ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ПРЕДЛАГАЕМОЕ ИЗОБРЕТЕНИЕ
Предлагаемое изобретение относится к формованию изделий из каучука и пластмассы, в частности, к способу и устройству для дозированного компрессионного формования изделий из каучука и пластмассы в многоместных пресс-формах.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ПРЕДЛАГАЕМОГО ИЗОБРЕТЕНИЯ
Бутылочный колпачок является важной частью упаковки пищевых продуктов и напитков. Его функция состоит в удержании содержимого в укупоренном состоянии, предотвращении контрафакции и подсовывания недоброкачественных продуктов, а также в гарантировании того, что содержимое не является злонамеренно испорченным. Поэтому бутылочный колпачок широко используют для укупорки различных продуктов, упакованных в бутылки, и является ключевым элементом для герметизации емкостей типа «бутылка». Таким образом, отрасль промышленности, производящая бутылочные колпачки, может считаться первичной по отношению к отрасли производства продовольствия и напитков, химической промышленности и фармацевтической промышленности. В настоящее время отрасль производства продовольствия и напитков переживает бум, и требования к упаковке все время повышаются, что, в свою очередь, приводит к повышению промышленного спроса на бутылочные колпачки. В течение последних лет производство бутылочных колпачков устойчиво растет, и стабильное и надежное высокоэффективное оборудование для компрессионного формования имеет хорошие перспективы применения.
Итальянская компания «САКМИ» (SACMI) является первым производителем, применившим технологию компрессионного прессования для производства бутылочных колпачков на продажу, и остается лидером в этой отрасли и в настоящее время. Поворотный гидравлический пресс компании «САК-МИ» упрощает пресс-форму, делая инвестиционные затраты, связанные с компрессионным формованием, намного меньше, чем инвестиционные затраты, связанные с литьевым прессованием. В настоящее время машина для укупоривания колпачками, производимая итальянской компанией «САКМИ», обеспечивает производительность до 72000 колпачков в час. Несколько иностранных компаний монополизируют технологию изготовления оборудования для производства бутылочных колпачков компрессионным формованием. В силу разных факторов, таких как механическая конструкция, машиностроительные материалы и производственный процесс, все еще существует значительный разрыв между отечественным оборудованием для производства бутылочных колпачков компрессионным формованием и таким же оборудованием высокого мирового уровня. На отечественном рынке есть только несколько поставщиков конкурентоспособного оборудования, таких как итальянская компания «САКМИ». Монопольное положение и отсутствие конкуренции обусловливают высокие цены на такое оборудование, в то время как отечественному оборудованию для производства бутылочных колпачков компрессионным формованием присущи такие недостатки, как низкая производительность, низкая точность и низкая устойчивость в эксплуатации, не удовлетворяющая текущим требованиям рынка.
Таким образом, ввиду недостатков, присущих существующему отечественному оборудованию для производства бутылочных колпачков компрессионным формованием, придается большое значение разработке оборудования для производства бутылочных колпачков компрессионным формованием, являющегося быстродействующим (имеющим короткий рабочий цикл), имеющего простую конструкцию, устойчивого и надежного в эксплуатации и обеспечивающего высокую точность для разработки и применения технологии производства бутылочных колпачков компрессионным формованием.
КРАТКОЕ ОПИСАНИЕ ПРЕДЛАГАЕМОГО ИЗОБРЕТЕНИЯ
Одна из целей предлагаемого изобретения состоит в преодолении недостатков уровня техники и в создании способа дозированного компрессионного формования изделий из каучука и пластмассы в многоместных пресс-формах, который решал бы проблему низкой производительности, низкой точности и низкой устойчивости в эксплуатации существующего оборудования для производства бутылочных колпачков компрессионным формованием.
Еще одна цель предлагаемого изобретения состоит в создании устройства для дозированного компрессионного формования изделий из каучука и пластмассы в многоместных пресс-формах, которое обеспечивало бы осуществление такого способа.
Техническое решение согласно предлагаемому изобретению состоит в следующем. Предложен способ дозированного компрессионного формования изделий из каучука и пластмассы в многоместных пресс-формах. Согласно предлагаемому способу, переменно-возвратным движением заготовочного челнока и пуансона, имеющегося в пресс-форме для бутылочного колпачка, управляют путем координации работы двух открытых зубчатых передач. Кроме того, в процессе этой совместной работы двух открытых зубчатых передач движение по открыванию пресс-формы, накопление энергии изостатического прессования и накопление энергии пружины осуществляют за счет характеристик(и) зацепления этих открытых зубчатых передач, а быстрое закрывание пресс-формы и компрессионное формование осуществляют за счет характеристик(и) незацепления этих открытых зубчатых передач, накопления энергии изостатического прессования и опрессовки открытых зубчатых передач.
Между упомянутыми открытой зубчатой передачей и заготовочным челноком расположен трехстержневой рычажный механизм, и открытая зубчатая передача использует этот трехстержневой рычажный механизм для управления заготовочным челноком, чтобы он быстро и синхронно подводил заготовку к мастер-модели пресс-формы бутылочного колпачка.
Периодическое движение заготовочного челнока и пуансона имеет один и тот же период.
Упомянутые две открытые зубчатые передачи извне соединены с одним и тем же источником энергии.
Являющееся предметом предлагаемого изобретения устройство для дозированного компрессионного формования изделий из каучука и пластмассы в многоместных пресс-формах, предназначенное для осуществления вышеуказанного способа, содержит механизм тросовой передачи, трехстержневой рычажный механизм, пресс-форму бутылочного колпачка, заготовочный челнок и пластину поддержания пуансонов.
