Изобретение относится к способу обработки поверхности заготовки при помощи щёточного агрегата, с выполненным с возможностью приведения во вращательное движение держателем щётки и кольцевой щёткой с кругом из щетинок с выступающими наружу щетинками, вследствие чего вращающиеся щетинки при помощи погружаемого во вращающийся круг из щетинок, выполненного с возможностью регулировки средства останова, а также за счёт сохранения кинетической энергии, упруго деформируются, так что щетинки после своего высвобождения обрабатывают поверхность заготовки не только в процессе вращения, но и одновременно ударным образом, вследствие высвобожденной после прохода средства останова, сохранённой кинетической энергии.
Способ ранее указанного типа описывается в качестве примера и по большей части в патенте EP 1 834 733 В1 данного заявителя. При помощи щёточного агрегата и средства останова можно, таким образом, добиться на поверхности обрабатываемой заготовки глубины шероховатости, которая до настоящего времени могла быть получена лишь посредством пескоструйной обработки. Фактически наблюдается глубина шероховатости более 50 мкм, в частности, более 60 мкм и до 100 мкм и более. При заданной глубине шероховатости речь идёт, в целом, о так называемом среднем значении Ra шероховатости (в качестве среднего арифметического абсолютных значений отклонения профиля на базовой длине в соответствии с DIN 4764, а также DIN ISO 1302). Этот вариант, в принципе, зарекомендовал себя и был многократно использован на практике. Наряду с этим, также относящийся к данному заявителю EP 2 618 965 В1 описывает такой способ, при котором средство останова одновременно работает как шлифовальный инструмент для щетинок. Для этой цели средство останова может регулироваться, к примеру, осуществлено с возможностью радиального и/или тангенциального перемещения. Эксцентричное смещение также возможно.
Уровень техники, в принципе, зарекомендовал себя положительно, когда речь шла о том, чтобы обеспечить шероховатость поверхностей заготовки, удалить с поверхности покрытия или ржавчину. Для последующей обработки поверхности в случае нанесения краски, металлического и/или полимерного покрытия и проч., зачастую, однако, необходимо возобновляемым образом регулировать шероховатость поверхности или соблюдать определённые параметры. При помощи описанного ранее метода напрямую это невозможно или должно быть осуществлено, в конце концов, в ручном режиме. Большие поверхности заготовок вообще невозможно, тем самым, обрабатывать возобновляемым образом. В данном случае изобретение, в целом, может прийти на помощь.
В основе изобретения лежит техническая проблема дальнейшего усовершенствования этого способа обработки поверхности заготовки при помощи щёточного агрегата таким образом, чтобы желаемая глубина шероховатости поверхности могла быть отрегулирована возобновляемым образом.
Для решения данной технической проблемы способ в соответствии с родовой версией для обработки поверхности заготовки при помощи щёточного агрегата в соответствии с изобретением характеризуется тем, что средство останова и/или кольцевая щётка регулируются в зависимости от шероховатости поверхности заготовки.
То есть, в соответствии с изобретением сначала однократно действуют таким образом, что в зависимости от шероховатости поверхности заготовки производят регулировку средства останова и/или кольцевой щётки. При этом изобретение исходит из тезиса о том, что изменение, в частности, радиального положения средства останова относительно оси удерживающего кольцевую щётку и выполненного с возможностью приведения во вращательное движение держателя щётки оказывает непосредственное воздействие на шероховатость поверхности заготовки. Так как за счёт изменения радиального положения средства останова относительно оси кольцевой щётки, в конце концов, изменяется кинетическая энергия, с которой щетинки касаются поверхности обрабатываемой заготовки. При этом, в принципе, действует упрощённая формула, что кинетическая энергия тем выше, чем меньше радиальный зазор средства останова относительно упомянутой оси кольцевой щётки. Так как радиальное внутреннее расположение средства останова приводит к повышенной и усиленной деформации щетинок и, как следствие, к повышенной кинетической энергии, с которой щетинки ударяются о поверхность заготовки.
Эти принципиальные взаимосвязи были исследованы проф. Робертом Ю. Штанго и другими и изложены в нескольких публикациях. Ссылаются на две публикации «Surface preparation of ship-construction steel/(ABS-A) via bristle blasting process», NACE Corrosion CONFERENCE & EXPO 2010, paper No. 10385, а также на «Evaluation of bristle blasting process for surface preparation of ship-construction steel» (NACE CORROSION CONFERENCE & EXPO 2012, paper No. C2012-0001442). В соответствии с предпочтительным вариантом осуществления для этой цели средство останова осуществлено, по большей части, с возможностью радиальной регулировки относительно упомянутой оси вращающейся кольцевой щётки или может быть перемещено в радиальном направлении относительно упомянутой оси. Аналогично и кольцевая щётка может быть подведена к поверхности и/или может осуществлять аксиальное перемещение.
