Область и уровень техники
Настоящее изобретение относится к системе организации отслеживания деталей и способу организации отслеживания деталей, в частности, к системе организации отслеживания деталей и способу организации отслеживания деталей с помощью сопроводительных табличек, ассоциированных с деталями.
Например, японская нерассмотренная публикация патентной заявки №H3-131438 раскрывает устройство инструктирования о поставке деталей, приспособленное для сбора сопроводительных табличек (инструкционных карт заказов), ассоциированных с деталями, считывания сопроводительных табличек посредством считывателя и распознавания записей об использовании деталей. Отметим, что когда детали поставляются на производственную линию, т.е. когда детали начинают использоваться, их сопроводительные таблички удаляются и складируются вместе в ящике для сбора сопроводительных табличек.
Сопроводительные таблички, помещенные в ящик, собираются в заданное время и совместно считываются посредством считывателя.
Сущность изобретения
Изобретатели обнаружили следующую проблему, связанную с системой организации отслеживания деталей и способом организации отслеживания деталей, использующими сопроводительные таблички, ассоциированные с деталями.
Например, когда обнаруживается, что дефектные детали используются в изделиях, после того как изделия отгружены, необходимо тщательно отбирать (т.е. находить) все изделия, использующие дефектные детали, и заменять эти дефектные детали новыми деталями.
Следовательно, например, в случае автомобильных изделий, для некоторых типов деталей, таких как двигатели, серийные номера прикрепляются к отдельным деталям с помощью штрих-кодов, двухмерных кодов и т.д. Дополнительно, возможно ассоциировать детали с изделиями на основе один к одному посредством считывания штрих-кодов или т.п., когда детали собираются на изделиях. Между тем, трудно назначать серийные номера всем деталям и, таким образом, ассоциировать детали с изделиями на основе один к одному с точки зрения производительности, затрат и т.д.
Следовательно, посредством технологии, описанной в японской нерассмотренной публикации патентной заявки №H3-131438, возможно сокращать изделия с дефектными деталями, установленными на них, до некоторой степени на основе времени, когда сопроводительные таблички, соответствующие дефектным деталям, считываются посредством считывателя. Однако поскольку сопроводительные таблички собираются в заданное время и совместно считываются, нелегко сокращать их до изделий с деталями, установленными на них, соответствующими каждой из сопроводительных табличек.
В прошлом, поскольку целью вышеописанных технологий было полный отбор (т.е. нахождение) всех изделий с дефектными деталями, установленными на них, было невозможно достаточно сокращать круг изделий, которые должны быть отобраны. Т.е. была проблема в том, что некоторое число изделий отбирается в качестве изделий, требующих замены деталей, несмотря на то, что дефектные детали фактически не установлены в изделиях.
Настоящее изобретение было выполнено, принимая во внимание вышеописанные обстоятельства, и предоставляет систему организации отслеживания деталей и способ организации отслеживания деталей, приспособленные для уменьшения числа изделий, которые должны быть отобраны, в то же время полностью отбирая все изделия, использующие дефектные детали.
Первый примерный аспект является системой организации отслеживания деталей, включающей в себя: производственную линию, на которую подаются детали с сопроводительной табличкой, прикрепленной к ним;
считыватель, выполненный с возможностью считывать сопроводительную табличку, которая удаляется, когда детали начинают подаваться на производственную линию; и
блок хранения, выполненный с возможностью сохранять время считывания группы сопроводительных табличек, включающих в себя сопроводительную табличку, собранную в заданное время, время считывания считывается посредством считывателя,
система организации отслеживания деталей выполнена с возможностью сокращать группу изделий, использующих детали с сопроводительной табличкой, прикрепленной к ним, на основе времени считывания группы сопроводительных табличек, считанных посредством считывателя,
в которой группа изделий, использующих детали с сопроводительной табличкой, прикрепленной к ним, сокращается за счет определения временного периода со времени считывания группы сопроводительных табличек, собранных двумя разами ранее сбора сопроводительной таблички, до времени считывания группы сопроводительных табличек, собранных непосредственно после сбора сопроводительной таблички, в качестве временного периода, в течение которого детали с сопроводительной табличкой, прикрепленной к ним, используются на производственной линии.
В системе организации отслеживания деталей согласно вышеописанному примерному аспекту настоящего изобретения, группа изделий, использующих детали с сопроводительной табличкой, прикрепленной к ним, сокращается за счет определения временного периода со времени считывания группы сопроводительных табличек, собранных двумя разами ранее сбора сопроводительной таблички, до времени считывания группы сопроводительных табличек, собранных непосредственно после сбора сопроводительной таблички, в качестве временного периода, в течение которого детали с сопроводительной табличкой, прикрепленной к ним, используются на производственной линии. Детали с сопроводительной табличкой, прикрепленной к ним, никогда не используются ранее времени считывания группы сопроводительных табличек, собранных двумя разами ранее сбора сопроводительной таблички. Дополнительно, детали с сопроводительной табличкой, прикрепленной к ним, также никогда не используются позже времени считывания группы сопроводительных табличек, собранных непосредственно позже сбора сопроводительной таблички (т.е. собранных при следующем сборе после сбора сопроводительной таблички). По вышеописанной причине, число изделий, которые должны быть отобраны, может быть уменьшено, в то время как все изделия, использующие дефектные детали, полностью отбираются.
Сокращенное число изделий может быть отобрано на основе идентификационной информации сопроводительной таблички посредством хранения соответствия между сокращенной группой изделий и сопроводительной табличкой в блоке хранения. С такой структурой возможно быстро отбирать изделия согласно их сопроводительным табличкам.
Система организации отслеживания деталей может дополнительно включать в себя оборудованную считывателем производственную линию, снабженную другим считывателем, выполненным с возможностью считывать сопроводительную табличку, в которой
на оборудованной считывателем производственной линии сопроводительная табличка, прикрепленная к деталям, считывается посредством другого считывателя, когда детали начинают подаваться на оборудованную считывателем производственную линию, и
для деталей с сопроводительной табличкой, прикрепленной к ним, которая была считана посредством другого считывателя, группа изделий, использующих детали, может быть сокращена за счет определения временного периода со времени считывания сопроводительной таблички, считанной посредством другого считывателя, до времени считывания следующей сопроводительной таблички в качестве временного периода, в течение которого детали используются на оборудованной считывателем производственной линии.
Что касается изделий, произведенных на оборудованной считывателем производственной линии, когда изделия, использующие дефектные детали, извлекаются на основе сопроводительных табличек, число изделий, которые должны быть отобраны, может быть дополнительно уменьшено, чем число изделий, произведенных на производственной линии (т.е. производственной линии, необорудованной считывателем).
Другим примерным аспектом является способ организации отслеживания деталей, включающий в себя:
удаление сопроводительной таблички, прикрепленной к деталям, когда детали начинают подаваться на производственную линию;
сбор группы сопроводительных табличек, включающих в себя удаленную сопроводительную табличку, в заданное время и совместное считывание собранной группы сопроводительных табличек посредством считывателя, и
сокращение группы изделий, использующих детали с сопроводительной табличкой, прикрепленной к ним, на основе времени считывания группы сопроводительных табличек посредством считывателя, при этом
группа изделий, использующих детали с сопроводительной табличкой, прикрепленной к ним, сокращается за счет определения временного периода со времени считывания группы сопроводительных табличек, собранных двумя разами ранее сбора сопроводительной таблички, до времени считывания группы сопроводительных табличек, собранных непосредственно после сбора сопроводительной таблички, в качестве временного периода, в течение которого детали с сопроводительной табличкой, прикрепленной к ним, используются на производственной линии.
В способе организации отслеживания деталей согласно вышеописанному примерному аспекту настоящего изобретения, группа изделий, использующих детали с сопроводительной табличкой, прикрепленной к ним, сокращается за счет определения временного периода со времени считывания группы сопроводительных табличек, собранных двумя разами ранее сбора сопроводительной таблички, до времени считывания группы сопроводительных табличек, собранных непосредственно после сбора сопроводительной таблички, в качестве временного периода, в течение которого детали с сопроводительной табличкой, прикрепленной к ним, используются на производственной линии. Детали с сопроводительной табличкой, прикрепленной к ним, никогда не используются ранее времени считывания группы сопроводительных табличек, собранных двумя разами ранее сбора сопроводительной таблички. Дополнительно, детали с сопроводительной табличкой, прикрепленной к ним, также никогда не используются после времени считывания группы сопроводительных табличек, собранных непосредственно после сбора сопроводительной таблички. По вышеописанной причине, число изделий, которые должны быть отобраны, может быть уменьшено, в то время как все изделия, использующие дефектные детали, полностью отбираются.
Сокращенное число изделий может быть отобрано на основе идентификационной информации сопроводительной таблички посредством хранения соответствия между сокращенной группой изделий и сопроводительной табличкой. С такой структурой возможно быстро отбирать изделия согласно их сопроводительным табличкам.
На оборудованной считывателем производственной линии, снабженной другим считывателем, выполненным с возможностью считывать сопроводительную табличку, сопроводительная табличка, прикрепленная к деталям, считывается посредством другого считывателя, когда детали начинают подаваться на оборудованную считывателем производственную линию, и
для деталей с сопроводительной табличкой, прикрепленной к ним, которая была считана посредством другого считывателя, группа изделий, использующих детали, может быть сокращена за счет определения временного периода со времени считывания сопроводительной таблички, считанной посредством другого считывателя, до времени считывания следующей сопроводительной таблички в качестве временного периода, в течение которого детали используются на оборудованной считывателем производственной линии.
