Настоящее изобретение касается способа изготовления декоративных панелей. Настоящее изобретение касается, в частности, способа усовершенствованного структурирования лакосодержащего покрывающего слоя декоративной панели в рамках изготовления декоративных панелей. Настоящее изобретение касается также декоративной панели.
Под термином «декоративная панель» в смысле изобретения следует понимать стеновые, потолочные, дверные или напольные панели, которые имеют нанесенный на плиту основания декор. При этом декоративные панели различным образом применяются как в области внутренней отделки помещений, так и для декоративной облицовки сооружений, например, в выставочном строительстве. Одной из самых частых областей применения декоративных панелей является их использование в качестве напольного покрытия, для облицовки потолков, стен или дверей. При этом декоративные панели часто имеют декор и поверхностное структурирование, которое должно имитировать натуральный материал.
Примерами таких воспроизводимых натуральных материалов являются такие древесные породы, как, например, клен, дуб, береза, вишня, ясень, орех, каштан, венге или же экзотические сорта дерева, такие как панга-панга, махагон, бамбуза и бубинга. Кроме того, часто воспроизводятся такие натуральные материалы, как каменные поверхности или керамические поверхности.
До сих пор такие декоративные панели часто изготавливаются в виде ламинатов, у которых на плиту основания наносится декоративная бумага, имеющая желаемый декор, предварительно нанесенный посредством печати, на которую затем, в свою очередь, наносится так называемый оверлей. После нанесения при необходимости на сторону плиты основания, противоположную декоративной бумаге, еще уравновешивающей бумаги, полученная конструкция из слоев жестко соединяется в одно целое с применением надлежащих клеящих средств, активируемых давлением и/или теплом.
Для защиты нанесенного декоративного слоя, как правило, поверх декоративного слоя нанесены изнашивающиеся или покрывающие слои. Часто предусмотрено, что в таких изнашивающихся или покрывающих слоях выполнено поверхностное структурирование, имитирующее декоративный рисунок, так что поверхность декоративной панели имеет гаптически воспринимаемую структуру, которая по своей форме и своему узору адаптирована к нанесенному декору, чтобы таким образом получить как можно более соответствующее оригиналу подражание натуральному материалу, также с точки зрения гаптики.
При этом при выполнении покрывающего слоя с помощью лаков эта структура выполняется путем так называемого позитивного структурирования, при котором структуры создаются путем нанесения слоя лака и при этом, в частности, путем селективного нанесения возвышенных областей структуры. Часто это осуществляется с помощью негативно структурированных средств тиснения, которые могут соответственно наносить слой лака. Недостатком таких способов может быть, что возможно, в частности, нанесение обширных областей, однако выполнение мелких и локально ограниченных областей, таких как, например, поры, возможно только с трудом. В результате особенно близкое к реальности впечатление структуры при позитивном структурировании лаков чаще всего возможно только ограниченно. Однако негативное структурирование лакосодержащих покрывающих слоев до сих пор не было возможно с достаточным качеством.
Из документа WO 01/48333 A1 известен способ изготовления поверхностей, имеющих декоративную верхнюю сторону, например, для применения в качестве напольного покрытия. При этом на снабженную печатью поверхность наносится покрывающий слой, при этом в виде нескольких пластов может наноситься покрывающий слой, который после нанесения и перед нанесением каждого следующего слоя слегка отверждается.
Документы WO 02/28665 A1, US 5 529 812 A и EP 2 402 174 A1 описывают в каждом случае изготовление декоративных элементов, у которых покрывающий слой наносится и сначала частично отверждается.
Учитывая это, задачей настоящего изобретения является указать способ изготовления декоративной панели, который по меньшей мере частично сможет преодолеть проблемы, известные из уровня техники.
Решается эта задача с помощью способа по п.1 формулы изобретения. Решается эта задача также с помощью декоративной панели по п.8 формулы изобретения. Предпочтительные варианты осуществления настоящего изобретения указаны в зависимых пунктах формулы изобретения, а также в дальнейшем описании, причем эти варианты осуществления по отдельности или в комбинации могут представлять собой одно из усовершенствований изобретения.
Настоящим изобретением предлагается способ изготовления декоративной панели, имеющий шаги способа:
a) подготовка основы;
b) нанесение декора по меньшей мере на одну отдельную область основы;
c) нанесение лакосодержащего покрывающего слоя на декор,
который отличается тем, что
d) лакосодержащий покрывающий слой частично отверждается; при этом
d1) частичное отверждение покрывающего слоя осуществляется с образованием градиента отверждения, и при этом указанный градиент отверждения образуется в направлении толщины покрывающего слоя таким образом, что поверхностная область покрывающего слоя отверждается сравнительно сильнее, чем более углубленная область покрывающего слоя, и при этом
e) после этого только частичного отверждения покрывающего слоя он снабжается структурированием, при этом
f) шаг e) способа осуществляется по меньшей мере частично путем негативного структурирования; и
g) лакосодержащий покрывающий слой окончательно отверждается после шага e) способа.
Неожиданным образом оказалось, что тогда, когда лакосодержащий покрывающий слой перед структурированием частично отверждается, и после этого такое частичное отверждение снабжается структурированием, прежде чем происходит окончательное отверждение, могут создаваться условия для негативного структурирования лакосодержащего покрывающего слоя и вместе с тем особенно детально точного структурирования или, соответственно, особенно детально точного восприятия нанесенной структуры. В частности, при этом становится возможным выполнение негативного структурирования при слое лака, то есть, в частности, введение также локально ограниченных углублений структуры, например, изображающих поры, например, посредством средства тиснения, что может значительно улучшать воспринимаемое впечатление структурирования.