Упомянутый механизм тросовой передачи содержит две открытые зубчатые передачи, вращаемое барабанное колесо для перемещения пресс-формы, трос для перемещения пресс-формы, вращаемое барабанное колесо для подачи заготовок и трос для подачи заготовок, а упомянутые две открытые зубчатые передачи представляют собой открытую зубчатую передачу для перемещения пресс-формы и открытую зубчатую передачу для подачи заготовок.
Пресс-форма бутылочного колпачка содержит пуансон и матрицу, при этом совокупность пуансонов равномерно распределена по периферии пластины поддержания пуансонов, при этом под каждым из пуансонов расположена одна матрица, а между пуансоном и матрицей каждой пары пуансон-матрица расположен один заготовочный челнок.
Открытая зубчатая передача для перемещения пресс-формы соединена с вращаемым барабанным колесом для перемещения пресс-формы, а открытая зубчатая передача для подачи заготовок соединена с вращаемым барабанным колесом для подачи заготовок. Один конец троса для перемещения пресс-формы намотан на вращаемое барабанное колесо для перемещения пресс-формы, а другой конец троса для перемещения пресс-формы соединен с пластиной поддержания пуансонов. Один конец троса для подачи заготовок намотан на вращаемое барабанное колесо для подачи заготовок, а другой конец троса для подачи заготовок прикреплен к держателю троса для подачи заготовок. На упомянутом держателе троса для подачи заготовок распределена совокупность трехстержневых рычажных механизмов, при этом один конец каждого из трехстержневых рычажных механизмов соединен с держателем троса для подачи заготовок, а другой конец каждого из трехстержневых рычажных механизмов соединен с соответствующим одним заготовочным челноком. При этом открытая зубчатая передача для перемещения пресс-формы выполнена с возможностью приводить во вращение вращаемое барабанное колесо для перемещения пресс-формы, так чтобы на него наматывался или с него сматывался трос для перемещения пресс-формы, приводя пресс-форму в движение кверху или книзу через пластину поддержания пуансонов для обеспечения открывания или закрывания пресс-формы. В процессе работы с помощью открытой зубчатой передачи для подачи заготовок приводят во вращение вращаемое барабанное колесо (вращаемое барабанное колесо для перемещения пресс-формы и вращаемое барабанное колесо для подачи заготовок работают поочередно). При этом трос для подачи заготовок наматывается или сматывается, тем самым приводя в движение держатель троса для подачи заготовок кверху или книзу и проводя в движение заготовочный челнок через трехстержневой рычажный механизм, чтобы челнок вошел в нижнюю часть пуансона или вышел из нее. В заготовочный челнок заготовку подают с помощью подающего устройства, расположенного снизу.
В средней части держателя троса для подачи заготовок установлена опорная стойка для держателя троса для подачи заготовок, которая на нижней периферии снабжена опорной рамой для заготовочных челноков. При этом заготовочные челноки распределены по этой опорной раме для заготовочных челноков. Держатель троса для подачи заготовок, опорная стойка для держателя троса для подачи заготовок и опорная рама для заготовочных челноков образуют тросовый механизм для подачи заготовок. При этом упомянутая опорная стойка для держателя троса для подачи заготовок предназначена главным образом для обеспечения более точного наведения и обеспечения опоры для перемещения держателя троса для подачи заготовок кверху и книзу, а также для обеспечения наведения и опоры, при использовании опорной рамы, для заготовочных челноков при вхождении каждого заготовочного челнока в пресс-форму бутылочного колпачка или при выходе его из нее.
В средней части опорной стойки держателя троса для подачи заготовок дополнительно установлен опорный держатель соединительного стержня, внутри которого установлена возвратная пружина. Этот опорный держатель соответственно соединен с каждым из трехстержневых рычажных механизмов. Установка опорного держателя соединительного стержня может сделать работу каждого из трехстержневых рычажных механизмов более устойчивой, так что заготовочный челнок может быть точно позиционирован при подаче.
Параллельно упоминавшейся выше пластине поддержания пуансонов и над нею установлена эжекционная пластина. Между этой эжекционной пластиной и пластиной поддержания пуансонов установлена первая движущая пружина пресс-формы. Эжекционная пластина находится на внешней периферии с совокупностью эжекционных стержней, каждый из которых соответственно расположен на одной боковой стороне пуансона. Эжекционная пластина и упомянутая первая движущая пружина пресс-формы обеспечивают накопление энергии пружины при открывании пресс-формы, а эжекционная пластина тем временем обеспечивает опору для каждого из эжекционных стержней, так чтобы эжекционный стержень мог быстро выпустить материал бутылочного колпачка, когда пресс-форма открыта.
Параллельно эжекционной пластине и над нею установлена пластина поддержания перемещения пресс-формы, а между этой пластиной поддержания перемещения пресс-формы и эжекционной пластиной установлена вторая движущая пружина пресс-формы. Пластина поддержания пуансонов снабжена гидравлическим цилиндром компрессионного формования, поршень которого проведен сквозь эжекционную пластину, чтобы он занимал положение во второй пружине перемещения пресс-формы. Упомянутый гидравлический цилиндр компрессионного формования в его нижней части снабжен гидравлической направляющей планкой компрессионного формования и переключающим вентилем компрессионного формования, а в нижней части упомянутой гидравлической направляющей планки компрессионного формования установлена гидравлическая направляющая планка стравливания давления.
