Изобретение относится к литейному производству и химико-термической обработке металлов и сплавов и может быть использовано для изготовления литых тонкостенных деталей, преимущественно получаемых в открытых полуформах и кокилях из углеродистых легированных конструкционных сталей, в сельхозмашиностроительной, дорожной, горнодобывающей, химической и инструментальной отраслях промышленности.
Известен способ изготовления стальных деталей, при котором на рабочие участки литейной формы наносится покрытие на основе графита, а перед заливкой металла подготовленная форма подогревается до 600÷1300°С для обеспечения высокой скорости диффузионного науглероживания [Вейник А.И. Термодинамика литейной формы. - М. Машиностроение, 1968. - С. 186.]. При использовании настоящего аналога на поверхности литой стальной детали образуется диффузионный слой с повышенным содержанием углерода и свойствами чугуна, что и обеспечивает ее упрочнение.
Недостатками указанного способа являются высокая трудоемкость, связанная с применением предварительного подогрева подготовленной формы, а также высокая хрупкость и низкая ударная вязкость упрочненной детали, вызванные насыщением ее поверхности только одним легирующим элементом - углеродом.
Частично эти недостатки устраняются другим аналогом, по которому для покрытия литейной формы при изготовлении упрочненной детали используется состав, содержащий железо, хром, углерод, кремний, никель и связующее при следующем соотношение ингредиентов, мас.%: железо 61,6÷81,2; хром 12,0÷28,0; углерод 0,9÷3,0; кремний 0,4÷1,4; никель 0,5÷3,0; связующее 2,8÷5,3 [А.С. 939155, МПК3 В22С 3/00, B22D 27/18. 3аявл. 03.12.80. Опубл. 30.06.82. БИ №24]. При использовании указанного аналога подогрев формы не требуется, а применение в составе покрытия сразу нескольких элементов, которые осуществляют поверхностное легирование отливки, позволяет повысить ударную вязкость и снизить хрупкость детали.
Недостатками вышеприведенного аналога являются низкие износостойкость, коррозионная стойкость и ресурс работы упрочненной детали, а также использование в составе дорогостоящих компонентов - хрома и никеля.
Наиболее близким к заявляемому способу по технической сущности (прототипом) является способ изготовления стальных деталей, включающий изготовление литейной формы, нанесение на нее упрочняющего состава в виде пастообразной обмазки, содержащей следующие компоненты, мас.%: диборид хрома 20÷25; карбид бора 50÷60; графит 3÷5; бентонит 5÷7; фторид натрия 2÷3, последующую сушку формы, заливку стали, охлаждение стали с формой и выбивку отливки [Патент RU2381299, МПК6 С23С 12/02. Заявл. 12.05.08. Опубл. 10.02.10. Бюл. №4]. По настоящему способу осуществляли упрочнение поверхности литых роликов диаметром 80 и толщиной 35 мм, выполненных из стали 25 и предназначенных для подачи электродной проволоки диаметром 4 мм на станок для ее рубки. Применение в прототипе в составе обмазки литейной формы бора в виде соединений диборида хрома и карбида бора обеспечивает поверхностное легирование отливки этим элементом, что повышает износостойкость, коррозионную стойкость и ресурс работы упрочненной детали. Частично прототипом устраняется и другой недостаток аналога - из состава исключается дорогостоящий компонент - никель.
Однако прототип также имеет свои недостатки: это длительность способа (6 ч); высокая трудоемкость, связанная с приготовлением, нанесением и сушкой обмазки сложного состава; низкое качество поверхности упрочненной тонкостенной литой детали, а также использование в составе обмазки дорогостоящих компонентов - хрома (в виде диборида).
Задачей, решаемой настоящим изобретением, является снижение длительности и трудоемкости способа, повышение качества поверхности стальной детали и исключение использования в упрочняющем составе дорогостоящих компонентов.
