Область техники
Настоящее изобретение относится к способам и установке для создания шин для колес транспортных средств.
Уровень техники
Шина для колес транспортных средств обычно содержит каркасную конструкцию, включающую в себя, по меньшей мере, один слой каркаса, имеющий соответственно ободные ленты на противоположных концах, сцепленные с кольцевыми конструкциями анкерного крепления, обычно именуемых «сердечниками борта», встроенными в области, обычно идентифицируемые названием «борта», имеющие внутренний диаметр, по существу, соответствующий так называемому «посадочному диаметру» шины на соответствующем монтажном ободе. Шина дополнительно содержит коронную конструкцию, включающую в себя, по меньшей мере, одну брекерную полосу, размещенную в положении, радиально внешнем по отношению к слою каркаса, и беговой пояс, радиально внешний по отношению к брекерной полосе. Между беговым поясом и брекерной полосой (брекерными полосами) может быть расположен так называемый «подслой» эластомерного материала, известный как «подбрекер», который обладает свойствами, подходящими для гарантии устойчивой целостности брекерной полосы (брекерных полос) с беговым поясом. Кроме того, на боковые поверхности каркасной конструкции также наложены соответствующие боковые стенки из эластомерного материала, каждая из которых проходит от одного из боковых краев бегового пояса до соответствующей кольцевой конструкции анкерного крепления к бортам. В шинах «бескамерного» типа, слой каркаса покрыт изнутри слоем эластомерного материала, предпочтительно - на основе бутила, обычно именуемого «герметизирующим слоем», который обладает дополнительными особенностями воздухонепроницаемости и проходит от одного из бортов к другому.
Следует подчеркнуть, что применительно к целям, преследуемым данным описанием и нижеследующей формулой изобретения, термин «эластомерный материал» понимается для как указывающий композицию, содержащую, по меньшей мере, один эластомерный полимер и, по меньшей мере, один упрочняющий наполнитель. В предпочтительном варианте, такая композиция содержит также добавки, например, такие, как сшивающий агент и/или пластификатор. Благодаря тому, что предусмотрен сшивающий агент, такой материал может быть сшит посредством нагревания, что и позволяет изготовить конечное изделие.
В данном описании и нижеследующей формуле изобретения, термин «компонент» шины означает любой функциональный «компонент» шины (например, такой, как герметизирующий подслой, герметизирующий слой, слой или слои каркаса, наполнители в области борта, слой или слои борта, боковые стенки, вкладыши боковых стенок в самонесущих шинах, стойкие к истиранию вкладыши, подслой, беговой пояс, текстильные или металлические упрочняющие элементы, упрочняющие элементы из эластомерного материала, и т.д.), или его участок.
В данном описании и прилагаемой формуле изобретения, термин «полуфабрикат» означает удлиненный элемент только из эластомерного материала или содержащий другие конструктивные элементы, распределяемые по формовочному барабану для формирования компонента шины.
Полуфабрикат предпочтительно ограничен непрерывным удлиненным элементом в форме полосы. Упомянутый полуфабрикат предпочтительно нарезан в размер и имеет сплюснутое поперечное сечение.
Предпочтительно, полуфабрикат выполнен из эластомерного материала, включающего в себя один или несколько текстильных или металлических упрочняющих кордов. Эти текстильные или металлические упрочняющие корды расположены либо параллельно друг другу в продольном направлении самого удлиненного элемента, либо наклонены к упомянутому продольному направлению.
Упомянутый непрерывный удлиненный элемент предпочтительно подают в окружном направлении в формовочный барабан, например, с бобины или из экструдера.
В данном описании и в нижеследующей формуле изобретения, под термином «линия укладки» понимается открытый путь, который не замкнут, проходящий между первым концом и вторым концом.
Линия укладки предпочтительно является по существу прямым путем.
В данном описании и в нижеследующей формуле изобретения, выражение «пространственная последовательность» из «n» мест укладки понимается как указывающее физическое позиционирование упомянутых «n» мест укладки, расположенных друг за другом вдоль линии укладки между первым концом и вторым концом, при этом каждое место укладки, за исключением концевых (т.е. первого и последнего) находится рядом с двумя разными местами укладки - предыдущим и следующим, причем первое место укладки находится рядом со вторым местом укладки и является предшествующим ему, а последнее место укладки находится рядом с предпоследним местом укладки и является следующим за ним.
В документе EP 0555813 раскрыта установка для изготовления каркасных конструкций для колес транспортных средств, содержащая множество барабанов для вулканизации, перемещаемых по пути сборки. Каждый барабан, следуя в заранее определенной последовательности, встречается с некоторым количеством основных рабочих станций, каждая из которых приспособлена для наложения соответствующего общего основного компонента на каркасы множества типов и которые чередуются со вспомогательными рабочими станции, предназначенными для раздачи вспомогательных компонентов. Каждая вспомогательная рабочая станция может быть удалена и заменена другой станцией на основании типа осуществляемого способа и выполнена с возможностью перемещения между положением покоя, в котором она перемещается перпендикулярно от пути сборки, и рабочим положением, в котором она оперативно располагается вдоль пути сборки, для осуществления наложения соответствующего вспомогательного компонента. Основные рабочие станции могут двигаться друг к другу и друг от друга вдоль пути сборки.
В документе US 2007/0175567 описана машина для создания шин, содержащая линию каркасов и линию брекеров и протекторов, работающие одновременно. Каждый каркас соединяют с соответствующим брекером и/или протектором на замкнутой линии сборки. На линии каркасов, сборочные барабаны подаются последовательно вдоль пути сборки через множество станций для раздачи компонентов. На линии брекеров и протекторов, цилиндры, на которых собирают пакеты брекеров и/или протекторов, подаются через дальнейшие станции для раздачи компонентов. На каждой станции раздачи компонентов, компоненты шин, используемые для формирования частей каркаса и брекера или протектора, соответственно, укладывают на барабан или цилиндр.
Краткое описание изобретения
Было замечено, что в установках того типа, которые описаны в документе US2007/0175567, тип устройств, образующих установку, и место их нахождения однозначно определяются во время планирования и изготовления самих установок. В результате, типы полуфабрикатов, подаваемых на барабаны, тоже являются особыми, как и порядок их подачи, вследствие чего получается существенно особая конструкция изготавливаемых шин.
Также было замечено, что в других установках того типа, которые описаны в документе EP 0555813, хотя некоторые рабочие станции и могут быть смещены и/или заменены, универсальность установок во всех случаях ограничена из-за того, что другие станции, входящие в число рабочих станций, расположены последовательно.
В этом контексте, Заявитель намеревается повысить универсальность установок для производства шин.
В частности, Заявитель осознал важность создания структурно разных шин без модификации установки, а просто за счет изменения процедуры или рецептуры, а также важность гарантирования укладки полуфабрикатов в той же установке в разных радиальных и/или осевых положениях на формовочном барабане в соответствии с упомянутой рецептурой.
Кроме того, Заявитель хочет сделать возможной модификацию (переделку) конструкции установки посредством относительно простых, быстрых и недорогих операций, чтобы обеспечить возможность производства шин, отличающихся друг от друга, изготовления шин новых типов или применения новых технологий.
