Область техники
Изобретение относится к валковой мельнице для обработки высоковлажного загружаемого материала и, в частности, относится к планетарной валковой мельнице, в которой поток воздуха проходит через размалывающий узел, расположенный в валковой мельнице, для измельчения, сушки и/или обжига высоковлажного загружаемого материала.
Предшествующий уровень техники
Мельницы используют для дробления и измельчения твердых материалов, таких как минералы, известняк, гипс, фосфоритные породы, соль, кокс и уголь, на небольшие частицы. Маятниковая валковая мельница является примером типовой мельницы, которая может быть использована для дробления и измельчения твердых материалов. Мельницы, в общем, включают в себя секцию измельчения, расположенную внутри корпуса. Мельницы могут устанавливаться на фундамент. Секция измельчения может включать в себя множество измельчающих элементов, таких как установленные на маятниках валки, которые находятся в контакте с размалывающей поверхностью с возможностью перемещения. Размалывающие элементы функционально связаны с приводом, например, двигателем, который передает вращательное движение на измельчающие элементы. Во время эксплуатации мельницы на размалывающей поверхности на размалывающие элементы действуют вытесняющие, гравитационные или центробежные силы. Измельчающие элементы измельчают твердый материал на размалывающей поверхности в результате контакта с размалывающей поверхностью.
Как показано на фиг. 6, существующая маятниковая мельница 100 имеет неподвижный узел 110 основания, на котором смонтирован размалывающий узел 180 мельницы. Нижняя часть 181 мельницы прикреплена к узлу основания посредством соответствующих крепежных элементов 181F. Узел 110 основания имеет верхнюю кольцевую плиту 110U и нижнюю кольцевую плиту 110L, которые расположены на расстоянии друг от друга и скреплены посредством множества наклонных лопастей 110V. Соседние лопасти 110V ограничивают каналы 132 (например, сопла), выполненные с возможностью транспортирования воздуха в размалывающий узел 180 мельницы. Размалывающий узел 180 мельницы окружает стенка 105 (например, цилиндрическая емкость), которая прикреплена к узлу 110 основания. Размалывающий узел 180 мельницы включает в себя опорный вал 182, поддерживаемый с возможностью вращения стаканом 184 подшипника. Стакан 184 подшипника прикреплен к нижней части 181 маятниковой мельницы 100 соответствующими крепежными элементами 185. Один конец вала 182 соединен с узлом привода (не показано) для вращения вала 182. Противоположный конец вала 182 имеет установленную на нем ступицу 186. От ступицы 186 отходит множество плеч 187. Каждое из плеч 187 шарнирно поддерживает узел 188 шейки, который имеет валок 189, установленный на его конце.
Как показано на фиг. 7, узел 188 шейки включает в себя головку 188H шейки, имеющую продолжающийся от нее зажимное кольцо 188C. Зажимное кольцо 188C имеет внутреннюю поверхность, ограничивающую продолжающееся через него отверстие. Внутренняя поверхность имеет прикрепленную к ней втулку 194A. Зажимное кольцо 188C шарнирно присоединяет узел 188 шейки к плечу 187 через вал 187P, который продолжается от плеча 187. Вал 187P продолжается в отверстие и находится в контакте с возможностью скольжения с внутренней поверхностью втулки 194A. Втулка 194A погружена в смазку, например, в масло, которая удерживается в отверстии с помощью одного или более уплотнений (не показаны).
Как показано на фиг. 7, головка 188H шейки имеет продолжающееся через нее ступенчатое отверстие. Узел 188 шейки включает в себя вал 193, имеющий продольную ось X10. Часть вала 193 проходит в ступенчатое отверстие, и головка 188H шейки прикреплена к валу 193 соответствующим крепежным элементом, таким как штифт 197C. Между валом 193 и внутренней поверхностью, ограничиваемой ступенчатым отверстием, образован кольцевой карман 188P.
Узел 188 шейки включает в себя кольцевой верхний корпус 188U, имеющий внутреннее пространство. Верхняя часть верхнего корпуса 188U проходит в кольцевой карман 188P. Радиально наружная поверхность верхнего корпуса 188U имеет множество образованных в ней канавок (например, три канавки), проходящих в окружном направлении. Радиально наружная поверхность верхнего корпуса 188U и внутренняя поверхность, ограничиваемая ступенчатым отверстием головки 188H шейки, расположены радиально на расстоянии друг от друга с зазором G88R, величина которого является достаточной для обеспечения вращения верхнего корпуса 188U относительно головки 188H шейки. Головка 188H шейки и верхний корпус 188U расположены на расстоянии друг от друга в осевом направлении с осевым зазором G88, величина которого является достаточной для обеспечения вращения верхнего корпуса 188U относительно головки 188H шейки. В каждой из канавок установлено лабиринтное уплотнение 195 для уплотнения зазора G88R с возможностью вращения.
Как показано на фиг. 7, во внутреннюю поверхность верхнего корпуса 188U проходит первая фланцевая втулка 194B, прикрепленная к нему штифтом 197B. Первая фланцевая втулка 194B имеет внутреннюю поверхность, которая расположена на расстоянии от вала 193 с зазором G88B, величина которого является достаточной для обеспечения вращения верхнего корпуса 188U относительно вала 193. Верхний корпус 188U удерживается от осевого перемещения в нижнем направлении буртиком 193F вала, который отходит радиально наружу от вала 193. Между буртиком 193F и внутренним заплечиком верхнего корпуса 188H установлен упорный подшипник 198 для поддержки вращения верхнего корпуса 188H относительно вала 193.
Как показано на фиг. 7, к верхнему корпусу 188U посредством множества крепежных элементов 196B прикреплен нижний корпус 188L. Нижний корпус 188L имеет вторую фланцевую втулку 194C, которая проходит во внутреннюю поверхность верхнего корпуса 188U и прикреплена к нижнему корпусу штифтом 197A. Вторая фланцевая втулка 194C имеет внутреннюю поверхность, которая расположена на расстоянии от вала 193 с зазором G88C, величина которого является достаточной для обеспечения вращения нижнего корпуса 188L относительно вала 193. Нижний корпус 188L имеет закрытый нижний конец. Вокруг нижнего корпуса 188L расположен валок 189, прикрепленный к нему посредством крепежного элемента 196A.
Валок 189, нижний корпус 188L и верхний корпус 188U могут вращаться как единый узел относительно вала 193. Зазоры G88B и G88C заполнены смазкой (например, маслом или синтетическим маслом) между нижней линией LL наполнения и верхней линией LU наполнения. Лабиринтные уплотнения 195 удерживают масло в зазорах G88B и G88C и препятствуют выходу из них продуктов износа. Использование смазки в зазорах G88B и G88C и между штифтом 187P и втулкой 194A предусматривает ограничения рабочих температур в существующей маятниковой мельнице 100 для защиты масла от деградации. Например, при использовании масла на нефтяной основе температура узла 188 шейки была бы ограничена приблизительно до 250 градусов по Фаренгейту. При использовании синтетического масла температура узла 188 шейки была бы ограничена приблизительно до 350 градусов по Фаренгейту.
Такие температурные ограничения в свою очередь ограничивают использование маятниковой мельницы 100 для измельчения материалов с содержанием влаги менее 10% масс. из-за недостаточного количества тепла, доступного для сушки материала, подлежащего измельчению. Например, при обжиге гипса (например, синтетического гипса, натурального гипса или их смесей) необходимая температура на выпуске должна составлять приблизительно 325 – 350 градусов по Фаренгейту, в то время как температура на впуске может составлять до 1000 градусов по Фаренгейту. В результате температура узла 188 шейки была бы превышена на 450 градусов по Фаренгейту, что выше максимальной рабочей температуры любой смазки, включая сюда масло на нефтяной основе и синтетическое масло. Таким образом, существующие маятниковые мельницы 100 не предназначены для измельчения, обжига и сушки такого загружаемого материала, как гипс, имеющего высокую влажность (например, поверхностную влажность 5 – 10 процентов по массе (% масс.) и химически связанную влажность приблизительно 20% масс.).
Ссылаясь на фиг. 6, валок 189 находится в контакте с возможностью прокатывания с закаленной обращенной внутрь поверхностью 129 кольца 122. Узел 190 струга соединен со ступицей 186 посредством опоры 191 струга. Однако узлы 188 шеек достаточно тяжелые и, таким образом, требуют поддержания скорости вращения вала 182, ступицы 186, плеч 187, узлов 188 шеек и валков 189 ниже заданной величины для предотвращения чрезмерных вибраций и отскакиваний узла 188 шейки, который может повредить существующую маятниковую мельницу 100. Существующие маятниковые мельницы 100 имеют тенденцию подвергаться воздействию вибраций при высокой скорости измельчения, которые требуются для измельчения загружаемых материалов размером 40 – 80 микрон и менее для получения измельченного продукта размером 25 – 35 микрон. Следовательно, существующие маятниковые мельницы 100 имеют ограничения по скорости, которые препятствуют достижению достаточной производительности и получению измельченных частиц размерами 25 – 35 микрон и менее.
Во время работы маятниковой мельницы 100 вал 182 вращает ступицу 186 и плечи 187 так, чтобы узлы 188 шеек раскачивались наружу подобно маятникам. Таким образом, валки 189 движутся наружу к закаленной поверхности 129 под действием центробежной силы. Материал, подлежащий дроблению или измельчению посредством размалывающего узла 110 мельницы, поступает во внутренней пространство 180A маятниковой мельницы 100 по желобу (не показан) сверху размалывающего узла 110 мельницы в струговый узел 190, который выбрасывает материал, подлежащий дроблению и измельчению, обратно вверх в зону валков 189 и кольца 122. По каналам 132 в маятниковую мельницу 100 поступает воздух, как показано стрелками 192. Материал подвергается дроблению между валками 189 и закаленной поверхностью кольца 122.
Как показано на фиг. 8, существующая планетарная мельница 200 для ультратонкого измельчения имеет расположенный в ней размалывающий узел 280. В контексте описания понятие «ультратонкий» относится к материалу, который измельчен до размера частиц d50 < 5 микрон, где d50 – средний размер частиц по массе. Размалывающий узел 280 мельницы окружает наружная стенка 205 (например, цилиндрическая емкость). Размалывающий узел 280 мельницы включает в себя опорный вал 282, поддерживаемый с возможностью вращения стаканом 284 подшипника. Один конец вала 282 соединен с узлом привода (не показан) для вращения вала 282. Противоположный конец вала 282 имеет верхнюю плиту (например, круглую плиту дискообразной формы) 286U и нижнюю плиту (например, круглую плиту дискообразной формы) 286L, расположенные на расстоянии друг от друга и прикрепленные к валу 282. Между верхней плитой 286U и нижней плитой 286L вокруг вала 282 по планетарной компоновке установлено множество валков 289 (например, шесть валков, показанных на фиг. 9). Каждый из валков 289 поддерживается для вращения пальцем 289P, который проходит через валок 289 и прикреплен к верхней плите 286U и нижней плите 286L. Каждый из валков 289 находится в контакте с возможностью прокатывания с закаленной обращенной внутрь поверхностью 229 кольца 222. Верхняя плита 286U и нижняя плита 286L являются концентричными с кольцом 222. Самая наружная периферийная поверхность каждой из плит, верхней 286U и нижней 286L, расположена на расстоянии от закаленной обращенной внутрь поверхности 229 кольца 222 на расстояния D1 и D2, соответственно, тем самым, образуя зазоры G1 и G2, соответственно.
