бласть техники
Настоящее изобретение относится к способу обращения с бумагой тиссью, в частности, с типом бумаги тиссью, которая поставляется в виде стопки сложенных отдельных листов для использования в подгузниках. В частности, настоящее изобретение относится к способам сжатия такой бумаги для формирования сжатых пачек бумаги тиссью и к полученным пачкам бумаги тиссью.
Уровень техники
Стопки впитывающей бумаги используются для предоставления пользователям тонколистового материала для протирки, сушки и или очистки. Обычно стопки бумаги тиссью предназначены для вставки в подгузник, что облегчает подачу бумаги тиссью конечному пользователю. Кроме того, стопки предусматривают удобную форму для транспортировки сложенной бумаги тиссью. Для этого стопки часто предусмотрены с упаковкой, чтобы удерживать и защищать стопку во время транспортировки и хранения.
Соответственно, предлагаются пачки, содержащие стопку бумаги тиссью и соответствующую упаковку. При транспортировке упаковок, содержащих бумагу тиссью, предпочтительно уменьшить объем транспортируемого материала. Обычно объем упаковки со стопкой бумаги тиссью включает значительные объемы воздуха между блоками и внутри блоков бумаги тиссью. Следовательно, возможна значительная экономия затрат, если можно уменьшить объем упаковки, чтобы можно было транспортировать большие количества бумаги тиссью, например, для одного грузового поддона или фуры.
Кроме того, при заполнении подгузника для обеспечения бумаги тиссью для пользователей, предпочтительно уменьшить объем стопки, вводимой в подгузник, чтобы большее количество бумаги тиссью можно было вставить в фиксированный вмещающий объем в подгузнике. Если большее количество бумаги тиссью может быть вставлено в подгузник, нужно будет реже повторно заполнять подгузник. Это дает возможность экономии затрат с точки зрения поддержания рабочего состояния подгузника.
Пример типа бумаги, к которому относится настоящее изобретение, предлагается в документе WO2012/087211, содержание которого введено в настоящий документ в качестве ссылки во всей полноте. В этом документе подробно поясняется необходимость и преимущества дополнительного сжатия стопок бумаги тиссью. Также подробно описаны различные типы бумаги тиссью, к которым это применимо, и соответствующие способы сложения бумаги с расположением чередующимися слоями. Тем не менее, хотя указано, что такие стопки могут быть сжаты до относительно высокой плотности, не решаются некоторые проблемы, связанные со сжатием стопки до степени выше ранее принятых значений.
Одной из трудностей, которые могут встречаться при выполнении такого способа, является необходимость введения дополнительного сжимающего элемента в существующую производственную линию. Обычные способы производства для изготовления таких стопок бумаги тиссью предусматривают линейную транспортировку пачек сложенной в стопку бумаги тиссью через ряд сжимающих вальцов или валиков вдоль пути сжатия. Чем больше сжатие, тем длиннее должен быть путь сжатия. Для таких существующих устройств неочевидно, что может быть введен этап дополнительного сжатия.
Другая трудность связана с тенденцией повреждения или сминания верхнего или нижнего слоя бумаги из-за высокого давления, прикладываемого по мере того, как вальцы или валики продолжают транспортировать стопку или блок бумаги тиссью. В частности, для блока длиной более 1,5 м первая часть блока может быть сжата равномерно, в то время как задняя часть блока может постоянно деформироваться. Такое сминание выглядит неприглядно и дополнительно может влиять на требуемую простоту извлечения. Фактическое повреждение бумаги тиссью может нарастать по ходу производства и в конечном итоге приводит к повреждению устройства.
Сущность изобретения
Для вариантов осуществления настоящего изобретения было обнаружено, что улучшенная пачка бумаги тиссью может быть получена путем сжатия стопки двухэтапным способом. Соответственно, предлагается способ формирования пачки, содержащей стопку сложенной впитывающей бумаги тиссью, способ включает: формирование стопки сложенной впитывающей бумаги; сжатие стопки до первоначальной плотности на первом этапе сжатия; обертывание стопки первый раз в удерживающую обертку для формирования первоначальной пачки и сохранения первоначальной плотности; затем применение этапа второго сжатия для сжатия стопки до окончательной плотности, которая выше первоначальной плотности; и обертывание стопки второй раз для формирования окончательной пачки и сохранения окончательной плотности.
В одном варианте осуществления стопка обертывается второй раз в окончательную обертку, которая отличается от удерживающей обертки. Это позволяет использовать простую обертку в качестве удерживающей обертки, в то время как значительно более прочная обертка может быть использована для обертывания плотной пачки и сохранения окончательной плотности. Понятно, что бумага тиссью будет подвержена до некоторой степени отпружиниванию после сжатия, и что обертка должна оказывать сопротивление этому отпружиниванию. Кроме того, следует отметить, что ссылку на первоначальную плотность и окончательную плотность следует понимать, как плотность после возникновения отпружинивания относительно обертки. Стопка, таким образом, может быть сжата до несколько большей плотности, и предполагается несколько меньшая плотность, когда она разожмется, насколько допускает обертка. Плотность в сжатом состоянии при завершении этапа сжатия может составлять величину на 4%-40% выше, чем плотность в обернутом состоянии после отпружинивания, в зависимости от компоновки и эффективности операции обертывания. В одном варианте осуществления это избыточное сжатие может составлять примерно 20-25%.
Если стопка обернута в окончательную обертку, удерживающая обертка может быть либо удалена, либо остается на месте. Удаление удерживающей обертки может осуществляться до, во время или после этапа второго сжатия и может достигаться посредством разрезания, разрывания или иного развертывания первоначальной обертки.
В альтернативном варианте осуществления стопка обертывается второй раз посредством повторного обертывания удерживающей обертки. Это может достигаться путем захвата, т.е., сгибания и складывания удерживающей обертки, чтобы она была пригнана неплотно. Удерживающая обертка может быть склеена любым подходящим средством, включая адгезив, термосклеивание или дополнительные элементы, такие как лента. Если удерживающая обертка используется в качестве окончательной обертки, она должна быть достаточно прочной, чтобы выдерживать давление отпружинивания, оказываемое стопкой. Для этого используется высокопрочная бумага, такая как бумага на основе целлюлозы из первичного сырья с весом по меньшей мере 70 г/м2, предпочтительно - по меньшей мере 80 г/м2 и даже более 90 г/м2 и прочностью на разрыв в направлении вдоль высоты H стопки по меньшей мере 3,5 кН/м2, предпочтительно - по меньшей мере 4,5 кН/м2, наиболее предпочтительно - по меньшей мере 5,5 кН/м2.
