Область техники, к которой относится изобретение
[0001] Настоящее изобретение, в общем, относится к изготовлению декоративных структурных пластмассовых частей и, более конкретно, к изготовлению автомобильной вентиляционной решетки воздушной заслонки из структурного пластичного полимера, совместимого с декоративным формованием пластичного полимера и декоративного формования, при этом полностью законченная часть извлекается из пресс-формы.
Уровень техники
[0002] Воздушные заслонки, которые отвечают за направление воздушного потока к пассажирам транспортного средства, также являются важными эстетическими элементами, которые вносят вклад в общий стиль и тему автомобильного салона. В настоящее время существует множество технических приемов, используемых в промышленности, чтобы декорировать вентиляционные решетки или направляющие лопатки воздушных заслонок.
[0003] Как проиллюстрировано на фиг.1a, такая вентиляционная решетка L может включать в себя корпус B, отформованный из неструктурного полимера, такого как акрилонитрилбутадиенстирол (ABS), поликарбонат+акрилонитрилбутадиенстирол (PC+ABS) или акрилонитрилстиролакрилат (ASA), который нагнетается в пресс-форму, которая уже содержит в себе декоративное формование (IMD). IMD применяется непосредственно к поверхности E результирующей вентиляционной решетки L через характеристику нагрева и давления процесса формования.
[0004] В значительной степени, IMD будет присоединяться посредством адгезива только к некоторым материалам, которые характеризуются как неструктурные полимеры. Вследствие требований жесткости для вентиляционных решеток воздушных заслонок, только короткие направляющие лопатки могут быть отформованы с IMD-совместимыми полимерами. Более длинные вентиляционные решетки требуют структурных пластичных полимеров, таких как стеклонаполненные материалы, включающие в себя полиамид, который хорошо не присоединяется посредством адгезива ко множеству IMD без применения предварительной обработки или внешних клейких материалов, тем самым, усложняя процесс изготовления и добавляя значительную стоимость к производственным затратам.
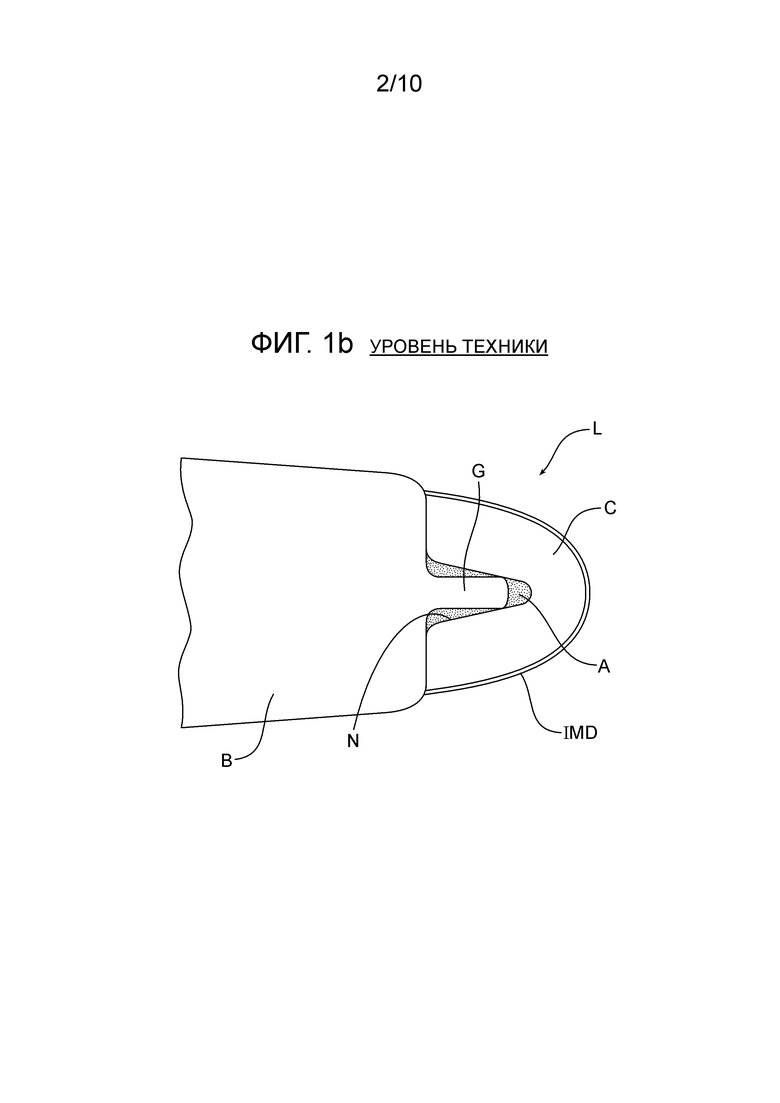
[0005] Фиг.1b иллюстрирует другой способ, используемый в промышленности для декорирования вентиляционных решеток воздушных заслонок. В этом способе корпус B вентиляционной решетки L формируется из более прочного стеклонаполненного полиамида. Однако, как отмечено выше, этот структурный пластичный полимер не может правильно воспринимать IMD непосредственно. Следовательно, отдельная крышка C формуется из неструктурного полимера/IMD-совместимого материала, которая будет воспринимать IMD. Эта отдельная крышка C затем вручную устанавливается и клеевым образом скрепляется с полиамидной вентиляционной решеткой, чтобы обеспечивать декоративный внешний вид. Более конкретно, ручка G, сформированная на полиамидном корпусе B, впрессовывается и принимается в выемку N, сформированную в крышке C. Клей A связывает крышку C и корпус B вместе. Следует понимать, что этот процесс изготовления вентиляционной решетки содержит множество составных частей и этапов, что увеличивает затраты на изготовление и, по существу, включает в себя большое число типов сбоев.
[0006] Этот документ представляет инновационный способ сочетания множества IMD со структурными полимерами, при этом структурный пластичный полимер, IMD-совместимый пластичный полимер и IMD размещаются внутри пресс-формы, и законченная пластмассовая часть извлекается. В то время как такой процесс особенно полезен для изготовления вентиляционных решеток воздушных заслонок, также могут быть изготовлены другие декоративные пластмассовые части.
Раскрытие изобретения
[0007] В соответствии с задачами и преимуществами, описанными здесь, предлагается декоративная структурная пластмассовая часть. Эта декоративная структурная пластмассовая часть содержит структурный пластмассовый слой, IMD-совместимый пластмассовый слой, механическую связь между структурным пластмассовым слоем и IMD-совместимым пластмассовым слоем и IMD, связанное с IMD-совместимым пластмассовым слоем.