Заявитель также имеет в виду простое устранение возможных остановов одного или нескольких устройств установок, например, вследствие временного отказа установки и/или израсходования полуфабрикатов.
Поэтому Заявитель заметил, что для достижения преследуемых целей следует сделать последовательность создания шины при ее производстве на ее собственном формовочном барабане управляемой и модифицируемой независимо от количества, типа и расположения станций для раздачи полуфабрикатов, имеющихся вдоль линии создания.
В конце концов, Заявитель обнаружил, что вышеупомянутые недостатки можно преодолеть путем перемещения одиночного формовочного барабана, предназначенного для приема части или всех компонентов шины в форме полуфабрикатов, в некоторый момент времени вдоль линии укладки между множеством устройств раздачи полуфабрикатов в соответствии с последовательностью, которую программируют в зависимости от требований, а не в жесткой связи с пространственным расположением раздаточных устройств в пределах линии укладки, получая универсальность и надежность соответствующей технологической установки в разных рабочих контекстах, связанных с разным типами шин, производство которых предусматривается.
Более конкретно, в первом аспекте данное изобретение относится к способу создания шин для колес транспортных средств, при котором:
- располагают станцию раздачи полуфабрикатов в «m» из «n» мест укладки, расположенных в пространственной последовательности вдоль линии укладки, где «n» больше или равно «m»;
- загружают формовочный барабан на линию укладки в месте загрузки и выгрузки;
- перемещают формовочный барабан между «s» из упомянутых «m» мест укладки, где «s» меньше или равно «m», причем в каждом из упомянутых «s» мест укладки, по меньшей мере, один полуфабрикат, розданный из соответствующей станции раздачи полуфабрикатов, укладывают на поверхности, радиально внешней по отношению к формовочному барабану, формируя тем самым, по меньшей мере, один компонент шины;
- отводят формовочный барабан, снабженный компонентами шины, назад к упомянутому месту загрузки и выгрузки и выгружают его с линии укладки перед загрузкой следующего формовочного барабана;
при этом формовочный барабан перемещают в последовательности, отличающейся от пространственной последовательности «n» мест укладки вдоль линии укладки.
Поэтому Заявитель считает, что при заданном определенном количестве «n» мест укладки, расположенных вдоль линии укладки, все места укладки или только некоторые из мест укладки заняты соответствующими «m» станциями раздачи, а формовочный барабан можно перемещать и останавливать в любой последовательности на каждой станции раздачи или только на некоторых из станций раздачи для приема соответствующих полуфабрикатов. Таким образом, можно повысить универсальность и надежность технологической установки.
Во втором аспекте данное изобретение относится к способу создания шин для колес транспортных средств, при котором формируют компоненты шины на формовочном барабане, причем упомянутые компоненты формируют посредством:
- загрузки формовочного барабана в месте загрузки и выгрузки на челночном устройстве, перемещаемом вдоль линии укладки;
- перемещения челночного устройства по линии укладки с достижением, по меньшей мере, нескольких из множества станций раздачи полуфабрикатов, находящихся, по меньшей мере, в нескольких из мест укладки, расположенных в пространственной последовательности вдоль линии укладки;
причем на каждой из упомянутых, по меньшей мере, нескольких из станций раздачи полуфабрикатов укладывают, по меньшей мере, один полуфабрикат на радиально внешней поверхности формовочного барабана, транспортируемого челночным устройством, для формирования, по меньшей мере, одного компонента шины;
- отвода назад к упомянутому месту загрузки и выгрузки формовочного барабана, снабженного компонентами шины, и выгрузки его с упомянутого челночного устройства перед загрузкой следующего из упомянутых формовочных барабанов;
причем челночное устройство перемещают в последовательности, отличающейся от пространственной последовательности упомянутых мест укладки вдоль линии укладки, между упомянутыми, по меньшей мере, несколькими станциями раздачи полуфабрикатов.
В соответствии с третьим аспектом данное изобретение относится к установке, содержащей:
- направляющую на линии укладки;
- челночное устройство, перемещаемое вдоль направляющей в двух направлениях движения и выполненное с возможностью транспортировки соответствующего формовочного барабана;
- место для загрузки формовочного барабана на челночное устройство, расположенное вблизи направляющей, и выгрузки этого барабана с упомянутого челночного устройства;
- множество станций раздачи полуфабрикатов, находящихся, по меньшей мере, в нескольких местах укладки, расположенных в пространственной последовательности вдоль направляющей, причем каждая из упомянутых станций раздачи полуфабрикатов выполнена с возможностью укладки, по меньшей мере, одного полуфабриката на радиально внешней поверхности формовочного барабана, транспортируемого челночным устройством, для формирования, по меньшей мере, одного компонента шины;
- блок управления, оперативно соединенный с челночным устройством, для перемещения его по направляющей в двух направлениях движения и останова его в упомянутом месте загрузки и выгрузки на каждой из станций раздачи полуфабрикатов в последовательности, отличающейся от пространственной последовательности упомянутых мест укладки вдоль направляющей.
Заявитель полагает, что в одиночном месте загрузки и выгрузки челночное устройство переносит формовочный барабан, снабженный, по меньшей мере, частью компонентов шины, в подходящие устройства и принимает опорожненный формовочный барабан. Это решение позволяет обустроить установку таким образом, что она оказывается компактной и занимает относительно мало места.
Заявитель также полагает, что формовочный барабан на борту челночного устройства можно быстро перемещать между станциями раздачи и располагать на каждой станции раздачи полуфабрикатов, следуя любой последовательности, соответствующей последовательности материалов, определенных в рецептуре.
Фактически, выражение «в последовательности, отличающейся от пространственной последовательности упомянутых «n» мест укладки», в контексте данного изобретения означает, что перемещение барабана не происходит в пространственной последовательности мест укладки, а может предусматривать: пропуск одного или нескольких из упомянутых мест укладки (которые могут быть свободными или занятыми соответствующими станциями раздачи) и/или сначала доставку в места, наиболее удаленные от станции загрузки и выгрузки, а затем - возврат назад в самые близкие к ней места, и/или изменение направление движения один или несколько раз.
Данное изобретение, по меньшей мере, в одном из упомянутых аспектов, может дополнительно иметь один или несколько предпочтительных признаков, описываемых ниже.
В соответствии с вариантом осуществления способа формовочный барабан доставляют «t» раз в одно и то же место укладки из упомянутых «s» мест укладки, где «t» равно двум или больше двух.
В предпочтительном варианте «t» равно трем или меньше трех.
За счет доставки барабана несколько раз в одно и то же место укладки, способ согласно изобретению дает возможность укладывать один и тот же полуфабрикат в разных радиальных положениях на формовочном барабане, тем самым максимизируя универсальность установки.
Упомянутый, по меньшей мере, один компонент шины предпочтительно является компонентом, принадлежащим каркасной конструкции.
Направление движения упомянутого формовочного барабана предпочтительно изменяют на противоположное, по меньшей мере, дважды во время перевода упомянутого формовочного барабана между упомянутыми «s» из упомянутых «m» мест укладки.