Что касается изделий, произведенных на оборудованной считывателем производственной линии, когда изделия, использующие дефектные детали, отбираются на основе сопроводительных табличек, число изделий, которые должны быть отобраны, может быть дополнительно уменьшено, чем число изделий, произведенных на производственной линии.
Согласно настоящему изобретению, возможно предоставлять систему организации отслеживания деталей и способ организации отслеживания деталей, приспособленные для уменьшения числа изделий, которые должны быть отобраны, в то же время полностью отбирая все изделия, использующие дефектные детали.
Вышеописанные и другие цели, признаки и преимущества настоящего изобретения станут более полно понятны из подробного описания, приведенного ниже в данном документе, и сопровождающих чертежей, которые приведены только в качестве иллюстрации и, таким образом, не должны рассматриваться как ограничивающие настоящее изобретение.
Краткое описание чертежей
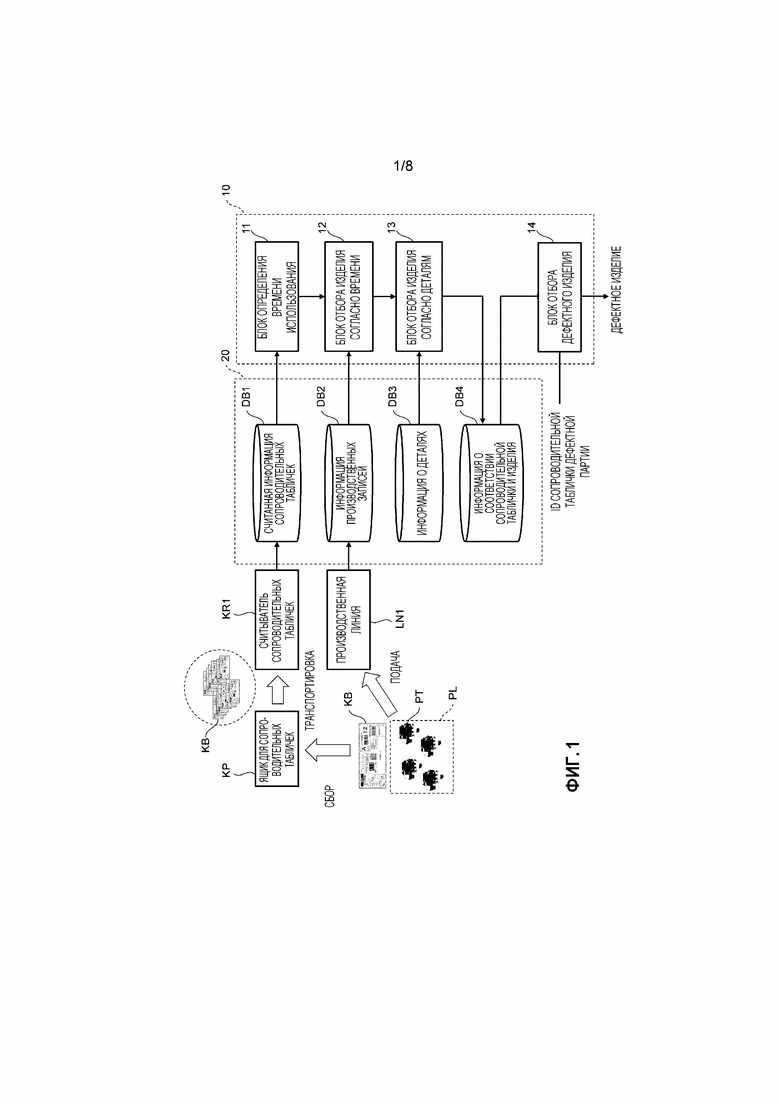
Фиг. 1 показывает блок-схему системы организации отслеживания деталей согласно первому варианту осуществления;
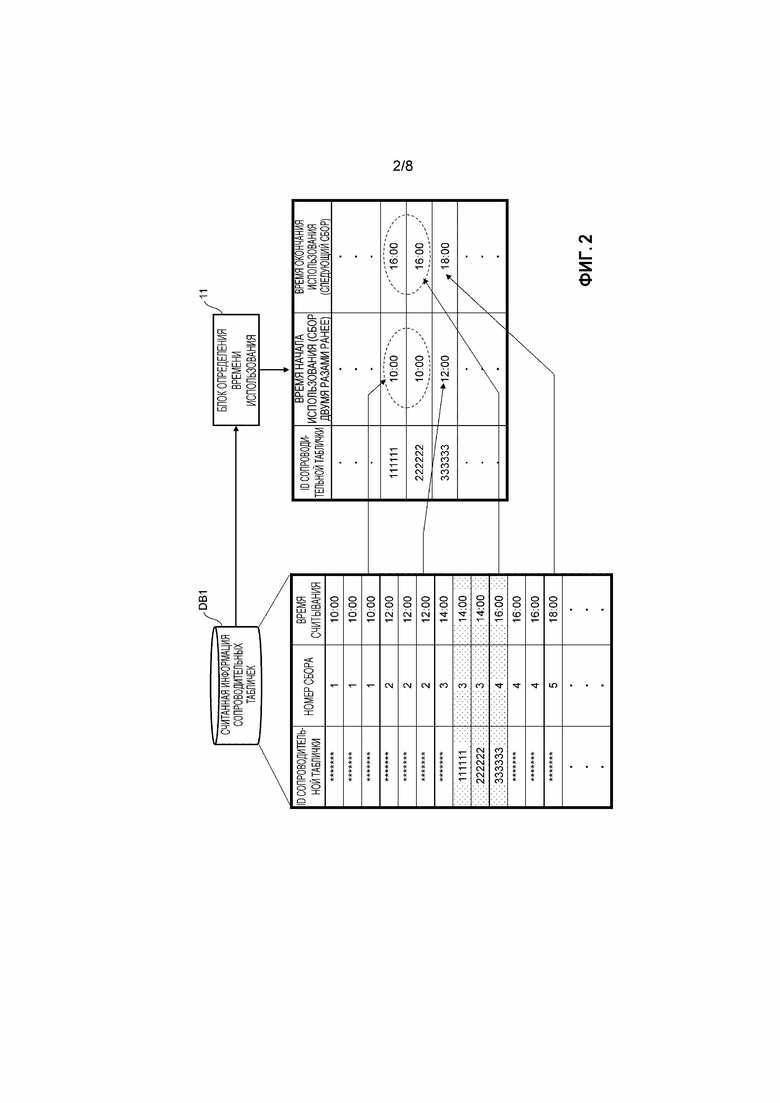
Фиг. 2 показывает считанную информацию DB1 сопроводительных табличек и информацию, выводимую из блока 11 определения времени использования;
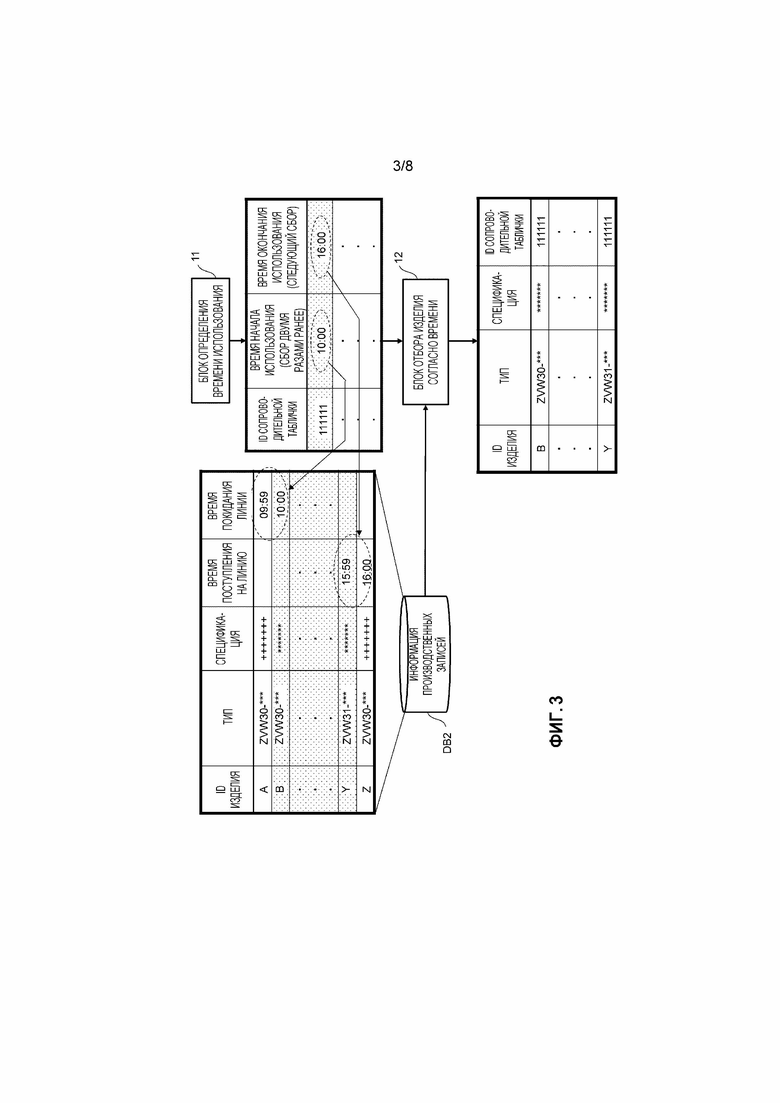
Фиг. 3 показывает информацию DB2 производственных записей и информацию, выводимую из блока 12 отбора изделия согласно времени;
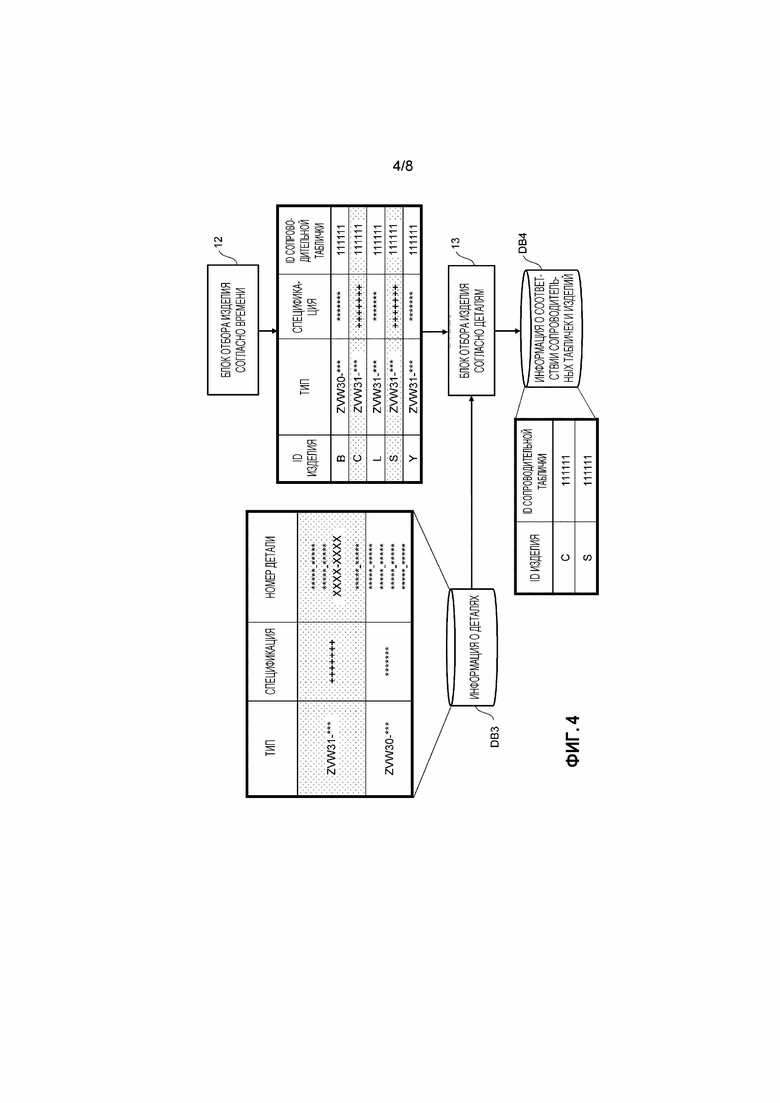
Фиг. 4 показывает информацию DB3 о деталях и информацию, выводимую из блока 13 отбора изделия согласно деталям;
Фиг. 5 показывает информацию, выводимую из блока 14 отбора дефектного изделия;
Фиг. 6 показывает временную диаграмму для объяснения способа для определения времени использования каждой сопроводительной таблички на производственной линии;
Фиг. 7 показывает блок-схему системы организации отслеживания деталей согласно второму варианту осуществления; и
Фиг. 8 показывает считанную информацию DB1 сопроводительных табличек и информацию, выводимую из блока 11 определения времени использования.
Подробное описание вариантов осуществления изобретения
Конкретные варианты осуществления, к которым настоящее изобретение применяется, объясняются далее в данном документе подробно со ссылкой на чертежи. Однако настоящее изобретение не ограничено последующими вариантами осуществления. Дополнительно, для прояснения объяснения, последующие описания и чертежи упрощаются при необходимости.
Первый вариант осуществления
Конфигурация системы организации отслеживания деталей
Сначала, система организации отслеживания деталей согласно первому варианту осуществления описывается со ссылкой на фиг. 1. Фиг. 1 показывает блок-схему системы организации отслеживания деталей согласно первому варианту осуществления. Система организации отслеживания деталей, показанная на фиг. 1, является, например, системой для сокращения числа автомобильных изделий с дефектными деталями, установленными на них, с помощью сопроводительных табличек (инструкционных карт заказа), ассоциированных с деталями.
Как показано на фиг. 1, эта система организации отслеживания деталей включает в себя производственную линию LN1, считыватель KR1 сопроводительных табличек, блок 10 управления и блок 20 хранения.
Поток сопроводительных табличек KB, прикрепленных к деталям PT, описывается далее в данном документе.
Как показано на фиг. 1, сопроводительная табличка KB прикрепляется к каждой партии деталей (далее в данном документе называемой партией деталей) PL, которая состоит из множества деталей PT, имеющих одинаковый номер детали. Когда первая деталь PT извлекается из партии PL деталей с сопроводительной табличкой KB, прикрепленной к ней, и подается на производственную линию LN1, сопроводительная табличка KB удаляется. Удаленная сопроводительная табличка KB собирается в ящике KP для сопроводительных табличек.
Множество сопроводительных табличек KB (т.е. группа сопроводительных табличек), собранных в ящике KP для сопроводительных табличек, переносится к считывателю KR1 сопроводительных табличек в заданное время и совместно считывается. ID сопроводительных табличек, которые отличаются друг от друга, присоединяются к каждой сопроводительной табличке KB с помощью штрих-кодов, двухмерных кодов и т.д. Дополнительно, штрих-коды и т.п., присоединенные к каждой сопроводительной табличке KB, считываются посредством считывателя KR1 сопроводительных табличек.
Далее блок 10 управления и блок 20 хранения описываются подробно.
