Изобретение относится к усовершенствованию обработки кусков березовой коры для изготовления панелей, пластин и других изделий с улучшенной внешней поверхностью.
Известен способ производства поддонов или подобных предметов из целлюлозных материалов, а также непосредственно из березовой коры.
Так, в патенте US 4221751 А описан способ, при котором бумажная пена армируется волокнистым материалом для изготовления формованных изделий.
В патенте WO 95/31710 А1 описан способ определения параметров качества целлюлозных волокон до, во время и после их переработки в конечные продукты. При этом также проводилось исследование мульчи из березовой древесины и коры.
Из патента DE 69823338 Т2 известна клеевая смесь, содержащая водорастворимые углеводы, полученные из лигноцеллюлозного материала и фенольные соединения, полученные методом экстракции из коры, древесины или ореховой скорлупы.
В WO 2012/038594 А1 описывается композитный материал и способ его изготовления, предусматривающий использование материалов из древесного волокна или материалов, содержащих древесное волокно, и одного полимера. Композитный материал характеризуется улучшенными свойствами, такими как повышенная твердость поверхности, устойчивость к царапинам и другие прочностные свойства, низкая гигроскопичность и биологическая устойчивость против грибков и насекомых.
Кроме того, достигается антибактериальный эффект. При этом в т.ч. используется и березовая кора.
Из патента DE 10 2008 032 940 В4 известен способ, при котором
- березовая кора, по возможности в виде крупных частей, отделяется от ствола, сортируется по размеру и удаляется внешний слой,
- крупные куски березовой коры сортируются по размерным группам и обрезаются по единому размеру,
- куски березовой коры, по меньшей мере, частично пропитываются клеящим составом, затем пластуются и под определенным давлением отверждаются, образуя слоистое изделие,
- а затем из слоистого изделия путем механической обработки изготавливаются пластины, профили и другие изделия.
Согласно предпочтительному исполнению, куски березовой коры после пропитывания клеящим составом укладываются слоями с одинаковым направлением волокон, попеременно со смещением слоев на 90° к основному направлению волокон, и склеиваются в блок. Благодаря напластованию слоев с чередованием направления волокон достигается повышенная прочность.
Другая отличительная особенность заключается в том, что в кусках березовой коры перед пропитыванием клеящим составом в поверхности проделывается большое количество отверстий или сквозных отверстий методом точечного продавливания, пробивки или сверления.
Таким образом достигается повышенная прочность также и внутри слоя березовой коры, однако недостатком такого способа, является то, что при этом поверхность пластин, профилей и изделий приобретает неровности, имеющие как гаптический, так и визуальный характер.
Целью изобретения является улучшение поверхностей пластин, профилей и изделий, изготовленных из березовой коры.
Эта проблема решается в соответствии с признаками по п. 1. Предпочтительные варианты реализации описываются в зависимых пунктах формулы изобретения. Пункты 10 и 11 описывают применения.
Изобретение относится к способу изготовления панелей, пластин и других изделий из кусков березовой коры, с которых удаляется внешний слой, которые обрезаны по размеру соответственно площади изделия, по меньшей мере частично пропитаны клеящим составом, затем напластованы и под определенным давлением отверждены для образования слоистого изделия, обрабатываемого механически, причем к клеящему веществу в качестве наполнителя добавляется пыль из березовой коры.
Достоинство этого способа заключается в том, что пустоты и неравномерности заполняются красителем березовой коры, что значительно повышает качество полезной площади после механической обработки слоистого изделия.
Кроме того, пыль, как и березовая кора, обладает антисептическим действием.
При этом предпочтительно используется пыль с размером частиц менее 0,35 мм.
Доля пыли не должна превышать 40% веса клеящего вещества.
В качестве клеящего вещества преимущественно используется клей.
В предпочтительным варианте перед пропитыванием клеящим составом выполняется крацевание кусков березовой коры, при этом куски березовой коры проявляют перфорацию.
