Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к впитывающему изделию, такому как одноразовый подгузник.
Уровень техники
[0002] Обычно известен одноразов подгузник, у которого поверхность, которая вступает в контакт с кожей, снабжена листом или чем-либо подобным для впитывания выделяемой жидкости, тем самым эффективно предотвращая атопический дерматит, потницу, высыпание, и тому подобное (например, Патентная литература 1).
[0003] Патентная литература 1 описывает одноразовый подгузник, у которого концевые клапаны и боковые клапаны снабжены композитным листом, в котором гидрофобный первый нетканый материал из волокон на поверхности в контакте с кожей и гидрофильный второй нетканый материал из волокон на поверхности, не контактирующей с кожей ламинируются и фиксируются друг на друге в частях, связанных сплавлением, для впитывания выделяемой жидкости. Кроме того, Патентная литература 1 описывает, что в композитном листе формируется большое количество частей, связанных сплавлением, части, связанные сплавлением, углублены от стороны в контакте с кожей в направлении стороны, не контактирующей с кожей.
[0004] В качестве других технологий, Патентная литература 2 и 3, каждая, описывают слоистый нетканый материал, который имеет структуру, в которой гидрофобный слой из волокон и гидрофильный слой из волокон выкладываются один поверх другого слоями, и он используется со стороной гидрофобного слоя волокон, расположенной на стороне поверхности в контакте с кожей.
Список цитирований
Патентная литература
[0005]
Патентная литература 1: JP 2004-298467A
Патентная литература 2: JP 2002-20957A
Патентная литература 3: JP H9-31823A
Сущность изобретения
[0006] Настоящее изобретение направлено на впитывающее изделие, содержащее эластичную область. Эластичная область содержит, на ее стороне поверхности в контакте с кожей, впитывающий выделяемую жидкость и быстросохнущий лист, имеющий, по меньшей мере, два слоя. Впитывающий выделяемую жидкость и быстросохнущий лист содержит гидрофобный слой, образующий его поверхность в контакте с кожей, и гидрофильный слой, расположенный рядом с поверхностью, не контактирующей с кожей гидрофобного слоя. Впитывающий выделяемую жидкость и быстросохнущий лист содержит множество областей, соединенных сплавлением, с помощью которых гидрофобный слой и гидрофильный слой фиксируются друг на друге. Гидрофобный слой сформирован из гидрофобного волокна, и он гидрофобный. Гидрофильный слой сформирован из гидрофильного волокна, и он гидрофильный. Впитывающий выделяемую жидкость и быстросохнущий лист представляет собой лист, в котором, когда 1 мкл × 49 капель жидкости размещаются в пределах площади 5 см × 5 см поверхности в контакте с кожей и впитываются в течение 60 секунд, количество остающейся жидкости составляет 10 мг или меньше. Впитывающий выделяемую жидкость и быстросохнущий лист представляет собой лист, в котором 50 мкл × 1 капля жидкости, размещенной на поверхности в контакте с кожей, испаряется в пределах 15 минут.
Краткое описание чертежей
[0007]
[Фиг.1] Фиг.1 представляет собой общий вид надетого одноразового подгузника, который представляет собой вариант осуществления впитывающего изделия по настоящему изобретению.
[Фиг.2] Фиг.2 представляет собой вид сверху развернутого подгузника, показанного на Фиг.1 в его плоском, не стянутом состоянии, если смотреть со стороны поверхности в контакте с кожей.
[Фиг.3] Фиг.3 представляет собой вид поперечного сечения впитывающего выделяемую жидкость и быстросохнущего листа, сделанного вдоль линии III-III, показанной на Фиг.2.
[Фиг.4] Фиг.4 представляет собой вид поперечного сечения, сделанного вдоль линии IV-IV, показанной на Фиг.2.
[Фиг.5] Фиг.5 представляет собой увеличенный вид поперечного сечения, показывающий поперечное сечение, сделанное вдоль латерального направления (направления Y) наружного покрытия поясной эластичной части в подгузнике, показанном на Фиг.1.
[Фиг.6] Фиг.6 представляет собой частичный увеличенный вид сверху, показывающий подгузник в его плоском, не стянутом состоянии, если смотреть со стороны поверхности, не контактирующей с кожей.
[Фиг.7] Фиг.7 представляет собой вид поперечного сечения, соответствующий Фиг.2 и показывающий надетый одноразовый подгузник другого варианта осуществления.
Описание вариантов осуществления
[0008]
Так называемый впитывающий выделяемую жидкость лист, предусмотренный в одноразовом подгузнике, описанном в Патентной литературе 1, не может впитывать малые капли выделяемой жидкости, которые выделяются с начала выделения жидкости, и поэтому не может предотвратить таких проблем с кожей, как атопический дерматит, потница и высыпание, и таким образом, имеется место для дальнейших усовершенствований.
[0009] Кроме того, в Патентной литературе 2 и 3 не рассматривается то воздействие, что слоистый нетканый материал размещается в эластичной области впитывающего изделия, такого как одноразовый подгузник.
[0010] Настоящее изобретение относится к впитывающему изделию, которое может решить рассмотренные выше проблемы предыдущего уровня техники.
[0011] Ниже, настоящее изобретение будет описываться со ссылками на чертежи на основе их предпочтительных вариантов осуществления.
Впитывающее изделие по настоящему изобретению содержит эластичную область. Как показано на Фиг.1, одноразовый подгузник 1 (ниже, альтернативно упоминается как ʺподгузник 1ʺ), который представляет собой предпочтительный вариант осуществления впитывающего изделия по настоящему изобретению, содержит вдоль продольного направления X, область передней стороны A, область задней стороны B и промежностную область C, которая располагается между областью передней стороны A и областью задней стороны B, содержит впитывающий элемент 23, продолжающийся от области передней стороны A до области задней стороны B, и содержит передний поясной клапан FA и задний поясной клапан FB, продолжающиеся в латеральном направлении Y и, расположенные снаружи от переднего и заднего краев 23A и 23B, соответственно, в продольном направлении X впитывающего элемента 23. Область A передней стороны представляет собой область, которая надевается на переднюю сторону пользователя, когда впитывающее изделие, такое как одноразовый подгузник, натягивается, и область B задней стороны представляет собой область, которая надевается на заднюю сторону пользователя, когда впитывающее изделие, такое как одноразовый подгузник, натягивается. Как показано на Фиг.2, передний поясной клапан FA относится к области, получаемой посредством добавления области, продолжающейся в латеральном направлении Y и расположенной в продольном направлении X снаружи от края переднего края 23A стороны области передней стороны A в продольном направлении X впитывающего элемента 23, и областей, продолжающихся в латеральном направлении Y от переднего края 23A на стороне области передней стороны A в продольном направлении X впитывающего элемента 23. Кроме того, задний поясной клапан FB относится к области, получаемой посредством добавления области, продолжающейся в латеральном направлении Y и расположенной снаружи в продольном направлении X от края заднего края 23B на стороне области задней стороны B в продольном направлении X впитывающего элемента 23, и областей, продолжающихся в латеральном направлении Y от заднего края 23B на стороне области задней стороны B в продольном направлении X впитывающего элемента 23.
[0012] Фигуры 1 и 2 показывают подгузник 1, который представляет собой вариант осуществления впитывающего изделия по настоящему изобретению. Как показано на Фигурах 1 и 2, подгузник 1 содержит впитывающую сборку 2 и наружное покрытие 3, которое располагается на стороне поверхности, не контактирующей с кожей впитывающей сборки 2 и фиксирует впитывающую сборку 2. Наружное покрытие 3 содержит передний поясной клапан FA и задний поясной клапан FB, продолжающиеся в латеральном направлении Y и расположенные снаружи от переднего и заднего краев 23A и 23B, соответственно, в продольном направлении X впитывающего элемента 23, формируя впитывающую сборку 2. В подгузнике 1, эластичные области формируются на переднем поясном клапане FA и на заднем поясном клапане FB.
[0013] Как показано на Фиг.2, подгузник 1 представляет собой так называемый надетый одноразовый подгузник, у которого оба латеральных боковых края 3a1, 3a1 области передней стороны A наружного покрытия 3 и оба латеральных боковых края 3b1, 3b1 области задней стороны B наружного покрытия 3 соединены друг с другом и образуют пару боковых соединений S, S, поясное отверстие WO, и пару отверстий для ног LO, LO (смотри Фиг.1). Предпочтительно, на виде сверху подгузника 1 в его плоском, не стянутом состоянии, показанном на Фиг.2, наружное покрытие 3 разделено на область передней стороны A, которая надевается на переднюю сторону пользователя, когда его натягивают, область задней стороны B, которая надевается на заднюю сторону пользователя, когда его натягивают, и промежностную область C, которая располагается между областью передней стороны A и областью задней стороны B.
[0014] Описанное выше плоское, не стянутое состояние подгузника 1, как показано на Фиг.2, представляет собой состояние, в котором боковые соединения S растянуты, так что подгузник 1 находится в плоском состоянии, эластичные элементы на соответствующих частях подгузника 1 в плоском состоянии не стянуты, так что размеры подгузника соответствуют его сконструированным размерам (которые соответствуют его размерам, когда подгузник 1 разложен в плоской форме и при этом полностью устраняется влияние эластичных элементов).
[0015] В настоящем описании, ʺповерхность в контакте с кожейʺ относится к поверхности подгузника 1 или его составляющего элемента (например, впитывающей сборки 2), который обращен в сторону кожи пользователя, когда подгузник 1 надевают, и ʺповерхность, не контактирующая с кожейʺ представляет собой поверхность подгузника 1 или его составляющего элемента, которая обращена в сторону (сторону одежды) противоположную стороне кожи пользователя, когда подгузник 1 надевают. Кроме того, в подгузнике 1, продольное направление (направление X) представляет собой направление от области передней стороны A до области задней стороны B на виде сверху подгузника 1 в его плоском, не стянутом состоянии. Кроме того, латеральное направление (направление Y) представляет собой направление, которое является ортогональным к продольному направлению (направлению X) и представляет собой направление по ширине подгузника 1 на виде сверху подгузника 1 в его плоском, не стянутом состоянии.
Кроме того, подгузник 1 билатерально симметричен относительно продольной центральной линии CL1, продолжающейся в продольном направлении (направлении X), показанном на Фиг.2. CL2 на Фиг.2 представляет собой латеральную центральную линию, продолжающуюся в латеральном направлении (направлении Y) и разделяющую подгузник 1 на две половины, и она ортогональна к продольной центральной линии CL1.
[0016] В подгузнике 1, как показано на Фиг.2, впитывающая сборка 2 имеет продолговатую форму, которая является относительно продолговатой в продольном направлении (направлении X) в плоском, не стянутом состоянии подгузника 1. Впитывающая сборка 2 содержит проницаемый для жидкости верхний лист 21, который формирует поверхность в контакте с кожей, мало проницаемый для жидкости (или водоотталкивающий) подкладочный лист 22, который формирует поверхность, не контактирующая с кожей, и удерживающий жидкость впитывающий элемент 23, который располагается между листами 21 и 22. Кроме того, как показано на Фиг.2, непротекающие отвороты 24, 24, содержащие эластичные элементы, расположенные в растянутом состоянии в продольном направлении (направлении X), которые предусматриваются по обе стороны вдоль продольного направления (направления X) впитывающей сборки 2. Конкретно, непротекающие отвороты 24 изготовлены из непроницаемого для жидкости или водоотталкивающего и проницаемого для воздуха материала, и непротекающие отвороты, формирующие эластичные элементы 25, располагаются в растянутом состоянии в продольном направлении (направлении X) вблизи свободных краев непротекающих отворотов 24. Когда подгузник надевают, сторона свободных краев непротекающих отворотов 24 выпрямляется и делается жесткой из-за стягивания эластичных элементов 25, формирующих непротекающие отвороты, тем самым предотвращая протекание телесных жидкостей в латеральном направлении (направлении Y).
[0017] Как показано на Фиг.2, конфигурируемая таким образом впитывающая сборка 2 соединяется со средней частью наружного покрытия 3 с использованием адгезива, фиксирующего сборку, так что продольное направление (направление X) впитывающей сборки 2 соответствует продольному направлению (направлению X) подгузника 1 в его плоском, не стянутом состоянии. Таким образом, наружное покрытие 3 располагается и адгезивно фиксируется на стороне поверхности, не контактирующей с кожей подкладочного листа 22, формирующего впитывающую сборку 2, в направлении по толщине одноразового подгузника 1. Соответственно, в подгузнике 1 впитывающий элемент 23, формирующий впитывающую сборку 2, располагается, простираясь от области передней стороны A до области задней стороны B.
[0018] Относительно впитывающего изделия по настоящему изобретению, каждая из эластичных областей содержит впитывающий выделяемую жидкость и быстросохнущий лист, который состоит, по меньшей мере, из двух слоев и располагается на стороне поверхности в контакте с кожей, и является предпочтительным, чтобы, по меньшей мере, задний поясной клапан FB была снабжена впитывающим выделяемую жидкость и быстросохнущим листом. В подгузнике 1, как показано на Фиг.2, задний поясной клапан FB и передний поясной клапан FA, соответственно, снабжены впитывающими выделяемую жидкость и быстросохнущими листами KS. Каждый впитывающий выделяемую жидкость и быстросохнущий лист KS содержит гидрофобный слой 4, который формирует его поверхность в контакте с кожей, и гидрофильный слой 5, который располагается рядом с поверхностью, не контактирующей с кожей гидрофобного слоя 4, и содержит множество областей 8, соединенных сплавлением, с помощью которых гидрофобный слой 4 и гидрофильный слой 5 фиксируются друг на друге. Гидрофобный слой 4 сформирован из гидрофобного волокна, и он гидрофобный. Гидрофильный слой 5 сформирован из гидрофильного волокна, и он гидрофильный. В подгузнике 1, впитывающие выделяемую жидкость и быстросохнущие листы KS формируются с помощью множества листов, накладываемых один поверх другого. Предпочтительно, в подгузнике 1, как показано на Фиг.3, впитывающие выделяемую жидкость и быстросохнущие листы KS, каждый, имеют гидрофобный лист (также упоминаемый ниже как ʺгидрофобный лист 4ʺ), служащий в качестве гидрофобного слоя 4, который формирует поверхность в контакте с кожей, и гидрофильный лист (также упоминаемый ниже как ʺгидрофильный лист 5ʺ), служащий в качестве гидрофильного слоя 5, рядом с поверхностью, не контактирующей с кожей гидрофобного листа 4. В подгузнике 1, как показано на Фиг.2, впитывающие выделяемую жидкость и быстросохнущие листы KS, которые, каждый, содержат гидрофобный лист 4 и гидрофильный лист 5, располагаются, соответственно, на стороне поверхности в контакте с кожей эластичной области в переднем поясном клапане FA и в заднем поясном клапане FB. Кроме того, как показано на Фиг.4, на стороне поверхности, не контактирующей с кожей каждого впитывающего выделяемую жидкость и быстросохнущего листа KS, располагаются отвернутая часть 6R наружного листа 6, сформированного из листа иного, чем впитывающий выделяемую жидкость и быстросохнущий лист KS, внутренний лист 3i и наружный лист 6, и отвернутая часть 6R, внутренний лист 3i и наружный лист 6 располагаются именно в этом порядке в направлении стороны поверхности, не контактирующей с кожей.
[0019]
Предпочтительно, как показано на Фиг.2, в подгузнике 1, наружное покрытие 3 содержит передний поясной клапан FA и задний поясной клапан FB, продолжающиеся в латеральном направлении Y и расположенные снаружи от переднего и заднего краев 23A и 23B, соответственно, в продольном направлении X впитывающего элемента 23. Как показано на Фигурах 2 и 4, наружное покрытие 3 содержит наружный лист 6 на стороне поверхности, не контактирующей с кожей, который формирует наружную лицевую сторону подгузника 1, и внутренний лист 3i, расположенный на стороне поверхности в контакте с кожей наружного листа 6. Наружный лист 6 содержит отвернутые части 6R, которые получают с помощью растягивающихся частей, которые простираются от переднего и заднего краев, соответственно, внутреннего листа 3i в продольном направлении (направлении X), которые отвернуты в сторону в направлении поверхности в контакте с кожей внутреннего листа 3i. В дополнение к этому, гидрофильные листы 5, которые представляют собой гидрофильные слои, составляющие соответствующие впитывающие выделяемую жидкость и быстросохнущие листы KS, расположены на стороне, которая является ближайшей к поверхности в контакте с кожей подгузника 1 (сторона поверхности в контакте с кожей соответствующих отвернутых частей 6R), так, чтобы они были обращены к соответствующим отвернутым частям 6R. Впитывающие выделяемую жидкость и быстросохнущие листы KS, каждый, представляют собой композитный лист, в котором гидрофобный лист 4 и гидрофильный лист 5 фиксируются друг на друге с помощью множества областей 8, соединенных сплавлением.
[0020] Более предпочтительно, как показано на Фиг.2, в подгузнике 1, материал листа, формирующий наружный лист 6, как в области передней стороны, A так и в области задней стороны B, отвернут в сторону поверхности в контакте с кожей внутреннего листа 3i вдоль периферийного края поясного отверстия WO, и отвернутые части 6R покрывают передний и задние краев 23A и 23B в продольном направлении (направлении X) впитывающего элемента 23, формируя впитывающую сборку 2. Кроме того, впитывающие выделяемую жидкость и быстросохнущие листы KS расположены на стороне поверхности в контакте с кожей соответствующих отвернутых частей 6R. Таким образом, наружный лист 6 и отвернутые части 6R наружного листа 6, и гидрофобный лист 4 каждого впитывающего выделяемую жидкость и быстросохнущего листа KS представляют собой отдельные, различные листы. Как показано на Фиг.2, в подгузнике 1, наружный лист 6 иной, чем отвернутые части 6R, и внутренний лист 3i сужаются внутрь в направлении продольной центральной линии CL1 в середине в продольном направлении (направлении X), и формируются так, чтобы они имели одинаковую форму и одинаковые размеры. Отвернутые части 6R наружного листа 6, каждая, формируются в форме прямоугольника, который удлинен в латеральном направлении (направлении Y). В подгузнике 1, каждый впитывающий выделяемую жидкость и быстросохнущий лист KS, который образован из гидрофобного листа 4 и гидрофильного листа 5, соединенных и фиксируемых друг с другом с помощью множества областей 8, соединенных сплавлением, размещенных дисперсным образом с помощью связывания сплавлением, и имеющий форму прямоугольника, удлиненного в латеральном направлении (направлении Y), выкладывается на поверхности в контакте с кожей соответствующей одной из отвернутых частей 6R, так что латеральное направление (направление Y) впитывающего выделяемую жидкость и быстросохнущего листа KS соответствует латеральному направлению (направлению Y) отвернутой части 6R наружного листа 6 и связывается адгезивно с поверхностью в контакте с кожей отвернутой части 6R наружного листа 6 с помощью адгезива. Таким образом, формируются задний поясной клапан FB и передний поясной клапан FA, содержащие соответствующие впитывающие выделяемую жидкость и быстросохнущие листы KS.
[0021] В подгузнике 1, как показано на Фигурах 2 и 5, наружное покрытие 3 содержит множество эластичных элементов 71, расположенных в растянутом состоянии в латеральном направлении (направлении Y) между наружным листом 6 и внутренним листом 3i и расположенных через интервалы вдоль продольного направления (направления X). В подгузнике 1, поясные эластичные части G1 и нижние эластичные части G2 внизу живота формируются посредством создания множества эластичных элементов 71. Кроме того, в подгузнике 1, как показано на Фиг.2, множество эластичных элементов 72 для ног располагаются в растянутом состоянии между наружным листом 6 и внутренним листом 3i. В подгузнике 1, эластичные части G3 для ног формируются посредством создания множества эластичных элементов 72 для ног. Эластичные области подгузника 1 содержат поясные эластичные части G1, нижние эластичные части G2 внизу живота и эластичные части G3 для ног.