Как показано на фиг. 1, блок 10 управления сокращает число изделий, использующих детали PT с сопроводительной табличкой KB, прикрепленной к ним, на основе времени считывания каждой сопроводительной таблички KB, считанной посредством считывателя KR1 сопроводительных табличек. В частности, блок 10 управления включает в себя четыре функциональных блока, т.е. блок 11 определения времени использования, блок 12 отбора изделия согласно времени, блок 13 отбора изделия согласно деталям и блок 14 отбора дефектного изделия.
Каждый функциональный блок, составляющий блок 10 управления, может состоять из CPU, памяти и других схем (не показаны) в качестве аппаратных средств и может быть осуществлен посредством выполнения программы, загруженной в память или т.п. как программное обеспечение. Соответственно, специалисты в области техники могут понимать, что эти функциональные блоки могут быть реализованы различными способами с помощью только аппаратных средств, только программного обеспечения или их сочетания и не ограничиваются блоками, реализованными каким-либо одним способом из них.
Дополнительно, как показано на фиг. 1, блок 20 хранения хранит четыре базы данных, т.е. считанную информацию DB1 сопроводительных табличек, информацию DB2 производственных записей, информацию DB3 о деталях и информацию DB4 соответствия сопроводительных табличек и изделий. Блок 20 хранения состоит из одного или множества запоминающих устройств, таких как жесткий диск и память. Например, когда множество жестких дисков, памяти и т.п. составляет блок 20 хранения, они могут быть размещены так, чтобы быть отдельными друг от друга и соединяться друг с другом через сеть.
Как показано на фиг. 1, блок 11 определения времени использования определяет временной период, в течение которого детали PT с соответствующими сопроводительными табличками KB, прикрепленными к ним, могли быть использованы на производственной линии LN1, на основе считанной информации DB1 сопроводительных табличек.
Отметим, что фиг. 2 показывает считанную информацию DB1 сопроводительных табличек и информацию, выводимую из блока 11 определения времени использования. Дополнительно, и считанная информация DB1 сопроводительных табличек, и информация, выводимая из блока 11 определения времени использования, показанные на фиг. 2, являются воображаемыми.
Как показано на фиг. 2, считанная информация DB1 сопроводительных табличек включает в себя число раз сбора и время считывания каждой сопроводительной таблички KB, считанной посредством считывателя KR1 сопроводительных табличек. Каждая сопроводительная табличка KB идентифицируется по уникальному ID сопроводительной таблички, который является идентификационной информацией. В примере, показанном на фиг. 2, множество сопроводительных табличек KB, собранных из ящика KP сопроводительных табличек при первом сборе, все были считаны во время 10:00. Множество сопроводительных табличек KB, собранных из ящика KP сопроводительных табличек при втором сборе, все были считаны во время 12:00. Аналогично, в примере, показанном на фиг. 2, множество сопроводительных табличек KB, помещенных в ящик KP для сопроводительных табличек, собирались и считывались каждые два часа.
Считанная информация DB1 сопроводительных табличек, показанная на фиг. 2, в качестве воображаемого конкретного примера, включает в себя сопроводительную табличку KB с ID сопроводительной таблички 111111, сопроводительную табличку KB с ID сопроводительной таблички 222222 и сопроводительную табличку KB с ID сопроводительной таблички 333333. Как показано на фиг. 2, и сопроводительная табличка KB с ID сопроводительной таблички 111111, и сопроводительная табличка KB с ID сопроводительной таблички 222222 были собраны при третьем сборе и считаны во время 14:00. С другой стороны, сопроводительная табличка KB с ID сопроводительной таблички 333333 была собрана при четвертом сборе и считана во время 16:00.
Дополнительно, как показано на фиг. 2, для каждой сопроводительной таблички KB, блок 11 определения времени использования определяет время считывания сопроводительной таблички KB, собранной двумя разами ранее сбора этой сопроводительной таблички KB, в качестве времени начала использования на производственной линии LN1 и определяет время считывания сопроводительной таблички KB, собранной в следующий раз, в качестве времени окончания использования. Т.е., информация, выводимая из блока 11 определения времени использования, включает в себя период времени использования (время начала использования и время окончания использования) каждой сопроводительной таблички на производственной линии LN1.
