Предпосылки создания изобретения
1. Область техники
Данное изобретение в целом относится к трехмерным (3D) тканым заготовкам и, в частности, относится к 3D тканым заготовкам, применяемым в армированных композитных материалах. Более конкретно, данное изобретение относится к заготовкам, которые могут иметь Т-образную форму. Также, более конкретно, данное изобретение относится к заготовкам, которые могут иметь Т-образную форму, с формированными зазорами, которые заполнены входящим в состав заготовки материалом.
2. Уровень техники
Применение армированных композитных материалов для получения структурных компонентов широко распространено в настоящее время, в частности в применениях, где их желательные характеристики в отношении легкого веса, высокой прочности, ударопрочности термостойкости и способности принимать форму можно использовать с большими преимуществами. Такие компоненты применяют, например, в авиационных, аэрокосмических областях применения, при изготовлении спутников, высококачественных продуктов для отдыха, а также в судостроении и других областях применения.
Обычно такие компоненты состоят из армирующих материалов, внедренных в материал матрицы. Армирующий элемент может быть изготовлен из таких материалов, как стекло, углерод, керамика, арамид, полиэтилен и/или другие материалы, которые проявляют желаемые физические, термические, химические и/или другие свойства, основным среди которых является значительная стойкость в отношении отказов, вызванных нагрузками. Эти материалы часто изготавливают в виде волокон и применяют в качестве армирующих волокон, или из волокон формируют нити, которые используют в компоненте в качестве армирующих нитей.
Благодаря использованию таких армирующих материалов, которые в конечном итоге становятся составной частью готового компонента, готовому композитному компоненту придают желаемые характеристики армирующих материалов, такие как очень высокая прочность. Обычно для усиления заготовок входящие в их состав армирующие материалы могут быть сотканы, связаны, переплетены, ламинированы или другим образом ориентированы в желаемых конфигурациях. Во многих случаях особое внимание уделяют обеспечению оптимального использования свойств, ради которых были выбраны данные входящие в состав заготовки армирующие материалы. Обычно такие армирующие заготовки объединяют с материалом матрицы с получением желаемых конечных компонентов или с получением запаса производственных материалов для последующего производства конечных компонентов.
После того, как сконструирована желаемая армирующая заготовка, на заготовку или в заготовку можно ввести смолу или материал матрицы, обычно так, чтобы армирующая заготовка оказалась заключенной в материале матрицы, а материал матрицы заполнил внутренние пустоты между элементами, составляющими армирующую заготовку. Материал матрицы может представлять собой любой из широкого разнообразия материалов, например, эпоксид, бисмалеимид, сложный полиэфир, сложный винилэфир, керамику, углерод и/или другие материалы, которые также проявляют желаемые физические, термические, химические и/или другие свойства. Материалы, выбранные для использования в качестве матрицы, могут представлять (а могут и не представлять) собой те же материалы, из которых сделана армирующая заготовка, и могут иметь (а могут и не иметь) сопоставимые физические, химические, термические или другие свойства. Однако обычно они не являются такими же материалами или не обладают сопоставимыми физическими, химическими, термическими или другими свойствами, так как обычно целью, которую преследуют при использовании композитов, в первую очередь является достижение в конечном продукте комбинации характеристик, которую невозможно получить посредством применения лишь одного из составляющих материалов. Объединенные таким образом армирующую заготовку и материал матрицы можно затем отвердить и стабилизировать в ходе одной операции, посредством отверждения нагреванием или другими известными способами, а затем подвергнуть другим операциям, направленным на получение желаемого компонента. В этом отношении существенно отметить, что после такого отверждения отвержденные массы материала матрицы обычно очень сильно сцепляются с армирующим материалом (то есть с армирующей заготовкой). В результате нагрузка на конечный компонент, в частности через материал матрицы, действующий как адгезив между волокнами, может быть эффективно перенесена на материал, составляющий армирующую заготовку, который выдерживает эту нагрузку. Любой разлом или разрыв непрерывности в армирующей заготовке ограничивает способность заготовки переносить и выдерживать нагрузку, приложенную к конечному компоненту.
В некоторых применениях в качестве первичных силовых элементов желательны трехмерные (3D) тканые композитные структуры. Одну из полезных форм заготовки для таких элементов обычно называют Т-образной заготовкой, поскольку в осевой проекции она напоминает букву Т. Другие полезные заготовки могут иметь в сечении различные формы, такие как, например Пи-образную (П), Н-образную, I-образную или L-образную. Волоконные заготовки с конкретными структурными формами могут быть сотканы на обычном челночном ткацком станке, и несколько существующих патентов описывают способы тканья таких структур.
Одним из недостатков применения таких заготовок является то, что они образуют зазоры, если их разделяют надвое или расчленяют. В соответствии с обычными способами эти зазоры чаще всего заполняют, добавляя к заготовке дополнительный материал. Но заполнение зазора добавленным материалом устраняет общую непрерывность заготовки. Кроме того, добавление нового материала требует дополнительной работы, материалов и затрат относительно изготовления заготовки. Наконец, добавленный материал не составляет единого целого с заготовкой, что снижает структурную целостность заготовки.
Для того чтобы сохранить структурную целостность заготовки, во многих случаях в зазор необходимо добавить армирующие элементы. Армирующие элементы часто имеют форму листов из материала, обычно дополнительного тканого материала. Дополнительные армирующие элементы создают локализованное увеличение толщины и массы заготовки. Армирующие элементы могут создавать локализованную концентрацию массы в самом армированном зазоре.
Другие известные способы могут требовать применения механических крепежных деталей, например болтов или заклепок, для прикрепления армирующего элемента к заготовке в зазоре. Однако применение металлических болтов или заклепок на поверхности раздела таких компонентов часто является неприемлемым, поскольку такие крепежные детали требуют сквозных отверстий, которые дополнительно нарушают целостность структуры композита. Крепежные детали наносят ущерб, добавляя массу и внося различие коэффициентов термического расширения между этими элементами и окружающим материалом.
Способы существующего уровня техники не обращались в должной мере к необходимости применения 3D тканых заготовок, из которых можно формировать заполнители для зазоров без добавления других материалов и увеличения локализованной толщины и получения дополнительной массы. Данное изобретение направлено на устранение недостатков существующего уровня техники путем обеспечения 3D тканой заготовки, зазоры которой заполнены составляющим с ней единое целое материалом, без необходимости в дополнительном материале и связанном с ним увеличением локализованной толщины, дополнительной массы и снижением структурной целостности.
Сущность изобретения
Соответственно, данное изобретение относится к 3D тканой заготовке и способу изготовления 3D тканой заготовки с зазорами, заполненными материалом, составляющим с ней единое целое, без необходимости введения дополнительного материала. Зазор заготовки образуется при отгибании двух ветвей разделенной тканой структуры по существу в одной плоскости; при этом получают зазор между двумя отогнутыми ветвями. В данном патентном описании термины «3D» и «многослойный» используют взаимозаменяемо. Кроме того, в данном патентном описании термин «с заполненным зазором» применяют для того, чтобы описать 3D тканую заготовку с зазорами, заполненными материалом, составляющим с ней единое целое.