[0022] Как показано на Фиг.2, в подгузнике 1, поясные эластичные части G1 формируются в концевых клапанах, которые расположены снаружи в продольном направлении X от концов переднего и заднего краев 23A и 23B в продольном направлении (направлении X) впитывающего элемента 23, формируя впитывающую сборку 2 (на стороне противоположной латеральной центральной линии CL2), в продольном направлении (направлении X). Кроме того, в подгузнике 1, формируются нижние эластичные части G2 внизу живота в боковых клапанах, которые располагаются между нижними краями на стороне латеральной центральной линии CL2 поясных эластичных частей G1 и нижних краев боковых соединений S, в продольном направлении (направлении X). Задний поясной клапан FB и передний поясной клапан FA, описанные выше, представляют собой области, полученные посредством добавления концевых клапанов (поясных эластичных частей G1) и частей боковых клапанов (нижние эластичные части G2 внизу живота). Кроме того, как показано на Фиг.2, в подгузнике 1 формируются эластичные части G3 для ног вдоль периферийных краев отверстий для ног LO.
[0023] Кроме того, в подгузнике 1, предусматриваются наружный лист 6 и внутренний лист 3i с соединенными областями наружного покрытия 32, которые располагаются через интервалы в виде ряда вдоль продольного направления (направления X) в области, продолжающиеся от поясной эластичной части G1 до нижней эластичной части G2 внизу живота каждой части области передней стороны A и области задней стороны B, и множество рядов L областей, соединенных сплавлением, сформированных из множества соединенных областей 32 наружного покрытия, размещаются через интервалы вдоль латерального направления (направления Y).
[0024] Соединенные области 32 наружного покрытия формируются посредством ламинирования внутреннего листа 3i и наружного листа 6, и плавления и отверждения ламинированных частей посредством термического тиснения. Устройство для термического тиснения может представлять собой устройство, содержащее вал для тиснения и опорный вал, где наружная периферийная сторона вала для тиснения содержит выступы, имеющие форму, которая соответствует соединенным областям 32 наружного покрытия. В качестве обработки для формирования соединенных областей 32 наружного покрытия, вместо термического тиснения можно использовать ультразвуковое соединение, лазер, и тому подобное.
[0025]
Для облегчения подгонки к телу пользователя и впитывания выделяемой жидкости, в подгузнике 1, интервал между соседними соединенными частями 32, 32 покрытия в продольном направлении (направлении X), предпочтительно составляет 1 мм или больше, а более предпочтительно, 3 мм или больше, предпочтительно составляет 20 мм или меньше, а более предпочтительно, 18 мм или меньше, и конкретно, предпочтительно составляет от 1 до 20 мм, а более предпочтительно, от 3 до 18 мм.
Кроме того, для улучшения способности к испарению выделяемой жидкости, которая впитывается впитывающими выделяемую жидкость и быстросохнущими листами KS, интервал между складками 3F, 3F, которые будут описаны позже, соседними в латеральном направлении (направлении Y) предпочтительно составляет 4 мм или больше, а более предпочтительно, 6 мм или больше, предпочтительно составляет 20 мм или меньше, а более предпочтительно, составляет 16 мм или меньше, и конкретно, предпочтительно от 4 до 20 мм, а более предпочтительно, от 6 до 16 мм. Отметим, что интервал между складками 3F соседними в латеральном направлении (направлении Y) означает интервал между соседними пиками складок 3F в латеральном направлении (направлении Y) в состоянии, в котором эластичные элементы 71 стянуты.
[0026] Как показано на Фиг.2, в подгузнике 1, в области, продолжающейся от поясной эластичной части G1 до нижней эластичной части G2 внизу живота каждой области из области передней стороны A и области задней стороны B, множество эластичных элементов 71 размещаются в растянутом состоянии в латеральном направлении (направлении Y) в виде промежутков между областями, соединенными сплавлением, множества рядов L областей, соединенных сплавлением. Таким образом, в подгузнике 1, эластичные элементы 71 расположены между наружным листом 6 и внутренним листом 3i, и они фиксированы друг на друге с помощью областей, соединенных сплавлением, формируя тем самым эластичные области.
[0027] Кроме того, как показано на Фиг.2, в подгузнике 1, пара фиксирующих областей 3T1, 3T1 с наружной стороны, которые формируются посредством соединения наружного листа 6 и внутреннего листа 3i с использованием адгезива, фиксирующего эластичные элементы, располагается на обоих латеральных боковых краях 3a1, 3a1 области передней стороны A наружного покрытия 3 и на обоих латеральных боковых краях 3b1, 3b1 области задней стороны B наружного покрытия 3, и пара фиксирующих областей 3T2, 3T2 на стороне сборки, которая формируется посредством соединения наружного листа 6 и внутреннего листа 3i с использованием адгезива, фиксирующего эластичные элементы, располагается вблизи обеих сторон вдоль продольного направления (направления X) впитывающей сборки 2.
[0028] В каждой части из поясных эластичных частей G1 подгузника 1, располагается множество эластичных элементов 71, продолжающихся между парой фиксирующих областей 3T1, 3T1 с наружной стороны, и эластичные элементы 71 фиксируются между наружным листом 6 и внутренним листом 3i в обеих областях пары фиксирующих областей 3T1, 3T1 с наружной стороны, но они не фиксируются ни на наружном листе 6, ни на внутреннем листе 3i между парой фиксирующих областей 3T1, 3T1 с наружной стороны.
Кроме того, в каждой из нижних эластичных частей G2 внизу живота подгузника 1 располагается множество эластичных элементов 71, продолжающихся от фиксирующей области 3T1 с наружной стороны до фиксирующей области 3T2 на стороне сборки, и эластичные элементы 71 фиксируются между наружным листом 6 и внутренним листом 3i во всех фиксирующих областях 3T1 с наружной стороны и фиксирующих областях 3T2 на стороне сборки, но не фиксируются ни на наружном листе 6, ни на внутреннем листе 3i между фиксирующими областями 3T1 с наружной стороны и фиксирующими областями 3T2 на стороне сборки. В каждой из нижних эластичных частей G2 внизу живота подгузника 1, эластичные элементы 71 не располагаются между парой фиксирующих областей 3T2, 3T2 на стороне сборки, или не располагаются между ними в состоянии мелкого измельчения, так что они не придают эластичности.
[0029] В каждой части из эластичных частей G3 для ног подгузника 1, множество эластичных элементов 72 для ног, расположенных в растянутом состоянии вдоль периферийных краев отверстий LO для ног, фиксируются между наружным листом 6 и внутренним листом 3i с помощью адгезива, фиксирующего эластичные элементы, они расположены в плоской форме вдоль периферийных краев отверстий LO для ног.
[0030] В наружном покрытии 3 подгузника 1, как показано на Фиг.4, из-за стягивания множества эластичных элементов 71, расположенных в растянутом состоянии в латеральном направлении (направлении Y) между наружным листом 6 и внутренним листом 3i в поясных эластичных частях G1 и нижних эластичных частях G2 внизу живота, в наружном листе 6, между рядами L областей, соединенных сплавлением, ряды L соседние в латеральном направлении (направлении Y) деформируются, выворачиваясь наружу, и внутренний лист 3i деформируются, выворачиваясь наружу. Складки 3F, формируемые из наружного листа 6 или внутреннего листа 3i, генерируются между рядами L областей, соединенных сплавлением, соседние ряды L и полые части 3H, окруженные складками 3F, 3F, формируются между наружным листом 6 и внутренним листом 3i.
[0031] В подгузнике 1, гидрофобные листы 4, которые формируют соответствующие впитывающие выделяемую жидкость и быстросохнущие листы KS, формируются из гидрофобного нетканого материала, изготовленного из гидрофобного волокна, и гидрофильные листы 5 формируются из гидрофильного нетканого материала, изготовленного из гидрофильного волокна. Как описано выше, в подгузнике 1, гидрофобные листы 4, которые формируют соответствующие впитывающие выделяемую жидкость и быстросохнущие листы KS, формируются из гидрофобного нетканого материала отдельного от наружного листа 6. Кроме того, гидрофильные листы 5, которые формируют соответствующие впитывающие выделяемую жидкость и быстросохнущие листы KS, формируются из гидрофильного нетканого материала.
[0032] Гидрофобное волокно, используемое для гидрофобных листов 4 формирующих соответствующие впитывающие выделяемую жидкость и быстросохнущие листы KS, может представлять собой синтетическое волокно, и конкретно может представлять собой волокно, обычно используемое в качестве составляющих волокон различных нетканых материалов, и их Примеры включают: полиолефиновые волокна, такие как полиэтиленовое (PE) волокно и полипропиленовое (PP) волокно; волокна, использующие термопластичную смолу, такую как полиэтилентерефталат (PET), или полиамид сам по себе; и композитные волокна, такие как композитные волокна типа сердцевина-оболочка и типа бок-о-бок.
[0033] Гидрофильное волокно, используемое для гидрофильных листов 5, формирующее соответствующие впитывающие выделяемую жидкость и быстросохнущие листы KS, может представлять собой волокно, полученное посредством гидрофилизации синтетического волокна, а конкретно, оно может представлять собой волокно, полученное посредством обработки гидрофобного синтетического волокна гидрофилизирующим агентом, или волокно, полученное посредством замешивания гидрофилизирующего агента в гидрофобное синтетическое волокно в ходе его получения. Кроме того, можно также использовать композитный нетканый материал, полученный посредством смешивания природного гидрофильного волокна, такого как натуральное или полунатуральное волокно, с синтетическим волокном. Нет никакого конкретного ограничения на синтетическое волокно, и его Примеры включают: полиолефиновые волокна, такие как полиэтиленовое (PE) волокно и полипропиленовое (PP) волокно; волокна, использующие термопластичную смолу, такую как полиэтилентерефталат (PET) или полиамид сам по себе; и композитные волокна, такие как композитные волокна типа сердцевина-оболочка и типа бок-о-бок. Нет никакого конкретного ограничения на гидрофилизирующий агент, используемый для гидрофилизации синтетического волокна, постольку, поскольку он представляет собой обычный гидрофилизирующий агент, используемый для продуктов гигиены. Конкретные примеры гидрофильного волокна включают: природные целлюлозные волокна, такие как древесная пульпа, и не-древесные пульпы, такие как хлопковая пульпа и соломенная пульпа; и регенерированные целлюлозные волокна, такие как вискоза и купро.
[0034] Является ли лист гидрофильным или гидрофобным, можно определить на основе контактного угла составляющего волокна, измеренного с использованием ʺМетода измерения контактного углаʺ, который будет описываться ниже. Конкретно, если контактный угол составляет 90 градусов или больше, определено, что волокно представляет собой гидрофобное волокно с низкой степенью гидрофильности, а если контактный угол меньше 90 градусов, определено, что волокно представляет собой гидрофильное волокно с высокой степенью гидрофильности.
[0035]
Метод измерения контактного угла волокон
Контактный угол измеряют, например, с использованием измерителя контактного угла MCA-J, производится Kyowa Interface Science Co., Ltd. Конкретно, непосредственно после накапывания воды после ионного обмена (примерно 20 пиколитров) на поверхность составляющего волокна, контактный угол измеряют с использованием измерителя контактного угла. Измерение осуществляют в пяти или более различных точках на составляющем волокне, и среднее значение вычисляют как контактный угол. Отметим, что температура окружающей среды при измерениях устанавливается при 20°C.
[0036] Каждый впитывающий выделяемую жидкость и быстросохнущий лист KS, содержащий гидрофобный лист 4 и гидрофильный лист 5, представляет собой лист, с помощью которого, когда 1 мкл × 49 капель жидкости, которая считается жидкостью, выделяемой кожей, однородно распределяются на акриловой пластине и впитываются на со стороны поверхности в контакте с кожей листа в течение 60 секунд, количество жидкости, остающейся на акриловой пластине, составляет 10 мг или меньше, и 50 мкл × 1 капля жидкости, помещенной на нагреваемый столик, который считается кожей, впитывается с поверхности в контакте с кожей и испаряется в пределах 15 минут. Нет никакого конкретного ограничения на значение нижнего предела количества остающейся жидкости, которое демонстрируется впитывающим выделяемую жидкость и быстросохнущим листом KS. Чем ниже значение нижнего предела количества остающейся жидкости, тем лучше, и еще более предпочтительно, значение нижнего предела количества остающейся жидкости составляет 0 мг. Количество остающейся жидкости, которое демонстрируется впитывающим выделяемую жидкость и быстросохнущим листом KS, предпочтительно составляет 5 мг или меньше, а более предпочтительно, 1,7 мг или меньше. Нет никакого конкретного ограничения для величины нижнего предела времени испарения необходимого для испарения 50 мкл × 1 капля жидкости, помещенной на поверхности в контакте с кожей и впитанной впитывающим выделяемую жидкость и быстросохнущим листом KS, и чем меньше время испарения, тем лучше. Однако, если время испарения составляет 5 минут или больше, можно получить достаточно удовлетворительное воздействие. Время испарения жидкости, которое демонстрирует впитывающий выделяемую жидкость и быстросохнущий лист KS, предпочтительно находится в пределах 13 минут, а более предпочтительно, в пределах 10 минут. Количество остающейся жидкости и время испарения жидкости измеряют с использованием соответствующих методов, ниже.
[0037]
Метод измерения количества остающейся жидкости
Образец с размерами 5 см × 5 см впитывающего выделяемую жидкость и быстросохнущего листа KS вырезают, например, из подгузника 1, который представляет собой пример впитывающего изделия. Здесь, впитывающий выделяемую жидкость и быстросохнущий лист KS и другой нетканый материал, который формирует подгузник 1, отличаются таким образом, что лист, который нельзя отделить без разрыва листа, в частях областей 8, соединенных сплавлением, представляет собой впитывающий выделяемую жидкость и быстросохнущий лист KS, а лист, который можно отделить без разрушения листа в частях областей 8, соединенных сплавлением, представляет собой другой нетканый материал. Затем, разглаживают складки и изгибы в вырезанном образце впитывающего выделяемую жидкость и быстросохнущего листа KS, так что вся поверхность в контакте с кожей впитывающего выделяемую жидкость и быстросохнущего листа KS становится плоской. Затем накапывают 1 мкл дистиллированной воды на акриловую пластину с общей длиной 60 мм и шириной 60 мм, так что капли дистиллированной воды располагаются как 7 рядов × 7 столбцов с интервалами 7 мм, и измеряют массу (W1) акриловой пластины в состоянии, в котором на ней располагается в целом 49 капель дистиллированной воды. Затем вырезанный образец осторожно помещают на 49 капель воды, размещенных на акриловой пластине, так что гидрофобный слой (гидрофобный лист 4) образца обращен вниз, и позволяют ему постоять в течение 60 секунд от начала накапывания. По прохождении одной минуты, образец, который впитывает дистиллированную воду, удаляют, и измеряют массу (W2) акриловой пластины в этот момент. Измеренное значение представляет собой среднее значение для n=3. Затем вычисляют количество остающейся жидкости с использованием уравнения ниже.
Количество остающейся жидкости (г)=масса (W1) акриловой пластины с каплями (49 капель) воды, размещенными на ней - масса (W1) акриловой пластины после того, как капли воды впитались впитывающим выделяемую жидкость и быстросохнущим листом KS.
Оценивается, что чем меньше количество остающейся жидкости (г), тем больше количество жидкости, впитанной впитывающим выделяемую жидкость и быстросохнущим листом KS.
[0038]
Метод измерения времени испарения жидкости
Измерение осуществляют с использованием прецизионного устройства для быстрого измерения термических свойств KES-F7 (Thermo Labo II), производится Kato Tech Co., Ltd. Сначала вырезают образец с размерами 7 см × 7 см впитывающего выделяемую жидкость и быстросохнущего листа KS, например, из подгузника 1, который представляет собой пример впитывающего изделия. В этот момент, складки и изгибы разглаживают, так что вся поверхность в контакте с кожей впитывающего выделяемую жидкость и быстросохнущего листа KS становится плоской. Затем вырезанный образец акклиматизируется при условиях 23°C и 50% RH в течение 24 часов. Акклиматизированный образец помещают на нагреваемый столик (столик для образца), нагретый до 33°C, в ориентации, в которой гидрофобный слой (гидрофобный лист 4) образца обращен вниз. Аэродинамическую трубу помещают на верхнюю поверхность образца. Образец экспонируется для потока воздуха со скоростью 0,2 м/сек, и ему позволяют постоять пока количество подводимого тепла не стабилизируется, и при этом устанавливается начальное значение. Затем к образцу подается снизу 50 мкл дистиллированной воды с использованием трубки, предварительно вставленной между нагреваемым столиком и стабилизированным образцом. Непрерывно измеряют изменения величины тепла, которое подается на нагреваемый столик. Получают время до того момента, когда подаваемая величина тепла уменьшается до начального значения, и полученное время используют в качестве времени испарения жидкости. Отметим, что образец продолжает экспонироваться для потока воздуха при указанной выше скорости пока не закончится время испарения жидкости. Измеряемое значение представляет собой среднее значение для n=3. Оценивается, что чем меньше время испарения жидкости, тем лучше способность к испарению жидкости, которая впитывается впитывающим выделяемую жидкость и быстросохнущим листом KS.
[0039] Каждый впитывающий выделяемую жидкость и быстросохнущий лист KS, который содержит гидрофобный лист 4 и гидрофильный лист 5, предпочтительно представляет собой лист, у которого разность Δq-max (49) между максимальной скоростью теплопереноса поверхности в контакте с кожей листа во влажном состоянии, когда 1 мкл × 49 капель жидкости впитываются в пределах площади 5 см × 5 см поверхности в контакте с кожей в течение 2 минут, и максимальной скоростью теплопереноса поверхности в контакте с кожей в состоянии с контролируемой влажностью предпочтительно составляет 0,15 кВт/м2 или меньше, более предпочтительно, 0,13 кВт/м2 или меньше, а еще более предпочтительно, 0,10 кВт/м2 или меньше. Нет каких-либо ограничений на значение нижнего предела разности Δq-max (49), и чем ниже значение нижнего предела, тем лучше; однако достаточно удовлетворительное воздействие можно получить, если разность Δq-max (49) составляет 0,05 кВт/м2 или больше. Разность Δq-max (49) измеряют с использованием метода, ниже.
[0040]
Метод измерения разности Δq-max (49)
Измерение осуществляют с использованием прецизионного устройства для быстрого измерения термических свойств KES-F7 (Thermo Labo II) производится Kato Tech Co., Ltd. Сначала вырезают образец с размерами 7 см × 7 см впитывающего выделяемую жидкость и быстросохнущего листа KS, например, из подгузника 1, который представляет собой пример впитывающего изделия. В этот момент, складки и изгибы разглаживают, так что вся поверхность в контакте с кожей впитывающего выделяемую жидкость и быстросохнущего листа KS становится плоской. Затем вырезанный образец акклиматизируется при условиях 23°C и 50% RH в течение 24 часов для контроля его влажности. Образец, у которого влажность контролируется, помещают на столик для образца (общая длина 205 мм × ширина 205 мм), изготовленный из расширенного полистирола, с ориентацией, при которой гидрофобный слой (гидрофобный лист 4) образца обращен вверх. Относительно образца, влажность которого контролируется, измеряют максимальную скорость теплопереноса гидрофобного слоя (гидрофобного листа 4), который служит в качестве поверхности в контакте с кожей, в состоянии с контролируемой влажностью, то есть, значение qmax (кВт/м2) в состоянии с контролируемой влажностью. В этот момент времени, чтобы гидрофильный слой (гидрофильный лист) впитывающего выделяемую жидкость и быстросохнущего листа KS не вступал в прямой контакт со столиком для образца, изготовленным из расширенного полистирола, образец помещают на столик для образца посредством другого гидрофобного нетканого материала, разложенного на нем. Затем накапывают 1 мкл дистиллированной воды на гидрофобный слой (гидрофобный лист 4, поверхность в контакте с кожей) образца, для которого измеряют значение qmax (кВт/м2) в состоянии с контролируемой влажностью. Дистиллированную воду накапывают таким образом, что капли дистиллированной воды размещаются как 7 рядов × 7 столбцов с интервалами 7 мм. Образцу в состоянии, в котором в целом 49 капель дистиллированной воды размещаются на нем, позволяют постоять, и через 2 минуты после прокапывания первой капли дистиллированной воды, измеряют максимальную скорость теплопереноса гидрофобного слоя (гидрофобного лист 4) во влажном состоянии, то есть значение qmax (49) (кВт/м2) во влажном состоянии. Измеренное значение представляет собой среднее значение для n=3. Затем вычисляют разность Δq-max (49) с использованием уравнения, ниже.
