Изобретение относится к металлургии, а именно к производству сталей, чугунов и сплавов, и конкретно касается выплавки борированной стали в индукционных печах.
Бор является одним из наиболее эффективных и экономичных легирующих элементов. Микролегирование бором широко используется при производстве конструкционных сталей, используемых при изготовлении в авто- и тракторостроении и в других областях, где требуется сочетание высокой прочности металла, повышенной твердости и износостойкости. Для введения бора в сталь традиционно используют ферробор различного состава, а также различные борсодержащие лигатуры, которые дополнительно включают различные металлы, имеющие высокую раскислительную и деазотирующую способность (Al, Si, Ti, Zr, Mn и др.). Однако, легирование бором посредством лигатур, при производстве боросодежащих сталей, значительно увеличивает их стоимость, из-за организации сложного и дорогостоящего оборудования.
Так, известен способ получения боросодержащей стали (аналог) сущность которого заключается в том, что при выплавке стали в завалочной шихте используют передельный чугун с определенным содержанием бора, компоненты которого взяты в следующем соотношении, мас. % углерод 4,0-5,0; кремний 0,35-1,00, марганец 0,1-1,5; бор 0,015-0,040; железо остальное, при этом отношение концентраций кремния к бору взято в пределах 23-25 (пат. RU №1770374 А1).
Недостатком известного способа состоит в том, что выплавку боросодержащих чугунов необходимо осуществлять в доменных печах и затем полученный передельный чугун использовать в качестве легирующего компонента, в завалочной шихте, при выплавке боросодержаших сталей.
Кроме того, к недостаткам аналога также относятся высокая трудоемкость способа и сложность получения с помощью чугунов содержащих бор, боросодержащих сталей с заданным химическим составом по другим элементам, так как при легировании стали в сложном металлургическом процессе металлы, выбранные из группы Ti, Zr, V, Nb, Cr, W, Mn, которые ранее реагировали с бором из боросплавов (ферробор, никельбор и др.) при получении чугуна, теперь переходят в сталь, меняя ее состав и свойства.
Наиболее близким к заявляемому по технической сущности (прототип) является способ, который при производстве боросодержащей стали, часть металлической шихты такого же химического состава, что и боросодержащая сталь, насыщается (борирование поверхности) бором (патент №RU 2639258 С2). Борирование металлической части завалочной шихты осуществляется порошковой смесью, мас. %;
в высокочастотном электромагнитном поле при температуре 1200÷1300°С в течение 90÷120 с на глубину борированного слоя 600÷1200 мкм, в инертной атмосфере, и последующее внесение пластинок, содержащих бор, в расплавленную сталь, находящуюся в тигле.
Недостатками данного способа производства боросодежащей стали является трудоемкость и необходимость борирования, некоторой части металлической шихты, перед в вводом ее в расплав или завалку, используя при этом сложное аппаратурное оформления для организации насыщения стальных заготовок бором в защитной атмосфере.
Задачей предлагаемого изобретения является снижение стоимости и упрощение аппаратурного оформления при производстве боросодержащих сталей в индукционных печах.
Поставленная задача решается тем, что в способе получения борированных сталей в индукционных печах, включающем приготовление шихты состоящей из флюс содержащей и металлической частей с легирующими компонентами и закладку ее в индукционную печь, в металлической части шихты выполняют глухие полости, которые заполняют составом содержащим легирующие компоненты включающие карбид бора и флюс в количестве необходимом для восстановления бора из легирующих компонентов, при этом к суммарной массе данного состава добавляют криолит в соотношении 8-16%.
Техническим результатом изобретения является возможность производство боросодержащей сталей в индукционных печах: без использования дорогостоящих лигатур, специально выплавляемых сплавов содержащих бор (чугун) или борирования металлической части шихты.
Изобретение поясняется фигурами.