Первоначальной плотностью может быть любая плотность, которая является подходящей исходной точкой для достижения окончательной плотности. Она также будет зависеть от сорта упаковываемой бумаги тиссью, как будет дополнительно указано далее. Во многих случаях это будет плотность, которая достигается с помощью существующего этапа сжатия известного уровня техники. С другой стороны, преимущества могут быть достигнуты путем снижения или повышения сжатия на первом этапе при условии, что окончательная плотность является основной целью. В некоторых вариантах осуществления первоначальная плотность составляет более 0,15 г/см3, но менее 0,3 г/см3, в зависимости от сорта бумаги. Более конкретно, для структурированной бумаги тиссью первоначальная плотность может составлять менее 0,2 г/см3, для гибридной бумаги тиссью плотность может быть менее 0,25 г/см3 и для крепированной бумаги тиссью первоначальная плотность может быть менее 0,3 г/см3.
Кроме того, окончательная плотность будет зависеть от сорта упаковываемой бумаги тиссью. В одном варианте осуществления бумагой тиссью является структурированная бумага, и окончательная плотность выше 0,2 г/см3, опционально - выше 0,25 г/см3 и даже выше 0,3 г/см3. В другом варианте осуществления бумагой тиссью является гибридная бумага, и окончательная плотность выше 0,25 г/см3, опционально - выше 0,3 г/см3 и даже выше 0,4 г/см3. В другом варианте осуществления бумагой тиссью является крепированная бумага тиссью, и окончательная плотность составляет выше 0,3 г/см3, опционально - выше 0,35 г/см3 и даже выше 0,45 г/см3. В большинстве случаев она будет выше 0,3 г/см3, опционально - выше 0,4 г/см3 и даже выше 0,5 г/см3.
В одном варианте осуществления стопка сжимается в направлении по высоте во время второго сжатия, и окончательная пачка имеет высоту менее 70% от первоначальной пачки, предпочтительно - менее 60%, и опционально - даже менее 50% от первоначальной рыхлой пачки. Эти значения могут быть достигнуты применением сжатия с давлением выше 120 кН/м2, предпочтительно - выше 160 кН/м2, и опционально - выше 225 кН/м2. Следует отметить, что упомянутые здесь и далее значения давления представляют собой расчетные средние значения, основанные на конструкции устройства и усилиях, которые возникают в этом устройстве. Фактические значения в пределах самой бумаги будут переходными и могут отличаться от этих средних значений.
По одному аспекту настоящего изобретения этап второго сжатия происходит в момент или в местоположении, отличающемся от времени и местополоджения этапа первого сжатия. Например, первоначальная пачка может удерживаться собранной только посредством удерживающей обертки, а не сжимающего устройства. Предпочтительным результатом этапа первого обертывания и удерживающей обертки является то, что изделие, полученное на этапе первого обертывания, является прочным изделием, которое может храниться и/или транспортироваться требуемым образом. С точки зрения логистики это делает этап второго сжатия независимым от остального способа изготовления бумаги тиссью, в отличие от потенциально приводящего к ограничениям звена в производственной цепи.
Во многих способах производства первоначальная пачка будет иметь форму удлиненного блока с длиной, соответствующей ширине линии по производству бумаги тиссью. Способ может включать разрезание блока поперек его удлиненного размера для формирования нескольких упаковок бумаги тиссью. Типичный блок будет иметь длину более 1,5 м, обычно от примерно 1,8 до 2,6 м и может быть разрезан на 8-12 отдельных пачек, хотя будет понятно, что это будет зависеть от требуемой фактической ширины бумаги тиссью.
В одном варианте осуществления блок разрезается на пачки бумаги тиссью после этапа второго сжатия. Однако не исключено, что блок будет разрезан между этапами первого и второго сжатия, и что этап второго сжатия и окончательное обертывание выполняются для отдельных пачек.
Способ может быть осуществлен для любой формы бумаги тиссью. Термин "бумага тиссью" в настоящем документе следует понимать, как относящийся к мягкой впитывающей бумаге с основным весом менее 65 г/м2 и обычно от 10 до 50 г/м2. Ее плотность в несжатом состоянии обычно составляет менее 0,30 г/см3, предпочтительно - от 0,08 до 0,20 г/см3. Волокна, содержащиеся в этой бумаге, представляют собой главным образом волокна пульпы из химической пульпы (целлюлозы), механической (древесной) пульпы, термо-механической пульпы (ТММ), химико-механической пульпы и/или химико-термо-механической пульпы (CTMP). Бумага тиссью дополнительно может содержать другие типы волокон, повышающие, например, прочность, впитываемость или мягкость бумаги. Впитывающая бумага тиссью может содержать волокно вторичной переработки или первичное волокно или их комбинацию.
По одному аспекту предложенного в настоящем документе способа впитывающая бумага тиссью может представлять собой крепированный материал, структурированную бумагу тиссью или комбинацию по меньшей мере крепированного материала и по меньшей мере материала из структурированной бумаги тиссью. Материал из структурированной бумаги тиссью представляет собой полотно бумаги с трехмерной структурой. Материалом из структурированной бумаги тиссью может быть материал, изготовленный по технологии TAD (сквозное просушивание воздухом), по технологии UCTAD (сквозное просушивание воздухом без крепирования), по технологии ATMOS (Усовершенствованная система профилирования бумаги), по технологии NTT (Новая бумажная технология компании Valmet Technologies), или посредством комбинации любых из этих материалов. Комбинированный материал представляет собой бумагу тиссью, содержащую по меньшей мере два слоя, причем один слой из первого материала, а второй слой из второго материала, отличающегося от первого материала.
