ОПИСАНИЕ ИЗВЕСТНОГО УРОВНЯ ТЕХНИКИ
Настоящее изобретение относится в целом к области усилительных элементов с π-образным сечением из композитного материала, содержащим волокнистое усиление, уплотненное матрицей.
Областью применения являются платформы вентилятора для турбомашин.
Платформы вентилятора турбомашины, в частности турбореактивного двигателя, расположены между лопатками вентилятора в продолжении его входного конуса. Они позволяют, в частности, ограничить с внутренней стороны кольцевой тракт подвода воздуха в вентилятор, причем данный тракт ограничен с внешней стороны корпусом.
Крепление платформы вентилятора на конструкции двигателя может быть осуществлено на уровне ступенек, сформированных в передней и задней частях платформы. В этом случае данные ступеньки располагаются под выступающими краями конструкции двигателя для удерживания платформы путем воздействия центробежной силы, которая обусловлена скоростью вращения вентилятора. Центробежная сила, образующаяся при вращении вентилятора, имеет, кроме того, склонность выгибать платформу в ее центре. Также для обеспечения правильного поведения платформ и недопущения их очень значительных перемещений представляется необходимым придать жесткость этим элементам, дополнительно снабдив их подпорками или лапами, проходящими под их основанием.
Кроме того, применение термоконструкционных композитных материалов, в частности композитных материалов на базе органической матрицы (CMO), стало обычным для выполнения лопаток вентилятора. Действительно, по сравнению с металлическими сплавами такие материалы обладают улучшенной устойчивостью к температурам и имеют меньшую массу.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Таким образом, желательно также располагать платформами вентилятора, в частности усилительные элементы турбомашины, в частности, из композитного материала, но не ограничиваясь термоконструкционным композитным материалом, таким как CMO.
С этой целью, согласно изобретению, предложен способ изготовления усилительного элемента с π-образным сечением из композитного материала, содержащего первую часть, образующую основание, которое содержит ступеньку по меньшей мере на одном из своих продольных концов, и вторую часть, образующую ребро жесткости, имеющее две подпорки, которые проходят от стороны основания и, по меньшей мере, на части его длины; причем способ содержит:
- выполнение путем трехмерного тканья первой совокупности нескольких слоев нитей, соединенных между собой для образования первой части волокнистой заготовки, предназначенной для образования предварительно отформованной заготовки основания;
выполнение путем трехмерного тканья второй совокупности нескольких слоев нитей, соединенных между собой для образования второй части волокнистой заготовки, предназначенной для образования предварительно отформованной заготовки ребра жесткости; причем нити второй совокупности слоев нитей соединены путем тканья с нитями первой совокупности слоев нитей на центральной полосе расцепления, проходящей в продольном направлении между двумя продольными концами первой части волокнистой заготовки и расширяющейся к ее боковым краям на уровне зоны, соответствующей ступеньке основания;
формообразование двух частей волокнистой заготовки для получения волокнистой предварительно отформованной заготовки в виде единой детали, содержащей часть, образующую предварительно отформованную заготовку основания, и часть, образующую предварительно отформованную заготовку ребра жесткости, и
размещение смолы в волокнистой предварительно отформованной заготовке для получения усилительного элемента из композитного материала, содержащего волокнистое усиление, образованное предварительно отформованной заготовкой и уплотненное посредством матрицы.
Способ согласно изобретению предусматривает соединение двух совокупностей слоев нитей вдоль центральной полосы расцепления, расширяющейся на уровне зоны первой части заготовки, соответствующей ступеньке основания. Особенная форма расцепления, которая образуется между двумя совокупностями слоев нитей, позволяет, таким образом, во время формообразования образовывать заготовки подпорок ребра жесткости усилительного элемента, несмотря на присутствие ступеньки. В частности, на уровне данной ступеньки заготовки подпорок могут быть образованы без создания по их длине складок, которые могли бы вызывать явления продольного изгиба.
По сравнению с трехмерным тканьем волокнистой заготовки усилительного элемента в виде единой детали, преимуществом способа согласно изобретению является то, что он значительно более прост в практическом применении. В частности, формообразование частей волокнистой заготовки не требует ни отрезания предварительно отформованной заготовки, ни многочисленных и сложных расположений складок относительно друг друга.