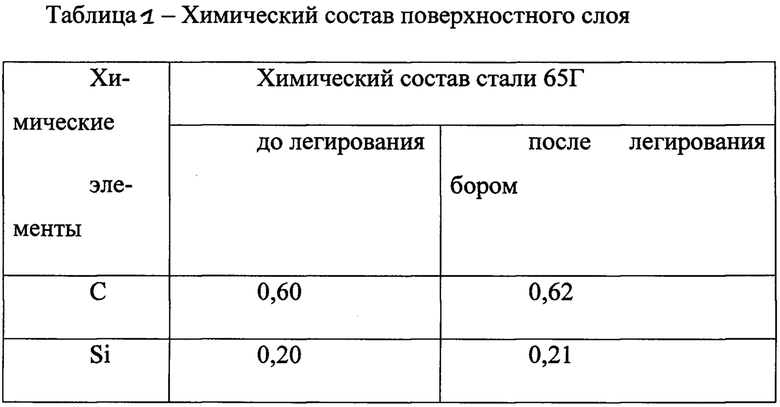
На фиг. 1 показана глухая полость для заполнения борирующей смесью (часть куска металлической шихты).
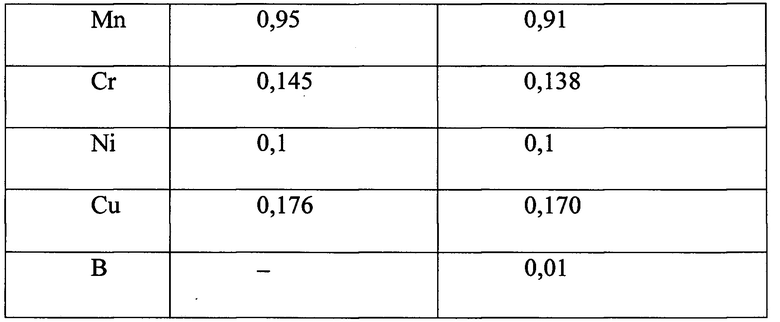
На фиг. 2 приведен разрез полости в металлическом «куске» шихты, нагретый до температуры борирования стальной поверхности стали (65Г).
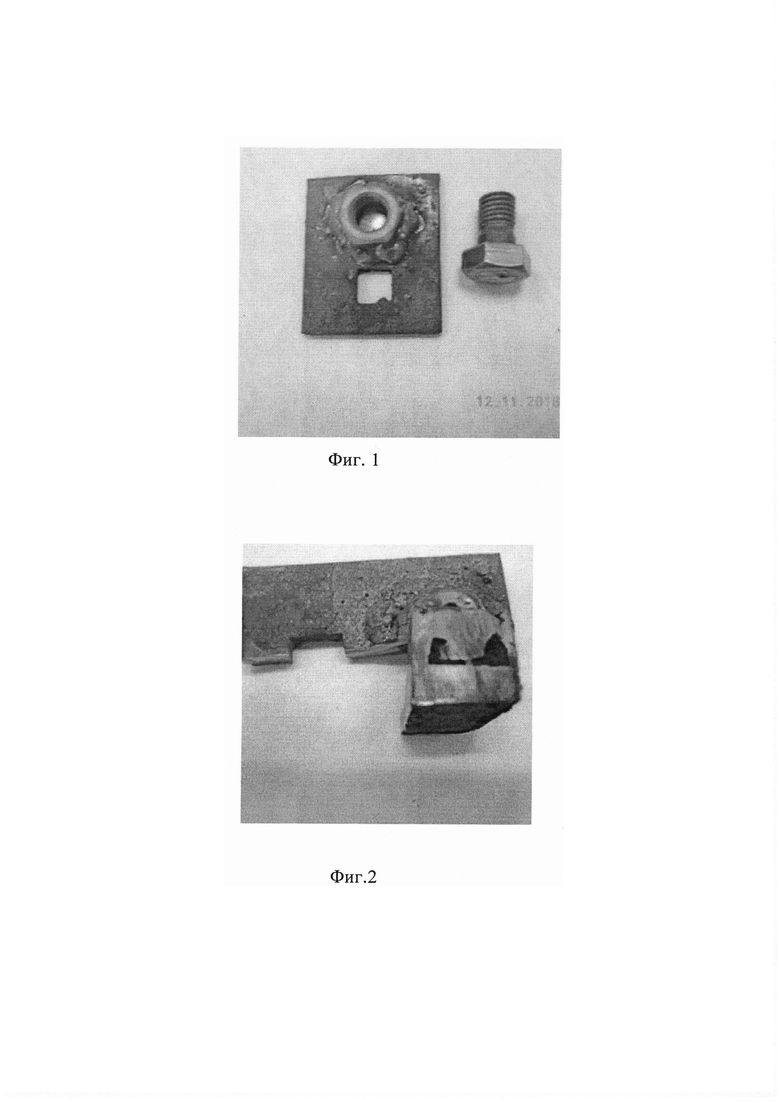
На фиг. 3 показана толщина борированного слоя металлической части шихты, контактирующего в процессе нагрева с борирующим составом перед расплавлением металлической части шихты.