Для этого способ в соответствии с шагом a) включает в себя сначала подготовку, в частности плитовой, основы. В частности, при этом материал основы может быть выбран в зависимости от желаемой области применения. Так, основа может состоять, например, из древесного материала или включать в себя его, если декоративная панель не подвержена влиянию чрезмерной влажности или погодных условий. Если, в отличие от этого, панель должна применяться, например, во влажных помещениях или в наружной области, основа может состоять, например, из полимерного материала или включать в себя его.
При этом древесными материалами в смысле изобретения являются, наряду с цельными древесными материалами, являются также такие материалы, как, например, клееные щиты с перекрестным расположением слоев, клееные щиты с параллельным направлением волокон, столярная плита со срединкой из брусков, фанера с перекрестным расположением слоев, фанера с параллельным направлением волокон, древесина, склеенная из параллельно расположенных полос шпона и гнуто-клееная древесина. Кроме того, под древесными материалами в смысле изобретения следует понимать также древесностружечные материалы, такие как, например, стружечные прессованные плиты, плиты, прессованные методом выдавливания, плиты на основе крупноразмерной стружки (англ. Oriented Structural Board, OSB, стружечные плиты с ориентированным расположением стружки), и брус на основе параллельно уложенных стружек, а также древесноволокнистые материалы, такие как, например, древесноволокнистые изоляционные плиты (ИДВП), средней твердости и твердые волокнистые плиты (ДВП СТ, ДВП ВТ), а также, в частности, волокнистые плиты средней плотности (ДВП СП) и волокнистые плиты высокой плотности (ДВП ВП). Также в смысле изобретения древесными материалами являются современные древесные материалы, такие как древесно-полимерные материалы (англ. Wood Plastic Composite, WPC), сэндвичные плиты из легкого сердцевинного материала, такого как пеноматериал, твердй пены или бумажных сот и нанесенного на них слоя древесины, а также связанные минеральным способом, например, с помощью цемента, древесностружечные плиты. Пробка также представляет собой при этом древесный материал в смысле изобретения.
Полимерными материалами, которые могут применяться при изготовлении соответствующих панелей или, соответственно, основ, являются, например, термопластичные полимерные материалы, такие как поливинилхлорид, полиолефины (например, полиэтилен (ПЭ), полипропилен (ПП), полиамиды (ПА), полиуретаны (ПУ), полистирол (ПС), акринитрил-бутадиен-стирол (АБС), полиметилметаакрилат (ПММА), поликарбонат (ПК), полиэтилентерефталат (ПЭТ), полиэфирэфиркетон (ПЭЭК) или их смеси или сополимеризаты. Полимерные материалы могут содержать обычные наполнители, например карбонат кальция (мел), оксид алюминия, силикатель, кварцевую муку, древесную муку, гипс. Также они могут быть известным образом окрашены.
При этом основа такого рода может по существу представлять собой такую основу, которая, в принципе, известна специалисту из уровня техники.
В следующем шаге описанный выше способ включает в себя в соответствии с шагом b) способа нанесение декора, который, например, должен изображать декоративный рисунок или имитировать его по меньшей мере на одну отдельную область основы. Таким образом, в этом шаге способа по меньшей мере одна отдельная область основы, в частности вся основа, снабжается таким декором.
При этом под «декоративным рисунком» в смысле настоящего (изобретения) может, в частности, пониматься такой оригинальный натуральный материал или, соответственно, по меньшей мере его поверхность, который должен имитироваться или, соответственно, воспроизводиться декором.
Нанесение декора может осуществляться, например, таким образом, что декор наносится непосредственно на основу, например, способом печати. При этом на основе может быть также предусмотрен надлежащий подслой для печати. Альтернативно в смысле настоящего изобретения не исключено, что декор наносится таким образом, что на основу наносится, например, уже снабженный печатью волокнистый слой, например слой бумаги, или же уже снабженная печатью пленка, например, из полиэтилена, пропилена или поливинилхлорида.
В смысле изобретения под термином «волокнистые материалы» следует понимать такие материалы, как, например, бумага и ваточный холст на основе растительных, животных, минеральных или же синтетических волокон, а также картон. Примерами волокнистых материалов из растительных волокон, наряду с бумагами и ваточными холстами из целлюлозных волокон, являются плиты из биомассы, такой как солома, маисовая солома, бамбуза, листва, экстракты водорослей, пенька, хлопок или волокна из пальмового масла. Примерами животных волокнистых материалов являются материалы на основе кератина, такие как, например, шерсть или конский волос. Примерами минеральных волокнистых материалов являются (материалы?) из минеральной ваты или стекловаты.
По следующему шагу c) способа затем на декор наносится лакосодержащий покрывающий слой.