С целью дальнейшего обеспечения накопления энергии изостатического прессования в процессе открывания пресс-формы упомянутая пластина поддержания перемещения пресс-формы снабжена резервуаром для рабочей жидкости гидравлической системы, а упомянутая пластина поддержания пуансонов снабжена гидравлическим цилиндром накопления энергии. Передний приводной поршень этого гидравлического цилиндра накопления энергии проходит сквозь эжекционную пластину для соединения с упомянутым резервуаром для гидравлической жидкости. На одной боковой стороне упомянутого гидравлического цилиндра накопления энергии установлен клапан стравливания давления. Кроме того, через упомянутый клапан стравливания давления гидравлический цилиндр накопления энергии может быть также внешним образом соединен с находящимся под избыточным давлением позиционирующим устройством. Упомянутое находящееся под избыточным давлением позиционирующее устройство, конкретная конструкция которого та же, что у устройств такого рода, имеющихся на рынке, содержит установочный палец, позиционирующую пружину и диск для восстановления исходного положения установочного пальца и может быть использовано для управления упомянутым клапаном стравливания давления путем его включения и выключения с целью ограничения переднего приводного поршня.
Предлагаемые способ и устройство для дозированного компрессионного формования изделий из каучука и пластмассы в многоместных пресс-формах имеют следующий принцип работы при производстве. Когда открытая зубчатая передача для перемещения пресс-формы находится в зацеплении, двигатель, являющийся источником энергии, приводит вращаемое барабанное колесо для перемещения пресс-формы во вращение, а через трос для перемещения пресс-формы тянущее усилие передается на пластину поддержания пуансонов, пока не откроется пресс-форма, и в то же самое время не будет выпущен материал бутылочного колпачка. В этом процессе первая движущая пружина пресс-формы сжата, накопив энергию, при этом гидравлический цилиндр накопления энергии тоже накапливает энергию, используемую для компрессионного формования под избыточным давлением и удержания давления во время закрывания пресс-формы. Когда открывание пресс-формы завершено, открытая зубчатая передача для подачи заготовок выходит из зацепления и трехстержневой рычажный механизм под действием вращаемого барабанного колеса для подачи заготовок, троса для подачи заготовок и держателя троса для подачи заготовок раздвигается, заставляя, тем самым, заготовочный челнок выходить из пресс-формы бутылочного колпачка для вырубания заготовки. Затем заготовку подают к мастер-модели с помощью газа, продуваемого через газоход внутри заготовочного челнока, после чего заготовочный челнок остается в покое, до тех пор пока открытая зубчатая передача для подачи заготовок не будет снова введена в зацепление.
Когда открытая зубчатая передача для подачи заготовок снова введена в зацепление, трехстержневой рычажный механизм втягивается, заставляя заготовочный челнок входить в пресс-форму бутылочного колпачка. В это время открытая зубчатая передача для перемещения пресс-формы выходит из зацепления, эжекционная пластина и пластина поддержания пуансонов смещаются книзу под действием силы выброса первой движущей пружины пресс-формы и второй движущей пружины пресс-формы, соответственно, для закрывания пресс-формы, и рабочая жидкость гидравлической системы течет из гидравлического цилиндра накопления энергии в гидравлический цилиндр компрессионного формования для компрессионного формования под повышенным давлением и удержания давления до тех пор, пока открытая зубчатая передача для перемещения пресс-формы не будет снова введена в зацепление. В вышеописанном процессе заготовочный челнок и пуансон имеют один и тот же период движения, который обычно устанавливают на величину 2 с.
Предлагаемое изобретение имеет следующее преимущества по сравнению с уровнем техники.
По сравнению с подобным оборудованием, которое в настоящее время импортируется из-за рубежа, предлагаемые способ и устройство для дозированного компрессионного формования изделий из каучука и пластмассы в многоместных пресс-формах предъявляют более низкие требования к производству оборудования, но могут значительно повысить производительность и удовлетворить рыночный спрос на бутылочные колпачки.
Предлагаемое устройство для дозированного компрессионного формования изделий из каучука и пластмассы в многоместных пресс-формах выполнено с возможностью управлять движением пуансона кверху и книзу с помощью открытой зубчатой передачи для перемещения пресс-формы, тем самым гарантируя точность открывания и закрывания пресс-формы. При этом перемещение заготовок обеспечено с помощью открытой зубчатой передачи для подачи заготовок и трехстержневого рычажного механизма и т.д. Конструкция устройства безопасна и надежна, а его работа устойчива и непрерывна, благодаря чему обеспечен одинаковый период движения заготовочного челнока и пуансона, повышена точность изготовления бутылочных колпачков и сокращена доля бракованных изделий.
Предлагаемое устройство для дозированного компрессионного формования изделий из каучука и пластмассы в многоместных пресс-формах выполнено с возможностью накапливать энергию двигателя в пружине для накопления и хранения энергии при смещении опорного держателя пуансонов, благодаря чему предлагаемое устройство обеспечивает повышение процента использования энергии, экономию энергии, способствует защите окружающей среды и сокращению производственных расходов, а также имеет широкий диапазон применений.
Предлагаемое устройство для дозированного компрессионного формования изделий из каучука и пластмассы в многоместных пресс-формах использует характеристики точного позиционирования механической конструкции для обеспечения координации с разделением времени операций вырубки заготовок, подачи заготовок с помощью газового потока, закрывания пресс-формы, компрессионного формования, открывания пресс-формы и эжекционного перемещения, благодаря чему предотвращено столкновение разных механических компонентов устройства при выполнении каждой из операций. Для осуществления параллельного компрессионного формования в одно и то же время используется много комплектов пресс-форм, что значительно повышает производительность.