В последующем описании термины «нитки», «волокна» и «нити» применяют взаимозаменяемо. При использовании в данном описании термины «нитки», «волокна» и «нити» могут относиться к моноволоконным нитям, многоволоконным нитям, крученой пряже, многоволоконным жгутам, текстурированным нитям, нитям с оплеткой, нитям с покрытием, двухкомпонентным моноволоконным нитям, а также к нитям, изготовленным из разрушенных при растяжении волокон, или любым другим подобным материалам. Термин «панель», при его применении в тексте данного описания, может относиться к любому структурному или материальному компоненту, который вставляют в другой компонент. Термин «база», при его применении в тексте данного описания, может относиться к вертикальному или продольному участку заготовки, который можно разрезать и/или из него можно сформировать заготовку какой-либо формы.
Термин «сотканный как единое целое», при его использовании в данном описании, относится к взаимно переплетенным слоям волокон. Термин «сотканный по отдельности», при его использовании в данном описании, относится к слоям волокон, которые взаимно не переплетены. Термины «верх», «низ», «вертикаль», «горизонталь» применяют в данном описании для удобства описания заготовки, и их не следует рассматривать как ограничивающие заготовку или ее ориентацию.
Данное изобретение относится также к армированной композитной структуре, включающей 3D тканую заготовку, из которой можно сформировать заготовку с заполненным зазором, не требуя дополнительных материалов ткани или матрицы.
Один из примеров воплощения данного изобретения представляет собой трехмерную (3D) тканую заготовку, имеющую множество тканых слоев. Тканая заготовка включает базовую секцию заготовки, в которой слои сотканы как единое целое. По меньшей мере одна концевая часть базовой секции заготовки разделена по меньшей мере на три секции, включая по меньшей мере одну среднюю секцию и по меньшей мере две внешние секции, имеющие слои, сотканные как единое целое. Эти по меньшей мере две внешние секции отгибают, образуя форму заготовки, а по меньшей мере одну среднюю секцию вдавливают или запрессовывают в зазор, образованный между по меньшей мере двумя внешними секциями.
Другой пример воплощения данного изобретения относится к 3D тканой заготовке, которая представляет собой многослойную ткань, включающую один или большее количество продольных участков, имеющих переплетение ткани («интерлок») по всему слою, и один или большее количество продольных участков, имеющих два или большее количество сотканных по отдельности слоев ткани с переплетением и один или большее количество отделенных слоев тканого материала. Эти отделенные слои расположены между слоями ткани, сотканными с переплетением. Эти два или большее количество слоев ткани, сотканных с переплетением, отгибают друг от друга, формируя один или большее количество зазоров между слоями с переплетением. Отделенные слои находятся между слоями, сотканными с переплетением, и в одном примере воплощения ими в сжатом состоянии заполняют зазоры.
3D тканая заготовка может содержать по меньшей мере один зазор, который имеет по существу треугольную форму. Кроме того, 3D тканая заготовка в поперечном сечении может иметь форму «Т», «L», «Н», «I» или «Пи» («π»).
3D тканую заготовку можно сформировать путем разрезания (или разделения) заготовки на три секции вдоль продольного участка заготовки. Кроме того, 3D тканую заготовку можно соткать таким образом, чтобы имелись две сотканных как единое целое секции снаружи (которые впоследствии образуют верхнюю часть «Т») и центральный слой, который может представлять собой один тканый слой, последовательность сотканных по отдельности слоев, последовательность слоев, сотканных как единое целое, или слои из нитей основы, не переплетенных нитями утка.
Кроме того, можно разделить оба конца 3D тканой заготовки. В качестве альтернативы, один конец 3D тканой заготовки может быть разделен, а другой конец 3D тканой заготовки может быть соткан таким образом, чтобы получить заготовку П-образной формы, с формой скобы между ножками.
Кроме того, можно зафиксировать или соткать по меньшей мере две 3D тканых заготовки бок-о-бок, таким образом, чтобы при использовании две расположенные рядом стороны двух заготовок образовали зазор между вертикальными участками (базами) Т-образной формы, например, чтобы вставлять туда металлическую или композитную панель, которая может представлять собой, например, стенку или шпангоут фюзеляжа воздушного судна. Эти по меньшей мере две расположенные бок-о-бок заготовки могут быть одинаковыми, как в приведенных выше примерах воплощения, или различными.
Параметры 3D тканых заготовок (например, длины ножек, отношение длин ножек к длине основы, размеры нитей, толщина, количество сотканных как единое целое или сотканных по отдельности слоев) могут изменяться.
3D тканая заготовка может содержать волокна или нити основы и утка, которые изготовлены из такого материала, как стекло, углерод, керамика, арамид, полиэтилен или другой подходящий материал. 3D тканая заготовка может также быть армированной композитной структурой, содержащей материал матрицы, например, эпоксид, бисмалеимид, сложный полиэфир, сложный винилэфир, керамику, углерод или другой материал, известный специалистам.
Кроме того, данное изобретение относится к способу формирования 3D тканой заготовки. Нити или волокна основы переплетают с нитями или волокнами утка с образованием многослойной ткани, включающей один или большее количество продольных участков с переплетением по всем слоям ткани и один или большее количество продольных участков, имеющих два или большее количество сотканных по отдельности слоев ткани с переплетением и один или большее количество отделенных тканых слоев ткани. Отделенные слои расположены между слоями ткани с переплетением. Заготовка может быть прорезана в одном или большем количестве мест, так, чтобы один или большее количество разрезов разделяли заготовку на сегменты из сотканных по отдельности слоев с переплетением, а отделенные слои располагались между слоями с переплетением. Заготовку отгибают по продолжению плоскости упомянутых разрезов таким образом, чтобы два или большее количество упомянутых слоев с переплетением были отогнуты в направлениях, противоположных друг другу, формируя один или большее количество зазоров между упомянутыми слоями с переплетением. В Т-образной заготовке отогнутые области расположены по существу в одной плоскости. Нити отделенных слоев сжаты в зазорах между слоями с переплетением. Заготовку можно пропитать материалом матрицы для превращения ее в композит.
В качестве одного из альтернативных примеров воплощения, заготовку ткут так, чтобы центральные слои были сотканы с таким рисунком нитей утка, чтобы центральные слои не соединялись с внешними слоями, сотканными как единое целое. Центральные слои могут представлять собой лишь один тканый слой; могут быть сотканы по отдельности друг от друга, если имеется более одного слоя; или все слои могут быть сотканы совместно, как единое целое.