Называемый также изнашивающимся слоем покрывающий слой в смысле изобретения представляет собой, в частности, слой, нанесенный в качестве наружного окончания, который, в частности. защищает декоративный слой от износа или повреждения вследствие грязи, влияния влаги или механических воздействий, таких как, например, истирание. При этом может быть предусмотрено, что изнашивающийся слой содержит твердые вещества, такие как, например, нитрид титана, карбид титана, нитрид кремния, карбид кремния, карбид бора, карбид вольфрама, карбид тантала, оксид алюминия (корунд), оксид циркония или их смеси, для повышения износостойкости этого слоя. При этом может быть предусмотрено, что твердое вещество содержится в составе изнашивающегося слоя в количестве от 5 вес.% до 40 вес.%, предпочтительно от 15 вес.% до 25 вес.%. Предпочтительно твердое вещество имеет при этом средний диаметр зерна от 10 мкм до 250 мкм, также предпочтительно от 10 мкм до 100 мкм. Тем самым предпочтительно достигается, что состав изнашивающегося слоя образует устойчивую дисперсию, и может предотвращаться расслоение смеси или, соответственно, осаждение твердого вещества в составе изнашивающегося слоя. Для образования соответствующего изнашивающегося слоя в одном из вариантов осуществления изобретения предусмотрено, что наносится содержащий твердое вещество состав в концентрации от 10 г/м2 до 250 г/м2, предпочтительно от 25 г/м2 до 100 г/м2. Нанесение покрывающего слоя может, например, осуществляться посредством валиков, таких как резиновые валики, или посредством литьевых устройств. В другом варианте осуществления изобретения может быть предусмотрено, что твердое вещество в момент времени нанесения состава изнашивающегося слоя не содержится в составе, а в виде частиц насыпается на состав изнашивающегося слоя, который после этого отверждается.
При этом также предусмотрено, что покрывающий слой является лакосодержащим. При этом под лакосодержащим покрывающим слоем в смысле настоящего изобретения может пониматься, в частности, покрывающий слой, который, в частности, содержит компоненты, отверждаемые излучением. При этом под лаками могут пониматься, в частности, такие вещества, которые могут отверждаться ультрафиолетовым излучением.
Преимущество лакосодержащего покрывающего слоя может, в частности, видеться в том, что он может быть особенно устойчивым и при этом при обработке производит особенно малое количество эмиссий, таких как, например, эмиссии запахов.
В описанном выше способе также предусмотрено, что в следующем шаге d) способа лакосодержащий покрывающий слой частично отверждается. Этот шаг способа только частичного отверждения покрывающего слоя позволяет особенно предпочтительно подготавливать покрывающий слой к негативному структурированию, как это в деталях описывается ниже.
После описанного выше частичного отверждения покрывающий слой в соответствии с шагом e) способа снабжается структурированием, причем этот шаг в соответствии с шагом f) способа по меньшей мере частично осуществляется путем негативного структурирования. Таким образом, в этом шаге покрывающий слой снабжается структурой, которая, например, может соответствовать декоративному рисунку или, соответственно, может идеальным образом изображать его в идентичном рисунке. Альтернативно для такого декора могут выполняться обычные структуры, которые не обязательно должны быть выполнены в идентичном рисунке, а могут имитировать такой декор или, соответственно, данный декоративный рисунок. При этом в покрывающий слой могут, например, ввводиться поры имитации древесины и/или другие поверхностные структуры. Причем этот шаг способа осуществляется путем так называемого негативного структурирования. При этом под негативным структурированием в смысле настоящего изобретения может, в частности, пониматься, что возвышенные области определенным образом не наносятся на основную поверхность, как это принято в системах лаков по уровню техники, а, в отличие от этого, противоположным им образом выпрессовываются углубления. Это может быть осуществимо, например, с помощью инструмента для тиснения, который, например, может быть выполнен в виде тиснильного вала. Тиснильный вал, например, по меньшей мере на тиснящей поверхности может быть выполнен из металла, например представлять собой стальной вал, или также по меньшей мере на тиснящей поверхности быть отформован из полимерного материала. При этом полимерный материал может, в частности, представлять собой твердый полимерный материал, при этом твердый полимерный материал в рамках настоящего изобретения может представлять собой, в частности, такой полимерный материал, который имеет твердость в пределах≥80 по Шору, например≥100 по Шору, измеренную по DIN EN ISO 868.
При этом может быть предусмотрено, что структурирование покрывающего слоя полностью осуществляется негативным способом, однако в рамках изобретения не исключено, что части покрывающего слоя структурируются путем позитивного структурирования, то есть определенным образом могут наноситься возвышенные области.
В частности, предпочтительно, чтобы нанесение структуры или, соответственно, вытиснение структурирования осуществлялось в соответствии с нанесенным декором плиты основания, чтобы получить по возможности соответствующее оригиналу изображение натурального материала. При этом может быть предусмотрено, чтобы структурирование покрывающего слоя осуществлялось посредством надлежащих оптических способов, и ориентация инструмента для тиснения и плиты основания относительно друг друга осуществлялось в зависимости от предполагаемого декора. При этом для ориентации средства тиснения и плиты основания друг относительно друга может быть предусмотрено, чтобы необходимое для ориентации относительное движение между инструментом для тиснения и плитой основания осуществлялось путем смещения плиты основания или путем смещения инструмента для тиснения.
Благодаря тому что перед вводом структурирования лакосодержащий покрывающий слой отверждается не полностью, а только частично или, соответственно, только слегка отверждается, покрывающий слой может предварительно обрабатываться таким образом, что средство для тиснения может вытиснять соответствующую структуру в покрывающем слое, и эта структура также после ввода может сохранять свою форму по меньшей мере до полного отверждения. Таким образом можно обойти недостаток обработки лакосодержащего слоя из уровня техники, при котором негативное тиснение было невозможно. Принципиальной целью частичного отверждения, например, всего покрывающего слоя или только его определенной области является при этом, в частности, обработка покрывающего слоя таким образом, чтобы достаточная устойчивость для долговечного структурирования обеспечивалась даже после удаления с покрывающего слоя средства тиснения. Кроме того, должна быть, однако, обеспечена достаточна гибкость покрывающего слоя, чтобы с помощью средства тиснения можно было без затруднений вводить структурирование в покрывающий слой. Неожиданным образом оказалось, что вышеназванное, в частности, может быть достигнуто путем выполнения частичного отверждения покрывающего слоя.
