ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к межслойной пленке для многослойного стекла, которая может легко расслаиваться без аутогезии, даже после хранения в наслоенном состоянии, к многослойному стеклу, изготовленному с использованием межслойной пленки для многослойного стекла, и к способу изготовления межслойной пленки для многослойного стекла.
УРОВЕНЬ ТЕХНИКИ
[0002] Многослойное стекло, включающее две стеклянных пластины, объединенных посредством межслойной пленки для многослойного стекла, содержащей пластифицированный поливинилбутираль, широко применяется, в частности, для ветровых стекол транспортных средств.
[0003] В процессе изготовления многослойного стекла важны характеристики удаления воздуха при наслаивании стеклянной пластины и межслойной пленки для многослойного стекла одной поверх другой. Поэтому межслойная пленка для многослойного стекла имеет большое число углублений, сформированных на по меньшей мере одной поверхности, с целью обеспечения характеристик деаэрации при изготовлении многослойного стекла. В частности, когда углубления, каждое, имеют форму канавки с непрерывным дном, и такие углубления в форме выгравированных линий размещены регулярно смежными и параллельными между собой, могут проявляться превосходные характеристики деаэрации.
[0004] В способе изготовления многослойного стекла, например, межслойную пленку для многослойного стекла, разматываемую с рулона, разрезают до надлежащего размера, и полученную межслойную пленку для многослойного стекла сэндвичеобразно размещают между по меньшей мере двумя стеклянными пластинами. Полученный многослойный материал помещают в резиновый мешок и отсасыванием воздуха вакуумируют для удаления воздуха, оставшегося между стеклянными пластинами и межслойной пленкой, чтобы стеклянные пластины и межслойная пленка соединились под предварительным давлением. Затем многослойный материал подвергают прессованию при нагревании, например, в автоклаве для окончательного соединения под давлением (например, Патентный Документ 1).
[0005] В таком способе изготовления многослойного стекла межслойные пленки для многослойного стекла, заблаговременно разрезанные до предварительно заданной формы, наслаивают одну на другую и хранят в помещении с постоянной температурой и влажностью для обеспечения высокой производительности. Однако наслоенные друг на друга межслойные пленки для многослойного стекла слипаются между собой (аутогезия) во время хранения и, что неблагоприятно, не могут быть разделены расслоением машиной, транспортирующей межслойные пленки для многослойного стекла, или с приложением ручного труда.
СПИСОК ЦИТИРОВАННОЙ ЛИТЕРАТУРЫ
- Патентная Литература
[0006]
Патентный Документ 1: JP H08-26789 А
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
- Техническая проблема
[0007] С учетом этих обстоятельств, настоящее изобретение нацелено на создание межслойной пленки для многослойного стекла, которая может легко расслаиваться без аутогезии, даже после хранения в наслоенном состоянии, многослойного стекла, изготовленного с использованием межслойной пленки для многослойного стекла, и способа изготовления межслойной пленки для многослойного стекла.
- Разрешение проблемы
[0008] Настоящее изобретение относится к межслойной пленке для многослойного стекла, имеющей большое число углублений на по меньшей мере одной поверхности, причем по меньшей мере одна поверхность имеет углубления, имеющие среднеарифметическую высоту Sa 200 нм или более, измеренную в соответствии со стандартом ISO 25178.
Настоящее изобретение подробно описывается ниже.
[0009] Межслойная пленка для многослойного стекла согласно настоящему изобретению имеет большое число углублений на по меньшей мере одной поверхности. С этой структурой могут быть обеспечены характеристики деаэрации во время изготовления многослойного стекла.
Межслойная пленка для многослойного стекла согласно настоящему изобретению может иметь углубления только на одной поверхности или на обеих поверхностях. Углубления предпочтительно сформированы на обеих поверхностях для проявления превосходных характеристик деаэрации во время изготовления многослойного стекла.
[0010] Имеющая углубления поверхность имеет среднеарифметическую высоту Sa 200 нм или более, измеренную в соответствии со стандартом ISO 25178.
Значение Sa рассчитывается после обработки изображения поверхности межслойной пленки, полученного с использованием интерференционного микроскопа белого света для трехмерного анализа, для устранения крупных выступов и углублений, и представляет собой параметр трехмерной формы, показывающий среднеарифметическую высоту в плоскости. А именно, Sa представляет параметр, показывающий структуру мелких выступов и углублений, за исключением больших выступов и углублений (далее такая структура мелких выступов и углублений также называется «первой формой», для различения с рельефом описываемых далее больших выступов и углублений). В результате обстоятельных исследований авторы настоящего изобретения нашли, что сила адгезии (аутогезии) между межслойными пленками для многослойного стекла после хранения в наслоенном друг на друга состоянии весьма значительно зависит от величины Sа поверхностей этих межслойных пленок для многослойного стекла. В результате дальнейших обстоятельных исследований авторы настоящего изобретения нашли, что, когда структуру выступов и углублений на поверхности каждой межслойной пленки для многослойного стекла регулируют так, что значение Sа составляет 200 нм или более, полученные межслойные пленки могут легко отслаиваться друг от друга без аутогезии даже после хранения в наслоенном состоянии. Тем самым было выполнено настоящее изобретение.
[0011] Когда первую форму на поверхности межслойной пленки для многослойного стекла регулируют так, что значение Sа составляет 200 нм или более, полученные межслойные пленки могут легко расслаиваться без аутогезии даже после хранения в наслоенном состоянии. Нижний предел значения Sа составляет 250 нм, более предпочтительно 400 нм.
Верхний предел значения Sа не является конкретно ограниченным. Тем не менее, из практических соображений верхний предел составляет около 3000 нм для обеспечения деформации выступов и углублений, когда межслойную пленку сэндвичеобразно размещают между по меньшей мере двумя соединяемыми под давлением стеклянными пластинами во время изготовления многослойного стекла.
Когда углубления сформированы на обеих поверхностях, хотя вполне достаточно, когда значение Sа на одной из поверхностей составляет 200 нм или более, предпочтительно, чтобы значение Sа составляло 200 нм или более на обеих поверхностях, чтобы дополнительно сократить аутогезию пленок после хранения в наслоенном состоянии.
[0012] Более конкретно, значение Sа может быть измерено, например, следующим методом.
Более конкретно, поверхность межслойной пленки для многослойного стекла измеряют с использованием интерференционного микроскопа белого света для трехмерного анализа (например, ContourGT-K производства фирмы Bruker AXS GmbH) в 1-миллиметровом квадратном поле зрения при 115-кратном увеличении линзы объектива, 0,5-кратном увеличении внутренней линзы, и разрешении, установленном на полное разрешение, для получения изображений. В этой операции световой поток и пороговое значение регулируют надлежащим образом так, чтобы свести к минимуму шумы измеренную. Полученные изображения подвергают обработке в процессах планаризации и устранения влияния помех, и крупные выступы и углубления удаляют с использованием фильтра с гауссовской характеристикой. Затем рассчитывают среднеарифметическое значение Sa высоты методом, регламентированным в стандарте ISO 25178. Для обработки изображений был использован прилагаемый к прибору пакет аналитических программ «Vision64». Условия процессов планаризации и устранения помех включают выполнение первой обработки «Terms Removal (F-Operator)» на аналитической инструментальной панели (Analysis Toolbox) при аналитическом условии «Tilt only (Plane Fit)», выполнение второй обработки «Statistic Filter» при аналитических условиях «Filter type: Sigma» и «Filter size: 5», и дополнительное выполнение обработки «data Restore» выбором аналитического условия «Legacy», выбором условия «Restore Edge», и настройкой условия итерации до значения для достаточной полноты данных. Чтобы удалить крупные выступы и углубления, выполняли третью обработку «Gaussian Regression Filter» при аналитических условиях «Short wavelength pass, order: 2, Type: Regular, and Long wavelength cutoff: 0,025 mm», и выполняется расширенная настройка при начальных условиях. Графические данные после проведения обработок от первой до третьей подвергают четвертой обработке «S parameters-height» при аналитическом условии «Removal tilt: True». Полученное значение «Sa» используют как среднеарифметическое значение Sa высоты. Измеряют девять точек в квадратном образце межслойной пленки для многослойного стекла размером 10 см так, что эти точки находятся на расстоянии 3 см или более друг от друга. Усредненное значение результатов измерений использовали как значение Sa.
[0013] Имеющая углубления поверхность предпочтительно имеет усредненную по десяти точкам шероховатость Rz 10 мкм или более, измеренную в соответствии со стандартом JIS B 0601 (1994). При такой структуре сила адгезии (сила аутогезии) между межслойными пленками для многослойного стекла может быть сокращена, когда межслойную пленку для многослойного стекла хранят в наслоенном одна на другую состоянии. Нижний предел значения Rz более предпочтительно составляет 15 мкм, еще более предпочтительно 20 мкм.
Верхний предел значения Rz не является конкретно ограниченным. Чтобы надежно деформировать выступы и углубления при соединении под давлением межслойной пленки для многослойного стекла, сэндвичеобразно размещенной между по меньшей мере двумя стеклянными пластинами во время изготовления многослойного стекла, верхний предел главным образом составляет 70 мкм или менее. Верхний предел предпочтительно составляет 50 мкм или менее, чтобы обеспечивать более легкое соединение под давлением.
Величина Rz может быть измерена, например, обработкой данных цифровых сигналов, измеренных с использованием прибора для измерения поверхностной шероховатости (например, SE1700α производства фирмы Kosaka Laboratory Ltd.).
[0014] Первая форма может быть сформирована любым способом, таким как способ с использованием гравированного валика для тиснения, способ с использованием плющильного валика, способ экструзии профилированных изделий, или способ экструзионного тиснения с использованием плоскощелевой фильеры, преимуществом которого является разрушение потока расплава. Первая форма, имеющая желательное значение Sа (и желательное значение Rz), может быть легко сформирована, в частности, согласно следующим Примеру 1 изготовления или Примеру 2 изготовления.
[0015] Пример 1 изготовления представляет способ с использованием гравированного валика для тиснения, изготовленного специальным способом получения. Более конкретно, он представляет собой способ образования первой формы на поверхности межслойной пленки для многослойного стекла с использованием гравированного валика для тиснения, изготовленного способом получения, включающим стадию, в которой формируют выступы и углубления на металлическом валике струйной обработкой абразивным материалом (стадия 1 изготовления гравированного валика для тиснения), стадию, в которой сошлифовывают часть каждого выступа на металлическом валике, имеющего выступы и углубления, до участка плоской поверхности (стадия 2 изготовления гравированного валика для тиснения), и стадию, в которой формируют выступы и углубления на металлическом валике струйной обработкой абразивным материалом, более мелким, чем абразивный материал, использованный в стадии 1 изготовления гравированного валика для тиснения (стадия 3 изготовления гравированного валика для тиснения).
[0016] Металлический валик, применяемый в стадии 1 изготовления гравированного валика для тиснения, выполнен из такого металла, как железо, углеродистая сталь, стальной сплав, хромоникелевая сталь, и хромистая сталь. В частности, предпочтителен валик, изготовленный из углеродистой стали или стального сплава, поскольку он проявляет превосходную долговечность.
[0017] В стадии 1 изготовления гравированного валика для тиснения поверхность металлического валика подвергают струйной обработке абразивным материалом, таким как оксид алюминия или оксид кремния, с образованием выступов и углублений на поверхности металлического валика. В качестве абразивного материала в особенности предпочтителен оксид алюминия.
Абразивноый материал, используемый в стадии 1 изготовления гравированного валика для тиснения, предпочтительно имеет размер зерен от F20 до F120, более предпочтительно от F30 до F80, как регламентировано в стандарте JIS R6001 (1998). В стадии 1 изготовления гравированного валика для тиснения струйную обработку выполняют до получения желательной шероховатости, обычно при давлении струи на выходе от 40×104 до 15×105 Па.
[0018] В стадии 2 изготовления гравированного валика для тиснения часть каждого выступа, сформированного на металлическом валике, имеющем выступы и углубления, образованные в стадии 1 изготовления гравированного валика для тиснения, сошлифовывают (то есть, частичным шлифованием) с образованием участка плоской поверхности. Другими словами, частичное шлифование выполняют до равномерного сошлифовывания каждого выступа, образованного на поверхности металлического валика, с образованием участка плоской поверхности. Тем самым могут быть устранены чрезмерно крупные выступы на поверхности металлического валика.
Обычно в качестве шлифовального камня для частичного шлифования в стадии 2 изготовления гравированного валика для тиснения может быть использован оксид алюминия или карбид кремния от F200 до F220, или от № 240 до № 2000, предпочтительно от № 400 до № 1000, регламентированные в стандарте JIS. В альтернативном варианте, в качестве шлифовального камня может быть применена наждачная бумага.
[0019] В стадии 3 изготовления гравированного валика для тиснения выступы и углубления формируют струйной обработкой абразивным материалом, который представляет собой более мелкий абразивный материал, чем абразивный материал, использованный в стадии 1 изготовления гравированного валика для тиснения.
В стадии 3 изготовления гравированного валика для тиснения струйную обработку выполняют с использованием такого абразивного материала, как оксид алюминия или оксид кремния.
В стадии 3 изготовления гравированного валика для тиснения струйную обработку обычно выполняют при давлении струи на выходе от 40×104 до 15×105 Па.
[0020] Абразивный материал, используемый в стадии 3 изготовления гравированного валика для тиснения, предпочтительно имеет размер зерен от F150 до F360, или от № 240 до № 700, более предпочтительно от № 240 до № 400, как определено в стандарте JIS R6001 (1998). Желательное значение Sа может быть получено с использованием абразивного материала, имеющего такой размер зерен.
Абразивный материал, используемый в стадии 3 изготовления гравированного валика для тиснения, предпочтительно имеет диаметр зерен при размере зерна в точке 3% (dv-3), в соответствии со стандартом JIS R6001 (1998), 150 мкм или менее, более предпочтительно 120 мкм или менее, еще более предпочтительно 103 мкм или менее. Когда диаметр зерен в точке 3% (dv-3) находится в пределах вышеуказанного предпочтительного диапазона, формируемые выступы и углубления на прошлифованном участке валика могут быть сделаны мелкими, и может быть предотвращено то, что полученная межслойная пленка для многослойного стекла будет иметь чрезмерно высокое значение Sа.
В дополнение, абразивный материал, используемый в стадии 3 изготовления гравированного валика для тиснения, предпочтительно имеет диаметр зерен при размере зерна в точке 94% (dv-94), в соответствии со стандартом JIS R6001 (1998), 11 мкм или более, более предпочтительно 20 мкм или более. Когда диаметр зерен при размере зерна в точке 94% (dv-94) находится в пределах вышеуказанного предпочтительного диапазона, формируемые выступы и углубления на прошлифованном участке валика могут быть выполнены до определенного размера или крупнее. Тем самым полученная межслойная пленка для многослойного стекла имеет высокое значение Sа.
Абразивный материал, используемый в стадии 3 изготовления гравированного валика для тиснения, предпочтительно имеет диаметр зерен при размере зерна в точке 3% (dv-3), в соответствии со стандартом JIS R6001 (1998), в вышеуказанном предпочтительном диапазоне, и диаметр зерен при размере зерна в точке 94% (dv-94), в соответствии со стандартом JIS R6001 (1998), в вышеуказанном предпочтительном диапазоне.