Как показано на фиг. 9, обращенная внутрь поверхность 229 кольца 222 имеет внутренний диаметр D5, который определяет площадь A1 сечения. Кольцевой зазор G1 имеет площадь A2, составляющую приблизительно до 10% площади A1.
Со ссылкой на фиг. 8 к валу 282 под нижним краем 222E кольца 222 прикреплена распределительная плита 291 (например, круглой дискообразной формы), расположенная на расстоянии D3 от нижнего края 222E и образующая зазор G3. Распределительная плита 291 имеет верхнюю поверхность 291U.
Как показано на фиг. 8, с внутренней стороны наружной стенки 205 на расстоянии D4 от нее расположена кольцевая перегородка 205F, образующая кольцевой зазор G4 между наружной стенкой 205 и перегородкой 205F. Нижний край перегородки 205F расположен рядом с верхним краем кольца 222. Радиально наружная поверхность кольца 222 расположена на расстоянии D6 от внутренней поверхности наружной стенки 205, тем самым, образуя кольцевой зазор G6 между наружной стенкой 205 и кольцом 222.
Как показано на фиг. 8, на верхнем конце 205U наружной стенки 205 посредством вала 255X установлен с возможностью вращения сортировочный узел 255. Сортировочный узел 255 имеет множество расположенных на расстоянии друг от друга лопастей 255V, установленных между противолежащими плитами, которые прикреплены к валу 255X. Внутреннее пространство, образованное лопастями, сообщается с трубой 255D, которая разгружает в выпускную трубу 233. К нижней части наружной стенки 205 под размалывающим узлом 280 мельницы и распределительной плитой 291 прикреплена впускная труба 211.
Во время работы существующей планетарной мельницы 200 для ультратонкого измельчения материал M1, подлежащий измельчению, поступает во внутреннее пространство, ограничиваемое перегородкой 205F, и падает на верхнюю плиту 286U. Верхняя и нижняя плиты 286U и 286L вращаются валом 282. Вращение верхней и нижней плит 286U и 286L вынуждает валки 289 перемещаться радиально наружу от вала 282 и пальца 289P, тем самым, приходя в контакт с возможностью прокатывания с обращенной внутрь поверхностью 229 кольца 222. Материал M1, подлежащий измельчению, под действием центробежной силы распределяется на верхней плите радиально снаружи. Материал, подлежащий измельчению, падает в зазор G1 и измельчается в измельчаемый материал M2 между валками 289 и обращенной внутрь поверхностью 229 кольца 222. Измельченный материал M2 падает на верхнюю поверхность 291U распределительной плиты 291 и выгружается в зазор G6 между наружной стенкой 205 и кольцом 222.
Во впускную трубу 211 поступает воздух, обозначенный стрелками F1, причем указанная труба сообщается с зазором G6 между наружной стенкой 205 и кольцом 222, по существу, обходя размалывающий узел 280. Зазоры G1, G2 и G3 имеют минимальную величину, чтобы свести к минимуму поток воздуха через размалывающий узел, свести к минимуму скорость непрерывного потока в размалывающем узле и увеличить время пребывания материала M1, подлежащего измельчению, в размалывающем узле 280, так чтобы измельчаемый материал M2 измельчался до ультратонкого состояния. Отсутствие воздушного потока, проходящего на высоких скоростях через размалывающий узел 280, ограничивает использование существующей планетарной мельницы 200 для измельчения материалов, имеющих влажность менее 5 процентов по массе, из-за недостаточного потока воздуха, доступного для сушки материала, подлежащего измельчению. Воздух захватывает измельченный материал M2 через зазор G6 и далее через зазор G4 между наружной стенкой 205 и перегородкой 205F. Воздух транспортирует измельченный материал M2 в сортировочный узел 255, как показано стрелками F3. Сортировочный узел 255 выгружает измельченный материал M2 в ультратонком состоянии через выпускную трубу 233 и возвращает не полностью измельченный материал M3 большего размера обратно в размалывающий узел 280.
В патентном документе US3027103 описана мельница для тонкого измельчения твердого материала, имеющая чувствительные к давлению средства для варьирования давления размалывающих валков на внутреннюю поверхность размалывающего кольца, так что любое перемещение валков обусловлено поступлением среды под давлением в нагнетательную камеру для принудительного перемещения поршней радиально наружу к держателям и тем самым увеличения давления валков при измельчении на размалывающее кольцо. Однако патентный документ US3027103 не описывает и не предлагает радиально наружного перемещения каждого из множества валков в результате вращения вала.
В патентном документе US3027103 также описаны держатели, которые дугообразно смонтированы на спайдерных деталях, установленных на шлицах или иным образом прикрепленных к валу над подшипниковой опорой для вращения держателей с валом. Держатели могут перемещаться радиально внутрь или наружу относительно спайдерных деталей по верхней и нижней цилиндрической штангам применительно к каждому держателю. В патентном документе US3027103 также описано, что держатель выполнен для каждой пары валков. Валки смонтированы на держателе, и каждый из держателей включает в себя верхнее и нижнее плечи, соединенные друг с другом вертикальным ребром. Держатели расположены напротив друг друга и могут перемещаться радиально внутрь или наружу относительно верхних и нижних цилиндрических блоков, установленных на шлицах или иным образом прикрепленных к валу, смонтированному с возможностью вращения. Однако патентный документ US3027103 не описывает и не предлагает никаких опорных плит для валков, прикрепленных к валу.
Как показано на фиг. 10, патентный документ US1609529 относится к машине 300 для мелкого дробления и производства талька, которая имеет устройство 301 подачи материала через периферийный впуск 302, продолжающийся через размалывающее кольцо 303. После измельчения тальк извлекают из пространства между валками 350 с помощью вытяжного вентилятора. Машина 300 для мелкого дробления, описанная в патентном документе US1609529, включает в себя боковую стенку 314, имеющую отверстие, которое ограничивает размер проходного сечения FA рядом с выпуском машины для мелкого дробления.
На основе вышеизложенного существует необходимость в усовершенствованной валковой мельнице, способной выполнять сушку и измельчение загружаемого материала с высоким содержанием влаги.
Раскрытие изобретения
Далее приведено описание планетарной валковой мельницы для обработки загружаемого материала, например, каолиновой глины, бентонита, известняка, нефтяного кокса, угля, синтетического гипса, натурального гипса и смесей синтетического гипса и натурального гипса. Планетарная валковая мельница включает в себя размалывающий узел, который выполнен с возможностью измельчения загружаемого материала при температуре воздуха в зоне измельчения, по меньшей мере, 177 градусов Цельсия (350 градусов по Фаренгейту). Необходимость таких высоких температур воздуха обусловлена тем, что для описанных валков не требуются никакие смазки. Планетарная валковая мельница включает в себя узел емкости, установленный на неподвижной раме. Узел емкости имеет внутреннюю поверхность и устройство подачи материала, сообщающееся с узлом емкости. Размалывающий узел расположен в узле емкости под устройством подачи материала. Размалывающий узел включает в себя размалывающее кольцо, которое имеет проходящее через него отверстие. Отверстие ограничено обращенной радиально внутрь размалывающей поверхностью и имеет первую площадь. Размалывающее кольцо находится в плотном контакте с внутренней поверхностью узла емкости. Узел емкости включает в себя вал, установленный на раме с возможностью вращения. К валу прикреплена первая опорная плита, имеющая первую, обращенную в осевом направлении, поверхность и определяющая вторую площадь. К валу также прикреплена вторая опорная плита, имеющая вторую, обращенную в осевом направлении, поверхность и определяющая третью площадь. Вторая опорная плита расположена на расстоянии от первой опорной плиты. На первой опорной плите и второй опорной плите с возможностью вращения установлено множество валков, расположенных между ними. Каждый из множества валков выполнен с возможностью перемещения между первой опорной плитой и второй опорной плитой в результате вращения вала. Каждый из множества валков имеет радиально наружную поверхность, которая взаимодействует при измельчении с размалывающей поверхностью размалывающего кольца, например, наружная поверхность находится в контакте с возможностью прокатывания с размалывающей поверхностью размалывающего кольца или наружная поверхность находится достаточно близко к размалывающей поверхности размалывающего кольца для выполнения измельчения. Планетарная валковая мельница имеет систему подачи воздуха, которая имеет выпуск, сообщающийся с отверстием в размалывающем кольце, для подачи воздуха через отверстие. Например, в варианте выполнения выпуск системы подачи воздуха соединен с нижней частью отверстия размалывающего кольца, под множеством валков. Первая опорная плита и вторая опорная плита имеют некруглую форму, так что вторая площадь первой опорной плиты и второй опорной плиты относится к величинам, которые определяют площадь поперечного сечения потока через отверстие, составляющую, по меньшей мере, 30 процентов от первой площади, для обеспечения прохождения заданного количества нагретого воздуха для удаления влаги из загружаемого материала в размалывающем узле.
В варианте осуществления каждый из множества валков имеет отверстие, проходящее через него в осевом направлении. Отверстие имеет внутренний диаметр. Каждый из множества валков установлен на пальце, который прикреплен к первой опорной плите и второй опорной плите и проходит между ними. Палец имеет наружный диаметр меньше внутреннего диаметра отверстия.
В варианте осуществления площадь поперечного сечения потока составляет 40 – 70 процентов от первой площади, так что заданное количество нагретого воздуха является достаточным для сушки и/или обжига синтетического гипса, натурального гипса или их смеси.
В варианте осуществления площадь поперечного сечения потока составляет 40 – 50 процентов от первой площади, так что заданное количество нагретого воздуха является достаточным для сушки и/или обжига синтетического гипса, натурального гипса или их смеси.
В варианте осуществления площадь поперечного сечения потока составляет 40 – 70 процентов от первой площади, так что заданное количество нагретого воздуха является достаточным для сушки и/или обжига синтетического гипса, имеющего поверхностную влажность приблизительно 10% масс. и химически связанную влажность приблизительно 20% масс., натурального гипса, имеющего поверхностную влажность приблизительно 5% масс. и химически связанную влажность приблизительно 20% масс., или смеси синтетического гипса и натурального гипса, имеющей поверхностную влажность от приблизительно 5% масс. до приблизительно 10% масс. и химически связанную влажность приблизительно 20% масс., вместе с тем обеспечивая достаточное время пребывания в зоне измельчения для получения измельченного обожженного продукта с заданным размером частиц.
В варианте осуществления площадь поперечного сечения потока составляет 40 – 50 процентов от первой площади, так что заданное количество нагретого воздуха является достаточным для сушки и/или обжига синтетического гипса, имеющего поверхностную влажность приблизительно 10% масс. и химически связанную влажность приблизительно 20% масс., натурального гипса, имеющего поверхностную влажность приблизительно 5% масс. и химически связанную влажность приблизительно 20% масс., или смеси синтетического гипса и натурального гипса, имеющей поверхностную влажность от приблизительно 5% масс. до приблизительно 10% масс. и химически связанную влажность приблизительно 20% масс., вместе с тем обеспечивая достаточное время пребывания в зоне измельчения для получения измельченного обожженного продукта с заданным размером частиц.
В варианте осуществления заданное количество нагретого воздуха является достаточным для сушки и/или обжига загружаемого материала, имеющего размер частиц меньше 1 миллиметра.
В варианте осуществления площадь поперечного сечения потока составляет 30 – 60 процентов от первой площади, так что заданное количество нагретого воздуха является достаточным для удаления влаги из загружаемого материала, например, каолиновой глины, бентонита, известняка, нефтяного кокса и/или угля.
