Изобретение относится к технике переработки листовых заготовок из прозрачных термопластов, а именно к способу формования прозрачных листов из поликарбоната или полиметилакрилата, и может быть использовано в любой отрасли машиностроения, в частности, для получения изделий остекления самолетов, вертолетов и других средств.
В авиационной технике определилась устойчивая тенденция роста использования для остекления кабин пилотов полимерных материалов, в частности поликарбоната, обладающего высокими прочностными характеристиками. В то же время, использование современной авиационной техникой новых оптических приборов обуславливает высокие требования к остеклению кабин пилотов по оптическим характеристикам (светопропускание, нерезкость изображения, рассеивание и др.).
Известно, что в основном дефекты по оптике в изделиях (отпечатки, лунки, волнистость и др.) появляются в процессе их формования из листовых заготовок в момент контакта разогретой заготовки с материалом формы. В этом плане ключевая роль в процессе изготовления изделий остекления принадлежит правильно подобранному технологическому процессу формования, материалам и конструкциям формовой оснастки.
Известен способ пневмовакуумного формования изделий из органического стекла, включающий установку листовой заготовки в формующую оснастку, разогрев листовой заготовки до температуры формования с последующим ее деформированием, отличающийся тем, что перед установкой листовой заготовки в формующую оснастку на ней образуют эластичную мембрану путем нанесения на поверхность, контактирующую с оснасткой жидкой эластомерной композиции, и последующего отверждения композиции (патент SU №1650463, МПК В29С 51/10, публикация 23.05.1991 г.).
Данный способ формования не обеспечивает высокое оптическое качество формуемых изделий, так как предполагает непосредственный контакт эластомерной композиции с поверхностью формуемого листа. При контактном методе формования в условиях высоких температур происходит разложение эластомеров, изготовленных на основе каучука, герметика полиуретана, как указано в известном изобретении, с последующим осаждением продуктов разложения на поверхности формуемого стекла. Данные продукты не всегда удаляются со стекла или при их удалении образуются дефекты. Кроме того, данный способ является малоэффективным для серийного производства, так как для нанесения и последующего отверждения эластомерных композиций требуется двое суток.
Наиболее близким к изобретению является способ формования изделий из листовых термопластов, включающий закрепление заготовки, ее подогрев до пластичного состояния, формообразование в инструменте, формообразующая поверхность которого покрыта антифрикционным составом, охлаждение и извлечение изделия, отличающийся тем, что формообразующая поверхность матрицы, пуансона и закрепляющей заготовку рамки выполнены из дерева, предварительно подвергнутого замачиванию в течение 24 часов в горячем растворе, полученном смешиванием в равных долях водных растворов бишофита с концентрацией 60-82% и 50% раствора 70% хозяйственного мыла и просушке в течение двух суток (патент RU 2348527, МПК В29С 51/08, публикация 10.03.2009 г.).
Данное изобретение позволяет получать равнотолщинные изделия без образования трещин. Однако двухстороннее силовое воздействие пуансона и матрицы на формуемый лист стекла и их непосредственный контакт с антифрикционным покрытием в условиях высоких температур и давлений будет приводить к отложению продуктов разложения покрытия на стекле и помутнению его поверхностей. Кроме того, деревянные формы не термостабильны, то есть не стойки к циклическим воздействиям температур, что влечет за собой их коробление в процессе эксплуатации.
Задачей предлагаемого изобретения является повышение качества формуемых сложнопрофильных крупногабаритных изделий из полимерных материалов по оптическим характеристикам.
Для достижения задачи изобретения предложен:
Способ термоформования изделий из полимерных материалов, включающий нагрев листовой заготовки до пластичного состояния, нанесение антифрикционной смазки и формование изделия на формообразующей оснастке отличающийся тем, что на формовую оснастку, выполненную из высокотемпературного пластика обомодулан укладывают микрофибру, на которую наносят антифрикционную смазку на основе растительного масла и кремний органической жидкости, затем нагретую заготовку укладывают на оснастку и формуют.
Способ термоформования изделий из полимерных материалов с использованием формовой оснастки, выполненной из обмодулана с уложенной на ее формообразующую поверхность микрофибры с нанесенным на нее антифрикционной смазкой на основе растительного масла и кремнийорганической жидкости является наиболее предпочтительным по качеству формуемой поверхности изделий. В тоже время, качество формуемой поверхности изделия (отсутствие волнистости, отпечатков, шагрени) определяет оптические характеристики изделия такие как оптические искажения, коэффициент рассеяния, двойное лучепреломление и другие.