Способ включает приготовление шихты состоящей из флюсующей и металлической части в некоторых кусках которой выполняют глухие полости или отверстия шихты борирующей обмазки (смеси), выполнение глухих полостей и отверстий в кусках металлической части шихты и заполнения их составом содержащим легирующие компоненты включающие карбид бора и флюс в количестве необходимом для восстановления бора из легирующих компонентов, при этом к суммарной массе данного состава добавляют криолит в соотношении 8-16%.
В процессе нагрева, до расплавления, металлической части шихты в полостях или отверстиях осуществляется процесс борирования стенок и дна.
В борирующей порошковой смеси содержится, мас. %: карбид бора в диапазоне 40÷90, флюс П-0,66 в количестве необходимом для восстановления бора из легирующих компонентов (в данном случае в диапазоне 10÷60) и сверх 100% - криолит - 8-16% и связующие (например, 10%-ного жидкого стекла 2-3%). Флюс П-0,66 содержит, мас. %: Na2B4O7 - 30, B2O3 - 20, CaSi2 - 10, сварочный флюс марки АН-348А - 40.
Известно, боросодержащая лигатура, получаемая по традиционной технологии, не позволяет осуществлять введение бора непосредственно в завалку, ковш или в литейную форму, из-за высокого экзотермического эффекта при нагревании лигатуры. Поэтому в качестве инертной атмосферы применяют газ аргон, гелий др. В предлагаемом техническом решении в качестве «инертной атмосферы» используется криолит марки К1 с добавлением его в борируемый состав (обмазка) от 8 до 16% сверх 100% и связующие в виде жидкого стекла 2-3% 10%-ного раствора, удерживающая обмазку в полостях или отверстиях до расплавления кусков металлической части шихты и в последующем распределением равномерно бора в расплавленной стали.
Состав порошковой смеси перемешивали в биконусном смесителе в течение одного часа и затем в кювете перемешивали с 2-3% 10-ного жидкого стекла, а в кусках металлической части шихты выполняли полости и высверливали отверстия диаметром 10 мм и глубиной 10-15 мм, при этом, полости выполняли дисковой пилой (толщиной 4-5 мм и глубиной 7-9 мм. и заполняли их обмазкой
Подготовленную таким образом часть металлической шихты загружали в индукционную плавильную печь с другими металлическими кусками. Вследствие нагрева, металлических кусков шихты, инициировались химические реакции на внутренних поверхностях специально подготовленных полостей, таким образом осуществлялось скоростное борирование металлической шихты и при последующем расплавлении ее, расплав (сталь) легировалась бором.
Содержание криолита в порошковой смеси 8-16% является оптимальным. Если его будет меньше, чем 8%, например, 4%, то значительно снижается толщина борированного слоя. Это связано с тем, что криолит имеет высокую раскислительную и деазотирующую способность, и этого количества недостаточно, чтобы обеспечить протекания химической реакции бора с металлической частью шихты. Поэтому количество полостей с борирующим составом в металлической части шихты будет необходимо увеличить для обеспечения содержание бора в готовой стали. При содержании криолита в шихте выше 16%, например, 20%, не происходит значительного роста толщины слоя с образованием боридного покрытия, что увеличивает неоправданный перерасход криолита.