Опционально, бумагой тиссью может являться гибридная бумага. В настоящем описании она определяется, как комбинированный материал, содержащий по меньшей мере один слой материала из структурированной бумаги тиссью и по меньшей мере один слой крепированного материала. Предпочтительно, слоем структурированной бумаги может быть слой материала, изготовленного по технологии TAD или ATMOS. В частности, эта комбинация может состоять из структурированной бумаги тиссью и крепированной бумаги тиссью, предпочтительно состоять из одного слоя структурированной бумаги и одного слоя крепированной бумаги тиссью, например, эта комбинация может состоять из одного слоя материала по технологии TAD или ATMOS и одного слоя крепированного материала. Пример TAD предложен в документе US 5 5853 547; ATMOS в документах US 7 744 726, US 7 550 061 и US 7 527 709; и UCTAD в документе EP 1 156 925.
Опционально, комбинированный материал может содержать другие материалы, помимо упомянутых выше, например, такие как нетканый материал. В альтернативном варианте бумага тиссью может не содержать нетканого материала.
Сложенная бумага может быть предусмотрена в любом соответствующем формате, требуемом конечным пользователем. Обычно бумага сложена с чередованием слоев, чтобы облегчить извлечение. Слои могут чередоваться в V, M или Z конфигурации.
Как указано выше, первоначальная пачка может быть предусмотрена в форме удлиненного блока. В этом случае этап второго сжатия может осуществляться путем транспортировки этого блока вдоль пути сжатия. В этом контексте под путем сжатия подразумевается путь, при прохождении вдоль которого блок постепенно сжимается. Путь сжатия может быть определен вальцами или валиками, которые сжимают блок по мере того, как он перемещается вдоль пути сжатия. Обертывание также может происходить по мере того, как блок перемещается вдоль этого пути. Эти пути отличаются тем, что передний конец блока может сжиматься более длительное время, чем задний конец блока. Для блока без обертки это может привести к деформации верхней и нижней поверхностей. Если блок все-таки обернут удерживающей оберткой, такая деформация может быть снижена или устранена.