Таким образом происходит удаление максимального количества не склеиваемых или плохо склеиваемых частиц, чем обеспечивается повышенная прочность многослойного изделия.
Следующий вариант реализации способа предусматривает, что многослойное изделие представляет собой блок, который состоит из слоев кусков березовой коры, уложенных друг на друга, причем по меньшей мере один слой состоит по всей его площади из кусков березовой коры. Соединение слоев, состоящих из кусков березовой коры, значительно увеличивает эффективность использования березовой коры. Кроме того, имеется возможность формировать блоки по длине, ширине и высоте с учетом требуемой полезной площади.
Кроме того, целесообразно, чтобы основное направление волокон кусков березовой коры каждого слоя было одинаковым, а направление волокон следующего верхнего слоя смещалось на угол 90° относительно основного направления волокон.
Блок, изготовленный из слоев березовой коры таким образом, разделяется резами, выполненными под углом (α) к поверхности слоев вдоль линий разреза, на пластины или панели или другие изделия, при этом поверхности разреза образуют рабочую поверхность. Для получения пластин или панелей угол (α) предпочтительно составляет 90°, а линии разреза располагаются параллельно через одинаковые интервалы.
Такие листы или пластины могут затем наклеиваться на несущий материал для получения поверхностей с большей площадью. В качестве несущего материала могут использоваться дерево, древесные материалы, пластмассы, металлы, штукатурка и т.д.
Предпочтительной областью применения пластин, плиток или досок, изготовленных в соответствии с описанным способом, являются сырые зоны и так называемые «босые зоны». Это могут быть коврики или полы для душа, или же настенные покрытия, разделители помещений или мебели и т.д. Именно в ванных, душевых и саунах благодаря антисептическому действию березовой коры предотвращается передача бактериальных и грибковых инфекций. Также материал отличается очень высокой устойчивостью к скольжению, а также гаптическим эффектом при прикосновении человеческой кожи.
Изготовленные резкой призматические объекты могут быть механически обработаны в цилиндрические или сферические или другие объекты или их комбинации и снабжены отверстием или глухим отверстием, чтобы Их можно было использовать в качестве ручки для руки человека.
Например, зарекомендовало себя использование в качестве дверных ручек или ручек для столовых приборов. Они не только имеют привлекательный внешний вид, но и не скользят, ph-нейтральны и обладают антибактериальным, противогрибковым и противовирусным действием.