Шероховатость поверхности заготовки может быть зарегистрирована, в свою очередь, тактильным и/или бесконтактным способом. Фактически, в связи с этим, поверхность заготовки регистрируется на основании среднего значения Ra шероховатости. При этом речь идёт о среднем арифметическом, соответственно, измеренного в абсолютной величине отклонения отдельной точки измерения от средней линии. Данные подаются при этом в соответствии с DIN ISO 1302, как было описано в вводной части описания. В принципе, может быть измерена и обработана так называемая максимальная высота Rz профиля шероховатости. При этом речь идёт о сумме высоты максимального пика Rр профиля и глубины максимальной впадины Rv профиля на отдельном участке измерения. В качестве вертикального зазора от самой высокой до самой глубокой точки профиля выступает значение Rz – диапазон рассеивания значений ординаты шероховатости. Во всяком случае, в принципе, имеются различные возможности для тактильной или бесконтактной регистрации шероховатости или неровности поверхности заготовки.
При этом, в принципе, можно действовать таким образом, чтобы определить шероховатость или неровность ещё не обработанной при помощи кольцевой щётки или щетинок поверхности заготовки и, в зависимости от этого, соответствующим образом отрегулировать средство останова и/или кольцевую щётку. Как правило, действуют, однако, таким образом, что регистрируется шероховатость обработанной поверхности. Тем самым, средство останова может быть соответствующим образом перемещено, и притом в зависимости от установленных измеренных значений для шероховатости или неровности обрабатываемой поверхности. Для этой цели шероховатость упомянутой и обрабатываемой поверхности при помощи блока управления и регулировки переводится в режим установочных движений средства останова и/или кольцевой щётки, в зависимости от желаемого профиля шероховатости поверхности. То есть, значения шероховатости или неровности поверхности, конкретно среднее значение Ra шероховатости, к примеру, или среднее арифметическое значение Ra, используется в качестве исходной величины для настройки блока управления и регулировки. В зависимости от желаемой шероховатости или неровности и конкретно среднего арифметического значения Ra, средство останова и/или кольцевая щётка могут быть отрегулированы соответствующим образом. Если, к примеру, среднее значение Ra шероховатости должно быть повышено, то, к примеру, средство останова при помощи блока управления и регулировки перемещается в радиальном направлении далее вовнутрь. И, наоборот, для уменьшения среднего значения Ra шероховатости возможно радиально внешнее положение средства останова.
Наряду с таким основным управлением возможна также регулировка. В этом случае фактическое значение для средней неровности Ralst сравнивается, к примеру, с сохранённым в блоке регулировки и заданным средним значением неровности RaSoll. В зависимости от отклонений измеренного значения фактической неровности Ralst относительно заданного значения RaSoll, средство останова перемещается затем по типу закрытого регулировочного контура. Вследствие этого, шероховатость поверхности заготовки может быть приведена в соответствие с фактическими требованиями, к примеру, принимать в расчёт последующее нанесение краски, покрытие полимером, покрытие металлом и проч.
Шероховатость поверхности можно тактильно определить при помощи механически ощупывающего поверхность измерительного щупа. Как правило, однако, в этом случае действуют бесконтактным способом. Тогда шероховатость поверхности может быть зарегистрирована при помощи, к примеру, звуковых волн и в предпочтительном варианте при помощи электромагнитных волн. В данном случае метод «ощупывания» посредством электромагнитных волн, и здесь особо с использованием лазера, выявил себя как особенно благоприятный и предпочтительный.
Фактически в данном случае зачастую действуют таким образом, что поверхность предназначенной для обработки заготовки или уже обработанная поверхность упомянутой заготовки «ощупывается» методом предпочтительно двухмерной триангуляции. При этом лазерный луч зачастую в виде предельно тонкой световой линии под определённым углом проецируется на измеряемую поверхность. Изначально прямая световая линия лазера, вследствие шероховатости или неровности обрабатываемой поверхности, искажается, к примеру, пропорционально углу падения лазерного луча на поверхность. При помощи оптического приёмного устройства, к примеру, микроскопа в сочетании с камерой, изображение этой проецируемой линии лазера может быть зафиксировано. Профиль поверхности можно рассчитать непосредственно на основании отклонения световой линии и, в частности, этот метод подходит для определения среднего значения Ra неровностей. Кроме того, таким образом можно определить максимальную высоту Rz профиля неровностей. Детали такого возможного триангуляционного способа описываются в качестве примера в ЕР 0 585 893 А1. Кроме того, следует сослаться на публикацию фирмы «AMEPA» на сайте «amepa.de» по теме «SRM - Online Rauheitsmessung».
