Изобретение относится к строительному производству и может быть использовано при строительстве зданий и сооружений.
Известен способ изготовления трубобетонной колонны с длительным прессованием бетонной смеси атмосферного твердения в трубе колонны механическими пустотообразователями. Сущность способа заключается в том, что трубу колонны заполняют бетонной смесью атмосферного твердения, производят длительное обжатие и прессование бетонной смеси в трубе путем вдавливания в бетонную смесь под давлением 2-4 МПа механических уплотнителей-пустотообразователей для удаления пор из бетона, повышения его прочности и улучшения его сцепления с трубой колонны. После твердения уплотненной бетонной смеси формируется трубобетонная колонна [Предложения по расчету прочности трубобетонных колон. Вестник МГТУ им. Носова, №1, 2011. Авторы: Кришан А.Л., Трошкина Е.А., Кузьмин А.В.], [Результаты исследования НДС сжатых трубобетонных элементов с предварительно обжатым ядром. Вестник МГТУ им. Носова, №4, 2005. Авторы: Кришан А.Л., Гареев М.Ш.. Мухаметова Ф.И.].
Недостаток данного способа заключается в том, что механическое длительное обжатие и прессование бетонной смеси пустотообразователями различных конструкций, позволяет эффективно уплотнять бетонную смесь в стальной трубе-оболочке только при изготовлении мелкоразмерных трубобетонных колонн, как по диаметру, так и длине. Реализация этого способа требует изготовления специальных прессовых станков и пустотообразовате-лей, конструкции которых будет существенно отличаться в зависимости от размеров трубобетонной колонны. Кроме этого применение бетона атмосферного твердения в трубобетонных колоннах, который набирает прочность в течение 28 суток, приводит к большим затратам времени на их изготовление.
В строительной отрасли в настоящее время распространение получили изделия из плотного (тяжелого) силикатного бетона [ГОСТ 25214-82. Бетон силикатный плотный. Технические условия], [СН 529-80. Инструкция по технологии изготовления конструкций и изделий из плотного силикатного бетона], [ОНТП 09-85. Общесоюзные нормы технологического проектирования предприятий по производству изделий из ячеистого и плотного бетонов автоклавного твердения].
Силикатные плотные бетоны представляют собой искусственные строительные конгломераты на основе тонкомолотого известково-кремнеземистого вяжущего. Обработка бетонной смеси в автоклаве производится при давлении насыщенного водяного пара 0,8-1,2 МПа и температуре соответственно 175-191°C, что позволяет значительно сократить сроки твердения бетона и улучшить его физико-механические характеристики по сравнению с бетоном атмосферного твердения за счет прогрева бетонной смеси, ее обжатия паровоздушной средой и «автоклавного синтеза» - образования новых фаз и соединений в бетоне [Боженов П.И. Технология автоклавных материалов. - Л.: Стройиздат, Ленингр. отд-ние, 1978. - 368 с],
Основными компонентами плотной силикатной бетонной смеси автоклавного твердения являются: тонко молотые негашеная известь (6-10%) и кварцевой песок 8-15%, обычный кварцевой песок (70-80%) или другие заполнители (песок, щебень, доменный шлак). Плотные (тяжелые) силикатные бетоны могут достигать класс бетона по прочности на сжатие В 80 и более, марок по морозостойкости - F600, по водопроницаемости - W10, по плотности - D2400. Продолжительность автоклавирования плотной силикатной бетонной смеси, включая режимы спуска и подъема давления, составляет 15-17 час.
Учитывая недостатки способа производства трубобетонной колонны с длительным обжатием и прессованием бетонной смеси атмосферного твердения механическими пустотообразователями, перспективным направлением совершенствования трубобетонных колонн является разработка способа производства трубобетонной колонны с сердечником из плотного силикатного бетона.