Как описано выше, для каждой сопроводительной таблички KB, временной период со времени считывания сопроводительной таблички KB, собранной при сборе двумя разами ранее сбора этой сопроводительной таблички KB, до времени считывания сопроводительной таблички KB, собранной в следующий раз, определяется в качестве периода времени использования на производственной линии LN1. В результате, возможно предоставлять полезный результат, что число изделий, которые должны быть отобраны, может быть уменьшено, тогда как все изделия, использующие дефектные детали, полностью отбираются. Подробности способа для определения периода времени использования каждой из сопроводительных табличек, описанных выше, на производственной линии и вышеописанного полезного результата будут описаны позже.
Объяснение предоставляется с помощью вышеописанного воображаемого конкретного примера.
Как показано на фиг. 2, как для сопроводительной таблички KB с ID сопроводительной таблички 111111, так и для сопроводительной таблички KB с ID сопроводительной таблички 222222, собранных при третьем сборе, время считывания 10:00 сопроводительных табличек KB, собранных при первом сборе, т.е. собранных двумя разами ранее сбора сопроводительных табличек KB, определяется в качестве времени начала использования на производственной линии LN1. Дополнительно, для обеих из них, время считывания 16:00 сопроводительной таблички KB, собранной при четвертом сборе, т.е. собранной в следующий раз, определяется в качестве времени окончания использования на производственной линии LN1.
С другой стороны, для сопроводительной таблички KB с ID сопроводительной таблички 333333, собранной при четвертом сборе, время считывания 12:00 сопроводительной таблички KB, собранной при втором сборе, т.е. собранной двумя разами ранее сбора сопроводительной таблички KB, определяется как время начала использования на производственной линии LN1. Дополнительно, время считывания 18:00 сопроводительной таблички KB, собранной при пятом сборе, т.е. собранной в следующий раз, определяется как время окончания использования на производственной линии LN1.
Обращаясь к фиг. 1 снова, объяснение будет продолжено. Для каждой сопроводительной таблички KB блок 12 отбора согласно времени отбирает изделия, которые были на производственной линии LN1 в течение вышеописанного периода времени использования, на основе информации, выводимой из блока 11 определения времени использования (период времени использования каждой сопроводительной таблички KB) и информации DB2 производственных записей.
Отметим, что фиг. 3 показывает информацию DB2 производственных записей и информацию, выводимую из блока 12 отбора изделия согласно времени. Дополнительно, информация, выводимая из блока 11 определения времени использования, также показана на фиг. 3. Кроме того, и информация DB2 производственных записей, и информация, выводимая из блока 12 отбора изделия согласно времени, показанные на фиг. 3, являются воображаемыми.
Как показано на фиг. 3, информация DB2 производственных записей включает в себя: тип и спецификации изделия, произведенного на производственной линии LN1; время (время поступления на линию), когда изделие было помещено на производственную линию LN1, и сборка деталей PT на изделие началась; и время (время покидания линии), когда изделие было удалено с производственной линии LN1. В частности, в случае автомобильных изделий, время поступления на линию является временем, когда транспортное средство поднимается (например, подвешивается) на производственной линии LN1, и сборка деталей PT на транспортное средство начинается. Отметим, что транспортное средство может быть размещено на производственную линию LN1 вместо временного отстранения от производственной линии LN1.
Каждое изделие идентифицируется по уникальному ID изделия и размещается в порядке производства.
Отметим, что, как показано на фиг. 1, информация DB2 производственных записей может быть получена с производственной линии LN1.
С другой стороны, информация, выводимая из блока 11 определения времени использования, включает в себя период времени использования (время начала использования и время окончания использования) каждой сопроводительной таблички KB на производственной линии LN1. В воображаемом конкретном примере, показанном на фиг. 3, период времени использования сопроводительной таблички KB с ID сопроводительной таблички 111111 на производственной линии LN1 является временем с 10:00 до 16:00.
Как показано на фиг. 3, для каждой сопроводительной таблички KB, блок 12 отбора изделия согласно времени отбирает изделия, которые были на производственной линии LN1 в течение вышеописанного периода времени использования. Информация, выводимая из блока 12 отбора изделия согласно времени включает в себя информацию об изделиях (т.е. ID изделий), соответствующих каждой сопроводительной табличке KB, и их тип и спецификации.
Как показано на фиг. 3, относительно вышеописанной сопроводительной таблички KB с ID сопроводительной таблички 111111, все изделия, начиная с изделия B, которое удаляется с линии в или после времени 10:00 начала использования сопроводительной таблички KB на производственной линии LN1, по изделие Y, которое помещается на линию в или прежде времени окончания использования 16:00, отбираются. Аналогично, относительно сопроводительной таблички KB с ID сопроводительной таблички 222222, сопроводительной таблички KB с ID сопроводительной таблички 333333 и других сопроводительных табличек KB, показанных на фиг. 2, изделия, которые были на производственной линии LN1 в течение периода времени использования, отбираются.
В частности, как показано на фиг. 2, для сопроводительной таблички KB с ID сопроводительной таблички 222222, та же группа изделий с изделия B по изделие Y отбирается, поскольку период времени использования сопроводительной таблички KB с ID сопроводительной таблички 222222 является таким же, что и период времени использования сопроводительной таблички KB с ID сопроводительной таблички 111111. С другой стороны, для сопроводительной таблички KB с ID сопроводительной таблички 333333, другая группа изделий отбирается, поскольку период времени использования сопроводительной таблички KB с ID сопроводительной таблички 333333 отличается от периода времени использования сопроводительной таблички KB с ID сопроводительной таблички 111111.
Обращаясь к фиг. 1 снова, объяснение будет продолжено. Блок 13 отбора изделия согласно деталям отбирает изделия с деталями PT, соответствующими каждой сопроводительной табличке KB, установленной на них, из информации, выводимой из блока 12 отбора изделия согласно времени, на основе информации DB3 о деталях. В результате, для каждой сопроводительной таблички KB, изделия, на которые детали PT, соответствующие сопроводительной табличке KB, возможно были установлены, отбираются. Информация, выводимая из блока 13 отбора согласно деталям, сохраняется в блоке 20 хранения в качестве информации DB4 соответствия сопроводительных табличек и изделий, в которой каждая сопроводительная табличка KB и изделия ассоциируются друг с другом.
Отметим, что фиг. 4 показывает информацию DB3 о деталях и информацию, выводимую из блока 13 отбора изделия согласно деталям. Дополнительно, информация, выводимая из блока 12 отбора изделия согласно времени, также показана на фиг. 4. Кроме того, и информация DB3 о деталях, и информация, выводимая из блока 13 отбора согласно деталям, показанные на фиг. 4, являются воображаемыми.
Как показано на фиг. 4, информация DB3 о деталях включает в себя типы, спецификации и информацию о деталях, используемых для изделий, имеющих такие типы и спецификации.
Каждый вид деталей идентифицируется по номеру детали.
С другой стороны, информация, выводимая из блока 12 отбора изделия согласно времени включает в себя информацию об изделиях (т.е. ID изделий), соответствующих каждой сопроводительной табличке KB, и их тип и спецификации. Воображаемый конкретный пример, показанный на фиг. 4, включает в себя типы и спецификации изделий B, C, L, S и Y, соответствующих сопроводительной табличке KB с ID сопроводительной таблички 111111.
Как показано на фиг. 4, блок 13 отбора изделия согласно деталям отбирает изделия с деталями PT, соответствующими каждой сопроводительной табличке KB, установленной на них, из информации, выводимой из блока 12 отбора изделия согласно времени, на основе информации DB3 о деталях. Информация, выводимая из блока 13 отбора изделия согласно деталям, включает в себя информацию об изделиях (т.е., ID изделий), соответствующих каждой сопроводительной табличке KB.
Как показано на фиг. 4, номер детали для детали PT, соответствующей вышеописанной сопроводительной табличке KB с ID сопроводительной таблички 111111, является XXXX-XXXX. Следовательно, среди изделий B, C, L, S и Y, отображенных посредством блока 12 отбора изделий согласно времени, только изделия C и S, соответствующие типам и спецификациям, с установленной деталью PT отбираются. Аналогично, относительно сопроводительной таблички KB с ID сопроводительной таблички 222222, сопроводительной таблички KB с ID сопроводительной таблички 333333 и других сопроводительных табличек KB, показанных на фиг. 2, только изделия с установленной деталью PT, соответствующей каждой сопроводительной табличке KB, отбираются.