Термостойкая антифрикционная смазка на основе растительного или синтетического масла и кремнийорганической жидкости играет важную роль для получения качественной поверхности формуемых изделий, так как в первоначальной стадии формования перед контактом листовой заготовки, нагретой до температуры пластического состояния, в процессе нагревания она испаряется и образует газовоздушный слой между формообразующей поверхностью оснастки и листовой заготовкой, препятствующий ее непосредственному контакту с поверхностью формы. Тем самым обеспечивается высокая оптическая чистота формуемой поверхности изделий.
Использование в антифрикционной смазке растительного масла обеспечивает превосходное качество поверхности и биоразлагаемость. С целью снижения стоимости можно использовать антифрикционную смазку на основе синтетического масла. Возможность работы смазки в условиях высоких температур обеспечивается наличием в ее составе кремнийорганической жидкости.
Высокотемпературный модельный пластик обомодулан, химической основой которого является полиуретан, имеет однородную объемную структуру и высокую термостабильность размеров, что не вызывает коробление формовой оснастки в условиях длительной эксплуатации. Свойства обомодулана 710 (голубой) приведены в таблице 1. Источник «Промышленные пластики, «Пластикс-Украина».
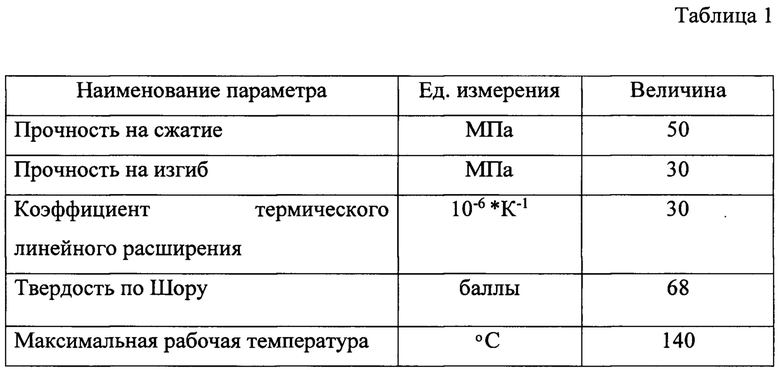
Кроме того, обомодулан имеет низкое водопоглощение, инертен к воздействию органических смазок и растворителей, легко обрабатывается, склеивается, обладает высокой ремонтопригодностью. То есть, использование обомодулана обеспечивает четкие геометрические размеры формуемых изделий.
Использование микрофибры в предлагаемом способе формования позволяет удерживать нанесенную на нее антифрикционную смазку в течении всего цикла формования, не позволяя ей стекать с технологической оснастки.
Таким образом, изготовленные по данному способу сложнопрофильные крупногабаритные изделия остекления из полимерных материалов будут иметь высокие оптические характеристики.
Предложенный способ осуществляется следующим образом. Листовая заготовка полимерного материала, например, поликарбоната закрепляется в зажимы и разогревается в термошкафу до пластичного состояния. На формовую оснастку, выполненную из обомодулана, укладывают микрофибру и на нее наносят антифрикционную смазку, например, смазку на основе синтетического масла и кремнийорганической жидкости типа «Циатим». Далее разогретую листовую заготовку поликарбоната устанавливают над формовой (формовочной) оснасткой и производят процесс формования путем изгибания листовой заготовки на формообразующей поверхности оснастки.
Пример.
Была взята заготовка стекла размером 3000×2000×12 мм из монолитного поликарбоната. Края заготовки закрепили в зажимы и разместили ее в термошкафу. Далее разогрели заготовку до пластичного состояния. Одновременно подготовили формовую оснастку. А именно, на формообразующую поверхность оснастки, изготовленной из высокотемпературного пластика типа «Обомодулан - 710» (голубой) уложили микрофибру типа «Тактель». Затем на ткань нанесли равномерный слой антифрикционной смазки типа «Циатим». После этого, разогретую листовую заготовку установили над формовой оснасткой и провели процесс формования путем изгибания заготовки на формообразующей поверхности оснастки.
Таким образом, было получено изделие.
До этого проводилось формование изделий из поликарбоната на форме из композитного материала без микрофибры. На специальном стенде ОК-1 и визуально были проведены измерения основных оптических характеристик изделия. Результаты измерений отформованных изделий по известной технологии и предлагаемому способу приведены в таблице 2.