В варианте осуществления площадь поперечного сечения потока составляет 30 – 60 процентов от первой площади, так что заданное количество нагретого воздуха является достаточным для удаления влаги из загружаемого материала, имеющего содержание влаги более 5% масс., вместе с тем обеспечивая достаточную площадь измельчения для получения измельченного осушенного продукта с заданным размером частиц.
В варианте осуществления площадь поперечного сечения потока составляет 30 – 60 процентов от первой площади, так что заданное количество нагретого воздуха является достаточным для удаления влаги из загружаемого материала, имеющего размер частиц от приблизительно 0,05 мм до приблизительно 50 мм.
В варианте осуществления площадь поперечного сечения потока составляет 30 – 40 процентов от первой площади, так что заданное количество нагретого воздуха является достаточным для удаления влаги из загружаемого материала, например, каолиновой глины, бентонита, известняка, нефтяного кокса и/или угля.
В варианте осуществления площадь поперечного сечения потока составляет 30 – 40 процентов от первой площади, так что заданное количество нагретого воздуха является достаточным для удаления влаги из загружаемого материала, имеющего содержание влаги более 5% масс., вместе с тем обеспечивая достаточную площадь измельчения для получения измельченного осушенного продукта с заданным размером частиц.
В варианте осуществления площадь поперечного сечения потока составляет 30 – 40 процентов от первой площади, так что заданное количество нагретого воздуха является достаточным для удаления влаги из загружаемого материала, имеющего размер частиц приблизительно от 0,05 мм приблизительно до 50 мм.
В варианте осуществления радиально наружная поверхность каждого из валков является выпуклой, а размалывающая поверхность размалывающего кольца является вогнутой. Однако в другом варианте осуществления радиально наружная поверхность каждого из валков, по существу, прямолинейная, и размалывающая поверхность размалывающего кольца, по существу, прямолинейная. В варианте осуществления каждый из валков имеет коническую наружную поверхность, а размалывающая поверхность размалывающего кольца наклонена для сопряжения с коническими валками.
В варианте осуществления размалывающий узел включает в себя струговый узел, который выполнен с возможностью вращения с валом и выполнен с возможностью транспортирования загружаемого материала из нижней части размалывающего узла к множеству валков и размалывающему кольцу.
В варианте осуществления планетарная валковая мельница включает в себя одну или более дополнительных опорных плит, которые прикреплены к валу. Дополнительные опорные плиты расположен на расстоянии от первой опорной плиты и второй опорной плиты в осевом направлении. На указанной одной из дополнительных опорных плит и первой опорной плитой или второй опорной плитой установлено множество дополнительных валков, расположенных между ними. Каждый из множества дополнительных валков выполнен с возможностью перемещения между первой опорной плитой, второй опорой плитой и дополнительной опорной плитой в результате вращения вала. Каждый из множества дополнительных валков имеет радиально наружную поверхность, которая взаимодействует во время измельчения с размалывающей поверхностью размалывающего кольца.
В варианте осуществления размалывающий узел выполнен с возможностью измельчения загружаемого материала при температуре воздуха в зоне измельчения, по меньшей мере, 177 градусов Цельсия (350 градусов по Фаренгейту).
В варианте осуществления отверстие в каждом из множества валков не содержит никакой смазки.
В варианте осуществления устройство подачи материала включает в себя выпуск, который проходит через узел емкости в ее внутренний объем. К внутренней поверхности прикреплена наклонная направляющая, которая проходит вниз и радиально внутрь относительно выпуска и, по меньшей мере, частично между выпуском и размалывающим кольцом. В варианте осуществления выпуск и, по меньшей мере, часть наклонной направляющей покрывает крышка.
В варианте осуществления валковая мельница включает в себя средства регулирования (например, пакет регулировочных прокладок) вертикального положения валков относительно размалывающего кольца.
В варианте осуществления первая опорная плита и/или вторая опорная плита имеют центральную часть и один или более выступов, отходящих наружу от центральной части. Выступы имеют асимметричную форму. Каждый из выступов имеет часть (например, отверстие, углубление или поверхность) для приема пальца для установки валка. Эта часть имеет центральную точку. Асимметричная форма включает в себя задний край и передний край, в общем, напротив заднего края. Задний край проходит дальше от центральной точки, чем передний край.
В варианте осуществления каждый из множества валков имеет осевой конец. Центральная точка расположена на выступе, так что во время вращения первой опорной плиты и второй опорной плиты в направлении от заднего края к переднему краю выступ закрывает, по меньшей мере, часть осевого конца валка рядом с передним краем и задним краем.
Объектом изобретения является также мельница для обработки загружаемого материала. Мельница включает в себя узел емкости, установленный на неподвижной раме и имеющий внутреннюю периферийную поверхность. Мельница включает в себя устройство подачи материала, которое сообщается с внутренним пространством через выпуск, проходящий радиально внутрь через внутреннюю периферийную поверхность. В узле емкости расположен размалывающий узел (например, имеющий маятниковую конструкцию или планетарную конструкцию). Размалывающий узел включает в себя размалывающее кольцо, которое имеет обращенную радиально внутрь размалывающую поверхность. На раме установлен вал с возможностью вращения, например, через подшипниковый узел. Множество валков установлено с возможностью взаимодействия во время измельчения с размалывающей поверхностью. К внутренней поверхности прикреплена наклонная направляющая, которая проходит вниз и радиально внутрь относительно выпуска и, по меньшей мере, частично, между выпуском и размалывающим кольцом. В варианте осуществления нижняя часть наклонной направляющей оканчивается радиально снаружи внутреннего радиального края (например, на части размалывающей поверхности) размалывающего кольца и расположена радиально снаружи от размалывающих валков.
В варианте осуществления выпуск и, по меньшей мере, часть наклонной направляющей покрывает крышка (например, прикреплена посредством сварки или механических крепежных элементов). В варианте осуществления крышка включает в себя одну или более боковых пластин или стенок и одну или более передних пластин (например, наклонных, горизонтальных и/или вертикальных пластин или стенок). В варианте осуществления крышка расположена радиально снаружи от размалывающих валков. В варианте осуществления часть крышки проходит радиально внутрь размалывающего кольца. Размалывающий узел может быть планетарным с размалывающими валками, расположенными между опорными плитами в планетарной конструкции (см., например, фиг. 1A и 1B). Размалывающий узел может быть маятниковым с размалывающими валками, поддерживаемыми через маятниковую конструкцию (см., например, фиг. 6 и 7).
В варианте осуществления к валу прикреплена опорная конструкция (например, спайдерная плита, ступица, опорные плиты, опорные плечи, ребра жесткости и их комбинации). В варианте осуществления на опорной конструкции установлено множество валков с возможностью вращения в маятниковой или планетарной компоновке. В варианте осуществления мельница является или планетарной валковой мельницей или маятниковой мельницей.
Объектом изобретения является также способ модификации валковой мельницы, например, маятниковой мельницы. Способ включает в себя этапы, на которых обеспечивают наличие валковой мельницы, которая имеет узел емкости, установленный на неподвижной раме, и размалывающий узел, расположенный в узле емкости. Размалывающий узел включает в себя первое размалывающее кольцо, которое имеет первое, проходящее через него отверстие. Первое отверстие ограничено первой, обращенной радиально внутрь, размалывающей поверхностью и имеет первую площадь. Первое размалывающее кольцо находится в плотном контакте с внутренней поверхностью узла емкости. На раме установлен вал с возможностью вращения. На одном конце вала установлена ступица, например, через шпонку и шпоночную канавку. От ступицы отходит множество плеч (например, спайдерных плит). Размалывающий узел включает в себя множество узлов шеек. К каждому из множества плеч шарнирно присоединен один из множества узлов шеек. Размалывающий узел включает в себя множество первых валков. К каждому узлу шейки с возможностью прокатывания присоединен один из множества первых валков. Способ модификации валковой мельницы включает в себя этап, на котором удаляют множество количества плеч, множество узлов шеек и множество первых валков из валковой мельницы. Способ включает в себя этап, на котором обеспечивают наличие втулки, первой опорной плиты, второй опорной плиты и множества вторых валков. Втулку размещают поверх вала, и втулка прикрепляют к валу через ступицу. Способ включает в себя этап, на котором прикрепляют первую опорную плиту к втулке. Первая опорная плита имеет первую, обращенную в осевом направлении поверхность, которая определяет вторую площадь. Способ включает в себя этап, на котором прикрепляют вторую опорную плиту к втулке. Вторая опорная плита имеет вторую, обращенную в осевом направлении поверхность, которая определяет третью площадь. Вторая опорная плита расположена на расстоянии от первой опорной плиты в осевом направлении. Способ включает в себя этап, на котором устанавливают с возможностью вращения множество вторых валков между первой опорной плитой и второй опорной плитой, так что каждый из множества валков способен перемещаться радиально наружу относительно вала в результате вращения вала и/или перемещаться между первой и второй опорными плитами. Каждый из множества валков имеет радиально наружную поверхность. Первая опорная плита и вторая опорная плита имеют некруглую форму, так что вторая площадь первой опорной плиты и третья площадь второй опорной плиты относится к величинам, которые определяют площадь поперечного сечения потока через первое отверстие, составляющую, по меньшей мере, 30 процентов от первой площади, для обеспечения прохождения заданного количества нагретого воздуха для удаления влаги из загружаемого материала в размалывающем узле.
В варианте осуществления способ включает в себя этап, на котором обеспечивают наличие первого стругового узла, прикрепленного к ступице. Первый струговый узел удаляют из валковой мельницы. Способ включает в себя этап, на котором обеспечивают наличие одного или более вторых струговых узлов и прикрепляют второй струговый узел или узлы к нижней части второй опорной плиты.
В варианте осуществления способ включает в себя этап, на котором удаляют первое размалывающее кольцо из валковой мельницы. Обеспечивают наличие второго размалывающего кольца. Второе размалывающее кольцо имеет первое отверстие, ограниченное первой обращенной радиально внутрь размалывающей поверхностью и имеющее первую площадь. Величины первой площади первого и второго размалывающих колец могут быть равными или различными. Способ включает в себя этап, на котором устанавливают второе размалывающее кольцо в валковую мельницу.
В варианте осуществления способ включает в себя этап, на котором устанавливают второе размалывающее кольцо с плотным контактом с внутренней поверхностью узла емкости.
В варианте осуществления способ включает в себя этап, на котором регулируют вертикальное положение валков относительно размалывающего кольца, например, с использованием пакета регулировочных прокладок.
Объектом изобретения является также опорная плита для планетарной валковой мельницы. Опорная плита включает в себя центральную часть, которая имеет центр вращения, и один или более выступов, отходящих радиально наружу от центральной части. Каждый из выступов имеет асимметричную форму. Каждый из выступов имеет часть (например, углубление, отверстие или поверхность) для приема пальца для установки валка. Эта часть имеет центральную точку. Асимметричная форма включает в себя задний край и передний край напротив заднего края. Задний край проходит дальше от центральной точки, чем передний край.
В варианте осуществления центральная точка расположена на выступе, так что во время вращения опорной плиты в направлении от заднего края к переднему краю выступ закрывает, по меньшей мере, часть осевого конца валка рядом с передним краем и задним краем.
