[01] Предлагаемое изобретение относится к способу изготовления бесшовной горячекатаной трубы, а также к системе для изготовления бесшовной горячекатаной трубы, содержащей узел литья пустотелых блоков и стан-удлинитель, расположенный за этим узлом литья пустотелых блоков. Кроме того, предлагаемое изобретение относится к центробежнолитой катаной трубе и к применению пустотелого блока, получаемого путем центробежного литья.
[02] Общий обзор способов и систем для изготовления бесшовных труб представлен, в частности, в источнике DD 68215, где прежде всего описано получение пустотелых блоков способом экструзии, и далее их пропускание через станы-удлинители, такие как пилигримовский прокатный стан, прошивной трубопрокатный стан, протяжной стан с реечным толкателем, или непрерывный прокатный стан, с применением трехвалкового стана поперечно-винтовой прокатки, а также других станов поперечно-винтовой прокатки, с последующей непосредственной или отложенной обработкой с помощью обкатного трубопрокатного стана и пропусканием через калибровочный узел, например, через первую клеть бандажепрокатного стана, калибровочный трубопрокатный стан, или систему уменьшения удлинения, с использованием печи повторного нагревания. Во всех этих способах и системах заготовка, подлежащая обработке, может быть как горячекатаной, так и холоднокатаной.
[03] Из документа GB 1298323 или из документа DE 1906961 А, имеющего тот же приоритет, известно получение пустотелых блоков способом экструзии с предварительным растяжением их в пилигримовском стане горячей прокатки перед окончательной прокаткой в стане-удлинителе, а именно, в непрерывном прокатном стане.
[04] Кроме того, изготовление бесшовных труб описано, в частности, в источнике V.M. PARSHIN et al., Production of hollow Continuous-Cast Billet for Seamless Pipe, ISSN 0967-0912, Steel in Translation, 2012, Vol. 42, No. 12, pp 825-829 © Allerton Press, Inc., 2012 (В.M. Паршин с соавторами, «О производстве полых непрерывнолитых заготовок для бесшовных труб»), согласно которому бесшовные трубы могут изготовляться с использованием пустотелых блоков, которые получают с помощью центробежного литья или экструдированием, и эти блоки после удаления окалины подвергают удлинению, а затем повторной прокатке, при этом также их сначала пропускают через станы поперечно-винтовой прокатки.
[05] В этой связи было продемонстрировано, что особо уязвимые пустотелые блоки или трубы, например, такие как сравнительно тонкостенные трубы или пустотелые блоки, изготовленные с помощью центробежного литья, не могут быть подвергнуты этим видам обработки по причине большого количества дефектов поверхности готовой прокатанной трубы, как это было отмечено, в частности, в упомянутой статье Паршина. Это особенно верно в отношении катаных центробежнолитых труб из композитного материала, изготовление которых было бы недостаточно надежным, хотя в документах DE 502155 С и DE 02116 С и указывается на общеизвестность изготовления центробежнолитых труб с помощью пилигримовских прокатных станов.
[06] Цель предлагаемого изобретения состоит в создании способа и устройства для изготовления бесшовной горячекатаной трубы, обеспечивающих бережное обращение с обрабатываемой заготовкой, а также в создании соответствующих труб и применения соответствующих пустотелых блоков.
[07] Указанная цель предлагаемого изобретения достигается созданием систем и способов изготовления бесшовной горячекатаной трубы, а также центробежнолитых катаных труб и применения пустотелых блоков, полученных путем центробежного литья, ставших предметами изобретений согласно независимым пунктам формулы изобретения. Другие обеспечивающие преимущества варианты осуществления предлагаемых изобретений являются предметами зависимых пунктов формулы изобретения.
[08] Предлагаемое изобретение исходит из того фундаментального положения, что уязвимые пустотелые блоки или трубы следует подвергать удлинению в горячеформовочных станах-удлинителях при поддержании, насколько возможно, имеющейся или формирующейся сразу после литья внутренней структуры, и при этом при соблюдении надлежащего режима осуществления способа может быть обеспечено достаточно надежное промышленное изготовление даже тонкостенных труб или труб, прокатанных из центробежнолитых пустотелых блоков. Этим должным образом впервые обеспечена возможность использования катаных центробежнолитых труб из композитного материала и пустотелых блоков из композитного материала, полученных с использованием центробежного литья, для изготовления бесшовной центробежнолитой трубы из композитного материала.
[09] Таким образом, можно определить, что способ изготовления бесшовной горячекатаной трубы, характеризующийся тем, что литой пустотелый блок подвергают удлинению в горячеформовочном стане-удлинителе, обходясь без стадии поперечно-винтовой прокатки, с коэффициентом удлинения 10 или меньше, обеспечивает бережное обращение с обрабатываемой заготовкой, при этом управление способом также остается приемлемым.
[10] Представляется, что поперечно-винтовая прокатка воздействует на структуру материала литого пустотелого блока настолько интенсивно, что невозможно гарантировать соответствующее качество обрабатываемой заготовки. Тогда реальное удлинение имеет место в стане-удлинителе с горячим формованием. Это верно также для прокатных процессов в пилигримовских станах, как описано, например, в документе GB 1298323, где пилигримовский способ прокатки выполняют перед станом-удлинителем, и этот пилигримовский способ прокатки воздействует на обрабатываемую заготовку с коэффициентом удлинения 11, с тем чтобы обеспечить достаточное предварительное растяжение обрабатываемой заготовки для самого стана-удлинителя.