КРАТКОЕ ОПИСАНИЕ ПРИЛАГАЕМЫХ ЧЕРТЕЖЕЙ
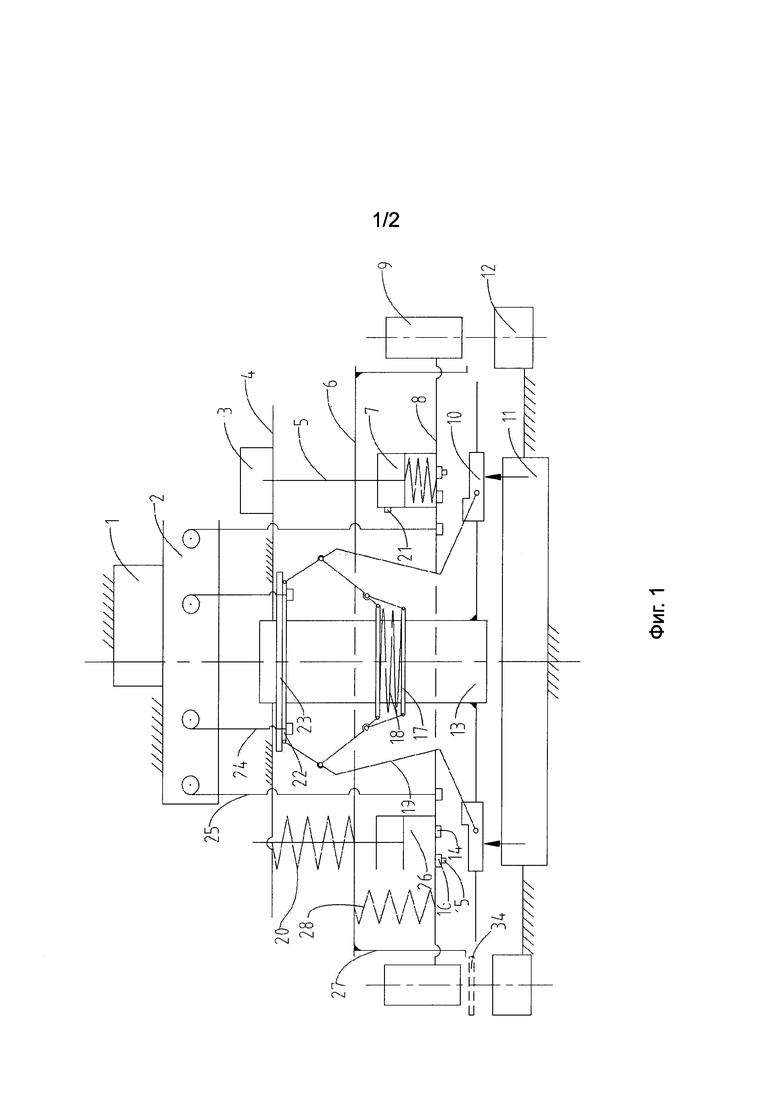
На фиг. 1 схематично изображено предлагаемое устройство для дозированного компрессионного формования изделий из каучука и пластмассы в многоместных пресс-формах.
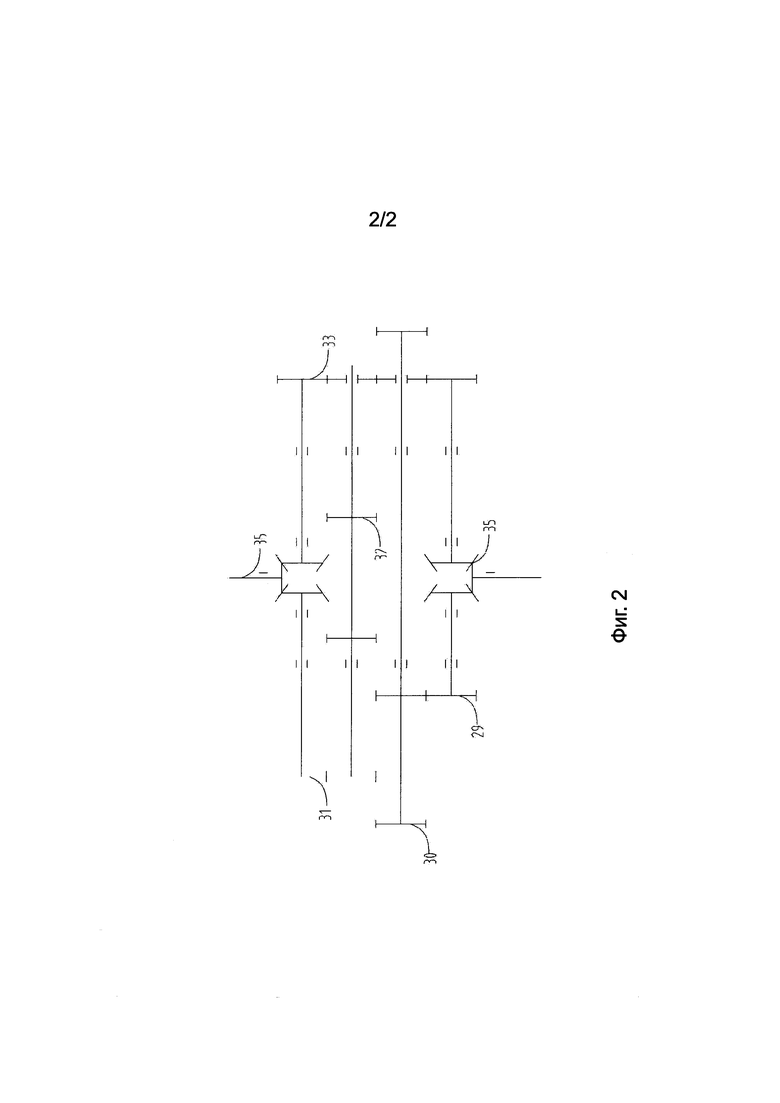
На фиг. 2 схематично проиллюстрирован принцип соединения двух открытых зубчатых передач в механизме тросовой передачи с вращаемым барабанным колесом для перемещения пресс-формы и с вращаемым барабанным колесом для подачи заготовок.