Изобретение поясняется с помощью чертежа (рис. 1).
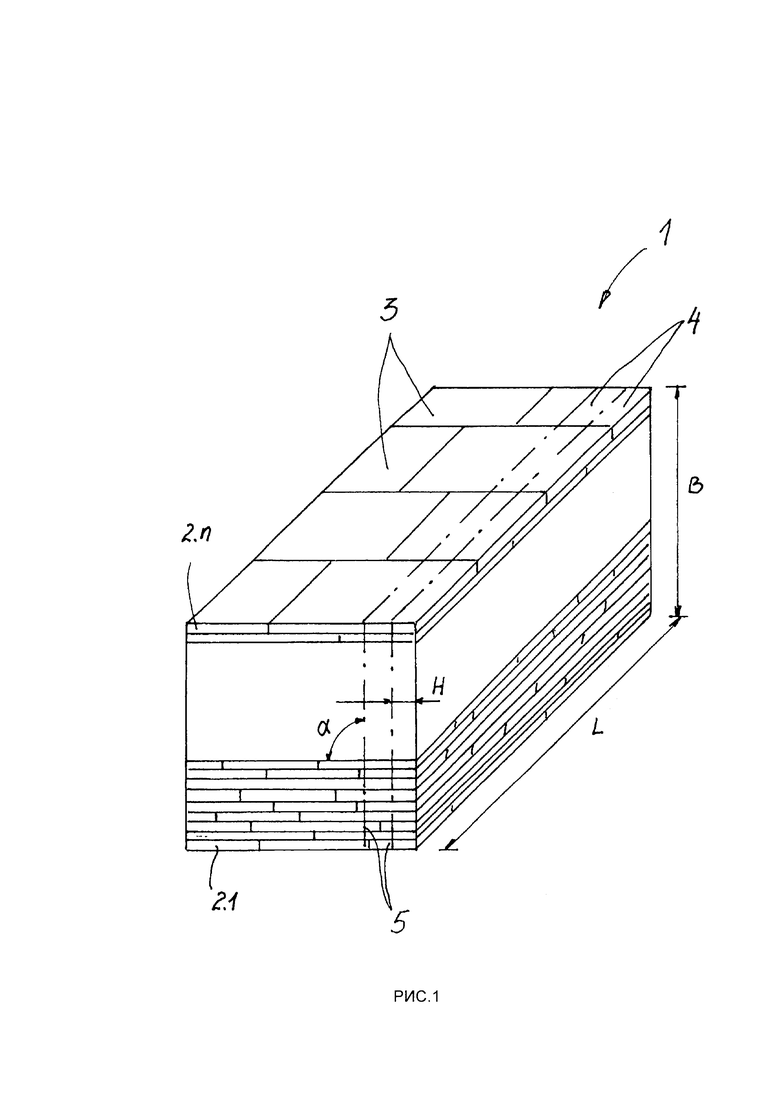
На рис. 1 показан блок 1, состоящий из уложенных друг над другом слоев 2.1 - 2.n из кусков березовой коры 3, причем большинство слоев 2 составлены по всей своей площади из кусков березовой коры 3. Это видно по верхнему слою 2.n.
Изображение служит для демонстрации принципа, поэтому слои 2.1 - 2.n представлены прямыми линиями.
Поскольку куски березовой коры 3 имеют разную толщину, а также сами по себе являются неровными, естественная форма является слегка волнистой, хотя при отвердевании под давлением происходит определенное выравнивание.
Основное направление волокон в кусках березовой коры 3 каждого слоя 2 имеет одинаковую направленность, а расположенные друг над другом слои 2.1, 2.2 до 2.n-1 - 2.n смещены на угол 90° относительно основного направления волокон.
Перед пропитыванием клеящим составом выполняется крацевание прирезанных кусков березовой коры 3 с обеих сторон, при этом куски березовой коры 3 проявляют перфорацию.
В используемом клеящем составе в качестве наполнителя применяется пыль из березовой коры, при этом размер пылевых частиц составляет менее 0,35 мм, а ее массовая доля составляет преимущественно между 4 - 40% веса клеящего состава.
Куски березовой коры 3 каждого слоя 2 наклеиваются впритык на соответствующий нижний слой 2. Первый слой 2.1. располагается на несущем материале.
При добавлении в клеящий состав наполнителя не только сглаживаются неровности на поверхности слоев 2.1 - 2. при цветовой адаптации, но также и возможные имеющиеся небольшие стыковые швы, чем обеспечивается изготовление гомогенного блока 1.
Если необходимо, блок 1 можно разрезать перед дальнейшей обработкой на пластины 4 или листы или другие объекты, по меньшей мере, одним резом или придать ему форму в соответствии с заданными размерами.
Блок 1 из слоев березовой коры 2.1 - 2.n разрезается резами, выполненными под углом а к поверхности слоев 2.1 - 2.n вдоль линий разреза 5 на пластины 4, имеющие размер по длине L, ширине В и высоте Н, причем α составляет здесь 90°, т.е. резы выполняются вертикально.
Рабочая поверхность образуется поверхностью разреза. Такие пластины или панели могут затем наклеиваться встык на несущий материал для получения больших рабочих поверхностей.
Также возможен раскрой пластин 4 или панелей на геометрические изделия с последующим расположением в виде мозаики на несущем материале.