Размер зерен, диаметр зерен при размере зерна в точке 3% (dv-3), и диаметр зерен при размере зерна в точке 94% (dv-94), предпочтительно измеряют методом испытания электрического сопротивления.
[0021] Гравированный валик для тиснения может быть подвергнут плакированию металлом для предупреждения коррозии. В особенности предпочтительно химическое плакирование, поскольку может быть достигнута однородная толщина плакирующего покрытия.
[0022] В Примере 1 изготовления первую форму формируют на поверхности способом с использованием гравированного валика для тиснения, полученного вышеуказанным способом изготовления.
Условия способа с использованием гравированного валика для тиснения могут быть следующими: температура пленки 80°С, температура гравированного валика для тиснения 145°С, линейная скорость 10 м/мин, и линейное давление в пределах диапазона от 1 до 100 кН/м.
[0023] Пример 2 изготовления представляет способ тиснения, в котором контролируются явления разрушения потока расплава. В этом способе регулируется скорость охлаждения полимерной композиции для формирования межслойной пленки для многослойного стекла, когда ее экструдируют из фильеры с образованием межслойной пленки для многослойного стекла. В способе тиснения, в котором контролируются явления разрушения потока расплава, экструдированную из фильеры пленку охлаждают в баке с охлаждающей водой. Во время охлаждения скорость охлаждения пленки регулируют так, чтобы контролировать значение Sа (и значение Rz) образуемой первой формы. Более конкретно, например, расстояние между фильерой и баком с охлаждающей водой укорачивают для повышения скорости охлаждения так, чтобы увеличить значение Sа (и значение Rz), в результате чего может быть образована первая форма, имеющая желательное значение Sа (и значение Rz). Расстояние между фильерой и баком с охлаждающей водой предпочтительно составляет 250 мм или менее, более предпочтительно 200 мм или менее, еще более предпочтительно 100 мм или менее, наиболее предпочтительно 50 мм или менее.
[0024] Предпочтительные диапазоны других условий для формирования пленки в Примере 2 изготовления являются следующими: величина экструзии в расчете на ширину фильеры от 100 до 700 кг/час·м, температура поверхности пленки непосредственно после экструзии из фильеры от 140°С до 260°С, давление смолы на входе в фильеру от 30 до 160 кгс/см2, и температура воды в водяном баке для охлаждения пленки от 20°С до 30°С. Условия контролируются для получения желательной величины экструзии и желательного значения Rz.
[0025] Межслойная пленка для многослойного стекла согласно настоящему изобретению предпочтительно имеет углубления (далее также называемые «второй формой»), более крупные, чем мелкие углубления первой формы. Благодаря образованию второй формы межслойная пленка может проявлять дополнительно улучшенные характеристики деаэрации во время изготовления многослойного стекла. Кроме того, поскольку площадь контакта между пленками во время хранения в наслоенном состоянии будет сокращаться, тем самым может дополнительно предотвращаться аутогезия.
[0026] Углубления второй формы могут иметь любую конфигурацию, при условии, что каждое из них имеет форму с непрерывным дном (форму канавки). Например, форма углублений может быть такой, какую обычно формируют на поверхности межслойной пленки для многослойного стекла, такой как форма выгравированной линии или сетчатой структуры (например, структуры в виде блоков, сферической структуры). Выступы могут иметь форму, перенесенную с тиснильного валика.
Углубления второй формы, каждое, имеют форму канавки с непрерывным дном, и соседние углубления размещены регулярно параллельными между собой (далее также называемые «в форме выгравированных линий»). Как правило, легкость деаэрации при соединении под давлением многослойного материала, включающего межслойную пленку для многослойного стекла, размещенную между двумя стеклянными пластинами, весьма зависит от непрерывности и гладкости донных участков углублений. Когда углубления имеют форму выгравированных линий, непрерывность донных участков дополнительно улучшается с заметным повышением характеристик деаэрации.
Термин «регулярно параллельно» подразумевает, что соседние углубления, имеющие, каждое, упомянутую выше форму канавки, могут быть параллельными между собой с равными интервалами, или соседние углубления в форме выгравированных линий параллельны друг другу, но все из смежных углублений в форме выгравированных линий не обязательно параллельны друг другу с равными интервалами. В дополнение, желобки не обязательно имеют прямолинейную форму, и могут иметь, например, волнистую или зигзагообразную форму, пока углубления размещены регулярно и параллельно друг другу.
Фиг.1 и Фиг.2, каждая, представляют схематический вид примерной межслойной пленки для многослойного стекла, в которой углубления, имеющие, каждое, форму канавки, параллельны друг другу с равными интервалами. Фиг.3 представляет схематический вид примерной межслойной пленки для многослойного стекла, в которой углубления, каждое, имеющие форму канавки, параллельны друг другу с неодинаковыми интервалами. В Фиг.3 интервал А между углублением 1 и углублением 2 отличается от интервала В между углублением 1 и углублением 3.
Кроме того, Фиг.4 показывает схематический вид примерной межслойной пленки для многослойного стекла, имеющей блокообразную структуру на поверхности. Фиг.5 показывает схематический вид примерной межслойной пленки для многослойного стекла, имеющей сферическую структуру на поверхности.
[0027] Нижний предел шероховатости (Rz) углублений второй формы предпочтительно составляет 10 мкм, тогда как верхний предел ее предпочтительно составляет 75 мкм. Когда шероховатость (Rz) составляет 10 мкм или более, могут проявляться совершенно превосходные характеристики деаэрации. Когда шероховатость (Rz) составляет 75 мкм или менее, углубления легко деформируются, когда межслойную пленку сэндвичеобразно размещают между двумя стеклянными пластинами для соединения под давлением. Тем самым соединение под давлением может быть выполнено при более низкой температуре. Нижний предел шероховатости (Rz) более предпочтительно составляет 15 мкм, и верхний предел ее более предпочтительно составляет 50 мкм. Нижний предел еще более предпочтительно составляет 25 мкм, тогда как верхний предел еще более предпочтительно составляет 40 мкм.
Что здесь касается шероховатости (Rz) углублений, усредненную по десяти точкам шероховатость (Rz) на обеих поверхностях полученной межслойной пленки измеряют методом в соответствии со стандартом JIS B 0601 (1994), как регламентировано в стандарте JIS B 0601 (1994), «Surface roughness-definition and indications» («Шероховатость поверхности - определение и обозначения»). Например, применяемым измерительным инструментом был «Surfcorder SE300» производства фирмы Kosaka Laboratory Ltd. Измерение выполняли с использованием стилусного профилометра при граничном значении 2,5 мм, со стандартной длиной 2,5 мм, длиной оценки 12,5 мм, и скоростью измерения 0,5 мм/сек, со стилусом, имеющим радиус закругления острия 2 мкм и угол острия 60°. Измерение выполняли в среде с температурой 23°С и 30%-ной относительной влажностью (RH). Стилус перемещали в направлении перпендикулярно направлению углублений в форме выгравированных линий.
[0028] Когда углубления второй формы, каждое, имеют форму канавки с непрерывным дном и размещены регулярно смежными и параллельными между собой, интервал Sm между углублениями в форме выгравированных линий предпочтительно составляет 400 мкм или менее, более предпочтительно 200 мкм или менее, еще более предпочтительно 150 мкм или менее. Нижний предел предпочтительно составляет 80 мкм.
Интервал Sm между углублениями может быть измерен, например, следующим методом. Более конкретно, оптический микроскоп (например, «DSX-100» производства фирмы Olympus Corporation) используют для обследования поверхности межслойной пленки для многослойного стекла (диапазон наблюдения: 4 мм×4 мм), и измеряют кратчайшее расстояние между самыми глубокими донными участками соседних углублений для каждой пары наблюдаемых смежных углублений. Затем измеренные кратчайшие расстояния усредняют для получения интервала между углублениями. Максимум измеренных кратчайших расстояний может рассматриваться как интервал между углублениями. Интервал между углублениями может представлять собой среднее кратчайшее расстояние или максимальное кратчайшее расстояние, но предпочтительно среднее кратчайшее расстояние. Измерение выполняется в среде с температурой 23°С и 30%-ной относительной влажностью (RH).
Фиг.6(а) показывает схематический вид, разъясняющий интервал Sm между углублениями. В Фиг.6(а) выступы и углубления 20 на первой поверхности или второй поверхности включают углубления 21, каждое, имеющие форму канавки с непрерывным дном, и выступы 22. Интервал Sm имеет отношение к интервалу между углублениями 21.
[0029] Когда углубления второй формы, каждое, имеют форму канавки с непрерывным дном, и размещены регулярно соседними и параллельными между собой, и когда углубления второй формы сформированы на обеих поверхностях межслойной пленки для многослойного стекла, угол θ пересечения между углублениями, имеющими, каждое, форму канавки с непрерывным дном, на одной поверхности, и углублениями, имеющими, каждое, форму канавки с непрерывным дном, на другой поверхности, предпочтительно составляет 10° или более. В этом случае может быть дополнительно уменьшена аутогезия для обеспечения легкости расслоения. Угол θ пересечения предпочтительно составляет 20° или более, более предпочтительно 45° или более, в особенности предпочтительно 90°.
Фиг.7 показывает схематический вид, разъясняющий угол θ пересечения. В Фиг.7 межслойная пленка 10 для многослойного стекла имеет углубления 11, имеющие, каждое, форму канавки с непрерывным дном, обозначенные сплошными линиями, на первой поверхности, и углубления 12, имеющие, каждое, форму канавки с непрерывным дном, обозначенные пунктирными линиями, на второй поверхности. Угол θ пересечения подразумевает угол пересечения между углублениями 11, имеющими, каждое, форму канавки с непрерывным дном, обозначенными сплошными линиями, и углублениями 12, имеющими, каждое, форму канавки с непрерывным дном, обозначенными пунктирными линиями.
В отношении угла θ пересечения, например, межслойную пленку для многослойного стекла обследовали визуально или с использованием оптического микроскопа для измерения угла θ пересечения между углублениями, имеющими, каждое, форму канавки с непрерывным дном, на первой поверхности, и углублениями, имеющими, каждое, форму канавки с непрерывным дном, на второй поверхности. В случае визуального обследования вычерчивали чернилами прямые линии параллельно углублениям на обеих поверхностях, и измеряли острый угол между вычерченными прямыми линиями с помощью угломера. В случае наблюдения через оптический микроскоп фотографировали увеличенную поверхность, и измеряли острый угол с использованием программного пакета для обработки изображений или тому подобного. Таким образом может быть измерен угол θ пересечения.
[0030] Выступы, сформированные соответственно углублениям на второй форме, могут иметь, каждый, плоскую вершину, как показано в Фиг.1, или неплоскую вершину, как показано в Фиг.2. В случае, где выступы, каждый, имеют плоскую вершину, плоская поверхность вершины может дополнительно иметь сформированные на ней мелкие выступы и углубления.
Кроме того, в выступах и углублениях выступы могут иметь одинаковые или различные высоты, и углубления могут иметь одинаковые или различные глубины, пока углубления, каждое, имеют непрерывное дно.
[0031] Выступы, каждый, предпочтительно имеют радиус R закругления 200 мкм или менее, более предпочтительно 100 мкм или менее, еще более предпочтительно 40 мкм или менее, в особенности предпочтительно 25 мкм или менее. Тем самым может быть дополнительно уменьшена сила адгезии (аутогезии) между межслойными пленками для многослойного стекла после хранения в наслоенном состоянии.
Радиус R закругления выступов может быть измерен следующим образом. Например, межслойную пленку разрезают в направлении перпендикулярно направлению углублений в форме выгравированных линий, и по направлению толщины пленки. Обследуют поперечное сечение с использованием микроскопа (например, «DSX-100» производства фирмы Olympus Corporation), и фотографируют при увеличении в 277 раз. Полученное изображение увеличивают до 50 мкм/20 мм. В этом состоянии радиус вписанной окружности на вершине выступа определяют, как радиус закругления вершины выступа, с использованием программы для измерения, включенной в сопутствующее программное обеспечение. Измерение выполняют в среде с температурой 23°С и 30%-ной RH.
Фиг.6(b) показывает схематический вид, разъясняющий радиус R закругления выступа. В Фиг.6(b) радиус окружности в контакте с вершинным участком выступа 22 представляет собой радиус R закругления выступа.
[0032] Поверхность предпочтительно имеет среднеарифметическую высоту Sa 200 нм или более, измеренную по вершинам выступов в соответствии со стандартом ISO 25178 (далее такая среднеарифметическая высота называется также «вершинной Sа»).
Более конкретно, вершинная Sа может быть измерена, например, следующим методом.
Более конкретно, поверхность межслойной пленки для многослойного стекла измеряют с использованием интерференционного микроскопа белого света для трехмерного анализа (например, ContourGT-K производства фирмы Bruker AXS GmbH) в 1-миллиметровом квадратном поле зрения при 115-кратном увеличении линзы объектива, 0,5-кратном увеличении внутренней линзы, и разрешении, установленном на полное разрешение, для получения изображений. В этой операции световой поток и пороговое значение регулируют надлежащим образом так, чтобы свести к минимуму шумы измеренную. Полученные изображения подвергают обработке в процессах планаризации и устранения влияния помех, и дополнительно подвергают обработке в процессе Mask data для получения данных только о выступах. Крупные выступы и углубления удаляют из области полученных данных с использованием фильтра с гауссовской характеристикой, и рассчитывают среднеарифметическое значение Sa высоты методом, регламентированным в стандарте ISO 25178. Для обработки изображений был использован прилагаемый к прибору пакет аналитических программ «Vision64». Условия процессов планаризации и устранения помех включают выполнение первой обработки «Terms Removal (F-Operator)» на аналитической инструментальной панели (Analysis Toolbox) при аналитическом условии «Tilt only (Plane Fit)», выполнение второй обработки «Statistic Filter» при аналитических условиях «Filter type: Sigma» и «Filter size: 5», и дополнительное выполнение обработки «data Restore» выбором аналитического условия «Legacy», выбором условия Restore Edge, и настройкой условия итерации до значения для достаточной полноты данных. В третьей обработке «Mask data» для получения данных изображения только на выступах, пороговое значение высоты гистограммы, выведенной при аналитическом условии Histogram Mask, определяли составляющим между 0,2 и -0,2 мкм, и данные об областях высоты, равных или бóльших, чем пороговое значение, извлекали при условии «Mask: Left». Успешная настройка пороговой величины на значение между 0,2 и -0,2 мкм была подтверждена по индикации гистограммы данных после извлечения. Чтобы удалить крупные выступы и углубления, выполняли четвертую обработку «Gaussian Regression Filter» при аналитических условиях «Short wavelength pass, order: 2, Type: Regular, and Long wavelength cutoff: 0,025 mm», и выполняли расширенную настройку при начальных условиях. Графические данные после проведения обработок от первой до третьей подвергали четвертой обработке «S parameters-height» при аналитическом условии «Removal tilt: True». Полученное значение «Sa» использовали как среднеарифметическое значение Sa высоты. Измеряют девять точек в квадратном образце межслойной пленки для многослойного стекла размером 10 см так, что эти точки находятся на расстоянии 3 см или более друг от друга. Усредненное значение результатов измерений используют как значение Sa.