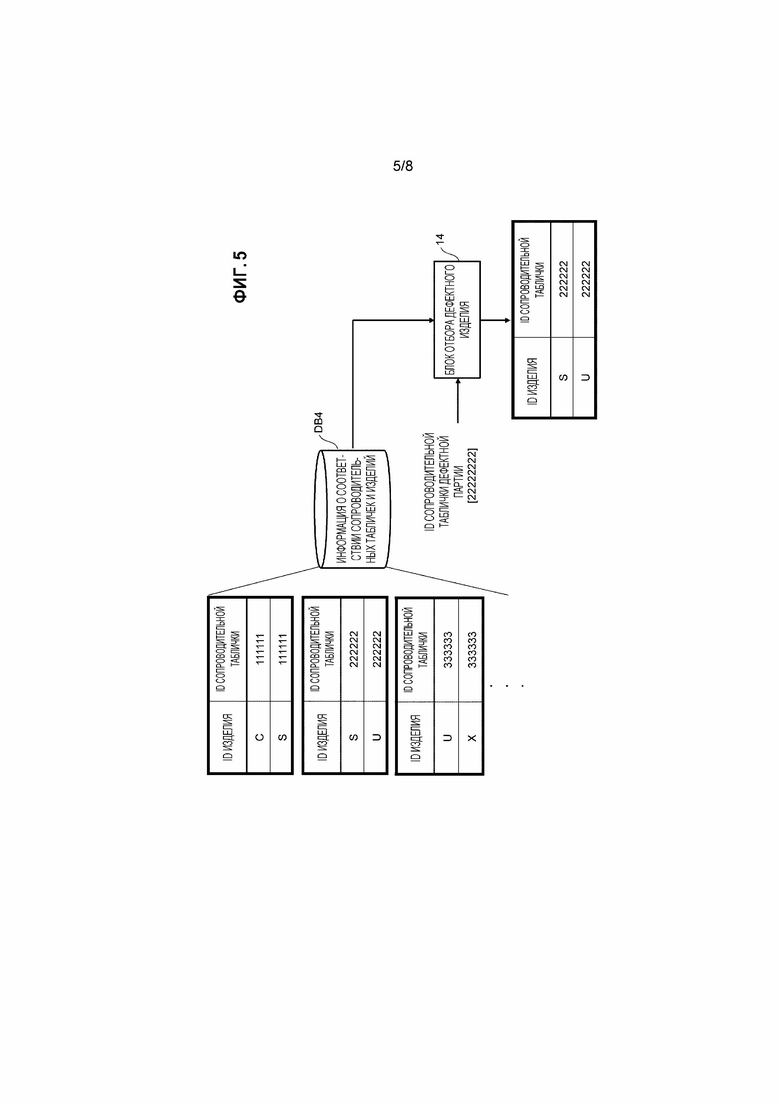
Обращаясь к фиг. 1 снова, объяснение будет продолжено. Блок 14 отбора дефектного изделия отбирает изделия, соответствующие ID сопроводительной таблички, т.е. дефектные изделия, из информации DB4 соответствия сопроводительной таблички на основе ID сопроводительной таблички, соответствующего партии деталей (дефектной партии), в которой возник дефект. Блок 14 отбора дефектного изделия функционирует, когда дефект возникает в деталях PT, и ID сопроводительной таблички дефектной партии вводится в него. Т.е. блок 14 отбора дефектного изделия не функционирует, пока дефект не возникает в деталях PT.
Отметим, что фиг. 5 показывает информацию, выводимую из блока 14 отбора дефектного изделия.
Дополнительно, информация DB4 соответствия сопроводительных табличек и изделий также показана на фиг. 5. Кроме того, и информация, выводимая из блока 14 отбора дефектного изделия, и информация DB4 соответствия сопроводительных табличек и изделий, показанные на фиг. 5, являются воображаемыми.
Как показано на фиг. 5, информация DB4 о соответствии сопроводительных табличек и изделий включает в себя информацию об изделиях (т.е., ID изделий), на которые детали PT, соответствующие каждой сопроводительной табличке KB, возможно были установлены.
В качестве воображаемого конкретного примера, изделия, на которые детали PT, соответствующие сопроводительной табличке KB с ID сопроводительной таблички 111111, возможно были установлены, являются изделиями C и S. Изделия, на которые детали PT, соответствующие сопроводительной табличке KB с ID сопроводительной таблички 222222, возможно были установлены, являются изделиями S и U. Изделия, на которые детали PT, соответствующие сопроводительной табличке KB с ID сопроводительной таблички 333333, возможно были установлены, являются изделиями U и X.
Дополнительно, в примере, показанном на фиг. 5, ID сопроводительной таблички 222222 дефектной партии вводится в блок 14 отбора дефектного изделия, и изделия S и U отбираются как дефектные изделия.
Отметим, что, когда ID сопроводительной таблички 111111 дефектной партии вводится, изделия C и S отбираются как дефектные изделия. Дополнительно, когда ID сопроводительной таблички 333333 дефектной партии вводится, изделия U и X отбираются как дефектные изделия.
В системе организации отслеживания деталей согласно этому варианту осуществления, как описано выше, информация DB4 соответствия сопроводительных табличек и изделий, в которой каждая сопроводительная табличка KB и изделия, на которые детали PT, соответствующие каждой сопроводительной табличке KB, возможно были установлены, ассоциируются друг с другом, предварительно сохраняется в блоке 20 хранения. Следовательно, из ID сопроводительной таблички, соответствующего дефектной партии, дефектные изделия, соответствующие этому ID сопроводительной таблички, могут быть быстро отобраны.
Способ определения времени использования на производственной линии
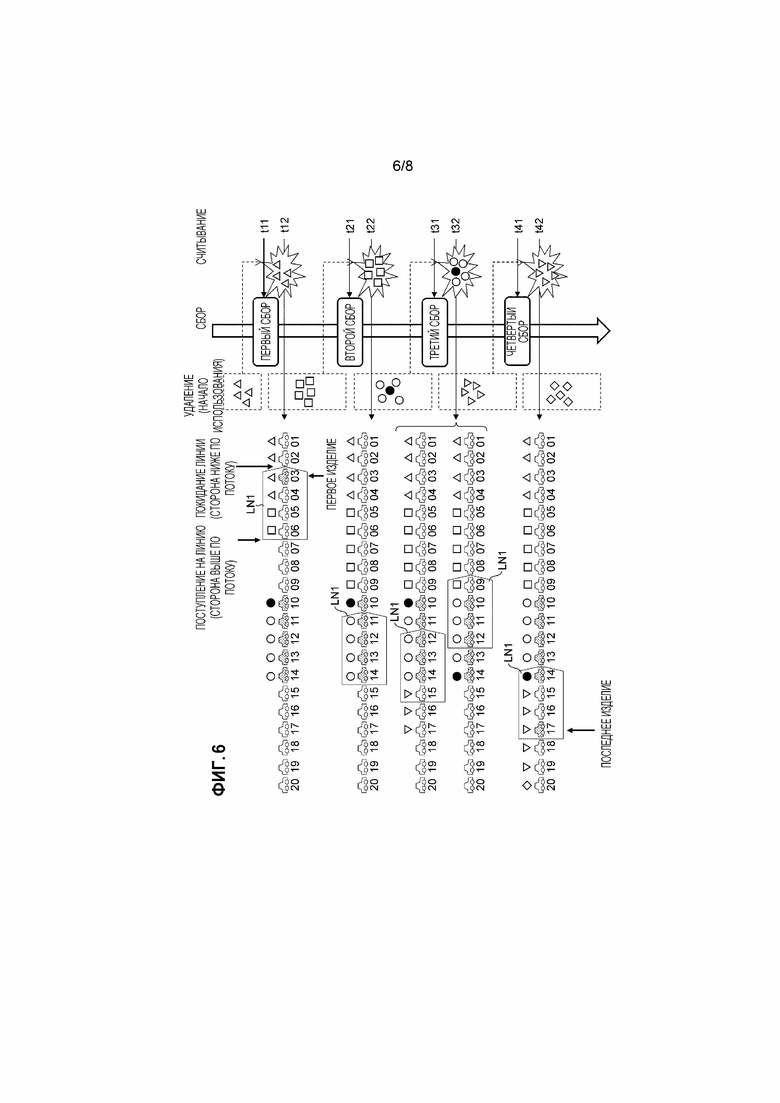
Далее будет объяснен способ для определения времени использования каждой сопроводительной таблички на производственной линии со ссылкой на фиг. 6. Фиг. 6 показывает временную диаграмму для объяснения способа для определения времени использования каждой сопроводительной таблички на производственной линии. Один из отличительных признаков системы организации отслеживания деталей согласно этому варианту осуществления лежит в способе для определения времени использования каждой сопроводительной таблички на производственной линии в блоке 11 определения времени использования, показанном на фиг. 2. Как описано выше, для каждой сопроводительной таблички KB, временной период со времени считывания сопроводительных табличек KB, собранных двумя разами ранее сбора этой сопроводительной таблички KB, до времени считывания сопроводительной таблички KB, собранной в следующий раз, определяется как период времени использования на производственной линии LN1. Причина для этого объясняется ниже.
На фиг. 6 время идет сверху вниз, как указано оконтуренной стрелкой, и сопроводительные таблички KB собираются четыре раза.
Во время t11 сопроводительные таблички KB, собранные при первом сборе, указываются треугольниками. Сопроводительные таблички KB, указанные треугольниками, считываются во время t12.
Во время t21 сопроводительные таблички KB, собранные при втором сборе, указываются квадратами. Сопроводительные таблички KB, указанные квадратами, считываются во время t22.
Во время t31 сопроводительные таблички KB, собранные при третьем сборе, указываются кругами. Сопроводительные таблички KB, указанные кругами, считываются во время t32.
Во время t41 сопроводительные таблички KB, собранные при четвертом сборе, указываются перевернутыми треугольниками. Сопроводительные таблички KB, указанные перевернутыми треугольниками, считываются во время t42.
Затем, сопроводительные таблички KB, указанные ромбовидными формами, собираются после того, как собраны сопроводительные таблички KB, указанные перевернутыми треугольниками.
