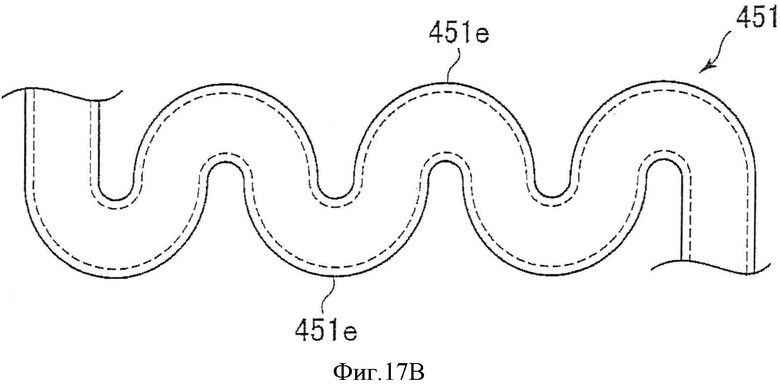
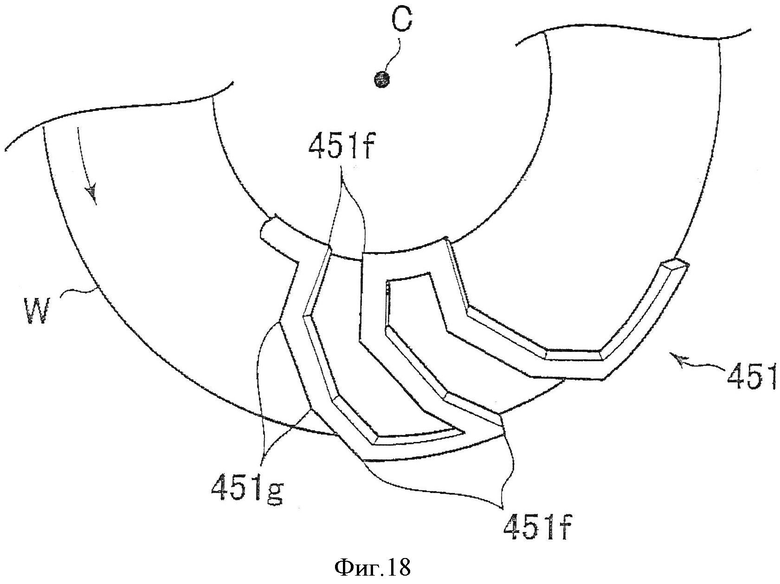
Изобретение относится к оборудованию для термообработки кольцеобразной заготовки. Приспособление для поддержки кольцеобразной заготовки для транспортирования и нагрева ее нагревательным устройством содержит центральный узел, вращающийся приводной механизм, расположенный в центральном узле, и опору для заготовки. Опора связана с центральным узлом и выполнена с возможностью расположения заготовки на опоре и окружения центрального узла. Опора содержит несколько вращающихся роликов, расположенных в окружном направлении вокруг центрального узла. Центральный узел включает транспортирующий соединительный участок, предназначенный для подвешивания опоры для заготовки вместе с заготовкой, размещенной на опоре, ведущий соединительный участок, передающий тяговое усилие на вращающийся приводной механизм, и вращающийся приводной механизм, предназначенный для вращения роликов посредством тягового усилия для обеспечения вращения заготовки в направлении кольцевой формы заготовки. Нагревательное устройство для нагрева кольцеобразной заготовки содержит секцию загрузки, в которой заготовка устанавливается на приспособление, секцию нагрева, содержащую нагреватель, предназначенный для нагрева заготовки, установленной на приспособление, транспортирующий механизм, предназначенный для транспортирования приспособления в подвешенном состоянии между секцией загрузки и секцией нагрева. Транспортирующий соединительный участок соединен с транспортирующим механизмом. Технический результат заключается в упрощении процесса термообработки кольцеобразных заготовок. 4 н. и 11 з.п. ф-лы, 18 ил.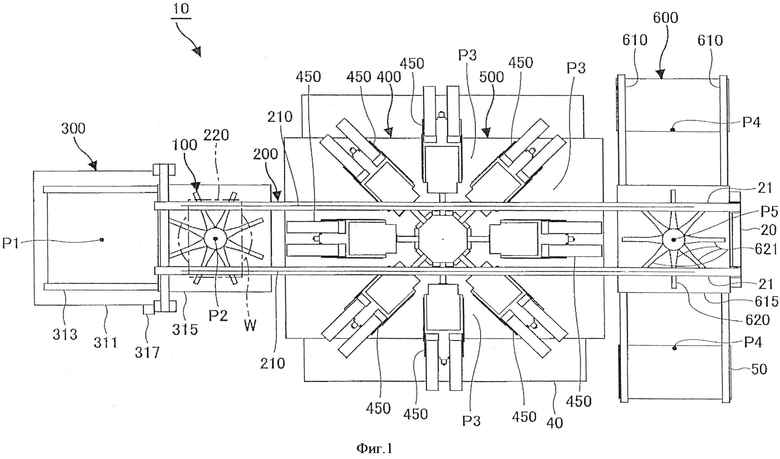
1. Приспособление для поддержки кольцеобразной заготовки для транспортирования и нагрева ее нагревательным устройством, содержащее центральный узел, вращающийся приводной механизм, расположенный в центральном узле, и опору для заготовки, связанную с центральным узлом и выполненную с возможностью расположения заготовки на опоре и окружения центрального узла, отличающееся тем, что опора для заготовки содержит несколько вращающихся роликов, расположенных в окружном направлении вокруг центрального узла, который включает транспортирующий соединительный участок, предназначенный для подвешивания опоры для заготовки вместе с заготовкой, размещенной на опоре, ведущий соединительный участок, передающий тяговое усилие на вращающийся приводной механизм, и вращающийся приводной механизм, предназначенный для вращения роликов посредством тягового усилия для обеспечения вращения заготовки в направлении кольцевой формы заготовки.