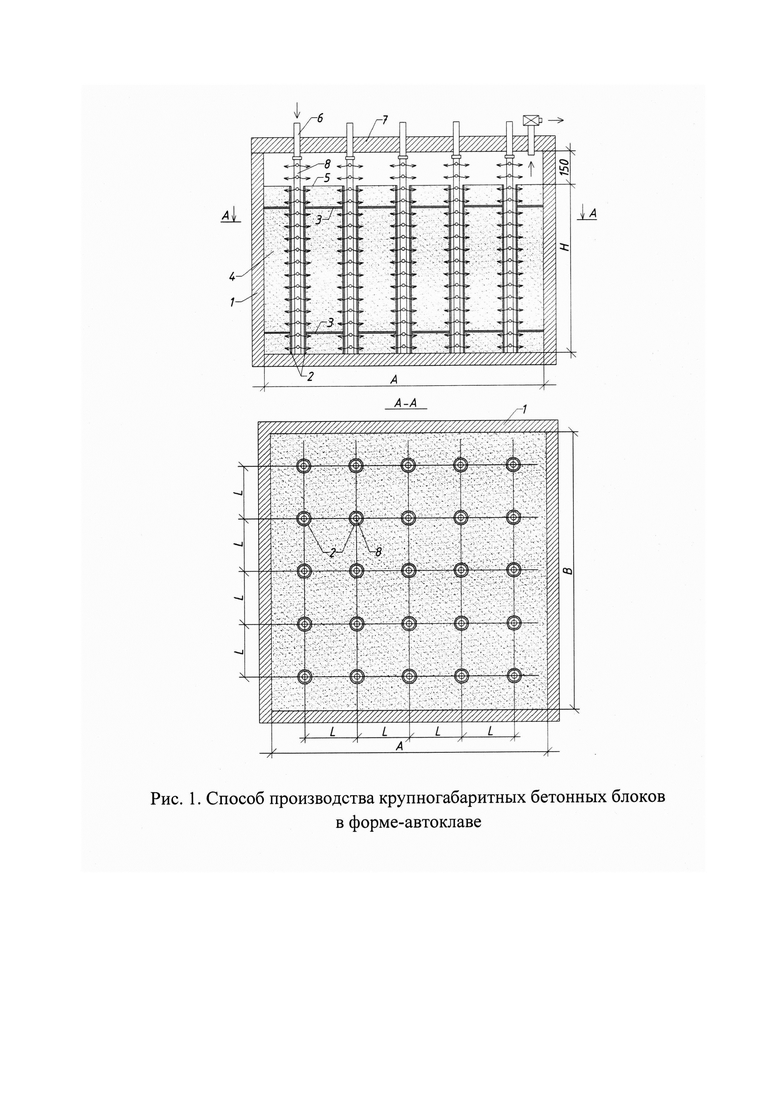
Известен «Способ изготовления крупногабаритных бетонных блоков в форме-автоклаве» [Патент №2562307 (RU) Заявл. 07.07.2014; Опубл. 10.09.2015. Бюл. №25. Авторы: Угляница А.В., Солонин К.Д., Струкова Е.А.], который состоит из формы 1, имеющего форму будущего бетонного изделия, со съемной крышкой 7 (см. рис. 1). В форму 1, которая выполняет функцию формы-автоклава, помещают арматурный каркас (если он предусмотрен конструкцией блока), в форму 1 на высоту укладки смеси устанавливают вертикальные пропарочные скважины 2, выполненные из труб со стенками проницаемыми для пара, но непроницаемыми для мелкого заполнителя бетонной смеси, для устойчивости пропарочные скважины присоединят к арматурному каркасу, а при его отсутствии, соединяют между собой монтажной арматурой 3, производят укладку бетонной смеси 4 и ее вибротрамбование. При укладке бетонной смеси между крышкой формы и поверхностью уложенной смеси оставляют зазор шириной 100-150 мм, предназначенный для создания открытой поверхности 5 бетонной смеси 4 в форме 1. К пароподающим штуцерам 6, расположенным в крышке 7 формы напротив пропарочных скважин 2 присоединяют перфорированные трубки - пароинъекторы 8. Устанавливают крышку 7 на форму 1, при этом пароинъекторы 8 размещаются внутри пропарочных скважин 2 и упираются в дно формы 1.