Решение данной задачи достигается тем, что в предлагаемом способе изготовления литой стальной детали, включающем изготовление литейной формы, заливку в нее стали, упрочнение поверхности стальной отливки путем нанесения упрочняющего состава, охлаждение отливки с формой и выбивку полученной детали, упрочняющий состав наносят на открытую поверхность кристаллизующейся отливки в виде порошковой шихты, содержащей следующие ингредиенты, мас.%:
а выбивку полученной литой детали производят после охлаждения отливки до температуры 900÷1000°С.
Способ осуществляют следующим образом. В индукционной печи, снабженной тиглем с крышкой и основной магнезитовой футеровкой, осуществляют плавку лома и отходов стали 65Г или 50ХГА. Для раскисления расплава и корректировки химического состава сталей применяют следующие материалы, мас.% от садки: ферросилиций марки ФС45 - до 5-7; ферромарганец марки ФМн78 и феррохром марки ФХ050А - до 1-2; алюминий вторичный марки АВ87 - до 1-2; силикокальций марки СК15 - до 1-2; уголь древесный марки В - до 1-2. Плавку ведут 5-6 минут под слоем флюса состава, мас.%: известняк марки С1 80-85, плавиковый шпат марки ФК85 15-20, который наводят в два приема в начале и середине плавки, перемешивая и погружая флюс в расплав, в конце плавки перед разливкой стали шлак снимают. Ферроматериалы загружают вместе со стальным ломом и отходами, модификаторы и уголь вводят во флюс, во время плавки поддерживают соотношение шлаковой и металлической ванн 2:10.
Отдельно готовят порошковую шихту, для чего просеивают через сито с размером ячейки 0,315 мм порошок карбида бора с зернистостью 10 (ГОСТ 5744-85), также измельчают и просеивают через сито с размером ячейки 0,315 мм переплавленный наплавочный флюс марки П-0,66, содержащий, мас.%: бура - 30, борный ангидрид - 20, силикокальций - 10, силикат натрия - 5, флюс АН-348А(М) - 35, после чего порошки ингредиентов смешивают в барабане шаровой мельницы без мелющих тел в течение 30-45 минут в пропорциях согласно формуле изобретения.
Также готовят открытую литейную полуформу, для чего на металлический лист-основание помещают модели деталей, например молотков кормодробилки, размером 105,5×50,3×6,1, припыливают их, устанавливают опоку, насыпают формовочную смесь, мас.%: речной песок - 80, глина - 12, жидкое стекло - 5, вода - 3, утрамбовывают, лишнюю смесь срезают ножом, полуформу переворачивают, снимают лист, извлекают модели и в еще сырой смеси формуют открытую литниковую систему, после этого в литейную форму заливают расплавленный металл (сталь 65Г или 50ХГА) для отливки детали.
В момент затвердевания отливки на ее поверхность насыпают подготовленную шихту слоем 5-6 мм и дают отливке остыть вместе с формой до температуры 900-1000°С. После остывания молотки выбивают из формы, срезают литниковую систему и обрабатывают полученные заготовки деталей в размер.
По предлагаемому способу были подготовлены две партии по 6 шт. молотков кормодробилок, размером 105×50×6 мм, одна из стали 65Г, другая из стали 50ХГА. По одному молотку из партии было отобрано для лабораторных исследований (металлография, микрорентгеноспектральный химический анализ, рентгенофазовый анализ), остальные молотки были поставлены на производственные испытания. Также были подготовлены две партии молотков кормодробилок из сталей 65Г, 50ХГА, упрочненных по способу-прототипу. Все подготовленные молотки были взвешены и установлены на ротор кормодробилки комбикормового агрегата «Алтай», производительностью 3 т/час, где отработали 10 смен (250 т зернового материала) в одинаковых условиях. Проведенные исследования показали возможность упрочнения поверхности литых стальных деталей по настоящему изобретению, на фиг. 1-4 приведены результаты лабораторных исследований упрочненных деталей, на фиг. 5 приведены результаты производственных испытаний.