Будет понятно, что блок может быть дополнительно сжат при способе серийного производства, т.е. путем сжатия в стационарной ситуации в прессе. В частности, поскольку этап второго сжатия может быть отделен по времени от этапа первого сжатия, может быть применена разная логистика, и постоянная скорость линии по производству бумаги тиссью не должна влиять на этап второго сжатия периодического типа. Например, этап первого сжатия может происходить непрерывно, в то время как этап второго сжатия может происходить периодически.
Варианты осуществления настоящего изобретения дополнительно относятся к пачке бумаги тиссью, содержащей стопку чередующихся листов впитывающей бумаги, обернутую в обертку для формирования плотной окончательной пачки и сжатую посредством двухэтапного способа сжатия, как указано выше и далее в настоящем документе. Пачка предпочтительно имеет окончательную плотность, которая для структурированной бумаги тиссью выше 0,2 г/см3, опционально - выше 0,25 г/см3 и даже выше 0,3 г/см3. Для гибридной бумаги тиссью окончательная плотность может быть выше 0,25 г/см3, опционально - выше 0,3 г/см3 и даже выше 0,4 г/см3. В случае крепированной бумаги тиссью, окончательная плотность может быть выше 0,3 г/см3, опционально - выше 0,35 г/см3 и даже выше 0,45 г/см3.
Пачка бумаги может по-разному отличаться от существующих пачек. Она не только более сильно сжата, но она более равномерно сжата вдоль ее длины. Кроме того, в результате этапа повторного обертывания первоначальная удерживающая обертка может быть обжата для плотного обертывания пачки и для сохранения окончательной плотности.
Другие преимущества и отличия вариантов осуществления настоящего изобретения относительно существующих способов и изделий будут очевидны в свете следующего подробного описания.
Краткое описание чертежей
Настоящее изобретение будет описано более подробно со ссылкой на сопроводительные чертежи, на которых:
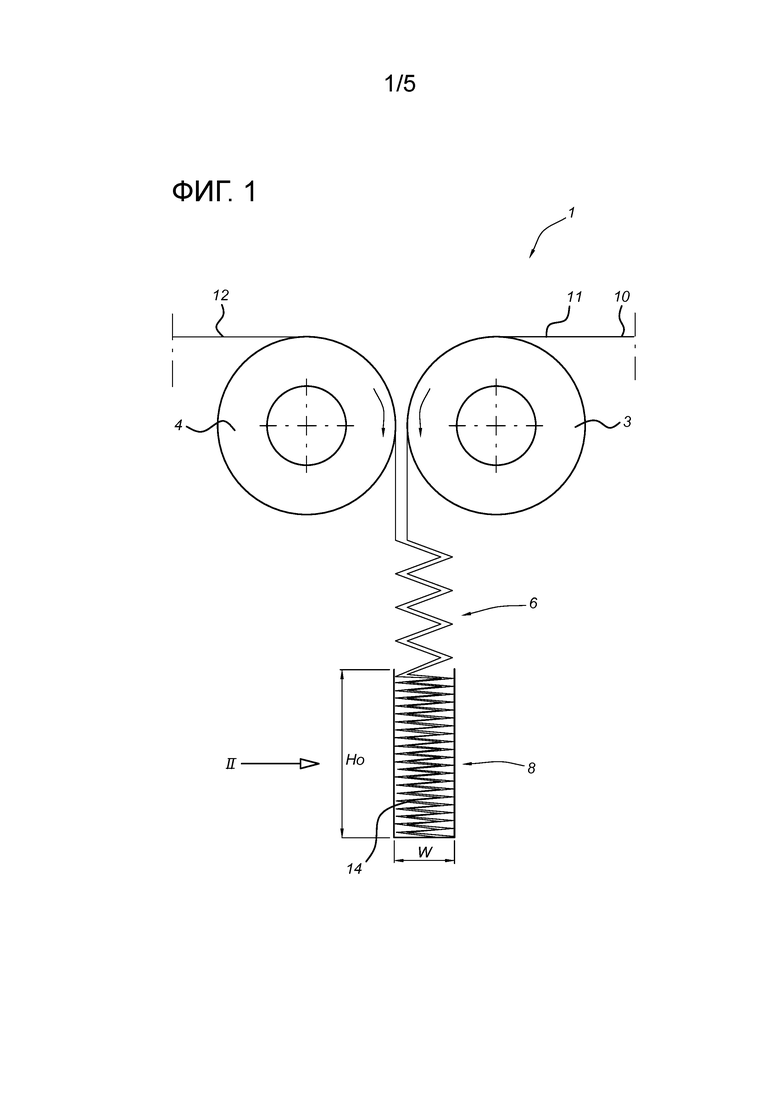
На фиг.1 схематично показан вид сбоку выходной части обычного устройства для изготовления бумаги тиссью;
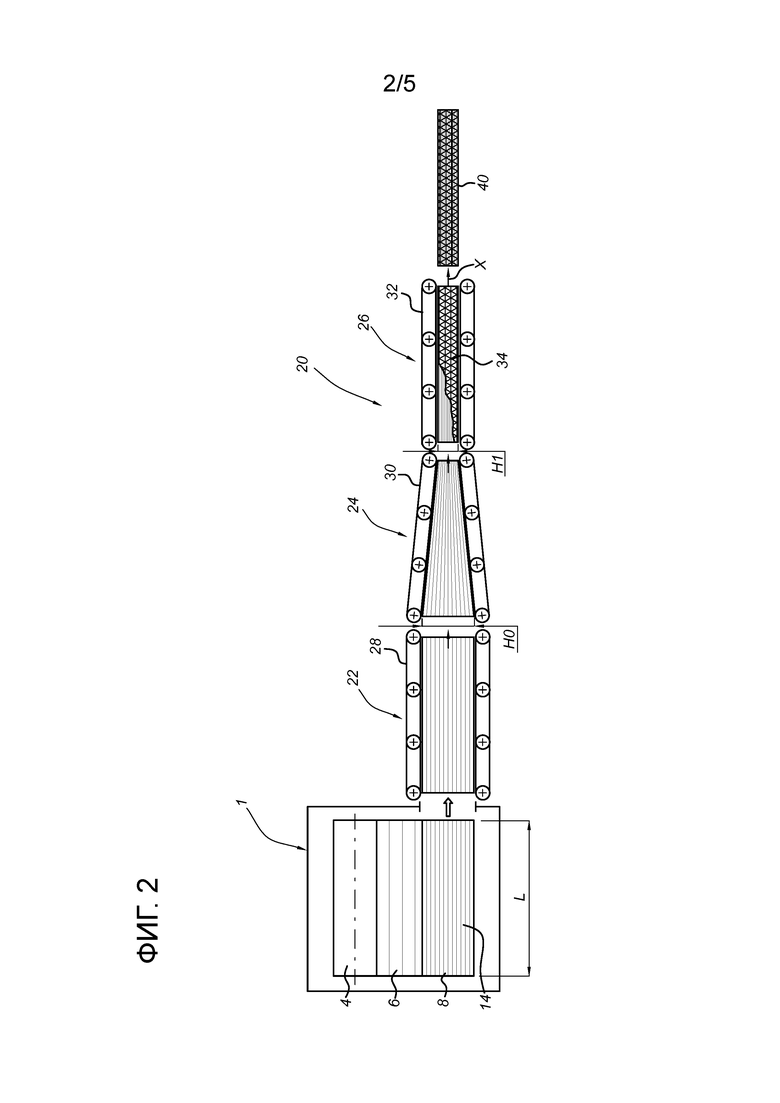
На фиг.2 приведен схематичный вид в направлении II по фиг.1;
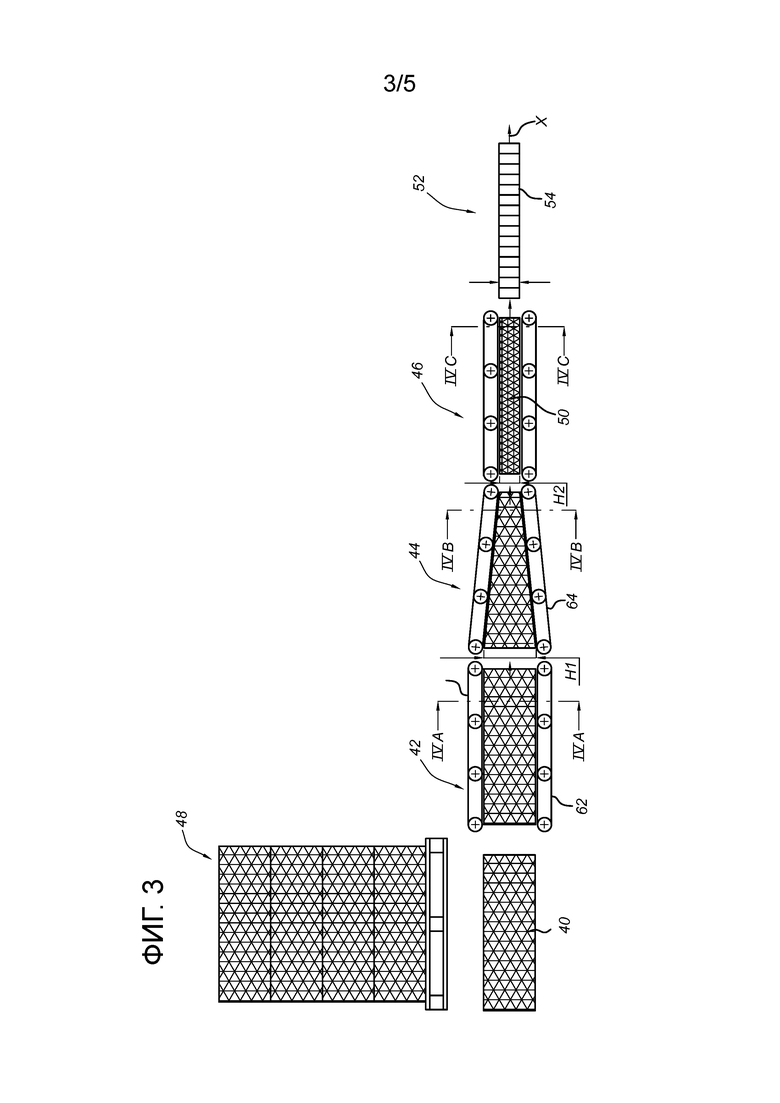
На фиг.3 приведен схематичный вид рабочего способа по настоящему описанию.