Краткое описание чертежей
На фиг. 1A показана планетарная валковая мельница согласно изобретению с четырьмя профилированными валками, вид в перспективе;
на фиг. 1B – планетарная валковая мельница согласно изобретению с четырьмя прямолинейными валками, вид в перспективе;
на фиг. 2A – планетарная валковая мельница на фиг. 1A, вид в разрезе по линии 2A – 2A;
на фиг. 2B – планетарная валковая мельница на фиг. 1B, вид в разрезе по линии 2B – 2B;
на фиг. 2C – часть планетарной валковой мельницы с двумя уровнями профилированных валков, вид в разрезе;
на фиг. 2D – один из валков на фиг. 2A, увеличенный вид в разрезе по линии 2D – 2D;
на фиг. 2E – планетарная валковая мельница согласно другому варианту осуществления изобретения с профилированными валками, изнашиваемыми плитами и другим вариантом крепления стругового узла, вид в разрезе;
на фиг. 2F – планетарная валковая мельница согласно другому варианту осуществления изобретения с коническими валками, изнашиваемыми плитами и другим вариантом крепления стругового узла, вид в разрезе;
на фиг. 3A – размалывающий узел планетарной валковой мельницы согласно варианту осуществления изобретения, имеющий три валка, вид сверху;
на фиг. 3B – размалывающий узел планетарной валковой мельницы согласно другому варианту осуществления изобретения, имеющий три валка, вид сверху;
на фиг. 3C – другой вариант выполнения размалывающего узла планетарной валковой мельницы на фиг. 2A с асимметричной опорной и изнашиваемыми плитами, вид сверху;
на фиг. 3D – изнашиваемая плита для использования на опорных плитах на фиг. 3C, увеличенный вид;
на фиг. 3E – один из валков и выступов опорной плиты на фиг. 3D в нейтральном состоянии, увеличенный вид;
на фиг. 3F – один из валков и выступов опорной плиты на фиг. 3D в состоянии вращения, увеличенный вид;
на фиг. 4A – размалывающий узел планетарной валковой мельницы согласно варианту осуществления изобретения с шестью валками, вид сверху;
на фиг. 4B – размалывающий узел планетарной валковой мельницы согласно варианту осуществления изобретения с шестью валками, вид сверху;
на фиг. 5 – планетарная валковая мельница с тремя валками согласно варианту осуществления изобретения, вид в перспективе;
на фиг. 6 – маятниковая мельница предшествующего уровня техники, вид в разрезе;
на фиг. 7 – один из узлов с маятником и валком на фиг. 6, увеличенный вид в разрезе;
на фиг. 8 – планетарная валковая мельница предшествующего уровня техники для ультратонкого измельчения с воздушным потоком, поступающим снаружи размалывающего узла мельницы, схематичный вид;
на фиг. 9 – планетарная валковая мельница на фиг. 8, вид в разрезе по линии 9 – 9; и
на фиг. 10 – мельница предшествующего уровня техники для мелкого дробления, вид в разрезе;
на фиг. 11 – внутреннее пространство мельницы предшествующего уровня техники, вид в перспективе;
на фиг. 12 – внутреннее пространство мельницы согласно изобретению с наклонной направляющей, которая проходит от желоба для подачи материала, вид в перспективе;
на фиг. 13 – внутреннее пространство мельницы на фиг. 12 с крышкой, покрывающей желоб, вид в перспективе;
на фиг. 14 – мельница на фиг. 13, вид в разрезе; и
на фиг. 15 – другой вариант выполнения наклонной направляющей и крышки, установленных на мельнице на фиг. 12, вид в разрезе.
Варианты осуществления изобретения
На фиг. 1A показана планетарная валковая мельница (также называемая в описании как «валковая мельница»), в общем обозначенная номером позиции 10, для обработки (например, измельчения, сушки и/или обжига) загружаемого материала, например, без ограничения, синтетического гипса, натурального гипса, смесей синтетического гипса и натурального гипса, каолиновой глины, бентонита, известняка, нефтяного кокса и угля. Так, валковая мельница используется для удаления влаги из загружаемого материала в узле измельчения. Валковая мельница 10 включает в себя узел 20 емкости, смонтированный на неподвижной раме 21. Узел 20 емкости показан в вертикальной ориентации относительно оси A10. Узел 20 емкости включает в себя: 1) секцию 20A измельчения, расположенную в нижней части узла емкости; 2) секцию 20B подачи материала, расположенную выше секции 20A измельчения в осевом направлении; и 3) кожух 20C сортировочного устройства, расположенный выше секции 20B подачи материала в осевом направлении. С секцией 20B подачи материала сообщается и прикреплено к ней устройство 22 подачи материала. Устройство 22 подачи материала имеет впуск 22A для приема материала, подлежащего подаче, и выпуск 22B для подачи загружаемого материала в секцию 20B подачи. Выпуск 22B устройства 22 подачи материала расположен выше секции 20A измельчения в осевом направлении, так что загружаемый материал поступает в секцию 20A измельчения выше валков 50 в осевом направлении и выше верхнего края 32X размалывающего кольца 32. В верхней части узла 20 емкости смонтирован с возможностью вращения турбинное сортировочное устройство 40, установленное на валу 40A, который соединен с узлом 40B привода для вращения вала 40A и турбинного сортировочного устройства 40. Турбинное сортировочное устройство 40 функционально связано с выпуском 41 узла 20 емкости. Турбинное сортировочное устройство 40 обеспечивает выгрузку надлежащим образом измельченного материала через выпуск 41, возвращая при этом материал, требующий дополнительного измельчения, обратно в секцию 20A измельчения. Наряду с тем, что согласно изобретению показано и описано турбинное сортировочное устройство 40, оно не ограничивается в этом отношении, поскольку могут использоваться другие сортировочные устройства, включая сюда без ограничения центробежный сепаратор, показанный и описанный в патентном документе US2108609, а также описанный в заявке PCT/US2017/23560 со ссылкой на фиг. 2 и 3, содержащиеся в этой заявке.
Как показано на фиг. 11, выпуск 22B в секции 20B подачи обеспечивает функциональную связь между устройством 22 подачи материала и выпуском 22B, который проходит до внутренней поверхности 20D узла 20 емкости. Материал, подаваемый устройством 22 подачи материала, движется через выпуск 22B и под действием силы тяжести падает на верхний край 32X размалывающего кольца 32, как показано стрелкой R20. Часть материала, подлежащего измельчению (например, частицы большего размера и/или более тяжелые частицы), могут отскакивать от верхнего края 32X в секцию 20A измельчения, как показано стрелкой R21. Однако частицы меньшего размера и мелкие частицы (например, синтетического гипса и известняка) могут уноситься от секции 20A измельчения восходящим воздушным потоком, как показано стрелкой 51A, тем самым, обходя секцию 20A измельчения.
Как показано на фиг. 12 и 14, от нижнего края 22X выпуска 22B проходит наклонная направляющая 49, которая наклонена вниз и радиально внутрь к верхнему осевому краю 32X размалывающего кольца 32 валковой мельницы планетарного типа, как показано на фиг. 1A и 1B. Несмотря на то, что наклонная направляющая 49 показана и описана как используемая с валковой мельницей планетарного типа, наклонная направляющая 49 также может использоваться с валковой мельницей маятникового типа, например, как показано на фиг. 6 и 7. В варианте осуществления наклонная направляющая 49 может использоваться в валковой мельнице любого типа. В варианте осуществления верхней конец 49U наклонной направляющей 49 прикреплен к внутренней поверхности 20D узла 20 емкости сварным швом 22W, например, сварным швом 22W, расположенным на нижнем крае выпуска 22B. В варианте осуществления нижний конец 49B наклонной направляющей 49 опирается на верхний осевой край 32X размалывающего кольца 32. В варианте осуществления наклонная направляющая 49, включающая в себя нижний конец 49B и верхний конец 49U, расположена радиально снаружи внутреннего радиального края (т.е. рядом с размалывающей поверхностью 46) размалывающего кольца 32. Несмотря на то, что сварные швы 22W и 32W показаны и описаны как прикрепляющие наклонную направляющую 49 к внутренней поверхности 20D и верхнему краю 32X размалывающего кольца 32, изобретение не ограничивается в этом отношении, поскольку могут использоваться другие конструкции, включающие в себя без ограничения использование механических крепежных элементов, наклонную направляющую, образованную как одно целое с внутренней поверхностью 20D или размалывающего кольца 32, причем наклонная направляющая 49 может быть расположена на расстоянии от размалывающего кольца 32, и/или наклонная направляющая 49 может быть прикреплена к внутренней поверхности 20D и/или размалывающего кольца 32 посредством одного или более кронштейнов, фиксаторов или крышек. Как показано на фиг. 14, нижний конец 49B наклонной направляющей 49 заканчивается на расстоянии G30 от края размалывающей поверхности 46. Расстояние G30 определяется на основе максимально допустимого износа размалывающего кольца 32.
Как показано на фиг. 13 и 14, наклонную направляющую 49 и выпуск 22B покрывает крышка 59. Крышка 59 включает в себя наклонную поверхность 59F, поддерживаемую противолежащими треугольными боковыми стенками 59E. Наклонная поверхность 59F наклонена вниз и радиально внутрь от ее верхнего края 59U. Наклонная поверхность 59F оканчивается нижним краем 59B крышки 59. В варианте осуществления нижний край 59B оканчивается на расстоянии G33 выше верхнего края 32X размалывающего кольца 32. В варианте осуществления расстояние G33 равно нулю, и нижний край оканчивается на горизонтальной плоскости, которая является компланарной с верхним краем 32X размалывающего кольца 32. Нижний край 59B крышки 59 проходит радиально внутрь от размалывающей поверхности 46 на расстояние G31 с целью создания достаточной зоны для выгрузки материла, подлежащего измельчению. Несмотря на то, что нижний край 59B крышки 59 показан и описан как проходящий радиально внутрь от размалывающей поверхности 46, изобретение не ограничивается в этом отношении, поскольку нижний край 59B крышки 59 может оканчиваться радиально снаружи от размалывающей поверхности 46.
Заявитель установил, что, несмотря на то, что крышки и наклонные направляющие, в общем, не требуются в конструкциях (например, в планетарных валковых мельницах и маятниковых валковых мельницах), где зона измельчения расположена непосредственно ниже выпуска загружаемого материала, крышка 59 показанная на фиг. 13 и 14, является аэродинамической, сводит к минимуму нарушение течения воздуха и используется для измельчения и сушки мелких загружаемых материалов, например, синтетического гипса и известняка. Заявитель установил, что использование наклонной направляющей 49 и крышки 59 способствует обеспечению прямой незаблокированной траектории R22 потока между выпуском 22B и секцией 20A измельчения для материала, подлежащего измельчению. Наклонная направляющая 49 и крышка 59 обеспечивают более быстрое перемещение материала, подлежащего измельчению, от выпуска 22B к секции 20A измельчения по сравнению с конструкцией, показанной на фиг. 11, где отсутствуют наклонная направляющая и крышка. Заявитель также установил, что использование наклонной направляющей 49 и крышки 59 способствует уменьшению количества материала, уносимого восходящим потоком 51A воздуха, тем самым, увеличивая количество в процентах выгружаемого через выпуск 22B материала, который поступает в секцию 20A измельчения, по сравнению с конструкцией, показанной на фиг. 11, где отсутствуют наклонная направляющая и крышка.