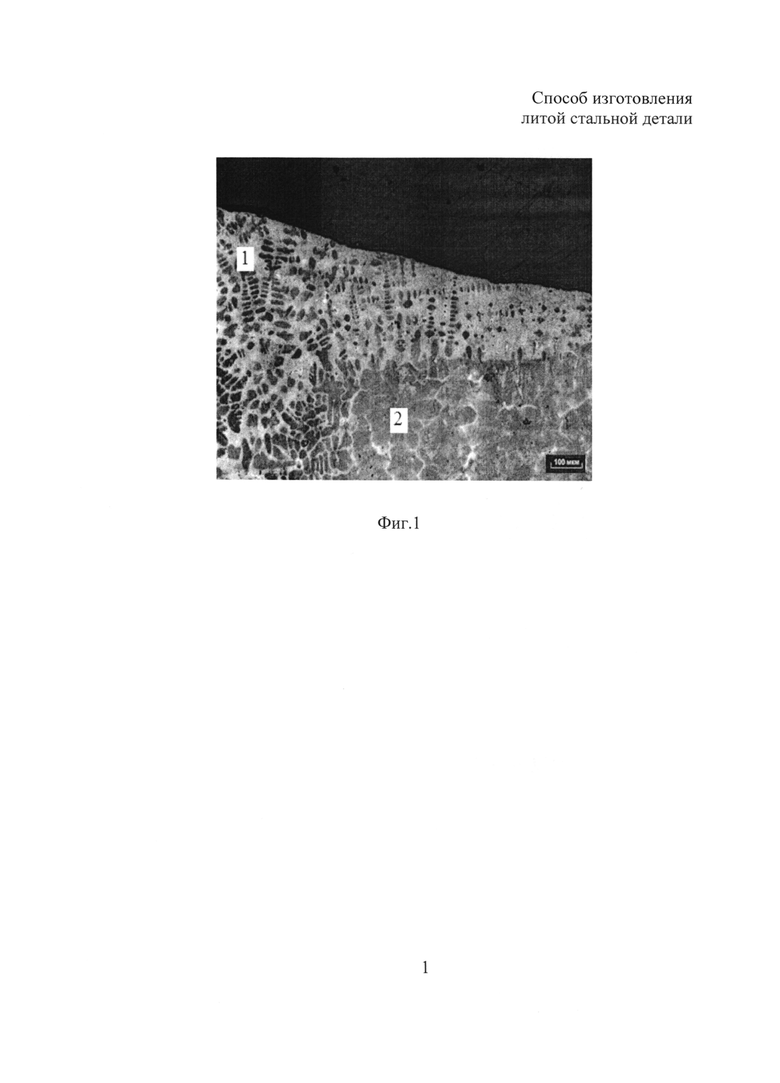
На фиг. 1 приведена микроструктура границы (100x) упрочняющего покрытия, полученного по предлагаемому способу, на литой детали из стали 65Г. Покрытие 1 плавно переходит в металлическую основу 2 со средним размером зерна. Морфология границы свидетельствует об образовании темных областей-включений при постепенном растворении зерен металла-основы в боридной матрице.
На фиг. 2 приведена микроструктура (500x) упрочняющего покрытия на стали 65Г, а на фиг. 3 - на стали 50ХГА с указанием характерных фаз (отмечены значками).