Следует отметить, что в данном патентном описании, и особенно в формуле изобретения и/или абзацах, такие термины как «содержит», «состоящий из», «содержащий» и т.п.могут иметь значение, приписываемое им в Патентном законе США; например, они могут означать «включает», «включенный», «включающий» и т.п.; а такие термины, как «состоящий по существу из» и «состоит по существу из» имеют значение, приписываемое им в Патентном законе США, например, они допускают элементы, не указанные конкретно, но исключают элементы, которые имеются в существующем уровне техники или которые влияют на базовые или новые характеристики данного изобретения.
Краткое описание чертежей
Последующее подробное описание, приведенное в качестве примера, но не предполагающее ограничивать данное изобретение исключительно конкретными описанными примерами воплощения, можно наилучшим образом понять в сочетании с сопровождающими чертежами, на которых одинаковые численные позиции обозначают одинаковые или сходные элементы и детали, и на которых:
Фиг. 1 иллюстрирует вид сбоку 3D тканой заготовки Т-образной формы существующего уровня техники, изготовленной из разделенной многослойной ткани с переплетением.
Фиг. 2 иллюстрирует вид сбоку 3D тканой заготовки по одному из примеров воплощения данного изобретения.
Фиг. 3А-3В иллюстрируют 3D тканую заготовку Н-образной формы по одному из примеров воплощения данного изобретения.
Фиг. 4 иллюстрирует 3D тканую заготовку Пи-образной формы по одному из примеров воплощения данного изобретения.
Подробное описание изобретения
Примеры воплощения данного изобретения описаны ниже со ссылкой на сопровождающие чертежи, которые описывают примеры воплощения раскрытой заготовки, а также примеры их применения. Однако следует понимать, что применения раскрытой заготовки не ограничены этими проиллюстрированными примерами воплощения. Кроме того, данное изобретение не ограничено описанными примерами воплощения и их деталями, которые приведены с целью иллюстрации, а не с целью ограничения.
Данное изобретение относится к трехмерным (3D) тканым заготовкам, которые можно сформировать в виде заготовок определенной формы с введенными в их состав заполнителями зазоров, без добавления в зазор отдельных или дополнительных материалов; а также к способу формирования таких заготовок. Возможны другие конфигурации 3D заготовок. То есть данная технология может быть применена к заготовкам, имеющим зазор, образованный при отгибании участков заготовки. В частности, такие зазоры можно получить, если из тканых участков ткани сформировать ножки заготовок.
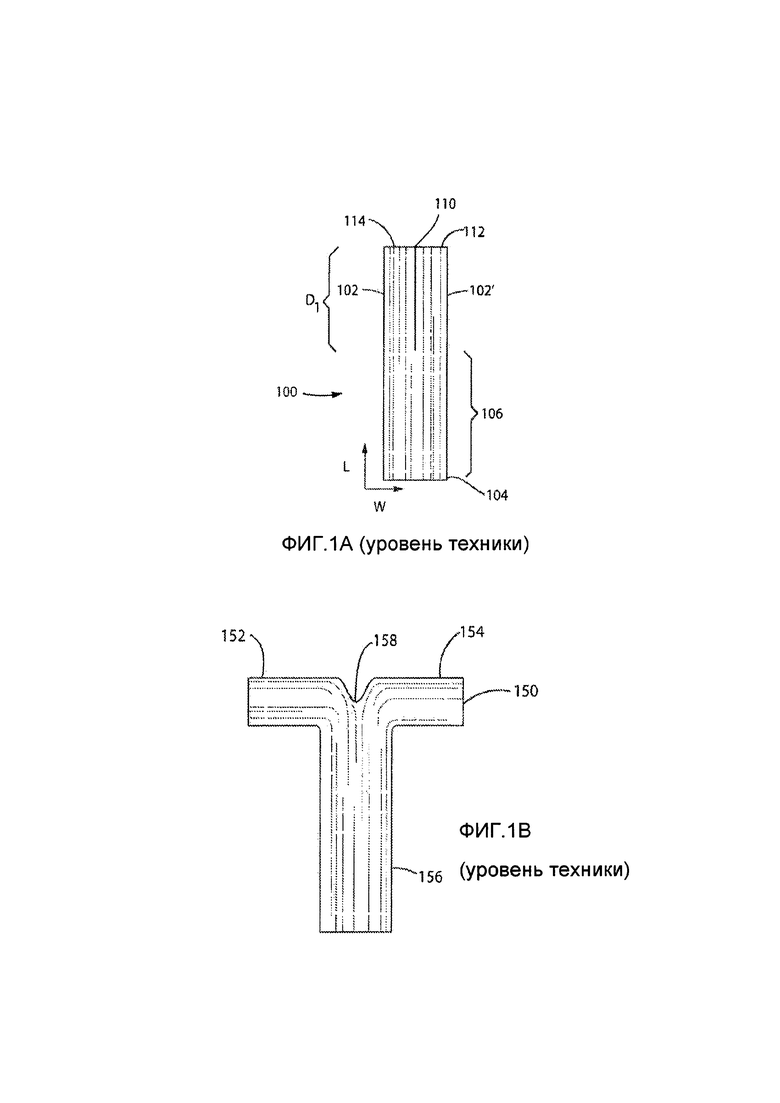
Фиг. 1А-1В иллюстрируют формирование 3D тканых Т-образных заготовок в соответствии с существующим уровнем техники. На Фиг. 1А плоская структура 100 включает по существу плоскую основную поверхность 102 и в основном параллельную ей противоположную основную поверхность 102', а также по меньшей мере одну торцевую поверхность 104. Базовая секция 106, расположенная по длине структуры 100 заготовки, состоит из множества тканых слоев, сотканных как единое целое. Другая секция 108 плоской структуры 100 разрезана 110 на первый сегмент 112 и второй сегмент 114. Разрез 110 сделан на глубину D1 структуры 100 заготовки по месту нахождения разреза относительно основной поверхности 102. В месте расположения разреза плоскость разреза 110 перпендикулярна структуре 100 заготовки и основной поверхности 102 структуры.
На Фиг. 1А структура 100 образована из двух участков. Базовая секция 106 сформирована из одного или большего количества слоев 112, сотканных как единое целое, и одного или большего количества слоев 114, сотканных как единое целое из нитей основы и нитей утка; при этом слои сотканы друг с другом по всей ширине структуры. На втором концевом участке структуры 100 слои 112 не сотканы вместе со слоями 114 по линии разделения 110. В качестве альтернативы, слои 112 и 114 могут быть сотканы как единое целое друг с другом и разделены посредством разрезания по разделению 110, по длине структуры 100.
Соотношения размеров между сегментами 112, 114 и D1 влияют на характеристики сформированного зазора 158.