На фиг. 15 показан другой вариант выполнения наклонной направляющей 49' и крышки 59', позволяющий получить большее внутреннее пространство по сравнению с пространством, образованным с помощью конструкции наклонной направляющей 49 и крышки 59 на фиг. 12 и 14. Наклонная направляющая 49' имеет верхний край 49U', который прикреплен к внутренней стенке 20B в положении между нижним краем 22X впуска 22B и верхним краем 32X размалывающего кольца 32. Нижний край 49B' выполнен сходным образом с нижним краем 49B наклонной направляющей 49 и прикреплен к верхнему краю 32Х размалывающего кольца 32 и/или к внутренней поверхности 20B сходным образом с описанием для нижнего края 49B, показанного на фиг. 14. Крышка 59' включает в себя наклонную поверхность 59F', которая проходит вниз и радиально внутрь от ее верхнего края 59U'. Наклонная поверхность 59F' переходит в вертикальную поверхность 59G'. Вертикальная поверхность 59G' оканчивается нижним краем 59B' крышки 59'. В варианте осуществления нижний край 59B' заканчивается на расстоянии G33 выше верхнего края 32X размалывающего кольца 32. В варианте осуществления расстояние G33 равно нулю, и нижний край оканчивается на горизонтальной плоскости, которая является компланарной с верхним краем 32X размалывающего кольца 32. Нижний край 59B' проходит радиально внутрь от размалывающей поверхности 46 на расстояние G31 с целью создания достаточной зоны для выгрузки материала, подлежащего измельчению.
Заявитель установил, что крышка 59' показанная на фиг. 15, является аэродинамической, сводит к минимуму нарушение течения воздуха и используется для тонкого измельчения известняка мелких размеров. Заявитель установил, что использование наклонной направляющей 49' и крышки 59' способствует обеспечению прямой незаблокированной траектории R22 потока между выпуском 22B и секцией 20A измельчения для материала, подлежащего измельчению. Наклонная направляющая 49' и крышка 59' обеспечивают более быстрое перемещение материала, подлежащего измельчению, от выпуска 22B к секции 20A измельчения по сравнению с конструкцией, показанной на фиг. 11, где отсутствуют наклонная направляющая и крышка. Заявитель также установил, что использование наклонной направляющей 49' и крышки 59' способствует уменьшению количества материала, уносимого восходящим потоком 51A воздуха (см. например, фиг. 13), тем самым, увеличивая количество в процентах выгружаемого через выпуск 22B материала, который поступает в секцию 20A измельчения, по сравнению с конструкцией, показанной на фиг. 11, где отсутствуют наклонная направляющая и крышка.
В варианте осуществления наклонная направляющая 49 или 49' прикреплена (например, приварена) к крышке 59 или 59' для получения цельного узла, состоящего из наклонной направляющей и крышки. В варианте осуществления боковые стенки 59E или 59E' расширяются наружу от крышки 59 или 59'. В варианте осуществления боковые стенки 59E или 59E' имеют выступы, отходящие от них наружу. В варианте осуществления крышка 59 или 59', наклонная направляющая 49 или 49' и/или цельный узел, состоящий из наклонной направляющей и крышки, прикреплены с возможностью отсоединения к внутренней стенке 20B. Например, в варианте осуществления к внутренней стенке 20B прикреплены зажимы и лапки, причем выступы перемещаются со скольжением в зажимах, и крышка 59 или 59' опирается на лапки, так что крышка 59 или 59' и/или наклонная направляющая 49 или 49' прикреплены с возможностью отсоединения к внутренней стенке 20B и расположены в заданном положении относительно размалывающего кольца 32.
Заявитель установил, что наклонные направляющие 49 и 49' и/или крышки 59 и 59' могут использоваться в планетарных валковых мельницах 10, показанных на фиг. 1A, 1B, 2A – 2F, 3A – 3C, 4A, 4B, 5, а также в маятниковых мельницах, показанных на фиг. 6 и 7. Они также могут использоваться в любой другой конструкции размалывающей мельницы, где мелкий загружаемый материал должен поступать самотеком из выпускного отверстия в секцию измельчения.
Как показано на фиг. 1A, в секции 20A измельчения узла 20 емкости ниже выпуска 22B расположен размалывающий узел 30. Размалывающий узел 30 включает в себя размалывающее кольцо 32, которое прикреплено к внутренней поверхности 20D узла 20 емкости посредством соответствующих крепежных элементов 32F. Размалывающее кольцо 32 имеет наружную поверхность 32Q, которая находится в плотном контакте с внутренней поверхностью 33Y опорного кольца 33 узла 20 емкости. Таким образом, между размалывающим кольцом 32 и опорным кольцом 33 размалывающей секции 20A узла 20 емкости нет никакого кольцевого зазора, через который мог бы проникать воздух, обходя размалывающий узел 30. В варианте осуществления размалывающее кольцо 32 является сплошным кольцом без каких-либо отверстий, расположенных в окружном направлении, или проходящих через него впусков для подачи материала. Между опорным кольцом 33 и установочной плитой 36, которая прикреплена к раме 21, расположено множество лопастей 34. Лопасти 34 расположены ниже размалывающего узла 30 и проходят под углом по длине из положения радиально снаружи от размалывающего кольца 32 в положение радиально внутрь от размалывающего кольца 32. Лопасти 34 расположены в окружном направлении относительно опорного кольца 33. Смежные пары лопасти 34 ограничивают между собой каналы 35 (например, сопла) для транспортирования нагретого воздуха, обозначенного стрелками 35A, в размалывающий узел 30 со скоростями и/или расходами, достаточными для сушки и/или обжига материала, подлежащего измельчению, как описано в настоящей заявке.
Как показано на фиг. 1A, узел 20 емкости включает в себя патрубок 45 для подачи воздуха, который имеет впуск 45A, проходящий в кольцеобразный канал 45B, который окружает описанную секцию 20A измельчения и сообщается с ней. В варианте осуществления выпуск патрубка 45 подачи воздуха соединен с нижней частью отверстия 44 размалывающего кольца 32 ниже множества валков 50 в осевом направлении.
Как наиболее наглядно показано на фиг. 3A и 4A, размалывающее кольцо 32 имеет отверстие 44, проходящее через него от верхнего края 32X до нижнего края 32Y кольца. Отверстие 44 ограничено обращенной радиально внутрь размалывающей поверхностью 46 и имеет первую площадь A1. Первая площадь A1 является площадью, которая определяется уравнением A1 = π/4(D7)2, где D7 – номинальный внутренний диаметр размалывающего кольца 32, измеренный на обращенной радиально внутрь размалывающей поверхности 46.
Со ссылкой на фиг. 1A, 2A, 2E и 2F размалывающий узел 30 включает в себя ведущий вал 39, прикрепленный с возможностью вращения к раме 21. К верхней части ведущего вала 39 посредством шпоночного соединения (не показано) прикреплена ступица 43. Ступица 43 включает в себя фланец 43F на ее нижнем крае. Размалывающий узел 30 включает в себя втулку 43C, которая отходит в осевом направлении вниз от другого фланца 43G. Между фланцем 43F и фланцем 43G расположен пакет 43J регулировочных прокладок. Фланцы 43F и 43G прикреплены друг к другу посредством множества крепежных элементов. К втулке 43C прикреплено множество ребер 47 жесткости, которые отходят от втулки в радиальном направлении. Пакет 43J регулировочных прокладок включает в себя заданное количество регулировочных прокладок (например, кольцевых дисков толщиной, например, 0,0635 дюйма (1,5875 мм)). Изменение количества регулировочных прокладок в пакете 43J регулировочных прокладок регулирует вертикальное положение валков 50 относительно описанного согласно изобретению размалывающего кольца 32. Несмотря на то, что пакет 43J регулировочных прокладок показан и описан как используемый для регулирования вертикального положения валков 50 относительно размалывающего кольца 32, изобретение не ограничивается в этом отношении, поскольку могут использоваться другие средства регулирования валков 50 относительно размалывающего кольца 32, включающие в себя без ограничения шайбы и подъемные винты, или же регулирование можно выполнять посредством задания соответствующих размеров деталей, определяющих положение валков 50 относительно размалывающего кольца 32.
Как показано на фиг. 1A, 2A, 2Е и/или 2F, размалывающий узел 30 включает в себя первую опорную плиту 52, прикрепленную к валу 39 через ступицу 43, втулку 43C и ребра 47 жесткости. Первая опорная плита 52 имеет первую, обращенную в осевом направлении поверхность 52A, определяющую вторую площадь A2. Первая опорная плита, в общем, некруглой формы, выполнена с возможностью установления оптимальной величины площади A2. В варианте осуществления, как показано на фиг. 3B и 4B, площадь A2' первой опорной плиты 52 увеличена по сравнению с площадью A2, показанной на фиг. 3A и 4A, посредством продолжения площади A2' наружу для закрывания всего осевого конца 50Z каждого валка 50 без уменьшения площади FA поперечного сечения потока. Использование увеличенной площади A2' уменьшает контактное давление между осевым концом 50Z и первой обращенной в осевом направлении поверхностью 52A (т.е. нижней стороной) каждого из выступов 52L. Несмотря на то, что площадь A2' первой плиты 52 показана и описана как увеличенная, изобретение не ограничивается в этом отношении, поскольку площадь второй опорной плиты 54 может быть увеличена сходным образом с тем, как это описано в отношении первой опорной плиты 52. Заявитель установил, что опорные плиты круглой формы не пригодны для обеспечения оптимальной величины площади A2. В варианте выполнения, показанном на фиг. 3A, опорная плита 52 имеет центральную часть 52C с тремя выступами 52L, отходящими от нее радиально наружу. Несмотря на то, что на фиг. 3A показана опорная плита 52, имеющая три выступа 52L, изобретение не ограничено в этом отношении, поскольку опорная плита может иметь любое количество выступов, например, как показано на фиг. 4A, опорная плита 52 имеет центральную часть 52C с шестью выступами 52L, отходящими от нее радиально наружу.
Как показано на фиг. 1A, 2A, 2Е и 2F, размалывающий узел 30 включает в себя вторую плиту 54, прикрепленную к валу 39 через ступицу 43, втулку 43C и ребра 47 жесткости. Вторая опорная плита 54 имеет вторую, обращенную в осевом направлении поверхность 54A, определяющую втору площадь A3. Вторая опорная плита 54, в общем, некруглой формы, выполнена с возможностью установления оптимальной величины площади A3. Заявитель установил, что опорные плиты круглой формы не пригодны для обеспечения оптимальной величины площади A3. Вторая опорная плита 54 расположена на расстоянии от первой опорной плиты 52 в осевом направлении с зазором G10. Вторая опорная плита 54 выполнена таким образом, что ее форма сходна с формой, показанной (например, на фиг. 3A, 3B, 4A и 4B) и описанной для первой опорной плиты 52.
Как показано на фиг. 1A и 2A, между первой опорной плитой 52 и второй опорной плитой 54 в заданном положении установлено множество валков 50 с возможностью вращения. Добавление регулировочных прокладок в пакет 43J пакет регулировочных прокладок вынуждает втулку 43C, первую и вторую опорные плиты 52 и 54 и валки 50 перемещаться вертикально вниз для вертикального выравнивания валков 50 в размалывающем кольце 32.