После ввода структуры в покрывающий слой затем в соответствии с шагом g) способа он может окончательно отверждаться или, соответственно, полностью отверждаться.
Таким образом, с помощью описанного выше способа, говоря обобщенно, путем негативного структурировании лакосодержащего слоя становится возможным создание структурирования, с помощью которого воспринимаемое впечатление декорированной панели особенно близко приближается к оригиналу или, соответственно, к декоративному рисунку. Другими словами, с помощью описанного выше способа могут создаваться особенно высококачественные декоративные панели.
При этом частичное отверждение покрывающего слоя осуществляется, в частности, с образованием градиента отверждения. В рамках настоящего изобретения это, в частности, должно означать, что в покрывающем слое имеются области, которые могут быть частично отверждены и при этом имеют сравнительно незначительное отверждение, или которые также могут быть совершенно не отверждены, и что, кроме того, в покрывающем слое имеются области, которые частично отверждены и имеют сравнительно более высокое отверждение, при этом данные области локально ограничены, то есть имеются с градиентом отверждения или, соответственно, с пространственным градиентом отверждения. При этом, в частности, комбинация сравнительно меньше отвержденных областей или, соответственно, неотвержденных областей со сравнительно сильнее отвержденными областями и вместе с тем сравнительно гибких со сравнительно устойчивыми областями в покрывающем слое особенно предпочтительным образом может создавать условия для комбинации гибких с устойчивыми областями и, следовательно, негативного структурирования лакосодержащего слоя.
При этом предусмотрено, в частности, что градиент отверждения образуется в направлении толщины покрывающего слоя. Таким образом, другими словами, в этом варианте осуществления, может, в частности, сравнительно сильнее отверждаться поверхность или, соответственно, поверхностная область покрывающего слоя, при этом более углубленные области покрывающего слоя отверждены меньше по сравнению с поверхностными областями покрывающего слоя. Например, отверждение может осуществляться на поверхности покрывающего слоя и при этом в пространственной области, которая составляет приблизительно область≤50% от всей толщины нанесенного покрывающего слоя, например область от≥20% до≤40% от всей толщины нанесенного покрывающего слоя. Например, верхняя треть или, соответственно, верхние 33% покрывающего слоя могут иметь сравнительно более высокое отверждение, чем остальная область покрывающего слоя. Таким образом, в этом варианте осуществления поверхность может, например, так сказать, желатинироваться, при этом более углубленные области покрывающего слоя слегка отверждены только в незначительной степени. Благодаря этому могут создаваться условия для того, чтобы за счет сравнительно гибких областей внутри покрывающего слоя средство тиснения могло без затруднений проникать в покрывающий слой и при этом вытиснять структуру, однако, за счет областей на поверхности покрывающего слоя, слегка отвержденным в сравнительно более сильной степени, могла создаваться достаточная устойчивость, чтобы структура после удаления средства тиснения могла сохраняться по меньшей мере до полного окончательного отверждения покрывающего слоя. Благодаря этому может, в частности, осуществляться отверждение с меньшей затратой времени, так что способ изготовления декоративной панели в этом варианте осуществления может быть выполним особенно экономично. При этом такое отверждение может уже быть достаточным, чтобы можно было без затруднений выполнять негативное структурирование.
В одном из предпочтительных вариантов осуществления описанного выше способа частичное отверждение лакосодержащего покрывающего слоя может выполняться с применением источника излучения или, соответственно, с мощностью источника излучения в пределах≤80 Вт, например, в пределах от≥5 Вт до≤50 Вт, особенно предпочтительно от≥30 Вт до≤40 Вт. Альтернативно или дополнительно может быть предусмотрено, что частичное отверждение лакосодержащего или, соответственно, отверждаемого излучением покрывающего слоя выполняется с применением излучения с длиной волны в пределах от≥200 нм до≤380 нм, например в пределах от≥240 нм до≤280 нм, например 254 нм. При этом в качестве источника излучения может, например, применяться лампа низкого давления или, соответственно, коротковолновый облучатель, такой как, например, галлиевый облучатель.
В частности, создание или, соответственно, применение излучения в вышеназванных пределах мощности и/или с применением описанной выше длины волны в ультрафиолетовом диапазоне волн может особенно предпочтительным образом способствовать созданию частичного отверждения и при этом также созданию градиента отверждения. При этом вышеназванные значения мощности противоречат значениям, известным в уровне техники, при которых, в частности, применяется излучение в диапазоне длин волн или, соответственно, высокая мощность излучения обычно больше 80 Вт, например до 200 Вт. В противоположность параметрам излучения, известным из уровня техники, неожиданным образом, в частности, в этом варианте осуществления особенно простым образом может достигаться, чтобы применяемое излучение, например, не проникало на полную толщину покрывающего слоя и вместе с тем не вызывало полного отверждения, а в отличие от этого регулируемым и определенным образом подвергалась отверждению, например, только определенная поверхностная область покрывающего слоя, или чтобы весь покрывающий слой отверждался только частично, но не еще окончательно. Таким образом, в частности благодаря применению излучения с использованием описанных выше параметров, может особенно надежным и определенным образом устанавливаться желаемый градиент излучения.