Фиг. 1 В иллюстрирует заготовку 150 Т-образной формы, полученную при отгибании сегментов 112 и 114 по линии разделения 110 Фиг. 1А, по существу в одной плоскости, с получением левой ветви 152 и правой ветви 154. По меньшей мере один базовый участок 156, расположенный по длине заготовки 150, состоит из множества слоев, сотканных как единое целое. Зазор 158 образуется при отгибании ветви 152 и ветви 154, по существу в одной плоскости, с получением заготовки 150 Т-образной формы, при разрезании заготовки в направлении оси L. Зазор 158 получается вследствие наличия радиусов, неизбежно образующихся при отгибании ветвей 152, 154. Зазор 158 имеет по существу треугольную форму. Такие зазоры можно заполнить таким образом, чтобы заготовка имела по существу плоскую поверхность. К тому же, если такие зазоры, как 158, не заполнены, это может привести к ослаблению заготовки.
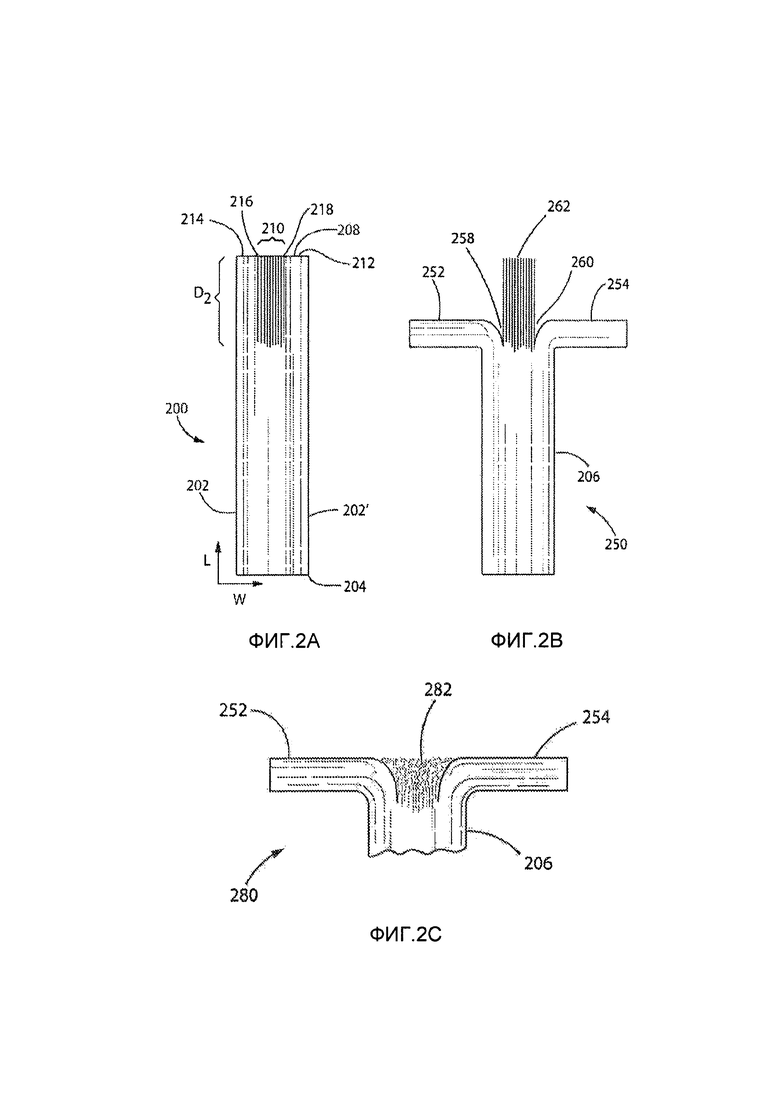
Фиг. 2 иллюстрирует 3D тканую Т-образную заготовку по одному из примеров воплощения данного изобретения. На Фиг. 2А структура 200 включает основную поверхность 202 и в целом параллельную ей противоположную поверхность 202', а также по меньшей мере один торец 204. По меньшей мере один концевой участок 206 по длине структуры 200 заготовки состоит из множества слоев, сотканных как единое целое. Концевой участок 208 разделен путем разделений 216 и 218, тем самым образуя три сегмента 210, 212 и 214 концевого участка 208. Разделения 216 и 218 проведены на глубину D2 структуры 200 заготовки и могут быть по существу равными по глубине. В месте каждого разделения плоскость разделений 216 и 218 может быть перпендикулярной к структуре 200 заготовки и к основной поверхности 202 структуры. Участок 210 представляет собой по меньшей мере один слой непереплетенных волокон основы и утка, который существует между разделениями 216 и 218.
В примерах воплощения данного изобретения сегменты 212 и 214 имеют одинаковую глубину D2 и одинаковую длину или по существу одинаковую длину по продольному направлению L структуры. В некоторых примерах воплощения разрезы 216, 218 разделений имеют различную длину. Другие соотношения размеров для сегментов 212, 214 могут влиять на характеристики образованного зазора (зазоров) 258, 260. Примеры воплощения данного изобретения могут быть получены с использованием перевязочного утка (binder picks) в ходе тканья данной структуры. Вдоль соответствующей секции (секций) структуры перевязочный уток не применяют, что позволяет получить разделение при отгибе отдельных ветвей заготовки.
Фиг. 2В иллюстрирует Т-образную заготовку 250, которую получают, отгибая сегменты 212 и 214 по разделениям 216 и 218, по существу в одной плоскости, с получением левой ветви 252 и правой ветви 254. По меньшей мере один базовый участок 206, проходящий по длине заготовки 250, состоит из множества слоев, сотканных как единое целое. При отгибании ветвей 252 и 254 по существу в одной плоскости, с получением Т-образной заготовки 250, образуются два зазора - 258 и 260. Сотканные по отдельности отделенные слои 262 волокон остаются между ветвями 252 и 254 и зазорами 258 и 260. Как обсуждалось выше, глубина разделений 216, 218 может влиять на зазор (зазоры) 258, 260 и на относительные длины ветвей 252, 254. То есть более значительная глубина разделения приведет к большей длине полученной ветви.
Фиг. 2С иллюстрирует Т-образную заготовку 280, которая является окончательным продуктом вдавливания или запрессовки сотканных по отдельности отделенных слоев 262 волокон Фиг. 2В вниз для заполнения зазоров 258 и 260, с получением по существу лежащей в одной плоскости верхней поверхности 284 заготовки с ветвями 252, 254. В полученную структуру, включающую заполненный зазор 282, можно внедрить смолу или материал матрицы, например (но не ограничиваясь этим) эпоксид, бисмалеимид, сложный полиэфир, сложный винилэфир, керамику, углерод или другие материалы, которые проявляют желаемые физические, термические, химические или другие свойства, с использованием обычных технологий, таких как (не ограничиваясь этим) литьевое прессование полимера (RTM-формование) или химическая инфильтрация из паровой фазы, с получением структуры армированного композита. Полученная Т-образная заготовка 280 имеет ветви 252 и 254, которые лежат по существу в одной плоскости и соединены заполненным зазором 282.