Отметим, что каждая деталь PT, соответствующая вышеописанным сопроводительным табличкам KB, указанным треугольниками, квадратами, кругами, перевернутыми треугольниками и ромбовидными формами, имеют одинаковый номер детали. Партия, которая начала использоваться раньше, используется первой. Следовательно, детали PT, соответствующие сопроводительным табличкам KB, указанным треугольниками, квадратами, кругами, перевернутыми треугольниками и ромбовидными формами, используются по порядку.
На фиг. 6, во время t12, t22, t32 и t42 считывания сопроводительных табличек KB, изделия (автомобили) на производственной линии LN1 показаны схематично. Отметим, что изделия, которым назначены номера от 01 до 20, производятся в порядке назначенных номеров.
На фиг. 6 обсуждается сопроводительная табличка KB, указанная черным кругом, среди сопроводительных табличек KB, собранных при третьем сборе, указанном кругами.
Сначала, относительно ситуации производственной линии LN1 во время t32 считывания сопроводительных табличек KB, собранных при третьем сборе, указанных кругами, возможны два крайних случая, как показано на фиг. 6. Первый, как указано на верхней линии из двух производственных линий LN1, соответствующих времени t32 считывания, возможен случай, в котором сопроводительная табличка KB, указанная черным кругом, уже была удалена с линии. Следовательно, время t32 считывания не может быть определено в качестве времени начала использования. Вышеописанный случай, вероятно, должен происходить в случае деталей PT, которые помещаются на стороне ниже по потоку (стороне ближе к месту удаления) производственной линии LN1.
С другой стороны, как указано на нижней линии из двух производственных линий LN1, соответствующих времени t32 считывания, возможен случай, в котором использование деталей PT для сопроводительных табличек KB, указанных перевернутыми треугольниками, не началось, и деталь PT для сопроводительной таблички KB, указанной черным кругом, которая не помещена на линию, остается. Следовательно, так же время t32 считывания не может быть определено в качестве времени окончания использования. Вышеописанный случай может возникать в случае деталей PT, которые помещаются на стороне выше по потоку (стороне ближе к месту начала) производственной линии LN1.
Далее рассматривается производственная линия LN1 во время t42 для сопроводительных табличек KB, указанных перевернутыми треугольниками, собранных при четвертом сборе, т.е., собранных при следующем сборе. Во время t42 детали PT, которые начинают вновь использоваться, имеют только те из сопроводительных табличек KB, которые указаны перевернутыми треугольниками или ромбовидными формами. Т.е., детали PT для сопроводительных табличек KB, указанных кругами, собранных, прежде чем собраны перевернутые треугольники, не помещаются на линию после времени t42 считывания. Следовательно, время t42 считывания сопроводительной таблички KB, указанной перевернутыми треугольниками, собранной, после того как собрана сопроводительная табличка KB, указанная черным кругом, может быть определено в качестве времени окончания использования. В частности, во время t42, последнее изделие на производственной линии LN1 (т.е. изделие, находящееся в начале производственной линии LN1) определяется в качестве последнего изделия.
Далее рассматривается производственная линия LN1 во время t22 считывания сопроводительных табличек KB, указанных квадратами, собранных при втором сборе, т.е. при предыдущем сборе. Во время t22 считывания возможен случай, в котором использование деталей PT для сопроводительных табличек KB, указанных квадратами, уже было завершено, а деталь PT для сопроводительной таблички KB, указанной черным кругом, используется. Например, в случае деталей PT, установленных в последней части на стороне ниже по потоку производственной линии LN1, детали PT могут быть удалены с линии после установки на изделия и прохождения приемочных контролей. Таким образом, как показано на фиг. 6, возможен случай, в котором сопроводительная табличка KB, указанная черным кругом, уже была удалена с линии. Следовательно, время t22 считывания также не может быть определено в качестве времени начала использования.
Далее рассматривается производственная линия LN1 во время t12 для сопроводительных табличек KB, указанных треугольниками, собранных при первом сборе, т.е., собранных двумя разами ранее сбора сопроводительных табличек KB. Во время t12 считывания детали PT для сопроводительных табличек KB, указанных треугольниками или квадратами, используются, а детали PT для сопроводительной таблички KB, указанной черным кругом, никогда не используются. Причина состоит в том, что деталь PT для сопроводительной таблички KB, указанной черным кругом, никогда не используется перед временем t21 сбора для второго сбора, в котором собираются сопроводительные таблички KB, указанные квадратами.
Следовательно, время t12 считывания сопроводительных табличек KB, указанных треугольниками, которые были собраны двумя разами ранее сбора сопроводительной таблички KB, указанной черным кругом, может быть определено в качестве времени начала использования. В частности, во время t12 считывания, первое изделие на производственной линии LN1 (т.е., изделие, находящееся в конце производственной линии LN1) определяется как первое изделие.
Отметим, что во время t12 считывания изделия с установленными деталями PT для сопроводительной таблички KB, указанной черным кругом, не могут существовать на производственной линии LN1. Следовательно, во время t12 считывания, последнее изделие на производственной линии LN1 определяется как первое изделие.
В системе организации отслеживания деталей согласно этому варианту осуществления, как описано выше, для каждой сопроводительной таблички KB, временной период со времени считывания сопроводительной таблички KB, собранной двумя разами ранее сбора этой сопроводительной таблички KB, до времени считывания сопроводительной таблички KB, собранной в следующий раз, определяется как период времени использования на производственной линии LN1. Детали PT с интересующей сопроводительной табличкой KB, прикрепленной к ним, никогда не используются перед временем считывания сопроводительных табличек KB, собранных двумя разами ранее сбора интересующей сопроводительной таблички KB. Дополнительно, детали PT с интересующей сопроводительной табличкой KB, прикрепленной к ним, никогда не используются позже времени считывания сопроводительных табличек KB, собранных непосредственно после сбора интересующей сопроводительной таблички KB. В результате, число изделий, которые должны быть отобраны, может быть уменьшено, в то время как все изделия, использующие дефектные детали, полностью отбираются.
В прошлом, в качестве примера, когда дефект возникает в партии деталей, изделия, произведенные в течение примерно нескольких дней, определялись в качестве целевых изделий, на которых дефектные детали возможно были использованы. В отличие от этого, с помощью системы организации отслеживания деталей согласно этому варианту осуществления, целевые изделия могут быть сокращены до изделий, произведенных в течение нескольких часов, когда дефект возникает в партии деталей. В результате, когда дефект возникает в партии деталей, число таких целевых изделий может быть уменьшено до приблизительно одной пятой от числа на предшествующем уровне техники.
Второй вариант осуществления
Конфигурация системы организации отслеживания деталей
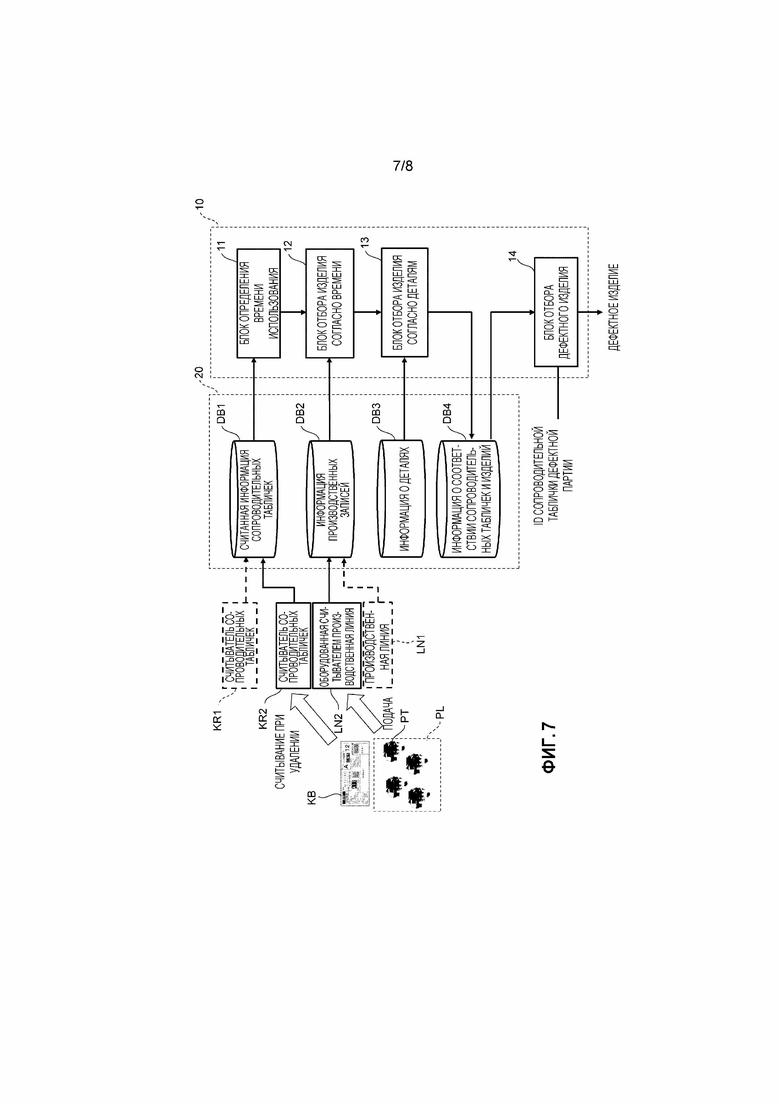
Далее, система организации отслеживания деталей согласно второму варианту осуществления описывается со ссылкой на фиг. 7. Фиг. 7 показывает блок-схему системы организации отслеживания деталей согласно второму варианту осуществления. Как показано на фиг. 7, система организации отслеживания деталей согласно второму варианту осуществления включает в себя, в дополнение к производственной линии LN1, считывателю KR1 сопроводительных табличек, блоку 10 управления и блоку 20 хранения согласно первому варианту осуществления, показанному на фиг. 1, оборудованную считывателем производственную линию LN2 и другой считыватель KR2 сопроводительных табличек. Отметим, что оборудованная считывателем производственная линия LN2 снабжается считывателем KR2 сопроводительных табличек для считывания сопроводительных табличек KB, прикрепленных к деталям PT. Отметим, что ящик KP для сопроводительных табличек пропущен на фиг. 7.