Разность Δq-max (49) (кВт/м2)=значение qmax (49) (кВт/м2) во влажном состоянии - значение qmax (кВт/м2) в состоянии с контролируемой влажностью
Оценивают, что, чем меньше разность Δq-max (49) (кВт/м2), тем менее влажной является поверхность в контакте с кожей впитывающего выделяемую жидкость и быстросохнущего листа KS, и тем лучше ощущение сухости.
[0041] Каждый впитывающий выделяемую жидкость и быстросохнущий лист KS, который содержит гидрофобный лист 4 и гидрофильный лист 5, предпочтительно представляет собой лист, для которого разность Δq-max (245) между максимальной скоростью теплопереноса поверхности в контакте с кожей листа во влажном состоянии, в котором 5 мкл × 49 капель жидкости впитываются в пределах площади 7 см × 7 см листа в течение 2 минут, и максимальной скоростью теплопереноса в состоянии с контролируемой влажностью составляет 0,3 кВт/м2 или меньше, более предпочтительно, 0,27 кВт/м2 или меньше, а еще более предпочтительно, 0,25 кВт/м2 или меньше. Нет каких-либо ограничений на значение нижнего предела разности Δq-max (245), и чем меньше значение нижнего предела, тем лучше; однако достаточно удовлетворительное воздействие может быть получено, если значение нижнего предела составляет 0,15 или больше. Разность Δq-max (245) измеряют с использованием метода, ниже.
[0042]
Метод измерения разности Δq-max (245)
Измерение осуществляют с использованием прецизионного устройства для быстрого измерения термических свойств KES-F7 (Thermo Labo II), производится Kato Tech Co., Ltd. Сначала вырезают образец с размерами 7 см × 7 см впитывающего выделяемую жидкость и быстросохнущего листа KS, например, из подгузника 1, который представляет собой пример впитывающего изделия. В этот момент, складки и изгибы разглаживают, так что вся поверхность в контакте с кожей впитывающего выделяемую жидкость и быстросохнущего листа KS становится плоской. Затем вырезанный образец акклиматизируется при условиях 23°C и 50% RH в течение 24 часов для контроля его влажности. Образец, у которого влажность контролируется, помещают на столик для образца (общая длина 205 мм × ширина 205 мм), изготовленный из расширенного полистирола, с ориентацией, при которой гидрофобный слой (гидрофобный лист 4) образца обращен вверх. Относительно образца, влажность которого контролируется, измеряют максимальную скорость теплопереноса гидрофобного слоя (гидрофобного листа 4), который служит в качестве поверхности в контакте с кожей, в состоянии с контролируемой влажностью, то есть значение qmax (кВт/м2) в состоянии с контролируемой влажностью. В этот момент времени, чтобы гидрофильный слой (гидрофильный лист) впитывающего выделяемую жидкость и быстросохнущего листа KS не вступал в прямой контакт со столиком для образца, изготовленным из расширенного полистирола, образец помещают на столик для образца посредством другого гидрофобного нетканого материала, разложенного на нем. Затем накапывают 5 мкл дистиллированной воды на гидрофобный слой (гидрофобный лист 4, поверхность в контакте с кожей) образца, для которого измеряют значение qmax (кВт/м2) в состоянии с контролируемой влажностью. Дистиллированную воду накапывают таким образом, что капли дистиллированной воды размещаются как 7 рядов × 7 столбцов с интервалами 7 мм. Образцу в состоянии, в котором в целом 49 капель дистиллированной воды размещаются на нем, позволяют постоять, и через 2 минуты после прокапывания первой капли дистиллированной воды, измеряют максимальную скорость теплопереноса гидрофобного слоя (гидрофобного лист 4) во влажном состоянии, то есть, значение qmax (245) (кВт/м2) во влажном состоянии. Измеренное значение представляет собой среднее значение для n=3. Затем разность Δq-max (245) вычисляют с использованием уравнения ниже.
Разность Δq-max (245) (кВт/м2)=значение qmax (245) (кВт/м2) во влажном состоянии - значение qmax (кВт/м2) в состоянии с контролируемой влажностью
Подобно разности Δq-max (49) (кВт/м2), оценивают, что чем меньше разность Δq-max (245) (кВт/м2), тем менее влажной является поверхность в контакте с кожей впитывающего выделяемую жидкость и быстросохнущего листа KS и тем лучше ощущение сухости.
[0043] Далее будут описываться материалы для формирования составляющих элементов подгузника 1.
В качестве верхнего листа 21, подкладочного листа 22, впитывающего элемента 23, непротекающих отворотов 24, и тому подобное, формирующих впитывающую сборку 2, можно использовать различные типы элементов, обычно используемых для впитывающих изделий, таких как одноразовые подгузники, без каких-либо ограничений. Например, верхний лист 21 может представлять собой однослойный или многослойный нетканый материал, перфорированную пленку, или что-либо подобное. Подкладочный лист 22 может представлять собой пленку смолы, проницаемую для влажности или что-либо подобное. Впитывающий элемент 23 может представлять собой впитывающую сердцевину, изготовленную из впитывающих полимерных частиц и волокнистых материалов, завернутых в шелковую бумагу. Кроме того, непротекающие отвороты 24 могут представлять собой водоотталкивающий однослойный или многослойный нетканый материал, или что-либо подобное.
[0044] Примеры материала для формирования эластичных элементов (эластичных элементов 25, формирующих непротекающие отвороты, эластичных элементов 71, эластичных элементов 72 для ног, и тому подобное) включают синтетический каучук, такой как стирол-бутадиеновый, бутадиеновый, изопреновый и неопреновый, природный каучук, EVA, эластичный полиолефин и полиуретан. Относительно формы эластичных элементов, предпочтительно можно использовать нитевидные эластичные элементы (каучуковая нить, и тому подобное) или жгутообразные эластичные элементы (плоский каучуковый жгут, и тому подобное), имеющие прямоугольную, квадратную, круговую, эллиптическую или многоугольную форму поперечного сечения, или что-либо подобное.
[0045] В качестве адгезива 9 можно использовать адгезив для фиксирования эластичных элементов, для фиксирования эластичных элементов (эластичных элементов 25, формирующих непротекающие отвороты, эластичных элементов 71, эластичных элементов 72 для ног, и тому подобное), и адгезив, для фиксирования сборки, для фиксирования наружного покрытия 3, впитывающей сборки 2, и тому подобное, различные типы плавких адгезивов, и тому подобное, обычно используемых для впитывающих изделий, таких как одноразовые подгузники, без каких-либо ограничений.
[0046] Ниже, будут описываться воздействия, которые получают, при использовании описанного выше подгузника 1 варианта осуществления настоящего изобретения.
Как показано на Фигурах 2 и 3, подгузник 1 содержит впитывающий выделяемую жидкость и быстросохнущий лист KS на стороне поверхности в контакте с кожей заднего поясного клапана, который составляет эластичную область. Впитывающий выделяемую жидкость и быстросохнущий лист KS содержит гидрофобный слой 4, образующий поверхность в контакте с кожей, и гидрофильный слой 5, расположенный рядом с поверхностью, не контактирующей с кожей гидрофобного слоя 4. Впитывающий выделяемую жидкость и быстросохнущий лист KS представляет собой лист, в котором, когда жидкость впитывается из гидрофобного слоя (гидрофобного листа 4), который формирует поверхность в контакте с кожей, описанного выше, количество остающейся жидкости составляет 10 мг или меньше и время испарения жидкости, впитавшейся из гидрофобного слоя (гидрофобного листа 4), который формирует поверхность в контакте с кожей, находится в пределах 15 минут. Подгузник 1, снабженный этим впитывающим выделяемую жидкость и быстросохнущим листом KS, способен как впитывать выделяемую жидкость, так и быстро высыхать после впитывания выделяемой жидкости, может впитывать малые капли выделяемой жидкости, выделяемой с начала выделения жидкости, может улучшить тактильное ощущение сухости, и как можно ожидать, уменьшить проблемы с кожей, такие как атопический дерматит, потница и высыпания. Кроме того, как показано на Фиг.2, подгузник 1 снабжен впитывающими выделяемую жидкость и быстросохнущими листами KS на стороне поверхности в контакте с кожей заднего поясного клапана FB и переднего поясного клапана FA, соответственно, и таким образом, описанные выше воздействия могут достигаться надежнее.
[0047] Кроме того, каждый впитывающий выделяемую жидкость и быстросохнущий лист KS, содержащийся в подгузнике 1, представляет собой лист, в котором разность Δq-max (49) составляет 0,15 кВт/м2 или меньше, и следовательно, он может, в частности, впитывать даже малые капли выделяемой жидкости, выделяемые с начала выделения жидкости. Таким образом, можно ожидать еще большего уменьшения проблем с кожей, таких как атопический дерматит, потница и высыпания.
[0048] Кроме того, каждый впитывающий выделяемую жидкость и быстросохнущий лист KS, содержащийся в подгузнике 1, представляет собой лист, в котором разность Δq-max (245) составляет 0,3 кВт/м2 или меньше, и, следовательно, он может, в частности, впитывать даже большие капли выделяемой жидкости. Таким образом, можно ожидать еще большего уменьшения проблем с кожей, таких как атопический дерматит, потница и высыпания.
[0049] Кроме того, как показано на Фиг.2, в подгузнике 1, множество эластичных элементов 71 размещаются в растянутом состоянии в латеральном направлении (направлении Y) с помощью промежутков между областями 8, соединенными сплавлением, из множества рядов 8L областей, соединенных сплавлением, в области, продолжающейся от поясной эластичной части G1 до нижней эластичной части G2 внизу живота в каждой области из области передней стороны A и области задней стороны B. Как показано на Фиг.5, когда эластичные элементы 71 размещенные в растянутом состоянии, стягиваются, складки 3F, сформированное из наружного листа 6 или внутреннего листа 3i генерируются между рядами LL областей, соединенных сплавлением, которые расположены рядом, и полые части 3H, окруженные складками 3F, формируются между наружным листом 6 и внутренним листом 3i. Соответственно, выделяемая жидкость, которая впитывается впитывающими выделяемую жидкость и быстросохнущими листами, испаряется легче благодаря полым частям 3H, и таким образом, можно дополнительно уменьшить проблемы с кожей, такие как атопический дерматит, потница и высыпания.
[0050] Кроме того, для облегчения описанных выше воздействий, является предпочтительным, чтобы на виде сверху каждого впитывающего выделяемую жидкость и быстросохнущего листа KS подгузника 1 в его плоском, не стянутом состоянии, как показано на Фиг.6, области 8, соединенные сплавлением, располагались дисперсно по всему гидрофобному слою (гидрофобному листу 4), так чтобы, по меньшей мере, одна область 8, соединенная сплавлением, содержалась частично или полностью в воображаемом круге IR с радиусом 3 мм. Является более предпочтительным, чтобы области 8, соединенные сплавлением, располагались дисперсно по всему гидрофобному слою (гидрофобному листу 4), так чтобы, по меньшей мере, одна область 8, соединенная сплавлением, содержалась частично или полностью в воображаемом круге IR с радиусом 2 мм. Еще более предпочтительным является, чтобы области 8, соединенные сплавлением, располагались дисперсно по всему гидрофобному слою (гидрофобному листу 4), так чтобы по меньшей мере, одна область 8, соединенная сплавлением, содержалась частично или полностью, в воображаемом круге IR с радиусом 1,5 мм. Здесь, выражение ʺпо меньшей мере, одна область 8, соединенная сплавлением, частично или полностью содержится в воображаемом круге IRʺ означает, что, если десять воображаемых кругов IR установлены на впитывающем выделяемую жидкость и быстросохнущем листе KS, один или два из десяти воображаемых кругов IR могут не содержать области 8, соединенной сплавлением, и достаточно, чтобы каждый из других восьми воображаемых кругов IR содержал частично или полностью, по меньшей мере, одну область 8, соединенную сплавлением. Описанные выше воображаемые круги IR предполагают области выделения выделяемой жидкости (потовые железы), которые дисперсно расположены на поверхности кожи тела человека, и впитывающий выделяемую жидкость и быстросохнущий лист KS способен более эффективно впитывать выделяемую жидкость в результате наличия описанной выше конфигурации. В частности, расположение областей 8, соединенных сплавлением, которое удовлетворяет описанной выше конфигурации, когда радиус воображаемых кругов IR составляет 2 мм, более эффективно, и расположение областей 8, соединенных сплавлением, которое удовлетворяет описанной выше конфигурации даже когда радиус воображаемых кругов IR составляет 1,5 мм, еще более эффективно.
[0051] Кроме того, для облегчения описанных выше воздействий, является предпочтительным, чтобы в гидрофильном слое (в гидрофильном листе 5), формирующем каждый впитывающий выделяемую жидкость и быстросохнущий лист KS, направление ориентации составляющего волокна, формирующего гидрофильный слой, соответствовало направлению растяжения и стягивания эластичной области. Здесь, выражение ʺнаправление ориентации составляющего волокна соответствует направлению растяжения и стягивания эластичной областиʺ означает не только состояние, в котором направление ориентации и направление растяжения и стягивания абсолютно соответствует латеральному направлению (направлению Y), но включает, например, также состояние, в котором направление ориентации и направление растяжения и стягивания по существу соответствуют латеральному направлению (направлению Y), например. Поскольку подгузник 1 стягивается благодаря стягиванию эластичных элементов 71, расположенных в растянутом состоянии в латеральном направлении (направлении Y), направление растяжения и стягивания подгузника 1 представляет собой латеральное направление (направление Y), и поэтому является предпочтительным, чтобы направление ориентации составляющего волокна, формирующего гидрофильный слой, представляло собой латеральное направление (направление Y). Причина для этого заключается в том, что, если направление ориентации составляющего волокна, формирующего гидрофильный слой (гидрофильный лист 5), представляет собой латеральное направление (направление Y), выделяемая жидкость, которая впитывается, легко распределяется в латеральном направлении (направлении Y) складок 3F, продолжающихся в продольном направлении (направлении X), в результате того, что формируются складки 3F и полые части 3H из-за стягивания эластичных элементов 71, расположенных в растянутом состоянии, и таким образом, выделяемая жидкость легко испаряется.
[0052]
Метод определения направления ориентации составляющего волокна
Целевой волоконный лист (впитывающий выделяемую жидкость и быстросохнущий лист, и тому подобное), полученный из впитывающего изделия, получает возможность постоять в окружающей среде при комнатной температуре 23°C±2°C и относительной влажности 50% RH±2% в течение 12 часов, чтобы тем самым контролировать его влажность в стабильном состоянии. Образец для измерений вырезают из листа после того, как влажность контролируется, образец для измерений имеет форму с размерами 150 мм в латеральном направлении (направлении Y) впитывающего изделия и 25 мм в продольном направлении (направлении X). Этот образец закрепляется в зажимах машины для исследований с растяжением (Autograph AG-X, 1 кН, производится Shimadzu Corporation) без натяжения, так что направление по ширине (направление Y) образца соответствует направлению вытягивания. Расстояние между зажимами устанавливается при 100 мм. Образец вытягивают при скорости вытягивания 300 мм/минут, и измеряют максимальную прочность, пока образец не разрушится. Измерение осуществляют 5 раз, и среднее значение измеренных значений используют в качестве прочности на разрыв в направлении по ширине (направлении X). Кроме того, относительно прочности на разрыв в продольном направлении (направлении X), образец, имеющий прямоугольную форму с размерами 150 мм в продольном направлении (направлении X) и 25 мм в направлении по ширине (направлении Y), вырезают из листа после того, как влажность контролируется, этот образец закрепляется в зажимах машины для исследований с растяжением без натяжения, так что продольное направление (направление X) образца соответствует направлению вытягивания, и прочность на разрыв в продольном направлении (направлении X) получают таким же способом, как описано выше. Направление (латеральное направление или продольное направление), в котором полученная прочность на разрыв выше, определяется как направление ориентации составляющего волокна, формирующего волоконный лист.
[0053] Кроме того, для облегчения описанных выше воздействий, относительно впитывающего выделяемую жидкость и быстросохнущего листа KS, сформированного из множества листов (гидрофобного листа 4 и гидрофильного листа 5), выложенных один поверх другого подобно впитывающим выделяемую жидкость и быстросохнущим листам KS подгузника 1, является предпочтительным, чтобы составляющее волокно, формирующее гидрофобный лист 4, который представляет собой гидрофобный слой, отличалось от составляющего волокна, формирующего гидрофильный лист 5, который представляет собой гидрофильный слой, по меньшей мере, по степени гидрофильности, из параметров степени гидрофильности, тонкости, плотности волокон и составляющей смолы. В частности, относительно разницы степеней гидрофильности, конкретно, эта разность предпочтительно составляет 10 градусов или больше, а более предпочтительно, 20 градусов или больше, в терминах разности контактных углов составляющих волокон, как измерено согласно методу, описанному в ʺМетод измерения контактных угловʺ, выше.
[0054] Кроме того, для облегчения описанных выше воздействий, и чтобы сделать возможным впитываемые даже малых капель выделяемой жидкости, выделяемых с начала выделения жидкости, в случае, когда впитывающий выделяемую жидкость и быстросохнущий лист KS образован из множества листов (гидрофобный лист 4 и гидрофильный лист 5), выложенных один поверх другого, как в подгузнике 1, отношение всей площади областей 8, соединенных сплавлением, к общей площади впитывающего выделяемую жидкость и быстросохнущего листа KS предпочтительно составляет 12% или меньше, а более предпочтительно, 10% или меньше, предпочтительно составляет 3% или больше, а более предпочтительно, 5% или больше, и, конкретно, предпочтительно составляет от 3 до 12%, а более предпочтительно, от 5 до 10%.
Кроме того, для облегчения описанных выше воздействий, и чтобы сделать возможным впитывание даже малых капель выделяемой жидкости, выделяемой с начала выделения жидкости, в случае, когда впитывающий выделяемую жидкость и быстросохнущий лист KS образован из множества листов (гидрофобный лист 4 и гидрофильный лист 5), выложенных один поверх другого, как в подгузнике 1, площадь каждой из областей 8, соединенных сплавлением, предпочтительно составляет 2 мм2 или меньше, а более предпочтительно, 1,8 мм2 или меньше, предпочтительно составляет 0,3 мм2 или больше, а более предпочтительно, 0,5 мм2 или больше, и конкретно, предпочтительно, составляет от 0,3 до 2 мм2, а более предпочтительно, от 0,5 до 1,8 мм2.
[0055] Кроме того, для облегчения описанных выше воздействий и облегчения диффузии выделяемой жидкости, которая впитывается, в случае, когда впитывающий выделяемую жидкость и быстросохнущий лист KS образован из множества листов (гидрофобный лист 4 и гидрофильный лист 5), выложенных один поверх другого, как в подгузнике 1, базовая масса всего впитывающего выделяемую жидкость и быстросохнущего листа KS, более предпочтительно, составляет 40 г/м2 или меньше, а более предпочтительно 35 г/м2 или меньше, предпочтительно составляет 15 г/м2 или больше, а более предпочтительно, 20 г/м2 или больше, и конкретно, предпочтительно составляет от 15 до 40 г/м2, а более предпочтительно от 20 до 35 г/м2.
Кроме того, в случае, когда впитывающий выделяемую жидкость и быстросохнущий лист KS образован из множества листов (гидрофобный лист 4 и гидрофильный лист 5), выложенных один поверх другого, как в подгузнике 1, базовая масса гидрофильного листа 5, формирующего впитывающий выделяемую жидкость и быстросохнущий лист KS предпочтительно составляет 9 г/м2 или больше, а предпочтительно, 13 г/м2 или больше, предпочтительно составляет 20 г/м2 или меньше, а предпочтительно, 18 г/м2 или меньше, и, конкретно, предпочтительно составляет от 9 до 20 г/м2, и предпочтительно от 13 до 18 г/м2.
[0056] Кроме того, для облегчения описанных выше воздействий и облегчения диффузии выделяемой жидкости, которая впитывается, в случае, когда впитывающий выделяемую жидкость и быстросохнущий лист KS образован из множества листов (гидрофобный лист 4 и гидрофильный лист 5), выложенных один поверх другого, как в подгузнике 1, расстояние между волокнами составляющего волокна, формирующего гидрофильный лист 5 впитывающего выделяемую жидкость и быстросохнущего листа KS, предпочтительно меньше, чем расстояние между волокнами волокна, формирующего гидрофобный лист 4. Расстояние между волокнами составляющего волокна, формирующего гидрофильный лист 5, предпочтительно 45 мкм или меньше, и более предпочтительно, 35 мкм или меньше, предпочтительно составляет 5 мкм или больше, а более предпочтительно, 10 мкм или больше, и, конкретно, предпочтительно составляет от 5 до 45 мкм, а более предпочтительно от 10 до 35 мкм.