На этих чертежах использованы следующие ссылочные обозначения:
1 - источник энергии,
2 - механизм тросовой передачи,
3 - резервуар для рабочей жидкости гидравлической системы,
4 - пластина поддержания перемещения пресс-формы,
5 - передний приводной поршень,
6 - эжекционная пластина,
7 - гидравлический цилиндр накопления энергии,
8 - пластина поддержания пуансонов,
9 - пуансон пресс-формы,
10 - заготовочный челнок,
11 - подающее устройство,
12 - матрица пресс-формы,
13 - опорная рама для заготовочных челноков,
14 - переключающий вентиль компрессионного формования,
15 - гидравлическая направляющая планка стравливания давления,
16 - гидравлическая направляющая планка компрессионного формования,
17 - опорный держатель соединительного стержня,
18 - возвратная пружина,
19 - трехстержневой рычажный механизм,
20 - вторая движущая пружина пресс-формы,
21 - клапан стравливания давления,
22 - опорный держатель соединительного стержня,
23 - держатель троса для подачи заготовок,
24 - трос для подачи заготовок,
25 - трос для перемещения пресс-формы,
26 - гидравлический цилиндр компрессионного формования,
27 - эжекционный стержень,
28 - первая движущая пружина пресс-формы,
29 - открытая зубчатая передача для перемещения пресс-формы,
30 - вращаемое барабанное колесо для перемещения пресс-формы,
31 - открытая зубчатая передача для подачи заготовок,
32 - вращаемое барабанное колесо для подачи заготовок,
33 - цилиндрическая зубчатая передача,
34 - материал бутылочного колпачка,
35 - коническая зубчатая передача.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ПРЕДЛАГАЕМОГО ИЗОБРЕТЕНИЯ
Предлагаемое изобретение далее будет описано подробно с привлечением примеров его осуществления, но следует помнить, что объем предлагаемого изобретения не ограничивается рассматриваемыми вариантами его осуществления.
Пример
Устройство для дозированного компрессионного формования изделий из каучука и пластмассы в многоместных пресс-формах согласно предлагаемому изобретению, схематично изображенное на фиг 1, содержит механизм тросовой передачи, трехстержневой рычажный механизм, пресс-форму бутылочного колпачка, заготовочный челнок и пластину поддержания пуансонов.
Как можно видеть на фиг 2, механизм тросовой передачи содержит две открытые зубчатые передачи, вращаемое барабанное колесо для перемещения пресс-формы, вращаемое барабанное колесо для подачи заготовок и трос для подачи заготовок, а упомянутые две открытые зубчатые передачи - это открытая зубчатая передача для перемещения пресс-формы и открытая зубчатая передача для подачи заготовок. Пресс-форма бутылочного колпачка содержит пуансон и матрицу, при этом по периферии пластины поддержания пуансонов равномерно распределена совокупность пуансонов. Под каждым из пуансонов расположено по одной матрице, и между пуансоном и матрицей каждой пары расположен один заготовочный челнок.
Открытая зубчатая передача для перемещения пресс-формы и вращаемое барабанное колесо для перемещения пресс-формы соединены между собой. Открытая зубчатая передача для подачи заготовок и вращаемое барабанное колесо для подачи заготовок соединены между собой. Один конец троса для перемещения пресс-формы намотан на вращаемое барабанное колесо для перемещения пресс-формы, а другой конец троса для перемещения пресс-формы соединен с пластиной поддержания пуансонов. Один конец троса для подачи заготовок намотан на вращаемое барабанное колесо для подачи заготовок, а другой конец троса для подачи заготовок прикреплен к держателю троса для подачи заготовок. На упомянутом держателе троса для подачи заготовок распределена совокупность трехстержневых рычажных механизмов, при этом один конец каждого из трехстержневых рычажных механизмов соединен с этим держателем троса для подачи заготовок, а другой конец каждого из трехстержневых рычажных механизмов соединен с соответствующим одним заготовочным челноком. Открытая зубчатая передача для перемещения пресс-формы выполнена с возможностью приводить во вращение вращаемое барабанное колесо для перемещения пресс-формы, так чтобы с него сматывался или на него наматывался трос для перемещения пресс-формы, приводя пресс-форму в движение кверху или книзу через пластину поддержания пуансонов для обеспечения открывания или закрывания пресс-формы. В процессе работы с помощью открытой зубчатой передачи для подачи заготовок приводят во вращение вращаемое барабанное колесо (вращаемое барабанное колесо для перемещения пресс-формы и вращаемое барабанное колесо для подачи заготовок работают поочередно). При этом трос для подачи заготовок сматывается или наматывается, тем самым приводя в движение держатель троса для подачи заготовок кверху или книзу и проводя в движение заготовочный челнок через трехстержневой рычажный механизм, чтобы челнок вошел в нижнюю часть пуансона или вышел из нее. В заготовочный челнок заготовку подают с помощью подающего устройства, расположенного снизу.