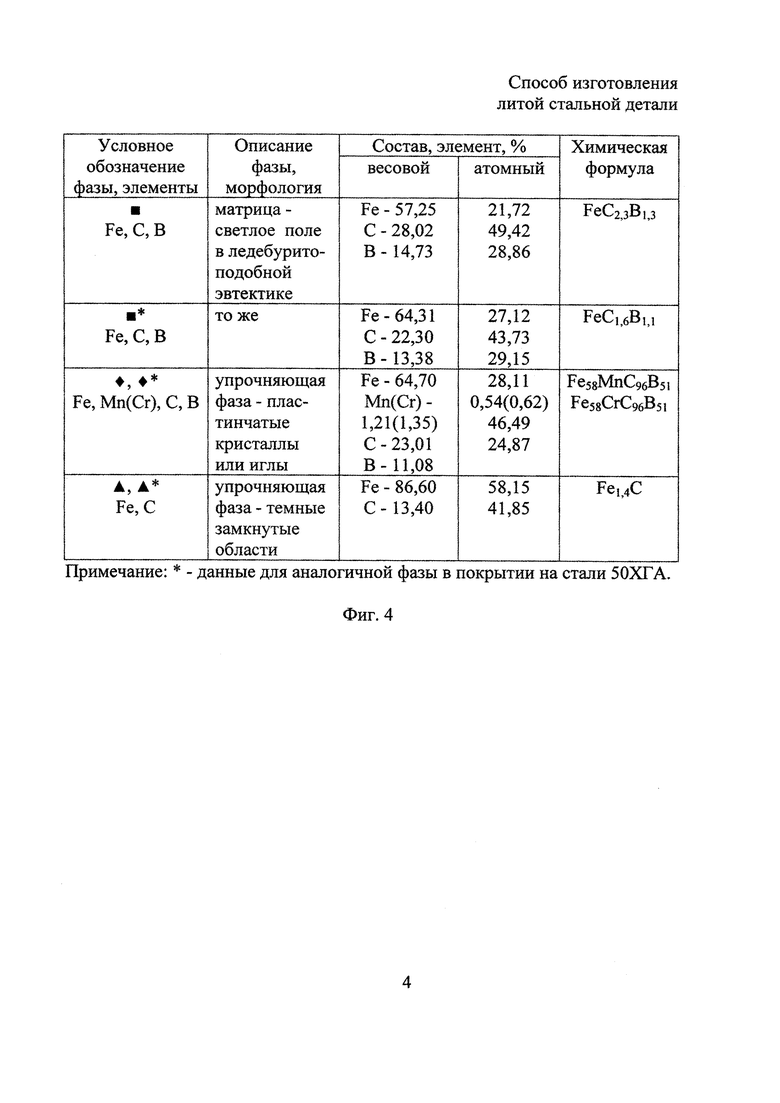
На фиг. 4 дана таблица 1 с результатами микрорентгеноспектрального химического анализа, основных фаз в упрочняющих покрытиях на стали 65Г и 50ХГА.
Таблица свидетельствует о том, что в покрытиях, получающихся по предлагаемому способу упрочнения, образуются структуры двух типов. Так, в покрытии, полученном на стали 65Г в матрице ледебуритоподобной эвтектики, наблюдаются равномерно распределенные замкнутые карбидные области. Микротвердость образующегося покрытия 1450-1600 HV, толщина - до 300-500 мкм. Наличие в стали 50ХГА хрома приводит к образованию в железо-боридной матрице новых фаз - пластинчатых кристаллов смешанных карбоборидов Cr и Fe. Микротвердость таких покрытий достигает максимальных значений 2250-2350 HV, а толщина - 600-800 мкм. Покрытия обоих типов имеют сглаженную границу с основным металлом, вызванную его частичным подплавлением за счет тепла происходящих при борировании стали химических реакций.
О прохождении химических реакций при борировании стали свидетельствуют данные рентгенофазового анализа покрытия, полученного на стали 65Г, приведенные на фиг. 5. Идентификация рентгенограммы по картотеке JCPDS объективно подтверждает образование в покрытии фазы нового химического соединения FeB2 и его кристаллохимического димера Fe2B4.
На фиг. 6 приведена таблица 2 с результатами производственных испытаний партий молотков кормодробилки (n=5; Р=0,95), показывающая также повышение износостойкости и ресурса упрочненных деталей по сравнению с прототипом в 1,7-2,7 раза.
Технический результат изобретения: снижение длительности и трудоемкости способа, повышение качества поверхности упрочненной детали и исключение использования в упрочняющем составе дорогостоящих компонентов достигается следующим.
Снижение длительности и трудоемкости предлагаемого способа определяется сокращением времени, упрощением и(или) исключением отдельных технологических операций. Так, упрочняющий состав используется не в виде обмазки, которую нужно разводить в воде, а в виде порошковой шихты, трудоемкий процесс нанесения обмазки на форму заменяется на более простое нанесение (насыпание) шихты на открытую поверхность затвердевающей отливки, исключается стадия сушки формы с обмазкой 1-1,5 ч, время остывания отливки с формой сокращается с 6 ч до 0,2-0,5 ч, также происходит сокращение количества используемых ингредиентов с шести до двух, что сокращает время приготовления упрочняющего состава в 3 раза.