Кроме того, способ согласно изобретению позволяет получить особенно прочную волокнистую предварительно отформованную заготовку, поскольку две части волокнистой заготовки, которые ее образуют, соединены между собой путем тканья. Способ, согласно изобретению, примененный при изготовлении платформы вентилятора турбомашины, способствует, таким образом, обеспечению механических свойств, которые необходимы для такой платформы, в частности на уровне соединения между частью, образующей основание, и частью, образующей ребро жесткости.
Согласно предпочтительной отличительной особенности способа, соединение путем тканья нитей второй совокупности слоев нитей с нитями первой совокупности слоев нитей достигается посредством соответствующего переплетения упомянутых нитей на полосе расцепления. Такое соединение может быть, таким образом, обеспечено без добавления дополнительных нитей, что не допускает повышения жесткости предварительно отформованной заготовке.
Когда держатель усилительного элемента содержит ступеньку на каждом из своих продольных концов, полоса расцепления между нитями первой и второй совокупностей слоев нитей расширяется, предпочтительно, к боковым краям первой части волокнистой заготовки на уровне каждой зоны, соответствующей ступенькам основания. В этом случае, предпочтительно, в передней части зоны, соответствующей передней ступеньке основания, и в задней части зоны, соответствующей задней ступеньке основания, полоса расцепления между нитями первой и второй совокупностей слоев нитей проходит в поперечном направлении на всю ширину упомянутой первой части волокнистой заготовки. Задняя и передняя части в данном случае понимаются относительно направления тканья.
Предпочтительно формообразование включает в себя образование по меньшей мере одной ступеньки путем сгибания двух частей волокнистой заготовки вдоль одной и той же, по существу поперечной, линии сгибания. Аналогично, формообразование второй части волокнистой заготовки содержит, предпочтительно, сгибание частей, расцепленных со второй частью волокнистой заготовки, в направлении, по существу перпендикулярном первой части волокнистой заготовки, таким образом, чтобы образовать две предварительно отформованные заготовки подпорок.
Изобретение также направлено на усилительный элемент с π-образным сечением из композитного материала и содержащий первую часть, образующую основание, которое содержит ступеньку, по меньшей мере, на одном из своих продольных концов, и вторую часть, образующую ребро жесткости, имеющее две подпорки, которые проходят от стороны основания по меньшей мере на части его длины; причем первая часть и вторая часть соединены между собой путем тканья вдоль центральной полосы расцепления, которая проходит в продольном направлении между двумя продольными концами первой части и которая расширяется к ее боковым краям на уровне зоны, соответствующей ступеньке основания.
Усилительный элемент может быть выполнен из композитного материала с органической матрицей.
Согласно отличительной особенности усилительного элемента, первая часть и вторая часть соединены между собой путем соответствующего переплетения нитей, которые их образуют, на полосе расцепления.
Согласно другой отличительной особенности усилительного элемента, в задней части зоны первой части, соответствующей ступеньке основания, полоса расцепления между первой частью и второй частью проходит в поперечном направлении на всю ширину упомянутой первой части.
Первая часть усилительного элемента может содержать ступеньку на каждом из своих продольных концов.
Усилительный элемент может образовывать платформу вентилятора турбомашины.
Изобретение также направлено на турбомашину, оснащенную по меньшей мере одной платформой вентилятора, которая определена выше.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие отличительные особенности и преимущества настоящего изобретения станут видны из нижеследующего описания со ссылкой на прилагаемые фигуры чертежа, на которых изображен пример выполнения, не имеющий никакого ограничительного характера, в том числе:
фиг. 1 представляет собой схематический вид платформы вентилятора турбомашины, созданной способом согласно изобретению;
фиг. 2 очень схематично изображает расположение двух совокупностей слоев нитей в волокнистой заготовке, сотканной путем трехмерного тканья, предназначенной для выполнения волокнистой предварительно отформованной заготовки для платформы, изображенной на фиг. 1;
фиг. 3 и 4 изображают последовательные этапы выполнения волокнистой предварительно отформованной заготовки для платформы, показанной на фиг. 1, на основе волокнистой заготовки, представленной на фиг. 2, и
- фиг. 5, 6 и 7 изображают плоскости утка волокнистой заготовки, представленной на фиг. 2, соответственно, согласно плоскостям V-V, VI-VI и VII- VII.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Изобретение применимо к любому усилительному элементу, имеющему π-образное сечение, который имеет основание, содержащее ступеньку по меньшей мере на одном из его продольных концов и ребро жесткости, содержащее две подпорки, которые проходят от стороны основания.