Измерение проводят в среде с температурой 23°С и 30%-ной RH.
[0033] Способ формирования второй формы не является конкретно ограниченным, и исполняется, например, как способ с использованием гравированного валика для тиснения, способ с использованием плющильного валика, или как способ экструзии профилированных изделий. В частности, предпочтительным является способ с использованием гравированного валика для тиснения, поскольку легко достигается форма, где углубления в форме выгравированных линий параллельны друг другу.
[0034] Межслойная пленка для многослойного стекла согласно настоящему изобретению может иметь однослойную структуру, состоящую из одного полимерного слоя, или многослойную структуру, включающую два или более полимерных слоев, наслоенных друг на друга.
В случае наличия многослойной структуры межслойная пленка для многослойного стекла согласно настоящему изобретению может включать, в качестве упомянутых выше двух или более полимерных слоев, первый полимерный слой и второй полимерный слой, имеющие различные характеристики. Такая межслойная пленка для многослойного стекла может иметь разнообразные свойства, которые едва ли достижимы в случае однослойной структуры.
[0035] Полимерный слой предпочтительно содержит термопластичную смолу.
Примеры термопластичной смолы включают поливинилиденфторид, политетрафторэтилен, сополимеры винилиденфторида и гексафторпропилена, политрифторэтилен, акрилонитрил-бутадиен-стирольные сополимеры, сложные полиэфиры, простые полиэфиры, полиамиды, поликарбонат, полиакрилаты, полиметакрилаты, поливинилхлорид, полиэтилен, полипропилен, полистирол, поливинилацеталь, и сополимеры этилена и винилацетата. В частности, полимерный слой предпочтительно содержит поливинилацеталь или сополимер этилена и винилацетата, более предпочтительно содержит поливинилацеталь.
[0036] Поливинилацеталь может быть получен, например, ацетализацией поливинилового спирта альдегидом. Поливиниловый спирт может быть получен, например, омылением поливинилацетата. Поливиниловый спирт обычно имеет степень омыления в пределах диапазона от 70 до 99,8 мол.%.
[0037] Поливиниловый спирт имеет среднюю степень полимеризации предпочтительно 200 или более, более предпочтительно 500 или более, еще более предпочтительно 1700 или более, в особенности предпочтительно свыше 1700, и предпочтительно 5000 или менее, более предпочтительно 4000 или менее, еще более предпочтительно 3000 или менее, в особенности предпочтительно менее 3000. Когда средняя степень полимеризации равна нижнему пределу или превышает его, получаемое многослойное стекло имеет более высокое сопротивление прониканию. Когда средняя степень полимеризации равна верхнему пределу или меньше него, облегчается формирование межслойной пленки.
Средняя степень полимеризации поливинилового спирта может быть определена методом в соответствии со стандартом JIS K6726 «Testing methods for polyvinyl alcohol» («Методы испытания поливинилового спирта»).
[0038] Число атомов углерода в ацетальной группе, содержащейся в поливинилацетале, не является конкретно ограниченным. Альдегид для применения в получении поливинилацеталя не является конкретно ограниченным. Нижний предел числа атомов углерода в ацетальной группе предпочтительно составляет 3, и верхний предел его предпочтительно составляет 6. Когда число атомов углерода ацетальной группы в поливинилацетале составляет 3 или более, межслойная пленка имеет достаточно низкую температуру стеклования, и может быть предотвращено выпотевание пластификатора. Когда число атомов углерода в альдегиде составляет 6 или менее, может быть упрощен синтез поливинилацеталя для обеспечения производительности. С3-С6-Альдегид может быть линейным или разветвленным альдегидом, и его примеры включают н-масляный альдегид и н-валериановый альдегид.
[0039] Альдегид не является конкретно ограниченным. Как правило, альдегид предпочтительно представляет собой С1-С10-альдегид. Примеры С1-С10-альдегида включают пропионовый альдегид, н-масляный альдегид, изомасляный альдегид, н-валериановый альдегид, 2-этилмасляный альдегид, н-капроновый альдегид, н-октиловый альдегид, н-нониловый альдегид, н-дециловый альдегид, формальдегид, ацетальдегид, и бензальдегид. Из них предпочтительны пропионовый альдегид, н-масляный альдегид, изомасляный альдегид, н-капроновый альдегид и н-валериановый альдегид, более предпочтительны пропионовый альдегид, н-масляный альдегид и изомасляный альдегид, и еще более предпочтителен н-масляный альдегид. Эти альдегиды могут быть применены по отдельности или в комбинации двух или более из них.
[0040] Содержание гидроксильных групп в поливинилацетале предпочтительно составляет 10 мол.% или выше, более предпочтительно 15 мол.% или выше, еще более предпочтительно 18 мол.% или выше, и предпочтительно 40 мол.% или ниже, более предпочтительно 35 мол.% или ниже. Когда содержание гидроксильных групп равно нижнему пределу или превышает его, межслойная пленка имеет более высокую силу адгезии. Когда содержание гидроксильных групп равно верхнему пределу или меньше него, межслойная пленка имеет высокую гибкость и проста в обращении.
Содержание гидроксильных групп в поливинилацетале представляет собой значение мольной доли, представляемое в процентах, полученное делением количества этиленовых групп, с которыми связаны гидроксильные группы, на общее количество этиленовых групп в основной цепи. Например, количество этиленовых групп, с которыми связаны гидроксильные группы, может быть определено измерением в соответствии со стандартом JIS K6726 «Методы испытания поливинилового спирта», или в соответствии со стандартом ASTM D1396-92.
[0041] Степень ацетилирования (содержание ацетильных групп) поливинилацеталя предпочтительно составляет 0,1 мол.% или более, более предпочтительно 0,3 мол.% или более, еще более предпочтительно 0,5 мол.% или более, и предпочтительно 30 мол.% или менее, более предпочтительно 25 мол.% или менее, еще более предпочтительно 20 мол.% или менее. Когда степень ацетилирования равна нижнему пределу или превышает его, поливинилацеталь имеет высокую совместимость с пластификатором. Когда степень ацетилирования равна верхнему пределу или является меньшей, получаемые межслойная пленка и многослойное стекло имеют высокую влагостойкость.
Степень ацетилирования представляет собой значение мольной доли, представляемое в процентах, полученное вычитанием количества этиленовых групп, с которыми связаны ацетальные группы, и количества этиленовых групп, с которыми связаны гидроксильные группы, от общего количества этиленовых групп в основной цепи, и затем делением полученного значения на общее количество этиленовых групп в основной цепи. Например, количество этиленовых групп, с которыми связаны ацетальные группы, может быть измерено в соответствии со стандартом JIS K6728 «Методы испытания поливинилбутираля», или в соответствии со стандартом ASTM D1396-92.
[0042] Степень ацетализации поливинилацеталя (или степень бутирализации поливинилбутиральной смолы) предпочтительно составляет 50 мол.% или более, более предпочтительно 53 мол.% или более, еще более предпочтительно 60 мол.% или более, в особенности предпочтительно 63 мол.% или более, и предпочтительно 85 мол.% или менее, более предпочтительно 75 мол.% или менее, еще более предпочтительно 70 мол.% или менее. Когда степень ацетализации равна нижнему пределу или является более высокой, поливинилацеталь имеет высокую совместимость с пластификатором. Когда степень ацетализации равна верхнему пределу или является меньшей, сокращается продолжительность реакции, необходимая для получения поливинилацеталя.
Степень ацетализации представляет собой значение мольной доли, выражаемое в процентах, полученное делением количества этиленовых групп, с которыми связаны ацетальные группы, на общее количество этиленовых групп в основной цепи.
Степень ацетализации может быть рассчитана измерением степени ацетилирования и содержания гидроксильных групп методом в соответствии со стандартом JIS K6728 «Методы испытания поливинилбутираля», или методом в соответствии со стандартом ASTM D1396-92, расчетом их мольных долей по полученным результатам измерений, и затем вычитанием мольных долей степени ацетилирования и содержания гидроксильных групп из 100%.
[0043] Содержание гидроксильных групп, степень ацетализации (степень бутирализации) и степень ацетилирования предпочтительно рассчитываются из результатов измерения методом в соответствии со стандартом JIS K6728 «Методы испытания поливинилбутираля». В случае, где поливинилацеталь представляет собой поливинилбутиральную смолу, содержание гидроксильных групп, степень ацетализации (степень бутирализации) и степень ацетилирования предпочтительно рассчитываются по результатам измерения методом в соответствии со стандартом JIS K6728 «Методы испытания поливинилбутираля».
[0044] Полимерный слой предпочтительно содержит поливинилацеталь и пластификатор
Может быть использован любой пластификатор, насколько он обычно применяется в межслойных пленках для многослойного стекла. Примеры его включают органические пластификаторы, такие как сложные эфиры одноосновных органических кислот и сложные эфиры многоосновных органических кислот, и пластификаторы на основе фосфорной кислоты, такие как органические фосфатные производные и органические фосфитные производные.
Примеры органических пластификаторов включают ди-2-этилгексаноат триэтиленгликоля, ди-2-этилбутират триэтиленгликоля, ди-н-гептаноат триэтиленгликоля, ди-2-этилгексаноат тетраэтиленгликоля, ди-2-этилбутират тетраэтиленгликоля, ди-н-гептаноат тетраэтиленгликоля, ди-2-этилгексаноат диэтиленгликоля, ди-2-этилбутират диэтиленгликоля, и ди-н-гептаноат диэтиленгликоля. Из них полимерный слой предпочтительно содержит ди-2-этилгексаноат триэтиленгликоля, ди-2-этилбутират триэтиленгликоля, или ди-н-гептаноат триэтиленгликоля, более предпочтительно ди-2-этилгексаноат триэтиленгликоля.
[0045] Содержание пластификатора не является конкретно ограниченным. Тем не менее, содержание пластификатора в расчете на 100 частей по массе термопластичной смолы предпочтительно составляет 25 частей по массе или более, более предпочтительно 30 частей по массе или более, и предпочтительно 80 частей по массе или менее, более предпочтительно 70 частей по массе или менее. Когда содержание пластификатора равно нижнему пределу или превышает его, получаемое многослойное стекло имеет более высокое сопротивление прониканию. Когда содержание пластификатора равно верхнему пределу или меньше него, межслойная пленка имеет более высокую прозрачность.
[0046] Полимерный слой предпочтительно содержит модификатор адгезии. В частности, полимерный слой, приводимый в контакт со стеклянной пластиной при изготовлении многослойного стекла, предпочтительно содержит модификатор адгезии.
В качестве модификатора адгезии, например, предпочтительно используется соль щелочного металла или соль щелочноземельного металла. Примеры модификатора адгезии включают такие соли, как соли калия, натрия и магния.
Примеры кислоты, образующей соли, включают органические карбоновые кислоты, такие как каприловая кислота, капроновая кислота, 2-этилмасляная кислота, масляная кислота, уксусная кислота и муравьиная кислота, и неорганические кислоты, такие как соляная кислота и азотная кислота. Полимерный слой, приводимый в контакт со стеклянной пластиной, предпочтительно содержит соль магния в качестве модификатора адгезии, поскольку может быть легко отрегулирована сила адгезии между стеклянной пластиной и полимерным слоем при изготовлении многослойного стекла.
[0047] Полимерный слой необязательно может содержать добавки, такие как антиоксидант, светостабилизатор, модифицированное силиконовое масло в качестве модификатора адгезии, огнезащитный состав, антистатик, влагозащитный агент, отражающий тепловое излучение агент, и поглощающий тепловое излучение агент.
[0048] Толщина межслойной пленки для многослойного стекла согласно настоящему изобретению не является конкретно ограниченной. Толщина межслойной пленки предпочтительно составляет 0,1 мм или более, более предпочтительно 0,25 мм или более, и предпочтительно 3 мм или менее, более предпочтительно 1,5 мм или менее, из практических соображений и с позиции достаточного повышения теплозащитных характеристик. Когда толщина межслойной пленки равна нижнему пределу или превышает его, получаемое многослойное стекло имеет высокое сопротивление прониканию.
[0049] Межслойная пленка для многослойного стекла согласно настоящему изобретению может быть изготовлена любым способом. Для изготовления межслойной пленки может быть применен общеизвестный способ. Например, термопластичную смолу и другие необязательные содержащиеся компоненты, такие как компонент Х, компаундируют и формуют с образованием межслойной пленки. Для непрерывного изготовления пригодно экструзионное формование, и поэтому является предпочтительным для изготовления межслойной пленки.
[0050] Межслойная пленка для многослойного стекла согласно настоящему изобретению предпочтительно включает, в качестве упомянутых выше двух или более полимерных слоев, по меньшей мере первый полимерный слой и второй полимерный слой, и поливинилацеталь, содержащийся в первом полимерном слое (далее называемый поливинилацеталем А), имеет содержание гидроксильных групп, отличающееся от содержания гидроксильных групп в поливинилацетале, содержащемся во втором полимерном слое (далее называемом поливинилацеталем В).
Вследствие различающихся характеристик поливинилацеталя А и поливинилацеталя В создаваемая межслойная пленка для многослойного стекла может иметь разнообразные свойства, которые едва ли достижимы в случае однослойной структуры. Например, в случае, где первый полимерный слой размещается между двумя вторыми полимерными слоями, и поливинилацеталь А имеет меньшее содержание гидроксильных групп, чем поливинилацеталь В, первый полимерный слой склонен иметь более низкую температуру стеклования, чем второй полимерный слой. В результате этого первый полимерный слой является более мягким, чем второй полимерный слой, приводя к более высоким звукоизоляционным характеристикам межслойной пленки для многослойного стекла. В случае, где первый полимерный слой размещается между двумя вторыми полимерными слоями, и поливинилацеталь А имеет более высокое содержание гидроксильных групп, чем поливинилацеталь В, первый полимерный слой склонен иметь более высокую температуру стеклования, чем второй полимерный слой. В результате этого первый полимерный слой является более твердым, чем второй полимерный слой, обусловливая более высокое сопротивление прониканию межслойной пленки для многослойного стекла.
[0051] В случае, где первый полимерный слой и второй полимерный слой, каждый, содержат пластификатор, содержание пластификатора (далее называемое содержанием А) в первом полимерном слое, в расчете на 100 частей по массе поливинилацеталя, предпочтительно отличается от содержания пластификатора (далее называемого содержанием В) во втором полимерном слое, в расчете на 100 частей по массе поливинилацеталя. Например, в случае, где первый полимерный слой размещается между двумя вторыми полимерными слоями, и содержание А является более высоким, чем содержание В, первый полимерный слой склонен иметь более низкую температуру стеклования, чем второй полимерный слой. В результате этого первый полимерный слой является более мягким, чем второй полимерный слой, приводя к более высоким звукоизоляционным характеристикам межслойной пленки для многослойного стекла. В случае, где первый полимерный слой размещается между двумя вторыми полимерными слоями, и содержание А является более низким, чем содержание В, первый полимерный слой склонен иметь более высокую температуру стеклования, чем второй полимерный слой. В результате этого первый полимерный слой является более твердым, чем второй полимерный слой, обусловливая более высокое сопротивление прониканию межслойной пленки для многослойного стекла.
