Область техники
При изготовлении стали способом непрерывной разливки, расплавленная (жидкая) сталь отливается непосредственно в виде тонкой пластины с помощью литейной машины. Форма полосы определяется кристаллизатором литейной машины, который получает расплавленный металл от промежуточного разливочного устройства и формирует металл в виде тонкой полосы. Полоса может быть дополнительно подвергнута охлаждению и механической обработке после выхода из литейных валков.
В двухвалковой литейной машине расплавленный металл вводится между парой горизонтальных литейных валков, вращающихся навстречу друг другу, которые охлаждаются изнутри, так что на движущихся поверхностях литейных валков металл отверждается с образованием металлических оболочек, которые сводятся вместе в зазоре между литейными валками, чтобы получить тонкую литую полосу, подаваемую далее вниз из зазора между литейными валками. Термин «зазор» используется здесь для обозначения общей области, в которой литейные валки располагаются наиболее близко друг к другу. Расплавленный металл может заливаться из литейного ковша через систему подачи металла, содержащую промежуточное разливочное устройство и центральный разливочный стакан, расположенный над зазором, чтобы сформировать литейную ванну расплавленного металла, поддерживаемую литейными поверхностями валков над зазором и идущую вдоль длины зазора. Эта литейная ванна обычно заключена между огнеупорными боковыми пластинами или заслонками, удерживаемыми в скользящем контакте с торцевыми поверхностями литейных валков таким образом, чтобы ограничить два конца литейной ванны.
При разливке стальной полосы в двухвалковой литейной машине, тонкая литая полоса покидает зазор, имея очень высокую температуру, порядка 1400°C. Если она подвергнется воздействию нормальной атмосферы, то будет происходить очень быстрое образование окалины из-за окисления при таких высоких температурах. Поэтому под литейными валками имеется герметичный корпус, который содержит атмосферу, препятствующую окислению полосы, для приема тонкой литой полосы, через который полоса выходит из машины для литья полос. Атмосфера, препятствующая окислению, может быть создана путем введения неокисляющего газа, например инертного газа, такого как аргон или азот, или газов, получаемых путем горения восстановительных газов. Альтернативно, корпус может быть по существу изолирован от проникновения внешней кислородосодержащей атмосферы во время работы машины для литья полос, и содержание кислорода в атмосфере внутри корпуса уменьшается путем окисления полосы во время начальной фазы литья, что позволяет выделить и удалить кислород из герметичного корпуса, как описано в патентах США №5762126 и 5960855.
Продолжительность кампании разливки двухвалковой литейной машины ранее определялась в общем циклом износа центрального разливочного стакана, промежуточного разливочного устройства и боковых заслонок. Последовательная подача множества ковшей может продолжаться настолько долго, пока источник горячего металла поставляет ковши расплавленной стали, путем применения поворотной колонны, с помощью которой множество ковшей расплавленного металла могут быть перемещены в рабочую позицию. Поэтому основное внимание при разливке обращается на увеличение срока службы центрального разливочного стакана, промежуточного разливочного устройства и боковых заслонок, и тем самым, на уменьшение издержек на тонну отлитой тонкой полосы. Когда центральный разливочный стакан, промежуточное разливочное устройство или боковая заслонка будут изношены до такого состояния, что один из них должен быть заменен, кампания разливки должна быть остановлена, и изношенный компонент заменяется. Как правило, это может потребовать удаления других, неизношенных компонентов, потому что иначе продолжительность следующей кампании будет ограничиваться оставшимся ресурсом изношенных, но не замененных огнеупорных компонентов, с сопутствующими потерями ресурса огнеупорных компонентов и увеличением себестоимости разливки стали. Кроме того, перед началом следующей кампании разливки все огнеупорные компоненты, и замененные и остающиеся, должны быть предварительно нагреты таким же образом, что и при старте первичной кампании разливки. Корундографит, нитрид бора и композиты на основе нитрида бора-диоксида циркония являются примерами огнеупорных материалов, подходящих для компонентов боковых заслонок, промежуточного разливочного устройства и центрального разливочного стакана. Поэтому, так как центральный разливочный стакан, промежуточное разливочное устройство и боковые заслонки все должны быть подвергнуты предварительному нагреву до очень высоких температур, близких к температуре расплавленной стали, чтобы выдерживать контакт с расплавленной сталью в течение длительных периодов времени, результатом являются значительные потери времени для разливки между кампаниями. Смотри патенты США №5184668 и 5277243.
Также, боковые заслонки изнашиваются независимо от центральных разливочных стаканов и промежуточного разливочного устройства. Боковые заслонки должны вначале быть прижаты к концам литейных валков под действием прилагаемых к ним сил, и «прирабатываются» путем износа таким образом, чтобы обеспечить соответствующую посадку, препятствующую вытеканию расплавленной стали из литейной ванны. Силы, прилагаемые к боковым заслонкам, могут быть уменьшены после начального периода «приработки», но будут оставаться всегда такими, что во время операции разливки боковые заслонки подвергаются значительному износу. Исходя из этого, компоненты центрального разливочного стакана и промежуточного разливочного устройства в системе подачи металла могли бы иметь более длительный срок службы, чем боковые заслонки, и могли бы в нормальных условиях продолжать использоваться в работе для еще несколько ковшей расплавленной стали, поданных во время кампании, если бы ресурс боковых заслонок мог быть увеличен. Компоненты промежуточного разливочного устройства и центрального разливочного стакана, которые еще имеют ресурс, часто заменяются при замене боковых заслонок, чтобы увеличить производительность разливки литейной машины. Кроме того, центральный разливочный стакан должен быть установлен перед установкой разливочного устройства, и, следовательно, промежуточное разливочное устройство должно быть снято, чтобы можно было заменить центральный разливочный стакан, а оба эти огнеупорные компоненты изнашиваются независимо друг от друга.
Кроме того, независимо от того, какой огнеупорный компонент износится первым, процесс разливки должен быть остановлен, чтобы заменить изношенный компонент. Так как себестоимость изготовления тонкой литой полосы прямо зависит от продолжительности времени разливки, неизношенные компоненты в системе подачи металла, как правило, заменяются до истечения их ресурса, в качестве предупредительной меры для исключения дополнительного прерывания следующей кампании разливки. Это ведет к соответствующей потере ресурса огнеупорных компонентов.
Каждая боковая заслонка, как правило, удерживается по месту во время разливки с помощью держателя боковой заслонки. Боковая заслонка типично включает в себя V-образно скошенную нижнюю часть, а держатель боковой заслонки типично включает в себя V-образное гнездо, в котором размещается V-образно скошенная нижняя часть боковой заслонки. V-образная конфигурация служит для позиционирования и удержания боковой заслонки по месту во время разливки. Однако такая конструкция боковой заслонки ограничивает ее ресурс в плане неблагоприятных ударных воздействий на края литой полосы и риска серьезного повреждения литейного оборудования. Более конкретно, изношенные боковые заслонки и держатели боковых заслонок могут дать возможность вырваться расплавленному металлу, если боковым заслонкам позволят изнашиваться после некоторой точки износа, и в результате этого может повредиться литейное оборудование. Поэтому боковые заслонки обычно заменяют до того, как данное повреждение краев литой полосы и литейного оборудования может случиться, ограничивая продолжительность кампании разливки. Как было пояснено выше, когда боковые заслонки заменяются, съемное промежуточное разливочное устройство и центральный разливочный стакан будут, как правило, также заменяться, и будет начинаться новая кампания разливки. Себестоимость разливки на тонну тонкой литой полосы, таким образом, могла бы быть значительно уменьшена, если бы ресурс боковых заслонок мог быть увеличен.
Дополнительные ограничения и недостатки используемых и предлагаемых ранее систем и способов разливки тонких полос станут очевидны специалисту в данной области техники при сравнении таких систем и способов с настоящим изобретением, которое раскрывается в настоящей заявке.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Раскрывается боковая заслонка для использования в системе двухвалковой литейной машины для непрерывного литья, имеющая противоположные внешние поверхности, причем одна внешняя поверхность предназначена для контакта с расплавленным металлом и литейными валками, а противоположная внешняя поверхность имеет присоединительные части, идущие наружу от противоположной внешней поверхности, которые выполнены с возможностью крепления боковой заслонки к держателю боковой заслонки для удержания боковой заслонки по месту во время разливки.