Например, при применении длины волны в описанном выше диапазоне, например, меньше 300 нм, например меньше 300 нм, например 254 нм, может отверждаться поверхностная область толщиной от 3 до 4 мкм. При этом если покрывающий слой имеет примерно такую толщину, может частично отверждаться весь покрывающий слой. Это может происходить не ограничивающим образом при нанесении покрывающего слоя в количестве 30-40 г/м2. Если наносятся более высокие количества покрывающего слоя, например, если поверхность декора слишком неровная, то область покрывающего слоя, находящаяся ниже описанных выше пределов толщины, может оставаться необработанной лучами описанной выше длиной волны. Тогда может быть предпочтительно, перед обработкой поверхности покрывающего слоя слегка отверждать весь покрывающий слой, например, с применением длины волны в диапазоне 340-360 нм, и после этого усиленно частично отверждать поверхность покрывающего слоя длиной волны в описанном выше диапазоне, например, меньше 300 нм, например 254 нм. Таким образом, может быть также предпочтительно двухступенчатое частичное отверждение покрывающего слоя. В принципе, толщина сравнительно сильнее отвержденной поверхностной области может зависеть от выбранных параметров, таких как, в частности, длина волны применяемого излучения и мощность источника излучения.
В другом варианте осуществления описанного выше способа расстояние от источника излучения до структурируемой поверхности покрывающего слоя может быть изменяемым. При этом может быть, например, предусмотрено, чтобы, в частности, расстояние от источника излучения до поверхности покрывающего слоя было изменяемым или, соответственно, источник излучения был смещаемым, например, соответственно от покрывающего слоя или в направлении покрывающего слоя. В частности, в этом варианте осуществления способ может быть особенно адаптируемым, так как с помощью одного источника излучения путем варьирования расстояния могут, например, обрабатываться различные толщины покрывающего слоя, а также самые различные материалы покрывающего слоя и при этом, например, устанавливаться градиент отверждения. Таким образом, в частности, в этом варианте осуществления имеется возможность, чтобы устанавливаемая особенно определенным образом поверхностная область покрывающего слоя отверждалась сравнительно сильнее, чем, например, другие области покрывающего слоя.
В другом варианте осуществления описанного выше способа лакосодержащий покрывающий слой может наноситься с толщиной, которая находится в пределах от≥1 мкм до≤5 мм, предпочтительно от≥1 мкм до≤20 мкм. Такие толщины покрывающего слоя могут быть уже достаточны, чтобы, во-первых, можно было вводить максимально реалистичное поверхностное структурирование и при этом также устанавливать градиенты отверждения, созданные, как описано выше. Потому что уже при таких толщинах, например, предотвращаться, чтобы покрывающий слой равномерно отверждался по всей толщине, а, скорее, может допускаться, чтобы, например, отверждалась поверхностная область покрывающего слоя, в отличие от чего более углубленная область покрывающего слоя отверждена сравнительно меньше. При этом конкретная используемая толщина понятным специалисту образом должна адаптироваться, например, к наносимой структуре или другим параметрам, касающимся данного случая применения.
В другом варианте осуществления описанного выше способа лакосодержащий покрывающий слой может содержать лак на основе акрилата. В частности, покрывающий слой может содержать один или несколько акрилатов, которые, в частности, могут быть модифицированы полиуретаном (ПУ) или, соответственно, могут находить применение системы акрилат/полиуретан. В частности, такие системы лаков могут образовывать особенно стойкий к расцарапыванию и ударам покрывающий слой, что может делать изготавливаемую декоративную панель особенно прочной. При этом только благодаря настоящему изобретению стало возможным снабжение таких систем лаков негативным структурированием, чтобы таким образом обеспечивать возможность особенно высококачественного отпечатка структуры, имеющего преимущества слоя лака.
В другом варианте осуществления описанного выше способа декор может наноситься способом прямой печати. Под термином «прямая печать» в смысле изобретения понимается нанесение декора непосредственно на основу панели или на нанесенный на основу, не снабженный печатью слой волокнистого материала или слой пленочного материала. В отличие от традиционных способов, при которых на основу наносится декоративный слой, снабженный ранее желаемым декором посредством печати, при прямой печати отпечатывание декора осуществляется непосредственно в ходе изготовления панели. При этом могут находить применение различные технологии печати, такие как, например, флексографическая печать, офсетная печать или печать сетчатыми шаблонами. В частности, при этом могут применяться цифровые технологии печати, такие как, например, струйный способ или способ лазерной печати.
Например, на основе может быть предусмотрен подслой для печати для декора, наносимого путем прямой печати, в частности цифровой печати, который может представлять собой так называемый праймер. При этом может, например, использоваться праймер, выполненный на основе уретанакрилата. При этом уретанакрилат может содержаться в составе праймера в виде реактивных олигомеров или, соответственно, преполимеров. При этом под термином «реактивный олигомер» или, соответственно, «преполимер» в смысле изобретения следует понимать соединение, содержащее единицы уретанакрилата, которое под воздействием излучения, при необх. с добавлением реактивного связующего или реактивного разбавителя может реагировать с получением уретанакрилат-полимера. Праймер в предлагаемом изобретением способе может предпочтительно наноситься на плиту основы посредством резиновых валиков. Предпочтительно праймер наносится в количестве от≥1 г/м2 до≤100 г/м2, предпочтительно от≥10 г/м2 до≤50 г/м2, в частности от≥20 г/м2 до≤40 г/м2. После нанесения праймера на поверхность основы осуществляется облучение с помощью источника излучения надлежащей длины волны.
При этом, независимо от применяемого способа печати, предпочтительно, чтобы декор наносился посредством отверждаемых излучением красок или чернил. При этом под термином «отверждаемая излучением краска» в смысле изобретения следует понимать состав, содержащий связующее и/или наполнитель, а также красильные пигменты, который может по меньшей мере частично полимеризоваться под воздействием электромагнитного излучения надлежащей длины волны, такого как, например, ультрафиолетовое излучение или электронное излучение. При этом под термином «отверждаемые излучением чернила» в смысле изобретения следует понимать по существу не содержащий наполнителя, содержащий красильные пигменты состав, который может по меньшей мере частично полимеризоваться под воздействием электромагнитного излучения надлежащей длины волны, такого как, например, ультрафиолетовое излучение или электронное излучение.