Изобретение находит, в частности, предпочтительное применение в сфере изготовления платформ вентилятора турбомашины, одна из которых изображена на фиг. 1.
Платформа 10, представленная на фиг. 1, содержит первую часть, образующую основание 12, и вторую часть, образующую ребро жесткости 14. Основание 12 имеет по существу вытянутую форму с верхней стороной 12a и нижней стороной 12b. Данное основание содержит на каждом из своих продольных концов ступеньку 16, т.е. концы изогнуты внутрь вдоль по существу поперечных линий. Эти ступеньки 16 позволяют обеспечить крепление платформы на конструкции турбомашины.
Ребро жесткости 14 платформы содержит две подпорки 18 (или лапы), которые проходят от внутренней стороны 12b основания на всю его длину. Эти подпорки позволяют придать жесткость платформе таким образом, чтобы не допустить какого-либо ее перемещения под воздействием центробежной силы, обусловленной скоростью вращения вентилятора.
Образованная, таким образом, платформа 10 имеет π-образное сечение, показанное пунктирными линиями на фиг. 1.
Фиг. 2 очень схематично изображает волокнистую заготовку 100, на основе которой может быть образована форма волокнистой предварительно отформованной заготовки платформы, перед введением смолы или уплотнением посредством матрицы и возможной механической обработки, для получения платформы вентилятора из композитного материала, как это показано на фиг. 1.
Заготовка 100 содержит первую часть заготовки 102 и вторую часть заготовки 104, полученные путем трехмерного тканья или многослойного тканья, причем на фиг. 2 изображены только оболочки этих двух частей. Первая часть 102 предназначена, после формообразования, для формирования части волокнистой предварительно отформованной заготовки платформы, соответствующей предварительно отформованной заготовке основания. Что касается второй части 104, то она предназначена, после формообразования, для формирования другой части волокнистой предварительно отформованной заготовки платформы, соответствующей предварительно отформованной заготовке ребра жесткости.
Две части заготовок 102, 104 представлены в виде полос, проходящих в целом в направлении X, соответствующем продольному направлению осуществляемой платформы. Две части волокнистых заготовок могут быть одинаковой ширины и одинаковой длины, которые подбираются в зависимости от размеров изготавливаемой платформы.
Две части заготовок 102, 104 сотканы одновременно путем трехмерного тканья без соединения между собой, исключая вдоль центральной полосы, называемой полосой расцепления 106, проходящей в продольном направлении между их двумя продольными концами. Описание примера осуществления соединения между частями заготовок вдоль центральной полосы будет приведено ниже со ссылкой на фиг. 6-8.
На уровне каждого из своих продольных концов центральная полоса расцепления 106 между двумя частями заготовки 102, 104 расширяется к соответствующим противоположным боковым краям 102a, 104a двух частей заготовки на уровне первой и второй зон 108, 110, которые соответствуют месту расположения ступенек основания платформы.
Таким образом, в направлении F продвижения тканья двух частей заготовки 102, 104, изображенном на фигуре, полоса расцепления 106 проходит к переднему концу на всю ширину частей заготовки. Начиная от первой поперечной линии сгибания 108a, соответствующей началу первой зоны 108 (также называемой передней зоной), ширина полосы расцепления сужается до второй поперечной линии сгибания 108b, соответствующей окончанию первой зоны 108. На противоположном конце полоса расцепления между частями заготовки вновь расширяется (в поперечном направлении), начиная от первой поперечной линии сгибания 110a, соответствующей началу второй зоны 110 (называемой также задней зоной), до второй поперечной линии сгибания 110b, соответствующей окончанию второй зоны 110, от которой полоса расцепления проходит на всю ширину частей заготовки.
Как это изображено на фиг. 3, две части волокнистой заготовки 102, 104 согнуты, таким образом, внутрь на уровне определенных выше линий сгибания 108b и 110a (и общих для двух частей заготовки). Сгибание наружу частей заготовки далее осуществляется на уровне других линий сгибания 108a и 110b для придания двум концам волокнистой заготовки формы выступающих краев для закрепления платформы на конструкции двигателя. Ступеньки, таким образом, будут определены участками частей заготовки, которые ограничены между линиями сгибания 108a и 108b для передней ступеньки и линиями сгибания 110a и 110b для задней ступеньки.