Раскрывается держатель боковой заслонки для использования в системе двухвалковой литейной машины для непрерывного литья, имеющий крепежные части, выполненные с возможностью приема и поддержки боковой заслонки в присоединительных частях боковой заслонки, при этом держатель боковой заслонки не имеет какой-либо выступающей части, идущей по существу в направлении к внешней поверхности боковой заслонки для контакта с расплавленным металлом.
Раскрывается способ изготовления тонкой литой полосы путем непрерывной разливки, включающий в себя:
(а) сборку пары литейных валков, имеющих зазор между ними;
(б) сборку системы подачи металла, содержащей боковые заслонки, по концам зазора для ограничения литейной ванны расплавленного металла, поддерживаемой на литейных поверхностях литейных валков, при этом каждая боковая заслонка имеет противоположные внешние поверхности, причем одна внешняя поверхность для контакта с расплавленным металлом и литейными валками, а противоположная внешняя поверхность имеет присоединительные части, идущие наружу от противоположной внешней поверхности, которые выполнены с возможностью крепления боковой заслонки к держателю боковой заслонки для удержания боковой заслонки по месту во время разливки, причем указанный держатель боковой заслонки не имеет какой-либо выступающей части, идущей по существу за пределы указанной противоположной внешней поверхности указанной боковой заслонки в направлении внешней поверхности, контактирующей с расплавленным металлом;
(в) введение расплавленной стали между парой литейных валков для формирования литейной ванны, поддерживаемой литейными поверхностями литейных валков, и ограниченной указанными боковыми заслонками;
(г) вращение навстречу друг другу литейных валков для формирования отвержденных металлических оболочек на поверхностях литейных валков, и формирование тонкой стальной полосы в зазоре между литейными валками из указанных отвержденных оболочек.
Присоединительные части каждой боковой заслонки могут содержать огнеупорные соединительные элементы, идущие за пределы указанной противоположной внешней поверхности, смежной держателю боковой заслонки.
Огнеупорные соединительные элементы каждой боковой заслонки и крепежные части каждого держателя боковой заслонки могут взаимодействовать друг с другом для позиционирования боковой заслонки при разливке.
Присоединительные части каждой боковой заслонки могут содержать керамические штифты, которые крепятся в указанной противоположной внешней поверхности каждой боковой заслонки.
Каждый держатель боковой заслонки может иметь крепежные части, содержащие ступени или углубления, в которых могут быть размещены присоединительные части боковой заслонки, когда боковая заслонка крепится к держателю боковой заслонки во время кампании разливки.
Альтернативно, держатель боковой заслонки может иметь крепежные части, которые обычно являются керамическими, которые входят в присоединительные части боковых заслонок (представляющих собой отверстия в боковой заслонке), так что выступающие части держателя боковой заслонки не идут по существу за пределы противоположной внешней поверхности боковой заслонки в направлении внешней боковой поверхности, контактирующей с расплавленным металлом.
Также раскрывается система непрерывной разливки тонкой полосы, имеющая узлы боковых заслонок с каждой стороны литейной машины.
Каждый узел боковой заслонки содержит боковую заслонку, имеющую противоположные внешние поверхности, причем одна из них предназначена для контакта с расплавленным металлом, а противоположная внешняя поверхность имеет присоединительные части, выполненные с возможностью крепления и удержания боковой заслонки по месту во время разливки.
Узел боковой заслонки дополнительно содержит держатель боковой заслонки, имеющий крепежные части, выполненные с возможностью приема и поддержки боковой заслонки в присоединительных частях, причем держатель боковой заслонки не имеет какой-либо выступающей части, идущей по существу за пределы противоположной внешней поверхности боковой заслонки в направлении поверхности для контакта с расплавленным металлом.
Узел боковой заслонки может содержать боковую заслонку, имеющую по меньшей мере три керамических штифта, идущие наружу от противоположной внешней поверхности, выполненные с возможностью крепления к крепежным частям держателя боковой заслонки и удержания боковой заслонки по месту во время разливки.
Узел боковой заслонки также может содержать держатель боковой заслонки, имеющий ступени или углубления, выполненные с возможностью позиционирования и поддержки боковой заслонки во время разливки, причем держатель боковой заслонки не имеет какой-либо выступающей части, идущей по существу за пределы противоположной внешней поверхности боковой заслонки в направлении поверхности боковой заслонки для контакта с расплавленным металлом.
Система и способ непрерывной разливки тонкой полосы, с раскрываемым здесь узлом боковой заслонки, могут увеличить продолжительность кампании разливки до 50% или больше. Ресурс боковых заслонок может быть увеличен без риска прорыва расплавленного металла из литейной ванны через боковую заслонку, вызывающего повреждение краев литой полосы и ведущего к остановке непрерывного процесса разливки.
Кроме того, существенно уменьшается риск повреждения литейного оборудования из-за прорыва расплавленного металла через боковые заслонки.
Также, с некоторыми вариантами воплощения настоящего изобретения, позиционирование боковых заслонок после предварительного нагрева посредством роботов облегчается путем сборки боковых заслонок непосредственно на месте разливки.
Эти и другие преимущества, и новые признаки настоящего изобретения, а также подробности иллюстрируемого здесь варианта воплощения, станут более понятны из нижеследующего описания и прилагаемых чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1А-1G иллюстрируют различные аспекты примера системы двухвалковой литейной машины для непрерывной разливки, в которой используются варианты воплощения настоящего изобретения, в соответствии с различными аспектами настоящего изобретения.
Фиг.2 иллюстрирует пример варианта воплощения держателя боковой заслонки, используемого в системе на фиг.1А-1G, в соответствии с различными аспектами настоящего изобретения.
Фиг.3А-3В иллюстрируют пример варианта воплощения боковой заслонки, используемой в системе по фиг.1А-1G и удерживаемой по месту держателем боковой заслонки по фиг.2, в соответствии с различными аспектами настоящего изобретения.
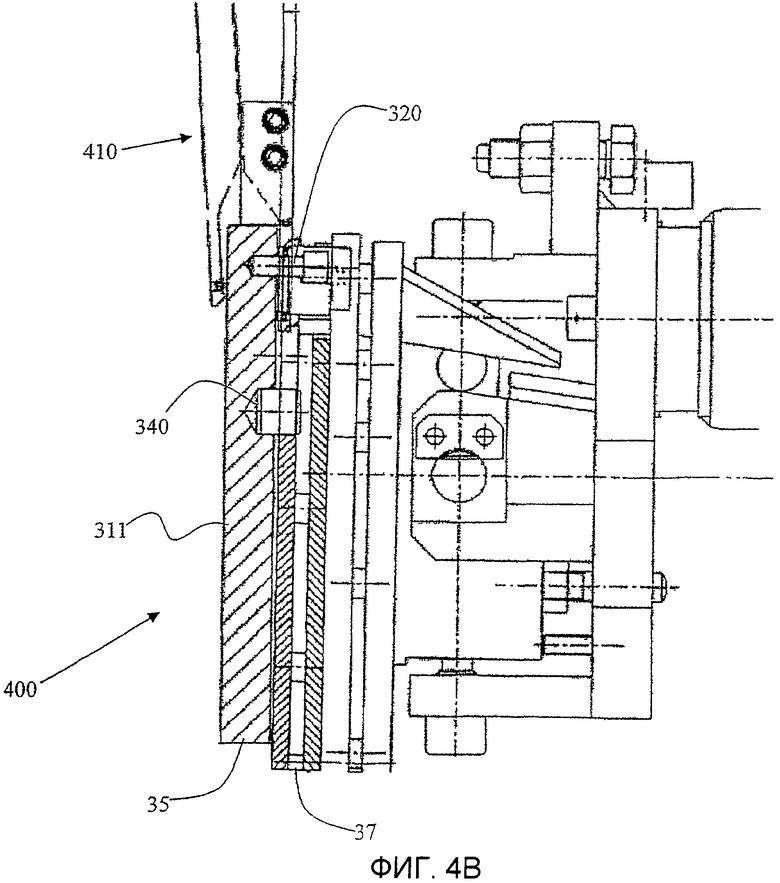
Фиг.4А-4В иллюстрирует пример варианта воплощения узла боковой заслонки, содержащего держатель боковой заслонки на фиг.2 и боковую заслонку по фиг.3А-3В и используемого в системе по фиг.1А-1G, в соответствии с различными аспектами настоящего изобретения.