В примере воплощения данного изобретения представлена 3D тканая заготовка, содержащая первый участок первой секции заготовки, имеющей слои из волокон основы, не переплетенных с волокнами утка; второй участок первой секции заготовки, имеющий волокна основы и утка, взаимно переплетенные как единое целое в виде одного или большего количества слоев на первой стороне первого участка; и третий участок первой секции, имеющий волокна основы и утка, взаимно переплетенные как единое целое в виде одного или большего количества слоев на противоположной стороне первого участка. Второй и третий участки отогнуты с образованием Т-образной формы заготовки, а непереплетенные слои волокон основы вдавлены или запрессованы в зазор, образованный между вторым и третьим участками. Кроме того, во второй секции заготовки волокна основы и утка первой секции сотканы в виде слоев. Дополнительно, все слои первого, второго и третьего участков во второй базовой секции взаимно переплетены друг с другом.
В другом примере воплощения данного изобретения представлена 3D тканая заготовка, состоящая из первой продольной секции, имеющей волокна основы и утка, сотканные как единое целое в виде слоев, по меньшей мере некоторые из которых переплетены, и второй продольной секции, имеющей два или большее количество участков, при этом каждый из этих двух или большего количества участков включает волокна основы и утка, сотканные как единое целое в виде переплетенных слоев, и имеет один или большее количество участков из несотканных волокон основы. Несотканный участок расположен между участками из слоев с переплетением, и два или большее количество участков из слоев с переплетением отогнуты с образованием одного или большего количества зазоров между упомянутыми отогнутыми участками из слоев с переплетением. Кроме того, несотканный участок запрессован в образованные зазоры. Еще в одном примере воплощения представлена заготовка, имеющая два участка слоев с переплетением. В дополнительном примере воплощения представлена заготовка, имеющая два участка слоев с переплетением, которые отогнуты с формированием Т-образной заготовки, при этом несотканные волокна основы запрессованы в зазор, образованный между двумя участками отогнутых слоев с переплетением.
Поверхность отогнутых частей двух участков слоев, сотканных как единое целое с переплетением, может лежать по существу в одной плоскости. Волокна или нити основы и утка могут быть изготовлены из любого подходящего материала, например (но не ограничиваясь этим) из стекла, углерода, керамики, арамида и полиэтилена. Заготовка может иметь форму композита, который пропитан материалом матрицы. Материал матрицы может заполнять всю структуру, включая зазор, так что верхняя поверхность зазора лежит по существу в одной плоскости с отогнутыми частями двух участков слоев с переплетением. Материал матрицы может представлять собой любой подходящий материал, например (но не ограничиваясь этим) эпоксид, бисмалеимид, сложный полиэфир, сложный винилэфир, керамику и углерод.
В другом примере воплощения данного изобретения представлен способ формирования трехмерной (3D) тканой заготовки, имеющей множество слоев, сотканных как единое целое. Способ включает формирование первого участка первой секции заготовки, имеющего волокна основы, не сотканные с волокнами утка; формирование второго участка первой секции заготовки, имеющего волокна основы и утка, взаимно сотканные в виде одного или большего количества слоев, на первой стороне первого участка; и формирование третьего участка первой секции, имеющего волокна основы и утка, взаимно сотканные в виде одного или большего количества слоев, на противоположной стороне первого участка. Затем способ включает отгибание второго и третьего участков, чтобы получить форму заготовки, и запрессовку несотканных волокон в зазор, образованный между вторым и третьим участками. Данный способ может включать формирование второй секции заготовки, путем совместного тканья волокна основы и утка первой секции в виде слоев с получением единого целого. Данный способ может также включать тканье друг с другом слоев первого, второго и третьего участков во второй секции с получением единого целого.
В дополнительном примере воплощения данного изобретения представлен способ формирования трехмерной (3D) тканой заготовки, имеющей множество тканых слоев, включающий стадии тканья первой продольной секции, имеющей волокна основы и утка, в виде слоев, по меньшей мере некоторые из которых переплетены; тканья как единое целое второй продольной секции, имеющей два или большее количество участков, при этом каждый из этих двух или большего количества участков включает волокна основы и утка переплетенных слоев, и имеющей один или большее количество участков из несотканных волокон основы; помещения несотканного участка между участками из переплетенных слоев; отгибания двух или большего количества участков из переплетенных слоев с формированием одного или большего количества зазоров между упомянутыми отогнутыми участками из переплетенных слоев; и запрессовки несотканного участка в образованный зазор. Данный способ может включать формирование двух участков из переплетенных слоев. Данный способ может также включать отгибание двух участков из переплетенных слоев с образованием Т-образной заготовки и запрессовку нетканых волокон в зазор между двумя участками из отогнутых переплетенных слоев. Данный способ может включать получение поверхности отогнутых частей двух участков из переплетенных слоев, которая лежит по существу в одной плоскости. Кроме того, данный способ может включать использование волокон или нитей основы и утка, изготовленных из любого пригодного материала, включая (но не ограничиваясь этим) стекло, углерод, керамику, арамид и полиэтилен.
В другом примере воплощения данного изобретения представлен способ изготовления композита, включающий способ изготовления структуры 3D тканой заготовки с двумя ветвями и зазором между ними, при этом упомянутый зазор заполнен материалом, составляющим единое целое с тканой заготовкой, а также пропитывание заготовки материалом матрицы. Способ может включать заполнение структуры в целом, включая образованный зазор, материалом матрицы, так чтобы верхняя поверхность зазора лежала по существу в одной плоскости с отогнутыми частями двух участков из переплетенных слоев. Данный способ также может использовать любой материал матрицы, включая (но не ограничиваясь этим) эпоксид, бисмалеимид, сложный полиэфир, сложный винилэфир, керамику и углерод.
В другом примере воплощения данного изобретения представлен способ изготовления 3D тканой заготовки, включающий разрезание любой из описанных выше заготовок как с верхнего конца, так и с нижнего конца, и разделение верхнего конца и нижнего конца по меньшей мере на три секции.