[0008] Механическая связь может включать в себя чередующиеся секции структурного пластмассового слоя и IMD-совместимого пластмассового слоя. В некоторых вариантах осуществления механическая связь формирует соединение типа «ласточкин хвост». В некоторых вариантах осуществления декоративная структурная пластмассовая часть может быть вентиляционной решеткой воздушной заслонки для моторного транспортного средства.
[0009] Структурный пластмассовый слой может быть выполнен из материала, выбранного из группы, состоящей из 50% стеклонаполненного полиамида 6 (PA6), 60% стеклонаполненного полиамида 6 (PA6), 50% стеклонаполненного полиамида 66 (PA66), 60% стеклонаполненного полиамида 66 (PA66), 55% стеклонаполненного полибутилентерефталата (PBT) или их смесей. IMD-совместимый пластмассовый слой может быть изготовлен из материала, выбранного из группы, состоящей из акрилонитрилбутадиенстирола (ABS), поликарбонат+акрилонитрилбутадиенстирола (PC+ABS), акрилонитрилстиролакрилата (ASA) или их смесей. Кроме того, IMD может быть декоративной фольгой или декоративной пленкой.
[0010] В соответствии с дополнительным аспектом предлагается вентиляционная решетка воздушной заслонки для моторного транспортного средства. Эта вентиляционная решетка воздушной заслонки содержит цельный корпус, включающий в себя структурный пластмассовый слой, IMD и IMD-совместимый пластмассовый слой, соединяющий между собой структурный пластмассовый слой и IMD.
[0011] Кроме того, предлагается способ изготовления декоративной структурной пластмассовой части в пресс-форме. Этот способ может быть в широком смысле описан как включающий двухступенчатое формование структурного пластмассового слоя и IMD-совместимого пластмассового слоя с IMD в пресс-форме и извлечение законченной декоративной структурной пластмассовой части из пресс-формы.
[0012] Более конкретно, способ может включать в себя нагнетание структурного пластичного полимера в пресс-форму, чтобы формировать структурный пластмассовый слой. Дополнительно, способ может включать в себя этап позиционирования IMD в пресс-форме. Кроме того, способ может включать в себя этап нагнетания IMD-совместимого пластичного полимера в пресс-форму между структурным пластмассовым слоем и IMD и перенос IMD на IMD-совместимый пластмассовый слой.
[0013] Кроме того, способ может включать в себя этап механического связывания структурного пластмассового слоя с IMD-совместимым пластмассовым слоем. Такое механическое связывание может включать в себя этап выполнения каналов в структурном пластмассовом слое посредством нагнетания структурного пластичного полимера к первой секции формы и второй секции формы. Далее происходит замена первой секции формы для пресс-формы третьей секцией формы, в то же время сохраняя структурный пластмассовый слой во второй секции формы. За этим следует позиционирование IMD в пресс-форме, пока пресс-форма открыта. Следом за закрытием пресс-формы происходит нагнетание IMD-совместимого пластичного полимера в пресс-форму между структурным пластмассовым слоем и IMD. Это служит для подталкивания IMD к третьей секции формы и соединения посредством адгезива IMD с поверхностью IMD-совместимого слоя.
[0014] Способ может дополнительно включать в себя этап отверждения фрагмента IMD-совместимого слоя в каналах, сформированных в структурном пластмассовом слое, тем самым, формируя механически связанный элемент. Этот механически связанный элемент содержит чередующиеся секции структурного пластмассового слоя и IMD-совместимого слоя.
[0015] В последующем описании показаны и описаны несколько предпочтительных вариантов осуществления способа, а также декоративная структурная пластмассовая часть или вентиляционная решетка воздушной заслонки, изготовленная посредством способа. Следует понимать, что способ, часть и вентиляционная решетка допускают другие, отличные варианты осуществления, и их несколько деталей допускают модификацию в различных, очевидных аспектах, все без отступления от способа, части и вентиляционной решетки, как изложено и описано в последующей формуле изобретения. Соответственно, чертежи и описания должны рассматриваться как иллюстративные по природе, а не как ограничивающие.
Краткое описание чертежей
[0016] Сопровождающие чертежи, включенные в данный документ и формирующие часть спецификации, иллюстрируют несколько аспектов способа, части и вентиляционной решетки и вместе с описанием служат, чтобы объяснять некоторые его принципы. На чертежах:
[0017] Фиг.1a представляет собой схематичную иллюстрацию структуры декоративной вентиляционной решетки предшествующего уровня техники, включающей в себя базовый слой или корпус из неструктурного полимера, имеющий лицевую поверхность, покрытую IMD.
[0018] Фиг.1b представляет собой схематичную иллюстрацию другого варианта осуществления вентиляционной решетки воздушной заслонки предшествующего уровня техники, включающей в себя основной корпус, сформированный из структурного полимера, крышку, сформированную из неструктурного/IMD-совместимого полимера, с лицевой поверхностью этой крышки, покрытой IMD.
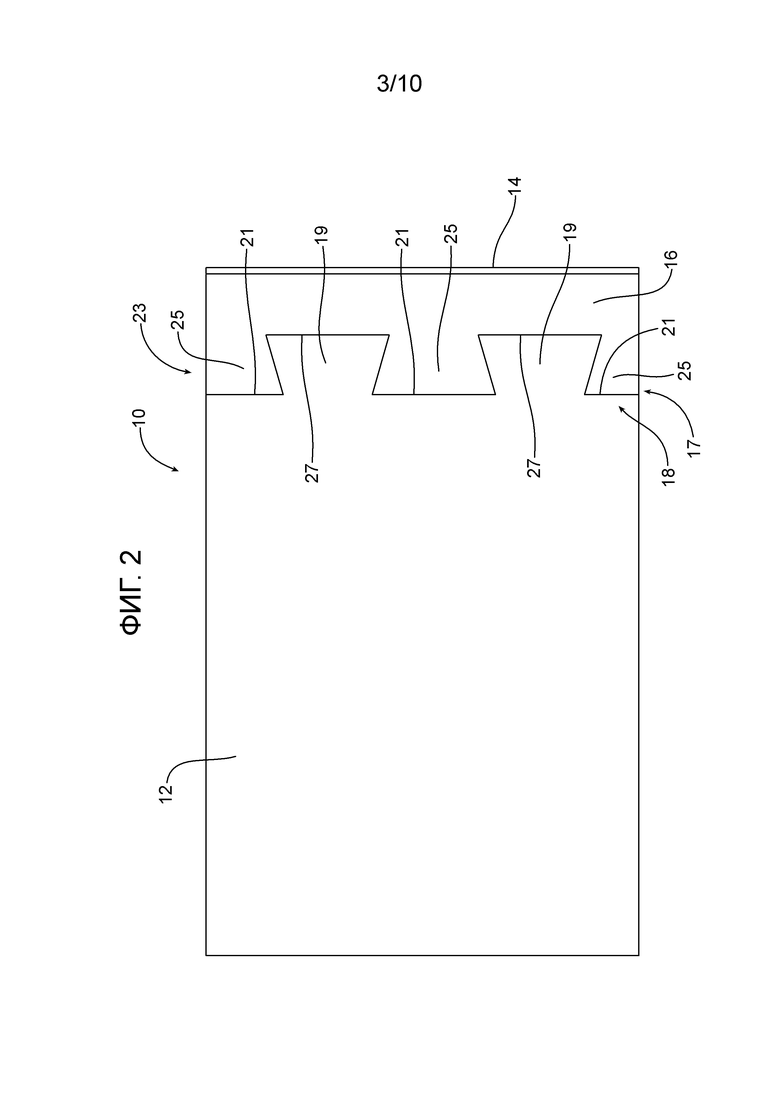
[0019] Фиг.2 представляет собой подробный схематичный вид, иллюстрирующий декоративную структурную пластмассовую часть или вентиляционную решетку воздушной заслонки, изготовленную в соответствии со способом, описанным выше.