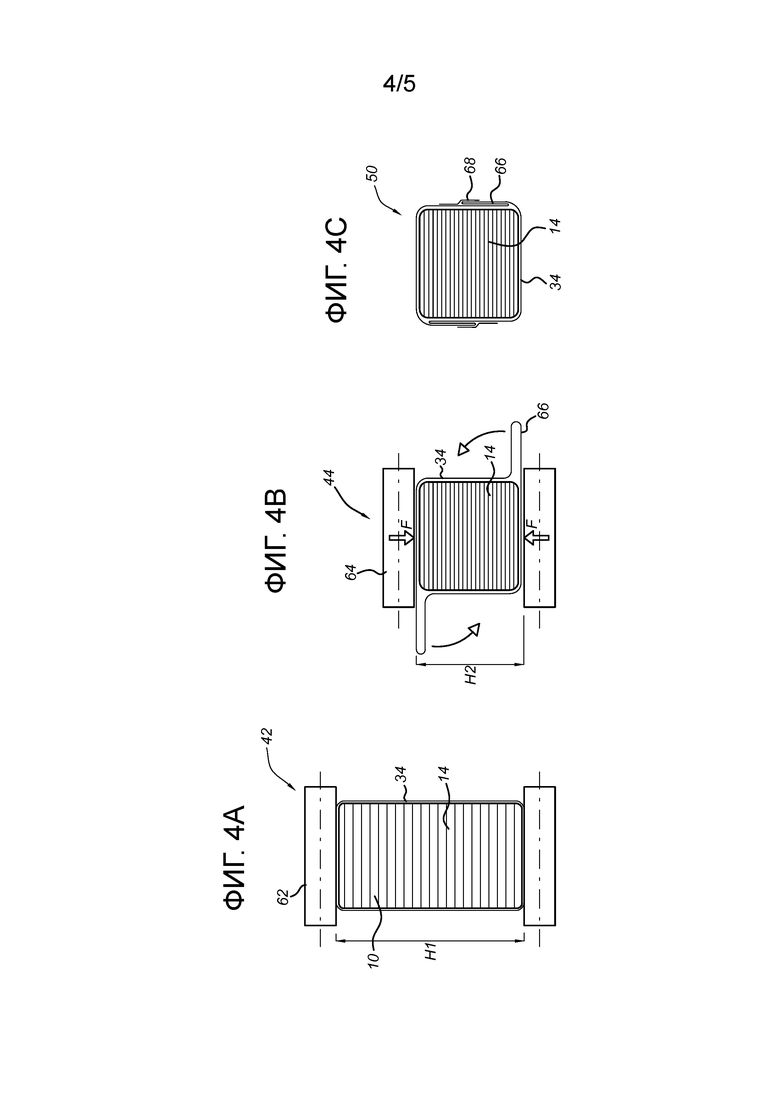
На фиг.4a-c показаны виды в разрезе станций по фиг.3 в направлениях IVa, IVb и IVc, соответственно; и
На фиг.5-7 представлены альтернативные способы обертывания окончательной пачки на станциях по фиг.3.
Подробное описание
На фиг.1 схематично показан вид сбоку выходной части обычного устройства 1 для изготовления бумаги тиссью, которое может быть использовано по настоящему изобретению. В этом варианте осуществления устройство 1 предназначено для изготовления 2-слойной крепированной бумаги тиссью 10 в соответствии с номером 140299 по артикулу SCA, каждый из слоев составляет 18 г/м2. Тем не менее, специалистам понятно, что дополнительно может быть использована любая другая подходящая бумага тиссью.
Устройство 1 обеспечивает на выходе два полотна 11, 12 бумаги тиссью 10, которые проходят вокруг выходных вальцов 3, 4 и режутся и складываются вместе на гибочной станции 6. Бумага 10, поступающая от соответствующих полотен 11, 12 складывается вместе в Z-формате со складками соответствующих полотен 11, 12, расположенных вместе с чередованием, как известно в этой области техники. Сложенная бумага 10 собирается в виде стопки 14 на станции 8 укладывания, пока стопка не достигнет высоты H0 в несжатом состоянии, которая в этом случае составляет примерно 130 мм. Стопка 14 обладает шириной W стопки, которая в этом случае составляет примерно 85 мм, что является стандартизированным размером для использования в некоторых бумажных подгузниках. Эти размеры безусловно могут быть отрегулированы в соответствии с материалом бумаги тиссью, способом и/или требуемым конечным использованием.
На фиг.2 приведен схематичный вид в направлении II по фиг.1 по ходу выполнения способа для устройства 1. Будет понятно, что устройство 1 является сложным с большим числом компонентов, чем показано и описано, поскольку в ином случае они не будут соответствовать настоящему изобретению.
На фиг.2 валец 4 показан выше гибочной станции 6 и станции 8 укладывания. Полотна 11, 12 бумаги, вальцы 3, 4, гибочная станция 6 и станция 8 укладывания обладают эффективной шириной L, которая определяет длину стопки 14. В этом варианте осуществления эта длина L составляет 2200 мм, хотя специалисту будет понятно, что она может меняться, что определяется устройством и/или конечным использованием.
Со стопкой 14 совмещена линия 20 сжатия и обертывания, содержащая первую транспортировочную станцию 22, первую станцию 24 сжатия и первую станцию 26 обертывания. Первая транспортировочная станция 22 содержит первые транспортировочные валики 28, которые зацепляют стопку 14 и перемещают ее вбок из устройства 1 в направлении X. Это происходит, когда стопка 14 достигает высоты H0 в несжатом состоянии. Для облегчения этого перемещения могут присутствовать дополнительные вальцы, захваты, направляющие и транспортировочные средства. Стопка 14 переходит в боковом направлении X через первую станцию 24 сжатия, на которой первые сжимающие валики 30 сжимают стопку 14 для уменьшения ее высоты от высоты H0 в несжатом состоянии до первоначальной высоты H1, которая в этом варианте осуществления составляет примерно 120 мм.