Ввиду расцепления между частями волокнистых заготовок за пределами центральной полосы расцепления 106 расцепленные части 112 второй части заготовки 104, таким образом, могут быть вновь согнуты (или отогнуты) внутрь для образования предварительно отформованных заготовок подпорок (фиг. 4).
Особенная форма расцепления между частями заготовки на уровне ступенек позволяет получить предварительно отформованные заготовки подпорок 112, которые не содержат складок на всей своей длине.
Волокнистая предварительно отформованная заготовка изготавливаемой платформы далее получается путем отливки с деформацией первой части волокнистой заготовки для воссоздания форм, повторяющих профили лопаток, между которыми будет установлена платформа. Окончательная форма может быть задана путем деформации предварительно отформованной заготовки перед формовкой или путем механической обработки элемента после формовки. Таким образом, создается предварительно отформованная заготовка с частью предварительно отформованной заготовки основания со своими ступеньками и частью предварительно отформованной заготовки ребра жесткости со своими двумя подпорками (или лапами).
Волокна волокнистой предварительно отформованной заготовки выполнены из материала, выбранного в зависимости от рассматриваемого применения, например, из стекла, углерода или керамики.
Размещение матрицы в волокнистой предварительно отформованной заготовке для получения платформы из композитного материала осуществляется путем удерживания предварительно отформованной заготовки в пресс-форме, по меньшей мере, до затвердевания (или консолидации) предварительно отформованной заготовки. Свойства матрицы подбираются в зависимости от предполагаемого применения, например, органическая матрица, получаемая, в частности, из смолы как исходного вещества полимерной матрицы, такой как эпоксидная смола, бисмалеимид или полиимид, или углеродная матрица, или керамическая матрица. В случае органической матрицы волокнистая предварительно отформованная заготовка пропитывается составом, содержащим смолу как исходное вещество матрицы, перед приданием определенной формы в оснастке или после придания определенной формы; причем пропитка в данном последнем случае осуществляется, например, путем инфузии или процесса типа RTM (Resin Transfer Moulding - трансферное формование). В случае углеродной или керамической матрицы уплотнение может быть осуществлено путем химической инфильтрации в газовой фазе или путем CVI (Chemical Vapor Infiltration - химическая инфильтрация из паровой фазы), или путем пропитки жидким составом, содержащим смолу как исходное вещество углерода или керамики, и термической обработки пиролиза или спекания исходного вещества, причем эти способы хорошо известны.
Механическая обработка платформы для придания ей окончательных размеров осуществляется после инжекции/уплотнения волокнистой предварительно отформованной заготовки.
Со ссылкой на фиг. 5-7, далее будет приведено описание примера трехмерного тканья волокнистой заготовки 100 и особенно соединения между частями заготовок 102, 104 вдоль центральной полосы 106.
Данные фиг. 5, 6 и 7 представляют собой очень схематические виды плоскостей утка волокнистой заготовки 100, представленной на фиг. 2, соответственно, в плоскостях V-V, VI-VI и VII-VII. Под плоскостью утка волокнистой заготовки понимается плоскость, перпендикулярная нитям основы, содержащим столбец уточных нитей.
Плоскость утка V-V соответствует плоскости, взятой на половине расстояния между двумя продольными концами волокнистой заготовки. Плоскость утка VI-VI взята на уровне зоны 110, соответствующей месту расположения задней ступеньки основания платформы, в то время как плоскость утка VII-VII взята на задней части зоны 110 (в направлении F продвижения тканья).
Волокнистая заготовка 100 содержит, между своими внешней 114а и внутренней 114b сторонами, девять слоев нитей основы с1-c9 и девять слоев нитей утка t1-t9 с двойным перекрещиванием между нитями группы нитей утка t2-t5 и нитями группы нитей утка t6-t9 в зонах перекрещивания 116a и 116b.
Расцепления 118a, 118b, обозначенные линиями на фиг. 5-7, расположены между соседними слоями нитей основы, в данном случае между слоями c5 и c6; причем эти расцепления проходят в боковых частях волокнистой заготовки 100 между ее противоположными боковыми краями 100a, 100b и зонами перекрещивания 116a, 116b. Эти расцепления выражаются в отсутствии нитей утка, пересекающих их для соединения между собой нитей основы, расположенных с одной и другой стороны расцеплений.