В средней части держателя троса для подачи заготовок установлена опорная стойка для держателя троса для подачи заготовок, которая на нижней периферии снабжена опорной рамой для заготовочных челноков. На этой опорной раме для заготовочных челноков распределены заготовочные челноки, при этом держатель троса для подачи заготовок, опорная стойка для держателя троса для подачи заготовок и опорная рама для заготовочных челноков образуют тросовый механизм для подачи заготовок. Упомянутая опорная стойка для держателя троса для подачи заготовок предназначена главным образом для обеспечения более точного наведения и обеспечения опоры для перемещения держателя троса для подачи заготовок кверху и книзу, а также для обеспечения наведения и опоры при использовании опорной рамы для заготовочных челноков при вхождении каждого заготовочного челнока в пресс-форму бутылочного колпачка или при выходе его из нее.
В средней части опорной стойки держателя троса для подачи заготовок дополнительно установлен опорный держатель соединительного стержня, внутри которого установлена возвратная пружина. Этот опорный держатель соответственно соединен с каждым из трехстержневых рычажных механизмов. Установка опорного держателя соединительного стержня может сделать работу каждого из трехстержневых рычажных механизмов более устойчивой, так что заготовочный челнок может быть точно позиционирован при подаче.
Параллельно упоминавшейся выше пластине поддержания пуансонов и над нею установлена эжекционная пластина, и между этой эжекционной пластиной и пластиной поддержания пуансонов установлена первая движущая пружина пресс-формы. Эжекционная пластина находится на внешней периферии с совокупностью эжекционных стержней, каждый из которых соответственно расположен на одной боковой стороне пуансона. Эжекционная пластина и упомянутая первая движущая пружина пресс-формы обеспечивают накопление энергии пружины при открывании пресс-формы, и эжекционная пластина тем временем обеспечивает опору для каждого из эжекционных стержней, так чтобы эжекционный стержень мог быстро выпустить материал бутылочного колпачка, когда пресс-форма открыта.
Параллельно эжекционной пластине и над нею установлена пластина поддержания перемещения пресс-формы, а между этой пластиной поддержания перемещения пресс-формы и эжекционной пластиной установлена вторая движущая пружина пресс-формы. Пластина поддержания пуансонов снабжена гидравлическим цилиндром компрессионного формования, поршень которого проходит сквозь эжекционную пластину, чтобы он занимал положение во второй пружине перемещения пресс-формы. Упомянутый гидравлический цилиндр компрессионного формования в его нижней части снабжен гидравлической направляющей планкой компрессионного формования и переключающим вентилем компрессионного формования, а в нижней части упомянутой гидравлической направляющей планки компрессионного формования установлена гидравлическая направляющая планка стравливания давления.
С целью дальнейшего обеспечения накопления энергии изостатического прессования в процессе открывания пресс-формы упомянутая пластина поддержания перемещения пресс-формы снабжена резервуаром для рабочей жидкости гидравлической системы, а упомянутая пластина поддержания пуансонов снабжена гидравлическим цилиндром накопления энергии, при этом передний приводной поршень этого гидравлического цилиндра накопления энергии проходит сквозь эжекционную пластину для соединения с упомянутым резервуаром для гидравлической жидкости. На одной боковой стороне упомянутого гидравлического цилиндра накопления энергии установлен клапан стравливания давления. Кроме того, через упомянутый клапан стравливания давления гидравлический цилиндр накопления энергии может быть также внешним образом соединен с находящимся под избыточным давлением позиционирующим устройством. Упомянутое находящееся под избыточным давлением позиционирующее устройство, конкретная конструкция которого та же, что у устройств такого рода, имеющихся на рынке, содержит установочный палец, позиционирующую пружину и диск для восстановления исходного положения установочного пальца и может быть использовано для управления упомянутым клапаном стравливания давления путем его включения и выключения с целью ограничения переднего приводного поршня.
Способ дозированного компрессионного формования изделий из каучука и пластмассы в многоместных пресс-формах, осуществляемый с помощью вышеописанного устройства, состоит в следующем. Согласно предлагаемому способу, переменно-возвратным движением заготовочного челнока и пуансона, присутствующего в пресс-форме для бутылочного колпачка, управляют с помощью зацепления двух открытых зубчатых передач. Кроме того, в процессе этого зацепления двух открытых зубчатых передач движение по открыванию пресс-формы, накопление энергии изостатического прессования и накопление энергии пружины осуществляют с помощью характеристик(и) зацепления этих открытых зубчатых передач, а быстрое закрывание пресс-формы и компрессионное формование осуществляют с помощью характеристик(и) незацепления этих открытых зубчатых передач, накопления энергии изостатического прессования и опрессовки открытых зубчатых передач. Между упомянутыми открытой зубчатой передачей и заготовочным челноком расположен трехстержневой рычажный механизм, и открытая зубчатая передача использует этот трехстержневой рычажный механизм для управления заготовочным челноком, чтобы он быстро и синхронно подводил заготовку к мастер-модели пресс-формы бутылочного колпачка. Движение заготовочного челнока и пуансона имеет один и тот же период. Упомянутые две открытые зубчатые передачи извне соединены с одним и тем же источником энергии посредством конической зубчатой передачи с одной стороны, а цилиндрическая зубчатая передача и коническая зубчатая передача с другой стороны служат в качестве агрегата силовой коробки передач между двумя открытыми зубчатыми передачами.