Описанное выше расстояние между волокнами измеряют с использованием метода ниже.
[0057]
Метод измерения расстояния между волокнами
Расстояние между волокнами можно получить, используя Формулу 1, ниже.
Формула 1
Расстояние между волокнами (мкм)= (1)
(1)
где L представляет собой толщину (см) (гидрофобного листа 4 или гидрофильного листа 5)
w представляет собой базовую массу (г/м2) листа
D представляет собой количество денье волокна, для составляющего волокна i, формирующего лист, и
αi представляет собой массовую долю (%) составляющего волокна i.
[0058] Кроме того, для облегчения описанных выше воздействий и для облегчения диффузии выделяемой жидкости, которая впитывается, в случае, когда впитывающий выделяемую жидкость и быстросохнущий лист KS образован из множества листов (гидрофобный лист 4 и гидрофильный лист 5), выложенных один поверх другого, как в подгузнике 1, гидрофильный лист 5, который представляет собой гидрофильный слой впитывающего выделяемую жидкость и быстросохнущего листа KS, предпочтительно представляет собой нетканый материал спанбонд или нетканый материал, выдуваемый из расплава, а более предпочтительно, нетканый материал спанбонд.
[0059] Кроме того, для облегчения описанных выше воздействий и для достижения свойств как впитывания выделяемой жидкости, так и ощущения гладкости и сухости, в случае, когда впитывающий выделяемую жидкость и быстросохнущий лист KS образован из множества листов (гидрофобный лист 4 и гидрофильный лист 5), выложенных один поверх другого, как в подгузнике 1, базовая масса гидрофобного листа 4 впитывающего выделяемую жидкость и быстросохнущего листа KS предпочтительно составляет 9 г/м2 или больше, а предпочтительно, 10 г/м2 или больше, более предпочтительно составляет 20 г/м2 или меньше, а предпочтительно, 18 г/м2 или меньше, и, конкретно, предпочтительно составляет от 9 до 20 г/м2, а предпочтительно, от 10 до 18 г/м2.
[0060] Как показано на Фиг.3, каждый впитывающий выделяемую жидкость и быстросохнущий лист KS образован из гидрофобного листа 4 и гидрофильного листа 5, выложенных один поверх другого. Как показано на Фиг.3, впитывающий выделяемую жидкость и быстросохнущий лист KS содержит углубленные части KB, углубленные в направлении по толщине от стороны гидрофобного листа 4 до стороны гидрофильного листа 5, и в соответствующих углубленных частях KB предусмотрены области 8, соединенные сплавлением. Каждая углубленная часть KB имеет толщину, которая становится меньше в направлении области 8, соединенной сплавлением. Состояние, в котором толщина каждой углубленной части KB становится меньше в направлении области 8, соединенной сплавлением, имеет значение, которое охватывает состояние, в котором толщина наружной периферии углубленной части KB постепенно становится меньше в направлении области 8, соединенной сплавлением, и состояние, в котором толщина наружной периферии углубленной части KB становится меньше в направлении области 8, соединенной сплавлением, ступенчатым образом. Предпочтительно, наружная периферия каждой углубленной части KB имеет толщину, которая постепенно становится меньше в направлении области 8, соединенной сплавлением. Наружная периферия, как используется в настоящем документе, относится к части углубленной части KB, которая простирается наружу от наружной периферийной стенки области 8, соединенной сплавлением, то есть, к периферийному краю (контуру) области 8, соединенной сплавлением. Наружная периферия формируется в форме кольца, начиная с наружной периферийной стенки области 8, соединенной сплавлением, в каждой углубленной части KB.
[0061] Кроме того, относительно каждого впитывающего выделяемую жидкость и быстросохнущего листа KS, для перемещения выделяемой жидкости пользователя в направлении гидрофильного листа 5, области 8, соединенные сплавлением, в соответствующих углубленных частях KB имеют толщину d8 (смотри Фиг.3), которая предпочтительно составляет 1/3 или меньше, более предпочтительно, 1/4 или меньше, а еще более предпочтительно, 1/5 или меньше от толщины dK (смотри Фиг.3) частей впитывающего выделяемую жидкость и быстросохнущего листа KS иных, чем углубленные части KB, и нижний предел толщины d8 составляет 1/30 от толщины dK.
Конкретно, с этой же точки зрения, толщина d8 (смотри Фиг.3) областей 8, соединенных сплавлением, предпочтительно составляет 60 мкм или меньше, а более предпочтительно 45 мкм или меньше, а ее нижний предел составляет 10 мкм.
Толщина d8 областей 8, соединенных сплавлением, измеряется следующим образом. Часть, содержащая область 8, соединенную сплавлением, разрезается в направлении по толщине с использованием ножа, резака, бритвы или чего-либо подобного, так что поверхность разреза области 8, соединенной сплавлением, не коллапсирует, разрезанное поперечное сечение наблюдают с использованием микроскопа (например, Digital Microscope VHX-1000, производится Keyence Corporation), и измеряют толщину самой толстой части. Толщину измеряют в десяти различных областях 8, соединенных сплавлением, и ее среднее значение вычисляют как толщину областей 8, соединенных сплавлением.
Кроме того, с этой же точки зрения, толщина dK (смотри Фиг.3) частей впитывающего выделяемую жидкость и быстросохнущего листа KS иных, чем углубленные части KB, предпочтительно составляют 600 мкм или меньше, а более предпочтительно, 350 мкм или меньше, и ее нижний предел составляет 100 мкм.
Толщину dK частей впитывающего выделяемую жидкость и быстросохнущего листа KS иных, чем углубленные части KB, формирующих впитывающий выделяемую жидкость и быстросохнущий лист KS, измеряют с использованием датчика толщины в состоянии, в котором к впитывающему выделяемую жидкость и быстросохнущему листу KS прикладывают нагрузку 0,05 кПа. В качестве датчика толщины используют лазерный сенсор смещения, который производится Keyence Corporation (LK-080 производится Keyence Corporation). Толщину измеряют в десяти точках, и среднее значение вычисляется как толщина частей впитывающего выделяемую жидкость и быстросохнущего листа KS иных, чем углубленные части KB.
[0062] Кроме того, для еще большего улучшения тактильного ощущения гладкости и сухости, является предпочтительным, чтобы каждый впитывающий выделяемую жидкость и быстросохнущий лист KS имел множество сквозных отверстий, проходящих через впитывающий выделяемую жидкость и быстросохнущий лист KS. Сквозные отверстия, проходящие через впитывающий выделяемую жидкость и быстросохнущий лист KS, могут формироваться в центральных частях соответствующих областей 8, соединенных сплавлением, или могут формироваться в частях иных, чем области 8, соединенные сплавлением. В случае, когда сквозные отверстия формируются в центральных частях соответствующих областей 8, соединенных сплавлением, если для формирования областей 8, соединенных сплавлением, используют ультразвуковое соединение, лазер, или что0либо подобное, сквозные отверстия могут формироваться посредством повышения выходной мощности или времени плавления по сравнению с параметрами в случае формирования областей 8, соединенных сплавлением. В случае, когда сквозные отверстия формируются в частях иных, чем области 8, соединенные сплавлением, сквозные отверстия могут формироваться с использованием устройства для иглопробивания или чего-либо подобного. Площадь каждого сквозного отверстия предпочтительно составляет от 0,5 до 5 мм2, а более предпочтительно, от 0,75 до 4 мм2.
[0063] Кроме того, для облегчения описанных выше воздействий и чтобы сделать легче испарение впитанной выделяемой жидкости, каждая эластичная область содержит наружный лист 6 отдельный от впитывающего выделяемую жидкость и быстросохнущего листа KS на той стороне, которая ближе к поверхности, не контактирующей с кожей, чем впитывающий выделяемую жидкость и быстросохнущий лист KS, и является предпочтительным, чтобы, как показано на Фиг.6, наружный лист 6 имел множество отверстий 61, проходящих через наружный лист 6. Площадь каждого отверстия 61 предпочтительно больше, чем площадь каждой области 8, соединенной сплавлением, и предпочтительно составляет от 1 до 5 мм2, а более предпочтительно, от 1,5 до 4 мм2. Как показано на Фиг.6, отверстия 61 предпочтительно расположены так, что в подгузнике 1 в его плоском, не стянутом состоянии, по меньшей мере, некоторые отверстия 61 не перекрываются с областями 8, соединенными сплавлением, впитывающего выделяемую жидкость и быстросохнущего листа KS. Причина для этого заключается в том, что, когда отверстия 61 расположены без перекрывания с областями 8, соединенными сплавлением, впитывающего выделяемую жидкость и быстросохнущего листа KS, выделяемая жидкость, которая впитывается впитывающим выделяемую жидкость и быстросохнущим лист KS и удерживается, и диффундирует в гидрофильном слое за исключением областей 8, соединенных сплавлением, она легко испаряется через отверстия 61, проходящие через наружный лист 6.
[0064] Кроме того, для облегчения описанных выше воздействий, и чтобы сделать еще легче испарение впитанной выделяемой жидкости, в поясной эластичной части G1 и нижней эластичной части G2 внизу живота каждой эластичной области, как показано на Фиг.5, генерируются складки 3F, сформированные из наружного листа 6 или внутреннего листа 3i, полые части 3H, окруженные складками 3F, формируются между наружным листом 6 и внутренним листом 3i, и предусматривается часть скопления G, в которой выступы, сформированные наружным листом 6, изогнутые в направлении стороны, не контактирующей с кожей, и углубления, сформированные наружным листом 6, углубленные в направлении стороны в контакте с кожей, располагаются поочередно в направлении по ширине (направлении Y) подгузника 1. Если смотреть в поперечном сечении части скопления G в состоянии, в котором эластичная область, сформированная таким образом, растягивается на 70%, является предпочтительным, чтобы, как показано на Фиг.5, отверстия 61 располагались в областях наружного листа 6, продолжающихся от положения на половине глубины d1 углублений, углубленных в направлении стороны в контакте с кожей, до пиков соответствующих выступов, изогнутых в направлении стороны, не контактирующей с кожей. Предпочтительно, 60% или больше, а более предпочтительно, 75% или больше всех отверстий 61 располагаются в таких областях, а верхний предел процентного отношения отверстий 61, расположенных в таких областях, предпочтительно составляет 100%.
[0065] Кроме того, для облегчения описанных выше воздействий, и чтобы сделать еще легче испарение выделяемой жидкости, которая впитывается, если смотреть на часть скопления G, которая формируется благодаря стягиванию эластичных элементов 71 в поперечном сечении, как показано на Фиг.4, предпочтительно, 60% или больше, а более предпочтительно, 75% или больше всех областей 8, соединенных сплавлением, во впитывающем выделяемую жидкость и быстросохнущем листе KS распложены в областях гидрофобного листа 4, продолжающихся от положения на половине глубины d2 углублений, углубленных в направлении стороны, не контактирующей с кожей, до пиков выступов (стороны поверхности в контакте с кожей), изогнутых в направлении стороны в контакте с кожей, и верхний предел процентного отношения областей 8, соединенных сплавлением, расположенных в таких областях предпочтительно составляет 100%.
[0066] Хотя настоящее изобретение выше описывается на основе предпочтительного варианта осуществления, настоящее изобретение не ограничивается рассмотренным выше вариантом осуществления, и в нем можно осуществлять изменения по потребности.
Например, в описанном выше подгузнике 1, гидрофобные листы 4, формирующие впитывающие выделяемую жидкость и быстросохнущие листы KS, связаны со стороной поверхности в контакте с кожей соответствующих отвернутых частей 6R наружного листа 6 с помощью адгезива, как показано на Фиг.2; однако отвернутые части 6R наружного листа 6 могут формироваться как гидрофобные листы. Кроме того, хотя впитывающие выделяемую жидкость и быстросохнущие листы KS подгузника 1, каждый, содержат два листа, а именно, гидрофобный лист 4 и гидрофильный лист 5, может также быть принята конфигурация, в которой каждый впитывающий выделяемую жидкость и быстросохнущий лист KS дополнительно содержит другой лист на стороне поверхности, не контактирующей с кожей гидрофильного листа 5 и формируется посредством соединения вместе трех или более листов, включая этот лист, гидрофобный лист 4 и гидрофильный лист 5, посредством областей 8, соединенных сплавлением, посредством соединения сплавлением. Кроме того, хотя впитывающие выделяемую жидкость и быстросохнущие листы KS подгузника 1, каждый, формируются из множества листов (гидрофобного листа 4 и гидрофильного листа 5), выложенных один поверх другого, каждый впитывающий выделяемую жидкость и быстросохнущий лист KS может формироваться из одного листа в котором, по меньшей мере, гидрофобный слой 4 и гидрофильный слой 5 выкладываются один поверх другого. В случае впитывающего выделяемую жидкость и быстросохнущего листа KS, сформированного из одного листа многослойного нетканого материала, этот многослойный материал может представлять собой двухслойный нетканый материал, содержащий два слоя, то есть, гидрофобный слой 4 и гидрофильный слой 5, или может дополнительно содержать другой слой на стороне поверхности, не контактирующей с кожей гидрофильного слоя 5.
[0067] Кроме того, в подгузнике 1, наружный лист 6 и отвернутые части 6R наружного листа 6, и гидрофобный лист 4 каждого впитывающего выделяемую жидкость и быстросохнущего листа KS представляют собой отдельные, различные листы; однако, как показано на Фиг.7, можно также принять конфигурацию, в которой наружное покрытие 3 содержит наружный лист 6 и гидрофильный лист 5, который является отдельным от наружного листа 6, наружный лист 6 содержит отвернутую часть 6R, которая формируется с помощью наружного листа 6, отвернутого так, чтобы он покрывал сторону поверхности в контакте с кожей гидрофильного листа 5, и впитывающий выделяемую жидкость и быстросохнущий лист KS образован из отвернутой части 6R наружного листа 6 и гидрофильного листа 5, выложенных один поверх другого. Более конкретно, можно принять конфигурацию, в которой наружный лист 6 отвернут в сторону поверхности в контакте с кожей гидрофильного листа 5 вдоль периферийного края поясного отверстия WO, сформированная таким образом отвернутая часть 6R служит как гидрофобный лист 4, который располагается на стороне ближайшей к поверхности в контакте с кожей подгузника 1, и эта отвернутая часть 6R и гидрофильный лист 5, имеющие форму прямоугольника, вытянутого в латеральном направлении (направлении Y) фиксируются друг на друге с помощью областей 8, соединенных сплавлением, тем самым формируя впитывающий выделяемую жидкость и быстросохнущий лист KS. В этом случае, гидрофильный лист 5 может представлять собой гидрофильный лист отдельный от гидрофильного внутреннего листа 3i или может представлять собой гидрофильный внутренний лист 3i.
[0068] В подгузнике 1, как показано на Фигурах 3 и 4, впитывающие выделяемую жидкость и быстросохнущие листы KS формируются посредством соединения гидрофобного нетканого материала, изготовленного из гидрофобного волокна, и гидрофильного нетканого материала, изготовленного из гидрофильного волокна, друг на друге с помощью областей 8, соединенных сплавлением. Однако нетканый материал, получаемый посредством аккумулирования слоями гидрофобного волокна и гидрофильного волокна, а затем плавления и фиксирования слоев вместе, также можно использовать в качестве впитывающего выделяемую жидкость и быстросохнущего листа KS. Конфигурируемый таким образом впитывающий выделяемую жидкость и быстросохнущий лист KS формируется как отдельный лист нетканого материала, в котором гидрофобный слой, сформированный из гидрофобного волокна, составляет поверхность в контакте с кожей, а гидрофильный слой, сформированный из гидрофильного волокна, составляет поверхность, не контактирующая с кожей и содержит области 8, соединенные сплавлением, для фиксирования составляющего волокна гидрофобного слоя и составляющего волокна гидрофильного слоя друг на друге. В случае, когда каждый впитывающий выделяемую жидкость и быстросохнущий лист KS образован из отдельного листа нетканого материала, области 8, соединенные сплавлением, такие же, как области 8, соединенные сплавлением, впитывающих выделяемую жидкость и быстросохнущих листов KS подгузника 1, с помощью которых гидрофобный лист 4 и гидрофильный лист 5 соединяются друг с другом, при этом гидрофобный слой, сформированный из гидрофобного волокна и гидрофильный слой, сформированный из гидрофильного волокна фиксируются друг на друге с помощью множество областей, соединенных сплавлением, но отличаются от них тем, что области 8, соединенные сплавлением, в случае, когда каждый впитывающий выделяемую жидкость и быстросохнущий лист KS образован из отдельного листа нетканого материала, формируются в ходе получения нетканого материала. Области 8, соединенные сплавлением, формируются для фиксирования составляющего волокна гидрофобного слоя и составляющего волокна гидрофильного слоя друг на друге, и чтобы дать возможность полученному в результате впитывающему выделяемую жидкость и быстросохнущему листу KS для поддержания формы отдельного листа нетканого материала. Как правило, не важно, располагаются ли области 8, соединенные сплавлением, однородно распределенным образом или они располагаются неоднородно распределенным образом, постольку поскольку может поддерживаться форма нетканого материала.
[0069]
Относительно способа получения впитывающего выделяемую жидкость и быстросохнущего листа KS, сформированного из отдельного листа нетканого материала, можно использовать различные способы, с помощью которых может формироваться нетканый материал, без какого-либо ограничения, но предпочтительным является спанбонд в свете его превосходной производительности.
Например, нетканый материал спанбонд получают следующим образом. Полимер для формирования гидрофобного волокна и полимер для формирования гидрофильного волокна плавят по отдельности в соответствующих экструдерах или чем-то подобном, и расплавленные продукты высвобождаются один за другим из соответствующих фильер, имеющих прядильные сопла для прядения и размещения нитей гидрофобного волокна и нитей гидрофильного волокна слоями. Пряденые композитные нити охлаждаются с помощью охлаждающей текучей среды, дополнительно вытягиваются с помощью подводимого воздуха до заданной тонкости и собираются, и аккумулируются на приемном конвейере как есть до заданной толщины. Затем, аккумулированные нити подвергаются термическому тиснению, и таким образом формируются области 8, соединенные сплавлением, с помощью которых составляющее волокно гидрофобного слоя и гидрофильное составляющее волокно соединяются друг с другом. Таким образом, можно получить впитывающий выделяемую жидкость и быстросохнущий лист KS, сформированный из нетканого материала спанбонд.
Кроме того, впитывающий выделяемую жидкость и быстросохнущий лист KS, сформированный из отдельного листа нетканого материала, можно также получить с использованием способа, в котором нетканый материал сформированный посредством выкладывания кардного полотна, состоящего в основном из гидрофобного, связываемого сплавлением, волокна и кардного полотна, состоящего в основном из гидрофильного волокна, одного поверх другого, а затем соединения вместе кардных полотен целиком с помощью обработки горячим воздухом, используется в качестве нетканого материала, и нетканый материал связывается под действием тепла и давления с помощью термического тиснения.
Устройство для термического тиснения может представлять собой устройство, содержащее вал для тиснения и опорный вал, где наружная периферийная лицевая сторона вала для тиснения содержит выступы, имеющие форму, которая соответствует областям 8, соединенным сплавлением. В качестве обработки для формирования областей 8, соединенных сплавлением, можно использовать ультразвуковое соединение, лазер, и тому подобное, вместо термического тиснения.
[0070] В случае, когда каждый впитывающий выделяемую жидкость и быстросохнущий лист KS образован из отдельного листа многослойного нетканого материала, является предпочтительным, чтобы составляющее волокно, которое формирует гидрофобный слой 4, и составляющее волокно, которое формирует гидрофильный слой 5, отличалось друг от друга, по меньшей мере, по степени гидрофильности, из параметров степени гидрофильности, тонкости, плотности волокон и составляющей смолы. В частности, относительно разности степеней гидрофильности, конкретно, эта разность предпочтительно составляет 10 градусов или больше, а более предпочтительно, 20 градусов или больше, в терминах разности контактных углов составляющих волокон, как измерено в соответствии с методом, описанном выше в ʺМетоде измерения контактного углаʺ.