Кроме того, может быть предусмотрено, что, в частности, перед печатающим устройством способа прямой печати, например, включающим в себя струйный чернильный принтер, предназначенная для нанесения печати основа обрабатывается с помощью устройства для отвода электростатических зарядов. Благодаря этому может достигаться особенно точное печатное изображение, так как может предотвращаться, чтобы образующийся в ходе производственного процесса неопределенный электростатический заряд в снабжаемых печатью основах приводил к неопределенному отклонению капель краски или, соответственно, чернил на их пути от печатающей головки к снабжаемой печатью поверхности. Устройство для отвода электростатических зарядов может быть, например, образовано ионизирующей воздуходувкой, которая направляет ионизированный воздух по основе. Кроме того, может быть предусмотрено, чтобы устройство для отвода электростатических зарядов имело по меньшей мере один ролик, щетку или закраину из проводящего материала, которая электрически проводящим образом контактирует с основой по меньшей мере в области печатающего устройства и которая соединена с электрическим потенциалом массы. Электрический потенциал массы может, например, обеспечиваться заземлением.
В отношении других технических признаков и преимуществ предлагаемого изобретением способа настоящим непосредственно ссылаемся на пояснения в связи с предлагаемой изобретением декоративной панелью, фигуры, а также описание фигур.
Предметом настоящего изобретения является также декоративная панель, имеющая, в частности, плитовую основу, декор и неструктурированный лакосодержащий покрывающий слой. Причем эта декоративная панель отличается тем, что неструктурированный лакосодержащий покрывающий слой отвержден не полностью, а только частично, причем этот покрывающий слой частично отвержден таким образом, что имеется градиент отверждения в направлении толщины покрывающего слоя, и при этом поверхностная область покрывающего слоя отверждена сравнительно сильнее, чем более углубленная область покрывающего слоя. Благодаря частичному отверждению покрывающего слоя особенно предпочтительным образом может изготавливаться промежуточная ступень или, соответственно, полуфабрикат, который имеет особенно предпочтительные свойства в отношении последующего структурирования. Так, покрывающий слой может, в частности, иметь достаточную гибкость, чтобы обеспечивать возможность проникновения средства тиснения, такого как, например, тиснильный вал, и при этом также иметь достаточную устойчивость, чтобы сохранять вытисненную структуру до полного отверждения. При этом также этот промежуточный продукт уже называется декоративной панелью, так как он имеет основу, которая уже снабжена декором, даже если, в частности, поверхностная структура и при известных условиях размер еще может отличаться от конечного продукта. При этом такой промежуточный продукт или, соответственно, такая промежуточная ступень может, в частности, служить для вытиснения структуры, имитирующей декоративный рисунок, в еще не структурированном лакосодержащем покрывающем слое посредством негативного способа или, соответственно, посредством негативного структурирования. Это может создавать воспринимаемое впечатление, являющееся особенно реалистичным.
В частности, при этом комбинация сравнительно меньше отвержденных областей или, соответственно, неотвержденных областей со сравнительно сильнее отвержденными областями, и вместе с тем сравнительно гибких со сравнительно устойчивыми областями в покрывающем слое может особенно предпочтительным образом создавать условия для негативного структурирования лакосодержащего покрывающего слоя, как это описано выше со ссылкой на способ.
В другом варианте осуществления панели лакосодержащий покрывающий слой может содержать лак на основе акрилата. В частности, покрывающий слой может содержать акрилаты, которые, в частности, могут быть модифицированными полиуретаном, или, соответственно, могут находить применение системы акрилат/полиуретан. В частности, такие системы лаков могут образовывать особенно стойкий к расцарапыванию и ударам покрывающий слой, что может делать изготавливаемую декоративную панель особенно прочной. При этом только благодаря настоящему изобретению стало возможным снабжение таких систем лаков негативным структурированием, для обеспечения таким образом возможности особенно высококачественного отпечатывания структуры, имеющего преимущества слоя лака.
В другом варианте осуществления панели покрывающий слой может быть по меньшей мере частично отвержден так, чтобы степень сшивки находилась в пределах от≥65% до≤85%, особенно предпочтительно в пределах от≥70% до≤80%. При этом степень сшивки может быть, например, определима посредством определения содержания геля по DIN ISO 10147. Неожиданным образом оказалось, что, в частности, при частичном отверждении покрывающего слоя или, соответственно, по меньшей мере одного, предпочтительно всех, отверждаемых компонентов покрывающего слоя до вышеназванных пределов, создается высокая гибкость при одновременно высокой устойчивости, так что описанное выше негативное структурирование возможно также при лакосодержащих покрывающих слоях.
При этом дополнительно или альтернативно описанной выше степени сшивки частично отвержденный покрывающий слой может по меньшей мере частично, то есть, например, в поверхностной области, которая описана выше со ссылкой на градиент отверждения, или же полностью иметь твердость по маятниковому прибору или, соответственно, быть отвержден до твердости по маятниковому прибору, находящейся в пределах от≥65 до≤80 с. Такие твердости по маятниковому прибору могут также предпочтительно способствовать тому, чтобы было предпочтительно возможно вытиснение определенной структуры с помощью средства тиснения, однако вытисненная структура оставалась устойчивой до окончательного отверждения. В принципе, под твердостью по маятниковому прибору может пониматься мера твердости поверхности. При этом маятник полукруглыми ножками устанавливается на поверхность лака. Маятник отклоняется до определенного угла и отпускается. Затем измеряется время в секундах, которое проходит, пока приведенный в колебание в первой точке маятник больше не будет касаться второй точки. Чем тверже покрытие, тем дольше колеблется маятник. Твердость по маятниковому прибору может быть при этом, в частности, определима с использованием DIN ISO 1522 или DIN 53157.