[0052] Комбинация двух или более полимерных слоев, входящих в состав межслойной пленки для многослойного стекла согласно настоящему изобретению, может представлять собой, например, звукоизолирующий слой как первый полимерный слой и защитный слой как второй полимерный слой, с целью улучшения звукоизоляционных свойств получаемого многослойного стекла. Для более высоких звукоизоляционных характеристик получаемого многослойного стекла звукоизолирующий слой предпочтительно содержит поливинилацеталь Х и пластификатор, и защитный слой содержит поливинилацеталь Y и пластификатор. Более того, в случае, где звукоизолирующий слой располагается между двумя защитными слоями, полученная межслойная пленка для многослойного стекла (далее также называемая звукоизолирующей межслойной пленкой) может иметь превосходные звукоизоляционные характеристики. Звукоизолирующая межслойная пленка более конкретно описывается ниже.
[0053] В звукоизолирующей межслойной пленке звукоизоляционные свойства придает звукоизолирующий слой. Звукоизолирующий слой предпочтительно содержит поливинилацеталь Х и пластификатор.
Поливинилацеталь Х может быть получен ацетализацией поливинилового спирта альдегидом. Поливиниловый спирт обычно получают омылением поливинилацетата.
Нижний предел средней степени полимеризации поливинилового спирта предпочтительно составляет 200, и верхний предел ее предпочтительно составляет 5000. Когда поливиниловый спирт имеет среднюю степень полимеризации 200 или более, получаемая звукоизолирующая межслойная пленка может иметь лучшее сопротивление прониканию. Когда поливиниловый спирт имеет среднюю степень полимеризации 5000 или менее, может быть обеспечена формуемость звукоизолирующей межслойной пленки. В отношении средней степени полимеризации поливинилового спирта, нижний предел более предпочтительно составляет 500, и верхний предел более предпочтительно составляет 4000.
Средняя степень полимеризации поливинилового спирта получается методом в соответствии со стандартом JIS K6726 «Методы испытания поливинилового спирта».
[0054] Нижний предел числа атомов углерода в альдегиде, используемом для ацетализации поливинилового спирта, предпочтительно составляет 4, и верхний предел его предпочтительно составляет 6. Когда альдегид имеет число атомов углерода 4 или более, получаемая звукоизолирующая межслойная пленка для многослойного стекла может стабильно содержать достаточное количество пластификатора. В результате этого звукоизолирующая межслойная пленка может проявлять превосходные звукоизоляционные свойства. Более того, может предотвращаться выпотевание пластификатора. Когда альдегид имеет число атомов углерода 6 или менее, может быть упрощен синтез поливинилацеталя Х, обеспечивая производительность. С4-С6-Альдегид может быть линейным и разветвленным альдегидом, и примеры его включают н-масляный альдегид и н-валериановый альдегид.
[0055] Верхний предел содержания гидроксильных групп в поливинилацетале Х предпочтительно составляет 30 мол.%. Когда содержание гидроксильных групп в поливинилацетале Х составляет 30 мол.% или ниже, звукоизолирующий слой может содержать пластификатор в количестве, необходимом для проявления звукоизоляционных свойств, и может предотвращаться выпотевание пластификатора. Верхний предел содержания гидроксильных групп в поливинилацетале Х более предпочтительно составляет 28 мол.%, еще более предпочтительно 26 мол.%, в особенности предпочтительно 24 мол.%, и нижний предел его предпочтительно составляет 10 мол.%, более предпочтительно 15 мол.%, еще более предпочтительно 20 мол.%. Содержание гидроксильных групп в поливинилацетале Х представляет собой выражаемое в процентах значение мольной доли (мол.%), полученное делением количества этиленовых групп, с которыми связаны гидроксильные группы, на общее количество этиленовых групп в основной цепи. Количество этиленовых групп, с которыми связаны гидроксильные группы, может быть определено измерением в поливинилацетале Х количества этиленовых групп, с которыми связаны гидроксильные группы, методом в соответствии со стандартом JIS K6728 «Методы испытания поливинилбутираля».
[0056] Нижний предел содержания ацетальных групп в поливинилацетале Х предпочтительно составляет 60 мол.%, и верхний предел его предпочтительно составляет 85 мол.%. Когда поливинилацеталь Х имеет содержание ацетальных групп 60 мол.% или более, звукоизолирующий слой имеет более высокую гидрофобность, и может содержать пластификатор в количестве, необходимом для проявления звукоизоляционных свойств. Кроме того, может быть предотвращено выпотевание пластификатора и побеление. Когда поливинилацеталь Х имеет содержание ацетальных групп 85 мол.% или менее, может быть упрощен синтез поливинилацеталя Х, обеспечивая производительность. Нижний предел содержания ацетальных групп в поливинилацетале Х более предпочтительно составляет 65 мол.%, еще более предпочтительно 68 мол.% или более.
Содержание ацетальных групп может быть определено измерением количества этиленовых групп, с которыми связаны ацетальные группы, методом в соответствии со стандартом стандарту JIS K6728 «Методы испытания поливинилбутираля».
[0057] Нижний предел содержания ацетильных групп в поливинилацетале Х предпочтительно составляет 0,1 мол.%, и верхний предел его предпочтительно составляет 30 мол.%. Когда содержание ацетильных групп в поливинилацетале Х составляет 0,1 мол.% или более, звукоизолирующий слой может содержать пластификатор в количестве, необходимом для проявления звукоизоляционных свойств, и может быть предотвращено выпотевание пластификатора. Когда содержание ацетильных групп в поливинилацетале Х составляет 30 мол.% или менее, звукоизолирующий слой может иметь более высокую гидрофобность, предотвращая побеление. Нижний предел содержания ацетильных групп более предпочтительно составляет 1 мол.%, еще более предпочтительно 5 мол.%, в особенности предпочтительно 8 мол.%, и верхний предел его более предпочтительно составляет 25 мол.%, еще более предпочтительно 20 мол.%. Содержание ацетильных групп представляет собой представляемое в процентах значение мольной доли (мол.%), получаемое вычитанием количества этиленовых групп, с которыми соединены ацетальные группы, и количества этиленовых групп, с которыми связаны гидроксильные группы, от общего количества этиленовых групп в основной цепи, и затем делением полученного значения на общее количество этиленовых групп в основной цепи.
[0058] Поливинилацеталь Х предпочтительно представляет собой поливинилацеталь, имеющий содержание ацетильных групп 8 мол.% или более, или поливинилацеталь, имеющий содержание ацетильных групп менее 8 мол.%, и содержание ацетальных групп 65 мол.% или более, поскольку звукоизолирующий слой может легко содержать пластификатор в количестве, необходимом для проявления звукоизоляционных свойств. Более того, поливинилацеталь Х более предпочтительно представляет собой поливинилацеталь, имеющий содержание ацетильных групп 8 мол.% или более, или поливинилацеталь, имеющий содержание ацетильных групп менее 8 мол.%, и содержание ацетальных групп 68 мол.% или более.
[0059] Нижний предел содержания пластификатора в звукоизолирующем слое, в расчете на 100 частей по массе поливинилацеталя Х, предпочтительно составляет 45 частей по массе, и верхний предел его предпочтительно составляет 80 частей по массе. Когда содержание пластификатора составляет 45 частей по массе или более, звукоизолирующий слой может проявлять высокие звукоизоляционные характеристики. Когда содержание пластификатора составляет 80 частей по массе или менее, может быть предотвращено снижение прозрачности и адгезионной способности межслойной пленки для получаемого многослойного стекла, обусловленное выпотеванием пластификатора. Нижний предел содержания пластификатора более предпочтительно составляет 50 частей по массе, еще более предпочтительно 55 частей по массе, и верхний предел более предпочтительно составляет 75 частей по массе, еще более предпочтительно 70 частей по массе.
[0060] В случае, где звукоизолирующий слой имеет поперечное сечение прямоугольной формы по направлению толщины, нижний предел толщины предпочтительно составляет 50 мкм. Имея толщину 50 мкм или более, звукоизолирующий слой может проявлять достаточные звукоизоляционные свойства. Нижний предел толщины звукоизолирующего слоя более предпочтительно составляет 80 мкм. Верхний предел его толщины не является конкретно ограниченным. Принимая во внимание толщину как межслойной пленки для многослойного стекла, верхний предел предпочтительно составляет 300 мкм.
[0061] Звукоизолирующий слой может иметь один конец и другой конец на противоположной стороне относительно одного конца, и может иметь форму, в которой толщина другого конца является большей, чем толщина одного конца. Звукоизолирующий слой предпочтительно имеет клиновидный участок в форме поперечного сечения по направлению толщины. В этом случае нижний предел минимальной толщины звукоизолирующего слоя предпочтительно составляет 50 мкм. Имея минимальную толщину 50 мкм или более, звукоизолирующий слой может проявлять достаточные звукоизоляционные свойства. Нижний предел минимальной толщины звукоизолирующего слоя более предпочтительно составляет 80 мкм, еще более предпочтительно 100 мкм. Верхний предел максимальной толщины звукоизолирующего слоя не является конкретно ограниченным. Верхний предел предпочтительно составляет 300 мкм, с учетом толщины как межслойной пленки для многослойного стекла. Верхний предел максимальной толщины звукоизолирующего слоя более предпочтительно составляет 220 мкм.
[0062] Защитный слой предотвращает выпотевание пластификатора, содержащегося в большом количестве в звукоизолирующем слое, для предотвращения снижения адгезионной способности между межслойной пленкой для многослойного стекла и стеклянной пластиной, и придает межслойной пленке для многослойного стекла сопротивление прониканию.
Защитный слой предпочтительно содержит, например, пластификатор и поливинилацеталь Y, более предпочтительно пластификатор и поливинилацеталь Y, имеющий более высокое содержание гидроксильных групп, чем поливинилацеталь Х.
[0063] Поливинилацеталь Y может быть получен ацетализацией поливинилового спирта альдегидом. Поливиниловый спирт обычно получается омылением поливинилацетата.
Нижний предел средней степени полимеризации поливинилового спирта предпочтительно составляет 200, и верхний предел ее предпочтительно составляет 5000. Когда поливиниловый спирт имеет среднюю степень полимеризации 200 или более, получаемая межслойная пленка для многослойного стекла может иметь лучшее сопротивление прониканию. Когда поливиниловый спирт имеет среднюю степень полимеризации 5000 или менее, может быть обеспечена формуемость защитного слоя. В отношении средней степени полимеризации поливинилового спирта, нижний предел более предпочтительно составляет 500, и верхний предел более предпочтительно составляет 4000.
[0064] Нижний предел числа атомов углерода в альдегиде, используемом для ацетализации поливинилового спирта, предпочтительно составляет 3, и верхний предел его предпочтительно составляет 4. Когда альдегид имеет число атомов углерода 3 или более, получаемая межслойная пленка для многослойного стекла имеет более высокое сопротивление прониканию. Когда альдегид имеет число атомов углерода 4 или менее, улучшается производительность получения поливинилацеталя Y.
С3-С4-Альдегид может быть линейным или разветвленным альдегидом, и его примеры включают н-масляный альдегид.
[0065] Верхний предел содержания гидроксильных групп в поливинилацетале Y предпочтительно составляет 33 мол.%, и нижний предел его предпочтительно составляет 28 мол.%. Когда поливинилацеталь Y имеет содержание гидроксильных групп 33 мол.% или ниже, может быть предотвращено побеление получаемой межслойной пленки для многослойного стекла. Когда поливинилацеталь Y имеет содержание гидроксильных групп 28 мол.% или выше, межслойная пленка для получаемого многослойного стекла имеет более высокое сопротивление прониканию.
[0066] Нижний предел содержания ацетальных групп в поливинилацетале Y предпочтительно составляет 60 мол.%, и верхний предел его предпочтительно составляет 80 мол.%. Когда содержание ацетальных групп составляет 60 мол.% или более, получаемый защитный слой может содержать пластификатор в количестве, необходимом для проявления достаточного сопротивления прониканию. Когда содержание ацетальных групп составляет 80 мол.% или менее, может быть обеспечена сила адгезии между защитным слоем и стеклянной пластиной. Нижний предел содержания ацетальных групп более предпочтительно составляет 65 мол.%, и верхний предел его более предпочтительно составляет 69 мол.%.
[0067] Верхний предел содержания ацетильных групп в поливинилацетале Y предпочтительно составляет 7 мол.%. Когда поливинилацеталь Y имеет содержание ацетильных групп 7 мол.% или менее, получаемый защитный слой может иметь более высокую гидрофобность, тем самым предотвращая побеление. Верхний предел содержания ацетильных групп более предпочтительно составляет 2 мол.%, и нижний предел его предпочтительно составляет 0,1 мол.%. Уровни содержания гидроксильных групп, содержания ацетальных групп и содержания ацетильных групп поливинилацеталей А, В и Y могут быть измерены такими же методами, как методы в случае поливинилацеталя Х.
[0068] Нижний предел содержания пластификатора в защитном слое, в расчете на 100 частей по массе поливинилацеталя Y, предпочтительно составляет 20 частей по массе, и верхний предел его предпочтительно составляет 45 частей по массе. Когда содержание пластификатора составляет 20 частей по массе или более, может быть обеспечено сопротивление прониканию. Когда содержание пластификатора составляет 45 частей по массе или менее, может быть предотвращено выпотевание пластификатора, предотвращая тем самым снижение прозрачности и адгезионной способности получаемой межслойной пленки для многослойного стекла. Нижний предел содержания пластификатора более предпочтительно составляет 30 частей по массе, еще более предпочтительно 35 частей по массе, и верхний предел его более предпочтительно составляет 43 части по массе, еще более предпочтительно 41 часть по массе. Для лучших звукоизоляционных свойств получаемого многослойного стекла содержание пластификатора в защитном слое предпочтительно является более низким, чем содержание пластификатора в звукоизолирующем слое.
[0069] Для более высоких звукоизоляционных свойств получаемого многослойного стекла содержание гидроксильных групп в поливинилацетале Y предпочтительно является более высоким, чем содержание гидроксильных групп в поливинилацетале Х, более предпочтительно более высоким на 1 мол.% или более, еще более предпочтительно более высоким на 5 мол.% или более, в особенности предпочтительно более высоким на 8 мол.% или более. Регулирование уровней содержания гидроксильных групп в поливинилацетале Х и поливинилацетале Y позволяет контролировать уровни содержания пластификатора в звукоизолирующем слое и в защитном слое так, что звукоизолирующий слой имеет более низкую температуру стеклования. В результате этого получаемое многослойное стекло имеет более высокие звукоизоляционные характеристики.
Для еще более высоких звукоизоляционных характеристик получаемого многослойного стекла содержание пластификатора в звукоизолирующем слое (далее также называемое содержанием Х), в расчете на 100 частей по массе поливинилацеталя Х, предпочтительно является более высоким, чем содержание пластификатора в защитном слое (далее также называемое содержанием Y), в расчете на 100 частей по массе поливинилацеталя Y, более предпочтительно более высоким на 5 частей по массе или более, еще более предпочтительно более высоким на 15 частей по массе или более, в особенности предпочтительно более высоким на 20 частей по массе или более. Регулирование содержания Х и содержания Y снижает температуру стеклования звукоизолирующего слоя. В результате этого получаемое многослойное стекло имеет еще более высокие звукоизоляционные характеристики.