2. Приспособление по п. 1, отличающееся тем, что ведущий соединительный участок расположен выше заготовки, опирающейся на опору.
3. Приспособление по п. 1 или 2, отличающееся тем, что вращающийся приводной механизм содержит приводной вал, соединенный с ведущим соединительным участком, несколько ведомых валов, соединенных с несколькими вращающимися роликами, при этом приводной вал содержит приводную шестерню, и каждый из ведомых валов содержит ведомую шестерню, входящую в зацепление с приводной шестерней, и вращающиеся ролики, установленные с возможностью вращения заготовки вокруг центра вращения, продолжающегося вдоль приводного вала.
4. Приспособление по п. 1, отличающееся тем, что опора для заготовки содержит участок, предназначенный для позиционирования заготовки по внутренней окружности или по наружной окружности заготовки, при этом участок позиционирования выполнен в виде выступа над вращающимися роликами.
5. Нагревательное устройство для нагрева кольцеобразной заготовки, содержащее приспособление по п. 1, секцию загрузки, в которой заготовка устанавливается на приспособление, секцию нагрева, содержащую нагреватель, предназначенный для нагрева заготовки, установленной на упомянутое приспособление, транспортирующий механизм, предназначенный для транспортирования упомянутого приспособления в подвешенном состоянии между секцией загрузки и секцией нагрева, при этом транспортирующий соединительный участок соединен с транспортирующим механизмом.
6. Нагревательное устройство по п. 5, отличающееся тем, что транспортирующий механизм содержит узел основания, предназначенный для перемещения между секцией загрузки и секцией нагрева, участок подвешивания, соединенный с транспортирующим соединительным участком, приводное устройство, соединенное с ведущим соединительным участком, при этом участок подвешивания и приводное устройство соединены с основанием, а приводное устройство и ведущий соединительный участок связаны посредством соединения участка подвешивания с транспортирующим соединительным участком.