В другом варианте осуществления панели покрывающий слой может иметь толщину, которая находится в пределах от≥1 мкм до≤5 мм, предпочтительно от≥1 мкм до≤20 мкм. Причем такие толщины могут быть особенно предпочтительны для негативного структурирования, при этом конкретная выбранная толщина, в частности, может быть зависима от конкретного исполнения.
В отношении других технических признаков предлагаемой изобретением декоративной панели настоящим непосредственно ссылаемся на пояснения в связи с предлагаемым изобретением способом, фигуры, а также описание фигур.
Ниже изобретение дополнительно поясняется с помощью фигур. При этом показано:
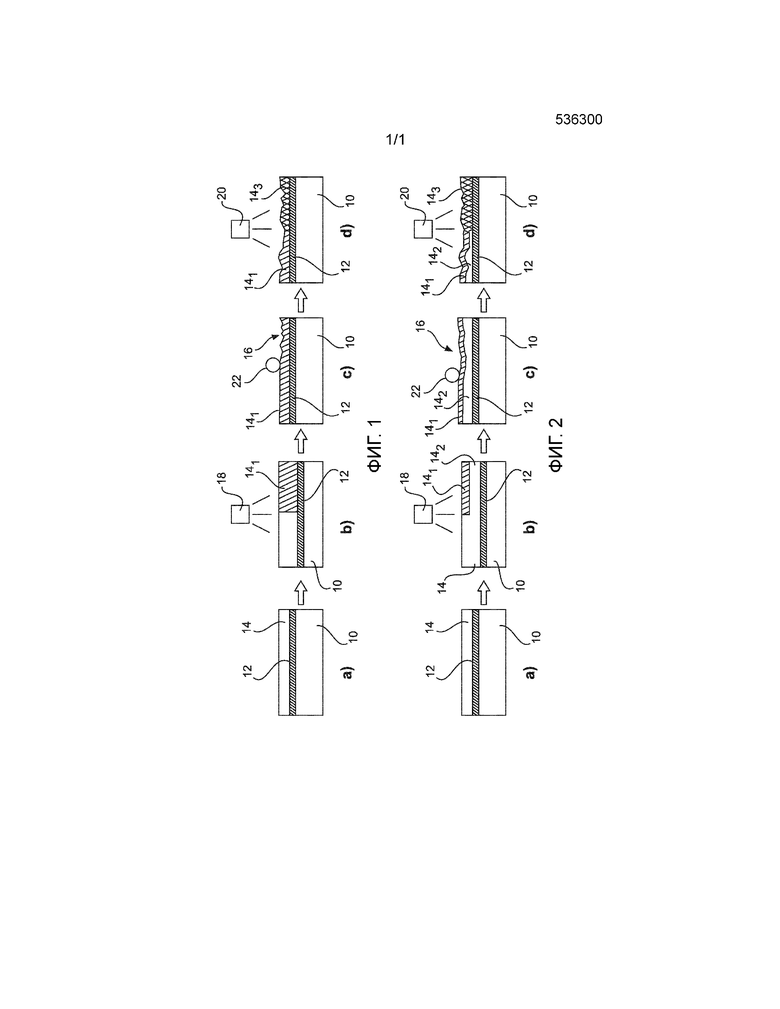
фиг.1a)-d): схематичный процесс выполнения одного из вариантов осуществления предлагаемого изобретением способа; и
фиг.2a)-d): схематичный процесс выполнения другого варианта осуществления предлагаемого изобретением способа.
На фиг.1 показан на фиг.1a)-d) один из вариантов осуществления схематичного процесса выполнения предлагаемого изобретением способа. При этом на фиг. 1a) показана основа 10, которая снабжена декором 12 или, соответственно, декоративным слоем и нанесенным на декор 12 покрывающим слоем 14. Декоративный слой может, например, иметь толщину, которая находится в пределах от≥1 мкм до≤5 мм, предпочтительно от≥1 мкм до≤20 мкм. При этом покрывающий слой является слоем на основе лака и может, в частности, содержать акриловый лак, такой как, например, систему акрил/ПУ. Эта система в шаге способа, который показан на фиг.1b), отверждается с помощью источника 18 излучения, при этом покрывающий слой 14 отверждается таким образом, что покрывающий слой 14 отверждается частично с образованием частично отвержденной области 141, которая на фиг.1 соответствует всему покрывающему слою 14. При этом частичное отверждение покрывающего слоя 14 осуществляется с образованием градиента отверждения, и этот градиент отверждения образуется в направлении толщины покрывающего слоя таким образом, что поверхностная область покрывающего слоя отверждается сравнительно сильнее, чем более углубленная или, соответственно, более глубоко находящаяся область покрывающего слоя.