[0070] Защитный слой может иметь любую толщину, при условии, что он может исполнять роль защитного слоя. В случае, где выступы и углубления сформированы на защитном слое, защитный слой предпочтительно является настолько толстым, насколько возможно, для предотвращения переноса выступов и углублений на поверхность раздела со звукоизолирующим слоем непосредственно в контакте с защитным слоем. Более конкретно, нижний предел толщины защитного слоя, имеющего поперечное сечение прямоугольной формы, предпочтительно составляет 100 мкм, более предпочтительно 200 мкм, еще более предпочтительно 300 мкм, в особенности предпочтительно 400 мкм, наиболее предпочтительно 450 мкм. Верхний предел толщины защитного слоя не является конкретно ограниченным. Чтобы обеспечивать достаточную толщину звукоизолирующего слоя для достижения достаточных звукоизоляционных свойств, верхний предел защитного слоя практически составляет около 500 мкм.
[0071] Защитный слой может иметь один конец и другой конец на противоположной стороне относительно одного конца, и может иметь форму, в которой толщина другого конца является большей, чем толщина одного конца. Защитный слой предпочтительно имеет клиновидный участок в форме поперечного сечения по направлению толщины. Защитный слой может иметь любую толщину, при условии, что он может исполнять роль защитного слоя. В случае, где выступы и углубления сформированы на защитном слое, защитный слой предпочтительно является настолько толстым, насколько возможно, для предотвращения переноса выступов и углублений на поверхность раздела со звукоизолирующим слоем непосредственно в контакте с защитным слоем. Более конкретно, нижний предел минимальной толщины защитного слоя предпочтительно составляет 100 мкм, более предпочтительно 300 мкм, еще более предпочтительно 400 мкм, в особенности предпочтительно 450 мкм. Верхний предел толщины защитного слоя не является конкретно ограниченным. Чтобы обеспечивать достаточную толщину звукоизолирующего слоя для достижения достаточных звукоизоляционных свойств, верхний предел защитного слоя практически составляет около 1000 мкм, предпочтительно 800 мкм.
[0072] Межслойная пленка для многослойного стекла согласно настоящему изобретению может иметь один конец и другой конец на противоположной стороне относительно одного конца. Один конец и другой конец представляют собой концевые участки на обеих сторонах, обращенные друг к другу в межслойной пленке. В межслойной пленке для многослойного стекла согласно настоящему изобретению толщина другого конца предпочтительно является большей, чем толщина одного конца. Многослойное стекло, изготовленное с использованием межслойной пленки для многослойного стекла согласно настоящему изобретению, имеющей такую форму, где толщина является различной между одним концом и другим концом, может быть пригодным для использования в приборной панели на ветровом стекле. В этом случае может быть эффективно предотвращено возникновение двойных изображений. Межслойная пленка для многослойного стекла согласно настоящему изобретению может иметь поперечное сечение клиновидной формы. При условии, что межслойная пленка для многослойного стекла имеет поперечное сечение клиновидной формы, приборная панель на ветровом стекле может выполнять индикацию изображения без возникновения двойных изображений регулированием угла θ схождения клиновидной формы согласно углу монтажа многослойного стекла. Нижний предел угла θ схождения предпочтительно составляет 0,1 мрад, более предпочтительно 0,2 мрад, еще более предпочтительно 0,3 мрад, и верхний предел его предпочтительно составляет 1 мрад, более предпочтительно 0,9 мрад, по соображениям дополнительного подавления возникновения двойных изображений. В случае получения межслойной пленки для многослойного стекла, имеющей поперечное сечение клиновидной формы, например, экструзионным формованием полимерной композиции с использованием экструдера, изготовленная межслойная пленка может иметь форму, имеющую минимальную толщину в области слегка внутри от конца на более тонкой стороне (более конкретно, когда расстояние от одного конца до другого конца определяется как Х, область в пределах расстояния от 0Х до 0,2Х внутрь от конца более тонкой стороны), и имеющую максимальную толщину в области слегка внутри от конца более толстой стороны (более конкретно, когда расстояние от одного конца до другого конца определяется как Х, область в пределах расстояния от 0Х до 0,2Х внутрь от конца более толстой стороны). Такая форма здесь также включена в клиновидную форму.
[0073] Звукоизолирующая межслойная пленка может быть получена любым способом. Звукоизолирующая межслойная пленка может быть изготовлена, например, способом формирования звукоизолирующего слоя и защитного слоя в виде листовых материалов традиционным способом формования пленки, таким как экструзия, каландрирование или прессование, и затем наслаиванием полученных листовых материалов друг на друга.
[0074] Настоящее изобретение также охватывает многослойное стекло, включающее межслойную пленку для многослойного стекла согласно настоящему изобретению, размещенную между парой стеклянных пластин.
Стеклянная пластина может быть обычно применяемой прозрачной стеклянной пластиной. Примеры ее включают неорганические стеклянные пластины, такие как пластины флоат-стекла, пластины полированного стекла, пластины узорчатого стекла, пластины стекла со встроенной металлической сеткой, пластины армированного проволокой стекла, пластины окрашенного стекла, пластины поглощающего тепловое излучение стекла, пластины отражающего тепловое излучение стекла, и пластины зеленого стекла. Также может быть использована защищающая от ультрафиолетового излучения стеклянная пластина, включающая экранирующий ультрафиолетовое излучение покровный слой на поверхности стекла. Кроме того, также применимы пластины органического стекла, изготовленные из полиэтилентерефталата, поликарбоната, полиакрилата, или тому подобного.
Стеклянные пластины могут включать стеклянные пластины двух или более типов. Например, многослойное стекло может представлять собой многослойное стекло, включающее межслойную пленку для многослойного стекла согласно настоящему изобретению между пластиной прозрачного флоат-стекла и пластиной окрашенного стекла, такого как пластина зеленого стекла. Стеклянные пластины могут включать две или более стеклянных пластин с различными толщинами.
- Преимущественные результаты изобретения
[0075] Настоящим изобретением могут быть созданы межслойная пленка для многослойного стекла, которая может легко расслаиваться без аутогезии, даже после хранения в наслоенном состоянии, многослойное стекло, изготовленное с использованием межслойной пленки для многослойного стекла, и способ изготовления межслойной пленки для многослойного стекла.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0076]
Фиг.1 показывает схематический вид примерной межслойной пленки для многослойного стекла, имеющей углубления на поверхности, причем углубления, имеющие, каждое, форму канавки с непрерывным дном, размещены соседними и параллельными друг другу через равные интервалы.
Фиг.2 показывает схематический вид примерной межслойной пленки для многослойного стекла, имеющей углубления на поверхности, причем углубления, имеющие, каждое, форму канавки с непрерывным дном, размещены соседними и параллельными друг другу через равные интервалы.
Фиг.3 показывает схематический вид примерной межслойной пленки для многослойного стекла, имеющей углубления на поверхности, причем углубления, имеющие, каждое, форму канавки с непрерывным дном, размещены соседними и параллельными друг другу с неравными интервалами.
Фиг.4 представляет схематический вид примерной межслойной пленки для многослойного стекла, имеющей блоковидную структуру на поверхности.
Фиг.5 представляет схематический вид примерной межслойной пленки для многослойного стекла, имеющей, имеющую сферическую структуру на поверхности.
Фиг.6 показывает схематические виды, разъясняющие интервал Sm между углублениями, и радиус R закругления выступа.
Фиг.7 показывает схематический вид, разъясняющий угол θ пересечения.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0077] Варианты осуществления настоящего изобретения более конкретно описываются ниже со ссылкой на примеры, но без ограничения ими.
[0078]
(Пример 1)
(1) Получение полимерной композиции
Поливиниловый спирт, имеющий среднюю степень полимеризации 1700, подвергли ацетализации н-масляным альдегидом с образованием поливинилбутираля (содержание ацетильных групп: 1 мол.%, содержание бутиральных групп: 69,1 мол.%, содержание гидроксильных групп: 30 мол.%). К 100 частям по массе поливинилбутираля добавили 40 частей по массе ди-2-этилгексаноата триэтиленгликоля (3GO) в качестве пластификатора, и тщательно вымесили с использованием смесительного вальца с образованием полимерной композиции.
[0079]
(2) Изготовление межслойной пленки для многослойного стекла
Полученную полимерную композицию экструдировали из экструдера с образованием межслойной пленки для многослойного стекла с равномерной толщиной.
[0080]
(3) Формирование первой формы
В соответствии с Примером 1 изготовления, первую форму сформировали на обеих поверхностях (первой поверхности и второй поверхности) межслойной пленки для многослойного стекла.
[0081] Здесь использовали гравированный валик для тиснения, изготовленный следующим способом.
Сначала, в стадии 1 изготовления гравированного валика для тиснения, поверхность металлического валика подвергли струйной обработке абразивным материалом (№ 36), выполненным из оксида алюминия, при давлении выходящей струи 50×104 Па. Поверхность валика после стадии 1 изготовления гравированного валика для тиснения имела усредненную по десяти точкам шероховатость Rz 65 мкм, измеренную в соответствии со стандартом JIS B 0601 (1994).
Затем, в стадии 2 изготовления гравированного валика для тиснения, выполнили частичное шлифование с использованием шлифовального камня (от № 400 до 1000). Поверхность валика после стадии 1 изготовления гравированного валика для тиснения имела усредненную по десяти точкам шероховатость Rz 40 мкм, измеренную в соответствии со стандартом JIS B 0601 (1994).
Затем, в стадии 3 изготовления гравированного валика для тиснения, выполнили струйную обработку с использованием абразивного материала (№ 320), выполненного из оксида алюминия, при давлении выходящей струи 50×104 Па.
[0082] Из изготовленных гравированных валиков для тиснения составили пару и использовали в качестве устройства для переноса структуры выступов и углублений с образованием первой формы на обеих поверхностях полученной межслойной пленки для многослойного стекла. Условия переноса были отрегулированы следующим образом для получения желательной шероховатости: температура межслойной пленки для многослойного стекла 80°С, температура валиков 145°С, линейная скорость 10 м/мин, ширина линии 1,5 м, и линейное давление от 1 до 100 кН/м. Полученная межслойная пленка имела толщину 760 мкм.
[0083]
(4) Измерение выступов и углублений на первой поверхности и второй поверхности
(4-1) Измерение значения Sа
Поверхность межслойной пленки для многослойного стекла измеряли с использованием интерференционного микроскопа белого света для трехмерного анализа (ContourGT-K производства фирмы Bruker AXS GmbH) в 1-миллиметровом квадратном поле зрения при 115-кратном увеличении линзы объектива, 0,5-кратном увеличении внутренней линзы, и разрешении, установленном на полное разрешение, для получения изображений. Полученные изображения подвергали обработке в процессах планаризации и устранения влияния помех, и дополнительно подвергали обработке в процессе Maskdata для получения данных только о выступах. Крупные выступы и углубления удаляли из области полученных данных с использованием фильтра с гауссовской характеристикой, и рассчитывали среднеарифметическое значение Sa высоты методом, регламентированным в стандарте ISO 25178. Для обработки изображений использовали прилагаемый к прибору пакет аналитических программ «Vision64». Условия процессов планаризации и устранения помех включали выполнение первой обработки «Terms Removal (F-Operator)» на аналитической инструментальной панели (Analysis Toolbox) при аналитическом условии «Tilt only (Plane Fit)», выполнение второй обработки «Statistic Filter» при аналитических условиях «Filter type: Sigma» и «Filter size: 5», и дополнительное выполнение обработки «data Restore» выбором аналитического условия «Legacy», выбором условия Restore Edge, и настройкой условия итерации до значения для достаточной полноты данных. В третьей обработке «Mask data» для получения данных изображения только на выступах, пороговое значение высоты гистограммы, выведенной при аналитическом условии Histogram Mask, определяли составляющим между 0,2 и -0,2 мкм, и данные об областях высоты, равных или бóльших, чем пороговое значение, извлекали при условии «Mask: Left». Чтобы удалить крупные выступы и углубления, выполняли четвертую обработку «Gaussian Regression Filter» при аналитических условиях «Short wavelength pass, order: 2, Type: Regular, and Long wavelength cutoff: 0,025 mm», и выполняли расширенную настройку при начальных условиях. Графические данные после проведения обработок от первой до третьей подвергали четвертой обработке «S parameters-height» при аналитическом условии «Removal tilt: True». Полученное значение «Sa» использовали как среднеарифметическое значение Sa высоты. Измеряли девять точек в квадратном образце межслойной пленки для многослойного стекла размером 10 см так, что эти точки находились на расстоянии 3 см или более друг от друга. Усредненное значение результатов измерений используют как значение Sa.
[0084]
(4-2) Измерение значения Rz
Усредненную по десяти точкам шероховатость (Rz) на обеих поверхностях полученной межслойной пленки измеряли методом в соответствии со стандартом JIS B-0601 (1994). Используемым измерительным инструментом был «Surfcorder SE300» производства фирмы Kosaka Laboratory Ltd. Измерение выполняли с использованием стилусного профилометра при граничном значении 2,5 мм, со стандартной длиной 2,5 мм, длиной оценки 12,5 мм, и скоростью измерения 0,5 мм/сек, со стилусом, имеющим радиус закругления острия 2 мкм и угол острия 60°. Стилус перемещали в направлении параллельно направлению перемещения листа.
[0085]
(Примеры 2 и 3 и Сравнительные примеры 1 и 2)
Межслойную пленку для многослойного стекла изготовили таким же способом, как в Примере 1, за исключением следующего: использовали другой тип агента для струйной обработки в стадии 3 изготовления гравированного валика для тиснения для формирования первой формы; и давление пресса для переноса структуры выступов и углублений регулировали для получения желательного значения Rz. Затем измеряли выступы и углубления на обеих поверхностях межслойной пленки.
[0086]
(Пример 4)
(1) Получение полимерной композиции
Поливиниловый спирт, имеющий среднюю степень полимеризации 1700, подвергли ацетализации н-масляным альдегидом с образованием поливинилбутираля (содержание ацетильных групп: 1 мол.%, содержание бутиральных групп: 69,1 мол.%, содержание гидроксильных групп: 30 мол.%). К 100 частям по массе поливинилбутираля добавили 40 частей по массе ди-2-этилгексаноата триэтиленгликоля (3GO) в качестве пластификатора, и тщательно вымесили с использованием смесительного вальца с образованием полимерной композиции.
[0087]
(2) Изготовление межслойной пленки для многослойного стекла
Полученную полимерную композицию экструдировали из экструдера с образованием межслойной пленки для многослойного стекла с равномерной толщиной.
[0088]
(3) Формирование первой формы
Первую форму сформировали на поверхности межслойной пленки для многослойного стекла таким же способом, как в Примере 3.