На фиг. 2D показана первая опорная плита 52 в разрезе, чтобы был виден осевой конец 50Z валка 50. Каждый из множества валков 50 выполнен с возможностью перемещения между первой и второй опорными плитами 52 и 54, например, перемещения между первой и второй опорными плитами 52 и 54 в направлении стрелки R1 (как показано пунктирными линиями 50) в результате вращения вала 39 в направлении по часовой стрелке по стрелке R9. Каждый из множества валков 50 имеет отверстие 50B, проходящее через него в осевом направлении. Отверстие 50B имеет внутренний диаметр D50. Каждый из множества валков 50 установлен на пальце 60, прикрепленном и проходящем между первой опорной плитой 52 и второй опорной плитой 54 на части соответствующего выступа 52L (см., например, фиг 3 и 4). Вновь со ссылкой на фиг. 2D, палец 60 имеет наружный диаметр D60, который меньше внутреннего диаметра D50 отверстия 50B. Каждый из множества валков имеет радиально наружную поверхность 50X. Благодаря вращению вала 39 в направлении R9 по часовой стрелке, валок 50 перемещается в окружном направлении назад к заднему краю 54T второй опорной плиты 54 и в сторону от пальца 60, как показано стрелкой R1. В результате вращения вала 39 валок 50 перемещается меду первой и второй опорными плитами 52 и 54. Например, валок 50 перемещается между первой опорной плитой 52 и второй опорной плитой 54 в направлении стрелки R1 (см. фиг. 2D) в положение валка, показанное пунктирными линиями 50, так что радиально наружная поверхность 50X взаимодействует во время измельчения с размалывающей поверхностью 46 размалывающего кольца 32, например, наружная поверхность 50X' находится в контакте с возможностью прокатывания с размалывающей поверхностью 46 размалывающего кольца 32, или наружная поверхность 50X' находится достаточно близко к размалывающей поверхности 46 размалывающего кольца 32 для выполнения измельчения. В варианте осуществления в результате вращения вала 39 валок 50 принудительно перемещается радиально наружу в направлении стрелки R2 под действием центробежной силы, увеличивая контактное давление между наружной поверхностью 50X валка и размалывающей поверхностью 46. Если валок сталкивается с очень большими или чрезмерно твердыми комками материала, валок 50 может временно перемещаться радиально внутрь в направлении, противоположном направлению стрелки R2.
Как показано на фиг. 2D, когда вал 39 не вращается, валок может находиться в нейтральном состоянии, в котором отверстие 50B сцентрировано относительно пальца 60. В нейтральном состоянии радиально наружная поверхность 50X валка 50 находится на равном расстоянии от боковых краев выступов 52L и 54L, как показано с помощью расстояний D10 и D11. Однако когда вал 39 вращается в направлении стрелки R9, валок 50 перемещается в общем направлении по стрелке R1. В результате радиально наружная поверхность 50X валка 50 будет асимметрично удалена от боковых краев (т.е. от переднего края 54U и заднего края 54T) выступов 54L, как обозначено неравными расстояниями D12 и D13. Поскольку D13 больше D12, меньшая часть второй обращенной в осевом направлении поверхности 54A контактирует со скольжением с осевым концом 50Y валка 50 (см., например, фиг. 2E) по сравнению с нейтральным положением. Это ведет к более высоким контактным давлениям и увеличенному износу во время эксплуатации, когда вал 39 вращается, по сравнению с компоновкой, в которой большая часть в процентах второй обращенной в осевом направлении поверхности 54A контактирует со скольжением с осевым концом 50Y валка 50. Несмотря на то, что показано асимметричное расположение боковых краев (т.е. переднего края 54U и заднего края 54T) выступов 54L относительно радиально наружной поверхности 50X валка 50 с уменьшением площади контакта между второй, обращенной в осевом направлении, поверхностью 54A и осевым концом 50Y валка 50, как показано и описано, сходная компоновка существует между концом 50X и первой, обращенной в осевом направлении, поверхностью 52A.
Как показано на фиг. 3C, опорная плита 152 сходна с первой и второй опорными плитами 52 и 54 на фиг. 3A и 3B, поэтому элементы, сходные с элементами первой опорной плиты 52 обозначены сходными номерами позиций с добавлением перед ними цифры 1. Валки 50, показанные на фиг. 3C, имеют профили с выпуклыми наружными поверхностями 50X, сходными с валками 50, показанными на фиг. 2E.
Как показано на фиг. 3C, площадь A'' первой опорной плиты 152 увеличена по сравнению с площадью A2, показанной на фиг. 3A, посредством продолжения площади A2'' наружу для закрывания части (т.е. меньше площади A2', показанной на фиг. 3B, и больше площади A2 на фиг. 3A) осевого конца 50Z каждого валка 50 без уменьшения площади FA поперечного сечения потока. Использование увеличенной площади A2'' уменьшает контактное давление между осевым концом 50Z и первой обращенной в осевом направлении поверхностью 152A каждого из выступов 152L, как раскрыто.
Как показано на фиг. 3C, направление вращения вала 39, первой опорной плиты 152 и второй опорной плиты 154 (только часть второй опорной плиты 154 показана на месте выреза в первой опорой плите 152) является направлением вращения по часовой стрелке относительно неподвижного размалывающего кольца 32, показанным стрелкой R9. Первая опорная плита 152 имеет центральную часть 152C, которая определяет центр вращения вокруг оси A10. Три выступа 152L отходят радиально наружу от центральной части 152C. Как показано на фиг. 3E и 3F, каждый из выступов 152L имеет асимметричную форму и часть 152Q (например, углубление, отверстие или поверхность) для приема установочного пальца 60 валка. Часть для размещения установочного пальца 60 валка имеет центральную точку 60P. Асимметричная форма выступов 152L определяется задним краем 152T и передним краем 152U, в общем, расположенным напротив заднего края 152T. Задний край 152T проходит дальше от центральной точки 60P, чем передний край 152U. Например, как показано на фиг. 3E, задний край 152T проходит от центральной точки 60P на расстояние D21, а передний край 152U проходит от центральной точки 60P на расстояние D20. Расстояние D21 больше расстояния D20.
Как показано на фиг. 3E и 3F, выступ 152L имеет прямолинейную секцию 152V, которая переходит в точке R12 перехода в задний край 152T. Задний край 152T переходит в передний край 152U, который переходит в прямолинейную секцию 152W в точке R13 перехода. Задний край 152T и передний край 152U имеют радиус R15 кривизны, измеренный от центральной точки 152P выступа 152L. Точка R12 перехода расположена приблизительно в положении, соответствующем 10 – 11 часам на циферблате; точка R13 перехода расположена приблизительно в положении, соответствующем 7 часам на циферблате.
Как показано на фиг. 3F, центральная точка 60P расположена на выступе 152L таким образом, что во время вращения опорной плиты в направлении от заднего края 152T к переднему краю 152U (т.е. в направлении стрелки R9) выступ 152L располагается таким образом, что он закрывает, по меньшей мере, часть осевого конца 50Z валка 50 рядом с передним краем 152U и задним краем 152T, тем самым, оставляя незакрытым дугообразный сегмент 157A осевого конца 50Z. Как показано на фиг. 3F, незакрытый сегмент 157A проходит вокруг выступа 152L от точки R12 перехода до точки R13 перехода, по существу, с постоянной шириной W57 между краем осевого конца 50Z валка 50 и переходом 50ZZ к внешней поверхности 50Z вала 50. Таким образом, как показано на фиг. 3F, выступ 152L закрывает часть осевого конца 50Z рядом с передним краем 152U и задним краем 152T.
Как показано на фиг. 3E, центральная точка 60P расположена на выступе 152L таким образом, что в нейтральном состоянии центральная точка 60P расположена соосно с центральной линией 50P валка 50. Выступ 152L выполнен таким образом, что он закрывает, по меньшей мере, часть осевого конца 50Z валка 50 рядом с передним краем 152U, но не закрывает или закрывает меньше осевой конец 50Z в сравнении с частью рядом с задним концом 152T, тем самым, оставляя незакрытым дугообразный сегмент 157B осевого конца 50Z. Как показано на фиг. 3E, незакрытый дугообразный сегмент 157B проходит вокруг переднего края 152U выступа 152L с непостоянной шириной W56 между краем осевого конца 50Z валка 50 и переходом 50ZZ к внешней поверхности 50Z валка 50. Таким образом, как показано на фиг. 3E, выступ 152L закрывает часть осевого конца 50Z рядом с передним краем 152U. Как показано на фиг. 3F, в состоянии вращения валок 50 перемещается в направлении стрелки R1, и незакрытый сегмент 157A проходит вокруг переднего края 152U и заднего края 152T выступа 152L с постоянной шириной W57 между краем осевого конца 50Z валка 50 и переходом 50ZZ к внешней поверхности 50Z валка 50.
Заявитель установил, что использование описанной асимметричной формы выступа 152L обеспечивает износ отверстия 50B радиально снаружи, при этом поддерживая край осевого конца 50Z валка 50 частично закрытым. Это связано с тем, что поскольку имеет место износ, и валок 50 перемещается дальше от заднего края 152T, и расстояние D21, на котором задний край 152T проходит от центральной точки 60P, больше расстояния D22, выступ 152L обеспечивает большее закрывание осевого конца 50Z по сравнению с выступами, показанными на фиг. 3A.
Несмотря на то, что асимметричные выступы 152L показаны и описаны применительно к первой опорной плите 152, сходные асимметричные выступы могут использоваться для второй опорной плиты 154.
Как показано на фиг. 3D, изнашиваемые плиты 169A, 169B сходны с изнашиваемыми плитами 69A, 69B, показанными на фиг. 2E и 2F, за исключением того, что изнашиваемые плиты 169A и 169B имеют асимметричную форму, взаимосвязанную с асимметричной формой выступов 152L, описанных со ссылкой на фиг. 3C, 3E и 3F. Изнашиваемые плиты 169A, 169B установлены в секции 20A измельчения сходным образом с тем, как показано и описано со ссылкой на фиг. 2E и 2F применительно к изнашиваемым плитам 69A и 69B. Сходным образом с изнашиваемыми плитами 69A и 69B изнашиваемые плиты 169A, 169B имеют проходящие через них отверстия 171H для размещения крепежных элементов 69F, которые ввинчивают в соответствующие первую и/или вторую опорные плиты 52, 152, 54, 154 для крепления изнашиваемых плит 169A, 169B. Заявитель решил проблему крепления (например, изнашиваемые плиты имеют очень высокую твердость в отношении изготовления в них резьбы и могут требовать периодической замены) изнашиваемых элементов 69A и 69B к соответствующей одной из опорных плит, первой 52 или второй 54, посредством использования крепежных элементов 69F рядом с ее радиально внутренним краем, в то же время, используя точечные швы на ее радиально наружном крае.
Как показано на фиг. 1A, патрубок 45 подачи воздуха имеет выпуск в форме кольцеобразного канала 45B, который сообщается с отверстием 44 в размалывающем кольце 32 для подачи нагретого воздуха через отверстие 44 со скоростью и расходом, достаточными для сушки и/или обжига материала, подлежащего измельчению. Как показано на фиг. 1A, 1B, 2A и 2B, нагретый воздух течет вверх через секцию 20A измельчения и секцию 20B подачи, как показано стрелками 51A. Загружаемый материал движется, в общем, в нижнем направлении от выпуска 22B в общем направлении по стрелке 51F и, в общем, против направления, обозначенного стрелками 51A.
Как показано на фиг. 2E и 2F, первый изнашиваемый элемент 69A (например, плита) прикреплен с возможностью отсоединения к первой, обращенной в осевом направлении, поверхности 52A каждого из выступов 52L первой опорной плиты 52 посредством соответствующих крепежных элементов 69F. Первый изнашиваемый элемент 69A изготовлен из термообработанной легированной стали твердостью приблизительно 500 – 600 по Бринелю. Край осевого конца 50Z валка 50 находится в контакте с возможностью скольжения с изнашиваемым элементом 69A. Каждый из первых изнашиваемых элементов 69A имеет форму, взаимосвязанную с формой части выступа 52L.