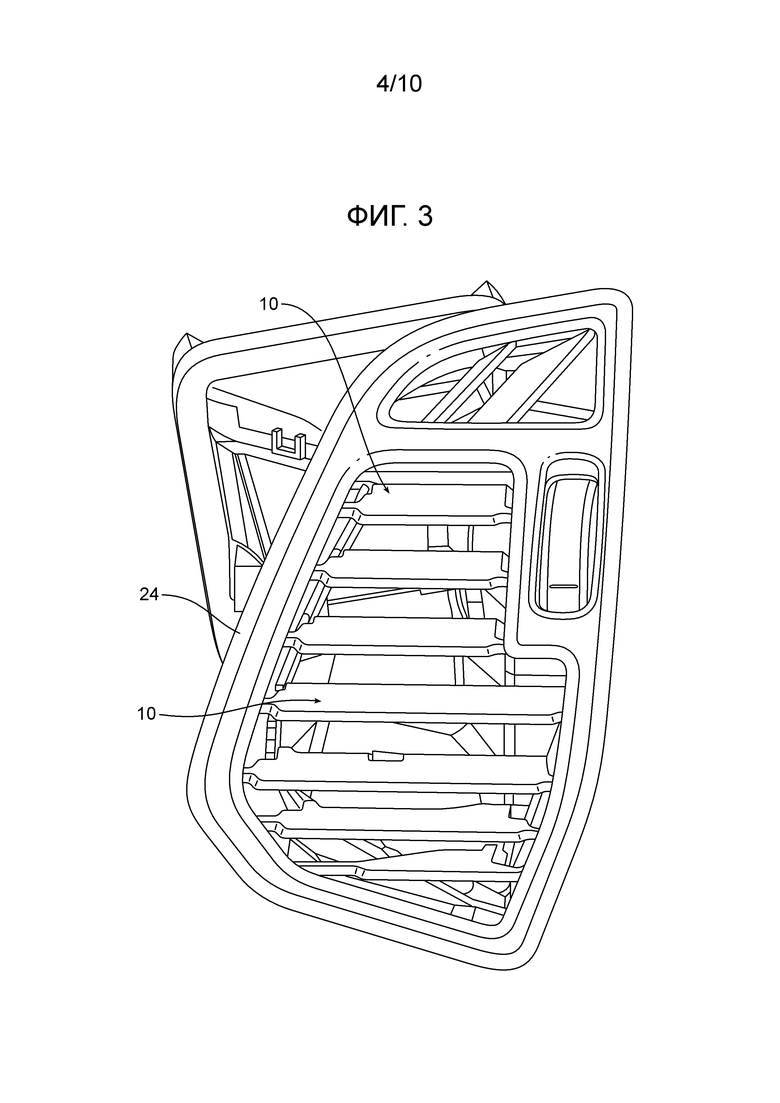
[0020] Фиг.3 представляет собой вид в перспективе воздушной заслонки моторного транспортного средства, включающей в себя множество вентиляционных решеток или направляющих лопаток, которые могут быть изготовлены в соответствии со способом, описанным в данном документе.
[0021] Фиг.4a-4e иллюстрируют последовательность схематичных иллюстраций, относящихся к текущему способу изготовления декоративной структурной пластмассовой части или вентиляционной решетки воздушной заслонки.
[0022] Фиг.5 иллюстрирует этап альтернативного способа.
[0023] Далее будет сделана подробная ссылка на предпочтительные, в настоящее время, варианты осуществления способа, декоративной структурной пластмассовой части и вентиляционной решетки воздушной заслонки, примеры которых иллюстрируются на сопровождающих чертежах.
Подробное описание изобретения
[0024] Сейчас выполняется ссылка на фиг.2, иллюстрирующий декоративную структурную пластмассовую часть 10, которая содержит цельный корпус, включающий в себя структурный пластмассовый слой или секцию 12, декоративное формование или IMD 14 и IMD-совместимый пластмассовый слой или секцию 16, соединяющую между собой структурный пластмассовый слой и IMD. Как проиллюстрировано, механическая связь, в целом, обозначенная ссылочной позицией 18, обеспечивается между структурным пластмассовым слоем 12 и IMD-совместимым пластмассовым слоем 16. В проиллюстрированном варианте осуществления эта механическая связь 18 включает в себя первый набор 17 чередующихся выступов 19 и каналов 21 в структурном пластмассовом слое 12 и второй набор 23 чередующихся выступов 25 и каналов 27 в IMD-совместимом пластмассовом слое 16. Первый и второй наборы 17, 23 являются дополняющими, так что чередующиеся выступы 19, 25 и каналы 21, 27 переплетаются. Как проиллюстрировано на фиг.2, механическая связь 18 может формировать соединение типа «ласточкин хвост» в некоторых вариантах осуществления/применениях.
[0025] Как проиллюстрировано на фиг.3, декоративная структурная пластмассовая часть 10 может содержать вентиляционную решетку воздушной заслонки для воздушной заслонки 24 моторного транспортного средства. В некоторых вариантах осуществления структурный пластмассовый слой 12 может быть выполнен из структурного пластичного полимера, выбранного из группы, состоящей из 50% стеклонаполненного полиамида 6 (PA6), 60% стеклонаполненного полиамида 6 (PA6), 50% стеклонаполненного полиамида 66 (PA66), 60% стеклонаполненного полиамида 66 (PA66), 55% стеклонаполненного полибутилентерефталата (PBT) или их смесей. Дополнительно, в некоторых вариантах осуществления IMD-совместимый пластмассовый слой 16 может быть изготовлен из неструктурного пластичного полимера или материала, выбранного из группы, состоящей из акрилонитрилбутадиенстирола (ABS), поликарбонат+акрилонитрилбутадиенстирола (PC+ABS), акрилонитрилстиролакрилата (ASA) или их смесей. IMD 14 может быть декоративной фольгой или декоративной пленкой, такого типа, который известен в области технике, который может быть перенесен на IMD-совместимый пластмассовый слой с несущей ленты или т.п.