Повышение качества поверхности упрочненной детали определяется тем, что при поверхностном легировании отливки различными элементами основным условием качественного осуществления процесса является равное или более низкое значение температур плавления, разложения или испарения компонентов упрочняющего состава, чем температура заливки металла в форму. В предлагаемом способе, в отличие от прототипа, не применяется диборид хрома, имеющий температуру плавления 2200°С, а используемый в качестве основного компонента карбид бора при взаимодействии с силикокальцием, входящим в состав флюса, восстанавливается до активного бора, который химически взаимодействует с расплавленным металлом, образуя диборид железа. Поэтому создаются условия для полного усвоения легирующего элемента поверхностью отливки. Качество поверхности детали улучшается и за счет того, что образующиеся при взаимодействие упрочняющего состава с металлом шлаки, газы и неметаллические соединения не всплывают через жидкий металл, засоряя его, а концентрируются на открытой поверхности отливки, куда и наносится шихта.
В предлагаемом способе, в отличие от прототипа, исключается использование в упрочняющем составе дорогостоящего компонента - хрома в виде диборида. В качестве ингредиентов применяются только доступные вещества и материалы: шлифпорошок карбида бора, бура, борный ангидрид, силикокальций, силикат натрия, сварочный флюс АН-348А(М).
Содержание в обмазке карбида бора в количестве, составляющем 75-85 мас.%, является оптимальным, потому что при этом образуются диффузионные слои с наибольшей пластичностью и износостойкостью. Содержание в обмазке карбида бора в количестве, меньшем 75 мас.%, например 70%, приводит к получению диффузионных слоев с малой твердостью, толщиной и снижению ресурса упрочненных деталей. При содержании в обмазке карбида бора в количестве большем 85 мас.%, например 90%, не происходит заметного насыщение бором по толщине упрочняемого слоя, но значительно растет его угар, что приводит к удорожанию процесса.
Содержание наплавочного флюса в шихте определяется активностью его раскисления и выводом неметаллических включений в шлак. При содержании его в шихте меньше 15%, например 10%, резко снижается вязкость шлака в интервале температур от момента насыпки до полной кристаллизации металла, что не обеспечивает полную дегазацию ванны. Кроме того, при таком количестве флюса на поверхности отливки появляются пленки окислов типа вюстита, тем самым снижается возможность самоотделения шлака от наплавленной поверхности и возникает необходимость механической очистки. Содержание флюса в шихте более 85%, например 90%, ведет к перерасходованию шихтовых материалов.
Интервал температуры выбивки отливки из формы 900-1000°С является оптимальным, потому что при температуре большей 1000°С, например 1100°С, отливка еще не достигает достаточной механической прочности и может деформироваться или разрушаться. При температуре меньшей 900°С, например 800°С, процесс легирования поверхности детали бором и ее упрочнение уже не осуществляется. Кроме того, при температуре ниже 900°С у большинства углеродистых легированных конструкционных сталей теряется способность к пластической деформации и выбиваемая из формы отливка не может деформироваться.
Необходимая вязкость, пластичность и иные конструкционные свойства упрочненной детали достигаются тем, что легирующие в оптимальных количествах сталь элементы Mn, Cr, Si и др. переходят и в состав покрытия. Также создается возможность уменьшения расхода шихты за счет ее повторного использования, так как в предлагаемом способе уменьшается угар бора вследствие оптимальных температур упрочнения.