Как описано в первом варианте осуществления, производственная линия LN1, показанная на фиг. 7, не снабжается считывателем сопроводительных табличек. Следовательно, на производственной линии LN1, сопроводительные таблички KB собираются и переносятся к считывателю KR1 сопроводительных табличек, и затем множество сопроводительных табличек KB сообща считываются посредством считывателя KR1 сопроводительных табличек. В противоположность этому, на оборудованной считывателем производственной линии LN2, показанной на фиг. 7, сопроводительная табличка KB может быть удалена и считана посредством считывателя KR2 сопроводительных табличек каждый раз, когда первая деталь PT извлекается из партии PL деталей с сопроводительной табличкой KB, прикрепленной к ней, и подается на оборудованную считывателем производственную линию LN2. Например, оборудованная считывателем производственная линия LN2 является производственной линией, вновь установленной в дополнение к производственной линии LN1.
Как показано на фиг. 7, блок 11 определения времени использования определяет время использования, в течение которого детали PT с каждой сопроводительной табличкой KB, прикрепленной к ним, могут быть использованы на производственной линии LN1 или оборудованной считывателем производственной линии LN2, на основе считанной информации DB1 сопроводительных табличек.
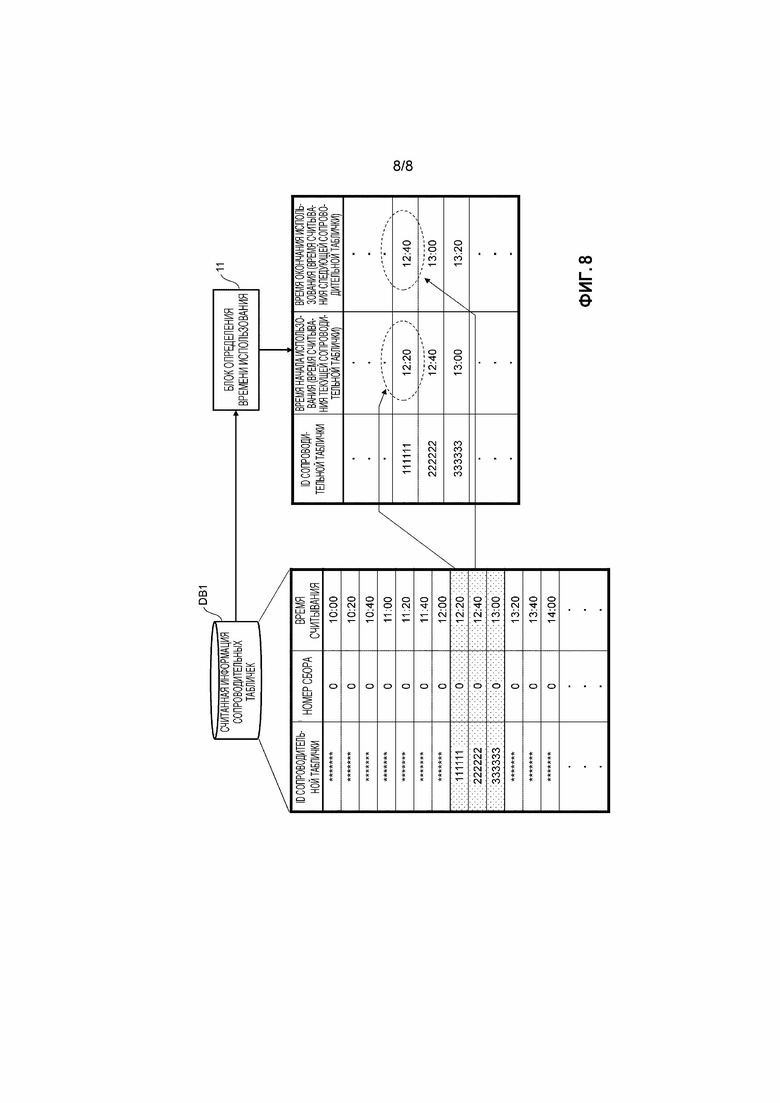
Отметим, что фиг. 8 показывает считанную информацию DB1 сопроводительных табличек и информацию, выводимую из блока 11 определения времени использования. Фиг. 8 является чертежом, соответствующим фиг. 2 согласно первому варианту осуществления. Дополнительно, и считанная информация DB1 сопроводительных табличек, и информация, выводимая из блока 11 определения времени использования, показанные на фиг. 8, являются воображаемыми.
Как показано на фиг. 8, считанная информация DB1 сопроводительных табличек включает в себя время считывания каждой сопроводительной таблички KB, считанной посредством считывателя KR2 сопроводительных табличек. Каждая сопроводительная табличка KB идентифицируется по уникальному ID сопроводительной таблички, который является идентификационной информацией. В качестве примера, показанного на фиг. 8, хотя сопроводительные таблички KB считываются посредством считывателя KR2 сопроводительных табличек с интервалами в 20 минут, интервалы считывания сопроводительных табличек KB не должны быть постоянными.
Отметим, что, поскольку сопроводительные таблички KB, считанные посредством считывателя KR2 сопроводительных табличек, считываются по одной без сбора, число раз сбора равно нулю. Следовательно, использование этого числа раз сбора в качестве указателя, блок 11 определения времени использования может различать между сопроводительными табличками KB, считанными посредством считывателя KR1 сопроводительных табличек, и сопроводительными табличками KB, считанными посредством считывателя KR2 сопроводительных табличек.
Отметим, что хотя считанная информация DB1 сопроводительных табличек включает в себя время считывания каждой сопроводительной таблички KB, считанной посредством считывателя KR1 сопроводительной таблички, показанной на фиг. 2, она пропускается на фиг. 8.
Дополнительно, указатель для различения сопроводительных табличек KB, считанных посредством считывателя KR2 сопроводительных табличек, не ограничивается числом раз сбора.
Считанная информация DB1 сопроводительных табличек, показанная на фиг. 8, в качестве воображаемого конкретного примера, включает в себя сопроводительную табличку KB с ID сопроводительной таблички 111111, сопроводительную табличку KB с ID сопроводительной таблички 222222 и сопроводительную табличку KB с ID сопроводительной таблички 333333. Как показано на фиг. 8, сопроводительная табличка KB с ID сопроводительной таблички 111111 была считана во время 12:20. Сопроводительная табличка KB с ID сопроводительной таблички 222222 была считана во время 12:40. Дополнительно, сопроводительная табличка KB с ID сопроводительной таблички 333333 была считана во время 13:00.
Дополнительно, как показано на фиг. 8, блок 11 определения времени использования, для каждой сопроводительной таблички KB, считанной посредством считывателя KR2 сопроводительной таблички, определяет время считывания сопроводительной таблички KB в качестве времени начала использования на оборудованной считывателем производственной линии LN2 и время считывания следующих сопроводительных табличек KB в качестве времени окончания использования. Т.е. информация, выводимая из блока 11 определения времени использования, включает в себя период времени использования (время начала использования и время окончания использования) каждой сопроводительной таблички на оборудованной считывателем производственной линии LN2.
Информация, выводимая из блока 11 определения времени использования, описывается с помощью вышеописанного воображаемого конкретного примера.
Как показано на фиг. 8, для сопроводительной таблички KB с ID сопроводительной таблички 111111, время считывания 12:20 определяется в качестве времени начала использования на оборудованной считывателем производственной линии LN2, а время считывания 12:40 следующей сопроводительной таблички KB с ID сопроводительной таблички 222222 определяется в качестве времени окончания использования на оборудованной считывателем производственной линии LN2.
Для сопроводительной таблички KB с ID сопроводительной таблички 222222 время считывания 12:40 определяется в качестве времени начала использования на оборудованной считывателем производственной линии LN2, а время считывания 13:00 следующей сопроводительной таблички KB с ID сопроводительной таблички 333333 определяется в качестве времени окончания использования на оборудованной считывателем производственной линии LN2.
Дополнительно, для сопроводительной таблички KB с ID сопроводительной таблички 333333, время считывания 13:00 определяется в качестве времени начала использования на оборудованной считывателем производственной линии LN2, а время считывания 13:20 следующей сопроводительной таблички KB определяется в качестве времени окончания использования на оборудованной считывателем производственной линии LN2.
Для каждой сопроводительной таблички KB блок 12 отбора согласно времени, показанный на фиг. 7, отбирает изделия, которые были на оборудованной считывателем производственной линии LN2 в течение вышеописанного периода времени использования, на основе информации, выводимой из блока 11 определения времени использования (период времени использования каждой сопроводительной таблички KB) и информации DB2 производственных записей.
Другие конфигурации являются такими же, что и конфигурации первого варианта осуществления, и, таким образом, их объяснения пропускаются.
Как описано выше, оборудованная считывателем производственная линия LN2 согласно второму варианту осуществления снабжается считывателем KR2 сопроводительных табличек. Дополнительно, сопроводительная табличка KB удаляется и считывается посредством считывателя KR2 сопроводительных табличек каждый раз, когда первая деталь PT извлекается из партии PL деталей с сопроводительной табличкой KB, прикрепленной к ней, и подается на оборудованную считывателем производственную линию LN2. Следовательно, для каждой сопроводительной таблички KB, считанной посредством считывателя KR2 сопроводительных табличек, временной период со времени считывания сопроводительной таблички KB до времени считывания следующей сопроводительной таблички KB может быть определен в качестве периода времени использования на оборудованной считывателем производственной линии LN2.