В особо предпочтительном варианте изобретение предполагает не только возможность регулировки средства останова относительно кольцевой щётки обычно в радиальном направлении, а в дополнение кольцевая щётка в предпочтительном варианте вместе со средством останова может перемещаться относительно своего зазора и/или параллельно поверхности заготовки, т.е. в аксиальном направлении. За счёт изменения зазора кольцевой щётки, включая средство останова, относительно поверхности заготовки прижимное усилие кольцевой щётки на обрабатываемую поверхность может, в конечном счете, изменяться. При этом действует упрощённая формула, что чем меньший зазор кольцевой щётки выставляется относительно поверхности заготовки, тем выше и прижимное усилие вращающихся щетинок на упомянутую поверхность и тем больше получаемая таким образом на поверхности неровность Ra или Rz. Это выявляется в уже упомянутых исследованиях проф. Ю. Штанго, на которые снова следует сослаться. Параллельное смещение или аксиальное смещение кольцевой щётки относительно поверхности заготовки приводит далее к тому, что полученный на поверхности заготовки профиль неровностей осуществлён особенно равномерно и, в частности, не имеет никаких предпочтительных направлений.
Предметом изобретения является также щёточный агрегат и вращающийся щёточный инструмент, которые работают в предпочтительном варианте в соответствии с описанным способом обработки поверхности и оснащены щёточным агрегатом.
В результате, представлен и описан новый способ обработки поверхностей заготовок, характеризующийся тем, что упомянутая поверхность заготовки может снабжаться возобновляемой шероховатостью или неровностью. Благодаря этому, структура поверхности заготовки может быть оптимальным образом приведена в соответствие с последующей, в случае необходимости, обработкой или покрытием. До настоящего времени в такой последовательности и проявлении это было невозможно. Кроме того, в принципе, возможна автоматическая обработка поверхности соответствующей заготовки и, притом в плане управления и регулировки, как это уже было детально описано выше. Благодаря этому, в целом, поверхности любого размера возобновляемым образом могут быть снабжены шероховатостью. В этом следует усматривать существенные преимущества.