Пространственное расположение разных станций раздачи вдоль линии укладки точно не ограничивает универсальность установки, поскольку барабан можно переводить взад и вперед так, что он сможет быстро достигать каждой из станций раздачи.
В предпочтительном варианте, перед загрузкой упомянутого следующего формовочного барабана, значение «s» изменяют.
В предпочтительном варианте, перед загрузкой упомянутого следующего формовочного барабана, значение «m» изменяют.
Между циклом изготовления одной партии и следующим циклом или даже пределах одного и того же цикла изготовления можно изменять количество «m», тип и расположение устанавливаемых станций раздачи, а также количество «s» станций раздачи, которых достигает формовочный барабан во время обработки.
В предпочтительном варианте «n» больше четырех или равно четырем. В предпочтительном варианте «n» меньше или равно десяти.
В предпочтительном варианте «m» больше трех или равно трем. В предпочтительном варианте «m» меньше или равно десяти.
В предпочтительном варианте «s» больше трех или равно трем. В предпочтительном варианте «s» меньше или равно десяти.
В соответствии с предпочтительным вариантом осуществления способа направление движения упомянутого челночного устройства изменяют на обратное, по меньшей мере, дважды во время перемещения упомянутого челночного устройства вдоль линии укладки.
В соответствии с предпочтительным вариантом осуществления способа место загрузки и выгрузки находится в конце линии укладки. Это решение также позволяет без затруднений располагать вокруг места загрузки и выгрузки другие элементы установки, которым приходится взаимодействовать друг с другом для создания шины целиком.
В соответствии с предпочтительным вариантом осуществления способа укладка полуфабриката на радиально внешней поверхности включает:
- перемещение формовочного барабана в окрестность транспортировочной поверхности станции раздачи, перемещаемой вдоль направления подачи;
- подачу полуфабриката на упомянутую транспортировочную поверхность;
- приведение формовочного барабана во вращение для приема полуфабриката на радиально внешней поверхности.
Укладка полуфабриката на формовочном барабане является быстрой и относительно простой.
В предпочтительном варианте формовочный барабан перемещают в окрестность завершающего конца транспортировочной поверхности сверху вниз.
В соответствии с другим предпочтительным вариантом осуществления формовочный барабан перемещают в окрестность завершающего конца транспортировочной поверхности снизу вверх.
Выбор между этими двумя предпочтительными решениями также зависит от типа полуфабриката, подлежащего укладке. Например, когда речь идет об укладке полос самозаклеивающегося материала (для самозаклеивающихся шин), имеющего липкую поверхность и не липкую поверхность, не липкая поверхность - по очевидным причинам - должна располагаться на транспортировочной поверхности станции раздачи, и та же самая не липкая поверхность должна быть прижата к радиально внешней поверхности формовочного барабана. Поэтому завершающий конец транспортировочной поверхности станции раздачи перемещают в окрестность формовочного барабана сверху, чтобы создать возможность перехода не липкой поверхности с упомянутой транспортировочной поверхности на формовочный барабан.
В предпочтительном варианте упомянутый, по меньшей мере, один компонент шины принадлежит каркасной конструкции.
Розданными полуфабрикатами являются, например: составной герметизирующий слой (герметизирующий слой, герметизирующий подслой и стойкие к истиранию удлиненные элементы), вкладыши боковых стенок, первый слой каркаса, края и второй слой каркаса.
В соответствии с другим вариантом осуществления упомянутый, по меньшей мере, одни компонент шины принадлежит брекерной конструкции.
В предпочтительном варианте перед формированием компонентов на формовочном барабане изменяют последовательность перемещений челночного устройства.
В предпочтительном варианте перед формированием компонентов на формовочном барабане заменяют, по меньшей мере, одну станцию раздачи полуфабрикатов в месте укладки.
В предпочтительном варианте перед формированием компонентов на формовочном барабане добавляют в месте укладки, по меньшей мере, одну станцию раздачи полуфабрикатов.
В предпочтительном варианте перед формированием компонентов на формовочном барабане удаляют с места укладки, по меньшей мере, одну станцию раздачи полуфабрикатов.
В предпочтительном варианте перед формированием компонентов на формовочном барабане, по меньшей мере, для одной станции раздачи полуфабрикатов изменяют место укладки вдоль линии укладки.
Способ предполагает модификацию типа раздаваемых полуфабрикатов и/или последовательность их раздачи посредством удаления, добавления, перемещения, замены станций раздачи для создания возможности легкого перехода от производства шины одного типа или одной конструкции к производству шины другого типа или другой конструкции.
В предпочтительном варианте место загрузки и выгрузки находится на завершающем конце направляющей.
Организация расположения формовочных барабанов основана на устройствах, сконцентрированных в области, близкой к концу направляющей, так что установка компактна.
В соответствии с предпочтительным вариантом осуществления установки упомянутые места укладки расположены последовательно, по меньшей мере, на одной из двух сторон направляющей.
В предпочтительном варианте станции раздачи полуфабрикатов установлены с возможностью удаления в местах укладки.
Установка снабжена индивидуальными станциями раздачи, которые расположены, по существу, бок о бок и являются съемными. Благодаря этому компоненту, установку можно легко переделать на новые технологии и/или новые изделия, а также можно укрупнить путем простого пополнения дополнительными станциями раздачи. Операции технического обслуживания и ремонта также облегчаются за счет того, что станции раздачи полуфабрикатов можно удалять с упомянутой линии.
В соответствии с предпочтительным вариантом осуществления способа, по меньшей мере, одна из станций раздачи полуфабрикатов содержит транспортировочную поверхность для полуфабриката, перемещаемую вдоль направления подачи.
В предпочтительном варианте упомянутая станция раздачи полуфабрикатов содержит режущее устройство для резания в размер полуфабриката, подаваемого на транспортировочную поверхность.
Эта конструкция является простой и относительно дешевой, а также обеспечивает простую и быструю подачу полуфабриката, подлежащего раздаче.
В предпочтительном варианте упомянутая станция раздачи полуфабрикатов содержит бобинодержатель, несущий бобину, на которой намотан полуфабрикат.
Полуфабрикат изготавливают отдельно, сцепляют со служебной тканью, приспособленной для предотвращения адгезии между витками и старения, а потом сматывают в рулон и держат в нем до использования в установке.
В соответствии с предпочтительным вариантом осуществления способа упомянутая станция раздачи полуфабрикатов содержит раму, несущую транспортировочную поверхность, причем установка содержит множество тележек, каждая из которых несет бобинодержатель, несущий бобину, на которой намотан полуфабрикат, и выполнена с возможностью заключения в раме с возможностью снятия.
Таким образом, замена бобинодержателя с израсходованной бобиной оказывается очень простой и быстрой.
В предпочтительном варианте транспортировочная поверхность имеет, по меньшей мере, один участок, наклоненный к направляющей, а бобинодержатель может быть заключен под транспортировочной поверхностью.
Поэтому громоздкость станции раздачи полуфабрикатов в целом снижается до минимума.
В альтернативном варианте осуществления упомянутая станция раздачи полуфабрикатов содержит экструдер, подающий полуфабрикат на транспортировочную поверхность.