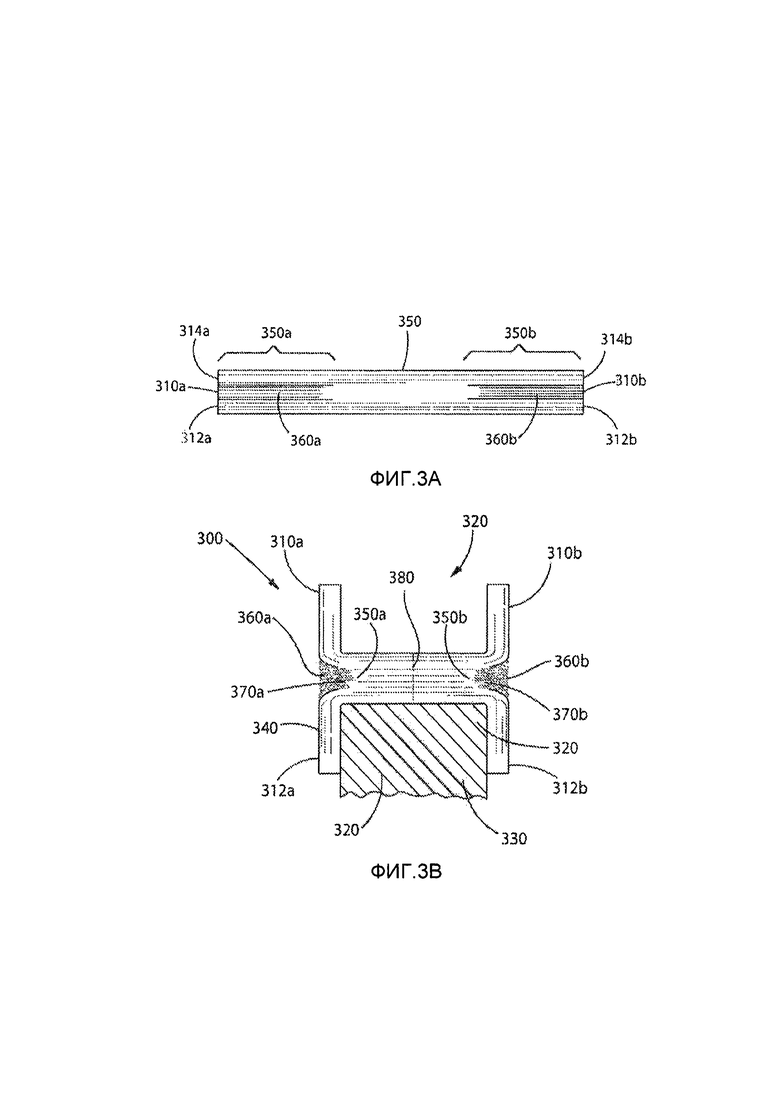
Фиг. 3А-3В иллюстрируют пример воплощения данного изобретения, направленный на 3D тканую заготовку, сформированную в виде Н-образной (или I-образной) заготовки 300. Н-образная заготовка состоит из любой из ранее описанных заготовок, у которой каждый из первого концевого участка 350а и из второго концевого участка 350b 3D тканой заготовки 350 разделен по меньшей мере на три секции. Первый концевой участок 350а разделен на секции 310а, 312а, 314а, а второй концевой участок 350b разделен на секции 310b, 312b и 314b. Как описано выше в данном тексте, каждый из первого и второго концевых участков отгибают, формируя между ними соответствующие скобы или зазоры 370а, 370b. Волокна 360а, 360b несотканных центральных участков 310а, 310b запрессовывают в зазоры 370а, 370b, формируя по существу параллельные плоские поверхности. В результате получают Н-образную заготовку с зазорами 320. Заготовку можно пропитать, как это обсуждалось в данном тексте. Зазоры 320 можно использовать для установки, например, панели 330, стекла, плексигласа или другого объекта.
В качестве альтернативы, Н-образную (или I-образную) заготовку 300 можно сформировать из двух Т-образных заготовок 310а, 310b. В этом примере воплощения Т-образные заготовки 310а, 310b соединяют их основаниями в точке 380. Можно применять любой известный специалистам способ соединения Т-образных заготовок, например, склеивание и т.д.
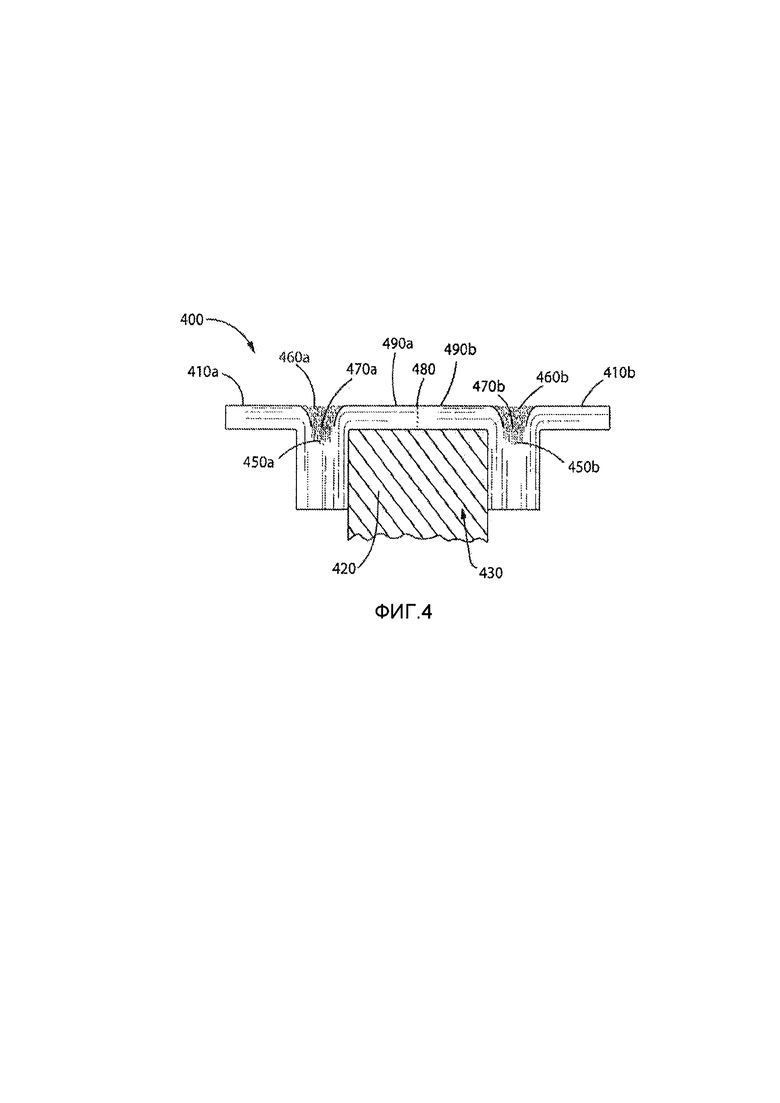
Фиг. 4 иллюстрирует пример воплощения данного изобретения, направленный на 3D тканую заготовку 400, которой придана Пи-образная форма. В этом примере воплощения две Т-образные заготовки 410а, 410b ткут любым из способов, обсуждаемых выше. Как описано выше в данном тексте, каждый из первых концевых участков 450а, 450b отгибают, формируя соответствующие зазоры 470а, 470b между ними. Т-образные заготовки 410а, 410b можно расположить рядом друг с другом, формируя таким образом П-образную заготовку 400 с незаполненным пространством или зазором 420 между ними. Т-образные заготовки можно соединить друг с другом в точке 480 соответствующими фланцевыми концами 490а, 490b, с помощью любого известного способа. Волокна 460а, 460b несотканных центральных участков запрессовывают в зазоры 470а, 470b, формируя по существу параллельные плоские поверхности по верхней поверхности полученной Пи-образной заготовки. В результате получают Пи-образную заготовку со скобой или зазором 420. Заготовку можно пропитать, как это обсуждалось в данном тексте. Зазор 420 можно использовать для установки, например, панели 430, стекла, плексигласа или другого объекта.