[11] Многочисленными экспериментами было показано, что аннулировать стадию поперечно-винтовой прокатки не обязательно, если воздействие на структуру материала, которое имеет место на стадии поперечно-винтовой прокатки, не слишком сильно. В этом отношении способ изготовления бесшовной горячекатаной трубы, характеризующийся тем, что литой пустотелый блок подвергают удлинению в поперечно-винтовом прокатном стане с коэффициентом удлинения менее 1,5, в горячеформовочном стане-удлинителе с коэффициентом удлинения 10 или меньше, при этом обеспечено бережное обращение с соответствующей обрабатываемой заготовкой.
[12] Такое введение стадии поперечно-винтовой прокатки представляется особо практичным, если в литом пустотелом блоке обнаруживаются эксцентриситеты свыше 4%, и эти эксцентриситеты могут быть соответственно уменьшены с помощью стадии поперечно-винтовой прокатки. При необходимости такое введение упомянутой стадии может иметь место при эксцентриситетах свыше 3,8%, предпочтительно - свыше 3,6%.
[13] В контексте настоящей заявки термин «коэффициент удлинения» означает отношение площади поперечного сечения обрабатываемой заготовки на входе соответствующего прокатного стана или в начале соответствующей стадии способа к площади поперечного сечения на выходе из соответствующего прокатного стана или по завершении соответствующей стадии способа.
[14] Способ изготовления бесшовной горячекатаной трубы, характеризующийся тем, что литой пустотелый блок подвергают удлинению с использованием по меньшей мере части теплоты литья в горячеформовочном стане-удлинителе с коэффициентом удлинения 10 или меньше, уже обеспечивает достаточно бережное обращение с соответствующими обрабатываемыми заготовками. Представляется, что при использовании по меньшей мере части теплоты литья время между процессом литья для получения литого пустотелого блока и прохождением через горячеформовочный стан-удлинитель не может быть выбрано слишком долгим, так как иначе в соответствующей обрабатываемой заготовке пройдут процессы кристаллизации или также сложные процессы формования. С другой стороны, представляется, что удлинение в горячеформовочном стане-удлинителе воздействует на соответствующие обрабатываемые заготовки бережно, или же выдерживается должная степень удлинения.
[15] Система для изготовления бесшовной горячекатаной трубы, содержащая узел литья пустотелых блоков и стан-удлинитель, расположенный за упомянутым узлом литья пустотелых блоков, характеризующаяся тем, что передаточное звено между узлом литья пустотелых блоков и станом-удлинителем сравнительно коротко, так что обеспечена возможность использовать часть теплоты литья для процесса удлинения в стане-удлинителе, в которой упомянутое передаточное звено между узлом литья пустотелых блоков и станом-удлинителем прервано печью, также обеспечивает соответствующее бережное обращение с обрабатываемой заготовкой. При этом должно быть понятно, что соответствующие преимущества могут быть сведены на нет вредными воздействиями при осуществлении способа, например, такими, как искусственное охлаждение, при этом система не теряет применимости в отношении воздействия на обрабатываемые заготовки надлежаще бережным образом.
[16] В этой связи должно быть понятно, что соответствующее передаточное звено может содержать также требуемые промежуточные стадии, такие как возможные процессы разделения или даже введение стана поперечно-винтовой прокатки, как уже упоминалось выше, если степень удлинения достаточно низка.
[17] Что касается возможного удлинения в стане поперечно-винтовой прокатки, то следует особо подчеркнуть, что при низких степенях удлинения, в частности, при коэффициенте удлинения меньше 1,4 или даже меньше 1,3 может быть обеспечено еще более бережное обращение с обрабатываемой заготовкой.
[18] Представляется предпочтительным такое решение, при котором после удлинения в стане-удлинителе пустотелый блок или обрабатываемую заготовку, получаемую из этого пустотелого блока путем удлинения, подвергают калибровке в калибровочном узле. При таком решении, в частности, может быть соблюдена точность размеров изготовляемых таким образом труб. Соответственно, представляется обеспечивающим преимущество такое решение, при котором в производственной линии за станом-удлинителем следует калибровочный узел.
[19] Как достаточно хорошо известно в данной отрасли, в качестве калибровочного узла могут быть использованы, в частности, калибровочный трубопрокатный стан и (или) стан уменьшения удлинения.
[20] В целом калибровка обычно имеет место без внутреннего инструмента в калибровочном узле, как это уже достаточно известно из уровня техники.
[21] Следовательно, представляется обеспечивающим преимущество такое решение, при котором обрабатываемую заготовку пропускают через стан-удлинитель только раз и особенно не пропускают через еще один стан-удлинитель. Было бы также очень сложно удержать теплоту литья в теле обрабатываемой заготовки до завершения прохождения ею второго стана-удлинителя.
[22] Как уже говорилось выше, вышеупомянутые способы и системы во всяком случае обеспечивают бережное обращение с заготовкой. Они являются особенно подходящими для изготовления бесшовных горячекатаных металлических труб, особенно диаметром меньше 17,78 мм (7 дюймов) и (или) с толщиной стенки явно меньше 100 мм. В особенности вышеупомянутые способы и системы являются подходящими для прокатки пустотелых блоков из композитных материалов с использованием центробежного литья, и при этом обеспечена возможность получения бесшовной горячекатаной трубы из горячекатаной центробежнолитой трубы из композитного материала.