Водяной пар под давлением подают в пароинъекторы 8 и производят автоклавную обработку бетонной смеси 4 через ее открытую поверхность 5 и пропарочные скважины 2. Удаление пароконденсата (воды) из формы-автоклава производится через продувочный кран в крышке формы-автоклава, путем продувки паром открытого пространства между поверхностью бетонной смеси и крышкой 7 при открытом продувочном кране. После автоклавной обработки бетонной смеси 4 и остывания бетона с формы 1 снимают крышку 7 и извлекают из нее сформованный бетонный блок. Пропарочные скважины 2 в блоке при необходимости бетонируют.
Анализ выше приведенного «Способа производства крупногабаритных бетонных блоков в форме-автоклаве» показывает, что если на трубу-оболочку трубобетонной колонны установить герметичные верхнюю и нижнюю крышки, то будет получена форма-автоклав для изготовления автоклавного бетонного ядра колонны, а после снятия верхней и нижней крышек с трубы получится трубобетонная колонна.
Недостаток «Способа производства крупногабаритных бетонных блоков в форме-автоклаве», применительно к изготовлению трубобетонных колонн, заключается в том, что трубобетонная колонна с зазором шириной 50-70 мм между поверхностью бетона и верхним концом ее трубы (верхней крышкой) не будет обеспечивать совместное восприятие рабочих нагрузок стальной трубой-оболочкой колонны и ее бетонным ядром, а без этого зазора будет невозможно удалить пароконденсат (воду) из протяженной вертикальной пропарочной скважины и, как следствие, автоклавную обработку бетонной смеси в трубе колонны произвести не удастся.
Технический результат - получение за счет баротермического воздействия на бетонный раствор и внутренние стенки трубы колонны: прочного и плотного силикатного бетонного ядра в трубе колонны с классом по прочности на сжатие в интервале В60 - В80 и с маркой по плотности в интервале D220 - D240; увеличение сцепления бетонного ядра с трубой колонны и обеспечение за счет этого совместного восприятия рабочих нагрузок бетонным ядром и трубой колонны; сокращение сроков изготовления трубобетонной колонны по сравнению с трубобетонной колонной с ядром из бетона атмосферного твердения.
Указанный технический результат достигается тем, что в способе производства трубобетонной колонны с ядром из плотного силикатного бетона, включающем, помещение в форму, выполняющую функцию автоклава, пропарочных скважин со стенками проницаемыми для пара, но непроницаемыми для бетонной смеси, укладку бетонной смеси в форму, помещение на форму верхней крышки с пароинъекторами, которые размещаются внутри пропарочных скважин, подачу в пропарочные скважины водяного пара под давлением, автоклавную обработку бетонной смеси в форме через пропарочные скважины и удаление пароконденсата (воды) из пропарочных скважин за пределы колонны, согласно изобретению, для изготовления трубобетонной колонны роль формы, выполняющей функцию автоклава, выполняет труба трубобетонной колонны, которая оборудуется двумя съемными крышками - верхней и нижней, при укладке бетонной смеси в форму не оставляют зазор между крышкой формы и поверхностью бетонной смеси, удаление пароконденсата (воды), скапливающегося внизу пропарочных скважин, производят самотеком за пределы колонны через патрубки, расположенные напротив пропарочных скважин в нижней крышке трубы колонны, при этом пространство между трубой колонны и пропарочной скважиной заполняют силикатной бетонной смесью, обеспечивающей получение силикатного бетонного ядра трубобетонной колонны с классом по прочности на сжатие В60 - В80 и маркой по плотности в D220 - D240 согласно известным рекомендациям [ГОСТ 25214-82], [СН 529-80], [ОНТП 09-85].