При этом особенно предпочтительны могут быть параметры, определенные для частичного отверждения. Например, может (применяться?) частичное отверждение с помощью источника 18 излучения с мощностью в пределах≤80 Вт, например в пределах от≥5Вт до≤50 Вт, особенно предпочтительно≥30 Вт до≤40 Вт. Альтернативно или дополнительно может применяться излучение с длиной волны в пределах от≥200 нм до≤380 нм, например в пределах от≥240 нм до≤280 нм, например 254 нм. Соответственно источник 18 излучения может представлять собой галлиевый облучатель. После частичного отверждения частично отвержденная область 141 может, например, иметь степень сшивки в пределах от≥50% до≤90%, например от≥65% до≤85%, особенно предпочтительно в пределах от≥70% до≤80%, причем эта степень сшивки может быть определима по DIN ISO 10147. Дополнительно или альтернативно может быть предусмотрено, чтобы покрывающий слой 14 по меньшей мере частично имеет твердость по маятниковому прибору, которая находится в пределах от≥65 до≤80 с, причем эта твердость по маятниковому прибору собственно известным образом определима по Кенигу или, соответственно, Персозу, и вместе с тем с использованием DIN ISO 1522 или DIN 53157.
На фиг.1c) показано также, что путем негативного структурирования с применением средства 22 тиснения, такого как тиснильный вал, в частично отвержденный покрывающий слой 141 может вводиться определенное структурирование 16.
На фиг.1d) показано также, что покрывающий слой 14 может окончательно отверждаться с применением источника 20 излучения, например, с мощностью 80-100 Вт, например с помощью галлиево-ртутного облучателя в качестве источника 20 излучения. После этого основа 10 может разбиваться на панели надлежащего размера, в случае если выбранные параметры основы 10 превышают величину выбранных параметров желаемых панелей.
На фиг.2 показан другой вариант осуществления предлагаемого изобретением способа, причем этот способ большей частью соответствует описанному на фиг.1, так что в отношении детального описания ссылаемся на приведенные выше рассуждения. В варианте осуществления в соответствии с фиг.2 покрывающий слой 14 может, в свою очередь, отверждаться с образованием пространственного градиента отверждения. Это можно видеть на фиг.2b), при этом частично отвержденная область 141 покрывающего слоя 14 возникла в поверхностной области покрывающего слоя 14 выше по потоку от источника 18 излучения или, соответственно, в направлении перемещения после источника 18 излучения, в отличие от чего в более глубокой области покрывающего слоя 14 имеется неотвержденная область 142.
Список ссылочных обозначений
10 Основа
12 Декор
14 Покрывающий слой
141 Частично отвержденная область
142 Сравнительно незначительно отвержденная область
143 Окончательно отвержденная область
16 Структурирование
18 Источник излучения
20 Источник излучения
22 Средство тиснения
Изобретение относится к способу изготовления декоративной панели. Способ изготовления декоративной панели включает шаги: a) подготовку основы (10), b) нанесение декора (12) по меньшей мере на одну отдельную область основы (10), c) нанесение лакосодержащего покрывающего слоя (14) на декор, при этом также этапы d) лакосодержащий покрывающий слой (14) частично отверждают; при этом d1) частичное отверждение покрывающего слоя (14) осуществляют с образованием градиента отверждения, и при этом указанный градиент отверждения образуется в направлении толщины покрывающего слоя (14) таким образом, что поверхностная область покрывающего слоя (14) отверждается сравнительно сильнее, чем более углубленная область покрывающего слоя (14), и причем e) после этого только частичного отверждения покрывающего слоя (14) он снабжается структурированием (16), при этом f) шаг e) способа осуществляют по меньшей мере частично путем негативного структурирования; и g) лакосодержащий покрывающий слой окончательно отверждают после шага e) способа. Техническим результатом изобретения является детально точное восприятие нанесенной структуры. 6 з.п. ф-лы, 2 ил.
1. Способ изготовления декоративной панели, включающий шаги:
a) подготовку основы (10),
b) нанесение декора (12) по меньшей мере на одну отдельную область основы (10),
c) нанесение лакосодержащего покрывающего слоя (14) на декор,
отличающийся тем, что
d) лакосодержащий покрывающий слой (14) частично отверждают; при этом
d1) частичное отверждение покрывающего слоя (14) осуществляют с образованием градиента отверждения, и при этом указанный градиент отверждения образуется в направлении толщины покрывающего слоя (14) таким образом, что поверхностная область покрывающего слоя (14) отверждается сравнительно сильнее, чем более углубленная область покрывающего слоя (14), и причем
e) после этого только частичного отверждения покрывающего слоя (14) он снабжается структурированием (16), при этом
f) шаг e) способа осуществляют по меньшей мере частично путем негативного структурирования; и
g) лакосодержащий покрывающий слой окончательно отверждают после шага e) способа.
2. Способ по п.1, отличающийся тем, что частичное отверждение лакосодержащего покрывающего слоя (14) выполняют с применением источника излучения с мощностью в пределах ≤80 Вт.
3. Способ по п.1 или 2, отличающийся тем, что частичное отверждение лакосодержащего покрывающего слоя (14) выполняют с применением источника излучения с длиной волны в пределах от ≥200 нм до ≤380 нм.
4. Способ по одному из предыдущих пунктов, отличающийся тем, что расстояние от источника излучения до структурируемой поверхности покрывающего слоя изменяемо.
5. Способ по одному из предыдущих пунктов, отличающийся тем, что лакосодержащий покрывающий слой (14) наносят с толщиной, которая находится в пределах от ≥1 мкм до ≤5 мм.
6. Способ по одному из предыдущих пунктов, отличающийся тем, что лакосодержащий покрывающий слой (14) в качестве компонента содержит лак на основе акрилата.
7. Способ по одному из предыдущих пунктов, отличающийся тем, что декор (12) наносят способом прямой печати.
| WO 2008061791 A1, 29.05.2008 | |||
| US 5529812 A, 25.06.1996 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