[23] В противоположность мнению, сложившемуся на основе предшествующего уровня техники, впервые оказалось возможным получение, с одной стороны, пустотелых блоков из композитных материалов, изготовляемых с помощью полого литья для изготовления бесшовных труб и, с другой стороны, катаных центробежнолитых труб из композитных материалов. Соответственно, обеспечено преимущество, состоящее в том, что стало возможным получение катаной центробежнолитой трубы, характеризующейся тем, что она является горячекатаной центробежнолитой трубой из композитного материала, а также стало возможным применение пустотелого блока из композитного материала, полученного с помощью центробежного литья, для изготовления бесшовной горячекатаной трубы, который тогда надлежащим образом изготовляют для получения горячекатаной центробежнолитой трубы из композитного материала.
[24] Было показано, что системы и способы, о которых говорилось выше, являются особенно подходящими для прокатки многослойных труб, в частности, для прокатки многослойных металлических труб. Это верно, в частности, также для многослойных труб или композитных труб, для которых соответствующий пустотелый блок из композитного материала был получен с использованием технологии центробежного литья. Верно, что изготовление композитных труб с помощью центробежного литья является известной технологией. Однако впервые оказалось возможным прокатывать их, причем делать это сразу после литья, в частности, без дальнейших сложных операций, которые нужно было бы проделывать между операциями литья и прокатки.
[25] Таким образом, представляется обеспечивающим преимущество такое решение, при котором пустотелый блок из композитного материала, полученный с использованием центробежного литья, используют для изготовления бесшовной горячекатаной центробежнолитой трубы из композитного материала. Кроме того, представляется обеспечивающим преимущество также такое решение, при котором, соответственно, если катаная центробежнолитая труба является катаной или горячекатаной центробежнолитой трубой из композитного материала, соответственно. Соответствующая центробежнолитая труба может тогда считаться также обладающей биметаллическими свойствами.
[26] При необходимости пустотелый блок перед операцией удлинения в стане-удлинителе может быть подвергнут нагреванию. Такое решение представляется обеспечивающим преимущество особенно в тех случаях, когда по какой-либо причине нельзя обеспечить, чтобы удлинение в горячеформовочном стане-удлинителе осуществлялось с использованием по меньшей мере части теплоты литья. Надо, однако, заметить особо, что это может быть осуществлено для поддержания процесса горячеформовочного удлинения.
[27] С другой стороны, должно быть понятно, что для того, чтобы использовать по меньшей мере часть теплоты литья, что обеспечивает также экономию энергии, упоминавшееся выше передаточное звено между узлом литья пустотелого блока и станом-удлинителем прерывают самое большее печью и (или) разделительным узлом. При таком решении следует обеспечить, чтобы из операций, обусловливающих увеличение временного промежутка между стадией литья и стадией горячеформовочного удлинения, выполнялись только абсолютно необходимые. Разумеется, достижению этой цели способствует максимально возможно короткое передаточное звено, то есть, такое, через которое обрабатываемая заготовка проходит за максимально короткое время.
[28] Если длина пустотелого блока такова, что он не может быть растянут в одну длину в стане-удлинителе, то между узлом литья пустотелого блока и станом-удлинителем может быть необходимо наличие разделительного узла. Если упомянутый разделительный узел выполнен надлежащим образом, то он работает очень быстро, и возможно такое решение, когда этот разделительный узел перемещается вместе с отливаемым пустотелым блоком и потери времени при этом могут быть сведены к минимуму. Возможно также такое решение, когда с целью сокращения потерь времени, которые могут быть обусловлены наличием частей разделенного пустотелого блока, ждущих своей очереди на удлинение, задействованы два стана-удлинителя, установленные один за другим.
[29] Представляется предпочтительным такое решение, при котором передаточное звено между узлом литья пустотелого блока и станом-удлинителем не имеет прерываний и снабжено системой блокировки к печи и из нее, при этом требуемый разделительный узел не считается в этой связи прерыванием, при условии что обусловленная им задержка достаточно кратковременна. Это делает возможным подавать литой пустотелый блок на стан-удлинитель как можно скорее. Возможные обрабатываемые заготовки, такие как части разделенного пустотелого блока, затем могут быть выведены из передаточного звена с помощью упомянутой системы блокировки и оставлены на временное хранение в печи. Затем в нужное время они могут быть выведены из печи снова в передаточное звено, где они могут потом непосредственно достичь горячеформовочного стана-удлинителя. Такая структура системы обеспечивает возможность максимально возможного использования по меньшей мере части теплоты литья, если соответствующие операции способа надлежащим образом скоординированы между собой.
[30] Обеспечивающее пропускание пустотелых блоков к стану-удлинителю в порядке, описанном выше, передаточное звено прервано печью. Соответственно, возможно такое решение, при котором каждый пустотелый блок пропускают через печь, но при этом некоторые из них, если это необходимо, могут проходить через печь очень быстро. В таких обстоятельствах передаточное звено к стану-удлинителю может быть исключено.