Т.е., на оборудованной считывателем производственной линии LN2, период времени использования может быть сокращен до периода, более короткого, чем период на производственной линии LN1. В результате, что касается изделий, произведенных на оборудованной считывателем производственной линии LN2, когда изделия, использующие дефектные детали, отбираются на основе сопроводительных табличек KB, число изделий, которые должны быть отобраны, может быть уменьшено до меньшего числа, чем число изделий, произведенных на производственной линии LN1.
Отметим, что настоящее изобретение не ограничивается вышеописанными вариантами осуществления, и различные модификации могут быть выполнены без отступления от духа настоящего изобретения.
Например, множество производственных линий LN1 и/или множество оборудованных считывателем производственных линий LN2 может быть предусмотрено.
Из изобретения, описанного таким образом, будет очевидно, что варианты осуществления изобретения могут быть изменены множеством способов. Такие вариации не должны рассматриваться как отступление от духа и рамок изобретения, и все такие модификации, как должно быть очевидно специалисту в области техники, предназначены для включения в рамки последующей формулы изобретения.
Изобретение относится к области технологических процессов на производственных линиях. Система для отслеживания деталей с прикрепленной к ним сопроводительной табличкой на производственной линии содержит считывающее устройство (KR1) сопроводительной таблички (КВ), которая удаляется, когда детали (РТ) начинают подаваться к производственной линии (LN1), блок хранения (20), выполненный с возможностью хранения времени считывания группы сопроводительных табличек (КВ), включающей сопроводительную табличку (КВ), причем группа сопроводительных табличек (КВ) собирается в заданное время, и время считывания является временем, в которое группа сопроводительных табличек была считана устройством считывания (KR1), и блок управления (10), выполненный с возможностью сокращения числа целевых изделий до группы изделий, использующей детали (РТ), к которой была прикреплена сопроводительная табличка (КВ) на основании времени считывания группы сопроводительных табличек (КВ), считанных считывающим устройством (KR1). Использование изобретения позволяет повысить достоверность выявления изделий с дефектными деталями. 2 н. и 4 з.п. ф-лы, 8 ил.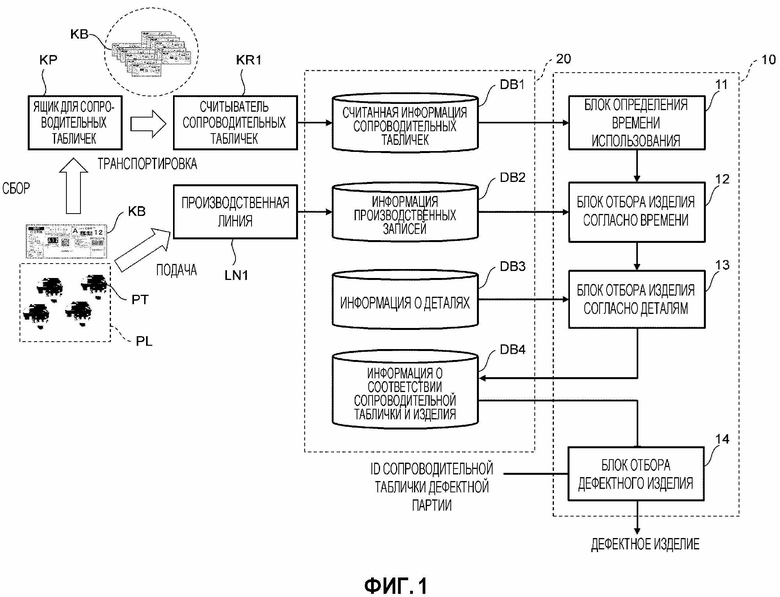
1. Система для отслеживания использования деталей с прикрепленной к ним сопроводительной табличкой на, по меньшей мере, одной производственной линии изделий, содержащая
считывающее устройство (KR1), выполненное с возможностью считывания сопроводительной таблички (КВ), которая удаляется, когда детали (РТ) начинают подаваться к производственной линии (LN1),
блок хранения (20), выполненный с возможностью хранения времени считывания группы сопроводительных табличек (КВ), включающей сопроводительную табличку (КВ), причем группа сопроводительных табличек (КВ) собирается в заданное время, и время считывания является временем, в которое группа сопроводительных табличек была считана устройством считывания (KR1), и
блок управления (10) системы отслеживания использования деталей, выполненный с возможностью сокращения числа изделий до группы изделий, использующей детали (РТ), к которой была прикреплена сопроводительная табличка (КВ) на основании времени считывания группы сопроводительных табличек (КВ), считанных считывающим устройством (KR1),
при этом число изделий является сокращенной группой изделий, использующих детали (РТ), к которой была прикреплена сопроводительная табличка (КВ), за счет определения периода времени от времени считывания группы сопроводительных табличек (КВ), собранных дважды до сбора сопроводительной таблички, до времени считывания группы сопроводительных табличек, собранных непосредственно после сбора сопроводительной таблички (КВ), как периода времени, в течение которого детали (РТ) с прикрепленной сопроводительной табличкой (КВ) использованы на производственной линии (LN1).
2. Система по п. 1, отличающаяся тем, что она для сокращения группы изделий выполнена с возможностью извлечения изделий из группы, исходя из идентификационной информации сопроводительной таблички (КВ) за счет сохранения соответствия между сокращенной группой изделий и сопроводительной табличкой (КВ) в блоке (20) хранения.
3. Система по п. 1 или 2, отличающаяся тем, что она предназначена для производственной линии, представляющей собой другую производственную линию (LN2), и которая содержит другое считывающее устройство (KR2), выполненное с возможностью считывания сопроводительной таблички (КВ), причем на другой производственной линии (LN2) сопроводительная табличка (КВ), которая была прикреплена к деталям (РТ), считывается другим считывающим устройством (KR2), когда детали (РТ) начинают подаваться к другой производственной линии (LN2), и для деталей (РТ), к которым была прикреплена сопроводительная табличка (КВ), которая была считана другим считывающим устройством (KR2), число изделий сокращено до группы изделий, использующих детали (РТ), за счет определения периода времени от времени считывания сопроводительной таблички (КВ), считанной другим считывающим устройством (KR2), до времени считывания следующей сопроводительной таблички (КВ), как периода времени, во время которого детали (РТ) используются на другой производственной линии (LN2).
4. Способ отслеживания использования деталей с прикрепленной к ним сопроводительной табличкой на по меньшей мере одной производственной линии изделий c помощью системы по п.1, включающий:
- удаление сопроводительной таблички (КВ), прикрепленной к деталям (РТ), когда детали (РТ) начинают подавать к производственной линии (LN1),
- сборку в заданное время группы сопроводительных табличек (КВ), включающей удаленную сопроводительную табличку (КВ), и совместное считывание собранной группы сопроводительных табличек (КВ) с помощью считывающего устройства (KR1), и
- сокращение числа изделий до группы изделий, использующих детали (РТ), к которым была прикреплена сопроводительная табличка (КВ), исходя из времени считывания группы сопроводительных табличек (КВ) с помощью считывающего устройства (KR1),
причем число изделий сокращают до группы изделий, использующих детали (РТ) с прикрепленной к ним сопроводительной табличкой (КВ) за счет определения периода времени от времени считывания группы сопроводительных табличек (КВ), собранных дважды до сбора сопроводительной таблички (КВ), до времени считывания группы сопроводительных табличек (КВ), собранных непосредственно после сбора сопроводительной таблички (КВ), как периода времени, во время которого детали (РТ), к которым была прикреплена табличка (КВ), были использованы на производственной линии (LN1).
5. Способ по п. 4, отличающийся тем, что сокращенные изделия извлекают на основе идентификационной информации сопроводительной таблички (КВ) посредством сохранения соответствия между сокращенной группой изделий и сопроводительной табличкой (КВ).
6. Способ по п. 4 или 5, отличающийся тем, что дополнительно обеспечивают другую производственную линию (LN2) и другое считывающее устройство (KR2), выполненное с возможностью считывания сопроводительной таблички (КВ), причем сопроводительную табличку (КВ), прикрепленную к деталям, считывают посредством другого считывающего устройства (KR2), когда детали (РТ) начинают подаваться на другую производственную линию (LN2), и
для деталей (РТ), к которым была прикреплена сопроводительная табличка (КВ), которая была считана другим считывающим устройством (KR2), число изделия сокращают до группы изделий, использующих детали (РТ), за счет определения периода времени со времени считывания сопроводительной таблички (КВ), считанной посредством другого считывающего устройства (KR2), до времени считывания следующей сопроводительной таблички (КВ) как периода времени, в течение которого детали (РТ) используются на другой производственной линии (LN2).
| US 2005256788A1, 17.11.2005 | |||
| Устройство для идентификации объектов | 1989 |
|
SU1770947A1 |
| УСТРОЙСТВО ОБРАБОТКИ ИНФОРМАЦИИ И СПОСОБ УПРАВЛЕНИЯ ИМ | 2010 |
|
RU2436145C1 |
| US 5880965 A, 09.03.1999 | |||
| US 5374231 A, 20.12.1994 | |||
| US 6012894 A, 11.01.2000 | |||
| WO 2017183182 A1, 26.10.2017. | |||