Предлагаемые способ и устройство для дозированного компрессионного формования изделий из каучука и пластмассы в многоместных пресс-формах имеют следующий принцип использования для производства. Когда открытая зубчатая передача для перемещения пресс-формы находится в зацеплении, двигатель, являющийся источником энергии, приводит вращаемое барабанное колесо для перемещения пресс-формы во вращение, а через трос для перемещения пресс-формы тянущее усилие передают на пластину поддержания пуансонов, пока не откроется пресс-форма, и в то же самое время не будет выпущен материал бутылочного колпачка. В этом процессе первая движущая пружина пресс-формы сжата и хранит накопленную энергию, при этом гидравлический цилиндр накопления энергии тоже хранит накопленную энергию, используемую для компрессионного формования под избыточным давлением и удержания давления во время закрывания пресс-формы. Когда открывание пресс-формы завершено, открытая зубчатая передача перемещения заготовок выходит из зацепления, и трехстержневой рычажный механизм под действием вращаемого барабанного колеса для подачи заготовок, троса для подачи заготовок и держателя троса для подачи заготовок раздвигается, заставляя, тем самым, заготовочный челнок выходить из пресс-формы бутылочного колпачка для отрезания заготовки. Затем заготовку подают к мастер-модели с помощью газа, продуваемого через газоход внутри заготовочного челнока, после чего заготовочный челнок остается в покое, до тех пор пока открытая зубчатая передача для подачи заготовок не будет снова введена в зацепление. Когда открытая зубчатая передача для подачи заготовок снова введена в зацепление, трехстержневой рычажный механизм втягивается, заставляя заготовочный челнок входить в пресс-форму бутылочного колпачка. В это время открытая зубчатая передача для перемещения пресс-формы выходит из зацепления, эжекционная пластина и пластина поддержания пуансонов смещаются книзу под действием силы выброса первой движущей пружины пресс-формы и второй движущей пружины пресс-формы, соответственно, для закрывания пресс-формы, и рабочая жидкость гидравлической системы течет из гидравлического цилиндра накопления энергии в гидравлический цилиндр компрессионного формования для компрессионного формования под повышенным давлением и удержания давления до тех пор, пока открытая зубчатая передача для перемещения пресс-формы не будет снова введена в зацепление. В вышеописанном процессе заготовочный челнок и пуансон имеют один и тот же период движения, который обычно устанавливают на величину 2 с.
Предлагаемое изобретение может быть наилучшим образом осуществлено как описано выше, и рассмотренный выше вариант является просто предпочтительным вариантом осуществления предлагаемого изобретения, которым объем изобретения не ограничен, то есть, все эквивалентные замены и модификации, сделанные в соответствии с предлагаемым изобретением, охватываются объемом предлагаемого изобретения, который определен прилагаемой формулой изобретения.
Изобретение относится к формованию изделий из каучука и пластмассы, в частности, к способу и устройству для дозированного компрессионного формования изделий из каучука и пластмассы в многоместных пресс-формах. При осуществлении предлагаемого способа переменно-возвратным движением заготовочного челнока и пуансона, имеющегося в пресс-форме для бутылочного колпачка, управляют путем координации работы двух открытых зубчатых передач. В процессе совместной работы двух открытых зубчатых передач движение по открыванию пресс-формы, накопление энергии изостатического прессования и накопление энергии пружины осуществляют с помощью характеристик(и) зацепления этих открытых зубчатых передач, а быстрое закрывание пресс-формы и компрессионное формование осуществляют с помощью характеристик(и) незацепления этих открытых зубчатых передач, накопления энергии изостатического прессования и опрессовки открытых зубчатых передач. В предлагаемом устройстве открытая зубчатая передача для перемещения пресс-формы соединена с вращаемым барабанным колесом для перемещения пресс-формы, а открытая зубчатая передача для подачи заготовок соединена с вращаемым барабанным колесом для подачи заготовок. Один конец троса для перемещения пресс-формы намотан на вращаемое барабанное колесо для перемещения пресс-формы, а другой его конец соединен с пластиной поддержания пуансонов. Один конец троса для подачи заготовок намотан на вращаемое барабанное колесо для подачи заготовок, а другой его конец прикреплен к держателю троса для подачи заготовок. Упомянутый держатель троса для подачи заготовок соединен с заготовочным челноком с помощью трехстержневого рычажного механизма. Изобретение эффективно решает проблему низкой производительности и недостаточно высокой точности и устойчивости в эксплуатации существующего оборудования для изготовления бутылочных колпачков по технологии компрессионного формования. 2 н. и 8 з.п. ф-лы, 2 ил.
1. Способ дозированного компрессионного формования изделий из каучука и пластмассы в многоместных пресс-формах, характеризующийся тем, что переменно-возвратным движением заготовочного челнока и пуансона, имеющегося в пресс-форме для бутылочного колпачка, управляют путем координации работы двух открытых зубчатых передач, при этом в процессе этой совместной работы двух открытых зубчатых передач движение по открыванию пресс-формы, накопление энергии изостатического прессования и накопление энергии пружины осуществляют за счет характеристик(и) зацепления этих открытых зубчатых передач, а быстрое закрывание пресс-формы и компрессионное формование осуществляют за счет характеристик(и) незацепления этих открытых зубчатых передач, накопления энергии изостатического прессования и опрессовки открытых зубчатых передач.
2. Способ по п. 1, характеризующийся тем, что между упомянутыми открытой зубчатой передачей и заготовочным челноком располагают трехстержневой рычажный механизм, при этом за счет открытой зубчатой передачи используют этот трехстержневой рычажный механизм для управления заготовочным челноком, для быстрого и синхронного подведения заготовки к мастер-модели пресс-формы бутылочного колпачка.
3. Способ по п. 1, характеризующийся тем, что движение заготовочного челнока и движение пуансона осуществляют с одним и тем же периодом.
4. Способ по п. 1, характеризующийся тем, что упомянутые две открытые зубчатые передачи извне соединяют с одним и тем же источником энергии.