Экономическая составляющая способа обеспечивается насыпкой, а не обмазкой упрочняемой поверхности отливок, и в совокупности сокращением операций и времени при реализации способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ЛИТОЙ СТАЛЬНОЙ ДЕТАЛИ | 2016 |
|
RU2641209C1 |
| Способ скоростного борирования стальной детали | 2016 |
|
RU2622502C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕЙ КРОМКИ СТАЛЬНОГО РАБОЧЕГО ОРГАНА ПОЧВООБРАБАТЫВАЮЩЕГО ОРУДИЯ | 2010 |
|
RU2447194C1 |
| Шихта для индукционной наплавки износостойкого сплава | 2020 |
|
RU2755913C1 |
| Способ наплавки алюминида железа на стальную поверхность | 2018 |
|
RU2693988C1 |
| Способ литья | 2016 |
|
RU2632500C2 |
| Электрод для износостойкой электродуговой наплавки | 2021 |
|
RU2769682C1 |
| Способ легирования тонкостенных чугунных отливок | 2022 |
|
RU2784305C1 |
| Способ бороалитирования стальной поверхности | 2018 |
|
RU2691431C1 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2381299C1 |




Изобретение может быть использовано для упрочнения поверхности при изготовлении литых тонкостенных деталей, преимущественно получаемых в открытых полуформах и кокилях из углеродистых легированных конструкционных сталей. Осуществляют заливку стали в литейную форму. На открытую поверхность кристаллизующейся отливки наносят упрочняющий состав в виде порошковой шихты, содержащей, мас.%: карбид бора 75–85, наплавочный флюс П-0,66 15–25. После охлаждения отливки до температуры 900–1000°С производят выбивку полученной литой детали. 6 ил.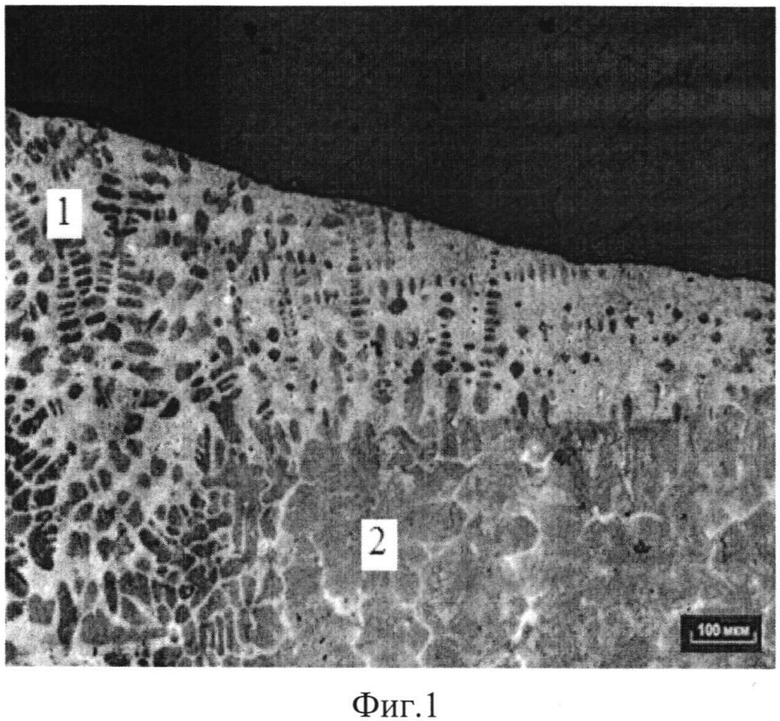
Способ изготовления литой стальной детали, включающий изготовление литейной формы, заливку в нее стали, упрочнение поверхности стальной отливки путем нанесения упрочняющего состава, охлаждение отливки с формой и выбивку полученной детали, отличающийся тем, что упрочняющий состав наносят на открытую поверхность кристаллизующейся отливки в виде порошковой шихты, содержащей следующие ингредиенты, мас.%:
а выбивку полученной литой детали производят после охлаждения отливки до температуры 900÷1000°С.
| СПОСОБ ИЗГОТОВЛЕНИЯ И УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ ЧУГУНОВ И СТАЛЕЙ | 2010 |
|
RU2440869C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕЙ КРОМКИ СТАЛЬНОГО РАБОЧЕГО ОРГАНА ПОЧВООБРАБАТЫВАЮЩЕГО ОРУДИЯ | 2010 |
|
RU2447194C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК | 2002 |
|
RU2240894C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТИ | 2000 |
|
RU2192938C2 |