Зоны перекрещивания 116a, 116b ограничивают между ними центральную полосу расцепления 106, вдоль которой соединены две части заготовки. Таким образом, как изображено на фиг. 6, зоны перекрещивания 116a, 116b в большей мере разнесены друг от друга в плоскости утка VI-VI, представленной на фиг. 2, чем в плоскости утка V-V. Из этого следует расширение назад полосы расцепления между двумя частями заготовки. Аналогично, на фиг. 7, соответствующей плоскости утка VII-VII, представленной на фиг. 2, далее отсутствует расцепление между двумя частями заготовки, в результате чего они соединены между собой по всей их ширине для образования одной и той же совокупности слоев нитей.
Как ранее указывалось, после тканья волокнистой заготовки 100 части 120, 122 заготовки, смежные с расцеплениями 118a, 118b и внутренней стороной 114b, развернуты внутрь для образования предварительно отформованных заготовок подпорок 112.
Безусловно, количество слоев нитей основы и нитей утка в различных частях предварительно отформованной заготовки (основании и подпорках) могут отличаться от количества согласно изображенному примеру после осуществления трехмерного тканья в каждой из этих частей.
Кроме того, количество нитей в группах нитей, которые перекрещиваются два раза, смогут также отличаться от количества согласно изображенному примеру с того момента, когда имеется по меньшей мере одна нить в каждой группе. В частности, отсутствует необходимость, чтобы все нити утка, задействованные в тканье подпорок предварительно отформованной заготовки, были задействованы в двойном перекрещивании с нитями утка, задействованными в тканье основания.
В качестве альтернативного варианта, соединение между частями заготовок 102, 104 волокнистой заготовки вдоль полосы расцепления 106 могло бы быть осуществлено путем добавления дополнительных нитей (например, путем шитья или сшивания).
И наконец, согласно варианту осуществления, описание которого было приведено ранее, основа и уток смогут, безусловно, менять направление.
В более общем плане также будет отмечено, что образованное в данном тканье расцепление сможет быть получено другими известными способами, в частности путем расцепления в оболочке без перекрещивания нитей двух совокупностей слоев нитей.
Например, волокнистая конструкция сможет содержать часть, соответствующую центральной полосе расцепления, описание которой приведено ранее, образованную путем трехмерного тканья с оболочкой двойного ластика, соединяющей слои нитей на всю толщину волокнистой конструкции, и две части, соответствующие подпоркам платформы, для которых два соседних слоя нитей (например, слои с5 и с6, показанные на фиг. 5) более не переплетаются для соединения множества слоев вглубь конструкции, но сотканы путем атласного плетения поверхности для образования двух расцепленных частей предварительно отформованной заготовки.