[31] Представляется предпочтительным такое решение, при котором печь соответствующим образом используют как вспомогательный накопитель. Кроме того, при необходимости она может быть использована для повторного нагревания, если теплоты литья, которая присутствует в соответствующем пустотелом блоке, недостаточно для обеспечения процесса горячеформовочного удлинения. Кроме того, при необходимости печь может служить для выравнивания температуры, если неравномерность температуры представляет проблему. Это специально направлено на стабилизацию температуры, если пустотелые блоки выходят из узла литья пустотелых блоков с различающимися значениями температуры. Это может приводить к тому, что те части пустотелого блока, которые отлиты первыми, имеют больше времени для остывания, чем те его части, которые отлиты последними. Кроме того, после того как пустотелый блок разделен на части с помощью разделительного узла, может быть полезно подвергнуть отдельные части пустотелого блока термообработке внутри печи, используемой как вспомогательный накопитель до тех пор, пока для отдельных частей пустотелого блока не будет обеспечена возможность их дальнейшей обработки, так как в определенных обстоятельствах период ожидания может быть разным для отдельных частей пустотелого блока.
[32] Таким образом, представляется обеспечивающим преимущество такое решение, при котором пустотелый блок перед удлинением подвергают термической обработке в печи, используемой как вспомогательный накопитель. Это может иметь место, в частности, если теплота литья все еще присутствует в пустотелом блоке, так что он не остынет перед станом-удлинителем, и процесс кристаллизации будет соответствовать состоянию после литья.
[33] Должно быть понятно, что печь может быть использована также, в общем случае, для нагревания хранимого литого пустотелого блока, если по меньшей мере часть теплоты литья не была по какой-либо причине использована.
[34] В качестве узла литья пустотелых блоков может быть использован любой подходящий литьевой узел для изготовления пустотелых блоков. В частности, из эргономических соображений можно использовать узлы экструдирования полых изделий, и некоторые из этих узлов реально могут быть выполнены с возможностью непрерывного функционирования, при этом в таких случаях может быть задействован разделительный узел, например, в виде пилы. В частности, в качестве узла литья пустотелых блоков может быть использован также узел центробежного литья, при этом в данном случае может быть использованы как узлы центробежного литья непрерывного действия, так и узлы центробежного литья прерывистого действия, которые могут быть ориентированы как вертикально, так и горизонтально или смешанным образом. В случае использования узлов литья непрерывного действия представляется обеспечивающим преимущество такое решение, при котором за ними следует разделительный узел. Очевидно, при этом разделительный узел может быть использован в комбинации с другими узлами литья.
[35] В отношении управления способом должно быть понятно, что литой пустотелый блок может быть получен путем экструдирования либо путем центробежного литья с ориентацией узлов литья, упоминавшейся выше, как в непрерывном, так и в прерывистом режиме. Должно быть понятно, что при необходимости могут быть использованы и другие технологии литья, если они будут сочтены обеспечивающими преимущество.
[36] Прежде всего, в качестве стана-удлинителя может быть использован любой технологический узел, с помощью которого может быть осуществлен процесс удлинения в отношении литого пустотелого блока. Это может быть, в частности, пилигримовский прокатный стан или какой-то из продольных прокатных станов, например, протяжной стан с реечным толкателем, прошивной трубопрокатный стан, или же для этой цели может служить один из прокатных станов непрерывного действия. В общем случае стан-удлинитель работает с внутренним инструментом с целью обеспечения возможности изготовления изделий с достаточной точностью размеров и надлежащего процесса уменьшения удлинения.
[37] Таким образом, в предлагаемой системе стан-удлинитель - это прокатный узел, в котором определен внутренний диаметр каждой катаной трубы или в котором внутреннюю поверхность каждой катаной трубы в конечном счете подвергают действию внутреннего рабочего инструмента.
[38] Представляется особо предпочтительным такое решение, при котором в качестве стана-удлинителя используют продольный прокатный стан, потому что в таком случае в процессе прокатки обеспечено особо бережное обращение с обрабатываемой заготовкой. В этой связи следует заметить, что пилигримовский прокатный стан как таковой не может считаться продольным прокатным станом, так как пилигримовский процесс на самом деле должен быть классифицирован как штамповка.
[39] Особо предпочтительным и обеспечивающим преимущество с точки зрения воздействия на соответствующие пустотелые блоки оказалось использование в качестве продольного прокатного стана протяжного стана с реечным толкателем. Это особенно верно, если протяжной стан с реечным толкателем имеет валки, которые оказывают формующее действие, в частности, некоторую совокупность валков, оказывающих формующее действие, которые расположены на нескольких рамах, и представляется предпочтительным такое решение, когда отсутствуют фиксированные запорные кольца или аналогичные элементы.
[40] Представляется предпочтительным такое решение, при котором стан-удлинитель, в частности, продольный прокатный стан, а конкретно - протяжной стан с реечным толкателем обеспечивает коэффициент удлинения 2 или больше. При таком решении стан-удлинитель может воспринимать деформации, которые имеют место, как таковые, на стадии поперечно-винтовой прокатки, которая имеет относительно сильный эффект частично или, если возможно, в целом. В частности, тогда не возникает необходимости во вмешательствах, которые могли бы потребоваться для внесения корректировок на последующих стадиях обработки, например, в узле калибровки.
[41] Для обеспечения бережного обращения с пустотелым блоком, подвергаемым удлинению, во всяком случае представляется обеспечивающим преимущество такое решение, при котором стан-удлинитель или, в частности, стан поперечно-винтовой прокатки и особенно протяжной стан с реечным толкателем обеспечивает коэффициент удлинения 10 или меньше.