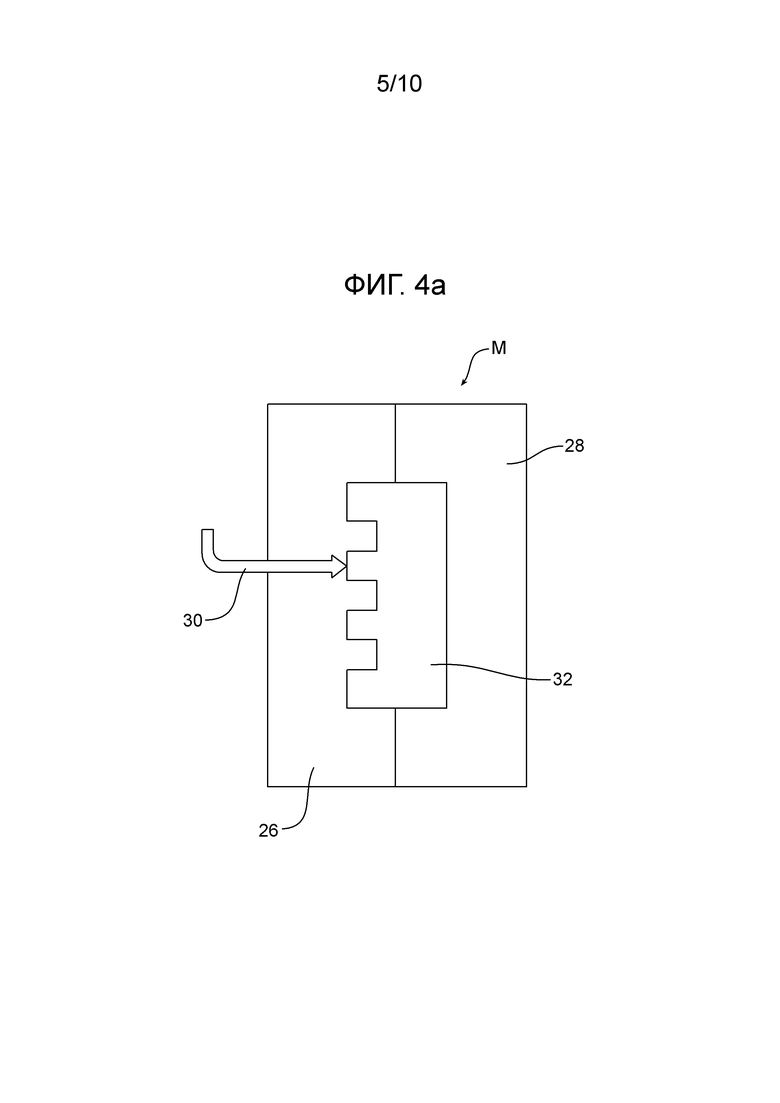
[0026] Ссылка теперь выполняется на фиг.4a-4e, которые, в целом, иллюстрируют способ изготовления декоративной структурной пластмассовой части или вентиляционной решетки 10 воздушной заслонки в пресс-форме M. Этот способ может быть в широком смысле описан как включающий в себя этапы: (a) двухступенчатого формования структурного пластмассового слоя 12 и IMD-совместимого пластмассового слоя 16 с IMD 14 в пресс-форме M и (b) извлечения законченной декоративной структурной пластмассовой части или вентиляционной решетки 10 из пресс-формы. Как понятно из обзора фиг.4a-4e, способ может также включать в себя этап формирования механической связи 18 между структурным пластмассовым слоем 12 и IMD-совместимым пластмассовым слоем 16 в пресс-форме M.
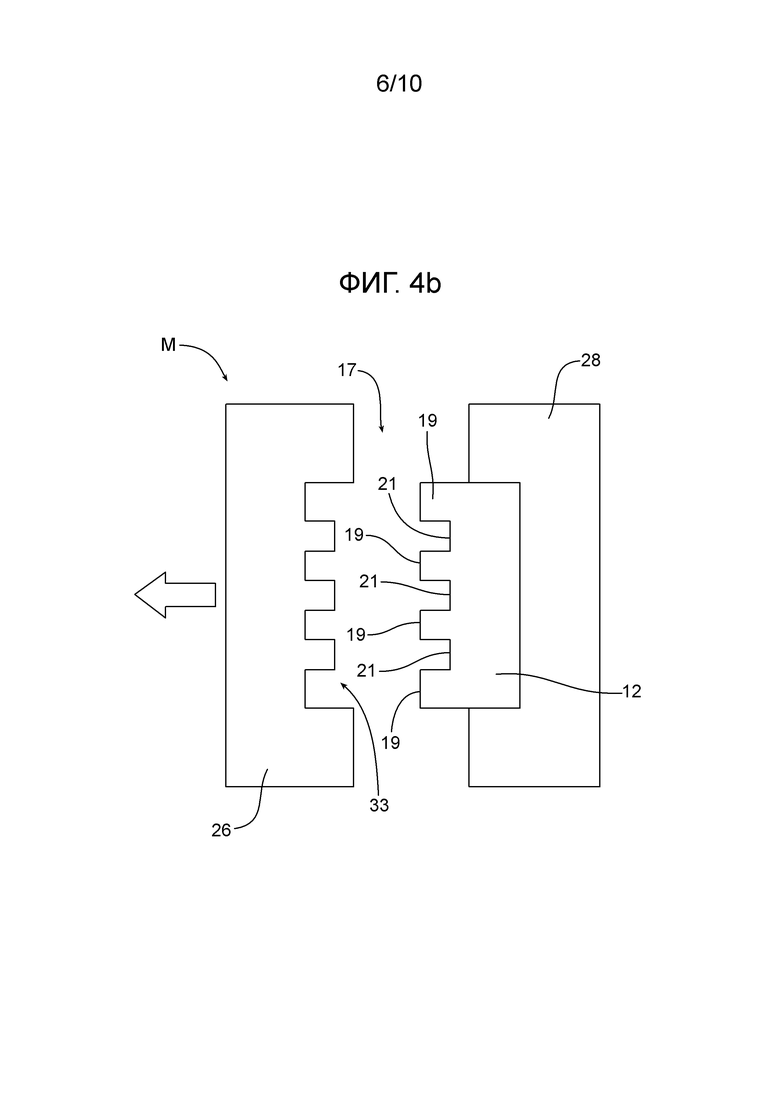
[0027] Как проиллюстрировано на фиг.4a, пресс-форма M включает в себя первую секцию 26 формы и вторую секцию 28 формы, которые закрываются вместе. За этим следует нагнетание структурного пластмассового полимера 30 в полость 32, определенную первой и второй створками 26, 28 пресс-формы M. После того как пластичный полимер 30 достаточно затвердел, чтобы сохранять форму структурного пластмассового слоя 12, пресс-форма M открывается, в то время как структурный пластмассовый слой 12 удерживается во второй секции формы (см. фиг.4b). Как проиллюстрировано, структурный пластмассовый слой 12 включает в себя лицевую сторону 33, сформированную и приспособленную для того, чтобы формировать первый набор 17 чередующихся выступов 19 и каналов 21 в структурном пластмассовом слое 12.