Далее изобретение поясняется более детально на основании представляющего лишь один пример осуществления чертежа, на котором представлены:
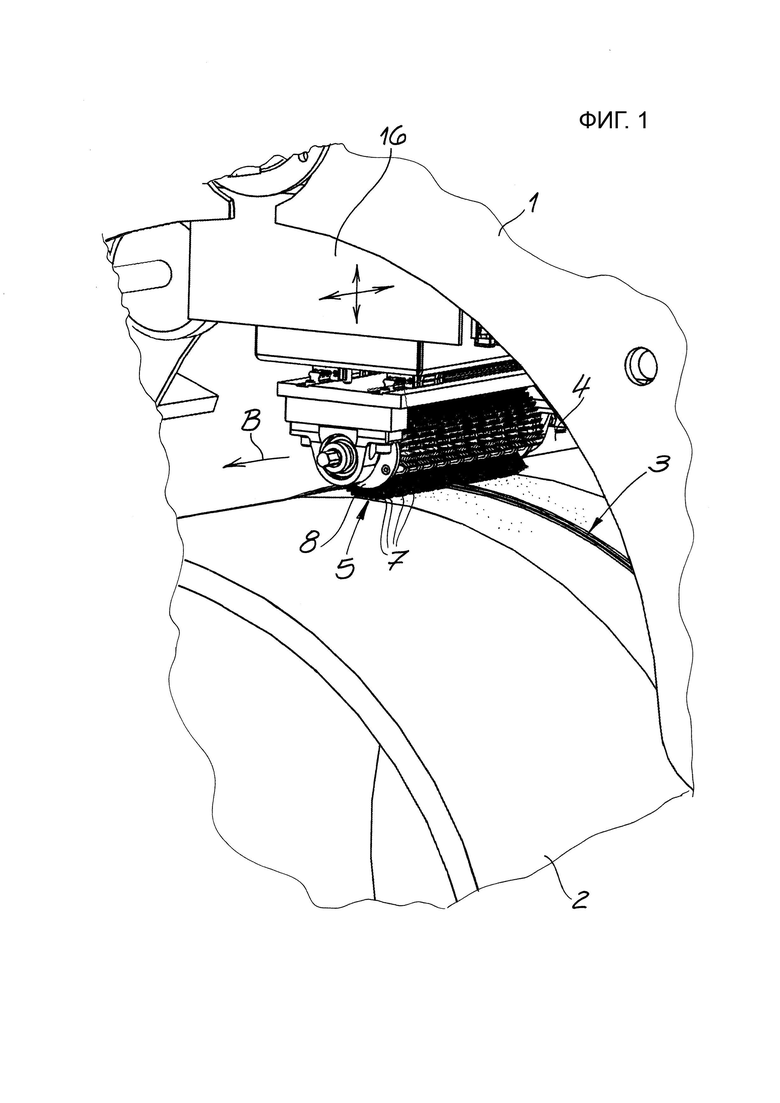
фиг.1 вращающийся щёточный инструмент, включая приводимый от него в действие щёточный агрегат с принадлежащей ему кольцевой щёткой в соответствии с изобретением, в перспективном изображении,
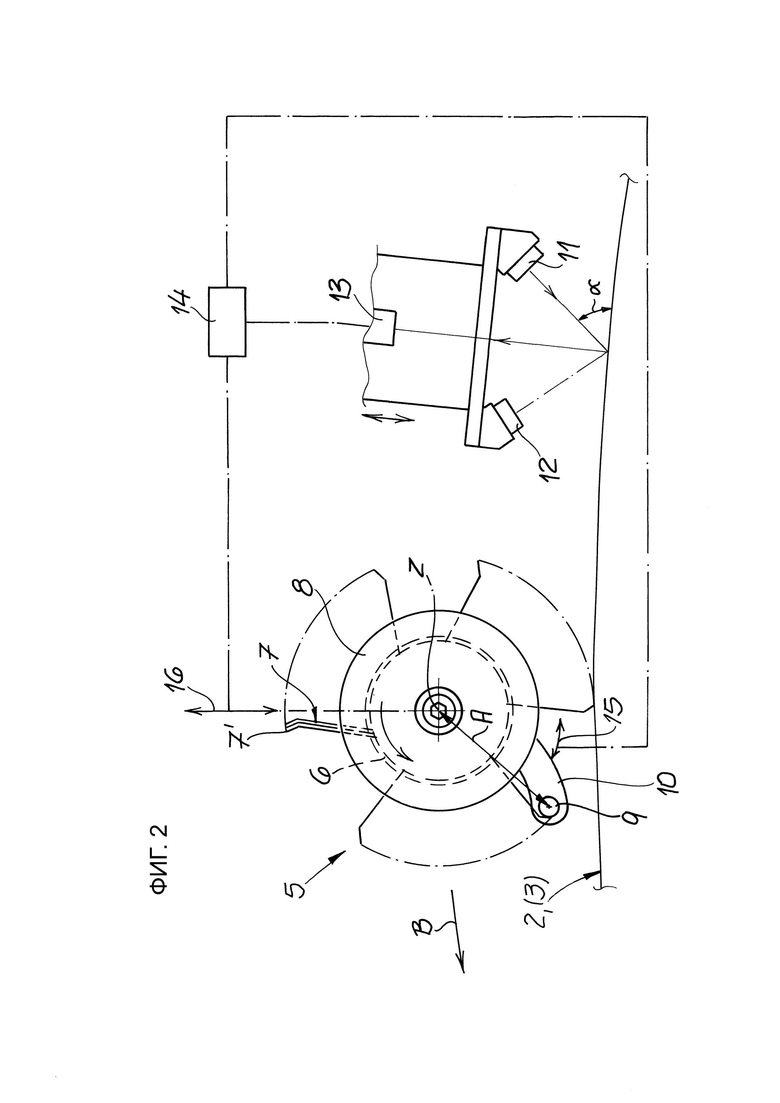
фиг.2 схематичный вид сбоку предмета изобретения в соответствии с фиг.1.
На фиг.1 принципиально представлен вращающийся щёточный инструмент, который оснащён рамой 1 машины. Рама 1 машины в примере осуществления и без ограничений может быть осуществлена в виде цилиндрического участка рамы, который согласован с обрабатываемой заготовкой 2. Под заготовкой 2 в соответствии с примером осуществления и без ограничений понимается трубопровод из отдельных сваренных друг с другом труб. Трубы соединены при этом посредством видимого на фиг.1 сварного шва 3. Чтобы защитить сварной шов 3 и, в целом, зону соединения труб между собой от коррозии, к примеру, поверхность заготовки 2 в зоне сварного шва 3 обрабатывается при помощи описываемого далее более детально вращающегося щёточного инструмента. Вслед за этой обработкой в данной зоне на трубопровод или на заготовку 2 может быть нанесено защитное покрытие.
В принципе, описываемый далее более детально вращающийся щёточный инструмент подходит не только для обработки поверхностей на изогнутых заготовках 2, как представленный на фиг.1 трубопровод. Так вращающийся щёточный инструмент может также хорошо использоваться и для обработки поверхности плоских заготовок, что, однако, детально не представлено. Вращающийся щёточный инструмент в соответствии с примером осуществления удерживается рамой 1 машины. Кроме того, рама 1 машины может быть осуществлена таким образом, что, к примеру, по типу захвата обхватывает заготовку 2 или трубопровод. Кроме того, возможно, что рама 1 машины вращается вокруг оси трубопровода, так что упомянутый трубопровод в зоне сварного шва 3 в целом и по всей своей периферии может быть обработан при помощи вращающегося щёточного инструмента.