[42] Должно быть понятно, что признаки решений, описанных выше и в пунктах формулы изобретения могут, когда это возможно и целесообразно, комбинироваться друг с другом, с тем чтобы обеспечить накопление преимуществ.
[43] Представляется обеспечивающим преимущество такое решение, при котором стан-удлинитель обеспечивает удлинение пустотелого блока с коэффициентом удлинения 8 или меньше, чем обеспечивается бережное обращение с обрабатываемой заготовкой, особенно если эта заготовка выполнена из композитного материала. В частности, преимущество обеспечивается при таком решении, при котором литой пустотелый блок подвергают удлинению с помощью горячеформовочного стана-удлинителя с коэффициентом удлинения 7 или меньше.
[44] Другие преимущества, цели и свойства предлагаемого изобретения далее будут объяснены подробно на иллюстративных примерах его осуществления со ссылками на следующие прилагаемые графические материалы:
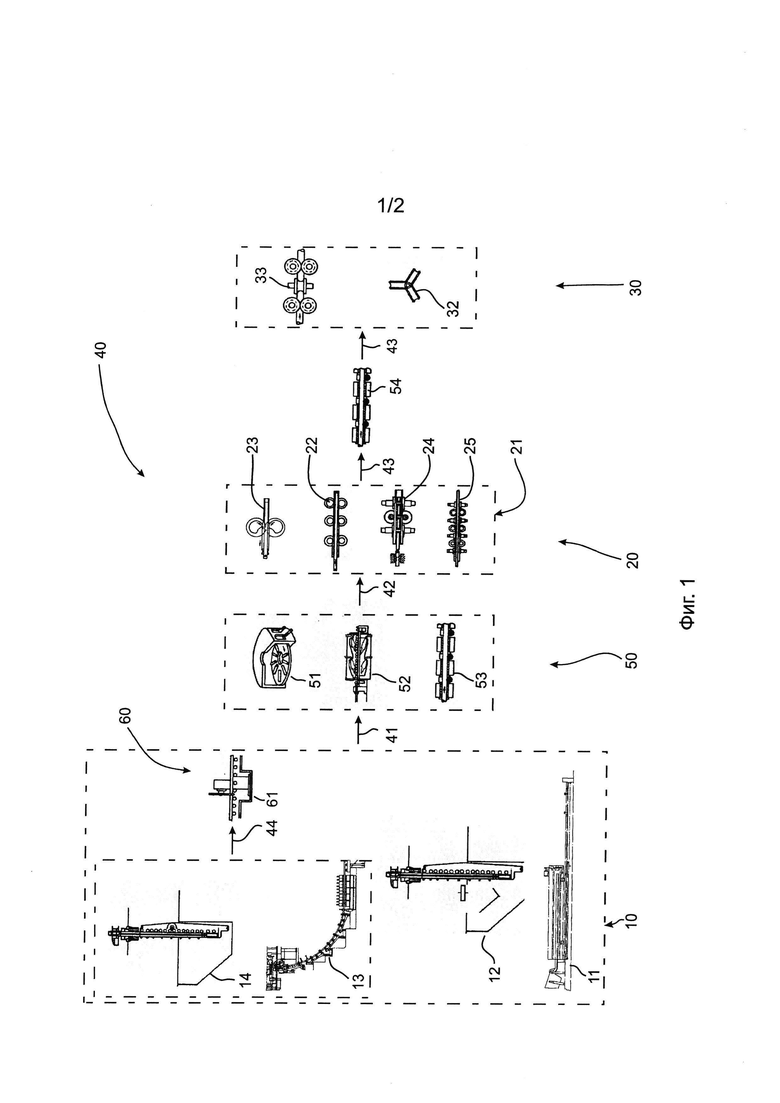
- на фиг. 1, схематично изображены разные варианты осуществления предлагаемых способа и системы для изготовления бесшовной горячекатаной трубы; и
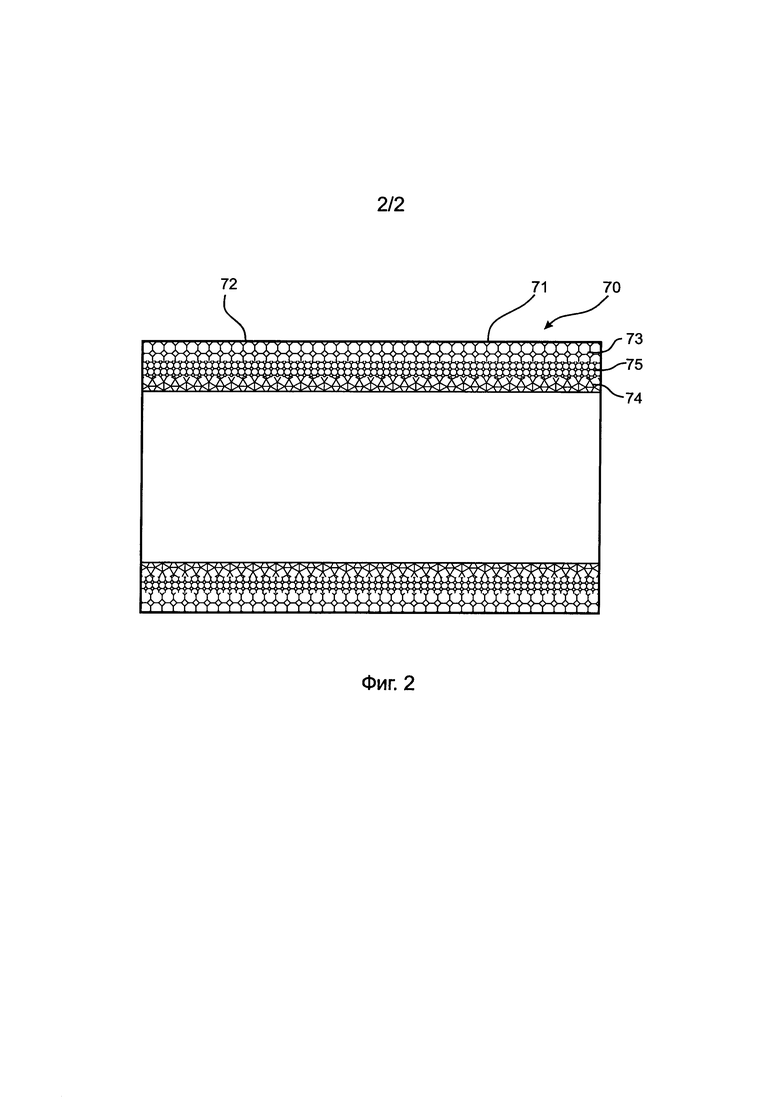
- на фиг. 2, схематично показана предлагаемая центробежнолитая труба из композитного материала в продольном разрезе.