Изобретение относится к способу изготовления усилительного элемента (10) с π-образным сечением из композитного материала; причем способ включает в себя осуществление путем трехмерного тканья первой совокупности слоев нитей, соединенных между собой для образования первой части волокнистой заготовки (102), предназначенной для образования предварительно отформованной заготовки основания, осуществление путем трехмерного тканья второй совокупности слоев нитей, соединенных между собой для образования второй части волокнистой заготовки (104), предназначенной для образования предварительно отформованной заготовки ребра жесткости; причем нити второй совокупности соединены путем тканья с нитями первой совокупности на первой центральной полосе расцепления (106), расширяющейся в направлении боковых краев (102a) первой части волокнистой заготовки на уровне зоны (108, 110), соответствующей ступеньке основания; причем формообразование двух частей волокнистой заготовки для получения волокнистой предварительно отформованной заготовки (100) в виде единой детали содержит часть, образующую предварительно отформованную заготовку основания, и часть, образующую предварительно отформованную заготовку ребра жесткости, и размещение смолы в волокнистой предварительно отформованной заготовке посредством матрицы. Изобретение также относится к усилительному элементу с π-образным сечением, выполненному при помощи способа. 3 н. и 10 з.п. ф-лы, 7 ил.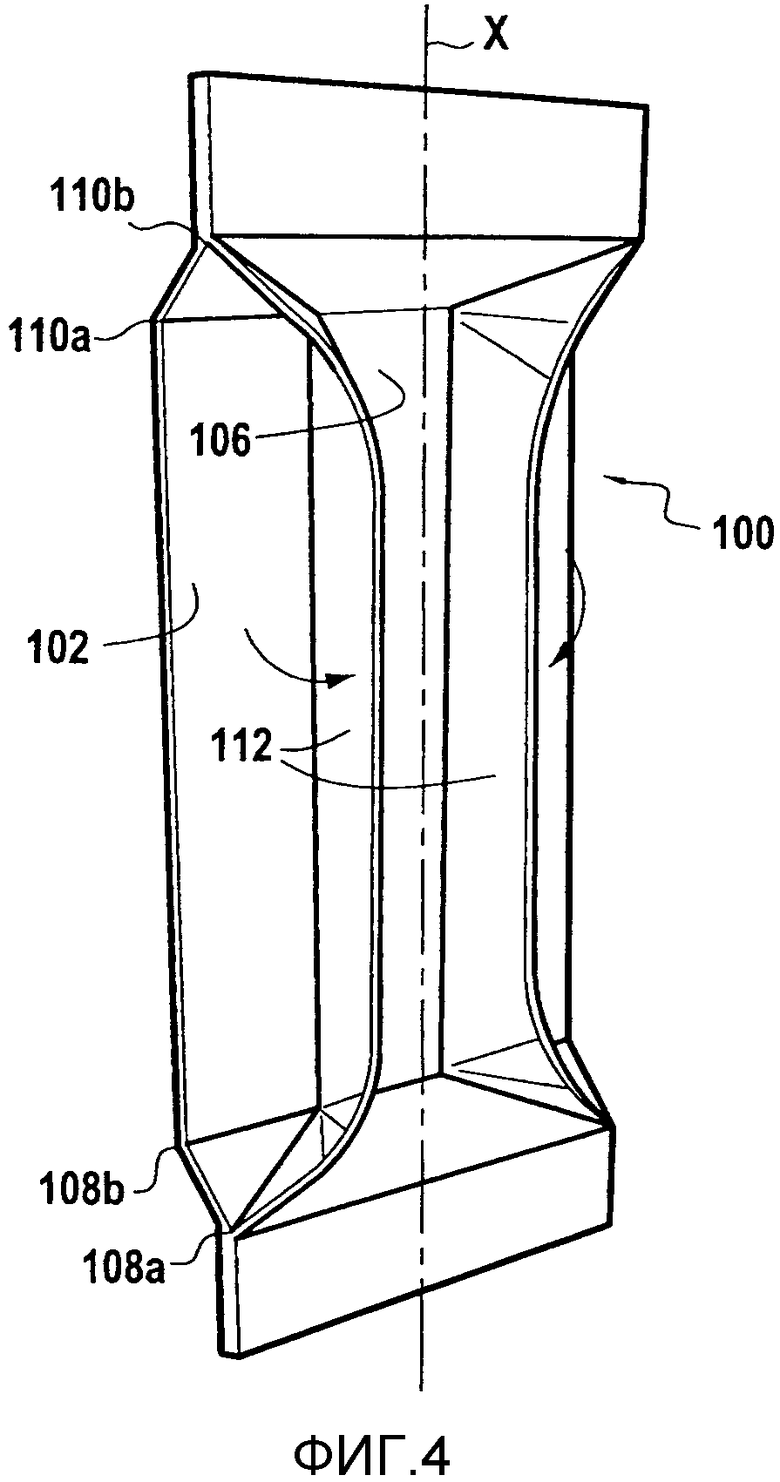
1. Способ изготовления усилительного элемента (10) с π-образным сечением из композитного материала, содержащего первую часть, образующую основание (12), которое содержит ступеньку (16) по меньшей мере на одном из своих продольных концов, и вторую часть, образующую ребро жесткости (14), имеющее две подпорки (18), которые проходят от стороны (12b) основания и, по меньшей мере, на части его длины; причем способ содержит:
выполнение путем трехмерного тканья первой совокупности нескольких слоев нитей, соединенных между собой для образования первой части волокнистой заготовки (102), предназначенной для образования предварительно отформованной заготовки основания;
выполнение путем трехмерного тканья второй совокупности нескольких слоев нитей, соединенных между собой для образования второй части волокнистой заготовки (104), предназначенной для образования предварительно отформованной заготовки ребра жесткости; причем нити второй совокупности слоев нитей соединены путем тканья с нитями первой совокупности слоев нитей на центральной полосе расцепления (106), проходящей в продольном направлении между двумя продольными концами первой части волокнистой заготовки и расширяющейся к ее боковым краям (102а) на уровне зоны (108, 110), соответствующей ступеньке основания;
формообразование двух частей волокнистой заготовки для получения волокнистой предварительно отформованной заготовки (100) в виде единой детали, содержащей часть, образующую предварительно отформованную заготовку основания, и часть, образующую предварительно отформованную заготовку ребра жесткости, и
размещение смолы в волокнистой предварительно отформованной заготовке посредством матрицы для получения усилительного элемента из композитного материала, содержащего волокнистое усиление, образованное предварительно отформованной заготовкой и уплотненное посредством матрицы.