В этом случае полуфабрикат изготавливают и сразу же укладывают на формовочных барабанах.
В предпочтительном варианте завершающий конец транспортировочной поверхности находится у направляющей.
Каждый формовочный барабан, транспортируемый челночным устройством к завершающему концу транспортировочной поверхности и расположенный близко к упомянутому завершающему концу, уже готов к приему полуфабриката.
В варианте осуществления завершающий конец транспортировочной поверхности находится под формовочным барабаном, транспортируемым челночным устройством.
В дополнительном предпочтительном варианте осуществления завершающий конец транспортировочной поверхности находится над формовочным барабаном, транспортируемым челночным устройством.
В варианте осуществления челночное устройство является перемещаемым вдоль направления, пересекающего продольное протяжение направляющей, между первым положением, в котором радиально внешняя поверхность формовочного барабана приближена к завершающему концу транспортировочной поверхности, и вторым положением, в котором упомянутая радиально внешняя поверхность отведена от упомянутого завершающего конца.
В предпочтительном варианте упомянутое направление перпендикулярно упомянутому продольному протяжению направляющей.
Это смещение составляет несколько сантиметров и позволяет прижимать барабан к полуфабрикату, так что последний будет должным образом прилипать к барабану во время обмотки.
В предпочтительном варианте челночное устройство содержит устройства для привода формовочного барабана во вращение вокруг его оси вращения с целью приема полуфабриката, подаваемого посредством станции раздачи полуфабрикатов.
Челночное устройство снабжено исполнительными устройствами для привода формовочного барабана во вращение и перемещения его вдоль упомянутого перпендикулярного направления.
В предпочтительном варианте упомянутая станция раздачи полуфабрикатов содержит, по меньшей мере, одну ленту транспортера, включающую в себя упомянутую транспортировочную поверхность.
Лента транспортера обеспечивает непрерывную опорную поверхность для полуфабриката.
Краткое описание чертежей
Дополнительные признаки и преимущества станут более очевидными из подробного описания предпочтительного - но не исключительного - варианта осуществления способа, способа и установки для создания шин для колес транспортных средств в соответствии с данным изобретением.
Это описание будет приведено ниже со ссылками на прилагаемые чертежи, представленные в качестве неограничительных примеров, при этом на чертежах:
фиг. 1 - схематический вид в плане установки для изготовления шин для колес транспортных средств в соответствии с данным изобретением;
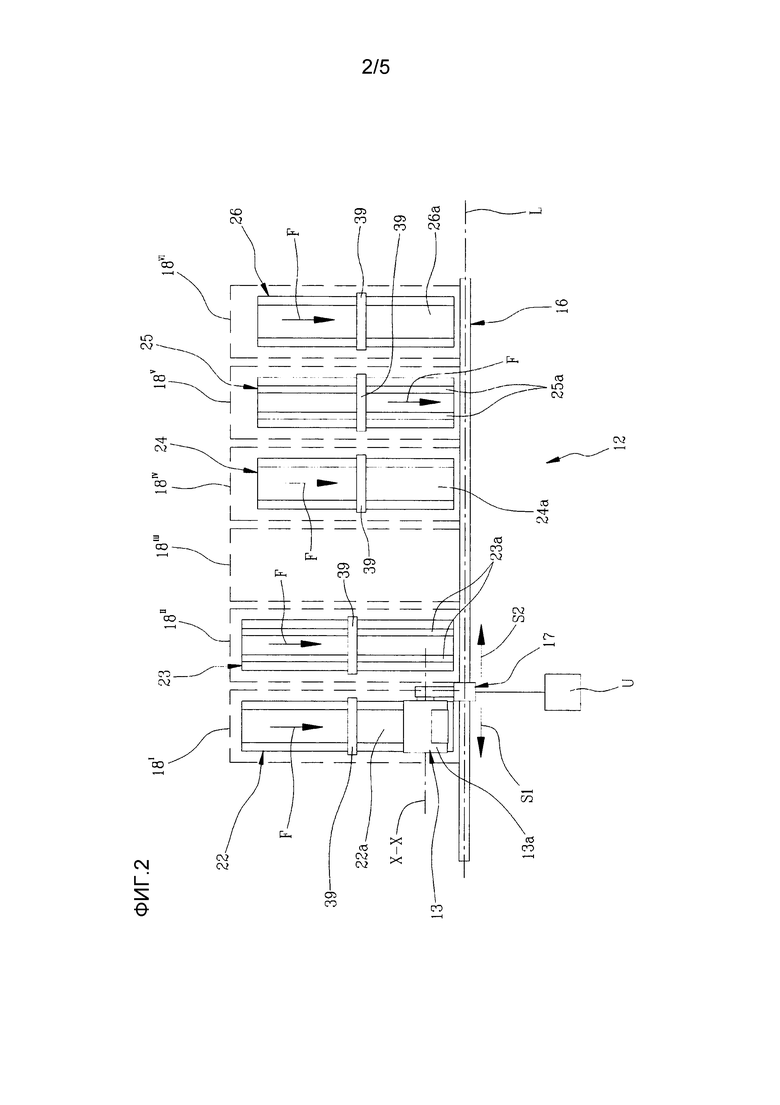
фиг. 2 - вид участка установки, изображенной на фиг. 1, в соответствии с альтернативным вариантом осуществления:
фиг. 3а - вид сбоку элемента установки с фиг. 2;
фиг. 3b - вариант элемента, который виден на фиг. 3a;
фиг. 3c - часть дополнительного варианта элемента, изображенного на фиг. 3a; и
фиг. 4 - радиальное полусечение шины, созданной с помощью установки, изображенной на фиг. 1.
Подробное описание предпочтительных вариантов осуществления изобретения
На фиг. 1 установка для создания шин для колес транспортных средств в соответствии с данным изобретением обозначена в целом ссылочной позицией 1.
Шина 2, изготовленная в упомянутой установке с помощью способа в соответствии с данным изобретением, показана на фиг. 4 и содержит главным образом каркасную конструкцию 3, имеющую два слоя 4a, 4b каркаса. Изнутри на слой или слои 4a, 4b каркаса нанесен слой воздухонепроницаемого полимера или так называемый герметизирующий слой 5. С соответствующими ободными лентами концов слоя или слоев 4a, 4b каркаса сцеплены две кольцевые конструкции 6 анкерного крепления, каждая из которых содержит так называемый сердечник 6а борта, несущий эластомерный наполнитель 6b, в радиально внешнем положении. Кольцевые конструкции 6 анкерного крепления встроены в окрестности областей, обычно именуемых «бортами» 7, в которых обычно происходит сцепление шины 2 с соответствующим монтажным ободом. По окружности вокруг слоев 4a, 4b каркаса нанесена брекерная конструкция 8, содержащая слои 8a, 8b брекера, а поверх брекерной конструкции 8 лежит беговой пояс 9.
С брекерной конструкцией 8 могут быть связаны так называемые «подбрекерные» вкладыши 10, каждый из которых размешен между слоями 4a, 4b каркаса и одним из аксиально противоположных концевых краев брекерной конструкции 8. В поперечно противоположных положениях на слои 4a, 4b каркаса наложены две боковые стенки 11, каждая из которых проходит от соответствующего борта 7 до соответствующего бокового края бегового пояса 9.