Вращающийся щёточный инструмент имеет детально лишь частично видимый на фиг.1 приводной блок 4, который приводит во вращательное движение щёточный агрегат 5, в качестве важной составной части вращающегося щёточного инструмента. К тому же, щёточный агрегат 5 оснащён кольцевой щёткой 6, 7, которая лучше показана на фиг.2. Кольцевая щётка 6, 7 состоит из щёточной ленты 6 и присоединённых к щёточной ленте 6 и выступающих вовне щетинок 7, которые образуют щёточный круг. Под щёточной лентой 6 может пониматься щёточная лента из полимерной сетки, к примеру, на полиамидной основе. Щетинки 7 осуществлены в виде закреплённых в щёточной ленте 6 стальных щетинок, которые в соответствии с примером осуществления на фиг.2 и без ограничений могут иметь, соответственно, скошенные с фронтальной стороны вершины 7´ щетинок. Это, разумеется, является лишь примером.
Кольцевая щётка 6, 7 помещена в приводимый в действие с возможностью вращательного движения держатель 8 щётки, который лучше всего можно видеть на фиг.1. Держатель 8 щётки может быть выполнен при этом так, как описано в документе DE 43 26 793 C1 данного заявителя. В принципе, в данном случае возможно использование и других держателей 8 щётки, как, к примеру, детально представлено в WO 2017/220338 А1 данного заявителя. Держатель 8 щётки для захвата кольцевой щётки 6, 7 может быть выполнен при этом составным, как описывается в упомянутых ранее публикациях. В принципе, однако, возможно также, чтобы кольцевая щётка 6, 7 была прочно соединена с держателем 8 щётки. Как правило, следует, однако, использовать составной держатель 8 щётки в соответствии с ранее представленными публикациями, чтобы иметь возможность заменять кольцевую щётку 6, 7 при необходимости и при износе.
Особое значение для вращающегося щёточного инструмента или для щёточного агрегата 5 имеет затем ещё и выполненное с возможностью регулировки средство 9 останова. Фактически средство 9 останова присоединено к кронштейну 10, при помощи которого средство 9 останова может регулироваться в отношении своего представленного на фиг.2 зазора А относительно оси Z кольцевой щётки 6. 7. Это пояснено посредством соответствующей стрелки на фиг.2. Регулировка средства 9 останова в отношении его положения относительно щетинок 7 осуществляется, таким образом, в зависимости от шероховатости или неровности поверхности заготовки 2. То есть средство 9 останова регулируется в зависимости от шероховатости или неровности поверхности заготовки 2. В качестве критерия для регулировки средства 9 останова служит при этом уже обработанная поверхность заготовки 2, т.е. зона поверхности заготовки 2, которая в обозначенном на фиг.2 стрелкой В направлении обработки следует за вращающимся щёточным инструментом или щёточным агрегатом 5. В принципе, и идущая впереди в направлении В обработки часть поверхности заготовки 2 может быт привлечена для регулировки средства 9 останова. В соответствии с примером осуществления и в предпочтительном варианте действуют таким образом, что следующая в направлении В обработки и уже обработанная зона поверхности заготовки 2 обследуется в отношении своей шероховатости или неровности и, в зависимости от этого, осуществляется регулировка средства 9 останова.
Для этой цели в соответствии с примером осуществления предусмотрен блок 11, 12, 13 измерения неровностей. Блок 11, 12, 13 измерения неровностей следует за щёточным агрегатом 5 или за вращающимся щёточным инструментом в направлении В обработки, чтобы иметь возможность зарегистрировать неровность или шероховатость уже обработанной поверхности заготовки 2. Блок 11, 12, 13 измерения неровностей имеет для этой цели лазер 11, датчик 12 расстояния и камеру 13, к примеру, ПЗС-камеру 13. Лазер 11, датчик 12 расстояния, а также ПЗС-камера 13, все вместе, присоединены к блоку управления или к блоку 14 управления и регулировки, который предназначен для управления и для регистрации измеренных значений Ra неровностей, т.е., к примеру и без ограничений, для определения среднего значения Ra неровностей, в соответствии с пояснениями в вводной части описания.