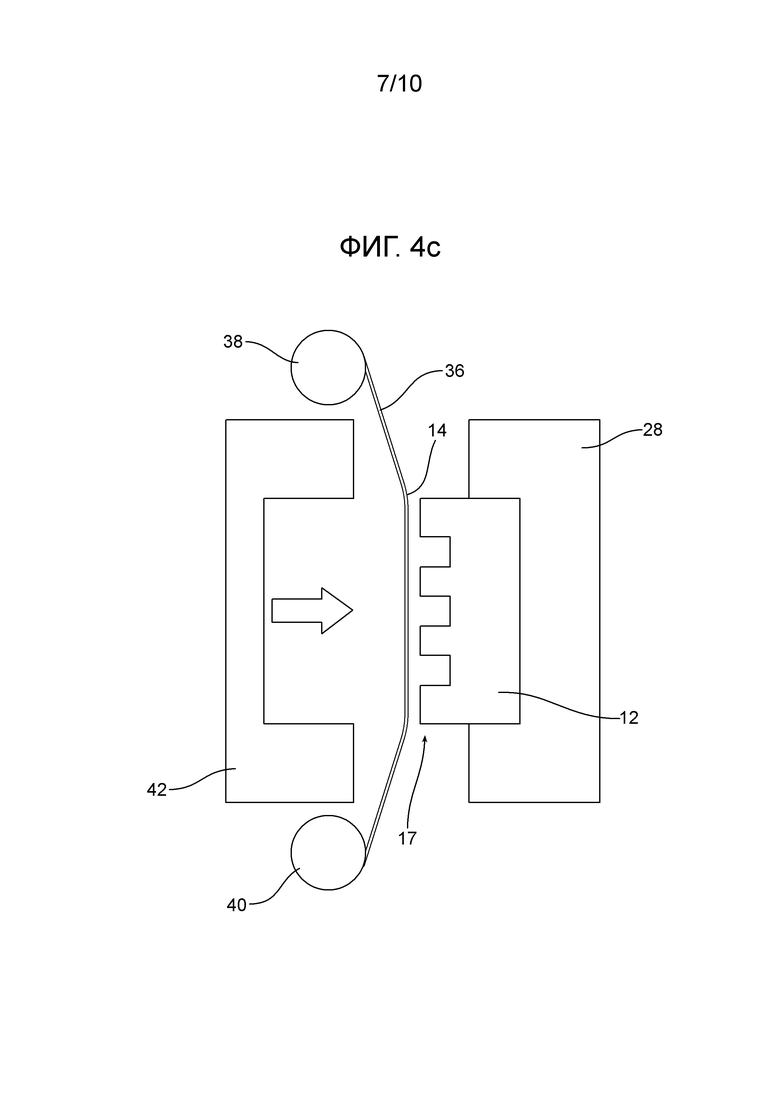
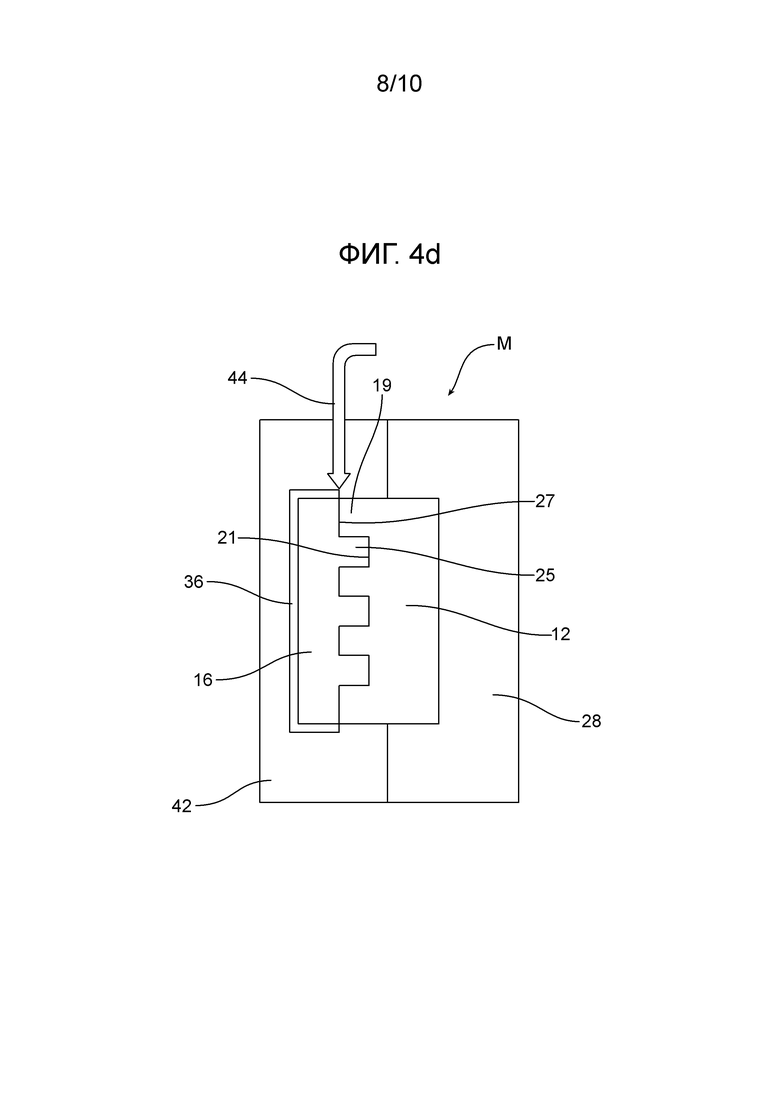
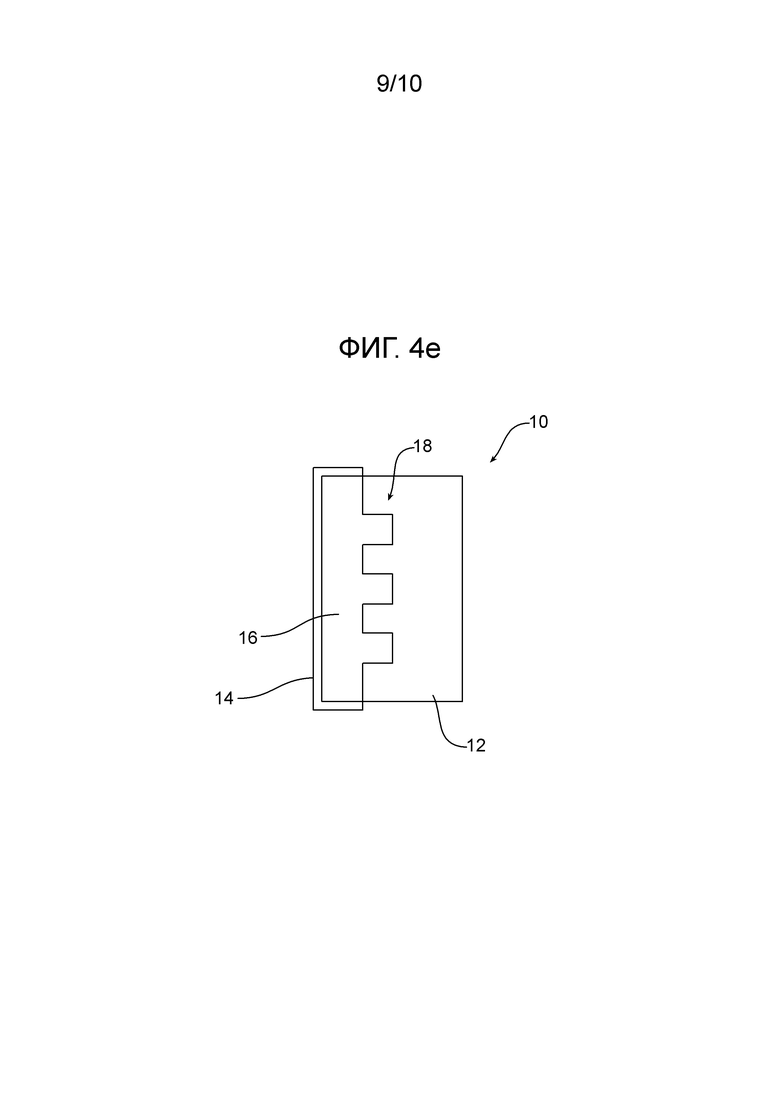
[0028] Как проиллюстрировано на фиг.4c, IMD на несущей сетке 36 протягивается между подающим роликом 38 и натяжным роликом 40. Несущая сетка 36 IMD выравнивается поверх структурного пластмассового слоя 12 во второй секции 28 формы, и третья створка 42 формы совмещается со второй секцией 28 формы, и две секции пресс-формы M затем закрываются, так, чтобы захватывать несущую сетку IMD. Как проиллюстрировано на фиг.4d, IMD-совместимый пластичный полимер 44 затем нагнетается в полость пресс-формы M между структурным пластмассовым слоем 12 и несущей сеткой 36 IMD. Влитый IMD-совместимый пластичный полимер 44 прижимает несущую сетку 36 IMD к третьей секции 42 формы, и получающиеся в результате тепло и давление переносят IMD 14 с несущей сетки 36 IMD, присоединяя посредством адгезива IMD с лицевой поверхностью отвердевающего теперь IMD-совместимого пластмассового слоя 16. Одновременно, первый набор 17 чередующихся выступов 19 и каналов 21 функционирует как профиль пресс-формы