Упомянутые компоненты шины 2 изготавливают на одном или нескольких барабанах, переводя упомянутые барабаны между разными станциями раздачи полуфабрикатов, на каждой из которых подходящие устройства накладывают вышеупомянутые полуфабрикаты на формовочный барабан или формовочные барабаны.
Установка 1, показанная на прилагаемых чертежах, содержит линию 12 для создания каркаса, на которой формовочные барабаны 13 перемещаются между разными станциями раздачи полуфабрикатов, предназначенные для формирования на каждом формовочном барабане 13 втулки каркаса, содержащей слои 4a, 4b каркаса, герметизирующего слоя 5, кольцевых конструкций 6 анкерного крепления и, возможно, по меньшей мере, части боковых стенок 11.
Одновременно, на линии 14 создания гильз один или несколько вспомогательных барабанов последовательно перемещают между разными рабочими станциями для формирования гильзы на каждом вспомогательном барабане, которая содержит, по меньшей мере, брекерную конструкцию 8, беговой пояс 9 и, возможно, по меньшей мере, часть боковых стенок 11.
Установка дополнительно содержит станцию 15 сборки, на которой гильзу сочленяют с втулкой каркаса.
Созданные шины 2, в конце концов, передают, по меньшей мере, в один узел вулканизации и формования, который не показан.
Линия 12 для создания каркаса содержит направляющую 16, в предпочтительном варианте идущую по прямой вдоль линии «L» укладки. На направляющей 16 установлено челночное устройство 17, выполненное с возможностью перемещения с приводом от подходящего электродвигателя, который не показан, вдоль направляющей 16 в обоих направлениях «S1», «S2» движения. Челночное устройство 17 способно служить опорой формовочному барабану 13 в некоторый момент времени и вращать его вокруг оси «X-X» вращения, совпадающей с продольной осью симметрии самого барабана 13 и с осью вращения шины 2 во время изготовления. В иллюстрируемом варианте осуществления, барабан 13 транспортируется в консольном челночном устройстве 17, которое содержит захватный элемент, приспособленный для удержания или высвобождения завершающего конца центрального вала формовочного барабана 13.
В предпочтительном варианте, как показано, вдоль направляющей 16 сбоку последней присутствуют места 18i, 18ii, 18iii, 18iv, 18v, 18vi укладки (в примере на фиг. 1 и 2 их количество равно шести), которые располагаются последовательно друг за другом. Говоря обобщеннее, в других вариантах установки, которые не показаны, количество «n» мест укладки в предпочтительном варианте осуществления может находиться в диапазоне между четырьмя и десятью.
В каждом из, по меньшей мере, некоторых упомянутых мест 18i, 18ii, 18iii, 18iv, 18v, 18vi укладки заключена соответствующая станция раздачи полуфабриката. Говоря обобщеннее, «m» мест 18i, 18ii, 18iii, 18iv, 18v, 18vi укладки, занимаемых станцией раздачи, предпочтительно находится в диапазоне между тремя и десятью.
Как показано на прилагаемой фиг. 1, на первом месте 18i укладки заключена станция 19 раздачи, предназначенная для подачи герметизирующего слоя 5, второе место 18ii укладки и третье место 18iii укладки свободны, на четвертом месте 18iv укладки заключена станция 20 раздачи, предназначенная для подачи первого слоя 4а каркаса, пятое место 18v укладки свободно, а на шестом месте 18vi укладки заключена станция 21 раздачи, предназначенная для подачи второго слоя 4b каркаса. Поэтому установка, показанная на фиг. 1, предназначена для создания шины 2, показанной на фиг. 4.
В соответствии с альтернативным вариантом осуществления, показанном на прилагаемой фиг. 2, на первом месте 18i укладки заключена станция 22 раздачи, предназначенная для подачи составной герметизирующего слоя 22а (который следует понимать, как включающий в себя: одиночный полуфабрикат, представляющий собой герметизирующий слой; герметизирующий подслой и стойкие к истиранию удлиненные элементы), на втором месте 18ii укладки заключена станция 23 раздачи, предназначенная для подачи вкладышей 23а боковых стенок, третье место 18iii укладки свободно, на четвертом месте 18iv укладки заключена станция 24 раздачи, предназначенная для подачи первого слоя 24а каркаса, на пятом месте 18v укладки заключена станция 25 раздачи, предназначенная для подачи краев 25а, а на шестом месте 18vi укладки заключена раздаточная станция 26 для подачи второго слоя 26b каркаса. Поэтому установка, показанная на фиг. 2, предназначена для создания самонесущей шины, которая не показана.
Каждая из упомянутых станций 19, 20, 21, 22, 23, 24, 25, 26 раздачи имеет, по существу, одну и ту же конструкцию, как схематически показано на фиг. 3a в связи со станцией 24 раздачи для первого слоя 24a каркаса согласно фиг. 2, так что в нижеследующем тексте те же самые позиции компонентов станции 24 раздачи будут употребляться для соответствующих компонентов станций раздачи других полуфабрикатов.
Эта станция 24 раздачи содержит раму 27, пролегающую на соответствующем четвертом месте 18iv укладки. Рама 27 может быть застопорена на соответствующем четвертом месте 18iv укладки во время рабочих этапов и может быть удалена из упомянутого четвертого места 18iv укладки, в предпочтительном варианте - посредством колес, которые не показаны, прикрепленных к самой раме 27 с возможностью снятия. Рама 27 внутри ограничивает пространство 28, предназначенное для заключения в нем тележки 29, движущейся на колесах 30. Тележка 29 переносит полуфабрикат (в рассматриваемом случае - первый слой 24а каркаса), сцепленный со служебной тканью 31 и смотанный в рулон на выполненном с возможностью вращения бобинодержателе, свободно вращающемся или имеющем привод.
На верхнем участке рамы 27 над пространством 28 для тележки 29, размещена первая лента 33 транспортера, которая имеет горизонтальную верхнюю транспортировочную поверхность 34. Эта горизонтальная верхняя транспортировочная поверхность 34 движется вперед вдоль направления «F» подачи. За первой лентой 33 транспортера в направлении «F» подачи последовательно расположена вторая лента 35 транспортера, которая имеет верхнюю транспортировочную поверхность 36, наклоненную вниз начиная от первой ленты 33 транспортера. Эта наклонная верхняя транспортировочная поверхность 36 движется вперед вдоль направления «F» подачи. Обе верхние транспортировочные поверхности 34, 36 ограничивают всю транспортировочную поверхности полуфабриката, смотанного в рулон на тележке 29, проходящую, начинаясь от заднего участка станции 24 раздачи и кончаясь на направляющей 16, когда станция 24 раздачи установлена на соответствующем месте 18iv укладки. На виде в плане (фиг. 1 и 2), направления «F» подачи перпендикулярно упомянутой направляющей 16.