[0089]
(4) Формирование второй формы
Выступы и углубления, имеющие, каждое, форму канавки с непрерывным дном, сформировали согласно следующей процедуре на межслойной пленке для многослойного стекла, на которой была сформирована первая форма. Пару валиков, включающих металлический валик, имеющий поверхность, обработанную на фрезерном станке с нанесением линий в виде косоугольных треугольников, и резиновый валик, имеющий твердость согласно JIS от 45 до 75, использовали в качестве устройства для переноса структуры выступов и углублений. Межслойную пленку для многослойного стекла, имеющую первую форму, пропускали через устройство для переноса структуры выступов и углублений, с формированием тем самым выступов и углублений на первой поверхности межслойной пленки для многослойного стекла. Углубления, имеющие, каждое, форму канавки с непрерывным дном, были параллельны друг другу с равными интервалами. Условиями применяемого здесь переноса были температура межслойной пленки для многослойного стекла 70°С, температура валиков 140°С, линейная скорость 10 м/мин, и линейное давление от 1 до 100 кН/м. Затем такую же операцию выполнили на второй поверхности межслойной пленки для многослойного стекла для формирования углублений, имеющих, каждое, форму канавки с непрерывным дном. Здесь угол пересечения между углублениями, имеющими, каждое, форму канавки с непрерывным дном (форму выгравированной линии), сформированными на первой поверхности, и углублениями, имеющими, каждое, форму канавки с непрерывным дном (форму выгравированной линии), сформированными на второй поверхности, был установлен на 20°. Полученная межслойная пленка для многослойного стекла имела толщину 760 мкм.
[0090]
(5) Измерение выступов и углублений на первой поверхности и второй поверхности после формирования второй формы
(5-1) Измерение значения Sа
Поверхность межслойной пленки для многослойного стекла измеряли с использованием интерференционного микроскопа белого света для трехмерного анализа (ContourGT-K производства фирмы Bruker AXS GmbH) в 1-миллиметровом квадратном поле зрения при 115-кратном увеличении линзы объектива, 0,5-кратном увеличении внутренней линзы, и разрешении, установленном на полное разрешение, для получения изображений. Поверхность межслойной пленки для многослойного стекла измеряли с использованием интерференционного микроскопа белого света для трехмерного анализа (ContourGT-K производства фирмы Bruker AXS GmbH) в 1-миллиметровом квадратном поле зрения при 115-кратном увеличении линзы объектива, 0,5-кратном увеличении внутренней линзы, и разрешении, установленном на полное разрешение, для получения изображений. Полученные изображения подвергали обработке в процессах планаризации и устранения влияния помех. Данные относительно высот только выступов дополнительно получали обработкой в процессе Mask data для получения данных только о выступах. Крупные выступы и углубления удаляли из области полученных данных с использованием фильтра с гауссовской характеристикой. Затем рассчитывали среднеарифметическое значение Sa высоты методом, регламентированным в стандарте ISO 25178. Для обработки изображений использовали прилагаемый к прибору пакет аналитических программ «Vision64». Условия процессов планаризации и устранения помех включали выполнение первой обработки «Terms Removal (F-Operator)» на аналитической инструментальной панели при аналитическом условии «Tilt only (Plane Fit)», выполнение второй обработки «Statistic Filter» при аналитических условиях «Filter type: Sigma» и «Filter size: 5», и дополнительное выполнение обработки «data Restore» выбором аналитического условия «Legacy», выбором условия «Restore Edge», и настройкой условия итерации до значения для достаточной полноты данных. В третьей обработке «Mask data» для получения данных изображения только на выступах, пороговое значение высоты гистограммы, выведенной при аналитическом условии Histogram Mask, определяли составляющим между 0,2 и -0,2 мкм, и данные об областях высоты, равных или бóльших, чем пороговое значение, извлекали при условии «Mask: Left». Чтобы удалить крупные выступы и углубления, выполняли четвертую обработку «Gaussian Regression Filter» при аналитических условиях «Short wavelength pass, order: 2, Type: Regular, and Long wavelength cutoff: 0,025 mm», и выполняли расширенную настройку при начальных условиях. Графические данные после проведения обработок от первой до третьей подвергали четвертой обработке «S parameters-height» при аналитическом условии «Removal tilt: True». Полученное значение «Sa» использовали как среднеарифметическое значение Sa высоты.
Измеряли девять точек в квадратном образце межслойной пленки для многослойного стекла размером 10 см так, что эти точки находились на расстоянии 3 см или более друг от друга. Усредненное значение результатов измерений использовали как значение Sa.
[0091]
(5-2) Измерение вершинного значения Sa
Поверхность межслойной пленки для многослойного стекла измеряли с использованием интерференционного микроскопа белого света для трехмерного анализа (ContourGT-K производства фирмы Bruker AXS GmbH) в 1-миллиметровом квадратном поле зрения при 115-кратном увеличении линзы объектива, 0,5-кратном увеличении внутренней линзы, и разрешении, установленном на полное разрешение, для получения изображений. В обработке изображений использовали прилагаемый к прибору пакет аналитических программ «Vision64». Условия процессов планаризации и устранения помех включали выполнение первой обработки «Terms Removal (F-Operator)» на аналитической инструментальной панели при аналитическом условии «Tilt only (Plane Fit)», выполнение второй обработки «Statistic Filter» при аналитических условиях «Filter type: Sigma» и «Filter size: 5», и дополнительное выполнение обработки «data Restore» выбором аналитического условия «Legacy», выбором условия Restore Edge, и настройкой условия итерации до значения для достаточной полноты данных. В третьей обработке «Mask data» для получения данных только о выступах, пороговое значение высоты гистограммы, выведенной при аналитическом условии Histogram Mask, определяли составляющим между 0,2 и -0,2 мкм, и данные об областях высоты, равных или бóльших, чем пороговое значение, извлекали при условии «Mask: Left». Для удаления крупных выступов и углублений выполняли четвертую обработку «Gaussian Regression Filter» при аналитических условиях «Short wavelength pass, order: 2, Type: Regular, and Long wavelength cutoff: 0,025 mm», и выполняли расширенную настройку при начальных условиях. Графические данные после проведения обработок от первой до третьей подвергали четвертой обработке «S parameters-height» при аналитическом условии «Removal tilt: True». Полученное значение «Sa» использовали как среднеарифметическое значение Sa высоты. Измеряли девять точек в квадратном образце межслойной пленки для многослойного стекла размером 10 см так, что эти точки находились на расстоянии 3 см или более друг от друга. Усредненное значение результатов измерений использовали как значение Sa.
[0092]
(5-3) Измерение значения Rz
Усредненную по десяти точкам шероховатость (Rz) на обеих поверхностях полученной межслойной пленки измеряли методом в соответствии со стандартом JIS B 0601 (1994). Используемым измерительным инструментом был «Surfcorder SE300» производства фирмы Kosaka Laboratory Ltd. Измерение выполняли с использованием стилусного профилометра при граничном значении 2,5 мм, со стандартной длиной 2,5 мм, длиной оценки 12,5 мм, и скоростью измерения 0,5 мм/сек, со стилусом, имеющим радиус закругления острия 2 мкм и угол острия 60°. Измерение выполняли в среде с температурой 23°С и 30%-ной относительной влажностью (RH). Стилус перемещали в направлении перпендикулярно направлению углублений в форме выгравированных линий.
[0093]
(5-4) Измерение значения Sm
Оптический микроскоп (например, «DSX-100» производства фирмы Olympus Corporation) использовали для обследования первой поверхности и второй поверхности полученной межслойной пленки для многослойного стекла (диапазон наблюдения: 4 мм×4 мм), и интервал между соседними углублениями измеряли для каждой пары смежных углублений. Затем кратчайшие расстояния между самыми глубокими донными участками соседних углублений усредняли для определения интервала Sm между углублениями.
[0094]
(5-5) Измерение радиуса R закругления выступа
Межслойную пленку разрезали в направлении перпендикулярно направлению углублений в форме выгравированных линий, и по направлению толщины пленки. Обследовали поперечное сечение с использованием микроскопа (например, «DSX-100» производства фирмы Olympus Corporation), и фотографировали при увеличении в 277 раз. Полученное изображение увеличивали до 50 мкм/20 мм. В этом состоянии радиус вписанной окружности на вершине выступа определяли, как радиус закругления вершины выступа, с использованием программы для измерения, включенной в сопутствующее программное обеспечение. Таким образом, измерили радиус R закругления выступа. Измерение выполняли в среде с температурой 23°С и 30%-ной RH.
[0095]
(Примеры 5-8)
Межслойную пленку для многослойного стекла изготовили таким же способом, как в Примере 4, за исключением следующего: использовали другой тип мелкого агента для струйной обработки, как показано в Таблице 1, в стадии 3 изготовления гравированного валика для тиснения для формирования первой формы; форму тиснения и ширину шага для формирования второй формы изменили, как показано в Таблице 1; и линейное давление для формирования второй формы регулировали на величину от 1 до 100 кH/м для получения желательной шероховатости. Затем измеряли выступы и углубления на обеих поверхностях межслойной пленки.
[0096]
(Оценка)
Межслойные пленки для многослойного стекла, полученные в Примерах 1-8 и Сравнительных Примерах 1 и 2, оценивали для аутогезии следующим методом. Таблица 1 показывает результаты.
Межслойную пленку для многослойного стекла, полученную в каждом из примеров и сравнительных примеров, разрезали для приготовления испытательного образца с размером 150 мм длиной и 150 мм шириной. Два полученных таким образом испытательных образца наслоили друг на друга, и поместили на них стеклянную пластину (вес: 5,8 кг) с размещенный между ними прокладочной отделяемой бумагой как средством для простоты отделения. Прокладочную отделяемую бумагу изготовили нанесением на бумажную основу покрытия из силикона. В этом состоянии испытательные образцы оставили на 48 часов в бане с постоянной температурой и влажностью, отрегулированной на температуру 23°С и влажность 30%. Затем концевые участки длиной 2 см двух испытательных образцов отслоили друг от друга, и концевые участки двух испытательных образцов закрепили в зажимах шириной 15 см, соответственно. Предел прочности на отрыв под 180° между двумя испытательными образцами измеряли в соответствии со стандартом JIS K-6854-3 (1999) со скоростью отслаивания 50 см/мин в среде с температурой 23°С и влажностью 30%, и рассчитывали среднее значение предела прочности на отрыв (Н/15 см) на дистанции отслоения от 50 мм до 200 мм. Другие условия соответствовали стандарту JIS K-6854-3 (1999). Полученное значение использовали как силу аутогезии межслойной пленки для многослойного стекла.
Для расслоения машиной, транспортирующей межслойную пленку для многослойного стекла, или с применением ручного усилия, сила аутогезии предпочтительно составляет 20 Н/15 см или менее, более предпочтительно 13 Н/15 см или менее, еще более предпочтительно 10 Н/15 см или менее.
[0097]
[Таблица 1]
[0098]
(Пример 9)
(1) Получение полимерной композиции
Поливиниловый спирт, имеющий среднюю степень полимеризации 1700, подвергли ацетализации н-масляным альдегидом с образованием поливинилбутираля (содержание ацетильных групп: 1 мол.%, содержание бутиральных групп: 69,1 мол.%, содержание гидроксильных групп: 30 мол.%). К 100 частям по массе поливинилбутираля добавили 40 частей по массе ди-2-этилгексаноата триэтиленгликоля (3GO) в качестве пластификатора, и тщательно вымесили с использованием смесительного вальца с образованием полимерной композиции.
[0099]
(2) Изготовление межслойной пленки для многослойного стекла и формирование первой формы
В то время как формировали межслойную пленку для многослойного стекла, также сформировали первую форму согласно Примеру 2 изготовления.
Более конкретно, в то время как формировали межслойную пленку для многослойного стекла, также формировали первую форму в соответствии со способом тиснения, в котором контролируют явления разрушения потока расплава, в следующих условиях: величина экструзии в расчете на ширину фильеры 440 кг/час·м, температура поверхности пленки непосредственно после экструзии из фильеры 200°С, давление смолы на входе в фильеру 80 кгс/см2, и температура воды в водяном баке для охлаждения пленки от 20°С до 30°С. Здесь расстояние между фильерой и поверхностью бака с охлаждающей водой составляло 50 мм.
Полученная межслойная пленка для многослойного стекла имела толщину 760 мкм. Значение Sа и значение Rz были измерены такими же методами, как в Примере 1.
[0100]
(Примеры 10 и 11 и Сравнительный Пример 3)
Межслойную пленку для многослойного стекла изготовили таким же путем, как в Примере 9, за исключением того, что расстояние между фильерой и поверхностью бака с охлаждающей водой для формирования первой формы изменяли, как показано в Таблице 2, и измеряли выступы и углубления на обеих поверхностях межслойной пленки.
[0101]
(Пример 12)
(1) Получение полимерной композиции
Поливиниловый спирт, имеющий среднюю степень полимеризации 1700, подвергли ацетализации н-масляным альдегидом с образованием поливинилбутираля (содержание ацетильных групп: 1 мол.%, содержание бутиральных групп: 69,1 мол.%, содержание гидроксильных групп: 30 мол.%). К 100 частям по массе поливинилбутираля добавили 40 частей по массе ди-2-этилгексаноата триэтиленгликоля (3GO) в качестве пластификатора, и тщательно вымесили с использованием смесительного вальца с образованием полимерной композиции.
[0102]
(2) Изготовление межслойной пленки для многослойного стекла и формирование первой формы
В то время как формировали межслойную пленку для многослойного стекла, также сформировали первую форму согласно Примеру 2 изготовления.
Межслойную пленку для многослойного стекла изготовили таким же путем, как в Примере 9, за исключением того, что расстояние между фильерой и поверхностью бака с охлаждающей водой для формирования первой формы изменяли, как показано в Таблице 2, и сформировали первую форму на обеих поверхностях межслойной пленки.
Полученная межслойная пленка для многослойного стекла имела толщину 760 мкм. Значение Sа и значение Rz были измерены такими же методами, как в Примере 1.
[0103]
(3) Формирование второй формы
Выступы и углубления, имеющие, каждое, форму канавки с непрерывным дном, сформировали согласно следующей процедуре на межслойной пленке для многослойного стекла, на которой была сформирована первая форма. Пару валиков, включающих металлический валик, имеющий поверхность, обработанную на фрезерном станке с нанесением линий в виде косоугольных треугольников, и резиновый валик, имеющий твердость согласно JIS от 45 до 75, использовали в качестве устройства для переноса структуры выступов и углублений. Межслойную пленку для многослойного стекла, имеющую первую форму, пропускали через устройство для переноса структуры выступов и углублений, с формированием тем самым выступов и углублений на первой поверхности межслойной пленки для многослойного стекла. Углубления, имеющие, каждое, форму канавки с непрерывным дном, были параллельны друг другу с равными интервалами. Условиями применяемого здесь переноса были температура межслойной пленки для многослойного стекла 70°С, температура валиков 140°С, линейная скорость 10 м/мин, и линейное давление от 1 до 100 кН/м. Затем такую же операцию выполнили на второй поверхности межслойной пленки для многослойного стекла для формирования углублений, имеющих, каждое, форму канавки с непрерывным дном. Здесь угол пересечения между углублениями, имеющими, каждое, форму канавки с непрерывным дном (форму выгравированной линии), сформированными на первой поверхности, и углублениями, имеющими, каждое, форму канавки с непрерывным дном (форму выгравированной линии), сформированными на второй поверхности, был установлен на 20°.