для (a) формования второго, дополняющего набора 23 чередующихся выступов 25 и каналов 27 в IMD-совместимом пластмассовом слое 16 и (b) механического связывания слоев 12, 16 вместе. Пресс-форма M затем открывается, и законченная декоративная структурная пластмассовая часть 10 с цельным структурным пластмассовым слоем 12, IMD-совместимым пластмассовым слоем 16 и IMD 14 извлекается из пресс-формы (см. фиг.4e). Несущая сетка 36 IMD затем продвигается вперед от подающего ролика 38 к натяжному ролику 40, чтобы подготавливаться для изготовления следующей декоративной структурной пластмассовой части 10.
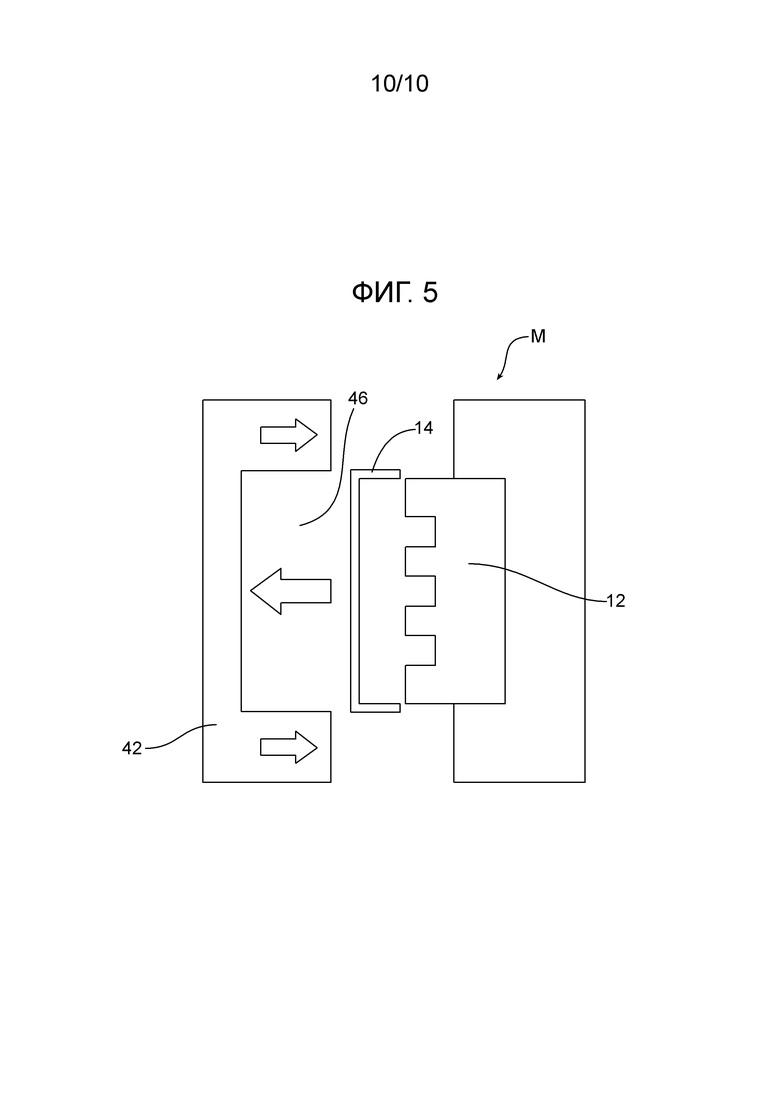
[0029] В альтернативном варианте осуществления, проиллюстрированном на фиг.5, IMD 14 в форме аппликации позиционируется в полости 46 третьей секции 42 формы перед закрытием пресс-формы M и нагнетанием IMD-совместимого пластичного полимера между аппликацией и структурным пластмассовым слоем 12. Таким образом, в этом варианте осуществления, IMD-аппликация 14 заменяет несущую сетку 36 IMD, устраняя необходимость использования подающего и натяжного роликов 38, 40.