Полуфабрикат 24a разматывают с бобины и отделяют от служебной ткани 31. Служебную ткань 31 сматывают на соответствующую собирающую бобину 37. Полуфабрикат 24a образует гирлянду, а потом его направляют и посылают снизу вверх к горизонтальной верхней транспортировочной поверхности 34 на заднем участке станции 24 раздачи посредством направляющих элементов 38 (например, роликов), несомых тележкой и/или установленных на раме 27.
В варианте, показанном на фиг. 3b, полуфабрикат того типа, который отличается от слоя 24а каркаса, подается прямо на транспортировочные поверхности 34, 36 посредством экструдера «E».
Над лентами 33, 35 транспортера расположено режущее устройство 39 для резания в размер полуфабриката 24a, подаваемого на транспортировочную поверхность. Режущее устройство 39, схематически показанное на фиг. 3a, размещено между первой и второй лентами 33, 35 транспортера.
Завершающий конец 40 второй ленты 35 транспортера размещен близко к направляющей 16, так что челночное устройство 17 и транспортируемый ею барабан 13 можно располагать над завершающим концом всей транспортировочной поверхности 34, 36. Когда челночное устройство 17 движется вдоль направляющей 16, оно способно транспортировать барабан 13 на каждой из общих транспортировочных поверхностей 34, 36 каждой станции 19, 20, 21, 22, 23, 24, 25, 26 раздачи и останавливать его в этом положении.
В альтернативном варианте осуществления, показанном на фиг. 3c, завершающий конец 40 транспортировочной поверхности 34, 36 находится над формовочным барабаном 13 для укладки, например, полосы самозаклеивающегося материала для шин.
В дополнительном предпочтительном варианте осуществления (не показан), завершающий конец 40 транспортировочной поверхности 34, 36 расположен, по существу, на высоте оси X-X вращения формовочного барабана 13, как должно быть необходимо, например, для навивки полуфабриката, имеющего нейлоновые корды.
Челночное устройство 17 дополнительно содержит исполнительные устройства, которые не показаны, приспособленные для вертикального перемещения захватного элемента и прикрепленного к нему барабана 13 двумя путями V1, V2 вдоль направления, перпендикулярного продольному протяжению направляющей 16. Поэтому барабан 13 перемещается между первым положением, в котором его радиально внешняя поверхность 13a приближена к верхней транспортировочной поверхности 34, 36, и вторым положением, в котором упомянутая радиально внешняя поверхность отведена от упомянутой полной транспортировочной поверхности 34, 36.
Направление «F» подачи полуфабриката перпендикулярно плоскости, содержащей оси «Х-Х» вращения, в точке намотки на барабане 13.
На одном из завершающих концов направляющей 16 находится место 41 загрузки и выгрузки, где посредством подходящих устройств, которые не показаны, каждый формовочный барабан 13 можно загружать в челночное устройство 17 или выгружать из него.
В месте 41 загрузки и выгрузки также расположены установка 42 для размещения кольцевых конструкций 6 анкерного крепления и заворачивания концевых ободных лент слоев 4а, 4b каркаса, а также установка 43 для прокатывания завернутых участков, причем эти установки сами по себе известны, а их дальнейшее описание и иллюстрации опущены.
При использовании установки в соответствии со способом и способом согласно изобретению, на основании рецептуры создаваемой шины, на некоторых или всех «n» местах укладки (это количество равно шести в показанных примерах) устанавливают «m» станций раздачи (причем на фиг. 1 «m» соответствует трем, а на фиг. 2 «m» соответствует пяти).
Блок «U» управления, показанный только на фиг. 2 и оперативно соединенный с датчиками и электродвигателями установки 1, запрограммирован таким образом, что станции раздачи укладывают соответствующие полуфабрикаты в конкретной последовательности на каждом формовочном барабане 13.
Обращаясь к варианту осуществления, показанному на фиг. 1, отмечаем, что челночное устройство 17 транспортирует порожний формовочный барабан 13 в окрестность первого места 18i укладки. В этом месте, станция 19 раздачи, подающая герметизирующий слой 5, уже имеет нарезанную в размер полосу герметизирующего слоя 5, лежащую неподвижно на транспортировочной поверхности 36 второй ленты 35 транспортера. Формовочный барабан 13 опускают до тех пор, пока он не упирается в полосу герметизирующего слоя 5 и приводят во вращение до тех пор, пока он полностью не намотает упомянутую полосу герметизирующего слоя 5 на радиально внешней поверхности 13a во время движения - способствующего этой операции намотки - транспортировочной поверхности 36 вперед вдоль направления «F» подачи. Когда намотка завершена, челночное устройство 17 поднимает формовочный барабан 13 перемещает его в четвертое место 18iv укладки, пропуская второе и третье места 18ii и 18iii укладки, для приема первого слоя 4a каркаса, а затем - в пятое место 18v укладки для приема второго слоя 4b каркаса таким же образом, как это делалось при получении герметизирующего слоя 5, и для формирования втулки каркаса.
Обращаясь к варианту осуществления, показанному на фиг. 2, отмечаем, что челночное устройство 17 перемещают и останавливают в первом и втором местах 18i и 18vi укладки, третье место 18iii укладки пропускают, а затем перемещают упомянутое устройство в четвертое, пятое и шестое места 18iv, 18v и 18vi укладки, останавливая в них.
Обращаясь к обоим показанным вариантам осуществления (фиг. 1 и фиг. 2), отмечаем, что челночное устройство 17 затем изменяет свое направление движения и возвращается назад к месту 41 загрузки и выгрузки, где упомянутые подходящие устройства подбирают формовочный барабан 13, снабженный только что сформированной втулкой каркаса, и переводят его в установку 42 для размещения кольцевых конструкций 6 анкерного крепления и осуществления загибания ободных лент концов слоев 4a, 4b каркаса.
Потом транспортируют формовочный барабан 13 в установку 43 для прокатывания завернутых участков, а потом - на станцию 15 сборки.
Чтобы изменить тип или конструкцию создаваемой шины, на линии 12 для создания каркаса можно: удалять и/или добавлять и/или заменять одну или несколько станций раздачи полуфабрикатов и/или изменять их положение в местах укладки и/или заменять тележки и/или бобины, транспортируемые ими, и/или изменять последовательность, в соответствии с которой челночное устройство 17 доставляет барабан 13 на упомянутые станции раздачи полуфабрикатов. За счет надлежащего монтажа станций раздачи полуфабрикатов, барабан 13 можно, например, доставлять на шестое место 18vi укладки, после чего - на пятое место 18v укладки, затем - на первое и второе места 18i и 18ii укладки, а потом - снова на шестое место 18vi укладки и наконец, доставлять обратно на станцию 41 загрузки и выгрузки.




Изобретение относится к способам создания шин для колес транспортных средств, к установке для создания шин. В установке для создания шин для колес транспортных средств загружают формовочный барабан на челночное устройство, перемещаемое по направляющей вдоль линии (L) укладки. Челночное устройство перемещают по направляющей в двух направлениях (S1, S2) движения, доставляя его на станции раздачи полуфабрикатов, находящиеся, по меньшей мере, в некоторых местах (18i, 18ii, 18iii, 18iv, 18v, 18vi) укладки, расположенных в пространственной последовательности вдоль линии (L) укладки. На каждой станции раздачи укладывают, по меньшей мере, один полуфабрикат на поверхности, радиально внешней по отношению к формовочному барабану, транспортируемому посредством челночного устройства, для формирования, по меньшей мере, одного компонента шины. Челночное устройство перемещают по направляющей в последовательности, отличающейся от пространственной последовательности упомянутых мест (18i, 18ii, 18iii, 18iv, 18v, 18vi) укладки вдоль линии (L) укладки. Изобретение обеспечивает повышение производительности установки для производства шин. 3 н. и 33 з.п. ф-лы, 6 ил.