После формирования второй формы выступы и углубления на первой поверхности и второй поверхности измеряли таким же методом, как в Примере 4.
[0104]
(Примеры 13-16 и Сравнительные Примеры 4-6)
Межслойную пленку для многослойного стекла изготовили таким же способом, как в Примере 12, за исключением следующего: расстояние между фильерой и поверхностью бака с охлаждающей водой для формирования первой формы изменяли, как показано в Таблице 2; форму тиснения и ширину шага для формирования второй формы изменяли, как показано в Таблице 2; и линейное давление для формирования второй формы регулировали на величину от 1 до 100 кH/м для получения желательной шероховатости. Затем измеряли выступы и углубления на обеих поверхностях межслойной пленки.
[0105]
(Оценка)
Межслойные пленки для многослойного стекла, полученные в Примерах 9-16 и Сравнительных Примерах 3-6, оценивали для аутогезии таким же методом, как в Примере 1. Таблица 2 показывает результаты.
[0106]
[Таблица 2]
[0107]
(Примеры 17 и 18)
Межслойную пленку для многослойного стекла изготовили таким же путем, как в Примере 1, за исключением следующего: использовали поливинилбутираль, имеющий состав, как показано в Таблице 3; в стадии 3 изготовления гравированного валика для тиснения использовали агент для струйной обработки иного типа для изготовления гравированного валика для тиснения для формирования первой формы; и давление пресса для переноса структуры выступов и углублений регулирования для получения желательного значения Rz. Затем измеряли выступы и углубления на обеих поверхностях межслойной пленки.
[0108]
(Примеры 19-21)
Межслойную пленку для многослойного стекла изготовили таким же путем, как в Примере 4, за исключением следующего: использовали поливинилбутираль, имеющий состав, как показано в Таблице 3; в стадии 3 изготовления гравированного валика для тиснения использовали мелкий агент для струйной обработки иного типа, как показано в Таблице 3, для изготовления гравированного валика для тиснения для формирования первой формы; форму тиснения и ширину шага для формирования второй формы изменяли, как показано в Таблице 3; и линейное давление для формирования второй формы регулировали на величину от 1 до 100 кH/м для получения желательной шероховатости. Затем измеряли выступы и углубления на обеих поверхностях межслойной пленки.
[0109]
(Оценка)
Межслойные пленки для многослойного стекла, полученные в Примерах 17-21, оценивали для аутогезии таким же методом, как в Примере 1. Таблица 3 показывает результаты.
[0110]
[Таблица 3]
[0111]
(Примеры 22 и 23)
Межслойную пленку для многослойного стекла изготовили таким же путем, как в Примере 9, за исключением следующего: использовали поливинилбутираль, имеющий состав, как показано в Таблице 4; и расстояние между фильерой и поверхностью бака с охлаждающей водой для формирования первой формы изменяли, как показано в Таблице 4. Затем измеряли выступы и углубления на обеих поверхностях межслойной пленки.
[0112]
(Пример 24)
Межслойную пленку для многослойного стекла изготовили таким же путем, как в Примере 12, за исключением следующего: использовали поливинилбутираль, имеющий состав, как показано в Таблице 4; расстояние между фильерой и поверхностью бака с охлаждающей водой для формирования первой формы изменяли, как показано в Таблице 4; форму тиснения и ширину шага для формирования второй формы изменяли, как показано в Таблице 4; и линейное давление для формирования второй формы регулировали на величину от 1 до 100 кH/м для получения желательной шероховатости. Затем измеряли выступы и углубления на обеих поверхностях межслойной пленки.
[0113]
(Оценка)
Межслойные пленки для многослойного стекла, полученные в Примерах 22-24, оценивали для аутогезии таким же методом, как в Примере 1. Таблица 4 показывает результаты.
[0114]
[Таблица 4]
[0115]
(Пример 25)
(Получение полимерной композиции для защитного слоя)
Поливиниловый спирт, имеющий среднюю степень полимеризации 1700, подвергли ацетализации н-масляным альдегидом с образованием поливинилбутираля (содержание ацетильных групп: 1 мол.%, содержание бутиральных групп: 69 мол.%, содержание гидроксильных групп: 30 мол.%). К 100 частям по массе поливинилбутираля добавили 36 частей по массе ди-2-этилгексаноата триэтиленгликоля (3GO) в качестве пластификатора, и смесь тщательно вымесили с использованием смесительного вальца с образованием полимерной композиции для защитных слоев.
[0116]
(Получение полимерной композиции для промежуточного слоя)
Поливиниловый спирт, имеющий среднюю степень полимеризации 3000, подвергли ацетализации н-масляным альдегидом с образованием поливинилбутираля (содержание ацетильных групп: 12,5 мол.%, содержание бутиральных групп: 64,2 мол.%, содержание гидроксильных групп: 23,3 мол.%). К 100 частям по массе поливинилбутираля добавили 76,5 частей по массе ди-2-этилгексаноата триэтиленгликоля (3GO) в качестве пластификатора, и смесь тщательно вымесили с использованием смесительного вальца с образованием полимерной композиции для промежуточных слоев.
[0117]
(Изготовление межслойной пленки для многослойного стекла)
Полученную полимерную композицию для промежуточных слоев и полимерную композицию для защитных слоев соэкструдировали с использованием соэкструдера с образованием межслойной пленки для многослойного стекла, имеющей трехслойную структуру, включающую первый защитный слой, выполненный из полимерной композиции для защитных слоев, промежуточный слой, изготовленный из полимерной композиции для промежуточных слоев, и второй защитный слой, выполненный из полимерной композиции для защитных слоев, наслоенные в указанном порядке. Условия экструзии были установлены так, что первый и второй защитные слои, каждый, имели толщину 350 мкм, и промежуточный слой имел толщину 100 мкм, в межслойной пленке для многослойного стекла, полученной после формирования выступов и углублений.
Затем сформировали выступы и углубления на промежуточной пленке для многослойного стекла таким же способом, как в Примере 1, за исключением следующего: использовали измененный тип агента для струйной обработки в стадии 3 изготовления гравированного валика для тиснения, для формирования первой формы; и давление пресса для переноса структуры выступов и углублений регулировали для получения желательного значения Rz. Затем измерили выступы и углубления на обеих поверхностях межслойной пленки.
[0118]
(Пример 26 и Сравнительные Примеры 7 и 8)
Межслойную пленку для многослойного стекла изготовили таким же путем, как в Примере 25, за исключением следующего: использовали измененный тип агента для струйной обработки в стадии 3 изготовления гравированного валика для тиснения, для формирования первой формы; и давление пресса для переноса структуры выступов и углублений регулировали для получения желательного значения Rz. Затем измерили выступы и углубления на обеих поверхностях межслойной пленки.
[0119]
(Пример 27)
Межслойную пленку для многослойного стекла изготовили, и первую форму сформировали на ней таким же путем, как в Примере 25, за исключением следующего: использовали измененный тип агента для струйной обработки в стадии 3 изготовления гравированного валика для тиснения, для формирования первой формы; и давление пресса для переноса структуры выступов и углублений регулировали для получения желательного значения Rz.
[0120] Выступы и углубления, имеющие, каждое, форму канавки с непрерывным дном, сформировали согласно следующей процедуре на межслойной пленке для многослойного стекла, на которой была сформирована первая форма. Пару валиков, включающих металлический валик, имеющий поверхность, обработанную на фрезерном станке с нанесением линий в виде косоугольных треугольников, и резиновый валик, имеющий твердость согласно JIS от 45 до 75, использовали в качестве устройства для переноса структуры выступов и углублений. Межслойную пленку для многослойного стекла, имеющую первую форму, пропускали через устройство для переноса структуры выступов и углублений, с формированием тем самым выступов и углублений на первой поверхности межслойной пленки для многослойного стекла. Углубления, имеющие, каждое, форму канавки с непрерывным дном, были параллельны друг другу с равными интервалами. Условиями применяемого здесь переноса были температура межслойной пленки для многослойного стекла 70°С, температура валиков 140°С, линейная скорость 10 м/мин, и линейное давление от 1 до 100 кН/м. Затем такую же операцию выполнили на второй поверхности межслойной пленки для многослойного стекла для формирования углублений, имеющих, каждое, форму канавки с непрерывным дном. Здесь угол пересечения между углублениями, имеющими, каждое, форму канавки с непрерывным дном (форму выгравированной линии), сформированными на первой поверхности, и углублениями, имеющими, каждое, форму канавки с непрерывным дном (форму выгравированной линии), сформированными на второй поверхности, был установлен на 20°.
[0121]
(Примеры 28-33 и Сравнительный Пример 9)
Межслойную пленку для многослойного стекла изготовили таким же путем, как в Примере 27, за исключением следующего: использовали поливинилбутираль, имеющий состав, как показано в Таблице 6 или 7; использовали измененный тип мелкого агента для струйной обработки, как показано в Таблице 6 или 7, в стадии 3 изготовления гравированного валика для тиснения, для формирования первой формы; форму тиснения и ширину шага для формирования второй формы изменяли, как показано в Таблице 6 или 7; и линейное давление для формирования второй формы регулировали на величину от 1 до 100 кH/м для получения желательной шероховатости. Затем измеряли выступы и углубления на обеих поверхностях межслойной пленки.
[0122]
(Оценка)
Межслойные пленки для многослойного стекла, полученные в Примерах 25-33 и в Сравнительных Примерах 7-9, оценивали для аутогезии таким же методом, как в Примере 1. Таблицы 5-7 показывают результаты.
[0123]
[Таблица 5]
[0124]
[Таблица 6]
[0125]
[Таблица 7]
[0126]
(Пример 34)
Полимерную композицию для промежуточного слоя и полимерную композицию для защитного слоя получили таким же способом, как в Примере 25, за исключением того, что использовали поливинилбутираль, имеющий состав, как показано в Таблице 8. Полученную полимерную композицию для промежуточного слоя и полученную полимерную композицию для защитного слоя соэкструдировали с использованием соэкструдера с образованием межслойной пленки для многослойного стекла, включающей три слоя, то есть, первый защитный слой, выполненный из полимерной композиции для защитного слоя, промежуточный слой, изготовленный из полимерной композиции для промежуточного слоя, и второй защитный слой, выполненный из полимерной композиции для защитного слоя, которые были наслоены в указанном порядке. В то время как формировали межслойную пленку для многослойного стекла, также сформировали первую форму в соответствии с Примером 2 изготовления.
Более конкретно, в то время как формировали межслойную пленку для многослойного стекла, также сформировали первую форму в соответствии со способом тиснения, в котором контролируют явления разрушения потока расплава, в следующих условиях: величина экструзии в расчете на ширину фильеры 440 кг/час·м, температура поверхности пленки непосредственно после экструзии из фильеры 200°С, давление смолы на входе в фильеру 80 кгс/см2, и температура воды в водяном баке для охлаждения пленки от 20°С до 30°С. Здесь расстояние между фильерой и поверхностью бака с охлаждающей водой составляло 100 мм.
В полученной межслойной пленке для многослойного стекла оба из первого защитного слоя и второго защитного слоя имели толщину 350 мкм, и промежуточный слой имел толщину 100 мкм. Значение Sа и значение Rz измеряли такими же методами, как в Примере 1.
[0127]
(Примеры 35 и 36 и Сравнительный Пример 10)
Межслойную пленку для многослойного стекла изготовили таким же путем, как в Примере 34, за исключением того, что расстояние между фильерой и поверхностью бака с охлаждающей водой для формирования первой формы изменяли, как показано в Таблице 8, и измеряли выступы и углубления на обеих поверхностях межслойной пленки.
[0128]
(Оценка)
Межслойные пленки для многослойного стекла, полученные в Примерах 34-36 и в Сравнительном Примере 10, оценивали для аутогезии таким же методом, как в Примере 1. Таблица 8 показывает результаты.
[0129]
[Таблица 8]
[0130]
(Пример 37)
(Изготовление межслойной пленки для многослойного стекла и формирование первой формы)
В то время как формировали межслойную пленку для многослойного стекла, также сформировали первую форму Таким же способом, как в Примере 34.
[0131]
(Формирование второй формы)
Выступы и углубления, имеющие, каждое, форму канавки с непрерывным дном, сформировали согласно следующей процедуре на межслойной пленке для многослойного стекла, на которой была сформирована первая форма. Пару валиков, включающих металлический валик, имеющий поверхность, обработанную на фрезерном станке с нанесением линий в виде косоугольных треугольников, и резиновый валик, имеющий твердость согласно JIS от 45 до 75, использовали в качестве устройства для переноса структуры выступов и углублений. Межслойную пленку для многослойного стекла, имеющую первую форму, пропускали через устройство для переноса структуры выступов и углублений, с формированием тем самым выступов и углублений на первой поверхности межслойной пленки для многослойного стекла. Углубления, имеющие, каждое, форму канавки с непрерывным дном, были параллельны друг другу с равными интервалами. Условиями применяемого здесь переноса были температура межслойной пленки для многослойного стекла 70°С, температура валиков 140°С, линейная скорость 10 м/мин, и линейное давление от 1 до 100 кН/м. Затем такую же операцию выполнили на второй поверхности межслойной пленки для многослойного стекла для формирования углублений, имеющих, каждое, форму канавки с непрерывным дном. Здесь угол пересечения между углублениями, имеющими, каждое, форму канавки с непрерывным дном (форму выгравированной линии), сформированными на первой поверхности, и углублениями, имеющими, каждое, форму канавки с непрерывным дном (форму выгравированной линии), сформированными на второй поверхности, был установлен на 20°. После формирования второй формы выступы и углубления на первой поверхности и второй поверхности измерили таким же методом, как в Примере 4.
[0132]
(Пример 38 и Сравнительный Пример 11)
Межслойную пленку для многослойного стекла изготовили таким же способом, как в Примере 37, за исключением следующего: использовали поливинилбутираль, имеющий состав, как показано в Таблице 9; расстояние между фильерой и поверхностью бака с охлаждающей водой для формирования первой формы изменяли, как показано в Таблице 9; форму тиснения и ширину шага для формирования второй формы изменяли, как показано в Таблице 9; и линейное давление для формирования второй формы регулировали на величину от 1 до 100 кH/м для получения желательной шероховатости. Затем измеряли выступы и углубления на обеих поверхностях межслойной пленки.
[0133]
(Оценка)
Межслойные пленки для многослойного стекла, полученные в Примерах 37 и 38 и в Сравнительном Примере 11, оценивали для аутогезии таким же методом, как в Примере 1. Таблица 9 показывает результаты.
[0134]
[Таблица 9]
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0135] Настоящее изобретение представляет межслойную пленку для многослойного стекла, которая может легко расслаиваться без аутогезии даже после хранения в наслоенном состоянии, многослойное стекло, изготовленное с использованием межслойной пленки для многослойного стекла, и способ изготовления межслойной пленки для многослойного стекла.