Фиг.5 показывает технологическую схему варианта воплощения способа изготовления тонкой литой полосы путем непрерывной разливки, использующего систему по фиг.1А-1G с узлом боковой заслонки по фиг.4А-4В, в соответствии с различными аспектами настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Фиг.1А-1G иллюстрируют различные аспекты примера системы двухвалковой литейной машины для непрерывной разливки, в которой используются варианты воплощения настоящего изобретения, в соответствии с различными аспектами настоящего изобретения.
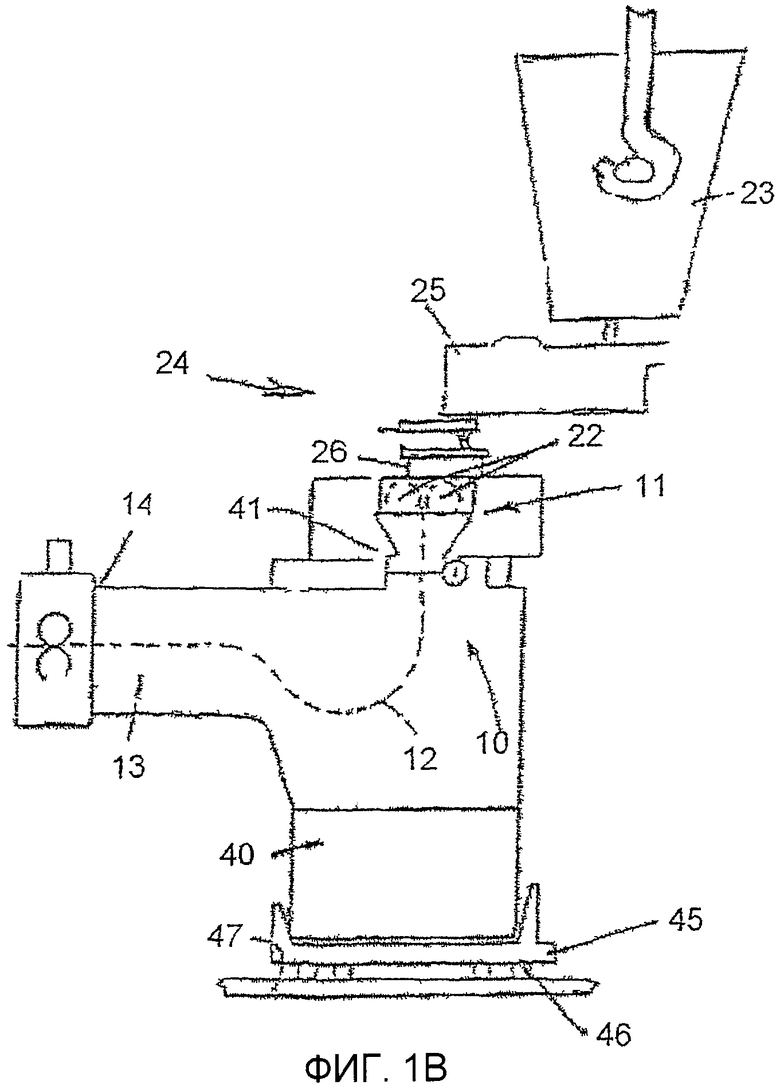
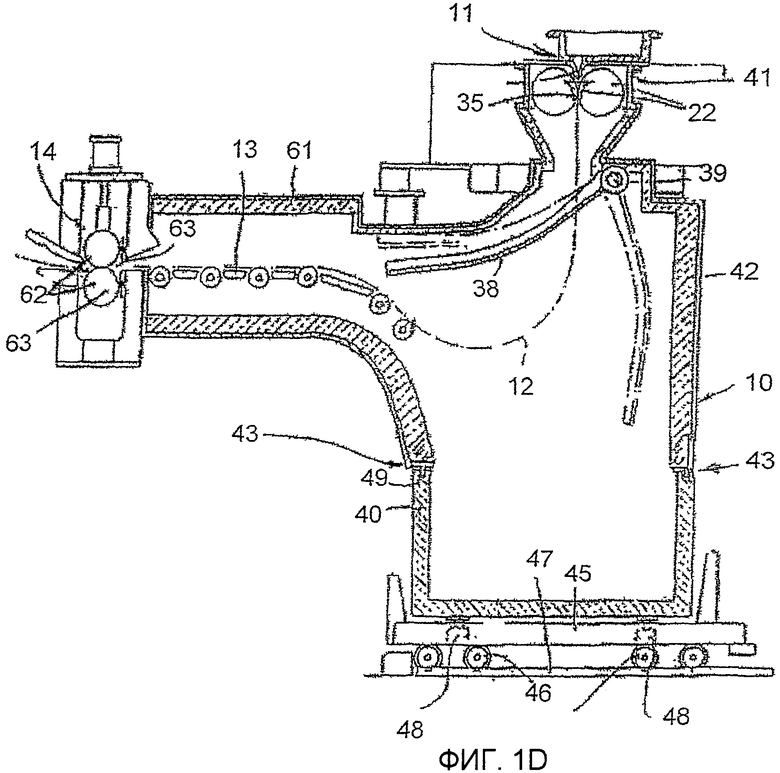
Иллюстративная двухвалковая литейная машина содержит двухвалковую литейную машину, обозначенную в целом под номером 11, производящую литую стальную полосу 12, которая проходит внутри герметичного корпуса 10 к направляющему столу 13, который направляет полосу к тянущей клети 14, посредством которой она выходит из герметичного корпуса 10. Герметичность корпуса 10 может быть неполной, но достаточной для обеспечения контроля атмосферы внутри корпуса и предотвращение доступа кислорода к литой полосе внутри корпуса, как будет описано ниже. После выхода из герметичного корпуса 10 полоса может проходить через другие герметичные корпуса и может подвергаться последовательно горячей прокатке и охлаждению, не являющихся частью настоящего изобретения.
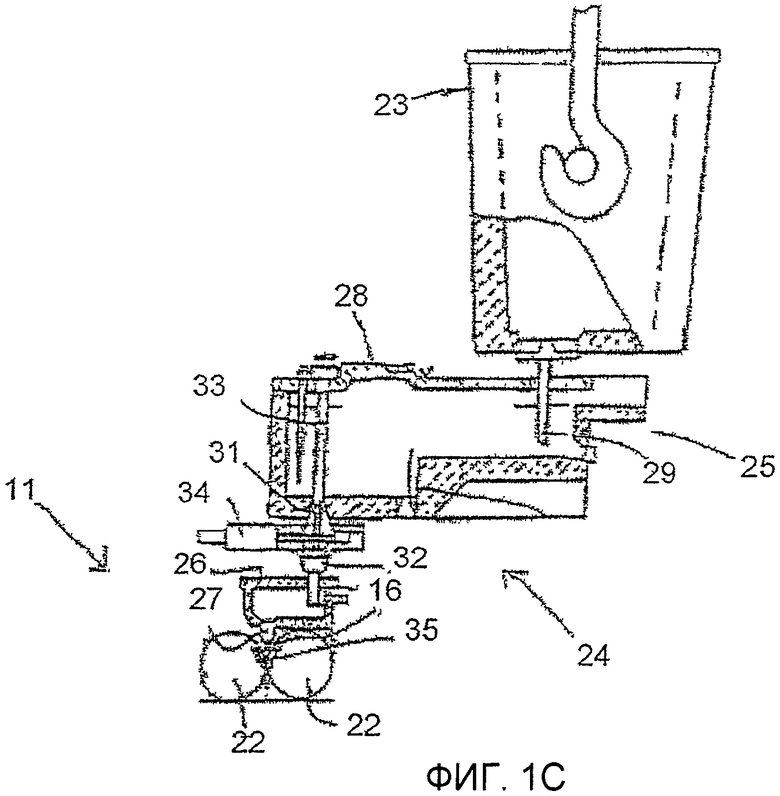
Двухвалковая литейная машина 11 содержит пару расположенных рядом друг с другом в поперечном направлении литейных валков 22, формирующих зазор 15, к которым подается расплавленный металл от ковша 23 через систему 24 подачи металла. Система 24 подачи металла содержит промежуточное разливочное устройство 25, съемное промежуточное разливочное устройство 26 и один или более центральных разливочных стаканов 27, которые располагаются над зазором 15. Расплавленный металл, подаваемый к литейным валкам, поддерживается в литейной ванне 16 на литейных поверхностях литейных валков 22 над зазором 15.