Диаметр пропарочной скважины принимается ≥100 мм, для обеспечения распространения изотермической поверхности (автоклавной обработки) в силикатную бетонную смесь от пропарочной скважины. Радиус распространения автоклавной обработки от пропарочной скважины R принимают, равным глубине проникновения автоклавной обработки в бетонную смесь, которая для плотной силикатной бетонной смеси с маркой по плотности в интервале D220 - D240, согласно известным рекомендациям, составляет ≈ 0,2 м [СН 529-80, п. 6, табл. 2], [ОНТП 09-85, п. 3.10, табл. 20]. После автоклавной обработки бетонной смеси пропарочные скважины в бетонном ядре колонны бетонируют.
Количество пропарочных скважин для автоклавной обработки бетонной смеси в трубе колонны зависит от диаметра трубобетонной колонны. Для колонн с диаметром до 0,45 м при R=0,2 м будет достаточно одной пропарочной скважины диаметром 100 мм, расположенной по центру колонны.
Изобретение поясняется рисунком, где показана схема производства трубобетонной колонны с бетонным ядром из плотного силикатного бетона (см. рис. 2).
Способ производства трубобетонной колонны с бетонным ядром из плотного силикатного бетона осуществляется следующим образом.
Стальная труба 1 трубобетонной колонны с теплоизоляционным материалом 2 и герметичными верхней 3 и нижней 4 крышками, образует форму-автоклав. В стальную трубу 1 с закрепленной на ней нижней крышкой 4 устанавливают вертикальные пропарочные скважины 5. Пропарочная скважина 5 представляет собой трубу со стенками из арматурной сетки и металлической проволочной сетки, проницаемой для водяного пара, но непроницаемой для силикатной бетонной смеси. Для устойчивости пропарочные скважины соединяют между собой монтажной арматурой.
Производят укладку силикатной бетонной смеси 7 в пространство между пропарочными скважинами 5 и стенками стальной трубы 1 и ее вибротрамбование.
К пароподающим штуцерам 8, расположенным в верхней крышке 3 напротив пропарочных скважин 5 присоединяют перфорированные трубки - пароинъекторы 6. Устанавливают верхнюю крышку 3 на трубу колонны 1, при этом пароинъекторы 6 размещаются внутри пропарочных скважин 5 на расстоянии 10 см от нижней крышки 4.
В пропарочную скважину 5 через пароинъектор 6 подают водяной пар 9 под давлением и производят автоклавную обработку бетонной смеси 7.
В процессе автоклавирования удаление пароконденсата (воды) 10, скапливающегося внизу пропарочных скважин 5, за пределы колонны производят самотеком при открытии крана 11 через патрубки 12, расположенные напротив пропарочных скважин 5 в нижней крышке 4 трубы колонны 1.
После баротермической обработки бетонной смеси 7 и остывания силикатного бетонного ядра колонны с трубы 1 снимают верхнюю 3 и нижнюю 4 крышки, в изготовленной трубобетонной колонне бетонируют пропарочные скважины. При этом армокаркас стенок пропарочных скважин будет выполнять функцию армирующих элементов бетонного ядра колонны.
Параметры баротермической опрессовки бетонной смеси зависят от плотности получаемого бетона и назначают согласно известным рекомендациям по автоклавной обработке силикатных бетонных смесей [СН 529-80, п. 6, табл. 2], [ОНТП 09-85, п. 3.10, табл. 20].
Реализация способа поясняется на примере изготовления трубобетонной колонны диаметром 0,4 м и длиной 3,0 м. Толщина стенки трубы колонны 8 мм. Класс силикатного бетона по прочности на сжатие В60. Состав силикатной бетонной смеси для получения бетона с классом по прочности В60 определяется согласно [СН 529-80, прил. 8]. Размер фракции молотых извести и песка для приготовления силикатного бетона составляет 0,2 мм [СН 529-80, п. 2, прим. 3].