[0071] В случае, когда каждый впитывающий выделяемую жидкость и быстросохнущий лист KS образован из отдельного листа многослойного нетканого материала, чтобы сделать возможным впитывание даже малых капель выделяемой жидкости, выделяемой с начала выделения жидкости, отношение всей площади областей 8, соединенных сплавлением, ко всей площади впитывающего выделяемую жидкость и быстросохнущего листа KS предпочтительно составляет 15% или меньше, а более предпочтительно, 13% или меньше, предпочтительно составляет 6% или больше, а более предпочтительно 8% или больше, и, конкретно, предпочтительно составляет от 6 до 15%, а более предпочтительно, от 8 до 13%.
Кроме того, с этой же точки зрения, в случае, когда каждый впитывающий выделяемую жидкость и быстросохнущий лист KS образован из отдельного листа многослойного нетканого материала, площадь каждой области 8, соединенной сплавлением, предпочтительно составляет 0,25 мм2 или меньше, а более предпочтительно, 0,2 мм2 или меньше, предпочтительно составляет 0,05 мм2 или больше, а более предпочтительно, 0,1 мм2 или больше, и, конкретно, предпочтительно составляет от 0,05 до 0,25 мм2, а более предпочтительно, от 0,1 до 0,2 мм2.
[0072] В случае, когда каждый впитывающий выделяемую жидкость и быстросохнущий лист KS образован из отдельного листа многослойного нетканого материала, для достижения высокой способности к впитыванию выделяемой жидкости, которая впитывается, и для облегчения диффузии выделяемой жидкости, которая впитывается, более предпочтительно, базовая масса всего впитывающего выделяемую жидкость и быстросохнущего листа KS составляет 30 г/м2 или меньше, а более предпочтительно, 25 г/м2 или меньше, предпочтительно составляет 15 г/м2 или больше, а более предпочтительно, 18 г/м2 или больше, и, конкретно, предпочтительно составляет от 15 до 30 г/м2, а более предпочтительно, от 18 до 25 г/м2.
Кроме того, с этой же точки зрения, в случае, когда каждый впитывающий выделяемую жидкость и быстросохнущий лист KS образован из отдельного листа многослойного нетканого материала, базовая масса гидрофильного листа 5, формирующего впитывающий выделяемую жидкость и быстросохнущий лист KS, предпочтительно составляет 5 г/м2 или больше, а предпочтительно, 9 г/м2 или больше, предпочтительно составляет 15 г/м2 или меньше, а предпочтительно, 13 г/м2 или меньше, и, конкретно, предпочтительно составляет от 5 до 15 г/м2, а предпочтительно, от 9 до 13 г/м2.
[0073] В случае, когда каждый впитывающий выделяемую жидкость и быстросохнущий лист KS образован из отдельного листа многослойного нетканого материала, для достижения высокой способности к впитыванию выделяемой жидкости, которая впитывается, и для облегчения диффузии выделяемой жидкости, расстояние между волокнами составляющего волокна, формирующего гидрофильный слой 5, предпочтительно меньше, чем расстояние между волокнами волокна, формирующего гидрофобный слой 4. Расстояние между волокнами составляющего волокна, формирующего гидрофильный слой 5 предпочтительно составляет 45 мкм или меньше, а более предпочтительно, 35 мкм или меньше, предпочтительно составляет 5 мкм или больше, а более предпочтительно, 10 мкм или больше, и, конкретно, предпочтительно составляет от 5 до 45 мкм, а более предпочтительно, от 10 до 35 мкм. Расстояние между волокнами измеряют с использованием метода, описанного выше.
[0074] В случае, когда каждый впитывающий выделяемую жидкость и быстросохнущий лист KS образован из отдельного листа многослойного нетканого материала, для достижения высокой способности к впитыванию выделяемой жидкости, которая впитывается, и для облегчения диффузии выделяемой жидкости, гидрофильный слой 5 впитывающего выделяемую жидкость и быстросохнущего листа KS предпочтительно представляет собой слой спанбонд или слой материала, выдуваемого из расплава, а более предпочтительно, слой материала, выдуваемого из расплава.
[0075] В случае, когда каждый впитывающий выделяемую жидкость и быстросохнущий лист KS образован из отдельного листа многослойного нетканого материала, для улучшения ощущения гладкости и сухости, базовая масса гидрофобного слоя 4 впитывающего выделяемую жидкость и быстросохнущего листа KS предпочтительно составляет 5 г/м2 или больше, а предпочтительно, 9 г/м2 или больше, предпочтительно составляет 15 г/м2 или меньше, а предпочтительно, 13 г/м2 или меньше, и, конкретно, предпочтительно составляет от 5 до 15 г/м2, а предпочтительно, от 9 до 13 г/м2.
[0076] Кроме того, как показано на Фиг.3, в наружном покрытии 3 подгузника 1, гидрофобный лист 4 и гидрофильный лист 5 соединены и фиксированы друг на друге с помощью множества областей 8, соединенных сплавлением, с помощью связывания сплавлением, но гидрофобный лист 4 и гидрофильный лист 5 могут дополнительно фиксироваться друг на друге с помощью адгезива.
Кроме того, как показано на Фиг.2, в наружном покрытии 3 подгузника 1, эластичные элементы 71 размещаются между наружным листом 6 и внутренним листом 3i, но эластичные элементы 71 между ними могут и не предусматриваться. В случае, когда эластичная область формируется без эластичных элементов 71, предусмотренных в ней, для наружного покрытия можно использовать растягиваемый нетканый материал, который может растягиваться в латеральном направлении (направлении Y).
[0077]
Кроме того, как показано на Фиг.2, описанный выше одноразовый подгузник 1 представляет собой натягиваемый одноразовый подгузник, в котором наружное покрытие 3 имеет форму песочных часов или чего-либо подобного, непрерывно продолжающегося от области передней стороны A через промежностную область C до области задней стороны B, но он может представлять собой натягиваемый одноразовый подгузник, в котором наружное покрытие 3 относится к раздельному типу и разделено на отдельные элементы, состоящие из переднего наружного покрытия, заднего наружного покрытия и промежностного наружного покрытия.
Кроме того, в описанном выше одноразовом подгузнике 1, впитывающие выделяемую жидкость и быстросохнущие листы KS располагаются на стороне поверхности в контакте с кожей поясных эластичных частей G1 и нижних эластичных частей G2 внизу живота. Однако впитывающие выделяемую жидкость и быстросохнущие листы могут также располагаться в эластичных частях G3 для ног. В этом случае, является предпочтительны, чтобы в гидрофильных слоях впитывающих выделяемую жидкость и быстросохнущих листов KS, направление ориентации составляющего волокна, формирующего гидрофильные слои, соответствовало направлению растяжения и стягивания эластичных областей для ног. В каждой из эластичных частей G3 для ног подгузника 1, множество эластичных элементов 72 для ног, расположенных в растянутом состоянии вдоль периферийного края отверстия для ног LO, стягиваются вдоль периферийного края отверстия для ног LO. Следовательно, является достаточным, чтобы направление ориентации составляющего волокна, формирующего гидрофильный слой, было по существу параллельно направлению ориентации эластичных элементов 72 для ног (направлению растяжения и стягивания эластичной области для ног). Выражение ʺпо существу параллельныйʺ как используется в настоящем документе, относится к состоянию, в котором угол, образуемый направлением ориентации эластичных элементов 72 для ног и направлением ориентации составляющего волокна, формирующего гидрофильный слой, составлял бы от 0 до 20°.
[0078] Кроме того, как показано на Фиг.1, описанный выше одноразовый подгузник 1 представляет собой натягиваемый одноразовый подгузник, имеющий наружное покрытие 3, но одноразовый подгузник 1 может представлять собой и одноразовый подгузник открытого типа. В случае одноразового подгузника открытого типа, содержащего проницаемый для жидкости верхний лист, мало проницаемый для жидкости подкладочный лист и впитывающий элемент между этими листами, является достаточным, чтобы впитывающий выделяемую жидкость и быстросохнущий лист KS располагался на стороне в контакте с кожей, по меньшей мере, переднего поясного клапана FA и заднего поясного клапана FB, продолжающегося в латеральном направлении Y и расположенной снаружи переднего и заднего краев, соответственно, в продольном направлении X впитывающего элемента. Кроме того, можно также принять конфигурацию, в которой гидрофобный лист 4 размещается на стороне поверхности в контакте с кожей гидрофильного верхнего листа, и верхний лист и гидрофобный лист 4 соединены и фиксируются друг на друге с помощью областей 8, соединенных сплавлением, и используются вместе в качестве впитывающего выделяемую жидкость и быстросохнущего листа. В этом случае, верхний лист соответствует гидрофильному листу 5.
[0079] В дополнение к одноразовому подгузнику, такому как описанный выше одноразовый подгузник 1, впитывающее изделие по настоящему изобретению может представлять собой любую гигиеническую прокладку, которая содержит эластичную область.
[0080] Относительно рассмотренных выше вариантов осуществления, далее будут описаны следующие впитывающие изделия.
[0081]
<1> Впитывающее изделие, содержащее эластичную область, где эластичная область содержит, на стороне его поверхности в контакте с кожей, впитывающий выделяемую жидкость и быстросохнущий лист, имеющий по меньшей мере, два слоя,
впитывающий выделяемую жидкость и быстросохнущий лист содержит гидрофобный слой, образующий его поверхность в контакте с кожей, и гидрофильный слой, расположенный рядом с поверхностью, не контактирующей с кожей гидрофобного слоя, и содержит множество областей, соединенных сплавлением, с помощью которых гидрофобный слой и гидрофильный слой фиксируются друг на друге,
гидрофобный слой сформирован из гидрофобного волокна, и он гидрофобный,
гидрофильный слой сформирован из гидрофильного волокна, и он гидрофильный, и
впитывающий выделяемую жидкость и быстросохнущий лист представляет собой лист, в котором, когда 1 мкл × 49 капель жидкости размещаются в пределах площади 5 см × 5 см его поверхности в контакте с кожей и впитываются в течение 60 секунд, количество остающейся жидкости составляет 10 мг или меньше, и 50 мкл × 1 капля жидкости, помещенной на поверхности в контакте с кожей, испаряется в пределах 15 минут.
[0082]
<2> Впитывающее изделие в соответствии с пунктом <1>, где впитывающий выделяемую жидкость и быстросохнущий лист представляет собой лист, в котором разность Δq-max (49) между максимальной скоростью теплопереноса поверхности в контакте с кожей во влажном состоянии, когда 1 мкл × 49 капель жидкости впитывается в пределах площади 5 см × 5 см поверхности в контакте с кожей в течение 2 минут, и максимальной скоростью теплопереноса поверхности в контакте с кожей в состоянии с контролируемой влажностью, представляет собой 0,15 кВт/м2 или меньше.
<3> Впитывающее изделие в соответствии с пунктом <1> или <2>, где впитывающий выделяемую жидкость и быстросохнущий лист представляет собой лист, в котором разность Δq-max (245) между максимальной скоростью теплопереноса поверхности в контакте с кожей во влажном состоянии, когда 5 мкл × 49 капель жидкости впитывается в пределах площади 7 см × 7 см поверхности в контакте с кожей в течение 2 минут, и максимальной скоростью теплопереноса поверхности в контакте с кожей в состоянии с контролируемой влажностью составляет 0,3 кВт/м2 или меньше.
<4> Впитывающее изделие в соответствии с любым из пунктов <1> - <3>, где области, соединенные сплавлением, располагаются дисперсно по всему гидрофобному слою, так что на виде сверху впитывающего выделяемую жидкость и быстросохнущего листа, по меньшей мере, одна область, соединенная сплавлением, частично содержится в воображаемом круге с радиусом 3 мм.
<5> Впитывающее изделие в соответствии с любым из пунктов <1> - <4>, где в гидрофильном слое впитывающего выделяемую жидкость и быстросохнущего листа, направление ориентации составляющего волокна, формирующего гидрофильный слой, соответствует направлению растяжения и стягивания эластичной области.
<6> Впитывающее изделие в соответствии с любым из пунктов <1> - <5>, где впитывающий выделяемую жидкость и быстросохнущий лист образован из множества листов, выложенных один поверх другого,
отношение всей площади областей, соединенных сплавлением, ко всей площади впитывающего выделяемую жидкость и быстросохнущего листа составляет 12% или меньше, и
площадь каждой области, соединенной сплавлением, составляет 2 мм2 или меньше.
<7> Впитывающее изделие в соответствии с любым из пунктов <1> - <6>, где впитывающий выделяемую жидкость и быстросохнущий лист образован из множества листов, выложенных один поверх другого,
базовая масса впитывающего выделяемую жидкость и быстросохнущего листа составляет 40 г/м2 или меньше, и
базовая масса гидрофильного листа, служащего в качестве гидрофильного слоя, составляет от 9 до 20 г/м2, и расстояние между волокнами составляющего волокна, формирующего гидрофильный лист, составляет 45 мкм или меньше.
<8> Впитывающее изделие в соответствии с любым из пунктов <1> - <7>, где впитывающий выделяемую жидкость и быстросохнущий лист образован из множества листов, выложенных один поверх другого, и
базовая масса гидрофобного листа, служащего в качестве гидрофобного слоя, составляет от 9 до 20 г/м2.
<9> Впитывающее изделие в соответствии с любым из пунктов <1> - <6>, где впитывающий выделяемую жидкость и быстросохнущий лист образован из отдельного листа нетканого материала,
отношение всей площади областей, соединенных сплавлением, ко всей площади впитывающего выделяемую жидкость и быстросохнущего листа составляет 15% или меньше, и
площадь каждой области, соединенной сплавлением, составляет 0,25 мм2 или меньше.
[0083]
<10> Впитывающее изделие в соответствии с любым из пунктов <1> - <9>, где впитывающий выделяемую жидкость и быстросохнущий лист содержит множество сквозных отверстий, проходящих через впитывающий выделяемую жидкость и быстросохнущий лист.
[0084]
<11> Впитывающее изделие в соответствии с любым из пунктов <1> - <10>, дополнительно содержащее наружное покрытие,
где наружное покрытие содержит наружный лист и другой гидрофильный лист отдельный от наружного листа,
наружный лист содержит множество отверстий, проходящих через наружный лист,
наружный лист содержит отвернутую часть, сформированную из наружного листа, отвернутого так, чтобы покрывать сторону поверхности в контакте с кожей другого листа, и
впитывающий выделяемую жидкость и быстросохнущий лист образован из отвернутой части наружного листа и другого листа, выложенных один поверх другого.
<12> Впитывающее изделие в соответствии с пунктом <11>, где отверстия наружного листа размещаются таким образом, что, по меньшей мере, некоторые из отверстий не перекрываются с областями, соединенными сплавлением, впитывающего выделяемую жидкость и быстросохнущего листа.
<13> Впитывающее изделие в соответствии с любым из пунктов <1> - <12>, где количество остающейся жидкости впитывающего выделяемую жидкость и быстросохнущего листа составляет 5 мг или меньше, а предпочтительно, 1,7 мг или меньше.
<14> Впитывающее изделие в соответствии с любым из пунктов <1> - <13>, где во впитывающем выделяемую жидкость и быстросохнущем листе, значение нижнего предела времени испарения необходимого для испарения 50 мкл × 1 капля жидкости, помещенной на поверхности в контакте с кожей, составляет 5 минут или больше, и время испарения необходимое для испарения 50 мкл × 1 капля жидкости, помещенной на поверхности в контакте с кожей для испарения, находится в пределах 13 минут, а предпочтительно, в пределах 10 минут.
<15> Впитывающее изделие в соответствии с пунктом <2>, где впитывающий выделяемую жидкость и быстросохнущий лист представляет собой лист, в котором разность Δq-max (49) между максимальной скоростью теплопереноса поверхности в контакте с кожей во влажном состоянии, когда 1 мкл × 49 капель жидкости, размещенной в пределах площади 5 см × 5 см поверхности в контакте с кожей, впитываются в течение 2 минут, и максимальной скоростью теплопереноса поверхности в контакте с кожей в состоянии с контролируемой влажностью составляет 0,15 кВт/м2 или меньше, а предпочтительно, 0,13 кВт/м2 или меньше, а более предпочтительно, 0,10 кВт/м2 или меньше.
<16> Впитывающее изделие в соответствии с пунктом <3>, где впитывающий выделяемую жидкость и быстросохнущий лист представляет собой лист, в котором разность Δq-max (245) между максимальной скоростью теплопереноса поверхности в контакте с кожей во влажном состоянии, когда 5 мкл × 49 капель жидкости впитывается в пределах площади 7 см × 7 см поверхности в контакте с кожей в течение 2 минут, и максимальной скоростью теплопереноса поверхности в контакте с кожей в состоянии с контролируемой влажностью составляет 0,3 кВт/м2 или меньше, а предпочтительно, 0,27 кВт/м2 или меньше, а более предпочтительно, 0,25 кВт/м2 или меньше.
<17> Впитывающее изделие в соответствии с пунктом <10>, где площадь каждого сквозного отверстия впитывающего выделяемую жидкость и быстросохнущего листа составляет от 0,5 до 5 мм2, а предпочтительно, от 0,75 до 4 мм2.
<18> Впитывающее изделие в соответствии с пунктом <11> или <12>, где площадь каждого отверстия, проходящего через наружный лист больше, чем площадь каждой области, соединенной сплавлением, и составляет от 1 до 5 мм2, а предпочтительно, от 1,5 до 4 мм2.
[0085]
<19> Впитывающее изделие в соответствии с любым из пунктов <1> - <18>, где впитывающий выделяемую жидкость и быстросохнущий лист образован из множества листов, выложенных один поверх другого, и
отношение всей площади областей, соединенных сплавлением, ко всей площади впитывающего выделяемую жидкость и быстросохнущего листа составляет 12% или меньше, а предпочтительно, 10% или меньше и 3% или больше, и предпочтительно, 5% или больше.
<20> Впитывающее изделие в соответствии с любым из пунктов <1> - <19>, где впитывающий выделяемую жидкость и быстросохнущий лист образован из множества листов, выложенных один поверх другого, и
площадь каждой области, соединенной сплавлением, составляет 2 мм2 или меньше, а предпочтительно, 1,8 мм2 или меньше, и 0,3 мм2 или больше, а предпочтительно, 0,5 мм2 или больше.
<21> Впитывающее изделие в соответствии с любым из пунктов <1> - <20>, где впитывающий выделяемую жидкость и быстросохнущий лист образован из множества листов, выложенных один поверх другого, и
базовая масса всего впитывающего выделяемую жидкость и быстросохнущего листа составляет 40 г/м2 или меньше, а предпочтительно, 35 г/м2 или меньше, и 15 г/м2 или больше, а предпочтительно, 20 г/м2 или больше.
<22> Впитывающее изделие в соответствии с любым из пунктов <1> - <20>, где впитывающий выделяемую жидкость и быстросохнущий лист образован из гидрофобного листа и гидрофильного листа, выложенных один поверх другого, и
базовая масса гидрофильного листа впитывающего выделяемую жидкость и быстросохнущего листа составляет 9 г/м2 или больше, а предпочтительно, 13 г/м2 или больше, и 20 г/м2 или меньше, а предпочтительно, 18 г/м2 или меньше, конкретно, от 9 до 20 г/м2, и предпочтительно от 13 до 18 г/м2.
<23> Впитывающее изделие в соответствии с любым из пунктов <1> - <22>, где впитывающий выделяемую жидкость и быстросохнущий лист образован из множества листов, выложенных один поверх другого, и
составляющее волокно, формирующее гидрофобный лист, служащий в качестве гидрофобного слоя, и составляющее волокно, формирующее гидрофильный лист, служащий в качестве гидрофильного слоя, имеют различные степени гидрофильности.
<24> Впитывающее изделие в соответствии с пунктом 23, где разность степеней гидрофильности между составляющим волокном, формирующим гидрофобный лист, служащий в качестве гидрофобного слоя, и составляющим волокном, формирующим гидрофильный лист, служащий в качестве гидрофильного слоя, предпочтительно составляет 10 градусов или больше, а более предпочтительно, 20 градусов или больше, в терминах разности контактных углов волокон.