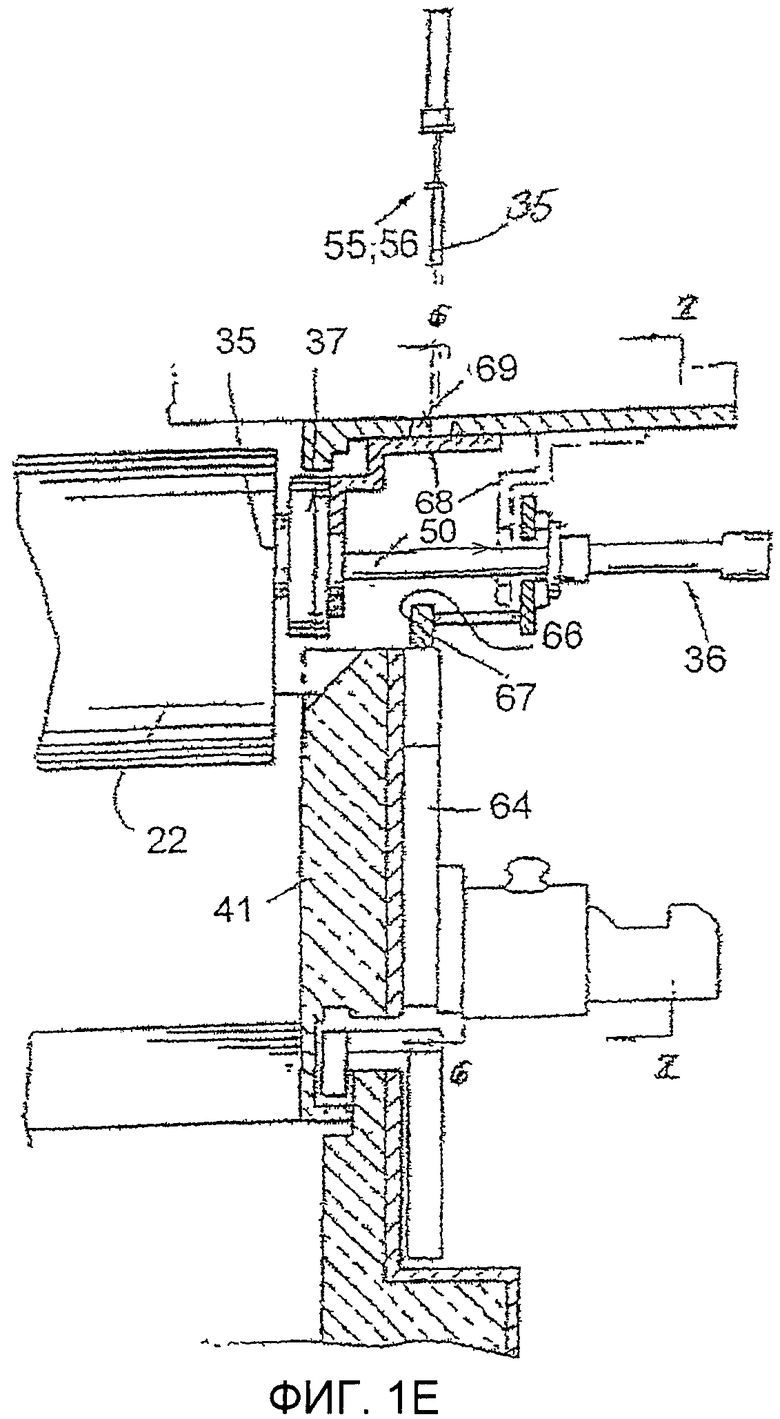
Литейная ванна расплавленного металла, поддерживаемая на литейных валках, ограничивается на концах литейных валков 22 парой первых боковых заслонок 35, которые прижимаются к ступенчатым концам валков с помощью пары узлов 36 гидроцилиндров, действующих через нажимные штоки 50, соединенные с держателями 37 боковых заслонок.
Литейные валки 22 изнутри охлаждаются водой с помощью устройства подачи 17 охлаждающей жидкости, и приводятся во вращательное движение навстречу друг другу с помощью приводных устройств 18, так что на движущихся поверхностях литейных валков отверждается металл с образованием металлических оболочек, когда литейные поверхности движутся через литейную ванну 16. Эти металлические оболочки сводятся вместе в зазоре 15, чтобы получить тонкую литую полосу 12, которая подается далее вниз из зазора 15 между валками.
Промежуточное разливочное устройство 25 оборудовано крышкой 28. Расплавленная сталь вводится в промежуточное разливочное устройство 25 из ковша 23 через выходной разливочный стакан 29. Промежуточное разливочное устройство 25 оборудовано стопорным стержнем 33 и скользящей шиберной задвижкой 34, чтобы по выбору открывать и закрывать выходное отверстие 31 и эффективно управлять потоком металла от промежуточного разливочного устройства к съемному разливочному устройству 26. Расплавленный металл течет от промежуточного разливочного устройства 25 через выходное отверстие 31 и через выходной разливочный стакан 32 к съемному разливочному устройству 26 (также называемому распределительная емкость или переходной отсек), и затем к центральным разливочным стаканам 27. На старте операции разливки производится полоса негодного качества некоторой длины, до тех пор, пока условия разливки не стабилизируются. После того, как непрерывная разливка стабилизировалась, литейные валки немного отодвигаются и затем снова сводятся вместе, для отделения данного начального участка полосы, чтобы сформировать чистый передний конец последующей литой полосы для старта кампании разливки. Негодный материал падает в приемный резервуар 40 для металлических отходов, расположенный под литейной машиной 11 и формирующий часть корпуса 10, как будет описано ниже. В это время отклоняющийся щиток 38, который нормально шарнирно повернут вниз от шарнира 39 в одну сторону в корпусе 10, отклоняется поперек направлению выхода полосы из зазора 15, чтобы направить передний конец литой полосы на направляющий стол 13, который подает полосу к тянущей клети 14. Щиток 38 затем возвращается назад в его подвешенное состояние, чтобы дать возможность полосе висеть в виде петли под литейной машиной, как показано на фиг.1В и 1D, перед тем, как полоса пойдет к направляющему столу 13, где она взаимодействует с направляющими валками.
Двухвалковая литейная машина проиллюстрирована довольно подробно в патентах США номер 5184668 и 5277243, и ссылка может быть сделана на эти патенты для соответствующих конструктивных элементов, которые не формируют часть настоящего изобретения.
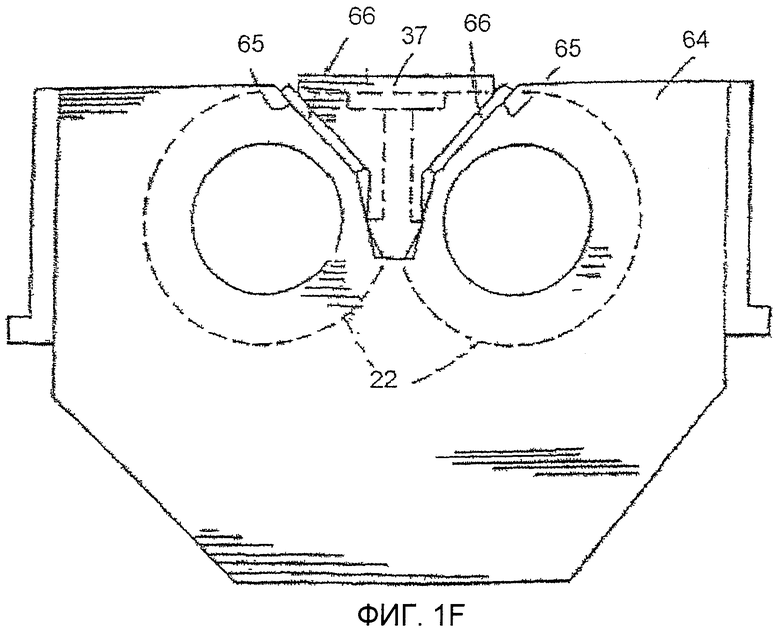
Стеновая секция 41 корпуса окружает литейные валки 22, и формируется боковыми пластинами 64, имеющими ступени 65, выполненными с возможностью приема держателей 37 боковых заслонок, когда пара боковых заслонок 35 прижимается к концам литейных валков 22 узлами 36 гидроцилиндров. Место соединения между держателями 37 боковых заслонок и боковыми стеновыми секциями 41 корпуса изолируется с помощью скользящих уплотнений 66, чтобы обеспечить герметичность корпуса 10. Уплотнения 66 могут быть сформированы канатом из керамических волокон или другого пригодного изолирующего материала.