[45] В предлагаемой система для изготовления бесшовной горячекатаной трубы, которая схематично показана на фиг. 1, в начале установлен узел литья 10 пустотелых блоков, за которым через передаточное звено 41, 42 следует стан-удлинитель 20. За станом-удлинителем 20 через передаточное звено 43 следует калибровочный узел 30, так что с помощью стана-удлинителя 20 и калибровочного узла 30 обеспечено получение из литого блока горячекатаной трубы.
[46] Упомянутое передаточное звено 41, 42 выполнено достаточно коротким для того, чтобы была обеспечена возможность использования в процессе удлинения также теплоты литья. Как можно видеть, между узлом литья 10 пустотелых блоков и станом-удлинителем 20 нет стана поперечно-винтовой прокатки, однако в случае необходимости здесь может быть установлен стан поперечно-винтовой прокатки, обеспечивающий небольшое удлинение обрабатываемой заготовки, например, с коэффициентом удлинения от 1,2 до 1,4.
[47] В передаточном звене 41, 42 между узлом литья 10 пустотелых блоков и станом-удлинителем 20 предусмотрена печь 50. Представляется предпочтительным такое решение, при котором печь 50 установлена в передаточном звене 41, 42 не непосредственно, а предусмотрена блокировочная система, через которую литые пустотелые блоки могут выводиться из передаточного звена 41, 42 и вводиться в него обратно. Соответственно, обрабатываемые заготовки могут достигать стана-удлинителя 20 непосредственно, в обход печи 50, благодаря чему обеспечена возможность непосредственного использования теплоты литья, что имеет положительный эффект также с точки зрения экономии энергии. Внутри печи 50 обрабатываемые заготовки могут быть подвергнуты термической обработке, или же их температура может поддерживаться на определенном уровне. В альтернативных вариантах осуществления предлагаемого изобретения блокировочная система может отсутствовать, и тогда каждый пустотелый блок будет проходить через печь 50, при этом некоторые обрабатываемые заготовки будут иметь подходящую температуру, пройдя через печь 50 к стану-удлинителю 20 очень быстро, если это необходимо.
[48] В качестве печи 50 могут быть использованы, в частности, карусельная печь 51, пламенная печь 52, или же индукционная электрическая печь 53.
[49] При необходимости в передаточном звене 43 между станом-удлинителем 20 и калибровочным узлом 30 может быть предусмотрена печь повторного нагревания 54.
[50] Подобным же образом в передаточном звене 43 может быть предусмотрен разделительный узел (не показан).
[51] В качестве узла литья 10 пустотелых блоков могут быть использованы, в частности, горизонтальный узел 11 центробежного литья прерывистого действия, или же вертикальный узел 12 центробежного литья непрерывного действия. В общем случае горизонтальный узел 11 центробежного литья прерывистого действия, как и другие литьевые узлы прерывистого действия, не требует разделительного узла для разделения литых пустотелых блоков, если работа последующих компонентов системы надлежащим образом скоординирована с работой литьевого узла.
[52] В вертикальном узле 12 центробежного литья непрерывного действия, как можно видеть на соответствующем чертеже, предусмотрена пила, при этом отрезанные участки затем удаляют и переносят на передаточное звено 41. Возможно также такое решение, при котором узел центробежного литья непрерывного действия для выгрузки пустотелых блоков наклоняют. При таком решении тоже при необходимости может быть использована пила.
[53] Кроме того, в качестве узла литья 10 пустотелых блоков могут быть использованы узел экструдирования 13 полых изделий или вертикальный узел экструдирования 14 полых изделий. В общем случае за таким узлом через передаточное звено 44 следует разделительный узел 60. В рассматриваемом иллюстративном примере осуществления предлагаемого изобретения в качестве узла разделения использована пила 61, при этом, разумеемся, возможно использование других разделительных узлов, обеспечивающих разделение пустотелых блоков с достаточной скоростью.