Другой пример воплощения данного изобретения представляет способ изготовления 3D тканой заготовки, заключающийся в тканье двух из вышеописанных заготовок, расположенных рядом друг с другом, тем самым формируя скобу между ними.
Один из примеров воплощения данного изобретения направлен на 3D тканую заготовку, состоящую из любой из ранее описанных заготовок, у которой верхний конец 3D тканой заготовки разделен по меньшей мере на три секции, а нижний конец 3D тканой заготовки соткан таким образом, что заготовка является Пи-образной («П»).
Другой пример воплощения данного изобретения представляет способ изготовления 3D тканой заготовки, заключающийся в разрезании любой из ранее описанных заготовок на верхнем конце 3D тканой заготовки, тем самым разделяя верхний конец по меньшей мере на три секции, и в тканье нижнего конца 3D тканой заготовки таким образом, чтобы заготовка была Пи-образной («П»).
Другие примеры воплощения находятся в пределах объема приложенной формулы изобретения.
Трехмерная заготовка с заполненным зазором и способ формирования трехмерной заготовки с заполненным зазором. Заготовки включают базовую секцию (200), целиком состоящую из слоев, сотканных как единое целое, причем участок этой базы разделен на три секции: две внешние секции (212, 214), содержащие слои, сотканные как единое целое, и среднюю секцию (210), содержащую включенный в ее состав заполнитель зазора. Включенный в состав заготовки заполнитель зазора может содержать центральную секцию из одного тканого слоя; слои, сотканные по отдельности; слои, сотканные как единое целое; или множество слоев волокон основы, не переплетенных с волокнами утка. Слои включенного в состав заготовки заполнителя зазора вдавливают или запрессовывают в среднюю секцию, и они заполняют образованный зазор или зазоры, в то время как тканые слои внешних секций отгибают для создания формы заготовки. Данное изобретение направлено на обеспечение 3D тканой заготовки, зазоры которой заполнены составляющей с ней единое целое материалом, без необходимости в дополнительном материале и связанном с ним увеличением локализованной толщины, дополнительной массы и снижением структурной целостности. 4 н. и 32 з.п. ф-лы, 4 ил.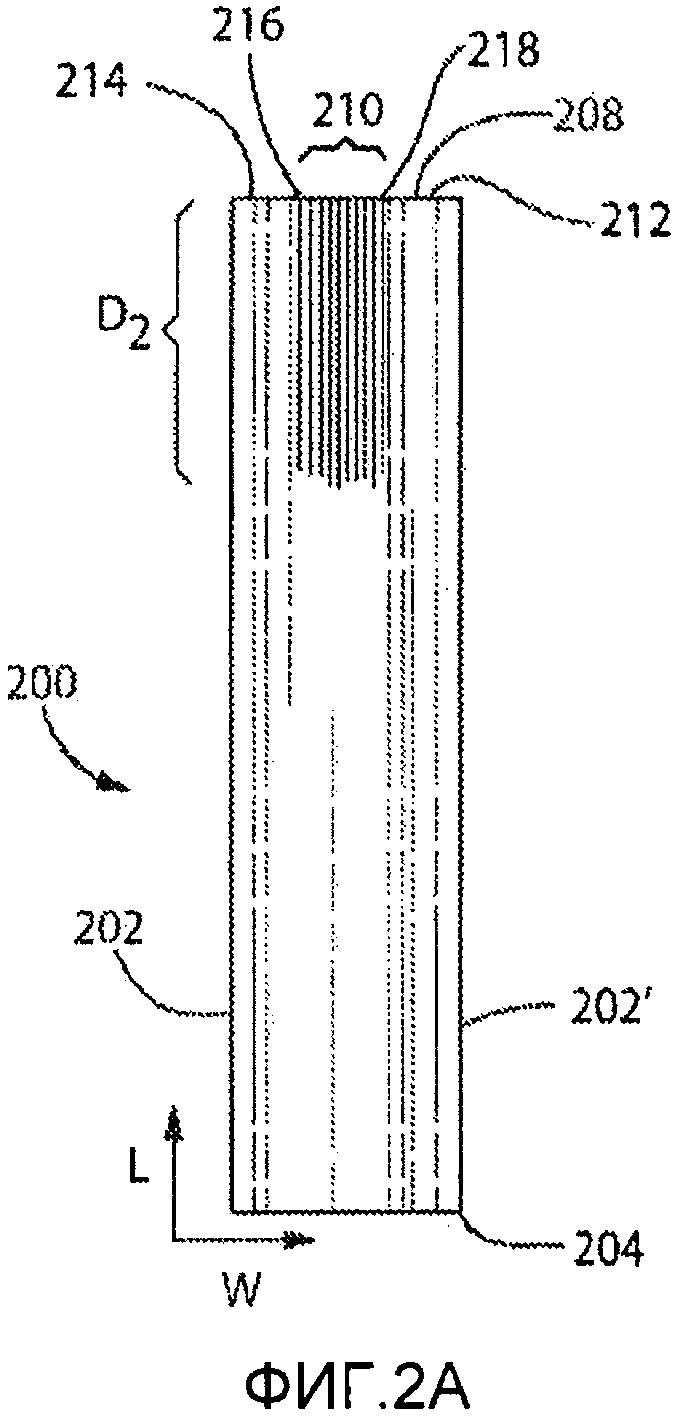
1. Трехмерная (3D) тканая заготовка, имеющая множество тканых слоев, включающая:
базовую секцию заготовки, содержащую слои, сотканные как единое целое; по меньшей мере один концевой участок базовой секции заготовки, разделенный по меньшей мере на три секции, включающие:
по меньшей мере одну среднюю секцию;
по меньшей мере две внешние секции, содержащие слои, сотканные как единое целое;
причем указанные по меньшей мере две внешние секции отогнуты для получения формы заготовки, и указанная по меньшей мере одна средняя секция вдавлена или запрессована в зазор, образованный между указанными по меньшей мере двумя внешними секциями.
2. Заготовка по п. 1, в которой указанные по меньшей мере три секции сформированы путем разрезания указанного по меньшей мере одного участка базы.
3. Заготовка по п. 1, в которой указанные по меньшей мере три секции сформированы в процессе тканья указанного по меньшей мере одного концевого участка базы.