Для автоклавной обработки бетонной смеси принимаем одну пропарочную скважину диаметром 100 мм, расположенную по центру колонны. Трубчатый корпус пропарочной скважины изготавливают из арматурной сетки с диаметром стержней 10 мм с расстояниями между продольными стержнями - 50 мм и поперечными - 100 мм [ГОСТ 23279-2012 Сетки арматурные сварные для железобетонных конструкций и изделий]. Стенки пропарочной скважины изготавливают из металлической сетки с размером ячейки 0,15 мм [ГОСТ 6613-86 Сетки проволочные тканые с квадратными ячейками], что меньше размера фракции молотых извести и песка в силикатной бетонной смеси.
Параметры автоклавной обработки силикатной бетонной смеси определяют по рекомендациям [ОНТП 09-85, п. 3.10]:
- первоначальная продувка паром - для плотного бетона не производится;
- максимальное давление водяного пара - 1,2 МПа;
- продолжительность подъема давления до максимального - 6 ч;
- продолжительность выдержки при максимальном давлении - 6 ч;
- продолжительность спуска давления - 4 ч.
После изготовления опытного образца трубобетонной колонны производят лабораторное определение прочности силикатного бетонного ядра колонны на сжатие. Если класс бетона на сжатие оказывается меньше В60, то производят корректировку состава силикатной бетонной смеси или диаметра пропарочной скважины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА КРУПНОГАБАРИТНЫХ БЕТОННЫХ БЛОКОВ В ФОРМЕ-АВТОКЛАВЕ | 2014 |
|
RU2562307C1 |
| ГРАНУЛИРОВАННЫЙ НАНОСТРУКТУРИРУЮЩИЙ ЗАПОЛНИТЕЛЬ НА ОСНОВЕ ВЫСОКОКРЕМНЕЗЕМИСТЫХ КОМПОНЕНТОВ ДЛЯ БЕТОННОЙ СМЕСИ, СОСТАВ БЕТОННОЙ СМЕСИ ДЛЯ ПОЛУЧЕНИЯ БЕТОННЫХ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) И БЕТОННОЕ СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ | 2012 |
|
RU2518629C2 |
| Бетонная смесь | 1990 |
|
SU1726436A1 |
| Сырьевая смесь для изготовления силикатных бетонов | 1989 |
|
SU1706995A1 |
| ДЛИННОМЕРНЫЙ ТРУБОБЕТОННЫЙ ЭЛЕМЕНТ | 2017 |
|
RU2641142C1 |
| Трубобетонная сейсмоизолирующая опора | 2023 |
|
RU2812360C1 |
| Способ получения цементного бетона | 2002 |
|
RU2223241C2 |
| СПОСОБ КОМПЛЕКСНОГО ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОНА АВТОКЛАВНОГО ТВЕРДЕНИЯ | 2005 |
|
RU2292324C1 |
| ГРАНУЛИРОВАННЫЙ ЗАПОЛНИТЕЛЬ ДЛЯ СИЛИКАТНЫХ СТЕНОВЫХ ИЗДЕЛИЙ НА ОСНОВЕ СТЕКЛОБОЯ, СОСТАВ СЫРЬЕВОЙ СМЕСИ ДЛЯ ИЗГОТОВЛЕНИЯ СИЛИКАТНЫХ СТЕНОВЫХ ИЗДЕЛИЙ, СПОСОБ ПОЛУЧЕНИЯ СИЛИКАТНЫХ СТЕНОВЫХ ИЗДЕЛИЙ И СИЛИКАТНОЕ СТЕНОВОЕ ИЗДЕЛИЕ | 2007 |
|
RU2361837C1 |
| ГРАНУЛИРОВАННЫЙ КОМПОЗИЦИОННЫЙ ЗАПОЛНИТЕЛЬ ДЛЯ СИЛИКАТНЫХ СТЕНОВЫХ ИЗДЕЛИЙ НА ОСНОВЕ КВАРЦЕВОГО ПЕСКА, СОСТАВ СЫРЬЕВОЙ СМЕСИ ДЛЯ ИЗГОТОВЛЕНИЯ СИЛИКАТНЫХ СТЕНОВЫХ ИЗДЕЛИЙ, СПОСОБ ПОЛУЧЕНИЯ СИЛИКАТНЫХ СТЕНОВЫХ ИЗДЕЛИЙ И СИЛИКАТНОЕ СТЕНОВОЕ ИЗДЕЛИЕ | 2007 |
|
RU2361838C1 |