1. Способ создания шин для колес транспортных средств, при котором:
- располагают станцию (19, 20, 21; 23, 24, 25, 26) раздачи полуфабрикатов (4a, 4b, 5; 22a, 23a, 24a, 25a, 26a) в «m» из «n» мест (18i, 18ii, 18iii, 18iv, 18v, 18vi) укладки, расположенных в пространственной последовательности вдоль линии (L) укладки, где «n» больше или равно «m»;
- загружают формовочный барабан (13) на линию (L) укладки в месте (41) загрузки и выгрузки;
- перемещают формовочный барабан (13) между «s» из упомянутых «m» мест (18i, 18ii, 18iii, 18iv, 18v, 18vi) укладки, где «s» меньше или равно «m», причем в каждом из упомянутых «s» мест (18i, 18ii, 18iii, 18iv, 18v, 18vi) укладки, по меньшей мере, один полуфабрикат (4a, 4b, 5; 22a, 23a, 24a, 25a, 26a), розданный из соответствующей станции (19, 20, 21; 22, 23, 24, 25, 26) раздачи полуфабрикатов (4a, 4b, 5; 22a, 23a, 24a, 25a, 26a), укладывают на поверхности (13a), радиально внешней по отношению к формовочному барабану (13), формируя тем самым, по меньшей мере, один компонент шины (2);
- отводят формовочный барабан (13), снабженный компонентами шины (2), назад к месту (41) загрузки и выгрузки и выгружают его с линии (L) укладки перед загрузкой следующего формовочного барабана (13);
при этом формовочный барабан (13) перемещают в последовательности, отличающейся от пространственной последовательности упомянутых «n» мест (18i, 18ii, 18iii, 18iv, 18v, 18vi) укладки вдоль линии (L) укладки.
2. Способ по п. 1, при котором формовочный барабан (13) доставляют «t» раз в одно и то же место укладки из упомянутых «s» мест (18i, 18ii, 18iii, 18iv, 18v, 18vi) укладки, где «t» равно двум или больше двух.
3. Способ по п. 1, при котором упомянутый, по меньшей мере, один компонент шины (2) является компонентом, принадлежащим каркасной конструкции.
4. Способ по п. 1, при котором направление движения формовочного барабана (13) изменяют на противоположное, по меньшей мере, дважды во время перевода формовочного барабана (13) между упомянутыми «s» из упомянутых «m» мест (18i, 18ii, 18iii, 18iv, 18v, 18vi) укладки.
5. Способ по п. 1, при котором значение «s» изменяют перед загрузкой упомянутого следующего формовочного барабана (13).
6. Способ по п. 1, при котором значение «m» изменяют перед загрузкой упомянутого следующего формовочного барабана (13).
7. Способ создания шин для колес транспортных средств, при котором формируют компоненты шины (2) на формовочном барабане (13), причем упомянутые компоненты формируют посредством:
- загрузки формовочного барабана (13) в месте (41) загрузки и выгрузки на челночном устройстве (17), перемещаемом вдоль линии (L) укладки;
- перемещения челночного устройства (17) по линии (L) укладки с достижением, по меньшей мере, нескольких из множества станций (19, 20, 21; 22, 23, 24, 25, 26) раздачи полуфабрикатов (4a, 4b, 5; 22a, 23a, 24a, 25a, 26a), находящихся, по меньшей мере, в нескольких из мест (18i, 18ii, 18iii, 18iv, 18v, 18vi) укладки, расположенных в пространственной последовательности вдоль линии (L) укладки,
причем на каждой из упомянутых, по меньшей мере, нескольких станций (19, 20, 21; 22, 23, 24, 25, 26) раздачи полуфабрикатов (4a, 4b, 5; 22a, 23a, 24a, 25a, 26a) укладывают, по меньшей мере, один полуфабрикат (4a, 4b, 5; 22a, 23a, 24a, 25a, 26a) на радиально внешней поверхности (13a) формовочного барабана (13), транспортируемого челночным устройством (17), для формирования, по меньшей мере, одного компонента шины (2);
- отвода назад к месту (41) загрузки и выгрузки формовочного барабана (13), снабженного компонентами шины (2), и выгрузки его с челночного устройства (17) перед загрузкой следующего из формовочных барабанов (13),
причем челночное устройство (17) перемещают в последовательности, отличающейся от пространственной последовательности упомянутых мест (18i, 18ii, 18iii, 18iv, 18v, 18vi) укладки вдоль линии (L) укладки.
8. Способ по п. 7, при котором направление движения челночного устройства (17) изменяют на обратное, по меньшей мере, дважды во время перемещения челночного устройства (17) вдоль линии (L) укладки.
9. Способ по п. 7 или 8, при котором место (41) загрузки и выгрузки находится в конце линии (L) укладки.
10. Способ по п. 7 или 8, при котором укладка полуфабриката (4a, 4b, 5; 22a, 23a, 24a, 25a, 26a) на радиально внешней поверхности включает:
- перемещение формовочного барабана (13) в окрестность транспортировочной поверхности (34, 36) станции раздачи (19, 20, 21; 22, 23, 24, 25, 26), перемещаемой вдоль направления (F) подачи;
- подачу полуфабриката (4a, 4b, 5; 22a, 23a, 24a, 25a, 26a) на транспортировочную поверхность (34, 36);
- приведение формовочного барабана (13) во вращение для приема полуфабриката (4a, 4b, 5; 22a, 23a, 24a, 25a, 26a) на радиально внешней поверхности.
11. Способ по п. 10, при котором формовочный барабан (13) перемещают в окрестность завершающего конца (40) транспортировочной поверхности (34, 36) сверху вниз.
12. Способ по п. 10, при котором формовочный барабан (13) перемещают в окрестность завершающего конца (40) транспортировочной поверхности снизу вверх.
13. Способ по п. 7 или 8, при котором упомянутый, по меньшей мере, один компонент шины (2) принадлежит каркасной конструкции.
14. Способ по п. 7 или 8, при котором упомянутый, по меньшей мере, одни компонент шины (2) принадлежит брекерной конструкции.
15. Способ по п. 7 или 8, при котором перед формированием компонентов на формовочном барабане (13) изменяют последовательность перемещений челночного устройства (17).
16. Способ по п. 7 или 8, при котором перед формированием компонентов на формовочном барабане (13) заменяют, по меньшей мере, одну станцию (19, 20, 21; 22, 23, 24, 25, 26) раздачи полуфабрикатов в месте (18i, 18ii, 18iii, 18iv, 18v, 18vi) укладки.