10%- раствор жидкого стекла определяется возможностью заполнения полостей выполненных в металлических кусках шихты. Так, например:
- отверстие лучше заполняется, когда в борирующий состав добавляется 3% жидкого стекла, при большем количестве, например: 4%- увеличивается время отвердевания обмазки в полостях или отверстиях;
- меньше 2%, например: 1%- значительно увеличивается время перемешивания и запалнения обмазкой отверстий под борирование
Пример конкретного выполнения
Для реализации предполагаемого способа получения борированных сталей в индукционных печах использовали сталь 60Г. Для этого из листа проката вырезали заготовки в виде пластинок, а из прутка изготавливали гайки и болты. В болту просверливали сквозное отверстие диаметром 2 мм. Таким образом подготовили комплект деталей для 19 экспериментов.
Для осуществления способа подготовили составы борирующих смесей, содержащих: карбид бора - 40%; флюс-П-0,66 - 60% и в разных соотношених смешивали с криолитом, масс. %:
шихта №1
шихта №2
шихта №3
шихта №4
шихта №5
Оптимальный составы шихты, где образовались максимальные боридные прослойки, шихта №1, 2, 3.
В шихте №4 боридные прослойки получены минимальные, из-за недостаточного количества криолита.
В шихте №5 боридные прослойки отличаются незначительно от составов шихты №1, 2, 3.
Приведенные примеры по насыщению металлической части шихты бором в процессе ее нагрева до расплавления, обеспечивает максимальное использования бора в процессе производства боросодерщащих сталей и не имеет компонентов, которые засоряют легируемый стальной слиток (или отливку в форме) нежелательными включениями.
Производство стали в индукционных печах осуществляли в тигле, выполненном из кварцевого песка (92%) с добавление шамотной глины и воды (по 4% каждого).
Тигель устанавливали в многопетлевом вертикальном индукторе. Масса плавки составляла 5 кг. Плавили сталь 60Г. Подготовленную часть металлической шихты с борируемой обмазкой в полостях и отверстиях укладывали на дно тигля, а затем загружали остальную часть шихты.
Плавку шихты осуществляли на двух режимах:
1 - нагрев металлической части шихты не превышал 1000-1300°С в течение 70-120 с;
2 - до полного расплавления металлической части шихты и образования на поверхности шлака (420-600 с)
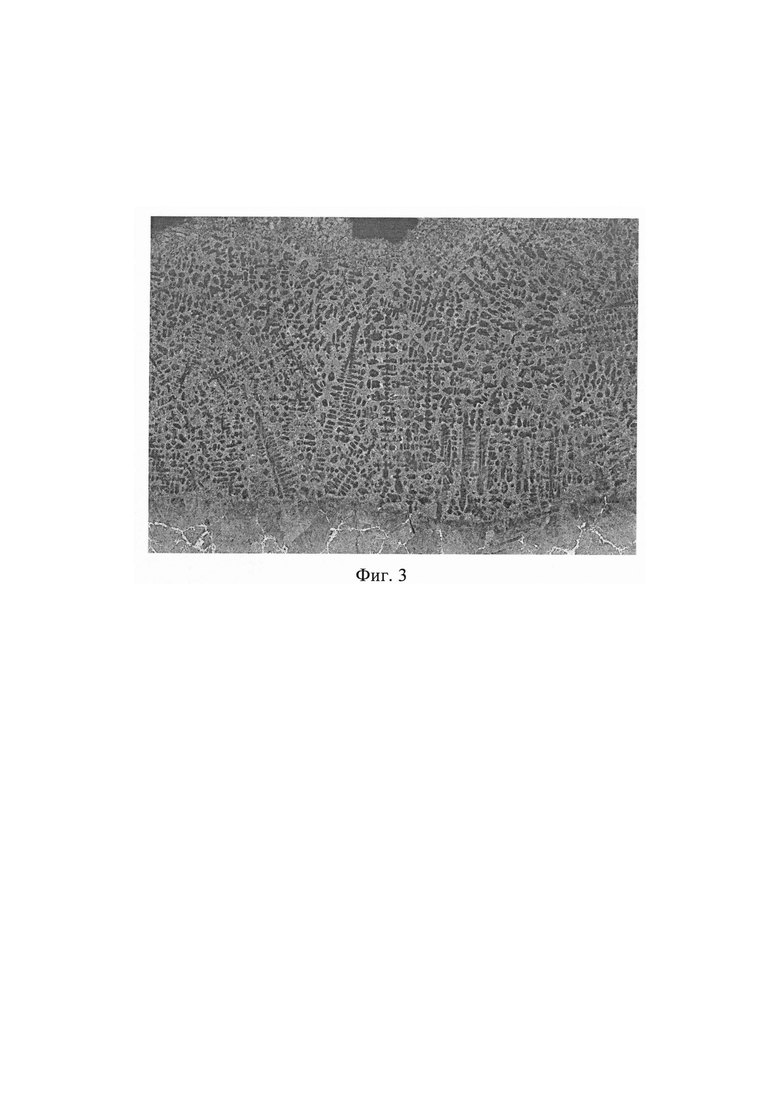
Химический состав стали практически не отличался от исходного состава (см. табл. 1), кроме содержания бора. Определение содержания химических элементов в стали устанавливали с помощью микрорентгеноспектрального анализатора (РЭМ Philips SEM 515).