На первой станции 26 обертывания дополнительные транспортировочные валики 32 перемещают стопку 14 в боковом направлении X, в то время как удерживающая обертка 34 накладывается вокруг стопки 14 для формирования первоначальной рыхлой пачки или блока 40. Удерживающая обертка обладает формой, обертываемой вокруг полоски, продолжающейся поверх всей длины и ширины стопки 14, которая соединяется вдоль продольного шва термоплавким адгезивом. Будет понятно, что кроме того, может быть использована обертка из двух частей, в которой два шва. Оберточным материалом является Puro PerformanceTM, который предлагает компания SCA Hygiene products, с поверхностным весом 60 г/м2. В этом контексте следует отметить, что, хотя дана ссылка на рыхлую пачку 40, пачка может быть относительно плотно упакована за счет этапа первого сжатия. Тем не менее, на этой стадии пользователю ясно, что это стопка бумаги тиссью, и отдельная бумага может быть сразу же идентифицирована. При сжатии до первоначальной высоты H1 рыхлая пачка 40 обладает первоначальной плотностью примерно 30 г/см3. Это значение основано на простом расчете L x W x H1 объема при условии нормальных допусков на погрешность измерения. Также следует отметить, что способ и устройства до этого момента могут быть в остальном обычными, за исключением оберточного материала, которым является исходная бумага 80 г/м2 и значительно более прочная, чем обертка, обычно используемая для рыхлой пачки такой плотности.
На фиг.3 показан рабочий способ по настоящему описанию, который в этом случае осуществляется в месте, удаленном от устройства 1 по фиг.1. Однако будет понятно, что способ и устройства по фиг.3 могут быть осуществлены непосредственно после первой станции 26 обертывания по фиг.2.
На фиг.3 показан поддон 48 рыхлых пачек или блоков 40. Они могут подаваться из хранилища или накопителя в пределах производственной линии. На начальном этапе рыхлая пачка 40 загружается на вторую транспортировочную станцию 42, которая перемещает ее посредством вторых транспортировочных валиков 62 в боковом направлении X ко второй станции 44 сжатия. Вторая станция 44 сжатия содержит вторые сжимающие валики 64, посредством которых зажимается рыхлая пачка 40 по мере ее продвижения. Вторая станция 44 сжатия действует при значительно более высоком давлении, чем первая станция 24 сжатия. Давление первой станции сжатия может составлять примерно 20 кН/м2, в то время как давление второй станции сжатия может составлять примерно 160 кН/м2, в соответствии с требованиями. Это сжатие является достаточным для уменьшения высоты стопки 14 от первоначальной высоты H1 до окончательной высоты H2. В настоящем примере сжатие составляет 2 бара, окончательная высота H2 равна примерно 60 мм, и окончательная плотность равна примерно 60 г/см3. При этом значении бумага 10 еще устойчива и будет отпружинивать, если она ничем не ограничена. Как пояснено выше, за счет присутствия удерживающей обертки 34 не допускается деформации верхнего и самого нижнего листа бумаги 10 внутри стопки 14. Считается, что большое число факторов дополнительно способствуют достижению высококачественного результата. За счет того, что сжатие происходит в два этапа, деформация может быть уменьшена. Для этого степень сжатия во время соответствующего первого и второго сжатия может быть отрегулирована. Кроме того, использование относительно прочного оберточного материала может дополнительно предотвращать деформацию. Действительно, удерживающая обертка может быть выбрана специально для облегчения этапа второго сжатия с окончательной оберткой, предназначенной, чтобы выдерживать высокую нагрузку на сжатие.
Стопка 14 затем переходит на вторую станцию 46 обертывания, где стопка 14 повторно обертывается для формирования окончательной плотной пачки 50 для сохранения окончательной плотности и конечной высоты H2, предотвращая, таким образом, ее отпружинивание к несжатому состоянию. Далее, ссылка на плотную пачку подразумевает упоминание пачки в конечном состоянии. Со второй станции 46 обертывания плотная пачка продвигается на станцию 52 разрезания, где она разрезается на большое число более коротких упаковок 54 бумаги. В этом случае плотная пачка 50 разрезается на 10 упаковок 54 бумаги тиссью, каждая из которых обладает длиной 212 мм.
На фиг.4a-c показаны виды в разрезе второй транспортировочной станции 42, второй станции 44 сжатия и второй станции 46 обертывания по фиг.3 в направлениях IVa, IVb и IVc, соответственно. Как показано на фиг.4a, стопка 14 в удерживающей обертке 34 удерживается между вторыми транспортировочными валиками 62. В этом положении она еще находится в состоянии первоначального сжатия и обладает первоначальной высотой H1. Еще видны отдельные листы бумаги 10.
На фиг.4b показан вид в разрезе в положении второй станции 44 сжатия, где стопка 14 полностью сжимается до окончательной плотности. Вторые сжимающие валики 64 с усилием F воздействуют на стопку 14 для сохранения ее окончательной высоты H2. Как указано выше, это усилие F составляет примерно 2 бара, и конечная высота H2 составляет примерно половину от первоначальной высоты H1. В результате этого уменьшения высоты удерживающая обертка 34 образует провисание на боковых сторонах стопки 14, которое скапливается по мере того, как стопка 14 продвигается через станцию сжатия посредством соответствующей направляющей в захват 66. Кроме того, следует отметить, что сжатие стопки 14 таково, что отдельные листы бумаги тиссью больше не распознаются, и при этой плотности стопка напоминает кирпич. В этом варианте осуществления можно видеть, что захват 66 на правой стороне стопки 14 вводится у основания стопки 14, а захват 66 на левой стороне стопки вводится сверху стопки 14.
На фиг.4c показан вид плотной пачки 50 на выходе со второй станции 46 обертывания. Удерживающая обертка 34 плотно обернута вокруг стопки 14 посредством сгибания этих захватов 66 относительно стопки 14 и их приклеивания к удерживающей обертке 34 клейкой лентой 68. В этом состоянии сжатие плотной пачки 50 сохраняется полностью посредством удерживающей обертки 34, которая должна быть достаточно прочной, чтобы выдерживать усилие отпружинивания. Будет понятно, что, хотя плотная пачка 50 показана с плоской верхней и нижней поверхностями, они неизбежно будут изгибаться, когда прекратится воздействие на стопку 14. Кроме того, следует отметить, что положения захватов 66 позволяет согнуть их, соответственно, вверх и вниз, ограничивая увеличение ширины плотной пачки 50.