17. Способ по п. 7 или 8, при котором перед формированием компонентов на формовочном барабане (13) добавляют в месте (18i, 18ii, 18iii, 18iv, 18v, 18vi) укладки, по меньшей мере, одну станцию (19, 20, 21; 22, 23, 24, 25, 26) раздачи полуфабрикатов.
18. Способ по п. 7 или 8, при котором перед формированием компонентов на формовочном барабане (13) удаляют с места (18i, 18ii, 18iii, 18iv, 18v, 18vi) укладки, по меньшей мере, одну станцию (19, 20, 21; 22, 23, 24, 25, 26) раздачи полуфабрикатов.
19. Способ по п. 7 или 8, при котором перед формированием компонентов на формовочном барабане (13), по меньшей мере, для одной станции (19, 20, 21; 22, 23, 24, 25, 26) раздачи полуфабрикатов изменяют место (18i, 18ii, 18iii, 18iv, 18v, 18vi) укладки вдоль линии (L) укладки.
20. Установка для создания шин, содержащая:
- направляющую (16) на линии (L) укладки;
- челночное устройство(17), выполненное с возможностью перемещения вдоль направляющей (16) в двух направлениях (S1, S2) движения и транспортировки соответствующего формовочного барабана (13);
- место (41) для загрузки и выгрузки формовочного барабана (13) на или с челночного устройства (17), расположенное вблизи направляющей (16);
- множество станций (19, 20, 21; 22, 23, 24, 25, 26) раздачи полуфабрикатов (4a, 4b, 5; 22a, 23a, 24a, 25a, 26a), находящихся, по меньшей мере, в нескольких местах (18i, 18ii, 18iii, 18iv, 18v, 18vi) укладки, расположенных в пространственной последовательности вдоль направляющей (16), причем каждая из станций (19, 20, 21; 22, 23, 24, 25, 26) раздачи полуфабрикатов (4a, 4b, 5; 22a, 23a, 24a, 25a, 26a) выполнена с возможностью укладки, по меньшей мере, одного полуфабриката на радиально внешней поверхности (13a) формовочного барабана (13), транспортируемого челночным устройством (17), для формирования, по меньшей мере, одного компонента шины (2);
- блок (U) управления, функционально соединенный с челночным устройством (17) для его перемещения по направляющей (16) в двух направлениях (S1, S2) движения и его останова в месте (41) загрузки и выгрузки и на каждой из станций (19, 20, 21; 22, 23, 24, 25, 26) раздачи полуфабрикатов (4a, 4b, 5; 22a, 23a, 24a, 25a, 26a) в последовательности, отличающейся от пространственной последовательности мест (18i, 18ii, 18iii, 18iv, 18v, 18vi) укладки вдоль направляющей (16).
21. Установка по п. 20, в которой место (41) загрузки и выгрузки находится на завершающем конце направляющей (16).
22. Установка по п. 20, в которой места (18i, 18ii, 18iii, 18iv, 18v, 18vi) укладки расположены последовательно, по меньшей мере, на одной из двух сторон направляющей (16).
23. Установка по п. 22, в которой станции (19, 20, 21; 22, 23, 24, 25, 26) раздачи полуфабрикатов установлены с возможностью удаления в местах (18i, 18ii, 18iii, 18iv, 18v, 18vi) укладки.
24. Установка по любому из пп. 20-23, в которой, по меньшей мере, одна из станций (19, 20, 21; 22, 23, 24, 25, 26) раздачи полуфабрикатов содержит транспортировочную поверхность (34, 36) для полуфабриката (4a, 4b, 5; 22a, 23a, 24a, 25a, 26a), перемещаемую вдоль направления (F) подачи.
25. Установка по п. 24, в которой станция (19, 20, 21; 22, 23, 24, 25, 26) раздачи полуфабрикатов содержит режущее устройство (39) для резания в размер полуфабриката (4a, 4b, 5; 22a, 23a, 24a, 25a, 26a), подаваемого на транспортировочную поверхность (34, 36).
26. Установка по п. 24, в которой станция (19, 20, 21; 22, 23, 24, 25, 26) раздачи полуфабрикатов содержит бобинодержатель (32), несущий бобину, на которой намотан полуфабрикат (4a, 4b, 5; 22a, 23a, 24a, 25a, 26).
27. Установка по п. 24, в которой станция (19, 20, 21; 22, 23, 24, 25, 26) раздачи полуфабрикатов содержит раму (27), несущую транспортировочную поверхность (34, 36), причем установка содержит множество тележек (29), каждая из которых несет бобинодержатель (32), несущий бобину, на которой намотан полуфабрикат (4a, 4b, 5; 22a, 23a, 24a, 25a, 26a), и выполнена с возможностью заключения в раме (27) с возможностью снятия.
28. Установка по п. 26 или 27, в которой транспортировочная поверхность (34, 36) имеет, по меньшей мере, один участок (36), наклоненный к направляющей (16), а бобинодержатель (32) может быть заключен под транспортировочной поверхностью (34, 36).
29. Установка по п. 24, в которой станция (19, 20, 21; 22, 23, 24, 25, 26) раздачи полуфабрикатов содержит экструдер (E), подающий полуфабрикат (4a, 4b, 5; 22a, 23a, 24a, 25a, 26a) на транспортировочную поверхность (34, 36).
30. Установка по п. 24, в которой завершающий конец (40) транспортировочной поверхности (34, 36) находится у направляющей (16).
31. Установка по п. 24, в которой завершающий конец (40) транспортировочной поверхности (34, 36) находится под формовочным барабаном (13), транспортируемым челночным устройством (17).
32. Установка по п. 24, в которой завершающий конец (40) транспортировочной поверхности (34, 36) находится над формовочным барабаном (13), транспортируемым челночным устройством (17).
33. Установка по п. 30, 31 или 32, в которой челночное устройство (17) выполнено с возможностью перемещения вдоль направления, пересекающего продольное протяжение направляющей (16), между первым положением, в котором радиально внешняя поверхность (13a) формовочного барабана (13) приближена к завершающему концу (40) транспортировочной поверхности (34, 36), и вторым положением, в котором радиально внешняя поверхность (13a) отведена от завершающего конца (40).
34. Установка по п. 33, в которой упомянутое направление перпендикулярно продольному протяжению направляющей (16).
35. Установка по любому из пп. 20-23, в которой челночное устройство (17) содержит устройства для привода формовочного барабана (13) во вращение вокруг его оси (X-X) вращения с целью приема полуфабриката (4a, 4b, 5; 22a, 23a, 24a, 25a, 26a), подаваемого посредством станции (19, 20, 21; 22, 23, 24, 25, 26) раздачи полуфабрикатов.
36. Установка по п. 24, в которой станция (19, 20, 21; 22, 23, 24, 25, 26) раздачи полуфабрикатов содержит, по меньшей мере, одну ленту (33, 35) транспортера, включающую в себя транспортировочную поверхность (34, 36).
| EP 0555813 A, 18.08.1993 | |||
| EP 1295701 A2, 26.03.2003 | |||
| WO 2010070374 A1, 24.06.2010 | |||
| Состав для печати тканей из натурального шелка | 1986 |
|
SU1541325A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СБОРКИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2002 |
|
RU2324594C2 |