Фактически лазер 11 под определённым углом α направлен на поверхность заготовки 2 и проецирует на упомянутую поверхность предельно тонкую световую линию. Эта световая линия при помощи камеры 13 с высоким разрешением, которая может быть подключена перед не изображённым более детально микроскопом, анализируется в отношении своих, вызванных текстурой поверхности, деформаций. Фактически упомянутый профиль поверхности может быть напрямую рассчитан на основании отклонения световой линии по сравнению с ее прямой характеристикой. Изображение этой спроецированной и, вследствие текстуры поверхности, искажённой световой линии лазера 11 регистрируется при помощи камеры 13, и эти данные посредством присоединённого к камере 13 блока 14 управления и регулировки преобразуются в желаемые значения Ra неровностей или же упомянутые значения Ra неровностей рассчитываются на их основании.
Дополнительный датчик 12 расстоянии служит при этом первично для контроля и устанавливает, что при возможных отклонениях поверхности заготовки 2 от плоскости, выпуклостях и проч., по-прежнему, правильное и чёткое изображение выданной лазером 11 прямой световой линии лежит на поверхности заготовки 2, и может быть проанализировано в отношении своих отклонений по текстуре поверхности. В случае необходимости весь блок 11, 12, 13 измерения неровностей, касательно зазора относительно поверхности заготовки 2, может быть соответствующим образом изменён, как это поясняется посредством двойной стрелки на фиг.2. Изменение зазора осуществляется при этом в соответствии с величиной измеренных значений датчика 12 расстояния.
Как уже пояснялось выше, средство 9 останова может быть отрегулировано, по большей части, в радиальном направлении относительно оси Z кольцевой щётки 6, 7. Соответствующие регулировочные перемещения средства 9 останова или несущего на себе средство 9 останова кронштейна 10 может осуществлять представленный лишь на фиг.2 приводной механизм 15 средства останова. Приводной механизм 15 средства останова воздействует для этого на кронштейн 10, который соосно кольцевой щётке 6, 7 устанавливается с возможностью поворота вокруг оси Z. Это, разумеется, является лишь примером и ни в коем случае не ограничением. Во всяком случае, при помощи приводного механизма 15 средства 9 останова зазор А в радиальном направлении относительно оси Z кольцевой щётки 6, 7 может быть изменён, как это поясняется на фиг.2.
Наряду с приводным механизмом 4 для кольцевой щётки 6, 7 и приводным механизмом 15 для средства 9 останова реализован также ещё и следующий приводной механизм 16 для кольцевой щётки. При помощи приводного механизма 16 для кольцевой щётки вся кольцевая щётка 6, 7 в целом, включая средство 9 останова и кронштейн 10, может устанавливаться на поверхность заготовки 2 и сниматься с неё, т.е. нагружаться в вертикальном направлении относительно поверхности заготовки 2, как это поясняет соответствующая двойная стрелка 16 на фиг.2. Таким образом, на глубину шероховатости поверхности заготовки 2 также может оказываться воздействие, как это уже было пояснено выше. Для этого, с одной стороны, приводной механизм 15 средства останова и, с другой стороны, приводной механизм 16 кольцевой щётки присоединены, соответственно, к блоку 14 управления, как пояснено посредством соответствующих электрических соединительных проводов на фиг.2. Приводной механизм 16 кольцевой щётки может, в принципе, обеспечивать также перемещение кольцевой щётки 6, 7 не только в отношении её зазора относительно поверхности заготовки 2, но и в альтернативном варианте или в дополнение также параллельно изменяет положение относительно поверхности упомянутой заготовки 2. То есть, приводной механизм 16 кольцевой щётки может быть также ответственен за аксиальное перемещение кольцевой щётки 6, 7, что демонстрируют обе двойные стрелки на фиг.1. С переносом на фиг.2 это означает, что приводной механизм 16 кольцевой щётки обеспечивает также перемещение кольцевой щётки 6, 7 перпендикулярно плоскости чертежа или в направлении оси Z.