7. Нагревательное устройство по п. 6, отличающееся тем, что приводное устройство находится в зацеплении с ведущим соединительным участком так, что обеспечен выход приводного устройства из зацепления с ведущим соединительным участком в вертикальном направлении, при этом участок подвешивания входит в зацепление с транспортирующим соединительным участком так, что обеспечен выход участка подвешивания из зацепления с транспортирующим соединительным участком в боковом направлении.
8. Нагревательное устройство по п. 7, отличающееся тем, что участок подвешивания содержит несколько стопорных штифтов, расположенных в окружном направлении с возможностью их перемещения со скольжением в боковом направлении, а транспортирующий соединительный участок содержит несколько стопорных отверстий, в которые соответственно вставлены стопорные штифты, при этом каждое из стопорных отверстий имеет суживающуюся кверху треугольную форму.
9. Нагревательное устройство по п. 6, отличающееся тем, что транспортирующий механизм содержит транспортирующую направляющую, расположенную между секцией загрузки и секцией нагрева, подъемник, смещающее устройство, при этом узел основания включает основание для бокового перемещения, которое предназначено для перемещения вдоль транспортирующей направляющей и к которому прикреплены подъемник и смещающее устройство, и подъемное основание, к которому прикреплен участок подвешивания, при этом подъемное основание соединено с основанием для бокового перемещения с возможностью перемещения подъемного основания вверх и вниз относительно основания для бокового перемещения, подъемник предназначен для перемещения подъемного основания вверх и вниз, а смещающее устройство предназначено для смещения вверх подъемного основания, когда подъемное основание перемещается вверх.
10. Нагревательное устройство по п. 5, отличающееся тем, что секция нагрева содержит участок, предназначенный для позиционирования упомянутого приспособления в окружном направлении.
11. Нагревательное устройство по п. 9, отличающееся тем, что оно содержит подготовительное приспособление, предназначенное для подвешивания на участке подвешивания, подготовительную секцию, предназначенную для размещения подготовительного приспособления, при этом транспортирующая направляющая продолжается до подготовительной секции, а подготовительное приспособление предназначено для удерживания компонента нагревателя.
12. Устройство для термообработки кольцеобразной заготовки, содержащее нагревательное устройство по любому из пп. 5-11 и секцию охлаждения, расположенную ниже секции нагрева таким образом, что при опускании упомянутого приспособления заготовка, установленная на приспособление, охлаждается в секции охлаждения.
13. Устройство для термообработки по п. 12, отличающееся тем, что секция нагрева содержит ограничитель, предназначенный для поддержки упомянутого приспособления снизу так, чтобы он освобождал приспособление во время охлаждения заготовки в секции охлаждения.
14. Устройство для термообработки по п. 12, отличающееся тем, что приводное устройство расположено выше секции охлаждения, когда упомянутое приспособление установлено в секции охлаждения.
15. Способ термообработки кольцеобразной заготовки, включающий установку приспособления по п.1 в секции загрузки, при этом приспособление содержит центральный узел и несколько вращающихся роликов, соединенных с центральным узлом и расположенных в окружном направлении вокруг центрального узла, расположение кольцеобразной заготовки на нескольких вращающихся роликах так, чтобы заготовка окружала центральный узел, транспортировку упомянутого приспособления из секции загрузки в секцию нагрева так, чтобы оно было подвешено в центральном узле, вращение вращающихся роликов посредством передачи тягового усилия на центральный узел к вращающимся роликам для обеспечения вращения заготовки по направлению ее кольцевой формы в секции нагрева и индукционный нагрев заготовки нагревательной катушкой.
| JP 2005325409 A, 24.11.2005 | |||
| JP 2009287074 A, 10.12.2009 | |||
| Устройство для термической обработки поршневых колец | 1979 |
|
SU855025A1 |
| СТАНОК ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 0 |
|
SU312883A1 |
| Приспособление для закалки крупногабаритных колец | 1955 |
|
SU110527A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОДШИПНИКОВОГО КОЛЬЦА ДЛЯ КРУПНОГАБАРИТНЫХ ПОДШИПНИКОВ КАЧЕНИЯ | 2006 |
|
RU2353668C1 |