Как показано на фиг. 2E и 2F, второй изнашиваемый элемент 69B (например, плита) прикреплен с возможностью отсоединения ко второй, обращенной в осевом направлении поверхности 54A (т.е. к верхней стороне) каждого из выступов 54L второй опорной плиты 54 посредством соответствующих крепежных элементов 69F. Второй изнашиваемый элемент 69B изготовлен из термообработанной легированной стали твердостью приблизительно 500 – 600 по Бринелю. Осевой конец 50Y валка 50 находится в контакте с возможностью скольжения со вторым изнашиваемым элементом 69B. Каждый из вторых изнашиваемых элементов 69B имеет форму, взаимосвязанную с формой части выступа 52L. В варианте осуществления изнашиваемые элементы 69A и/или 69B имеют толщину приблизительно 1/2 дюйма. В варианте осуществления образован небольшой зазор G9 (например, приблизительно 0,10 – 0,15 дюйма) между нижней стороной первого износного элемента 69A и осевым концом 50Z валка.
Как показано на фиг. 2F, размалывающий узел 430 содержит конические валки 450, которые имеют радиально наружную поверхность 450X, наклоненную под углом δ относительно базовой линии A12, которая параллельна осевой центральной линии A11 валка 450. Размалывающее кольцо 432 имеет коническую размалывающую поверхность 446, которая наклонена радиально внутрь и вниз в осевом направлении от верхнего края 432X размалывающего кольца 432 к нижнему краю 432Y размалывающего кольца 432 под углом δ, измеренным относительно вертикальной базовой линии A12. Валок 450 установлен в размалывающее кольцо 432 с осевым концом 450Y (т.е. концом меньшего диаметра по сравнению с осевым концом 450Z), обращенным вниз и находящимся ниже осевого конца 450Z. Угол δ составляет 5 – 15 градусов. Конические валки 450 и коническая размалывающая поверхность 446 используются для создания вертикальной подъемной силы, которая поднимает валок 450 для уменьшения вертикальной силы (например, приблизительно равной 50 – 100% веса валка 450), прикладываемой к изнашиваемому элементу 69B. Уменьшение вертикальной силы, прикладываемой к износной плите 69B, уменьшает трение, износ и расход энергии. Конические валки 450 и коническая размалывающая поверхность 446 также используются для корректировки смещения от заданного положения валков 450 относительно размалывающего кольца 432 во время сборки, поскольку после эксплуатации в течение некоторого времени валки 450 смещаются в положение, благоприятное для выполнения измельчения. Конические валки 450 и коническая размалывающая поверхность 446 также могут использоваться в конструкциях без изнашиваемых плит 69A и 69B, например, в размалывающих узлах 30 на фиг. 2A, 2B и 2C. Конические валки 450 имеют нанесенное покрытие 450K, например, наплавленное покрытие на основе кобальта (например, Stoody® 100, зарегистрированное на Stoody Company, или Stellite®, зарегистрированное на Kennametal Inc.). Несмотря на то, что покрытие 450K показано и описано как нанесенное на конические валки 450, изобретение не ограничивается в этом отношении, поскольку покрытие 450K можно наносить на любые из валков 50, показанных на фиг. 1A, 1B, 2A, 2B, 2C и 2E. Покрытие 450K увеличивает шероховатость поверхности и повышает срок службы валков 450, 50 и способствует предотвращению проскальзывания или скольжения валков 450, 50 на размалывающей поверхности 446, 46.
Пакет 43J регулировочных прокладок, как описано и показано на фиг. 2F, используют для позиционирования конических валков 450 относительно размалывающего кольца 432 для максимального увеличения между ними площади размалывающей поверхности. Пакет 43J регулировочных прокладок также используют для вертикального позиционирования профилированных валков 50 из фиг. 2E в размалывающем кольце 32 для максимального увеличения между ними площади размалывающей поверхности.
Первая опорная плита и вторая опорная плита имеют некольцевую форму, так что оптимальная вторая площадь A2 первой опорной плиты 52 и оптимальная третья площадь A3 второй опорной плиты 54 позволяют получить площадь FA поперечного сечения потока (см., например, фиг. 3 и 4, где площадь FA поперечного сечения потока соответствует площади A1 за вычетом площади A2) через отверстие, составляющую, по меньшей мере, 30 процентов от первой площади A1, для обеспечения подачи заданного количества нагретого воздуха в пропорции 2 – 4 массового расхода воздуха к массовому расходу материала, подлежащего сушке, с целью сушки и/или обжига загружаемого материала в размалывающий узел 30 и транспортирования измельченного материала вверх через размалывающий узел 30 со скоростью (например, скоростью приблизительно 20 – 40 футов в секунду), достаточной для захватывания измельченного материала в воздушный поток, текущий вверх через размалывающий узел 30. В варианте осуществления площадь FA поперечного сечения потока составляет 40 – 70 процентов от первой площади A1, так что заданное количество нагретого воздуха является достаточным для сушки и обжига синтетического гипса, натурального гипса или смесей синтетического гипса и натурального гипса. В варианте осуществления площадь FA поперечного сечения потока составляет 40 – 50 процентов от первой площади A1, так что заданное количество нагретого воздуха является достаточным для сушки и обжига синтетического гипса и натурального гипса. Площадь FA поперечного сечения потока простирается от радиально наружного края 52E (см. фиг. 1A, 1B, 2A, 2B, 2C, 3A, 3B) первой опорной плиты 52 до размалывающей поверхности 46. Площадь FA поперечного сечения потока простирается от радиально наружного края 54E (см. фиг. 1A, 1B, 2A, 2B, 2C, 3A, 3B) второй опорной плиты 54 до размалывающей поверхности 46. Площадь FA поперечного сечения потока простирается от радиально наружного края 56E (см. фиг. 2C) третьей опорной плиты 56 до размалывающей поверхности 46. Площадь FA поперечного сечения потока включает в себя выпуск секции 20A измельчения, который переходит в секцию 20B подачи.
Выполнение площади FA поперечного сечения потока 40 – 70 процентов или 40 – 50 процентов от первой площади A1 дает неожиданный результат получения заданного количества нагретого воздуха, достаточного для сушки и обжига синтетического гипса, имеющего поверхностную влажность приблизительно 10% масс. (т.е. процент по массе) и химически связанную влажность (т.е. совместно называемые как высокая влажность) приблизительно 20% масс. Выполнение площади FA поперечного сечения потока 40 – 70 процентов или 40 – 50 процентов от первой площади A1 дает неожиданный результат получения заданного количества нагретого воздуха, достаточного для сушки и обжига натурального гипса, имеющего поверхностную влажность приблизительно 5% масс. (т.е. процент по массе) и химически связанную влажность (т.е. совместно называемые как высокая влажность) приблизительно 20% масс. Выполнение площади FA поперечного сечения потока 40 – 70 процентов или 40 – 50 процентов от первой площади A1 дает неожиданный результат получения заданного количества нагретого воздуха, достаточного для сушки и обжига смеси синтетического гипса и натурального гипса, имеющей поверхностную влажность от приблизительно 5% масс. до приблизительно 10% масс. (т.е. процент по массе) и химически связанную влажность (т.е. совместно именуемые как высокая влажность) приблизительно 20% масс. Кроме того, выполнение площади FA поперечного сечения потока 40 – 70 процентов или 40 – 50 процентов от первой площади A1 дает неожиданный результат получения заданного количества нагретого воздуха, достаточного для сушки и обжига загружаемого материала, имеющего поверхностную влажность приблизительно 10% масс. и химически связанную влажность приблизительно 20% масс. В варианте осуществления заданное количество нагретого воздуха является достаточным для сушки и обжига загружаемого материала, имеющего размер частиц меньше 1 миллиметра. В варианте осуществления заданное количество нагретого воздуха является достаточным для сушки и обжига загружаемого материала, имеющего размер частиц от приблизительно 40 микрон до приблизительно 80 микрон.
В варианте осуществления площадь FA поперечного сечения потока составляет 30 – 60 от первой площади A1, так что заданное количество нагретого воздуха является достаточным для сушки загружаемого материала, который включает в себя один или более из материалов, к которым относятся каолиновая глина, бентонит, известняк, нефтяной кокс и уголь. Выполнение площади FA поперечного сечения потока 30 – 60 процентов от первой площади A1 дает неожиданный результат получения заданного количества нагретого воздуха, достаточного для сушки загружаемого материала, имеющего влажность больше 5% масс. Выполнение площади FA поперечного сечения потока 30 – 60 процентов от первой площади A1 дает неожиданный результат получения заданного количества нагретого воздуха, достаточного для сушки загружаемого материала, имеющего влажность больше 5% масс. и размер частиц от приблизительно 0,05 мм до приблизительно 50 мм.
В варианте осуществления площадь FA поперечного сечения потока составляет 30 – 40 от первой площади A1, так что заданное количество нагретого воздуха является достаточным для сушки загружаемого материала, который включает в себя один или более из материалов, к которым относятся каолиновая глина, бентонит, известняк, нефтяной кокс и уголь. Выполнение площади FA поперечного сечения потока 30 – 40 процентов от первой площади A1 дает неожиданный результат получения заданного количества нагретого воздуха, достаточного для сушки загружаемого материала, имеющего влажность больше 5% масс. Выполнение площади FA поперечного сечения потока 30 – 40 процентов от первой площади A1 дает неожиданный результат получения заданного количества нагретого воздуха, достаточного для сушки загружаемого материала, имеющего влажность больше 5% масс. и размер частиц от приблизительно 0,05 мм до приблизительно 50 мм.
В отношении измельчения, сушки и обжига синтетического гипса или натурального гипса или их смесей заявитель установил, что для обеспечения достаточного воздушного потока с достаточной нагревательной способностью, вместе с тем обеспечивая достаточное время пребывания в зоне измельчения для получения измельченного обожженного продукта с заданным размером частиц, требуется площадь поперечного сечения потока 40 – 70%. Заявитель установил, что для измельчения и сушки другого материала, такого как каолиновая глина, бентонит, известняк, нефтяной кокс и уголь, для обеспечения достаточного воздушного потока с достаточной нагревательной способностью, вместе с тем обеспечивая достаточную зону измельчения для получения измельченного осушенного продукта с заданным размером частиц, требуется площадь поперечного сечения потока 30 – 60%.
Как показано на фиг. 1A и 2A, радиально наружная поверхность 50X каждого из валков является профилированной (например, выпуклой), и размалывающая поверхность 46 является профилированной (например, вогнутой). Изобретение не ограничивается в этом отношении, поскольку в варианте выполнения радиально наружная поверхность 50X' каждого из валков 50', по существу, прямолинейная, и размалывающая поверхность 46' размалывающего кольца 32', по существу, прямолинейная, как показано на фиг. 1B и 2B. Фиг. 1B и 2B сходны с фиг. 1A и 2A за исключением вышеупомянутого прямолинейного исполнения и, следовательно, включают в себя те же самые номера позиций для идентичных компонентов. С помощью компьютерного анализа заявитель установил, что валковые мельницы 10 (фиг. 1A) с валками 50, имеющими выпуклую радиально наружную поверхность 50X и вогнутую размалывающую поверхность 46, расходуют меньше энергии по сравнению с валковыми мельницами 10' (фиг. 1B), имеющими прямолинейную радиально наружную поверхность 50X' и прямолинейную размалывающую поверхность 46'.