Благодаря комбинации резов с α=90° и α≠90°можно также вырезать призматические объекты, которые можно использовать в качестве профилей или механически перерабатывать их в объекты цилиндрической или сферической или другой формы или их комбинации.
При наличии отверстия или глухого отверстия цилиндрические сферические или другие изделия можно использовать в качестве ручек, например, насадив их на сердечник.
Группа изобретений относится деревообрабатывающей промышленности, в частности к изготовлению изделий из кусков березовой коры. С кусков березовой коры удаляют внешний слой, обрезают по размеру соответственно площади изделия, по меньшей мере частично пропитывают клеящим составом, затем напластовывают и под давлением отверждают для образования слоистого изделия, обрабатываемого механически. К клеящему составу в качестве наполнителя добавляют пыль из березовой коры. Полученные панели или пластины применяют в качестве облицовочного материала во влажных помещениях. Полученные призматические или сферические изделия применяют в качестве ручки для руки. Повышается прочность получаемых изделий. 3 н. и 8 з.п. ф-лы, 1 ил.
1. Способ изготовления изделий из кусков березовой коры, с которых удален внешний слой, которые обрезаны по размеру соответственно площади изделия, по меньшей мере частично пропитаны клеящим составом, затем напластованы и под давлением отверждены для образования слоистого изделия, обрабатываемого механически, отличающийся тем, что к клеящему составу в качестве наполнителя добавляют пыль из березовой коры.
2. Способ по п. 1, отличающийся тем, что размер частиц пыли меньше 0,35 мм.
3. Способ по п. 1 или 2, отличающийся тем, что весовая доля шлифовальной пыли составляет до 40% веса клеящего вещества.
4. Способ по одному из пп. 1, 2, отличающийся тем, что перед пропитыванием клеящим составом выполняется крацевание прирезанных кусков березовой коры (3) с обеих сторон, при этом куски березовой коры (3) проявляют перфорацию.
5. Способ по одному из пп. 1, 2, отличающийся тем, что многослойный объект является блоком (1), состоящим из слоев, расположенных друг над другом (2.1 - 2.n), состоящих из кусков березовой коры (3), при этом по меньшей мере один слой (2) полностью составлен из кусков березовой коры (3).
6. Способ по п. 5, отличающийся тем, что основное направление волокон кусков березовой коры (3) каждого слоя (2) имеет одинаковую направленность и расположенные друг над другом слои (2.1 - 2.2 до 2.n-1 - 2.n) смещаются на угол 90° относительно направления волокон.
7. Способ по п. 6, отличающийся тем, что блок (1) из слоев березовой коры (2.1 - 2.n) разрезается резами под углом (а) к поверхности слоев (2.1 - 2.n) вдоль линий разреза (5) на пластины (4) или панели, при этом плоскости разреза образуют рабочую поверхность.
8. Способ по п. 7, отличающийся тем, что панели или пластины (4) наклеивают на несущий материал для получения поверхностей с большей площадью.
9. Способ по п. 7, отличающийся тем, что панели или пластины (4) механически обрабатывают в цилиндрические или сферические объекты или их комбинации и снабжают отверстием или глухим отверстием.
10. Применение панелей или пластин, изготовленных согласно одному из способов по одному из пп. 1-8 в качестве облицовочного материала во влажных помещениях.
11. Применение призматических или сферических изделий, изготовленных согласно одному из способов по одному из пп. 1-7 или 9 в качестве ручки для руки.
| DE 102008032940 A1, 14.01.2010 | |||
| КОМПОЗИЦИЯ НА ДРЕВЕСНОЙ ОСНОВЕ | 2003 |
|
RU2240334C1 |
| Предохранительный прибор от вылета челнока на ткацких станках | 1929 |
|
SU23246A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| п | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| US 4301202 A, 17.11.1981 | |||
| Клей для фанеры | 1979 |
|
SU857206A1 |
| Способ изготовления древесных термоизоляционных плит и других изоляционных изделий | 1949 |
|
SU82607A1 |