Изобретение относится к строительному производству и может быть использовано при строительстве гражданских и промышленных зданий и сооружений. Технический результат: увеличение сцепления бетонного ядра с трубой колонны и совместное восприятие рабочих нагрузок трубой колонны и ее бетонным ядром за счет баротермического воздействия на бетонный раствор и внутренние стенки трубы колонны, а также сокращение сроков изготовления трубобетонной колонны по сравнению с колонной с ядром из бетона атмосферного твердения. В способе производства трубобетонной колонны с ядром из плотного силикатного бетона функцию автоклава, выполняет труба трубобетонной колонны, которая оборудуется двумя съемными крышками - верхней и нижней, пространство между трубой колонны и пропарочными скважинами заполняют силикатной бетонной смесью, обеспечивающей получение силикатного бетонного ядра трубобетонной колонны с классом по прочности на сжатие В60 - В80 и маркой по плотности в D220 - D240, бетонную смесь в трубу укладывают без оставления зазора между поверхностью уложенной бетонной смеси и верхней крышкой трубы, удаление пароконденсата (воды), скапливающегося внизу пропарочных скважин, производят самотеком за пределы колонны через патрубки, расположенные напротив пропарочных скважин в нижней крышке трубы колонны. 3 з.п. ф-лы, 2 ил.
1. Способ производства трубобетонной колонны, включающий помещение в форму, выполняющую функцию автоклава, пропарочных скважин со стенками, проницаемыми для пара, но непроницаемыми для мелкого заполнителя бетонной смеси, укладку бетонной смеси в форму, помещение на форму верхней крышки с пароинъекторами, которые размещаются внутри пропарочных скважин, подачу в пропарочные скважины водяного пара под давлением, автоклавную обработку бетонной смеси в форме через пропарочные скважины и удаление пароконденсата (воды) из пропарочных скважин за пределы колонны, отличающийся тем, что для изготовления трубобетонной колонны роль формы, выполняющей функцию автоклава, выполняет труба трубобетонной колонны, которая оборудуется двумя съемными крышками - верхней и нижней.
2. Способ по п. 1, отличающийся тем, что при укладке бетонной смеси в форму не оставляют зазор между крышкой формы и поверхностью уложенной бетонной смеси.
3. Способ по п. 1, отличающийся тем, что удаление пароконденсата (воды), скапливающегося внизу пропарочных скважин, производят самотеком за пределы колонны через патрубки, расположенные напротив пропарочных скважин в нижней крышке трубы колонны.
4. Способ по п. 1, отличающийся тем, что пространство между трубой колонны и пропарочными скважинами заполняют силикатной бетонной смесью, обеспечивающей получение силикатного бетонного ядра трубобетонной колонны с классом по прочности на сжатие В60 - В80 и маркой по плотности в D220 - D240.
| СПОСОБ ПРОИЗВОДСТВА КРУПНОГАБАРИТНЫХ БЕТОННЫХ БЛОКОВ В ФОРМЕ-АВТОКЛАВЕ | 2014 |
|
RU2562307C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2531411C1 |
| Способ изготовления изделий из ячеистого бетона | 1983 |
|
SU1197851A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОНА | 1992 |
|
RU2078750C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОБЕТОНА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2262574C2 |