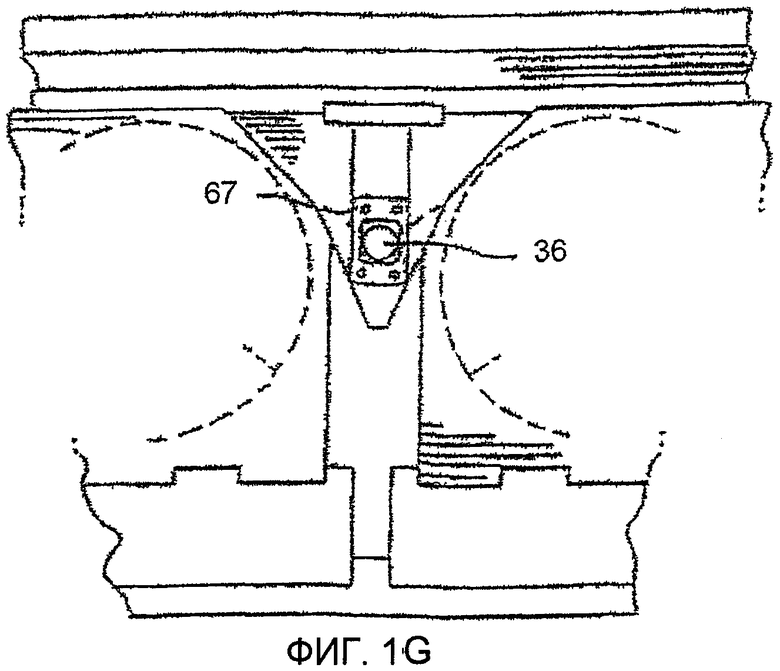
Узлы 36 гидроцилиндров идут наружу через стеновую секцию 42 корпуса, и в этих местах корпус герметизируется с помощью плоских уплотнений 67, установленных на узлах гидроцилиндров таким образом, чтобы взаимодействовать с стеновой секцией 41 корпуса, когда узлы гидроцилиндров приводятся в действие для прижима закрывающих ванну пластин к концам литейных валков. При приведении в действие узлов 36 гидроцилиндров также перемещаются огнеупорные ползуны 68, закрывающие щели 69 в верхней части корпуса, через которые в корпус 10 и в держатели 37 в начале работы вставляются боковые заслонки 35 для установки у литейных валков. Верх герметичного корпуса 10 закрыт промежуточным разливочным устройством 26, держателями 37 боковых заслонок и ползунами 68, когда узлы гидроцилиндров приводятся в действие, чтобы прижать боковые заслонки 35 к литейным валкам 22.
Когда определено, что вследствие износа или по любой другой причине должна быть проведена замена боковых заслонок 35, центрального разливочного стакана 27 или съемного разливочного устройства 26, начинается предварительный нагрев огнеупорного компонента, который должен пойти на замену. Этот предварительный нагрев второго промежуточного разливочного устройства 26' или второго центрального разливочного стакана 27' начинается в то время, когда разливка еще продолжается, по меньшей мере, за 2 часа перед передачей в рабочую позицию, и предварительный нагрев вторых боковых заслонок 35' начинается по меньшей мере за 0,5 часа до передачи в рабочую позицию. Данный предварительный нагрев выполняется в нагревательном устройстве 50, 54 или 57 для предварительного нагрева, типично камере предварительного нагрева, в месте, удобном для литейной машины 11, но удаленном от рабочей позиции огнеупорных компонентов во время разливки.
Во время данного предварительного нагрева заменяющего огнеупорного компонента разливка обычно продолжается без перерыва. Когда огнеупорный компонент, а именно, промежуточное разливочное устройство 26, центральный разливочный стакан 27 или боковая заслонка 35, готов для замены, скользящая шиберная задвижка 34 закрывается, и промежуточное разливочное устройство 26, центральный разливочный стакан 27 и литейная ванна 16 освобождаются от расплавленного металла. Типично, промежуточное разливочное устройство 26' и боковые заслонки 35' предварительно нагреваются и заменяются как отдельные огнеупорные компоненты, и центральный разливочный стакан 27' предварительно нагревается и заменяется как единый или двухсоставной огнеупорный компонент, но в частных вариантах воплощения может осуществляться предварительный нагрев и замена по частям, когда эти части огнеупорного компонента изнашиваются.
Когда определено, что замена должна быть проведена в боковых заслонках 35 из-за износа или по любой другой причине, начинают предварительный нагрев одной или более боковых заслонок 35', которые предназначены для замены, при этом разливка продолжается. Данный предварительный нагрев вторых боковых заслонок 35' начинается, по меньшей мере, за 0,5 часа перед передачей в рабочую позицию. Во время данного предварительного нагрева заменяющего огнеупорного компонента разливка, как правило, продолжается без прерывания. Когда предварительный нагрев выполнен и должна быть непосредственно осуществлена замена в боковых заслонках, скользящая шиберная задвижка 34 закрывается, и промежуточное разливочное устройство 26, центральный разливочный стакан 27 и литейная ванна 16 осушаются, и разливка прерывается. Пара транспортных роботов 55 удаляют первые боковые заслонки 35 из рабочей позиции, и затем пара транспортных роботов 56 перемещают вторые боковые заслонки 35' из камеры 57 предварительного нагрева в рабочую позицию. Отметим, что транспортные роботы 55 и 56 могут быть такими же, что показаны на фиг.1А, если имеется место для транспортных роботов, чтобы быстро перенести в другую позицию удаленные первые боковые заслонки 35. Однако для экономии времени при удалении боковых заслонок 35 и позиционировании вторых боковых заслонок 35' в рабочей позиции, могут быть использованы две пары транспортных роботов 55 и 56. После позиционирования вторых боковых заслонок 35' в рабочей позиции, скользящая шиберная задвижка 34 открывается, чтобы заполнить промежуточное разливочное устройство 26 и центральный разливочный стакан 27, сформировать литейную ванну 16 и продолжить разливку. Отметим, что транспортные роботы 55 и 56 могут быть такими же, как транспортные роботы 52 и 53, используемые для передачи центральных разливочных стаканов, и оборудованными вторыми установочными захватными руками 71.
Каждый транспортный робот 52, 53, 55 и 56 представляет собой роботизированное устройство, известное специалистам в данной области техники, с захватными руками 70, 71 для захвата центрального разливочного стакана 27 или 27', типично состоящего из двух частей, или боковых заслонок 35 или 35'. Они могут быть подняты и опущены и также перемещены по горизонтали вдоль верхних направляющих для перемещения центрального разливочного стакана 27' или боковых заслонок 35 от камеры 54 или 57 предварительного нагрева, располагающейся отдельно от рабочей позиции, к литейной машине для вставки сверху вниз пластин через щели 69 в держатели 37. Захватные руки 70 также могут осуществлять удаление по меньшей мере частей изношенных центрального разливочного стакана 27 или боковых заслонок 35. Этап удаления изношенной боковой заслонки 35 выполняется с помощью приведения в действие узла 36 гидроцилиндра для перемещения нажимных штоков 50 в достаточной степени, чтобы открыть щель 69 и привести боковую заслонку 35 в позицию непосредственно под данной щелью, после чего захватная рука 70 транспортного робота 55 может быть опущена через щель для захвата боковой заслонки 35 и затем поднята для извлечения изношенной боковой заслонки. Боковые заслонки 35 могут быть удалены, когда они изнашиваются до определенного предела, как будет пояснено более подробно ниже, и могут быть удалены по одной, при износе до определенного предела. Во время процесса разливки и в промежутке времени перед тем, как боковые заслонки 35 должны износиться до уровня непригодности, степень износа боковых заслонок 35 может быть отслежена датчиками, и предварительный нагрев замещающих боковых заслонок 35' начинается в печах предварительного нагрева в камерах 57 предварительного нагрева, отдельных от литейной машины 11.