СПИСОК УСЛОВНЫХ ОБОЗНАЧЕНИЙ
[0136]
1 произвольно выбранное одно углубление
2 углубление, соседнее с произвольно выбранным одним углублением
3 углубление, соседнее с произвольно выбранным одним углублением
А интервал между углублением 1 и углублением 2
В интервал между углублением 1 и углублением 3
10 межслойная пленка для многослойного стекла
11 углубление, имеющее форму канавки с непрерывным дном на первой поверхности
12 углубление, имеющее форму канавки с непрерывным дном на второй поверхности
20 выступы и углубления на первой поверхности или второй поверхности
21 углубление, имеющее форму канавки с непрерывным дном
22 выступ
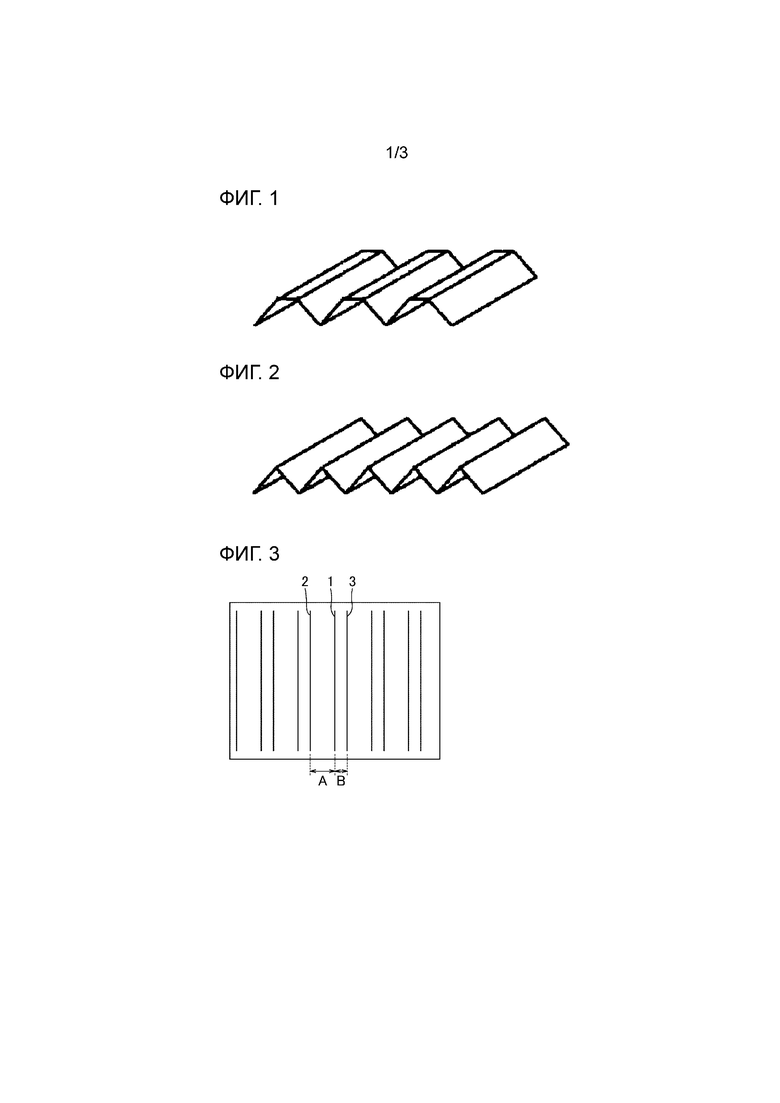
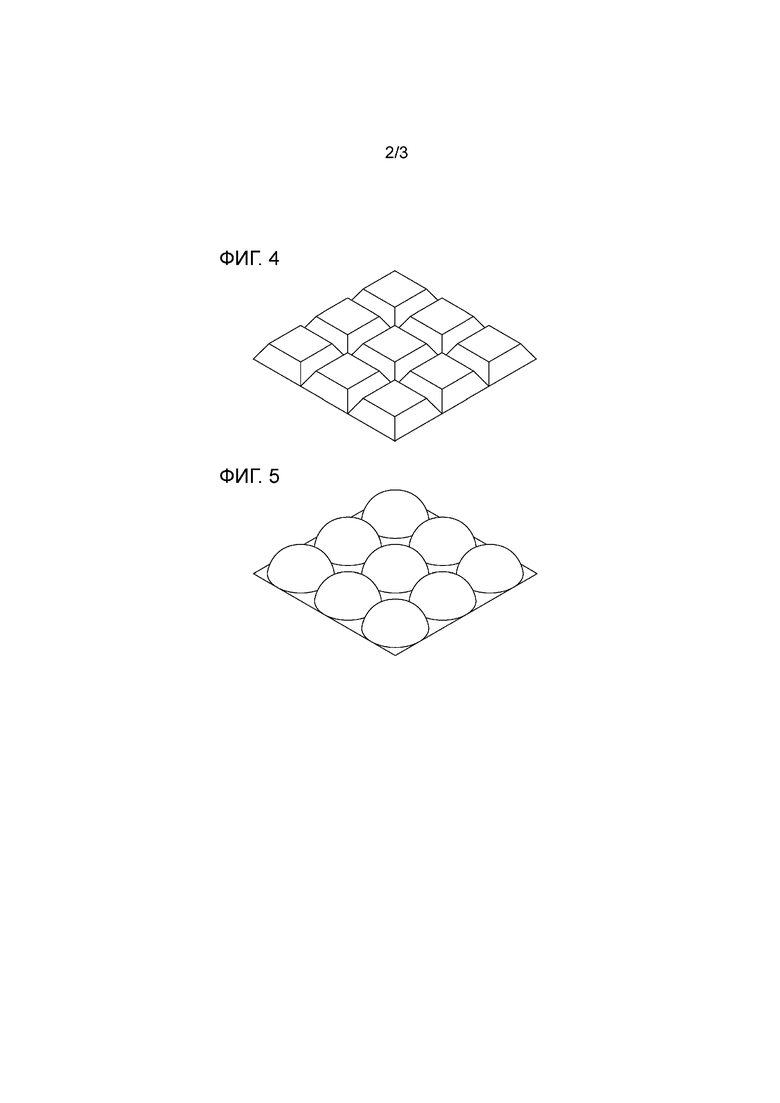
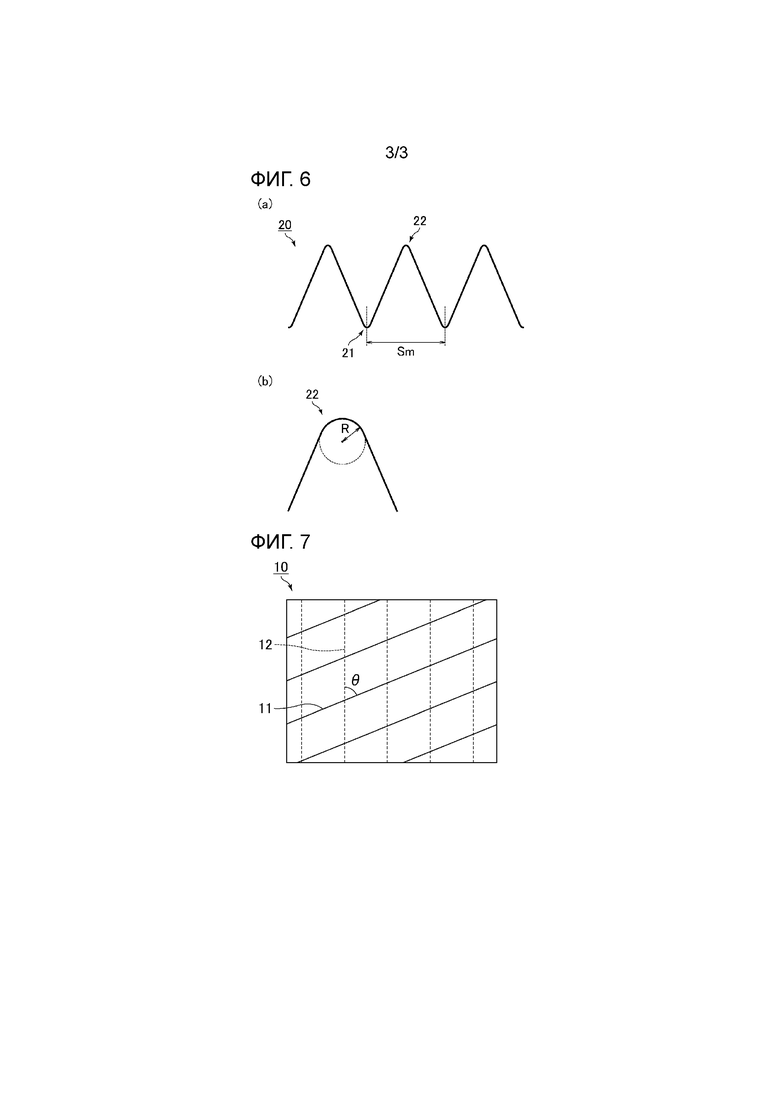
Изобретения относятся к межслойной пленке для многослойного стекла и способу ее изготовления. Технический результат – создание межслойной пленки для многослойного стекла, которая может легко расслаиваться без аутогезии даже после хранения в наслоенном состоянии. Межслойная пленка для многослойного стекла имеет большое число углублений на по меньшей мере одной поверхности. Указанная по меньшей мере одна поверхность имеет среднеарифметическую высоту Sa 250 нм или более, измеренную в соответствии со стандартом ISO 25178. 5 н. и 8 з.п. ф-лы, 7 ил., 9 табл.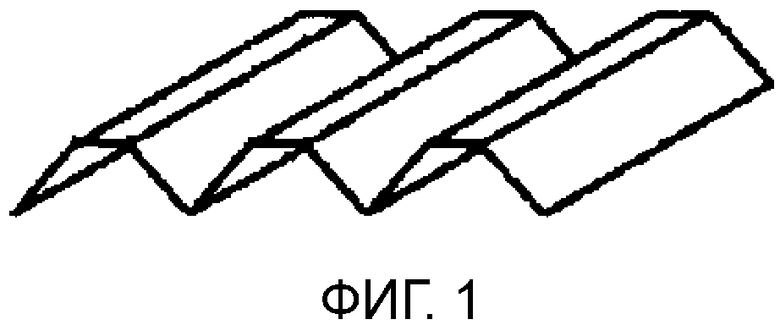
1. Межслойная пленка для многослойного стекла, имеющая большое число углублений на по меньшей мере одной поверхности, причем указанная по меньшей мере одна поверхность имеющая углубления, имеет среднеарифметическую высоту Sa 200 нм или более, измеренную в соответствии со стандартом ISO 25178.
2. Межслойная пленка для многослойного стекла по п.1, в которой указанная по меньшей мере одна поверхность, имеющая углубления, имеет среднеарифметическую высоту Sa 250 нм или более, измеренную в соответствии со стандартом ISO 25178.
3. Межслойная пленка для многослойного стекла по п.1 или 2, в которой каждое из указанного большого числа углублений на указанной по меньшей мере одной поверхности имеет форму канавки с непрерывным дном.
4. Межслойная пленка для многослойного стекла по п.3, в которой углубления, каждое из которых имеет форму канавки с непрерывным дном, являются регулярно смежными и параллельными друг другу.
5. Межслойная пленка для многослойного стекла по п.3 или 4, дополнительно имеющая большое число выступов на указанной по меньшей мере одной поверхности, имеющей углубления, причем указанная поверхность имеет среднеарифметическую высоту Sa 200 нм или более, измеренную по вершинам выступов в соответствии со стандартом ISO 25178.
6. Межслойная пленка для многослойного стекла по п.3, 4 или 5, имеющая большое число углублений на обеих поверхностях, причем каждое из углублений на обеих поверхностях имеет форму канавки с непрерывным дном, и
угол θ пересечения между углублениями на одной поверхности, каждое из которых имеет форму канавки с непрерывным дном, и углублениями на другой поверхности, каждое из которых имеет форму канавки с непрерывным дном, составляет 10° или более.
7. Межслойная пленка для многослойного стекла по п.3, 4, 5 или 6, дополнительно имеющая большое число выступов на каждой поверхности, имеющей углубления, причем выступы имеют радиус R закругления 200 мкм или менее.
8. Межслойная пленка для многослойного стекла по п.1, 2, 3, 4, 5, 6 или 7, в которой каждая поверхность, имеющая углубления, имеет усредненную по десяти точкам шероховатость Rz 10 мкм или более, измеренную в соответствии со стандартом JIS B 0601 (1994).
9. Многослойное стекло, включающее:
пару стеклянных пластин и
межслойную пленку для многослойного стекла по п.1, 2, 3, 4, 5, 6, 7 или 8, размещенную между указанной парой стеклянных пластин.
10. Межслойная пленка для многослойного стекла, имеющая большое число углублений и большое число выступов на по меньшей мере одной поверхности, причем каждое из указанного большого числа углублений имеет форму канавки с непрерывным дном, причем указанная поверхность имеет среднеарифметическую высоту Sa 200 нм или более, измеренную по вершинам выступов в соответствии со стандартом ISO 25178.
11. Многослойное стекло, включающее:
пару стеклянных пластин и
межслойную пленку для многослойного стекла по п.10, размещенную между указанной парой стеклянных пластин.
12. Способ изготовления межслойной пленки для многослойного стекла по п.1, 2, 3, 4, 5, 6, 7, 8 или 10, причем способ включает стадию, в которой
формируют большое число углублений на по меньшей мере одной поверхности межслойной пленки для многослойного стекла способом с использованием гравированного валика для тиснения, изготовленного процессом получения, включающим:
стадию 1 изготовления гравированного валика для тиснения, в которой формируют выступы и углубления на металлическом валике струйной обработкой абразивным материалом;
стадию 2 изготовления гравированного валика для тиснения, в которой сошлифовывают часть каждого выступа на металлическом валике, имеющем выступы и углубления, до участка плоской поверхности; и
стадию 3 изготовления гравированного валика для тиснения, в которой формируют выступы и углубления струйной обработкой абразивным материалом, более мелким, чем абразивный материал, использованный в стадии 1 изготовления гравированного валика для тиснения,
при этом абразивный материал, используемый в стадии 3 изготовления гравированного валика для тиснения, имеет диаметр зерен 150 мкм или менее при размере зерен в точке 3% (dv-3) в соответствии со стандартом JIS R6001 (1998) и диаметр зерен 11 мкм или более при размере зерен в точке 94% (dv-94) в соответствии со стандартом JIS R6001 (1998).
13. Способ изготовления межслойной пленки для многослойного стекла по п.1, 2, 3, 4, 5, 6, 7, 8 или 10, причем способ предназначен для формирования большого числа углублений на по меньшей мере одной поверхности межслойной пленки для многослойного стекла способом тиснения, в котором контролируют явления разрушения расплава, при этом способ включает стадии, в которых:
экструдируют полимерную композицию для формирования межслойной пленки для многослойного стекла из фильеры и
охлаждают экструдированную межслойную пленку для многослойного стекла в баке с охлаждающей водой, причем расстояние между фильерой и баком с охлаждающей водой регулируют до 250 мм или менее при охлаждении.
| JP 2003048762 A, 21.02.2003 | |||
| US 6093471 A1, 25.07.2000 | |||
| JP 2002104846 A, 10.04.2002; | |||
| US 5455103 A103.10.1995 | |||
| JP 2002154156 A, 28.05.2002 | |||
| Дверной заток для механической блокировки в устройствах высокого напряжения | 1946 |
|
SU68504A1 |