[54] Должно быть понятно, что в качестве узла литья 10 пустотелых блоков при необходимости может быть использован горизонтальный узел центробежного литья непрерывного действия, за которым через передаточное звено 44 может быть установлен разделительный узел 60.
[55] В качестве стана-удлинителя 20 могут быть использованы, в частности, продольные прокатные станы 21, например, протяжной стан 22 с реечным толкателем, прошивной трубопрокатный стан 24, или непрерывный прокатный стан 25. Подобным же образом в качестве стана-удлинителя 20 может быть использован пилигримовский стан 23 горячей прокатки.
[56] В качестве калибровочного узла 30 могут быть использованы калибровочные трубопрокатные станы 31 или прокатные станы 32 уменьшения удлинения.
[57] Описанная выше производственная система, а также соответствующий способ применимы, в частности, в качестве узлов литья 10 пустотелых блоков в сочетании с узлами 11, 12 центробежного литья. Технология центробежного литья позволяет изготовлять многослойные или биметаллические центробежнолитые пустотелые блоки, которые могут быть подвергнуты горячей прокатке с помощью производственной системы 40 с применением соответствующих способов. При этом труба 70 может быть тогда выполнена как центробежнолитая труба 71, которая имеет наружный материальный слой 73 и внутренний материальный слой 74, состоящие из разных материалов, различающихся по своим свойствам. Характер производственного процесса, а особенно характер процесса горячей прокатки в стане-удлинителе 20 обусловливают появление между упомянутыми наружным материальным слоем 73 и внутренним материальным слоем 74 смешанного слоя 75. Благодаря процессу горячей прокатки в стане-удлинителе 20 обеспечено получение горячекатаной центробежнолитой трубы 72 из композитного материала, которая при надлежащем выполнении способа имеет биметаллические свойства.
[58] Что касается конкретного осуществления способа, то в рассмотренных выше иллюстративных примерах осуществления предлагаемого изобретения стан-удлинитель обеспечивает коэффициент удлинения от 2 до 10.
Перечень ссылочных обозначений
10 - узел литья пустотелых блоков
11 - горизонтальный узел центробежного литья прерывистого действия
12 - вертикальный узел центробежного литья непрерывного действия
13 - горизонтально ограничивающий узел экструдирования полых изделий
14 - горизонтальный узел экструдирования полых изделий
20 - стан-удлинитель
21 - продольный прокатный стан
22 - протяжной стан с реечным толкателем
23 - пилигримовский стан горячей прокатки
24 - прошивной трубопрокатный стан
25 - непрерывный прокатный стан
30 - калибровочный узел
31 - калибровочный трубопрокатный стан
32 - прокатный стан уменьшения удлинения
40 - система для изготовления бесшовной горячекатаной трубы 70
41 - передаточное звено
42 - передаточное звено
43 - передаточное звено
44 - передаточное звено
50 - печь
51 - карусельная печь
52 - пламенная печь
53 - индукционная электрическая печь
54 - печь повторного нагревания
60 - разделительный узел
61 - пила
70 - труба
71 - центробежнолитая труба
72 - горячекатаная центробежнолитая труба из композитного материала
73 - наружный материальный слой
74 - внутренний материальный слой
75 - смешанный слой
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБОПРОКАТНАЯ УСТАНОВКА ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2008 |
|
RU2387496C2 |
| ТРУБОПРОКАТНАЯ УСТАНОВКА С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ПРОКАТКИ БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ ДИАМЕТРОМ ОТ 273 ДО 630 мм | 2013 |
|
RU2533614C1 |
| СПОСОБ ПРОИЗВОДСТВА ПЕРЕДЕЛЬНЫХ И ТОВАРНЫХ ТРУБ ИЗ ЦЕНТРОБЕЖНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ | 2002 |
|
RU2233721C2 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ БЕСШОВНЫХ ТРУБ | 2014 |
|
RU2586177C1 |
| СПОСОБ ПОДГОТОВКИ ЦЕНТРОБЕЖНОЛИТЫХ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ К ПРОКАТКЕ ТРУБ | 2002 |
|
RU2242303C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ | 1999 |
|
RU2166389C2 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ЦЕНТРОБЕЖНО-ЛИТЫХ ПОЛЫХ ЗАГОТОВОК И СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРОК 08Х10Н20Т2 И 08Х10Н16T2 ДЛЯ ВЫДВИЖНЫХ СИСТЕМ (ПЕРИСКОПОВ ПОДВОДНЫХ ЛОДОК) С ОБЕСПЕЧЕНИЕМ УДАРНОЙ ВЯЗКОСТИ KCU БОЛЕЕ 100 ДЖ/СМ | 2004 |
|
RU2257271C1 |
| СПОСОБ И ПРОКАТНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ, ПРУТКОВ ИЛИ БЕСШОВНЫХ ТРУБ | 2003 |
|
RU2274503C2 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2012 |
|
RU2489221C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТРУБ | 2013 |
|
RU2564194C2 |
Изобретение относится к области прокатки. Точно изготовленные пустотелые детали или трубы подвергают удлинению в горячеформовочном стане-удлинителе с поддержанием по возможности внутренней структуры, которая существует или которая образуется сразу после литья. Литая пустотелая деталь изготовлена с помощью узла (10) литья пустотелых деталей, расположенного перед горячеформовочным станом-элонгатором (20), а передаточное звено (41, 43, 44) между узлом (10) литья пустотелых деталей и станом-элонгатором (20) выполнено достаточно коротким, чтобы была обеспечена возможность использования в процессе удлинения также теплоты литья в стане-элонгаторе (20), при этом передаточное звено между указанным узлом (10) литья пустотелых деталей и указанным станом-элонгатором (20) прервано печью (50), а стан-элонгатор (20) снабжен внутренним инструментом. Изобретение обеспечивает возможность получения тонкостенных труб, в том числе из композитных материалов. 2 н. и 12 з.п. ф-лы, 2 ил.