Для замены боковых заслонок 35, когда расплавленная сталь была удалена из системы подачи металла и литейной ванны, узлы 36 гидроцилиндров приводятся в действие для втягивания держателей 37 боковых заслонок и приведения боковых заслонок 35 непосредственно под щели 69, которые открываются при втягивании ползунов 68. Транспортные роботы 55 могут затем быть опущены таким образом, что их захватные руки 70 могут захватить боковые заслонки 35, поднять и, далее, удалить данные изношенные боковые заслонки, которые могут затем быть сброшены для отправки в лом или для восстановления. Транспортные роботы 56 затем перемещаются к камерам предварительного нагрева, где они забирают замещающие боковые заслонки 35' и перемещают их в позицию над щелями 69 и втянутыми держателями 37 боковых заслонок. Затем боковые заслонки 35' опускаются транспортными роботами 56 в держатели, транспортные роботы 56 поднимаются, и узлы 36 гидроцилиндров приводятся в действие, чтобы прижать предварительно нагретые замещающие боковые заслонки 35' к концам литейных валков 22, и чтобы переместить ползуны 68 для закрытия щелей 69 корпуса. Оператор затем приводит в действие скользящие шиберные задвижки 34 для возобновления разливки путем наливания расплавленной стали в промежуточное разливочное устройство 26 и центральный разливочный стакан 27, чтобы начать нормальную операцию разливки за минимальное время.
Может потребоваться заменить боковую заслонку или заслонки 35, когда они износятся до определенных пределов, например, когда заслонка или заслонки становятся или станут непригодными к работе. Например, износ боковых заслонок может отслеживаться с помощью датчиков нагрузки/перемещения, установленных на гидроцилиндрах 36. Гидроцилиндры будут, как правило, работать таким образом, чтобы прилагать относительно большую силу к боковым заслонкам 35 во время начального периода «прирабатывания», в котором должна быть более высокая интенсивность износа, после чего сила может быть уменьшена до нормальной рабочей силы. Выходной сигнал датчиков перемещения на гидроцилиндрах 36 может затем быть проанализирован в системе управления, обычно включающей в себя компьютеризированную схему, для установки интенсивности прогрессирующего износа и оценки времени, остающегося до того, когда боковые заслонки станут непригодными для работы. Система управления на основании показаний датчиков определяет время, когда должен начаться предварительный нагрев замещающих боковых заслонок перед прерыванием разливки для замены боковых заслонок.
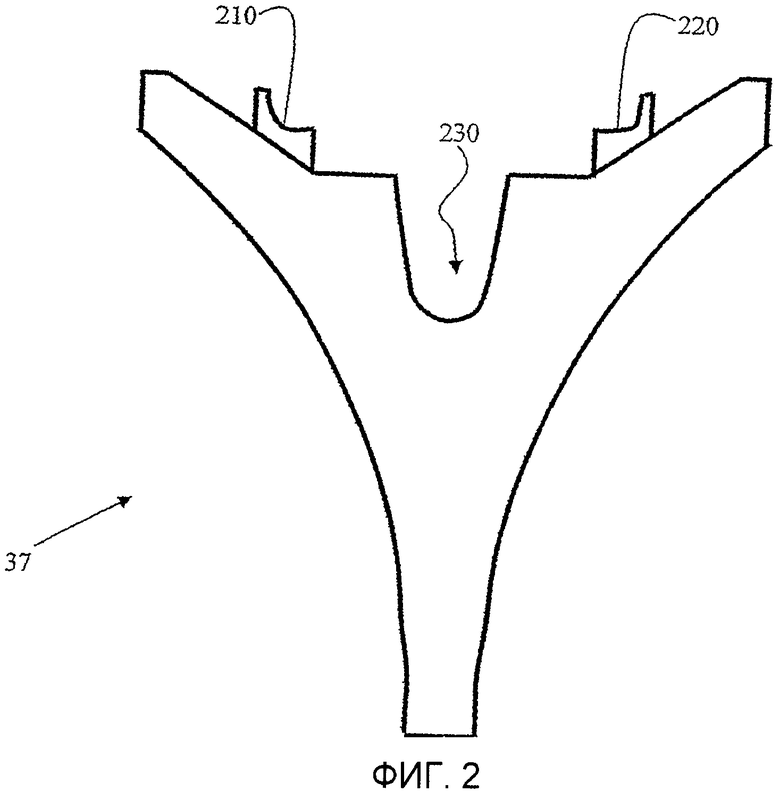
Фиг.2 иллюстрирует пример варианта воплощения держателя 37 боковой заслонки для использования в системе непрерывной разливки. Держатель 37 боковой заслонки используется в системе на фиг.1А-1G, в соответствии с различными аспектами настоящего изобретения. Держатель 37 боковой заслонки включает в себя три крепежных части 210, 220 и 230. В варианте воплощения, показанном на фиг.2, крепежные части 210, 220 и 230 представляют собой огнеупорные ступени или углубления (типично керамические), которые выполнены с возможностью приема и поддержки боковой заслонки, причем держатель 37 боковой заслонки не имеет выступающих частей, идущих по существу за пределы внешней поверхности боковой заслонки, смежной держателю боковой заслонки.
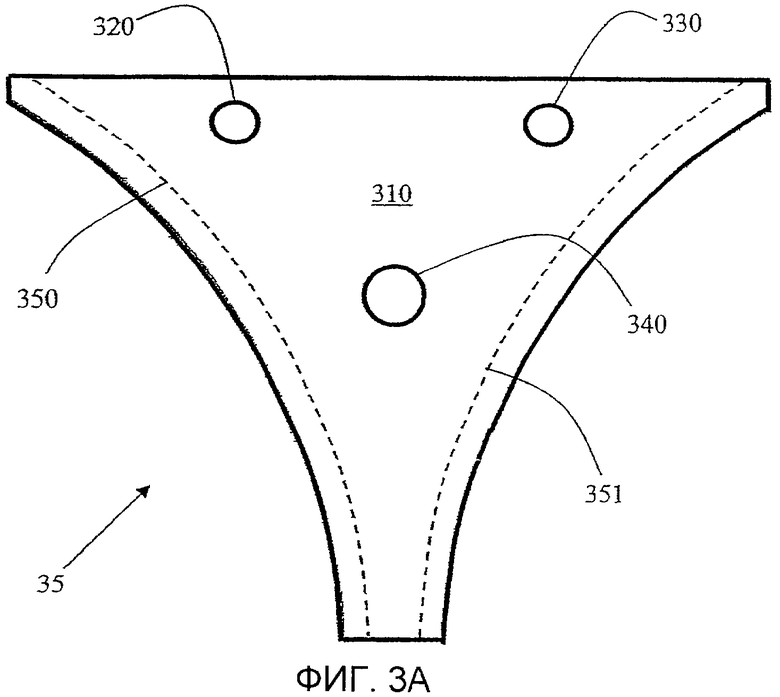
Фиг.3А-3В иллюстрируют пример варианта воплощения боковой заслонки 35, используемой в системе на фиг.1А-1G и удерживаемой по месту с помощью держателя 37 боковой заслонки на фиг.2, в соответствии с различными аспектами настоящего изобретения. Боковая заслонка 35 включает в себя внешнюю поверхность 311, которая обращена к расплавленному металлу, и противоположную внешнюю поверхность 310, имеющую три присоединительных части 320, 330 и 340. Фиг.3А представляет вид спереди боковой заслонки 35 и фиг.3В представляет вид сбоку боковой заслонки 35. В соответствии с одним вариантом воплощения настоящего изобретения, присоединительные части 320-340 представляют собой огнеупорные соединительные элементы (например, керамические штифты), которые удерживаются по месту внутри отверстий в боковой заслонке 35 с помощью огнеупорного адгезива или клея. Огнеупорные соединительные элементы 320-340 идут наружу от противоположной внешней поверхности 310 боковой заслонки 35. Корундографит, нитрид бора и композиты на основе нитрида бора-диоксида циркония являются примерами подходящих огнеупорных материалов для боковых заслонок. Штриховые линии 350 и 351 на фиг.3А показывают, где боковая заслонка 35 имеет физический контакт с литейными валками, когда она установлена в литейную машину, в соответствии с одним вариантом воплощения настоящего изобретения.