<25> Впитывающее изделие в соответствии с любым из пунктов <1> - <24>, где впитывающий выделяемую жидкость и быстросохнущий лист образован из множества листов, выложенных один поверх другого,
во впитывающем выделяемую жидкость и быстросохнущем листе, расстояние между волокнами составляющего волокна, формирующего гидрофильный лист, служащий в качестве гидрофильного слоя, меньше, чем расстояние между волокнами волокна, формирующего гидрофобный лист, служащий в качестве гидрофобного слоя, и
расстояние между волокнами составляющего волокна, формирующего гидрофильный лист, служащий в качестве гидрофильного слоя, составляет 45 мкм или меньше, а предпочтительно, 35 мкм или меньше, и 5 мкм или больше, а предпочтительно, 10 мкм или больше.
<26> Впитывающее изделие в соответствии с любым из пунктов <1> - <25>, где впитывающий выделяемую жидкость и быстросохнущий лист образован из множества листов, выложенных один поверх другого, и
во впитывающем выделяемую жидкость и быстросохнущем листе, базовая масса гидрофобного листа, служащего в качестве гидрофобного слоя, составляет 9 г/м2 или больше, а предпочтительно, 10 г/м2 или больше, и 20 г/м2 или меньше, а предпочтительно, 18 г/м2 или меньше.
<27> Впитывающее изделие в соответствии с любым из пунктов <1> - <26>, где впитывающий выделяемую жидкость и быстросохнущий лист образован из множества листов, выложенных один поверх другого, и
гидрофильный лист, служащий в качестве гидрофильного слоя, представляет собой нетканый материал спанбонд.
<28> Впитывающее изделие в соответствии с любым из пунктов <1> - <5>, <10> - <18>, где впитывающий выделяемую жидкость и быстросохнущий лист образован из отдельного листа многослойного нетканого материала и
отношение всей площади областей, соединенных сплавлением, ко всей площади впитывающего выделяемую жидкость и быстросохнущего листа составляет 15% или меньше, а предпочтительно, 13% или меньше, и 6% или больше, и предпочтительно, 8% или больше.
[0086]
<29> Впитывающее изделие в соответствии с любым из пунктов <1> - <5>, <10> - <18>, <28>, где впитывающий выделяемую жидкость и быстросохнущий лист образован из отдельного листа нетканого материала, сформированного посредством фиксирования слоя, сформированного из гидрофобного волокна, и гидрофильного слоя, сформированного из гидрофильного волокна, друг на друге посредством области фиксирования волокна, и
составляющее волокно, формирующее гидрофобный слой, и составляющее волокно, формирующее гидрофильный слой, имеют различные степени гидрофильности.
<30> Впитывающее изделие в соответствии с пунктом <29>, где разность степеней гидрофильности между составляющим волокном, формирующим гидрофильный слой, и составляющим волокном, формирующим гидрофильный слой, предпочтительно составляет 10 градусов или больше, а более предпочтительно, 20 градусов или больше в терминах разности контактных углов составляющих волокон.
<31> Впитывающее изделие в соответствии с любым из пунктов <1> - <5>, <10> - <18>, <28> - <30>, где впитывающий выделяемую жидкость и быстросохнущий лист образован из отдельного листа многослойного нетканого материала и
площадь каждой области, соединенной сплавлением, составляет 0,25 мм2 или меньше, а предпочтительно, 0,2 мм2 или меньше, и 0,05 мм2 или больше, а предпочтительно, 0,1 мм2 или больше.
<32> Впитывающее изделие в соответствии с любым из пунктов <1> - <5>, <10> - <18>, <28> - <31>, где впитывающий выделяемую жидкость и быстросохнущий лист образован из отдельного листа нетканого материала,
базовая масса впитывающего выделяемую жидкость и быстросохнущего листа составляет 30 г/м2 или меньше и
расстояние между волокнами составляющего волокна, формирующего гидрофильный слой, составляет 45 мкм или меньше.
33. Впитывающее изделие в соответствии с любым из пунктов <1> - <5>, <10> - <18>, <28> - <32>, где впитывающий выделяемую жидкость и быстросохнущий лист образован из отдельного листа многослойного нетканого материала и
базовая масса всего впитывающего выделяемую жидкость и быстросохнущий лист составляет 30 г/м2 или меньше, а предпочтительно, 25 г/м2 или меньше и 15 г/м2 или больше, а предпочтительно, 18 г/м2 или больше.
<34> Впитывающее изделие в соответствии с любым из пунктов <1> - <5>, <10> - <18>, <28> - <33>, где впитывающий выделяемую жидкость и быстросохнущий лист образован из отдельного листа многослойного нетканого материала и
базовая масса гидрофильного слоя впитывающего выделяемую жидкость и быстросохнущего листа составляет 5 г/м2 или больше, а предпочтительно, 9 г/м2 или больше и 15 г/м2 или меньше, а предпочтительно, 13 г/м2 или меньше.
<35> Впитывающее изделие в соответствии с любым из пунктов <1> - <5>, <10> - <18>, <28> - <34>, где впитывающий выделяемую жидкость и быстросохнущий лист образован из отдельного листа многослойного нетканого материала,
расстояние между волокнами составляющего волокна, формирующего гидрофильный слой впитывающего выделяемую жидкость и быстросохнущего листа, меньше, чем расстояние между волокнами волокна, формирующего гидрофобный слой, и
расстояние между волокнами составляющего волокна, формирующего гидрофильный слой, составляет 45 мкм или меньше, и предпочтительно, 35 мкм или меньше, и 5 мкм или больше, а предпочтительно, 10 мкм или больше.
<36> Впитывающее изделие в соответствии с любым из пунктов <1> - <5>, <10> - <18>, <28> - <35>, где впитывающий выделяемую жидкость и быстросохнущий лист образован из отдельного листа многослойного нетканого материала и
базовая масса гидрофобного слоя впитывающего выделяемую жидкость и быстросохнущего листа составляет 5 г/м2 или больше, а предпочтительно, 9 г/м2 или больше и 15 г/м2 или меньше, а предпочтительно, 13 г/м2 или меньше.
<37> Впитывающее изделие в соответствии с любым из пунктов <1> - <5>, <10> - <18>, <28> - <36>, где впитывающий выделяемую жидкость и быстросохнущий лист образован из отдельного листа нетканого материала и
гидрофильный слой представляет собой слой, выдуваемый из расплава.
[0087]
<38> Впитывающее изделие в соответствии с любым из пунктов <1> - <37>, дополнительно содержащее: в продольном направлении, область передней стороны, область задней стороны и промежностную область, расположенную между ними; впитывающий элемент, продолжающийся от области передней стороны до области задней стороны; и передний поясной клапан и задний поясной клапан, продолжающиеся в латеральном направлении и расположенные снаружи от переднего и заднего краев, соответственно, в продольном направлении впитывающего элемента,
где впитывающий выделяемую жидкость и быстросохнущий лист расположен, по меньшей мере, в заднем поясном клапане.
<39> Впитывающее изделие в соответствии с любым из пунктов <1> - <38>, где эластичная область содержит наружный лист, расположенный на стороне поверхности, не контактирующей с кожей и формирующий наружную лицевую сторону впитывающего изделия, и внутренний лист, расположенный на стороне поверхности в контакте с кожей наружного листа,
предусматривается отвернутая часть наружного листа на стороне поверхности в контакте с кожей внутреннего листа и впитывающий выделяемую жидкость и быстросохнущий лист располагается на стороне ближайшей к поверхности в контакте с кожей эластичной области.
<40> Впитывающее изделие в соответствии с любым из пунктов <1> - <26>, <38>, <39>, где эластичная область содержит наружный лист, расположенный на стороне поверхности, не контактирующей с кожей и формирующий наружную лицевую сторону впитывающего изделия, и внутренний лист, расположенный на стороне поверхности в контакте с кожей наружного листа, и
материал листа, формирующий наружный лист, отвернут в сторону поверхности в контакте с кожей гидрофильного листа вдоль периферийного края поясного отверстия впитывающего изделия с формированием отвернутой части, и впитывающий выделяемую жидкость и быстросохнущий лист формируется посредством фиксирования отвернутой части, служащей в качестве гидрофобного листа, расположенного на стороне ближайшей к поверхности в контакте с кожей, и гидрофильного листа друг на друге с помощью областей, соединенных сплавлением.
<41> Впитывающее изделие в соответствии с любым из пунктов <1> - <40>, где эластичная область содержит наружный лист, расположенный на стороне поверхности, не контактирующей с кожей и формирующий наружную лицевую сторону впитывающего изделия, и внутренний лист, расположенный на стороне поверхности в контакте с кожей наружного листа,
впитывающее изделие включает, в продольном направлении, область передней стороны, область задней стороны и промежностную область, расположенную между ними, и
в наружном листе и внутреннем листе, в области, продолжающейся от поясной эластичной части до нижней эластичной части внизу живота в каждой области из области передней стороны и области задней стороны, области, соединенные сплавлением, располагаются через интервалы в виде ряда вдоль продольного направления, и множество рядов областей, соединенных сплавлением, сформированных из множества областей, соединенных сплавлением, располагаются через интервалы вдоль латерального направления.
<42> Впитывающее изделие в соответствии с пунктом <41>, где интервал между соседними областями, соединенными сплавлением, в продольном направлении, которые формируют ряды областей, соединенных сплавлением, продолжающиеся в продольном направлении, составляет 1 мм или больше, а предпочтительно, 3 мм или больше, и 20 мм или меньше, а предпочтительно, 18 мм или меньше.
<43> Впитывающее изделие в соответствии с пунктом <41> или <42>, дополнительно содержащее множество складок между соседними рядами областей, соединенных сплавлением, множество складок образовано из наружного листа или внутреннего листа, и они расположены рядом в латеральном направлении,
где интервал между соседними складками в латеральном направлении составляет 4 мм или больше, а предпочтительно, 6 мм или больше, и 20 мм или меньше, а предпочтительно, 16 мм или меньше.
<44> Впитывающее изделие в соответствии с любым из пунктов <41> - <43>, где в поясной эластичной части впитывающего изделия расположено множество эластичных элементов, продолжающихся между парой фиксирующих областей с наружной стороны, и
множество эластичных элементов фиксируется между наружным листом и внутренним листом в каждой паре фиксирующих областей с наружной стороны, но они не фиксируются ни на наружном листе, ни на внутреннем листе между парой фиксирующих областей с наружной стороны.
<45> Впитывающее изделие в соответствии с пунктом <11> или <12>, где эластичная область впитывающего изделия содержит впитывающий выделяемую жидкость и быстросохнущий лист и наружный лист, расположенный к поверхности, не контактирующей с кожей эластичной области ближе, чем впитывающий выделяемую жидкость и быстросохнущий лист, и содержит часть скопления, в которой выступы, сформированные из наружного листа, изгибающиеся в направлении стороны, не контактирующей с кожей, и углубления, сформированные из наружного листа, углубленные в направлении стороны в контакте с кожей, формируются попеременно в направлении по ширине впитывающего изделия благодаря стягиванию множества эластичных элементов, расположенных в растянутом состоянии в латеральном направлении впитывающего изделия между впитывающим выделяемую жидкость и быстросохнущим листом и наружным листом, и они расположены поочередно вдоль продольного направления впитывающего изделия, и
если смотреть на поперечное сечение части скопления в состоянии, в котором эластичная область растянута на 70%, отверстия размещаются в областях наружного листа, продолжающихся от положения на половине глубины углублений, углубленных в направлении стороны в контакте с кожей, до пиков соответствующих выступов, изогнутых в направлении стороны, не контактирующей с кожей.
<46> Впитывающее изделие в соответствии с любым из пунктов <1> - <45>, где эластичная область впитывающего изделия содержит впитывающий выделяемую жидкость и быстросохнущий лист и наружный лист, расположенный к поверхности, не контактирующей с кожей эластичной области ближе, чем впитывающий выделяемую жидкость и быстросохнущий лист, и содержит часть скопления, в которой выступы, сформированные впитывающим выделяемую жидкость и быстросохнущим листом, изогнутые в направлении стороны в контакте с кожей, и углубления, сформированные впитывающим выделяемую жидкость и быстросохнущим листом, углубленные в направлении стороны, не контактирующей с кожей, формируются попеременно в направлении по ширине впитывающего изделия благодаря стягиванию множества эластичных элементов, расположенных в растянутом состоянии в латеральном направлении впитывающего изделия между впитывающим выделяемую жидкость и быстросохнущим листом и наружным листом, и они расположены поочередно вдоль продольного направления впитывающего изделия, и
если смотреть на поперечное сечение части скопления, 60% или больше от всех областей 8, соединенных сплавлением, располагаются в областях впитывающего выделяемую жидкость и быстросохнущего листа, продолжающихся от положения на половине глубины углублений, углубленных в направлении стороны, не контактирующей с кожей, до пиков соответствующих выступов, изогнутых в направлении стороны в контакте с кожей.
<47> Впитывающее изделие в соответствии с любым из пунктов <1> - <46>, где впитывающий выделяемую жидкость и быстросохнущий лист образован из гидрофобного листа и гидрофильного листа, выложенных один поверх другого, и
впитывающий выделяемую жидкость и быстросохнущий лист содержит углубленные части, углубленные от стороны гидрофобного листа в направлении стороны гидрофильного листа, в направлении по толщине впитывающего выделяемую жидкость и быстросохнущего листа, и содержит области, соединенные сплавлением, в соответствующих углубленных частях, и каждая углубленная часть имеет толщину, которая уменьшается в направлении области, соединенной сплавлением.
<48> Впитывающее изделие в соответствии с любым из пунктов <1> - <47>, где впитывающий выделяемую жидкость и быстросохнущий лист образован из гидрофобного листа и гидрофильного листа, выложенных один поверх другого, и
впитывающий выделяемую жидкость и быстросохнущий лист содержит углубленные части, углубленные от стороны гидрофобного листа в направлении стороны гидрофильного листа в направлении по толщине впитывающего выделяемую жидкость и быстросохнущего листа, и содержит области, соединенные сплавлением, в соответствующих углубленных частях, и каждая область, соединенная сплавлением, имеет толщину, которая составляет 1/3 или меньше от толщины частей впитывающего выделяемую жидкость и быстросохнущего листа иных, чем углубленные части.
Примеры
[0088] Ниже, впитывающее изделие по настоящему изобретению будет описываться более подробно с использованием Примеров. Однако рамки настоящего изобретения не ограничиваются следующими далее Примерами.
[0089]
Пример 1
Отдельный лист нетканого материала, сформированный посредством фиксирования двух листов, имеющих прямоугольную форму с длиной 350 мм в MD (машинном) направлении и длиной 50 мм в CD (поперечном) направлении, друг на друге, приготавливают в качестве впитывающего выделяемую жидкость и быстросохнущего листа. Гидрофобный лист 4, формирующий впитывающий выделяемую жидкость и быстросохнущий лист, представляет собой нетканый материал спанбонд, имеющий базовую массу 12 г/м2. Гидрофильный лист 5, формирующий впитывающий выделяемую жидкость и быстросохнущий лист KS, представляет собой нетканый материал спанбонд, имеющий базовую массу 18 г/м2. Описанные выше гидрофобный лист 4 и гидрофильный лист 5 выкладываются один поверх другого и соединяются, и фиксируются один на другом с помощью областей 8, соединенных сплавлением, как показано на Фиг.3, с использованием устройства для термического тиснения с получением при этом впитывающего выделяемую жидкость и быстросохнущего листа в форме нетканого материала. Полученный впитывающий выделяемую жидкость и быстросохнущий лист Примера 1 используют таким образом, что гидрофобный лист 4 составляет поверхность в контакте с кожей впитывающего выделяемую жидкость и быстросохнущего листа. Отношение всей площади областей 8, соединенных сплавлением ко всей площади полученного впитывающего выделяемую жидкость и быстросохнущего листа в Примере 1 составляет 3,6%, и площадь каждой области, 8, соединенной сплавлением, составляет 0,8 мм2. Области 8, соединенные сплавлением, расположены дисперсно, так что, по меньшей мере, одна область, соединенная сплавлением, частично располагается в воображаемом круге 1R с радиусом 2 мм.
[0090]
Пример 2
Гидрофобный нетканый материал спанбонд, 17 г/м2, используют в качестве гидрофобного листа 4, и этот нетканый материал и такой же гидрофильный нетканый материал спанбонд, как в Примере 1, выкладывают один поверх другого и соединяют, и фиксируют друг на друге с помощью областей 8, соединенных сплавлением, как показано на Фиг.3, с использованием устройства для термического тиснения с получением при этом впитывающего выделяемую жидкость и быстросохнущего листа KS в форме нетканого материала. Отношение всей площади областей 8, соединенных сплавлением, ко всей площади полученного впитывающего выделяемую жидкость и быстросохнущего листа Примера 2 составляет 12,0%, и площадь каждой области 8, соединенной сплавлением, составляет 1,3 мм2. Области 8, соединенные сплавлением, дисперсно располагаются таким образом, что, по меньшей мере, одна область, соединенная сплавлением, частично располагается в воображаемом круге 1R с радиусом 2 мм.
[0091]
Пример 3
Гидрофобный нетканый материал спанбонд, 9 г/м2, используют в качестве гидрофобного листа 4, этот нетканый материал и такой же гидрофильный нетканый материал спанбонд, как в Примере 1, выкладывают один поверх другого и соединяют, и фиксируют друг на друге с помощью областей 8, соединенных сплавлением, как показано на Фиг.3, с использованием устройства для термического тиснения с получением при этом впитывающего выделяемую жидкость и быстросохнущего листа в форме нетканого материала. Отношение всей площади областей 8, соединенных сплавлением, ко всей площади полученного впитывающего выделяемую жидкость и быстросохнущего листа Примера 3 составляет 6,0%, и площадь каждой области 8, соединенной сплавлением, составляет 1,3 мм2. Области 8, соединенные сплавлением, располагаются дисперсно, так что не каждый воображаемый круг 1R с радиусом 2 мм частично содержит одну область, соединенную сплавлением, но каждый воображаемый круг 1R с радиусом 3 мм частично содержит, по меньшей мере, одну область, соединенную сплавлением.
[0092]
Пример 4
Впитывающий выделяемую жидкость и быстросохнущий лист Примера 4 получают таким образом же образом, как нетканый материал Примера 3, за исключением того, что в качестве гидрофильного листа 5используют гидрофильный нетканый материал, выдуваемый из расплава, имеющий базовую массу 20 г/м2.
[0093]
Сравнительный пример 1
Получают впитывающий выделяемую жидкость и быстросохнущий лист, в котором полученный воздушным способом нетканый материал, полученный посредством смешивания гидрофильного волокна в количестве 75% и гидрофобного волокна в количестве 25% и имеющий базовую массу, показанную в Таблице 1, ниже, используют в качестве листа, формирующего поверхность в контакте с кожей, гидрофильный нетканый материал спанбонд, имеющий базовую массу, показанную в Таблице 1, ниже, используют в качестве листа, формирующего поверхность, не контактирующая с кожей, и полученный воздушным способом нетканый материал и гидрофильный нетканый материал спанбонд связывают друг с другом с помощью адгезива. Смешанный нетканый материал, полученный воздушным способом, формирующий поверхность в контакте с кожей, и гидрофильный лист не соединяют друг с другом посредством соединения сплавлением, с использованием устройства для термического тиснения, и таким образом, он не содержит областей 8, соединенных сплавлением.
[0094]
Сравнительный пример 2
Впитывающий выделяемую жидкость и быстросохнущий лист Сравнительного примера 2 получают таким образом же образом, как нетканый материал Примера 3, за исключением того, что гидрофобный лист 4 заменяют гидрофильным нетканым материалом спанбонд, имеющим базовую массу 17 г/м2.
[0095]
Сравнительный пример 3
Впитывающий выделяемую жидкость и быстросохнущий лист из Сравнительного примера 3 получают таким образом же образом, как впитывающий выделяемую жидкость и быстросохнущий лист Примера 1, за исключением того, что гидрофобный нетканый материал спанбонд, имеющий базовую массу 17 г/м2, используют в качестве гидрофобного листа 4, и гидрофильный лист 5 заменяют гидрофобным нетканым материалом спанбонд, имеющим базовую массу 36 г/м2.
[0096]
Оценка количества остающейся жидкости, времени испарения жидкости, разности Δq-max (49) и разности Δq-max (245)
Относительно впитывающих выделяемую жидкость и быстросохнущих листов Примеров 1-4 и Сравнительных примеров 1-3, количество остающейся жидкости, время испарения жидкости, разность Δq-max (49) и разность Δq-max (245) измеряют с использованием описанных выше методов. Таблица 1 ниже показывает результаты.