1. Способ изготовления бесшовной горячекатаной трубы (70), характеризующийся тем, что литые пустотелые детали подвергают удлинению в горячеформовочном стане-удлинителе (20) с обеспечением коэффициента удлинения 10 или меньше и с использованием по меньшей мере части теплоты литья, без выполнения стадии поперечно-винтовой прокатки или с выполнением стадии поперечно-винтовой прокатки с коэффициентом удлинения меньше 1,5, причем литую пустотелую деталь изготавливают с помощью узла (10) литья пустотелых деталей, расположенного через передаточное звено (41, 43, 44) перед горячеформовочным станом-элонгатором (20), при этом передаточное звено между узлом (10) литья пустотелых деталей и станом-элонгатором (20) выполнено укороченным из условия обеспечения возможности использования в процессе удлинения также теплоты литья в стане-элонгаторе (20), причем в передаточном звене между указанным узлом (10) литья пустотелых деталей и указанным станом-элонгатором (20) установлена печь (50), а стан-элонгатор (20) снабжен внутренним инструментом.
2. Способ по п. 1, отличающийся тем, что перед удлинением в стане-элонгаторе (20) пустотелую деталь нагревают и (или) подвергают термической обработке в печи (50), используемой как вспомогательный накопитель.
3. Способ по п. 1, отличающийся тем, что после удлинения пустотелую деталь калибруют в калибровочном узле (30).
4. Способ по п. 1, отличающийся тем, что упомянутую пустотелую деталь подвергают удлинению в горячеформовочном стане-элонгаторе (20), обеспечивая коэффициент удлинения 8 или меньше, предпочтительно 7 или меньше.
5. Способ по п. 1, отличающийся тем, что в качестве стана-элонгагора (20) используют продольный прокатный стан (21), в частности протяжный стан (22) с реечным толкателем.
6. Система (40) для изготовления бесшовной горячекатаной трубы (70), содержащая
(a) узел литья (10) пустотелых деталей,
(b) стан-элонгатор (20), расположенный за упомянутым блоком литья пустотелых деталей и снабженный внутренним инструментом,
(c) передаточное звено (41, 43, 44) между упомянутыми блоком (10) литья пустотелых деталей и станом-элонгатором (20),
отличающаяся тем, что упомянутое передаточное звено (41, 43, 44) между узлом (10) литья пустотелых деталей и станом-элонгатором (20) выполнено укороченным из условия обеспечения возможности использования части теплоты литья для операции удлинения в стане-элонгаторе (20), при этом в упомянутом передаточном звене (41, 43, 44) между блоком (10) литья пустотелых деталей и станом-элонгатором (20) установлена печь (50).
7. Система (40) по п. 6, отличающаяся тем, что упомянутое передаточное звено (41, 43, 44) между узлом (10) литья пустотелых деталей и станом-элонгатором (20) содержит разделительный узел (60).
8. Система (40) по п. 6, отличающаяся тем, что упомянутое передаточное звено (41,43,44) между узлом (10) литья пустотелых деталей и станом-элонгатором (20) имеет систему блокировки к печи (50) и от нее.
9. Система (40) по п. 6, отличающаяся тем, что упомянутая печь (50) выполнена с возможностью использования в качестве вспомогательного накопителя и/или для повторного нагревания или выравнивания температуры.
10. Система (40) по п. 6, отличающаяся тем, что узел литья (10) пустотелых деталей выполнен в виде узла (11, 12) центробежного литья.
11. Система (40) по п. 6, отличающаяся тем, что за станом-элонгатором (20) установлен калибровочный узел (30).
12. Система (40) по п. 11, отличающаяся тем, что упомянутый калибровочный узел содержит калибровочный трубопрокатный стан (31) и/или редукционно-растяжной прокатный стан (32).
13. Система по п. 6, отличающаяся тем, что стан-удлинитель (20) выполнен в виде продольного прокатного стана (21), в частности протяжного стана (22) с реечным толкателем.
14. Система по п. 13, отличающаяся тем, что продольный прокатный стан (21) выполнен с возможностью прокатки с коэффициентом удлинения 2-8.
| JPS 62230406 A, 09.10.1987 | |||
| JPH 05228512 A, 07.09.1993 | |||
| СПОСОБ ПРОИЗВОДСТВА ТРЕХСЛОЙНЫХ ПОЛЫХ ЦЕНТРОБЕЖНО-ЛИТЫХ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ, ПЛАКИРОВАННЫХ ПЛАСТИЧНЫМИ УГЛЕРОДИСТЫМИ МАРКАМИ СТАЛИ, И ПРОКАТКИ ИЗ НИХ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ | 2013 |
|
RU2550040C2 |
| JP 2003088296 A, 25.03.2003 | |||
| JPH 04344804 A, 01.12.1992. | |||