Альтернативно, держатель боковой заслонки может иметь огнеупорные крепежные части, которые обычно являются керамическими, идущие в присоединительные части боковых заслонок (которые представляют собой отверстия в боковой заслонке), так что выступающие части держателя боковой заслонки не идут по существу за пределы противоположной внешней боковой поверхности боковой заслонки в направлении внешней поверхности, контактирующей с расплавленным металлом.
В соответствии с одним вариантом воплощения настоящего изобретения, огнеупорные соединительные элементы 320-340 боковой заслонки 35 и крепежные части 210-230 держателя 37 боковой заслонки взаимодействуют для позиционирования боковой заслонки 35 при разливке, когда боковая заслонка 35 устанавливается в держатель 37 боковой заслонки таким образом, что керамические штифты 320-340 размещаются внутри углублений 210-230. Керамические штифты 320 и 330 каждый включают в себя уширяющуюся часть (например, головку) 321, которая служит для содействия удержанию боковой заслонки 35 фиксированной относительно держателя 37 боковой заслонки в крепежных частях 210 и 220. Уширяющая часть 321 нависает над крепежными частями 210 и 220 таким образом, что боковая заслонка 35 ограничена в перемещении относительно держателя 37 боковой заслонки в направлении, перпендикулярном противоположной внешней поверхности 310 боковой заслонки 35. В соответствии с одним вариантом воплощения настоящего изобретения присоединительные части крепятся с помощью огнеупорного клея в противоположной внешней поверхности 310 боковой заслонки 35.
Фиг.4А-4В иллюстрируют пример варианта воплощения узла 400 боковой заслонки, содержащего держатель 37 боковой заслонки по фиг.2, в котором установлена боковая заслонка 35 по фиг.3, и используемого в системе по фиг.1А-1G, в соответствии с различными аспектами настоящего изобретения. Фиг.4А показывает узел 400 боковой заслонки в позиции разливки. Фиг.4В показывает узел 400 боковой заслонки во время сборки с использованием транспортного робота 410. Транспортный робот 410 имеет возможность выдвигаться вниз, захватывать боковую заслонку 35 и вытягивать боковую заслонку 35 вверх для ее удаления из держателя 37 боковой заслонки. Аналогичным образом, транспортный робот 410 имеет возможность установить новую боковую заслонку 35 вниз на держатель 37 боковой заслонки, как уже было описано ранее. Транспортный робот 410 не должен быть таким точным при позиционировании боковой заслонки 35 относительно держателя 37 боковой заслонки, как в системах по известному уровню техники. Система боковой заслонки 35 и держателя 37 боковой заслонки более неприхотлива в позиционировании. Другие механизмы удерживают держатель 37 боковой заслонки по месту.
В позиции разливки, показанной на фиг.4А, боковая заслонка 35 позиционируется таким образом, чтобы располагаться вплотную к держателю 37 боковой заслонки. Держатель 37 боковой заслонки не имеет какой-либо выступающей части, идущей по существу за пределы противоположной внешней поверхности 310 в направлении внешней поверхности 311 боковой заслонки 35 для контакта с расплавленным металлом. Такая конфигурация позволяет более продолжительное по времени использование боковой заслонки 35 для разливки и изнашивание ее в большей степени до того, как она должна быть заменена. Любая или все из присоединительных частей 320-340 могут также иметь возможность изнашиваться, когда процесс разливки продолжается, в соответствии с различными вариантами воплощения настоящего изобретения.
Фиг.5 показывает технологическую схему варианта воплощения способа изготовления тонкой литой полосы путем непрерывной разливки, используя систему по фиг.1А-1С с узлом боковой заслонки по фиг.4А-4С, в соответствии с различными аспектами настоящего изобретения. На этапе 510 способа 500, осуществляется сборка пары литейных валков, имеющих между ними зазор. На этапе 520 осуществляется сборка системы подачи металла, содержащей боковые заслонки, смежные концам зазора, для ограничения литейной ванны расплавленного металла, поддерживаемой литейными поверхностями литейных валков. Каждая боковая заслонка имеет противоположные внешние поверхности, причем одна внешняя поверхность для контакта с расплавленным металлом и литейными валками, а противоположная внешняя поверхность имеет присоединительные части, идущие вовне от противоположной внешней поверхности, которые выполнены с возможностью крепления боковой заслонки к держателю боковой заслонки для удержания боковой заслонки по месту во время разливки. Держатель боковой заслонки не имеет какой-либо части, которая выступает за пределы противоположной внешней поверхности боковой заслонки, имеющей присоединительные части. На этапе 530 расплавленная сталь вводится между парой литейных валков для формирования литейной ванны, поддерживаемой литейными поверхностями литейных валков, ограниченной боковыми заслонками. На этапе 540 литейные валки вращаются навстречу друг другу для формирования отвержденных оболочек на поверхностях литейных валков, и разливки тонкой стальной полосы через зазор между литейными валками из отвержденных оболочек.
В соответствии с одним вариантом воплощения настоящего изобретения, износ, по меньшей мере, частей боковых заслонок отслеживается. Отслеживание выполняется с помощью датчика, такого как, например, оптический датчик или электрический датчик. По меньшей мере, часть боковой заслонки заменяется, когда датчик обнаруживает, что боковая заслонка изношена до определенной предельной степени.
Итак, с помощью конкретных вариантов воплощения настоящего изобретения был предложен узел боковой заслонки для системы двухвалковой литейной машины для непрерывной разливки. Узел боковой заслонки включает в себя боковую заслонку, имеющую внешнюю поверхность, обращенную к расплавленному металлу, и противоположную внешнюю поверхность, имеющую присоединительные части, идущие наружу от противоположной внешней поверхности и выполненные с возможностью крепления боковой заслонки к держателю боковой заслонки на противоположной внешней поверхности, чтобы удержать боковую заслонку по месту во время разливки. Узел боковой заслонки также включает в себя держатель боковой заслонки, имеющий крепежные части, выполненные с возможностью приема и поддержки боковой заслонки в присоединительных частях, причем держатель боковой заслонки не имеет какой-либо выступающей части, идущей по существу за пределы противоположной внешней поверхности в направлении внешней поверхности боковой заслонки для контакта с расплавленным металлом.
Хотя настоящее изобретение было описано со ссылкой на конкретные варианты воплощения, специалистам в данной области техники понятно, что в них могут быть сделаны различные изменения и использованы замещающие эквиваленты, не выходя при этом за пределы объема настоящего изобретения. Кроме того, многие модификации могут быть сделаны для адаптации конкретной ситуации или материала к идеям изобретения, не выходя за пределы его объема. Поэтому необходимо понимать, что изобретение не ограничивается описанными здесь конкретными вариантами воплощения, но будет включать в себя все варианты воплощения, попадающие в пределы объема прилагаемой формулы изобретения.



Изобретение относится к непрерывной разливке стали в виде полос на двухвалковой литейной машине. Узел боковой заслонки машины включает в себя боковую заслонку 35, имеющую противоположные внешние поверхности. Одна поверхность контактирует с расплавленным металлом, а противоположная внешняя сторона имеет присоединительные части 320, 330 и 340 для крепления боковой заслонки к держателю 37. Держатель 37 боковой заслонки 35 выполнен без выступающих частей, идущих за пределы противоположной внешней поверхности 310 в направлении внешней поверхности 311, контактирующей с расплавленным металлом. Держатель 37 имеет соответствующие крепежные части для позиционирования боковой заслонки. Обеспечивается более продолжительное время использования боковой заслонки до ее замены. 5 н. и 21 з.п. ф-лы, 2 ил.
1. Узел боковой заслонки для системы двухвалковой литейной машины для непрерывной разливки стали, содержащий боковую заслонку, имеющую противоположные внешние поверхности, одна из этих внешних поверхностей предназначена для контакта с расплавленным металлом, а противоположная внешняя поверхность имеет присоединительные части, выполненные с возможностью крепления указанной боковой заслонки к держателю боковой заслонки, для удержания боковой заслонки по месту во время разливки; и держатель боковой заслонки, имеющий крепежные части, выполненные с возможностью приема и поддержки указанной боковой заслонки в указанных присоединительных частях, причем указанный держатель боковой заслонки выполнен без выступающей части, идущей, по существу, за пределы указанной противоположной внешней поверхности боковой заслонки в направлении внешней поверхности, предназначенной для контакта с расплавленным металлом.