5. Устройство для дозированного компрессионного формования изделий из каучука и пластмассы в многоместных пресс-формах, характеризующееся тем, что оно содержит механизм тросовой передачи, трехстержневой рычажный механизм, пресс-форму бутылочного колпачка, заготовочный челнок и пластину поддержания пуансонов, при этом упомянутый механизм тросовой передачи содержит две открытые зубчатые передачи, вращаемое барабанное колесо для перемещения пресс-формы, трос для перемещения пресс-формы, вращаемое барабанное колесо для подачи заготовок и трос для подачи заготовок, а упомянутые две открытые зубчатые передачи представляют собой открытую зубчатую передачу для перемещения пресс-формы и открытую зубчатую передачу для подачи заготовок, при этом пресс-форма бутылочного колпачка содержит пуансон и матрицу, совокупность пуансонов равномерно распределена по периферии пластины поддержания пуансонов, причем под каждым из пуансонов расположена одна матрица, а между пуансоном и матрицей каждой пары расположен один заготовочный челнок, при этом открытая зубчатая передача для перемещения пресс-формы соединена с вращаемым барабанным колесом для перемещения пресс-формы, а открытая зубчатая передача для подачи заготовок соединена с вращаемым барабанным колесом для подачи заготовок, один конец троса для перемещения пресс-формы намотан на вращаемое барабанное колесо для перемещения пресс-формы, а другой конец троса для перемещения пресс-формы соединен с пластиной поддержания пуансонов, один конец троса для подачи заготовок намотан на вращаемое барабанное колесо для подачи заготовок, а другой конец троса для подачи заготовок прикреплен к держателю троса для подачи заготовок, при этом на упомянутом держателе троса для подачи заготовок распределена совокупность трехстержневых рычажных механизмов, причем один конец каждого из трехстержневых рычажных механизмов соединен с держателем троса для подачи заготовок, а другой конец каждого из трехстержневых рычажных механизмов соединен с соответствующим одним заготовочным челноком.
6. Устройство по п. 5, характеризующееся тем, что в средней части держателя троса для подачи заготовок установлена опорная стойка для держателя троса для подачи заготовок, которая на нижней периферии снабжена опорной рамой для заготовочных челноков, на которой распределены заготовочные челноки, при этом держатель троса для подачи заготовок, опорная стойка для держателя троса для подачи заготовок и опорная рама для заготовочных челноков образуют тросовый механизм для подачи заготовок.
7. Устройство по п. 6, характеризующееся тем, что в средней части опорной стойки держателя троса для подачи заготовок дополнительно установлен опорный держатель соединительного стержня, внутри которого установлена возвратная пружина, при этом опорный держатель соответственно соединен с каждым из трехстержневых рычажных механизмов.
8. Устройство по п. 5, характеризующееся тем, что параллельно пластине поддержания пуансонов и над ней установлена эжекционная пластина, причем между этой эжекционной пластиной и пластиной поддержания пуансонов установлена первая движущая пружина пресс-формы, при этом упомянутая эжекционная пластина расположена на внешней периферии с совокупностью эжекционных стержней, каждый из которых соответственно расположен на одной боковой стороне пуансона.
9. Устройство по п. 8, характеризующееся тем, что параллельно эжекционной пластине и над ней установлена пластина поддержания перемещения пресс-формы, а между этой пластиной поддержания перемещения пресс-формы и эжекционной пластиной установлена вторая движущая пружина пресс-формы, пластина поддержания пуансонов снабжена гидравлическим цилиндром компрессионного формования, поршень которого проходит сквозь эжекционную пластину, с обеспечением его положения во второй пружине перемещения пресс-формы, при этом упомянутый гидравлический цилиндр компрессионного формования в его нижней части снабжен гидравлической направляющей планкой компрессионного формования и переключающим вентилем компрессионного формования, а в нижней части упомянутой гидравлической направляющей планки компрессионного формования установлена гидравлическая направляющая планка стравливания давления.
10. Устройство по п. 9, характеризующееся тем, что упомянутая пластина поддержания перемещения пресс-формы снабжена резервуаром для рабочей жидкости гидравлической системы, а упомянутая пластина поддержания пуансонов снабжена гидравлическим цилиндром накопления энергии, при этом передний приводной поршень этого гидравлического цилиндра накопления энергии проходит сквозь эжекционную пластину для соединения с упомянутым резервуаром для гидравлической жидкости, при этом на одной боковой стороне упомянутого гидравлического цилиндра накопления энергии установлен клапан стравливания давления.
| УСТРОЙСТВО ДЛЯ ОБКАТЫВАНИЯ И ПРЕССОВАНИЯ ТРУБ ИЗ СТЕКЛОПЛАСТИКА | 0 |
|
SU407743A1 |
| ИЗДЕЛИЕ ПРОИЗВОДСТВА, СПОСОБ ПРОИЗВОДСТВА ЭТОГО ИЗДЕЛИЯ, СИСТЕМА ДЛЯ ЕГО ПРОИЗВОДСТВА | 1993 |
|
RU2142878C1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ПЕРЕЗАРЯДКИ ПРЕССФОРМ ПРИ АВТОКЛАВНОЙ ВУЛКАНИЗАЦИИ ПОКРЫШЕК- п л in Q I I fi П и-l-iUrUOitMr-l.JEHTKQ--•:;}1ЧЕС:{АП/^ЛИОТЕКА! | 0 |
|
SU172976A1 |
| CN 105848845 A, 10.08.2016 | |||
| CN 102837412 A, 26.12.2012. | |||