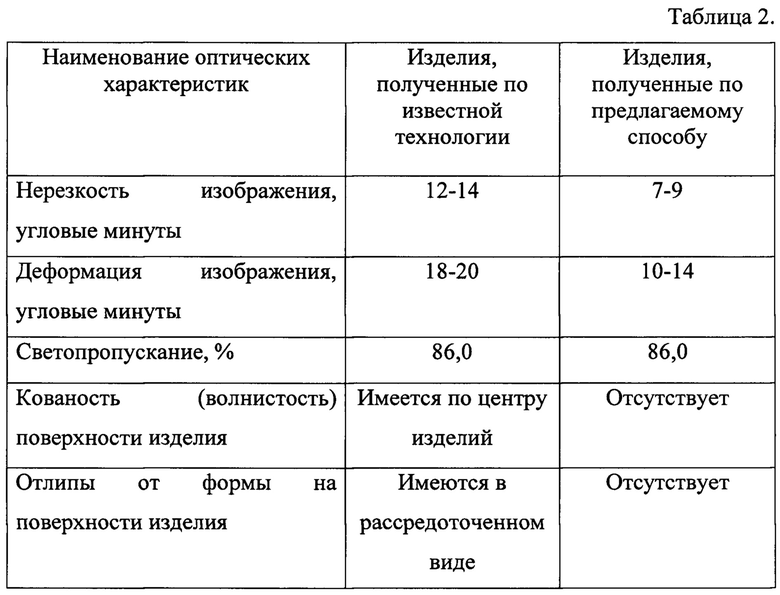
Как видно из таблицы оптические характеристики изделий, полученных по предлагаемому способу, существенно выше характеристик изделий, полученных по известной технологии.
Таким образом, предлагаемый способ позволяет изготавливать крупногабаритные сложнопрофильные изделия авиационного остекления из полимерных материалов с высокими оптическими характеристиками. Он достаточно прост в своем осуществлении, что повышает эффективность производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вакуум-формования листовых заготовок из органического стекла | 2023 |
|
RU2830277C1 |
| Способ формования оптических сложнопрофильных изделий | 2019 |
|
RU2714057C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ УДАРОПРОЧНЫХ ПРОЗРАЧНЫХ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2598092C1 |
| Формовой комплект для формования сложнопрофильных керамических заготовок | 2017 |
|
RU2642575C1 |
| Способ нанесения токоподводящих шинок на токопроводящую поверхность полимерного стекла | 2018 |
|
RU2687999C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК | 2016 |
|
RU2622422C1 |
| Способ формования заготовок из органического стекла для изготовления оптических многослойных сложнопрофильных изделий | 2020 |
|
RU2759999C1 |
| Способ изготовления формообразующего пуансона | 2017 |
|
RU2651731C1 |
| Способ изготовления формообразующего пуансона | 2017 |
|
RU2647543C1 |
| Формовой комплект для формования сложнопрофильных керамических заготовок | 2016 |
|
RU2635151C1 |
Изобретение относится к технике переработки листовых заготовок из прозрачных термопластов, а именно к способу формования прозрачных листов из поликарбоната или полиметилакрилата, и используется в любой отрасли машиностроения, в частности, для получения изделий остекления самолетов, вертолетов и других средств. Предложен способ формования изделий из полимерных материалов, например монолитного поликарбоната с использованием формовой оснастки, выполненной из высокотемпературного модельного пластика типа обомодулан, на которую укладывается микрофибра с нанесенной на нее термостойкой антифрикционной смазкой. Технический результат, достигаемый изобретением, заключается в повышении качества формуемых сложнопрофильных крупногабаритных изделий из полимерных материалов, особенно остекления изделий с высокими оптическими характеристиками. 2 табл., 1 пр.
Способ термоформования изделий из полимерных материалов, включающий нагрев листовой заготовки до пластичного состояния, нанесение антифрикционной смазки и формование изделия на формообразующей оснастке, отличающийся тем, что на формообразующую оснастку, выполненную из высокотемпературного пластика обомодулан, укладывают микрофибру, на которую наносят антифрикционную смазку на основе растительного масла и кремнийорганической жидкости, затем нагретую заготовку укладывают на оснастку и формуют.
| ШЕРЫШЕВ М.А., Пневмовакуумформование, Профессия, Санкт-Петербург, 2010, с.28,48,табл.6 | |||
| СПОСОБ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ТЕРМОПЛАСТОВ | 2007 |
|
RU2348527C1 |
| Способ пневмовакуумного формования изделий из органического стекла | 1988 |
|
SU1650463A1 |
| КИСЕЛЕВ Б.А., Стеклопластики, ГН-ТИХЛ, Москва, 1961, с.115-119,135-141 | |||
| ИНЖЕКЦИОННАЯ БАТАРЕЙНАЯ ГОРЕЛКА | 0 |
|
SU260798A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛАЗМЕННОГО ИСТОЧНИКА СВЕТОВОГО ИЗЛУЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2602093C1 |
| EP 1122052 A2, 08.08.2001. | |||