[0030] Следует понимать, что раскрытый способ обеспечивает возможность эффективного и относительно недорогого изготовления декоративной структурной пластмассовой части 10, такой как вентиляционная решетка воздушной заслонки. В соответствии со способом, структурный пластичный полимер 30, IMD 14 и IMD-совместимый/неструктурный пластичный полимер 44 добавляются в пресс-форму M, и законченная часть 10 извлекается из пресс-формы. Эта законченная часть 10 включает в себя структурный пластмассовый слой 12 и IMD-совместимый пластмассовый слой 16, которые скрепляются вместе посредством первого и второго дополняющих наборов 17, 23 чередующихся выступов 19, 25 и каналов 21, 27, которые переплетаются вместе, чтобы формировать механическую связь 18. Нагрев и давление процесса формования обеспечивают перенос и соединение посредством адгезива IMD с IMD-совместимым пластмассовым слоем 16. В результате, декоративная структурная пластмассовая часть/вентиляционная решетка 10 является единым цельным корпусом, содержащим структурный пластмассовый слой 12, IMD-совместимый пластмассовый слой 16 и IMD 14.
[0031] Вышеприведенное описание было представлено для иллюстрации и описания. Оно не предназначено для того, чтобы быть исключительным или чтобы ограничивать варианты осуществления точной раскрытой формой. Очевидные модификации и разновидности возможны в свете вышеупомянутых принципов. Например, в варианте осуществления способа, проиллюстрированном на фиг.4a-4e, структурный пластмассовый слой 12 формуется и частично отвердевает перед IMD-совместимым пластмассовым слоем 16. Это выполняется, когда структурный пластмассовый слой 12 имеет более высокую температуру точки размягчения, чем IMD-совместимый пластмассовый слой 16. В любой ситуации, когда IMD-совместимый пластмассовый слой 16 имеет более высокую температуру точки размягчения, чем структурный пластмассовый слой 12, IMD-совместимый пластмассовый слой 16 будет формоваться с IMD перед нагнетанием и формованием структурного пластмассового слоя 12. Кроме того, следует понимать, что механическая связь 18 может принимать другую форму, такую как отверстия в структурном пластмассовом слое 12, которые принимают блокирующие штифты IMD-совместимого пластмассового слоя 16. Все такие модификации и варианты находятся в рамках прилагаемой формулы изобретения, когда интерпретируются в соответствии с широтой, к которой они являются справедливо, юридически и беспристрастно приписаны.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ДЛЯ ОКРАСКИ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ | 2002 |
|
RU2221830C1 |
| ДЕКОРАТИВНАЯ БУМАГА И СПОСОБ ПРОПИТКИ ДЕКОРАТИВНОЙ БУМАГИ | 2001 |
|
RU2263732C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТМАССОВОЙ СЪЕМНОЙ ДЕТАЛИ ТРАНСПОРТНОГО СРЕДСТВА | 2017 |
|
RU2695185C1 |
| Декоративная бумага для слоистых пластиков | 2013 |
|
RU2648099C2 |
| ЧАСТИЧНО СТРУКТУРИРОВАННАЯ, IMD-ПРИГОДНАЯ МНОГОСЛОЙНАЯ ПЛЕНКА | 2003 |
|
RU2323098C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕКОРАТИВНОЙ СТЕНОВОЙ ИЛИ НАПОЛЬНОЙ ПАНЕЛИ | 2014 |
|
RU2635043C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОЙ ДЕТАЛИ АВТОМОБИЛЯ | 2015 |
|
RU2703209C2 |
| Способ получения изделия на неотделяемой полимерной подложке методом FDM-печати | 2024 |
|
RU2825940C1 |
| БЕЗОСНОВНОЕ ДЕКОРАТИВНОЕ ПОВЕРХНОСТНОЕ ПОКРЫТИЕ | 2009 |
|
RU2516126C2 |
| ЦИФРОВОЕ ТИСНЕНИЕ ДЕКОРАТИВНЫХ ПОВЕРХНОСТНЫХ ПОКРЫТИЙ | 2021 |
|
RU2830022C1 |
Группа изобретений относится к декоративной структурной пластмассовой части, вентиляционной решетке воздушной заслонки для моторного транспортного средства и способу изготовления декоративной структурной пластмассовой части. Декоративная структурная пластмассовая часть включает в себя цельный корпус, имеющий структурный пластмассовый слой, декоративную лицевую поверхность, сформированную из декоративного формования или IMD и IMD-совместимого пластмассового слоя, соединяющего между собой структурный пластмассовый слой и IMD. Механическая связь фиксирует структурный пластмассовый слой с IMD-совместимым пластмассовым слоем. Также предлагается способ изготовления такой части. Обеспечивается упрощение изготовления и снижение себестоимости. 3 н. и 17 з.п. ф-лы, 5 ил.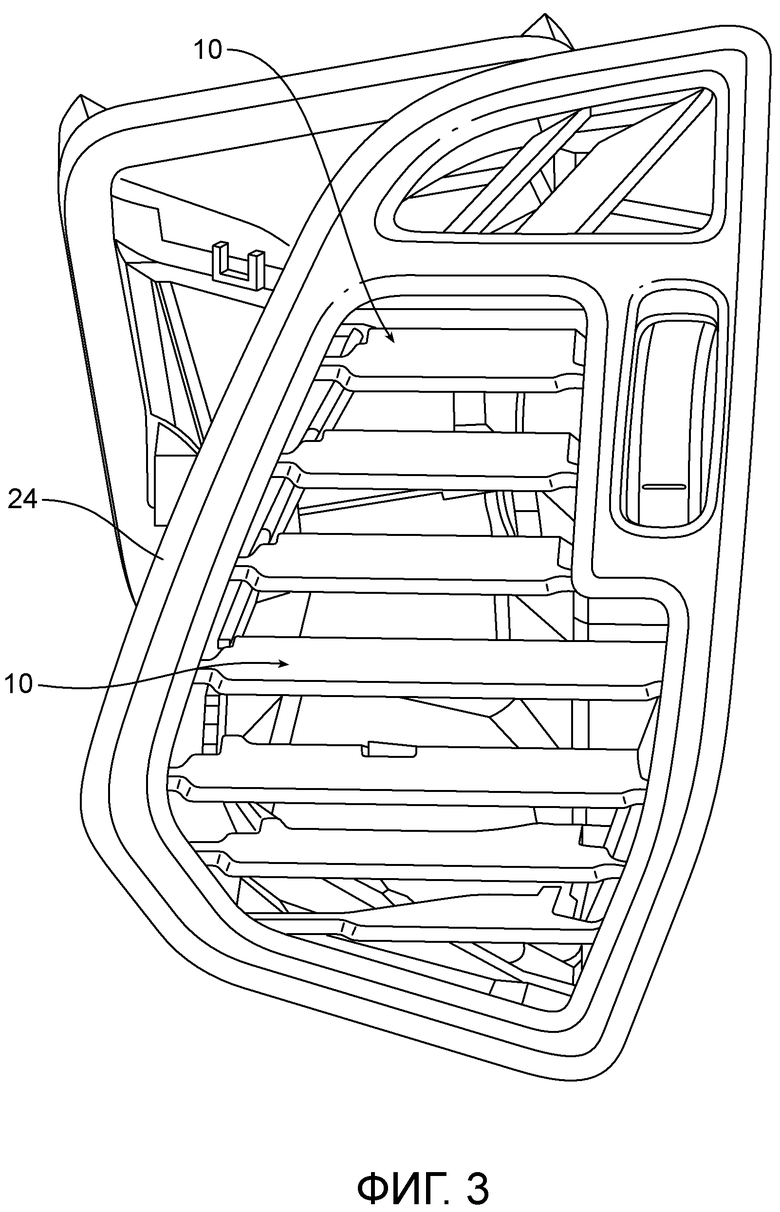