В рамках изобретения исходят, таким образом, из того, что в зависимости от зарегистрированных при помощи блока 11, 12, 13 измерения неровностей значений Ra неровностей поверхности заготовки 2 средство 9 останова при помощи приводного механизма 15 средства останова и/или кольцевая щётка 6, 7, включая средство 9 останова с кронштейном 10, в целом, при помощи приводного механизма 16 кольцевой щётки, могут быть отрегулированы. Это может быть осуществлено при помощи блока 14 управления и регулировки, в форме управления или в предпочтительном варианте в форме регулировки. Для этой цели упомянутые значения Ralst неровностей регистрируются в направлении В обработки за кольцевой щёткой 6, 7 при помощи блока 11, 12, 14 измерения неровностей и передаются на блок 14 управления и регулировки. В блоке 14 управления и регулировки осуществляется сравнение этих фактических значений Ralst с сохранёнными там заданными значениями RaSoll. В зависимости от отклонения фактических значений Ralst от заданных значений RaSoll средство 9 останова при помощи приводного механизма 15 средства останова и/или вся кольцевая щётка 6, 7 перемещается при помощи приводного механизма 16 кольцевой щётки, чтобы в ходе регулировки добиться сближения между заданными значениями RaSoll и фактическими значениями Ralst.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЩЁТОЧНЫЙ АГРЕГАТ | 2020 |
|
RU2796573C2 |
| Головка электрической зубной щётки | 2021 |
|
RU2840186C1 |
| Способ очистки стекол окон снаружи высотного здания и стеклоочиститель для его осуществления | 2024 |
|
RU2833048C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА, СОДЕРЖАЩЕЕ ЗВУКОВОЙ КАНАЛ | 2016 |
|
RU2706824C2 |
| ЩЕТИНКА И СОДЕРЖАЩАЯ ЕЕ ЗУБНАЯ ЩЕТКА | 2015 |
|
RU2678630C1 |
| СЕНСОРНЫЕ РЕАГИРУЮЩИЕ ЭЛЕКТРИЧЕСКИЕ ЗУБНЫЕ ЩЁТКИ И СПОСОБЫ ИСПОЛЬЗОВАНИЯ | 2005 |
|
RU2388430C2 |
| Прибор для чистки внутренней поверхности наложниц | 1941 |
|
SU63896A1 |
| ЩЕТОЧНЫЙ АГРЕГАТ, ВРАЩАТЕЛЬНЫЙ ЩЕТОЧНЫЙ ИНСТРУМЕНТ И СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ ЩЕТОЧНЫМ АГРЕГАТОМ | 2007 |
|
RU2428906C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА, СОДЕРЖАЩЕЕ МНОГОКОМПОНЕНТНУЮ РУЧКУ | 2014 |
|
RU2647813C1 |
| Устройство для испытания покрытий на износостойкость | 2023 |
|
RU2799993C1 |
Изобретение относится к обработке поверхности заготовки при помощи щёточного агрегата. Агрегат выполнен с возможностью приведения во вращательное движение держателя щётки и кольцевой щётки с кругом из щетинок с выступающими наружу щетинками. Вращающиеся щетинки при помощи погружаемого во вращающийся круг из щетинок выполненного с возможностью регулировки средства останова упруго деформируются, так что щетинки после своего высвобождения обрабатывают поверхность заготовки не только в процессе вращения, но и одновременно ударным образом вследствие высвобожденной после прохода средства останова сохранённой кинетической энергии. Средство останова и/или кольцевую щётку регулируют в зависимости от шероховатости поверхности заготовки, в результате чего расширяются технологические возможности. 3 н. и 7 з.п. ф-лы, 2 ил.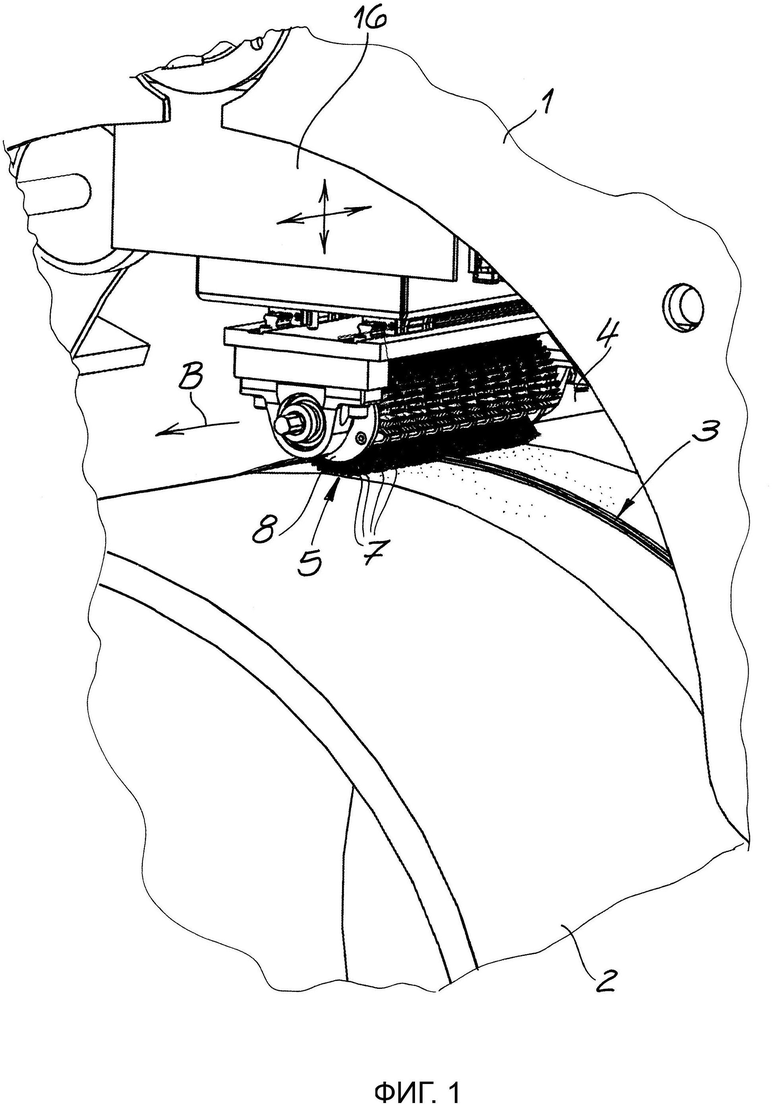
1. Способ обработки поверхности заготовки (2) при помощи щёточного агрегата (5) с выполненным с возможностью приведения во вращательное движение держателем (8) щётки и кольцевой щёткой (6, 7) с кругом из щетинок с выступающими наружу щетинками (7), при этом вращающиеся щетинки (7) при помощи погружаемого во вращающийся круг из щетинок выполненного с возможностью регулировки средства (9) останова, а также за счёт сохранения кинетической энергии, упруго деформируются, так что щетинки (7) после своего высвобождения обрабатывают поверхность заготовки (2) не только в процессе вращения, но и одновременно ударным образом вследствие высвобожденной после прохода средства (9) останова сохранённой кинетической энергии, отличающийся тем, что средство (9) останова и/или кольцевую щётку (6, 7) регулируют в зависимости от шероховатости поверхности заготовки (2).