[0097]
Оценка рабочих характеристик
Рабочие характеристики впитывающих выделяемую жидкость и быстросохнущих листов, полученных в Примерах 1-4, и листов, полученных в Сравнительных примерах 1-3, оценивают следующим образом.
Образцы для исследований, имеющие размеры 5 см × 5 см, вырезают из впитывающих выделяемую жидкость и быстросохнущих листов, полученных в Примерах и Сравнительных примерах, и используют в качестве образцов для оценки.
Эксперты находятся в комнате для исследования в окружающей среде с постоянной температурой и влажностью при комнатной температуре 27°C и относительной влажности 50% в течение 5 минут. После этого, образцы для оценок прикрепляют к левой и правой верхним частям спины каждого эксперта, так что поверхности в контакте с кожей образцов для оценок находятся в контакте с кожей пользователя, и измеритель перспирации (NS5100 (PMX-002), производится Skinos) присоединяют к коже эксперта в пределах 5 см от образцов для оценок. Каждый эксперт сидит на стуле, принимает ванну для ног посредством погружения обеих ступней до верхних частей щиколоток в горячей воде при 41°C, и их оставляют в покое. После того как состояние, в котором количество перспирации, измеренное с помощью измерителя перспирации, составляет больше, чем 0,1 мг/мин/см2 продолжается в течение 25 минут, эксперт вынимает ступни из горячей воды и находится в покое в течение 5 минут. Затем образцы удаляют и оценивают текстуру кожи на основании следующих критериев оценки.
4 балла: на коже не остается пота, и кожа гладкая и сухая после впитывания пота в течение 5 минут.
3 балла: на коже не остается пота, и кожа не липкая после впитывания пота в течение 5 минут.
2 балла: на коже не остается пота, но кожа липкая после впитывания пота в течение 5 минут.
1 балл: на коже остается пот, и кожа липкая после впитывания пота в течение 5 минут.
Пять экспертов оценивают образцы одинаковым образом, и способность впитывать пот и быстро высыхать оценивают на основе среднего значения величины оценки.
[0098] Кроме того, все впитывающие выделяемую жидкость и быстросохнущие листы, полученные в Примерах 1-4, имеют множество углубленных частей и содержат области, соединенные сплавлением, описанные выше, в пределах соответствующих углубленных частей. В дополнение к этому, во впитывающем выделяемую жидкость и быстросохнущем листе, полученном в Примерах 1-4, толщина каждой из углубленных частей становится меньше в направлении области, соединенной сплавлением, в углубленной части. Кроме того, относительно каждого впитывающего выделяемую жидкость и быстросохнущего листов, полученных в Примерах 1-4, когда измерение осуществляют описанным выше способом, обнаружено, что толщина областей, соединенных сплавлением, составляет 1/3 или меньше от толщины частей впитывающего выделяемую жидкость и быстросохнущего листа иных, чем углубленные части.
[0099]
материал
спанбонд
материал
спанбонд
материал
спанбонд
гидрофильный
(гидрофобный/
гидрофильный)
Материал, выдуваемый из расплава
материал
спанбонд
материал
спанбонд
материал
спанбонд
Гидрофильный
[0100] Согласно результатам, показанным в Таблице 1, впитывающие выделяемую жидкость и быстросохнущие листы Примеров 1-4, каждый, демонстрируют меньшее количество остающейся жидкости и меньшее время испарения жидкости по сравнению с листами Сравнительных примеров 1-3. Кроме того, впитывающие выделяемую жидкость и быстросохнущие листы из Примеров 1-4, каждый, демонстрируют меньшее значение разности Δq-max (49) по сравнению с листами Сравнительных примеров 1-3. Кроме того, впитывающие выделяемую жидкость и быстросохнущие листы из Примеров 1-4, каждый, демонстрируют меньшее значение разности Δq-max (245) по сравнению с листами Сравнительных примеров 1-3. Обнаружено, как показано в Таблице 1, что впитывающие выделяемую жидкость и быстросохнущие листы из Примеров 1-4, которые удовлетворяют описанным выше требованиям, имеют более высокую способность впитывания выделяемой жидкости и быстрого высыхания по сравнению с листами из Сравнитенадльных примеров 1-3. Следовательно, когда используют натягиваемый одноразовый подгузник, в котором впитывающий выделяемую жидкость и быстросохнущий лист любого из Примеров 1-4 расположен на стороне поверхности в контакте с кожей эластичной области, малые капли выделяемой жидкости, выделяемые с начала выделения жидкости, могут впитываться, и таким образом, можно ожидать уменьшения проблем с кожей, таких как атопический дерматит, потница и высыпания.
Промышленное применение
[0101]
В соответствии с настоящим изобретением достигаются как впитывание выделяемой жидкости, так и быстрое высыхание после впитывания выделяемой жидкости. Таким образом, могут впитываться малые капли выделяемой жидкости, выделяемые с начала выделения жидкости, и можно уменьшить проблемы с кожей, такие как атопический дерматит, потница и высыпания.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2016 |
|
RU2713985C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2735657C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2723405C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2724844C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2018 |
|
RU2771305C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2744228C2 |
| МНОГОСЛОЙНЫЙ НЕТКАНЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И ПОТОВПИТЫВАЮЩИЙ ЛИСТ | 2017 |
|
RU2713963C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2016 |
|
RU2716189C1 |
| ОДНОРАЗОВЫЙ ПОДГУЗНИК | 2018 |
|
RU2740088C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА С ТРЕХМЕРНЫМИ ОТВЕРСТИЯМИ, ИСПОЛЬЗУЕМОГО ДЛЯ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ | 2017 |
|
RU2734809C1 |
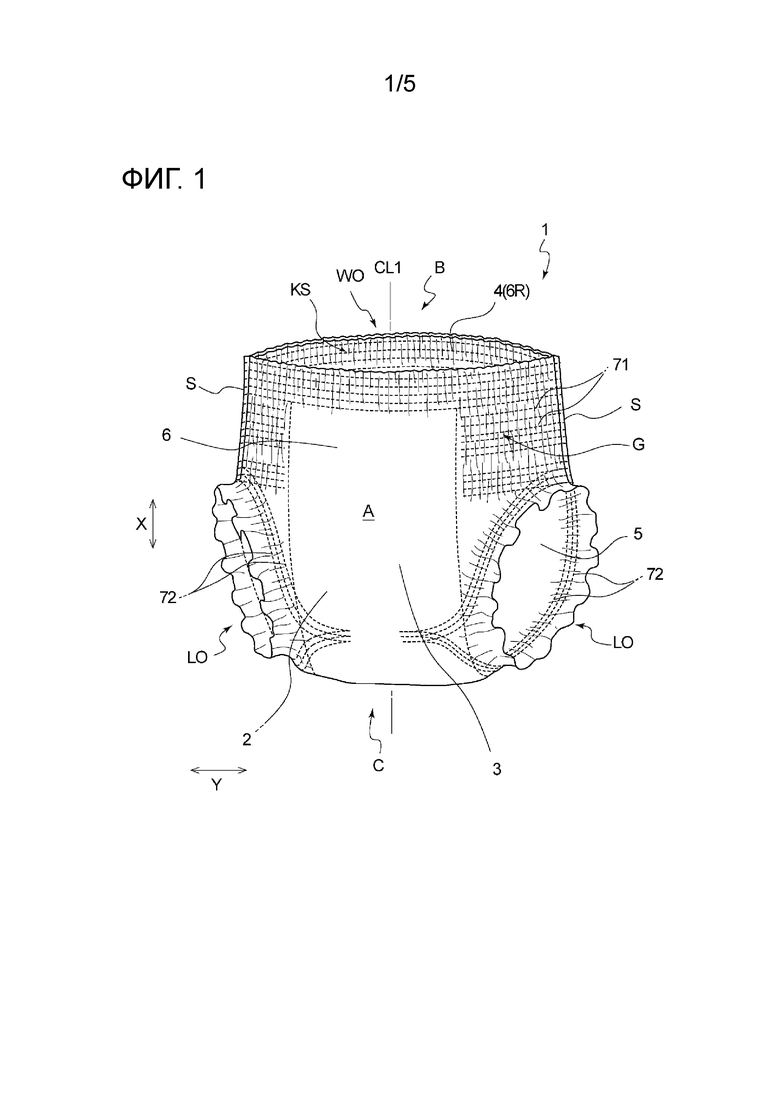
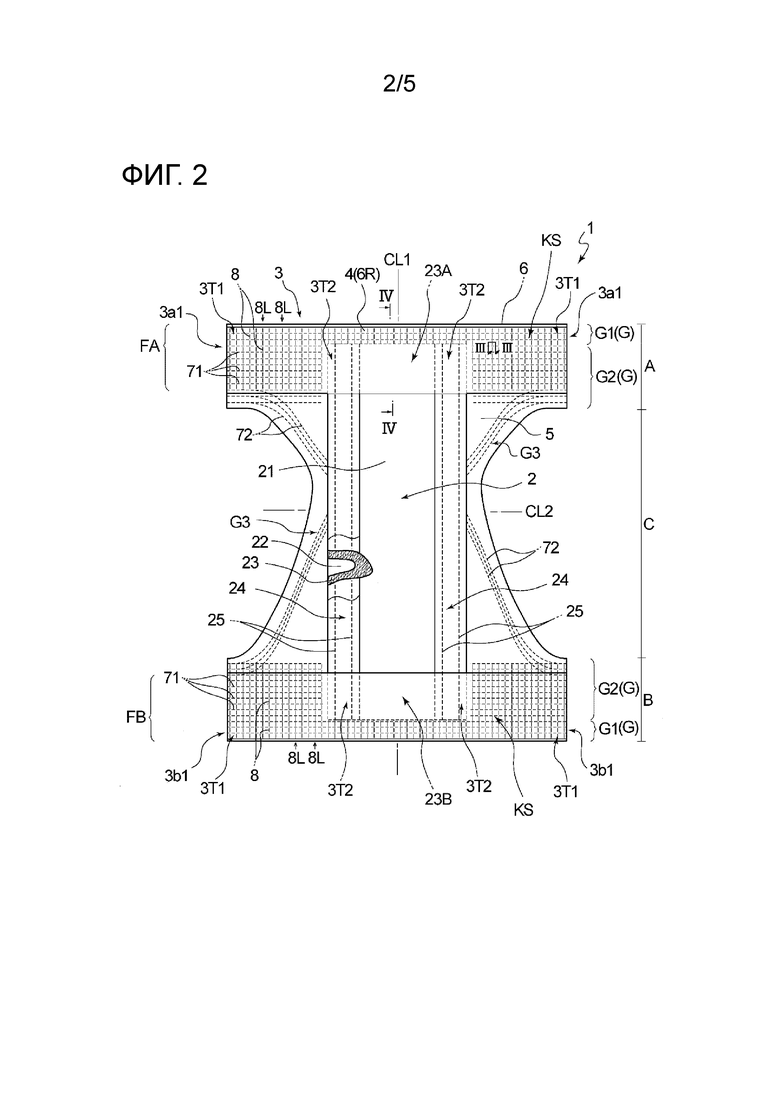
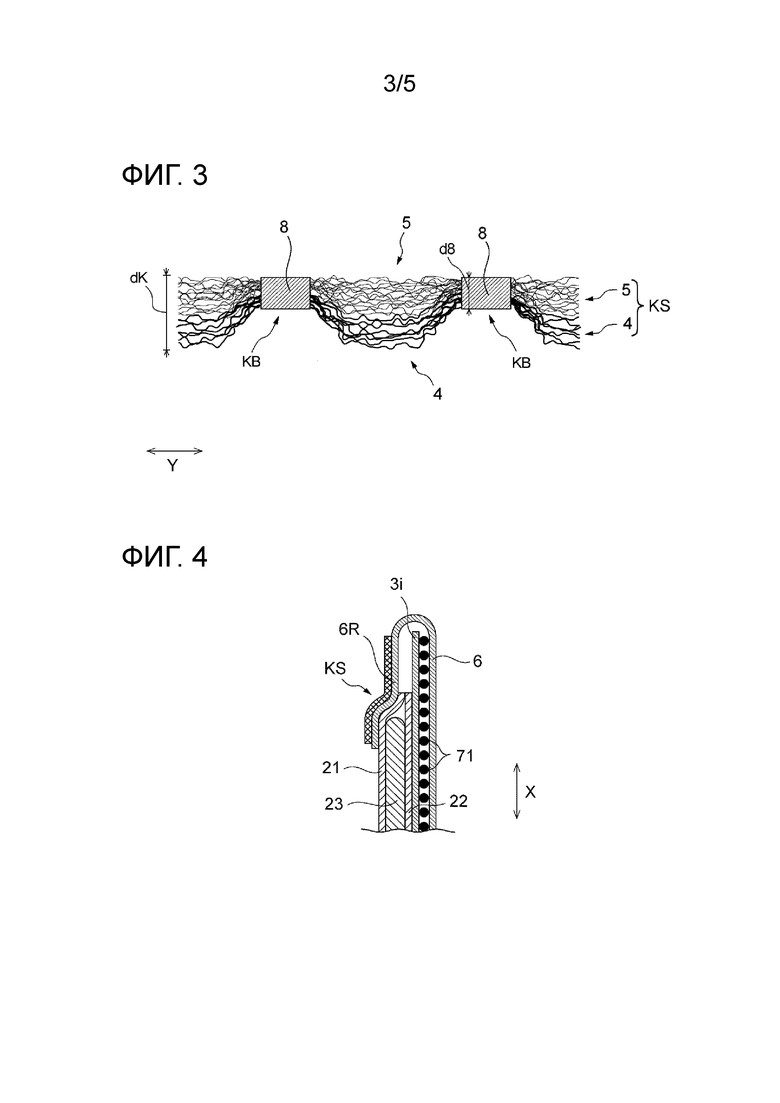
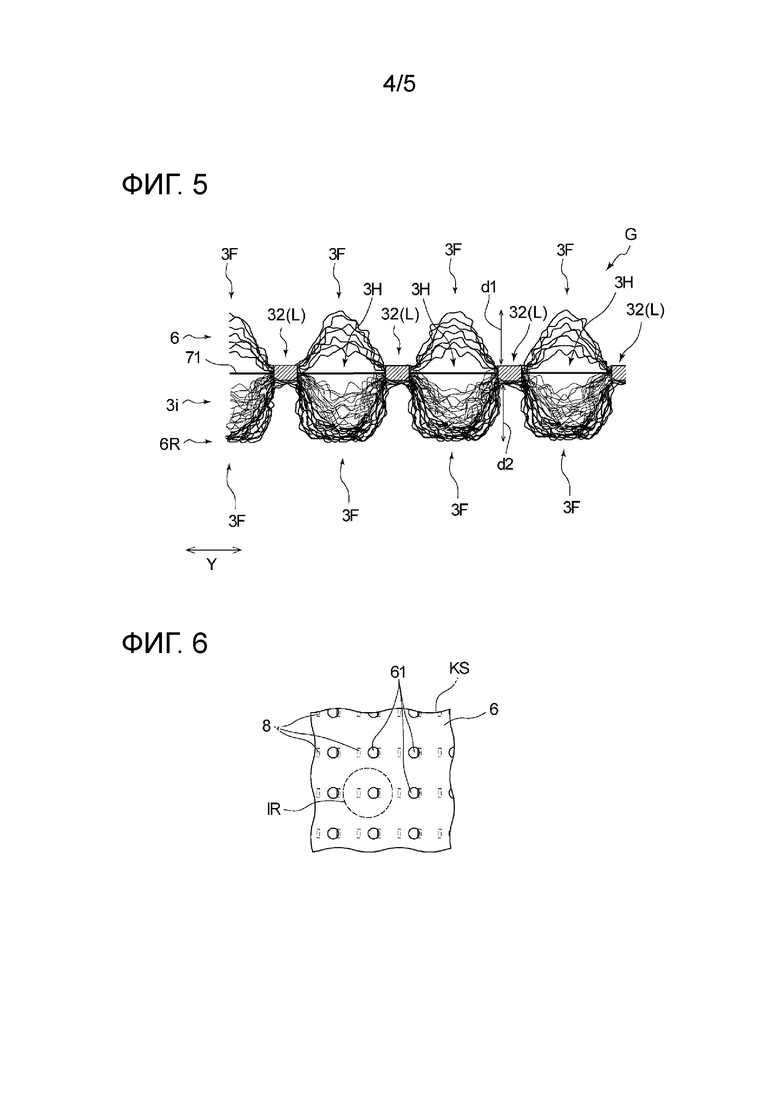
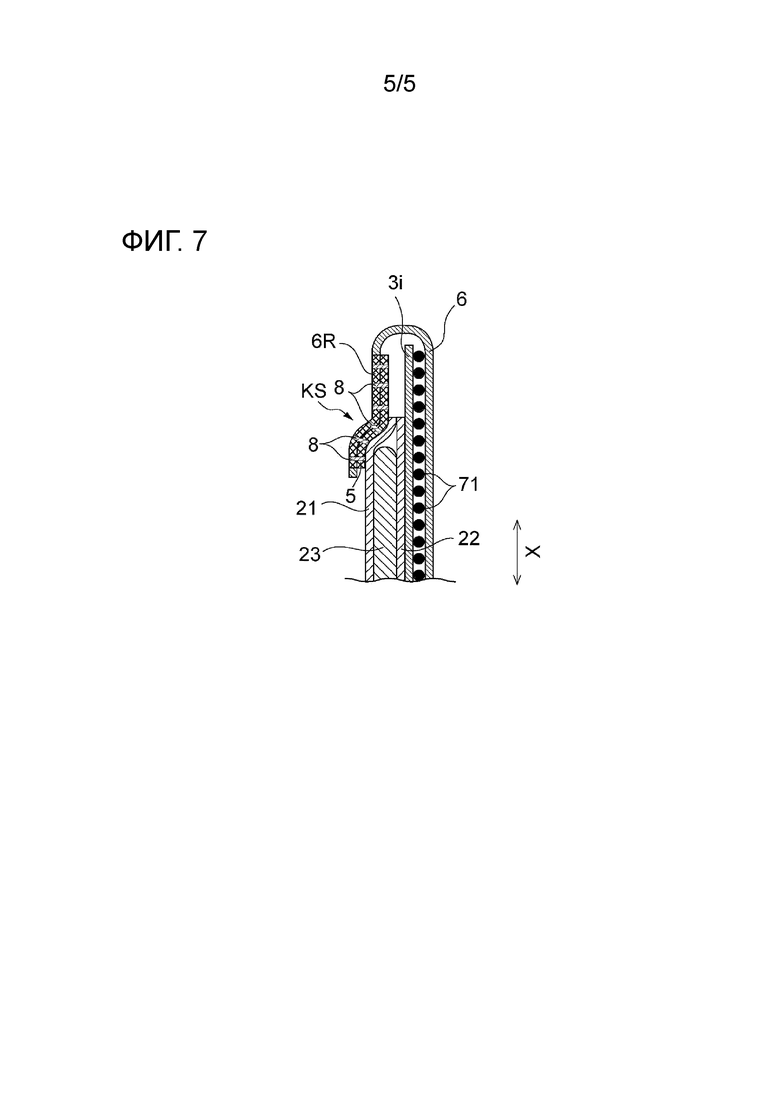
Впитывающее изделие (1) по настоящему изобретению содержит эластичную область. Эластичная область содержит впитывающий выделяемую жидкость и быстросохнущий лист (KS) на его стороне поверхности в контакте с кожей. Впитывающий выделяемую жидкость и быстросохнущий лист (KS) содержит гидрофобный слой (4), образующий его поверхность в контакте с кожей, и гидрофильный слой (5), расположенный рядом с поверхностью, не контактирующей с кожей гидрофобного слоя (4), и содержит множество областей (8), соединенных сплавлением, с помощью которых гидрофобный слой (4) и гидрофильный слой (5) фиксируются друг на друге. Гидрофобный слой (4) сформирован из гидрофобного волокна, и он гидрофобный. Гидрофильный слой (5) сформирован из гидрофильного волокна, и он гидрофильный. Впитывающий выделяемую жидкость и быстросохнущий лист (KS) представляет собой лист, в котором, когда 1 мкл × 49 капель жидкости размещаются в пределах площади 5 см × 5 см поверхности в контакте с кожей и впитываются в течение 60 секунд, количество остающейся жидкости составляет 10 мг или меньше. Впитывающий выделяемую жидкость и быстросохнущий лист (KS) представляет собой лист, в котором 50 мкл × 1 капля жидкости, помещенной на поверхности в контакте с кожей, испаряется в пределах 15 минут. 47 з.п. ф-лы, 1 табл., 7 ил.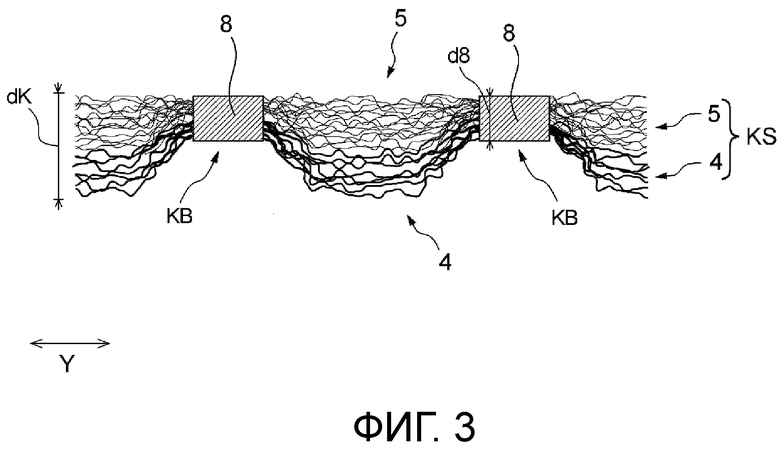
1. Впитывающее изделие, содержащее эластичную область, где эластичная область содержит, на стороне ее поверхности в контакте с кожей, впитывающий выделяемую жидкость и быстросохнущий лист, имеющий по меньшей мере, два слоя,
впитывающий выделяемую жидкость и быстросохнущий лист содержит гидрофобный слой, образующий его поверхность в контакте с кожей, и гидрофильный слой, расположенный смежно поверхности, не контактирующей с кожей гидрофобного слоя, и содержит множество областей, соединенных сплавлением, с помощью которых гидрофобный слой и гидрофильный слой фиксируются друг с другом,
гидрофобный слой сформирован из гидрофобного волокна, и он гидрофобный,
гидрофильный слой сформирован из гидрофильного волокна, и является гидрофильным, и
впитывающий выделяемую жидкость и быстросохнущий лист представляет собой лист, в котором, когда 1 мкл × 49 капель жидкости размещаются в пределах площади 5 см × 5 см его поверхности в контакте с кожей и впитываются в течение 60 секунд, количество остающейся жидкости составляет 10 мг или меньше, и 50 мкл × 1 капля жидкости, помещенной на поверхности в контакте с кожей, испаряется в пределах 15 минут.
2. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист представляет собой лист, в котором разность Δq-max (49) между максимальной скоростью теплопереноса поверхности в контакте с кожей во влажном состоянии, когда 1 мкл × 49 капель жидкости впитывается в пределах площади 5 см × 5 см поверхности в контакте с кожей в течение 2 минут, и максимальной скоростью теплопереноса поверхности в контакте с кожей в состоянии с контролируемой влажностью составляет 0,15 кВт/м2 или меньше.
3. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист представляет собой лист, в котором разность Δq-max (245) между максимальной скоростью теплопереноса поверхности в контакте с кожей во влажном состоянии, когда 5 мкл × 49 капель жидкости впитывается в пределах площади 7 см × 7 см поверхности в контакте с кожей в течение 2 минут, и максимальной скоростью теплопереноса поверхности в контакте с кожей в состоянии с контролируемой влажностью составляет 0,3 кВт/м2 или меньше.
4. Впитывающее изделие по п.1, где области, соединенные сплавлением, располагаются дисперсно по всему гидрофобному слою, так что на виде сверху впитывающего выделяемую жидкость и быстросохнущего листа, по меньшей мере, одна область, соединенная сплавлением, частично содержится в воображаемом круге с радиусом 3 мм.
5. Впитывающее изделие по п.1, где в гидрофильном слое впитывающего выделяемую жидкость и быстросохнущего листа, направление ориентации составляющего волокна, формирующего гидрофильный слой, соответствует направлению растяжения и стягивания эластичной области.
6. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист образован из множества листов, выложенных один поверх другого,
отношение всей площади областей, соединенных сплавлением, ко всей площади впитывающего выделяемую жидкость и быстросохнущего листа составляет 12% или меньше и
площадь каждой области, соединенной сплавлением, составляет 2 мм2 или меньше.
7. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист образован из множества листов, выложенных один поверх другого,
базовая масса впитывающего выделяемую жидкость и быстросохнущего листа составляет 40 г/м2 или меньше и
базовая масса гидрофильного листа, служащего в качестве гидрофильного слоя, составляет от 9 до 20 г/м2, и расстояние между волокнами составляющего волокна, формирующего гидрофильный лист, составляет 45 мкм или меньше.
8. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист образован из множества листов, выложенных один поверх другого, и
базовая масса гидрофобного листа, служащего в качестве гидрофобного слоя, составляет от 9 до 20 г/м2.
9. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист образован из одного листа нетканого материала,
отношение всей площади областей, соединенных сплавлением, ко всей площади впитывающего выделяемую жидкость и быстросохнущего листа составляет 15% или меньше и
площадь каждой области, соединенной сплавлением, составляет 0,25 мм2 или меньше.
10. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист содержит множество сквозных отверстий, проходящих через впитывающий выделяемую жидкость и быстросохнущий лист.
11. Впитывающее изделие по п.1, дополнительно содержащее наружное покрытие,
где наружное покрытие содержит наружный лист и другой гидрофильный лист, отдельный от наружного листа,
наружный лист содержит множество отверстий, проходящих через наружный лист,
наружный лист содержит отвернутую часть, сформированную из наружного листа, отвернутого так, чтобы покрывать сторону поверхности в контакте с кожей другого листа, и
впитывающий выделяемую жидкость и быстросохнущий лист образован из отвернутой части наружного листа и другого листа, выложенных один поверх другого.
12. Впитывающее изделие по п.11, где отверстия наружного листа размещены таким образом, что, по меньшей мере, некоторые из отверстий не перекрываются с областями, соединенными сплавлением, впитывающего выделяемую жидкость и быстросохнущего листа.
13. Впитывающее изделие по п.1, где количество остающейся жидкости впитывающего выделяемую жидкость и быстросохнущего листа составляет 5 мг или меньше.
14. Впитывающее изделие по п.1, где, во впитывающем выделяемую жидкость и быстросохнущем листе, значение нижнего предела времени испарения необходимого для испарения 50 мкл × 1 капля жидкости, помещенной на поверхности в контакте с кожей, составляет 5 минут или больше, и время испарения необходимое для испарения 50 мкл × 1 капля жидкости, помещенной на поверхности в контакте с кожей, находится в пределах 13 минут.
15. Впитывающее изделие по п.2, где впитывающий выделяемую жидкость и быстросохнущий лист представляет собой лист, в котором разность Δq-max (49) между максимальной скоростью теплопереноса поверхности в контакте с кожей во влажном состоянии, когда 1 мкл × 49 капель жидкости, размещенной в пределах площади 5 см × 5 см поверхности в контакте с кожей впитываются в течение 2 минут, и максимальной скоростью теплопереноса поверхности в контакте с кожей в состоянии с контролируемой влажностью составляет 0,13 кВт/м2 или меньше.
16. Впитывающее изделие по п.3, где впитывающий выделяемую жидкость и быстросохнущий лист представляет собой лист, в котором разность Δq-max (245) между максимальной скоростью теплопереноса поверхности в контакте с кожей во влажном состоянии, когда 5 мкл × 49 капель жидкости впитываются в пределах площади 7 см × 7 см поверхности в контакте с кожей в течение 2 минут, и максимальной скоростью теплопереноса поверхности в контакте с кожей в состоянии с контролируемой влажностью составляет 0,27 кВт/м2 или меньше.
17. Впитывающее изделие по п.10, где площадь каждого сквозного отверстия впитывающего выделяемую жидкость и быстросохнущего листа составляет от 0,5 до 5 мм2.
18. Впитывающее изделие по п.11, где площадь каждого отверстия, проходящего через наружный лист, больше, чем площадь каждой области, соединенной сплавлением, и составляет от 1 до 5 мм2.
19. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист образован из множества листов, выложенных один поверх другого, и
отношение всей площади областей, соединенных сплавлением, ко всей площади впитывающего выделяемую жидкость и быстросохнущего листа составляет от 3 до 12%.
20. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист образован из множества листов, выложенных один поверх другого, и
площадь каждой области, соединенной сплавлением, составляет от 0,3 до 2 мм2.
21. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист образован из множества листов, выложенных один поверх другого, и
базовая масса всего впитывающего выделяемую жидкость и быстросохнущего листа составляет от 15 до 40 г/м2.
22. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист образован из гидрофобного листа и гидрофильного листа, выложенных один поверх другого, и
базовая масса гидрофильного листа впитывающего выделяемую жидкость и быстросохнущего листа составляет от 9 до 20 г/м2.
23. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист образован из множества листов, выложенных один поверх другого, и
составляющее волокно, формирующее гидрофобный лист, служащий в качестве гидрофобного слоя, и составляющее волокно, формирующее гидрофильный лист, служащий в качестве гидрофильного слоя, имеют различные степени гидрофильности.
24. Впитывающее изделие по п.23, где разность степеней гидрофильности между составляющим волокном, формирующим гидрофобный лист, служащий в качестве гидрофобного слоя, и составляющим волокном, формирующим гидрофильный лист, служащий в качестве гидрофильного слоя, составляет 10 градусов или больше в терминах разности контактных углов волокон.
25. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист образован из множества листов, выложенных один поверх другого,
во впитывающем выделяемую жидкость и быстросохнущем листе, расстояние между волокнами составляющего волокна, формирующего гидрофильный лист, служащий в качестве гидрофильного слоя, меньше, чем расстояние между волокнами волокна, формирующего гидрофобный лист, служащий в качестве гидрофобного слоя, и
расстояние между волокнами составляющего волокна, формирующего гидрофильный лист, служащий в качестве гидрофильного слоя, составляет от 5 до 45 мкм.
26. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист образован из множества листов, выложенных один поверх другого, и
во впитывающем выделяемую жидкость и быстросохнущем листе, базовая масса гидрофобного листа, служащего в качестве гидрофобного слоя, составляет от 9 до 20 г/м2.
27. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист образован из множества листов, выложенных один поверх другого, и
гидрофильный лист, служащий в качестве гидрофильного слоя, представляет собой нетканый материал спанбонд.
28. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист образован из отдельного листа многослойного нетканого материала и
отношение всей площади областей, соединенных сплавлением, ко всей площади впитывающего выделяемую жидкость и быстросохнущего листа составляет от 6 до 15%.
29. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист образован из отдельного листа нетканого материала, сформированного посредством фиксирования слоя, сформированного из гидрофобного волокна, и гидрофильного слоя, сформированного из гидрофильного волокна, друг на друге посредством области фиксирования волокна и
составляющее волокно, формирующее гидрофобный слой, и составляющее волокно, формирующее гидрофильный слой, имеют различные степени гидрофильности.
30. Впитывающее изделие по п.29, где разность степеней гидрофильности между составляющим волокном, формирующим гидрофильный слой, и составляющим волокном, формирующим гидрофильный слой, предпочтительно составляет 10 градусов или больше в терминах разности контактных углов составляющих волокон.
31. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист образован из отдельного листа многослойного нетканого материала и
площадь каждой области, соединенной сплавлением, составляет от 0,05 до 0,25 мм2.
32. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист образован из отдельного листа нетканого материала,
базовая масса впитывающего выделяемую жидкость и быстросохнущего листа составляет 30 г/м2 или меньше и
расстояние между волокнами составляющего волокна, формирующего гидрофильный слой, составляет 45 мкм или меньше.
33. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист образован из отдельного листа многослойного нетканого материала и
базовая масса всего впитывающего выделяемую жидкость и быстросохнущего листа составляет от 15 до 30 г/м2.
34. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист образован из отдельного листа многослойного нетканого материала и
базовая масса гидрофильного слоя впитывающего выделяемую жидкость и быстросохнущего листа составляет от 5 до 15 г/м2.
35. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист образован из отдельного листа многослойного нетканого материала,
расстояние между волокнами составляющего волокна, формирующего гидрофильный слой впитывающего выделяемую жидкость и быстросохнущего листа, меньше, чем расстояние между волокнами волокна, формирующего гидрофобный слой, и
расстояние между волокнами составляющего волокна, формирующего гидрофильный слой, составляет от 5 до 45 мкм.
36. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист образован из отдельного листа многослойного нетканого материала и
базовая масса гидрофобного слоя впитывающего выделяемую жидкость и быстросохнущего листа составляет от 5 до 15 г/м2.
37. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист образован из отдельного листа нетканого материала и
гидрофильный слой представляет собой слой материала, выдуваемого из расплава.
38. Впитывающее изделие по п.1, дополнительно содержащее: в продольном направлении, область передней стороны, область задней стороны и промежностную область, расположенную между ними; впитывающий элемент, продолжающийся от области передней стороны до области задней стороны; и передний поясной клапан и задний поясной клапан, продолжающиеся в латеральном направлении и расположенные снаружи от переднего и заднего краев, соответственно, в продольном направлении впитывающего элемента,
где впитывающий выделяемую жидкость и быстросохнущий лист расположен, по меньшей мере, в заднем поясном клапане.
39. Впитывающее изделие по п.1, где эластичная область содержит наружный лист, расположенный на стороне поверхности, не контактирующей с кожей и формирующий наружную лицевую сторону впитывающего изделия, и внутренний лист, расположенный на стороне поверхности в контакте с кожей наружного листа,
предусматривается отвернутая часть наружного листа на стороне поверхности в контакте с кожей внутреннего листа, и впитывающий выделяемую жидкость и быстросохнущий лист располагается на стороне ближайшей к поверхности в контакте с кожей эластичной области.
40. Впитывающее изделие по п.1, где эластичная область содержит наружный лист, расположенный на стороне поверхности, не контактирующей с кожей и формирующий наружную лицевую сторону впитывающего изделия, и внутренний лист, расположенный на стороне поверхности в контакте с кожей наружного листа, и
материал листа, формирующий наружный лист, отвернут в сторону поверхности в контакте с кожей гидрофильного листа вдоль периферийного края поясного отверстия впитывающего изделия с формированием отвернутой части, и впитывающий выделяемую жидкость и быстросохнущий лист формируется посредством фиксирования отвернутой части, служащей в качестве гидрофобного листа, расположенного на стороне ближайшей к поверхности в контакте с кожей, и гидрофильного листа друг на друге с помощью областей, соединенных сплавлением.
41. Впитывающее изделие по п.1, где эластичная область содержит наружный лист, расположенный на стороне поверхности, не контактирующей с кожей и формирующий наружную лицевую сторону впитывающего изделия, и внутренний лист, расположенный на стороне поверхности в контакте с кожей наружного листа,
впитывающее изделие одержит, в продольном направлении, область передней стороны, область задней стороны и промежностную область, расположенную между ними, и
в наружном листе и внутреннем листе, в области, продолжающейся от поясной эластичной части до нижней эластичной части внизу живота в каждой области из области передней стороны и области задней стороны, области, соединенные сплавлением, располагаются в виде ряда через интервалы вдоль продольного направления, и множество рядов областей, соединенных сплавлением, сформированных из множества областей, соединенных сплавлением, располагаются через интервалы вдоль латерального направления.
42. Впитывающее изделие по п.41, где интервал между соседними областями, соединенными сплавлением, в продольном направлении, которые формируют ряды областей, соединенных сплавлением, продолжающиеся в продольном направлении, составляет от 1 до 20 мм.
43. Впитывающее изделие по п.42, дополнительно содержащее множество складок между соседними рядами областей, соединенных сплавлением, множество складок образовано из наружного листа или внутреннего листа, и они расположены рядом в латеральном направлении,
где интервал между соседними складками в латеральном направлении составляет от 4 до 20 мм.
44. Впитывающее изделие по п.41, где в поясной эластичной части впитывающего изделия расположено множество эластичных элементов, продолжающихся между парой фиксирующих областей с наружной стороны, и
множество эластичных элементов фиксируется между наружным листом и внутренним листом в каждой паре фиксирующих областей с наружной стороны, но они не фиксируются ни на наружном листе, ни на внутреннем листе между парой фиксирующих областей с наружной стороны.
45. Впитывающее изделие по п.11, где эластичная область впитывающего изделия содержит впитывающий выделяемую жидкость и быстросохнущий лист и наружный лист, расположенный к поверхности, не контактирующей с кожей эластичной области ближе, чем впитывающий выделяемую жидкость и быстросохнущий лист, и содержит часть скопления, в которой выступы, сформированные из наружного листа, изгибающиеся в направлении стороны, не контактирующей с кожей, и углубления, сформированные из наружного листа, углубленные в направлении стороны в контакте с кожей, формируются попеременно в направлении по ширине впитывающего изделия благодаря стягиванию множества эластичных элементов, расположенных в растянутом состоянии в латеральном направлении впитывающего изделия между впитывающим выделяемую жидкость и быстросохнущим листом и наружным листом, и они расположены поочередно вдоль продольного направления впитывающего изделия, и
если смотреть на поперечное сечение части скопления в состоянии, в котором эластичная область растянута на 70%, отверстия размещаются в областях наружного листа, продолжающихся от положения на половине глубины углублений, углубленных в направлении стороны в контакте с кожей, до пиков соответствующих выступов, изогнутых в направлении стороны, не контактирующей с кожей.
46. Впитывающее изделие по п.1, где эластичная область впитывающего изделия содержит впитывающий выделяемую жидкость и быстросохнущий лист и наружный лист, расположенный к поверхности, не контактирующей с кожей эластичной области ближе, чем впитывающий выделяемую жидкость и быстросохнущий лист, и содержит часть скопления, в которой выступы, сформированные впитывающим выделяемую жидкость и быстросохнущим листом, изогнутые в направлении стороны в контакте с кожей, и углубления, сформированные впитывающим выделяемую жидкость и быстросохнущим листом, углубленные в направлении стороны, не контактирующей с кожей, формируются попеременно в направлении по ширине впитывающего изделия благодаря стягиванию множества эластичных элементов, расположенных в растянутом состоянии в латеральном направлении впитывающего изделия между впитывающим выделяемую жидкость и быстросохнущим листом и наружным листом, и они расположены поочередно вдоль продольного направления впитывающего изделия, и
если смотреть на поперечное сечение части скопления, 60% или больше от всех областей 8, соединенных сплавлением, располагаются в областях впитывающего выделяемую жидкость и быстросохнущего листа, продолжающихся от положения на половине глубины углублений, углубленных в направлении стороны, не контактирующей с кожей, до пиков соответствующих выступов, изогнутых в направлении стороны в контакте с кожей.
47. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист образован из гидрофобного листа и гидрофильного листа, выложенных один поверх другого, и
впитывающий выделяемую жидкость и быстросохнущий лист содержит углубленные части, углубленные от стороны гидрофобного листа в направлении стороны гидрофильного листа, в направлении по толщине впитывающего выделяемую жидкость и быстросохнущего листа, и содержит области, соединенные сплавлением, в соответствующих углубленных частях, и каждая углубленная часть имеет толщину, которая уменьшается в направлении области, соединенной сплавлением.
48. Впитывающее изделие по п.1, где впитывающий выделяемую жидкость и быстросохнущий лист образован из гидрофобного листа и гидрофильного листа, выложенных один поверх другого, и
впитывающий выделяемую жидкость и быстросохнущий лист содержит углубленные части, углубленные от стороны гидрофобного листа в направлении стороны гидрофильного листа в направлении по толщине впитывающего выделяемую жидкость и быстросохнущего листа, и содержит области, соединенные сплавлением, в соответствующих углубленных частях, и каждая область, соединенная сплавлением, имеет толщину, которая составляет 1/3 или меньше от толщины частей впитывающего выделяемую жидкость и быстросохнущего листа, иных, чем углубленные части.
| JP 2013111326 A, 10.06.2013 | |||
| JP 2015142721 A, 06.08.2015 | |||
| JP 2016034341 A, 17.03.2016. |