4. Заготовка по п. 1, в которой для тканья заготовки применяют перевязочный уток, а по бокам указанного по меньшей мере одного концевого участка базы его исключают, что позволяет осуществить разделение при отгибании отдельных ветвей заготовки.
5. Заготовка по п. 1, в которой указанная по меньшей мере одна средняя секция содержит один или большее количество по отдельности сотканных слоев.
6. Заготовка по п. 1, в которой указанная по меньшей мере одна средняя секция содержит два или большее количество слоев, сотканных как единое целое.
7. Заготовка по п. 1, в которой указанная по меньшей мере одна средняя секция содержит волокна основы, не переплетенные с волокнами утка.
8. Заготовка по п. 1, в которой указанные по меньшей мере две внешние секции отогнуты с формированием Т-образной заготовки.
9. Заготовка по п. 8, в которой отогнутые по меньшей мере две внешние секции формируют верхнюю поверхность, лежащую по существу в одной плоскости.
10. Заготовка по п. 9, в которой материал матрицы заполняет зазор таким образом, что верхняя поверхность зазора лежит по существу в одной плоскости с отогнутыми по меньшей мере двумя внешними секциями.
11. Заготовка по п. 10, в которой материал матрицы выбран из группы, состоящей из эпоксида, бисмалеимида, сложного полиэфира, сложного винилэфира, керамики и углерода.
12. Заготовка по п. 1, в которой по меньшей мере две 3D тканых заготовки зафиксированы бок о бок, так что по меньшей мере две соседних стороны по меньшей мере двух 3D тканых заготовок формируют зазор между их базами.
13. Заготовка по п. 12, в которой в зазор, сформированный между базами указанных по меньшей мере двух 3D тканых заготовок, вставлена панель.
14. Заготовка по п. 12, в которой указанные по меньшей мере две 3D тканые заготовки представляют собой Т-образные заготовки, сотканные совместно, для формирования скобы между Т-образными заготовками.
15. Заготовка по п. 1, в которой как первый конец, так и второй конец 3D тканой заготовки разделены по меньшей мере на три секции.
16. Заготовка по п. 1, в которой первый концевой участок 3D тканой заготовки разделен по меньшей мере на три секции, а второй концевой участок 3D тканой заготовки соткан таким образом, что заготовка является П-образной.
17. Заготовка по п. 1, в которой волокна или нити основы и утка изготовлены из материала, выбранного из группы, состоящей из стекла, углерода, керамики, арамида и полиэтилена.
18. Композит, включающий: заготовку по п. 1, и материал матрицы, пропитывающий заготовку.
19. Способ формирования трехмерной (3D) тканой заготовки, имеющей множество тканых слоев, включающий:
формирование первого участка базы, имеющего слои, сотканные как единое целое; и
формирование по меньшей мере одного концевого участка базы, имеющего по меньшей мере три секции, включающие:
по меньшей мере одну среднюю секцию; и
по меньшей мере две внешние секции, имеющие слои, сотканные как единое целое; и
вдавливание или запрессовку указанной по меньшей мере одной средней секции в зазор, образованный между указанными по меньшей мере двумя внешними секциями.
20. Способ по п. 19, в котором указанные по меньшей мере три секции формируют путем разрезания концевого участка заготовки вдоль длины (L) базы.
21. Способ по п. 19, в котором указанные по меньшей мере три секции формируют в процессе тканья концевого участка базы.
22. Способ по п. 19, в котором при тканье заготовки используют перевязочный уток, а указанные по меньшей мере три секции формируют путем исключения перевязочного утка по бокам второго участка базы, что позволяет осуществить разделение при отгибании отдельных ветвей заготовки.
23. Способ по п. 19, в котором один или большее количество слоев указанной по меньшей мере одной средней секции сотканы по отдельности.
24. Способ по п. 19, в котором два или большее количество слоев указанной по меньшей мере одной средней секции сотканы как единое целое.
25. Способ по п. 19, в котором указанная по меньшей мере одна средняя секция содержит волокна основы, не переплетенные с волокнами утка.
26. Способ по п. 25, включающий:
отгибание указанных по меньшей мере двух внешних секций с формированием Т-образной заготовки; и
вдавливание или запрессовку нетканых волокон в зазор между указанными по меньшей мере двумя внешними секциями.
27. Способ по п. 26, в котором поверхность отогнутых частей указанных по меньшей мере двух внешних секций лежит по существу в одной плоскости.
28. Способ по п. 19, в котором по меньшей мере две 3D тканые заготовки фиксируют бок о бок, так что по меньшей мере две соседних стороны указанных по меньшей мере двух 3D тканых заготовок образуют скобу между их базами.
29. Способ по п. 28, в котором в скобу, образованную между базами указанных по меньшей мере двух 3D тканых заготовок, вставляют панель.
30. Способ по п. 28, в котором из указанных по меньшей мере двух 3D тканых заготовок образована П-образная форма.
31. Способ по п. 19, в котором как верхний конец, так и нижний конец 3D тканой заготовки разделены по меньшей мере на три секции.
32. Способ по п. 19, в котором первый концевой участок 3D тканой заготовки разделен по меньшей мере на три секции, а второй концевой участок 3D тканой заготовки соткан таким образом, что заготовка имеет П-образную форму.
33. Способ по п. 19, в котором волокна или нити основы и утка изготовлены из материала, выбранного из группы, состоящей из стекла, углерода, керамики, арамида и полиэтилена.
34. Способ изготовления композита, включающий: формирование заготовки в соответствии со способом по п. 19; и пропитку заготовки материалом матрицы.
35. Способ по п. 27, в котором материал матрицы заполняет зазор таким образом, что поверхность зазора лежит по существу в одной плоскости с отогнутыми частями по меньшей мере двух внешних секций.
36. Способ по п. 35, в котором материал матрицы выбирают из группы, состоящей из эпоксида, бисмалеимида, сложного полиэфира, сложного винилэфира, керамики и углерода.
| US 6446675 B1, 10.09.2002 | |||
| ГИРОСКОП | 2001 |
|
RU2210733C2 |
| СПОСОБ ИНКАПСУЛЯЦИИ ФЕНБЕНДАЗОЛА | 2013 |
|
RU2540479C2 |
| ТРЕХМЕРНАЯ ТКАНАЯ ПАНЕЛЬ С ВЫПОЛНЕННЫМИ ЗА ОДНО ЦЕЛОЕ С НЕЙ ЭЛЕМЕНТАМИ ЖЕСТКОСТИ | 2005 |
|
RU2386733C2 |
| ТКАНАЯ ЗАГОТОВКА, С ВЫПОЛНЕННЫМИ ЗАОДНО ЦЕЛОЕ С НЕЙ ВНЕОСЕВЫМИ ЭЛЕМЕНТАМИ ЖЕСТКОСТИ | 2009 |
|
RU2534505C2 |
| П-ОБРАЗНАЯ ЗАГОТОВКА | 2009 |
|
RU2530378C2 |