2. Способ по п. 1, отличающийся тем, что соединение путем тканья нитей второй совокупности слоев нитей с нитями первой совокупности слоев нитей получают путем соответствующего переплетения упомянутых нитей на полосе расцепления.
3. Способ по п. 1, отличающийся тем, что, когда основание усилительного элемента содержит ступеньку на каждом из своих продольных концов, полоса расцепления между нитями первой и второй совокупности слоев нитей расширяется к боковым краям первой части волокнистой заготовки на уровне каждой зоны, соответствующей ступенькам основания.
4. Способ по п. 3, согласно которому в передней части зоны, соответствующей передней ступеньке основания, и в задней части зоны, соответствующей задней ступеньке основания, полоса расцепления между нитями первой и второй совокупностей слоев нитей проходит в поперечном направлении на всю ширину упомянутой первой части волокнистой заготовки.
5. Способ по п. 1, отличающийся тем, что формообразование содержит образование по меньшей мере одной ступеньки путем сгибания двух частей волокнистой заготовки вдоль одной и той же, по существу, поперечной линии сгибания (108b, 110a).
6. Способ по любому из пп. 1-5, отличающийся тем, что формообразование второй части волокнистой заготовки содержит сгибание частей (112), расцепленных со второй частью волокнистой заготовки в направлении, по существу, перпендикулярном первой части волокнистой заготовки, таким образом, чтобы образовать две предварительно отформованные заготовки подпорок.
7. Усилительный элемент (10) с π-образным сечением из композитного материала, содержащий первую часть, образующую основание (12), которое содержит ступеньку (16) по меньшей мере на одном из своих продольных концов, и вторую часть, образующую ребро жесткости (14), имеющее две подпорки (18), которые проходят от стороны (12b) основания и, по меньшей мере, на части его длины, отличающийся тем, что первая часть и вторая часть соединены между собой путем тканья вдоль центральной полосы расцепления (106), которая проходит в продольном направлении между двумя продольными концами первой части и которая расширяется к ее боковым краям (102a) на уровне зоны (108, 110), соответствующей ступеньке основания.
8. Усилительный элемент по п. 7, отличающийся тем, что он выполнен из композитного материала с органической матрицей.
9. Усилительный элемент по п. 7, отличающийся тем, что первая часть и вторая часть соединены между собой путем соответствующего переплетения нитей, которые их образуют, на полосе расцепления.
10. Усилительный элемент по п. 7, отличающийся тем, что в задней части зоны первой части, соответствующей ступеньке основания, полоса расцепления между первой частью и второй частью проходит в поперечном направлении на всю ширину упомянутой первой части.
11. Усилительный элемент по любому из пп. 7-10, отличающийся тем, что первая часть содержит ступеньку на каждом из своих продольных концов.
12. Усилительный элемент по любому из пп. 7-10, отличающийся тем, что он образует платформу вентилятора турбомашины.
13. Турбомашина, оснащенная по меньшей мере одной платформой вентилятора по п. 12 или изготовленной способом по любому из пп. 1-6.
| US 6874543 B2, 05.04.2005 | |||
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| EP 0309658 A1, 05.04.1989 | |||
| ПЛОСКАЯ ТКАНЬ ДЛЯ ФОРМИРОВАНИЯ СТРУКТУРЫ, ИМЕЮЩЕЙ ТРЕХМЕРНУЮ КОНФИГУРАЦИЮ | 2002 |
|
RU2225902C1 |