2. Узел по п.1, в котором указанные присоединительные части указанной боковой заслонки содержат огнеупорные соединительные элементы, идущие за пределы указанной противоположной внешней поверхности, смежной указанному держателю боковой заслонки.
3. Узел по п.2, в котором указанные огнеупорные соединительные элементы указанной боковой заслонки и указанные крепежные части указанного держателя боковой заслонки взаимодействуют для позиционирования указанной боковой заслонки при разливке.
4. Узел по п.1, в котором указанные присоединительные части указанной боковой заслонки содержат, по меньшей мере, три огнеупорных штифта, которые крепятся в боковой заслонке на противоположной внешней поверхности указанной боковой заслонки.
5. Узел по п.1, в котором указанные крепежные части указанного держателя боковой заслонки содержат ступени или углубления для размещения указанных присоединительных частей указанной боковой заслонки, когда указанная боковая заслонка прикреплена к указанному держателю боковой заслонки.
6. Узел по п.1, в котором крепежные части держателя боковой заслонки проходят в присоединительные части, которые представляют собой отверстия в боковой заслонке, так, что выступающие части держателя боковой заслонки не выходят, по существу, за пределы противоположной внешней поверхности указанной боковой заслонки по направлению внешней поверхности, контактирующей с расплавленным металлом.
7. Узел по п.6, в котором указанные крепежные части указанного держателя боковой заслонки, идущие в указанную боковую заслонку, выполнены керамическими.
8. Узел боковой заслонки для системы двухвалковой литейной машины для непрерывной разливки стали, содержащий боковую заслонку, имеющую противоположные внешние поверхности, одна из которых предназначена для контакта с расплавленным металлом, а противоположная внешняя поверхность имеет огнеупорные штифты, идущие наружу от указанной противоположной внешней поверхности и выполненные с возможностью крепления указанной боковой заслонки к держателю боковой заслонки для позиционирования и удержания боковой заслонки по месту во время разливки, и держатель боковой заслонки, имеющий ступени, выполненные с возможностью приема и поддержки указанной боковой заслонки с помощью указанных огнеупорных штифтов, причем указанный держатель боковой заслонки выполнен без выступающей части, идущей, по существу, за пределы указанной противоположной внешней поверхности боковой заслонки в направлении внешней поверхности для контакта с расплавленным металлом.
9. Узел по п.8, в котором, по меньшей мере, три огнеупорных штифта указанной боковой заслонки и, по меньшей мере, три ступени или углубления указанного держателя боковой заслонки взаимодействуют для позиционирования и поддержки указанной боковой заслонки во время разливки.
10. Узел по п.8 или 9, в котором огнеупорные штифты закреплены с помощью огнеупорного клея в указанной противоположной внешней поверхности указанной боковой заслонки.
11. Узел по п.8, в котором указанные огнеупорные штифты указанной боковой заслонки опираются на указанные ступени указанного держателя боковой заслонки, когда указанная боковая заслонка прикреплена к указанному держателю боковой заслонки.
12. Узел по п.8, в котором, по меньшей мере, некоторые из огнеупорных штифтов указанной боковой заслонки включают в себя уширяющую часть для содействия удержанию указанной боковой заслонки по месту относительно указанного держателя боковой заслонки.
13. Боковая заслонка для использования в системе двухвалковой литейной машины для непрерывной разливки стали, имеющая противоположные внешние поверхности, одна из которых является внешней поверхностью для контакта с расплавленным металлом и литейными валками, а противоположная внешняя поверхность имеет присоединительные части, идущие наружу от указанной противоположной внешней поверхности и выполненные с возможностью крепления указанной боковой заслонки к держателю боковой заслонки, для удержания боковой заслонки по месту во время разливки.
14. Боковая заслонка по п.13, в которой указанные присоединительные части указанной боковой заслонки выполнены с возможностью взаимодействия с крепежными частями указанного держателя боковой заслонки для позиционирования и поддержки боковой заслонки, когда указанная боковая заслонка установлена по месту во время разливки.
15. Боковая заслонка по любому из пп.13 и 14, в которой указанные присоединительные части указанной боковой заслонки содержат огнеупорные штифты, закрепленные с помощью огнеупорного клея в указанной противоположной внешней поверхности указанной боковой заслонки.
16. Боковая заслонка по п.13, в которой указанные присоединительные части указанной боковой заслонки выполнены с возможностью опирания на ступени указанного держателя боковой заслонки, когда указанная боковая заслонка прикреплена к указанному держателю боковой заслонки.
17. Держатель боковой заслонки для использования в системе двухвалковой литейной машины для непрерывной разливки стали, имеющий крепежные части, выполненные с возможностью приема и поддержки боковой заслонки в присоединительных частях, причем указанный держатель боковой заслонки выполнен без выступающей части, идущей, по существу, в направлении к внешней поверхности указанной боковой заслонки для контакта с расплавленным металлом.
18. Держатель по п.17, в котором указанные крепежные части указанного держателя боковой заслонки выполнены с возможностью взаимодействия с указанными присоединительными частями указанной боковой заслонки для позиционирования указанной боковой заслонки для разливки.
19. Держатель по любому из пп.17 и 18, в котором указанные крепежные части указанного держателя боковой заслонки содержат ступени, выполненные с возможностью приема указанных присоединительных частей указанной боковой заслонки, когда указанная боковая заслонка прикреплена к указанному держателю боковой заслонки.
20. Способ изготовления тонкой литой полосы путем непрерывной разливки стали, включающий в себя:
(а) сборку пары литейных валков, имеющих зазор между ними;
(б) сборку системы подачи металла, содержащей боковые заслонки по концам зазора для ограничения литейной ванны расплавленного металла, поддерживаемой на литейных поверхностях литейных валков, в которой каждая боковая заслонка имеет противоположные внешние поверхности, причем одна внешняя поверхность предназначена для контакта с расплавленным металлом, а противоположная внешняя поверхность имеет присоединительные части, выполненные с возможностью крепления боковой заслонки к держателю боковой заслонки для удержания боковой заслонки по месту во время разливки, причем указанный держатель боковой заслонки выполнен без выступающей части, идущей за пределы указанной противоположной внешней поверхности указанной боковой заслонки;
(в) введение расплавленной стали между парой литейных валков для формирования литейной ванны, поддерживаемой литейными поверхностями литейных валков, ограниченной указанными боковыми заслонками;
(г) вращение литейных валков навстречу друг другу для формирования отвержденных металлических оболочек на поверхностях литейных валков и формирование тонкой стальной полосы в зазоре между литейными валками из указанных отвержденных оболочек.
21. Способ по п.20, в котором указанные присоединительные части каждой боковой заслонки содержат огнеупорные соединительные элементы, идущие за пределы указанной противоположной внешней поверхности к держателю боковой заслонки.
22. Способ по любому из пп.20 и 21, в котором указанные присоединительные части каждой боковой заслонки и крепежные части каждого держателя боковой заслонки выполнены с возможностью взаимодействия для позиционирования боковой заслонки при разливке.
23. Способ по п.20, в котором указанные присоединительные части указанной боковой заслонки содержат огнеупорные штифты, закрепленные в указанной противоположной внешней поверхности каждой боковой заслонки.
24. Способ по п.20, в котором каждый держатель боковой заслонки имеет крепежные части, содержащие ступени, в которых могут быть размещены указанные присоединительные части соответствующей боковой заслонки, когда боковая заслонка прикреплена к держателю боковой заслонки.
25. Способ по п.20, в котором каждый держатель боковой заслонки имеет крепежные части, которые проходят в присоединительные части, которые являются отверстиями в боковой заслонке, так, что выступающие части держателя боковой заслонки не выходят, по существу, за пределы противоположной внешней поверхности указанной боковой заслонки по направлению внешней поверхности, контактирующей с расплавленным металлом.
26. Способ по п.25, в котором выступающие крепежные части держателя боковой заслонки выполнены керамическими.
| US 6032722 A, 07.03.2000 | |||
| US 5584335 A, 17.12.1996 | |||
| US 5638892 A, 17.06.1997 | |||
| EP 0967032 A3, 14.05.1999 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