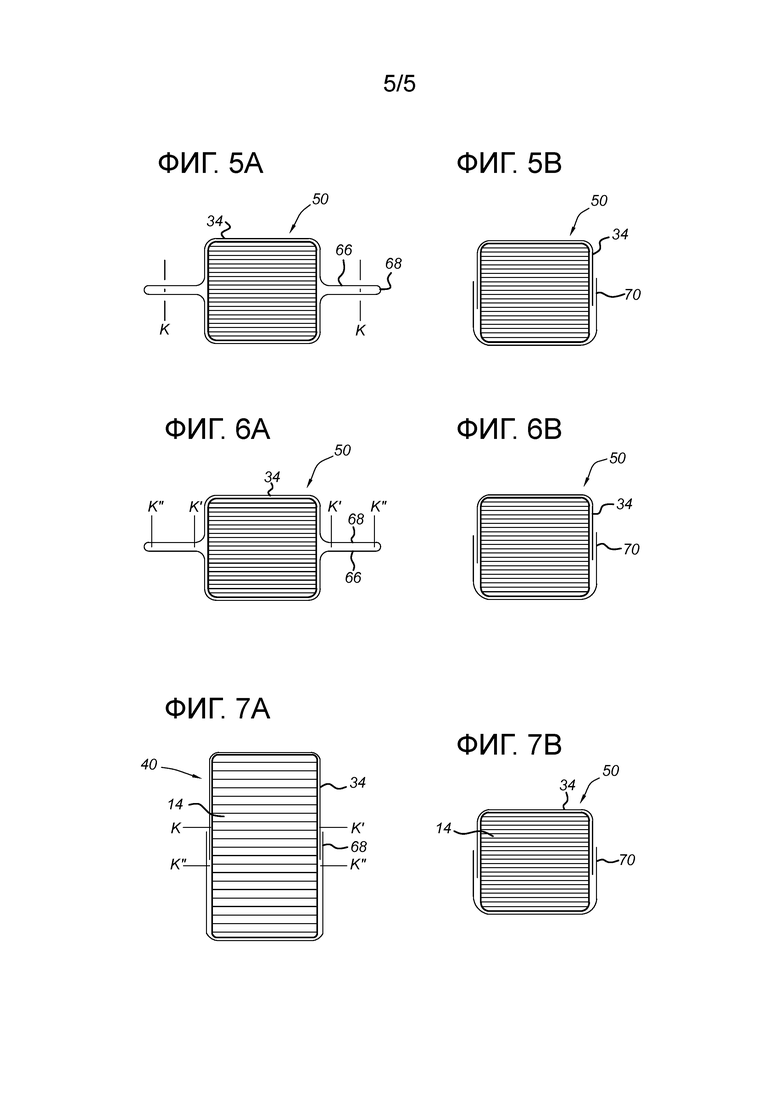
На фиг.5A показан альтернативный способ, по которому плотная пачка 50 может быть обернута повторно. В этом варианте осуществления захваты 66 сформированы в положении, в котором удерживающая обертка 34 склеивается для формирования рыхлой пачки. Разрезы K сделаны в захвате 66 для удаления склеенного участка 68. На фиг.5B удерживающая обертка 34 приклеивается повторно путем наложения концов 70 удерживающей обертки 34 в месте разреза.
Другой альтернативный способ повторного обертывания показан на фиг.6A и 6B. В этом случае сжатие плотной пачки 50 обеспечивает формирование захватов 66 в удерживающей обертке 34, как указано выше. В этом случае каждый захват 66 отрезается в двух отдельных местах K' и Kʺ для удаления склеенной части 68, которая является верхней стороной захвата 66. На фиг.6B концы 70, содержащие нижнюю сторону захвата 66, сгибаются вверх и приклеиваются к остальной части удерживающей обертки 34.
Другой альтернативный вариант повторного обертывания удерживающей обертки 34 показан на фиг.7A и 7B. В этом случае разрезание удерживающей обертки 34 происходит, когда стопка 14 еще представляет собой рыхлую пачку 40. Разрезы K', Kʺ на одной из сторон рыхлой пачки 40 позволяют удалить склеенную часть 68. Последующее сжатие стопки 14, как показано на фиг.7B, обеспечивает наложение концов 70 удерживающей обертки 34, где они могут быть повторно приклеены друг к другу для формирования плотной пачки 50.
Настоящее изобретение описано со ссылкой на варианты осуществления, представленные выше. Очевидно, что для этих вариантов осуществления возможны различные модификации и альтернативные формы, хорошо известные специалистам в этой области. В частности, понятно, что могут быть применены различные альтернативные способы обертывания для обертывания или повторного обертывания плотной пачки. Кроме того, хотя способ по фиг.3 и 4 описан, как непрерывный способ с использованием транспортировочных валиков для транспортировки удлиненных блоков через соответствующие станции, аналогичный результат может быть достигнут с использованием пакетного способа, посредством которого отдельные блоки или упаковки сжимаются и обертываются последовательно.
Многие модификации, помимо указанных выше, могут быть внесены в конструкции и способы, описанные в настоящем документе, без отступления от сущности и объема изобретения. Соответственно, хотя описаны конкретные варианты осуществления, они приведены только для примера и не подразумевают ограничения ими объема настоящего изобретения.
Изобретение относится к способу формирования пачки бумаги тиссью, которая поставляется в виде стопки сложенных отдельных листов для использования в подгузниках. Способ включает этапы формирования стопки сложенной впитывающей бумаги, сжатия стопки до первоначальной плотности на этапе первого сжатия, обертывания стопки первый раз в удерживающую обертку для формирования первоначальной пачки и сохранения первоначальной плотности, причем первоначальная пачка имеет форму удлиненного блока, последующее применение этапа второго сжатия стопки до окончательной плотности, которая выше первоначальной плотности, и обертывания стопки второй раз для формирования окончательной пачки и сохранения окончательной плотности. Изобретение касается также полученной двухэтапным способом сжатия пачки бумаги тиссью и упаковочного устройства для формирования плотной окончательной пачки бумаги тиссью. Техническим результатом является обеспечение более сильного и равномерного сжатия пачки бумаги вдоль ее длины, а также сохранение ее окончательной плотности. 3 н. и 20 з.п. ф-лы, 12 ил.