2. Способ по п. 1, отличающийся тем, что средство (9) останова регулируют, преимущественно, в радиальном направлении относительно оси (Z) вращающейся кольцевой щётки (6, 7) с изменением своего зазора (А).
3. Способ по п. 1 или 2, отличающийся тем, что шероховатость поверхности заготовки (2) регистрируют тактильным и/или бесконтактным способом.
4. Способ по п. 3, отличающийся тем, что регистрируют шероховатость обрабатываемой поверхности заготовки (2) и при помощи блока (14) управления и регулировки преобразуют в установочные движения средства (9) останова и/или кольцевой щётки (6, 7) в зависимости от требуемого профиля шероховатости поверхности.
5. Способ по любому из пп. 1-4, отличающийся тем, что шероховатость поверхности заготовки (2) считывают тактильно при помощи измерительного щупа и/или бесконтактно посредством источника звука и/или источника электромагнитных волн.
6. Способ по п. 5, отличающийся тем, что источник электромагнитных волн осуществлён, к примеру, в виде лазера (11), который считывает поверхность заготовки (2).
7. Способ по любому из пп. 1-6, отличающийся тем, что поверхность заготовки (2) считывают посредством двухмерного триангуляционного способа.
8. Способ по любому из пп. 1-7, отличающийся тем, что средство (9) останова регулируют относительно кольцевой щётки (6, 7), при этом дополнительно предусмотрена возможность перемещения кольцевой щётки (6, 7) вместе со средством (9) останова относительно своего зазора и/или параллельно относительно поверхности заготовки (2).
9. Щёточный агрегат (5) с выполненным с возможностью приведения во вращательное движение держателем (8) щётки и кольцевой щёткой (6, 7) с кругом из щетинок с выступающими наружу щетинками (7), причём предусмотрено погружаемое во вращающийся круг из щетинок выполненное с возможностью регулировки средство (9) останова, которое на заданное время тормозит щетинки (7), так что после их высвобождения сохранённая за счёт этого кинетическая энергия используется для дополнительной ударной обработки поверхности заготовки (2) посредством щетинок (7), отличающийся тем, что средство (9) останова и/или кольцевая щётка (6, 7) регулируются в зависимости от шероховатости поверхности заготовки (2).
10. Вращающийся щёточный инструмент с рамой (1) машины, щёточным агрегатом (5) и приводным блоком (4) для щёточного агрегата (5), причём щёточный агрегат (5) имеет выполненный с возможностью приведения во вращательное движение держатель (8) щётки и кольцевую щётку (6, 7) с кругом из щетинок с выступающими вовне щетинками (7), причём предусмотрено погружаемое во вращающийся круг из щетинок выполненное с возможностью регулировки средство (9) останова, которое на определённое время тормозит щетинки (7), так что после их высвобождения сохранённая за счёт этого кинетическая энергия используется для дополнительной ударной обработки поверхности заготовки (2) посредством щетинок (7), отличающийся тем, что средство (9) останова и/или кольцевая щётка (6, 7) регулируются в зависимости от шероховатости поверхности заготовки (2).
| ЩЕТОЧНАЯ МАШИНА | 2011 |
|
RU2570860C2 |
| Виброторцовая щетка | 1990 |
|
SU1757617A1 |
| DE 102016111265 A1, 21.12.2017 | |||
| JP 2017144189 A, 24.08.2017. | |||