1. Декоративная структурная пластмассовая часть, содержащая:
структурный пластмассовый слой;
IMD-совместимый пластмассовый слой;
механическую связь между структурным пластмассовым слоем и IMD-совместимым пластмассовым слоем; и
IMD, связанное с IMD-совместимым пластмассовым слоем.
2. Декоративная структурная пластмассовая часть по п. 1, в которой механическая связь включает в себя чередующиеся секции структурного пластмассового слоя и IMD-совместимого пластмассового слоя.
3. Декоративная структурная пластмассовая часть по п. 2, в которой механическая связь образует соединение типа «ласточкин хвост».
4. Декоративная структурная пластмассовая часть по п. 1, в которой декоративная структурная пластмассовая часть является вентиляционной решеткой воздушной заслонки для моторного транспортного средства.
5. Декоративная структурная пластмассовая часть по п. 4, в которой структурный пластмассовый слой выполнен из материала, выбранного из группы, состоящей из 50% стеклонаполненного полиамида 6, 60% стеклонаполненного полиамида 6, 50% стеклонаполненного полиамида 66, 60% стеклонаполненного полиамида 66, 55% стеклонаполненного полибутилентерефталата или их смесей.
6. Декоративная структурная пластмассовая часть по п. 5, в которой IMD-совместимый пластмассовый слой выполнен из материала, выбранного из группы, состоящей из акрилонитрилбутадиенстирола, поликарбоната и акрилонитрилбутадиенстирола, акрилонитрилстиролакрилата или их смесей.
7. Декоративная структурная пластмассовая часть по п. 6, в которой IMD является декоративной фольгой или декоративной пленкой.
8. Вентиляционная решетка воздушной заслонки для моторного транспортного средства, содержащая:
цельный корпус, включающий в себя структурный пластмассовый слой, IMD и IMD-совместимый пластмассовый слой, соединяющий между собой структурный пластмассовый слой и IMD.
9. Способ изготовления декоративной структурной пластмассовой части в пресс-форме, включающий этапы, на которых:
осуществляют двухступенчатое формование структурного пластмассового слоя и IMD-совместимого пластмассового слоя с IMD в пресс-форме; и
извлекают законченную декоративную структурную пластмассовую часть из пресс-формы.
10. Способ по п. 9, включающий в себя этап, на котором образуют механическую связь между структурным пластмассовым слоем и IMD-совместимым пластмассовым слоем в пресс-форме.
11. Способ по п. 9, включающий в себя этап, на котором нагнетают структурный пластичный полимер в пресс-форму с образованием структурного пластмассового слоя.
12. Способ по п. 11, включающий в себя этап, на котором позиционируют IMD в пресс-форме.
13. Способ по п. 12, включающий в себя этапы, на которых нагнетают IMD-совместимый пластичный полимер в пресс-форму между структурным пластмассовым слоем и IMD и переносят IMD на IMD-совместимый пластмассовый слой.
14. Способ по п. 13, включающий в себя этап, на котором механически связывают структурный пластмассовый слой с IMD-совместимым пластмассовым слоем.
15. Способ по п. 14, включающий в себя этап, на котором выполняют каналы в структурном пластмассовом слое посредством нагнетания структурного пластичного полимера к первой секции формы для пресс-формы.
16. Способ по п. 15, включающий в себя этап, на котором заменяют первую секцию формы для пресс-формы третьей секцией формы при удерживании структурного пластмассового слоя во второй секции формы.
17. Способ по п. 16, включающий в себя этап, на котором позиционируют IMD в пресс-форме, пока пресс-форма открыта.
18. Способ по п. 17, включающий в себя этапы, на которых нагнетают IMD-совместимый пластичный полимер в пресс-форму между структурным пластмассовым слоем и IMD, подталкивают IMD к третьей секции формы и соединяют посредством адгезива IMD с поверхностью IMD-совместимого слоя.
19. Способ по п. 18, включающий в себя этап, на котором выполняют отверждение IMD-совместимого слоя в каналах, выполненных в структурном пластмассовом слое, тем самым формируя механически связанный элемент.
20. Способ по п. 19, включающий в себя этап, на котором обеспечивают механически связанный элемент, который содержит чередующиеся секции структурного пластмассового слоя и IMD-совместимого слоя.
| US 2003069339 A1, 10.04.2003 | |||
| US 2008292851 A1, 27.11.2008 | |||
| US 2016001638 A1, 07.01.2016 | |||
| US 2005276945 A1, 15.12.2005. |