1. Способ формирования пачки бумаги тиссью, содержащей стопку сложенной впитывающей бумаги тиссью, при этом способ включает:
формирование стопки сложенной впитывающей бумаги тиссью;
сжатие стопки до первоначальной плотности на этапе первого сжатия;
обертывание стопки в первый раз в удерживающую обертку для формирования первоначальной пачки, причем первоначальная пачка имеет форму удлиненного блока;
последующее применение этапа второго сжатия стопки до окончательной плотности, которая выше, чем первоначальная плотность; и
повторное обертывание той же самой стопки второй раз для формирования окончательной пачки и сохранения окончательной плотности.
2. Способ по п.1, в котором стопку обертывают второй раз в окончательную обертку, которая отличается от удерживающей обертки.
3. Способ по п.1, в котором стопку обертывают второй раз посредством повторного обертывания удерживающей обертки.
4. Способ по любому из предшествующих пунктов, в котором этап второго сжатия выполняют без удаления удерживающей обертки.
5. Способ по любому из предшествующих пунктов, в котором первоначальная плотность составляет менее 0,25 г/см3, опционально - менее 0,2 г/см3 или даже менее 0,15 г/см3.
6. Способ по любому из предшествующих пунктов, в котором бумагой тиссью является структурированная бумага тиссью и окончательная плотность составляет выше 0,2 г/см3, опционально - выше 0,25 г/см3 и даже выше 0,3 г/см3; или бумагой тиссью является гибридная бумага тиссью и окончательная плотность составляет выше 0,25 г/см3, опционально - выше 0,3 г/см3 и даже выше 0,4 г/см3; или бумагой тиссью является крепированная бумага тиссью и окончательная плотность - выше 0,3 г/см3, опционально выше 0,35 г/см3 и даже выше 0,45 г/см3.
7. Способ по любому из предшествующих пунктов, в котором стопку сжимают в направлении по высоте во время второго сжатия и окончательная пачка имеет высоту, которая меньше 70% высоты первоначальной пачки, опционально меньше 60% и возможно меньше 50%.
8. Способ по любому из предшествующих пунктов, в котором стопку сжимают в направлении по высоте во время второго сжатия с давлением выше 120 кН/м2, предпочтительно выше 160 кН/м2 и опционально выше 225 кН/м2.
9. Способ по любому из предшествующих пунктов, в котором этап второго сжатия происходит во время или в местоположении, отличающемся от времени и местоположения этапа первого сжатия.
10. Способ по любому из предшествующих пунктов, который включает разрезание блока поперек его удлиненного размера для формирования нескольких упаковок бумаги тиссью.
11. Способ по п.10, в котором блок разрезают на упаковки бумаги тиссью после этапа второго сжатия.
12. Способ по любому из предшествующих пунктов, в котором бумага тиссью содержит крепированный материал.
13. Способ по любому из предшествующих пунктов, в котором листы бумаги тиссью чередуются в конфигурации V, M или Z.
14. Способ по любому из предшествующих пунктов, в котором этап второго сжатия происходит посредством транспортировки блока вдоль пути сжатия, который совмещен с удлиненным направлением блока.
15. Способ по любому из предшествующих пунктов, в котором часть удерживающей обертки отрезают перед обертыванием стопки второй раз для формирования окончательной пачки.
16. Способ по п.15, в котором отрезаемая часть является частью, которая была ранее приклеена на обертываемую стопку первый раз.
17. Пачка бумаги тиссью, содержащая стопку сложенной впитывающей бумаги тиссью, обернутую в обертку для формирования окончательной пачки и сжатую по двухэтапному способу сжатия в соответствии со способом по любому из пп.1-16 для формирования удлиненного блока.
18. Пачка бумаги тиссью по п.17, в которой бумагой тиссью является структурированная бумага тиссью и окончательная плотность выше 0,2 г/см3, опционально - выше 0,25 г/см3 и даже выше 0,3 г/см3; или бумагой тиссью является гибридная бумага тиссью и окончательная плотность выше 0,25 г/см3, опционально - выше 0,3 г/см3 и даже выше 0,4 г/см3; или бумагой тиссью является крепированная бумага тиссью, и окончательная плотность - выше 0,3 г/см3, опционально - выше 0,35 г/см3 и даже выше 0,45 г/см3.
19. Пачка бумаги тиссью по п.17 или 18, в которой обертка зажата и сложена для плотного обертывания окончательной пачки и для сохранения окончательной плотности.
20. Упаковочное устройство для формирования плотной окончательной пачки бумаги тиссью из рыхлой обернутой первоначальной пачки, содержащей стопку сложенной впитывающей бумаги тиссью, при этом упаковочное устройство содержит: транспортировочную станцию для транспортировки первоначальной пачки с удерживающей оберткой на станцию сжатия; станцию сжатия обернутой первоначальной пачки от первоначальной плотности до окончательной пачки бумаги тиссью с более высокой окончательной плотностью и станцию обертывания для повторного обертывания окончательной пачки бумаги тиссью для сохранения окончательной плотности.
21. Упаковочное устройство по п.20, в котором станция обертывания содержит захваты и гибочное средство для захвата избыточного материала в удерживающей обертке и его сгибания вокруг окончательной пачки бумаги тиссью.
22. Упаковочное устройство по п.20 или 21, причем упаковочное устройство содержит резак для отрезания по меньшей мере части удерживающей обертки перед формированием окончательной пачки бумаги тиссью.
23. Упаковочное устройство по п.20, в котором станция обертывания содержит средство замены для удаления удерживающей обертки и ее замены прочной на разрыв оберткой.
| WO 1996038353 A1, 05.12.1996 | |||
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| CN 101291859 A, 12.09.2006 | |||
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| Способ упаковки нетканых углеродных волокнистых материалов | 1981 |
|
SU996277A1 |