Химический состав стали до и после легирования
Таким образом, в предлагаемом способе в качестве основы для борирования стали используется металлическая часть шихты, которая подвергается скоростному ТВЧ-борированию и используется в процессе производства борируемой стали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ борирования стальных деталей под давлением и контейнер с плавким затвором для его осуществления | 2019 |
|
RU2714267C1 |
| Способ бороалитирования стальной поверхности | 2018 |
|
RU2691431C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИГАТУРЫ ДЛЯ БОРИРОВАНИЯ СТАЛИ | 2016 |
|
RU2639258C2 |
| Способ скоростного борирования стальной детали | 2016 |
|
RU2622502C1 |
| Способ борирования стальных деталей | 2017 |
|
RU2677548C1 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ВЫСОКОЛЕГИРОВАННЫХ ХРОМИСТЫХ ЧУГУНОВ | 2014 |
|
RU2568036C2 |
| СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ ТВЕРДОГО СПЛАВА НА СТАЛЬНУЮ ДЕТАЛЬ | 2012 |
|
RU2520879C1 |
| Шихта для индукционной наплавки износостойкого сплава | 2020 |
|
RU2755913C1 |
| Способ изготовления литой стальной детали | 2015 |
|
RU2622503C2 |
| Способ легирования тонкостенных чугунных отливок | 2022 |
|
RU2784305C1 |
Изобретение относится к металлургии, а именно к выплавке борированной стали в индукционных печах. Способ включает приготовление шихты, состоящей из флюссодержащей и металлической частей с легирующими компонентами, и закладку ее в индукционную печь. Перед закладкой в индукционную печь в кусках металлической части шихты выполняют глухие полости, которые заполняют составом, содержащим легирующие компоненты, включающие карбид бора и флюс, в количестве, необходимом для восстановления бора из легирующих компонентов, при этом к суммарной массе данного состава добавляют криолит в соотношении 8-16%. Изобретение позволяет осуществлять скоростное борирование стали без использования дорогостоящих лигатур и специально выплавляемых сплавов, содержащих бор. 1 табл., 3 ил.
Способ получения борированной стали в индукционной печи, включающий приготовление шихты, состоящей из флюссодержащей и металлической частей, легирующих компонентов, и закладку ее в индукционную печь, отличающийся тем, что в кусках металлической части шихты выполняют глухие полости, которые заполняют составом, содержащим легирующие компоненты, включающие карбид бора и флюс, в количестве, необходимом для восстановления бора из легирующих компонентов, при этом к суммарной массе данного состава добавляют криолит в соотношении 8-16%.
| СПОСОБ ПОЛУЧЕНИЯ ЛИГАТУРЫ ДЛЯ БОРИРОВАНИЯ СТАЛИ | 2016 |
|
RU2639258C2 |
| Способ получения композиционных борсодержащих сплавов для легирования сталей | 1989 |
|
SU1770434A1 |
| JP 57075205 A, 11.05.1982 | |||
| JP 51115213 A, 09.10.1976. | |||