Как наиболее наглядно показано на фиг. 5, размалывающий узел 30 включает в себя струговый узел 70, вращающийся с валом 39 и выполненный с возможностью транспортирования загружаемого материала снизу размалывающего узла 30 вверх к множеству валков 50' и размалывающему кольцу 32'. Как показано на фиг. 2E и 2F, вторая опорная плита 54 используется в качестве места крепления опорной конструкции 77 для размещения стругового узла 70. Выбор количества регулировочных прокладок в пакете 43J регулировочных прокладок также регулирует вертикальное положение стругового узла 70 сходным образом с описанием регулирования вертикального положения валков 50.
Как показано на фиг. 2C, в варианте осуществления валковая мельница 30'' имеет конструкцию, в которой валки расположены на нескольких уровнях (например, профилированные валки расположены на двух уровнях), и содержит третью опорную плиту 56, прикрепленную к валу 39 через втулку 43C (и ступицу 43, показанную на фиг. 2A). Множество валков расположены 50 между первой опорной плитой и второй опорной плитой 54. Профилированные валки 50 имеют дугообразную криволинейную периферийную поверхность 50X. Третья опорная плита 56 расположена на расстоянии в осевом направлении от первой опорной плиты 52 и второй опорной плиты 54. Между третьей опорной плитой и второй опорной плитой 54 в заданном положении установлено дополнительное количество профилированных валков 50'', сходных с профилированными валками 50. Каждый из множества дополнительных валков 50'' выполнен с возможностью перемещения между первой опорной плитой, второй опорной плитой и/или дополнительной опорной плитой в результате вращения вала 39. Каждый из множества профилированных валков 50 имеет радиально наружную поверхность 50X, которая взаимодействует во время измельчения с профилированной размалывающей поверхностью 46 размалывающего кольца 32, например, наружная поверхность 50X находится в контакте с возможностью прокатывания с профилированной размалывающей поверхностью 46 размалывающего кольца 32'', или наружная поверхность 50X находится достаточно близко к профилированной размалывающей поверхности 46 размалывающего кольца 32 для выполнения измельчения. Каждый из множества дополнительных валков 50'' имеет радиально наружную поверхность 50X'', которая взаимодействует во время измельчения с профилированной размалывающей поверхностью 46'' размалывающего кольца 32'', например, наружная поверхность 50X'' находится в контакте с возможностью прокатывания с профилированной размалывающей поверхностью 46'' размалывающего кольца 32'', или наружная поверхность 50X'' находится достаточно близко к профилированной размалывающей поверхности 46'' размалывающего кольца 32'' для выполнения измельчения. Заявитель установил, что использование конструкции, в которой валки расположены на нескольких уровнях, как показано на фиг. 2C, предпочтительно, с предельным количеством уровней, равным двум, отвечает требованиям, поскольку два уровня валков не препятствуют перемещению материала, подлежащего измельчению, в верхнем направлении, что обеспечивается струговым узлом 70, по сравнению с известными мельницами 200 (фиг. 8), в которых для материала, подаваемого через размалывающий узел 280, используется траектория перемещения сверху вниз.
Несмотря на то, что на фиг. 2C показаны первая опорная плита 52 и вторая опорная плита 54 с множеством валков 50 между ними и множеством дополнительных валков, расположенных между второй опорной плитой 54 и третьей опорной плитой 56, изобретение не ограничивается в этом отношении, поскольку можно использовать любое количество рядов или уровней из множества валков с любым количеством опорных плит без отклонения от более широких аспектов изобретения.
Размалывающий узел 30 не имеет никакой системы смазки, которая обеспечивает подачу смазки, например, масла, к пальцу 60 и в отверстие 50B валков 50, 50' или 50''. Таким образом, размалывающий узел 30 выполнен с возможностью измельчения загружаемого материала, требующего подачи потока воздуха при такой температуре, которая обеспечивает функционирование пальца 60 и отверстия 50B валков 50, 50' или 50'' при температуре выше 177 градусов Цельсия (350 градусов по Фаренгейту) или выше (например, 232 градуса Цельсия (450 градусов по Фаренгейту)). Кроме того, поскольку вес валков 50, 50' или 50'' значительно меньше (например, на 40 процентов) веса соразмерного узла 188 шейки известной маятниковой мельницы 100, показанной и описанной со ссылкой на фиг. 6 и 7, требуются меньшее давление при помоле и, таким образом, меньшая вибрация, но все же позволяющие обеспечить требуемую производительность. Таким образом, планетарная валковая мельница 10 с размалывающим узлом 30 выполнена с возможностью измельчения, сушки и обжига таких материалов, как синтетический гипс, натуральный гипс или смеси синтетического гипса и натурального гипса, имеющих размер частиц загружаемого материала 40 – 80 микрон и размер измельченных частиц 25 – 35 микрон.
Изобретение включает в себя способ модификации валковой мельницы, например, маятниковой мельницы 100, показанной фиг. 6. Способ включает в себя обеспечение наличия валковой мельницы, например, маятниковой мельницы 100, которая имеет узел 105 емкости, установленный на неподвижной раме или основании, и размалывающий узел 180, расположенный в узле 105 емкости. Размалывающий узел 180 включает в себя первое размалывающее кольцо 133, которое имеет первое, проходящее через него отверстие. Первое отверстие ограничено первой, обращенной радиально внутрь, размалывающей поверхностью 129 и имеет первую площадь. Первое размалывающее кольцо 133 находится в плотном контакте с внутренней поверхностью узла 105 емкости. Вал 182 установлен с возможностью вращения в раме 110, например, посредством соответствующих подшипников. На одном конце вала 182 установлена ступица 186, например, посредством шпонки и шпоночной канавки. От ступицы 186 отходит множество плеч (например, спайдерных пластин). Размалывающий узел 180 включает в себя множество узлов 188 шеек, детально показанных фиг. 7. Один из множества узлов 188 шеек шарнирно присоединен к каждому из плеч 187. Размалывающий узел 180 включает в себя множество первых валков 189. Один из множества первых валков 189 прикреплен с возможностью вращения к каждому узлу 188 шейки. Способ модификации валковой мельницы включает в себя удаление из валковой мельницы множества плеч 187, множества узлов 188 шеек и множества первых валков 189. Вал 182 и ступица 186 могут быть использованы в модифицированной валковой мельнице, модифицированы или заменены на ступицу 42 и вал 39, показанные, например, на фиг. 1A, 2A, 2E и 2F. Способ включает в себя обеспечение наличия втулки 43C, первой опорной плиты 52, второй опорной плиты 54 и множества вторых валков 50, например, показанных на фиг. 1A, 2A, 2E и 2F. Втулка 43C расположена поверх вала 39, и втулка 43C прикреплена к валу 39 через ступицу 43. Способ включает в себя прикрепление первой опорной плиты 52 к втулке 43C, например, посредством сварки и использования ребер 47 жесткости. Первая опорная плита 52 имеет первую, обращенную в осевом направлении поверхность 52A, которая определяет вторую площадь A2. Способ включает в себя прикрепление второй опорной плиты 54 к втулке 43C, например, посредством сварки. Вторая опорная плита 54 имеет вторую, обращенную в осевом направлении поверхность 54A, которая определяет третью площадь A3. Вторая опорная плита 54 расположена на расстоянии в осевом направлении от первой опорной плиты 52. Способ включает в себя прикрепление с возможностью вращения множества вторых валков 50 к первой опорной плите 52 и второй опорной плите 54 и межу ними, так чтобы каждый из множества валков 50 был установлен с возможностью перемещения между первой опорной плитой 52 и второй опорной плитой 54 в результате вращения вала, как показано и описано со ссылкой на фиг. 2D. Каждый из множества валков 50 имеет радиально наружную поверхность 50X. Первая опорная плита 52 и вторая опорная плита 54 имеют некруглую форму, так что вторая площадь A2 первой опорной плиты 52 и третья площадь A3 второй опорной плиты 54 имеют величину, которая определяет площадь FA поперечного сечения потока через первое отверстие 44, составляющую, по меньшей мере, 30 процентов от первой площади A1, для обеспечения подачи заданного количества нагретого воздуха для удаления влаги из загружаемого материала в секции 20A измельчения.
В варианте осуществления способ включает в себя обеспечение наличия первого стругового узла 190, прикрепленного к ступице 186 посредством опоры 191, как показано на фиг. 6. Первый струговый узел 190 удален из маятниковой мельницы 100. Способ включает в себя обеспечение наличия одного или более вторых струговых узлов 70 и прикрепление второго стругового узла 70 или струговых узлов к нижней части второй опорной плиты 54.
В варианте осуществления способ включает в себя удаление первого размалывающего кольца 133 (фиг. 6) из мельницы 100. Обеспечивается наличие второго размалывающего кольца 32, например, показанного на фиг. 1A, 2A, 2E и 2F. Второе размалывающее кольцо 32 имеет первое отверстие, ограничиваемое первой обращенной радиально внутрь размалывающей поверхностью 46, и имеет первую площадь A1. Значения первой площади A1 первого и второго размалывающих колец 133, 32 могут быть равными или различными. Способ включает в себя установку второго размалывающего кольца 32 с плотным контактом с внутренней поверхностью узла емкости.
В варианте осуществления способ включает в себя установку второго размалывающего кольца 32 с плотным контактом с внутренней поверхностью 20D узла 20 емкости.
В варианте осуществления способ включает в себя регулирование вертикального положения валков 50 относительно размалывающего кольца, например, с помощью пакета 43J регулировочных прокладок.
Несмотря на то, что изобретение было пояснено и описано со ссылкой на детальные варианты осуществления, специалистам в этой области должно быть понятно, что может быть выполнен ряд изменений и могут быть использованы эквиваленты для указанных элементов без отклонения от объема изобретения. Кроме того, могут быть выполнены модификации для обеспечения соответствия конкретного случая или материала описанию изобретения без отклонения от его основного объема. Следовательно, предусмотрено, что изобретение не ограничивается до конкретных вариантов, раскрытых выше в подробном описании, и изобретение может включать в себя все варианты осуществления, соответствующие объему формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА НАГРУЖЕНИЯ БУКСЫ С ЭЛЕКТРОННЫМ УПРАВЛЕНИЕМ | 2009 |
|
RU2490067C2 |
| ИЗМЕЛЬЧАЮЩИЙ ВАЛОК С ЗАЩИТОЙ КРАЕВ | 2013 |
|
RU2624290C2 |
| ВАЛКОВЫЙ ИЗМЕЛЬЧИТЕЛЬ-ГОМОГЕНИЗАТОР | 2009 |
|
RU2403975C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА МУКИ И/ИЛИ КРУПКИ | 2012 |
|
RU2599837C2 |
| МЕЛЬНИЦА ДЛЯ РАЗМОЛА МАТЕРИАЛОВ РАЗЛИЧНОЙ ТВЕРДОСТИ И КРУПНОСТИ ЧАСТИЦ | 2019 |
|
RU2783845C2 |
| Валково-тарельчатая мельница | 1981 |
|
SU1011252A1 |
| ИЗМЕЛЬЧАЮЩИЙ ВАЛОК | 1994 |
|
RU2085291C1 |
| ИСТИРАЮЩАЯ МЕЛЬНИЦА ДЛЯ ИЗМЕЛЬЧЕНИЯ ХРУПКОГО МАТЕРИАЛА | 2011 |
|
RU2573553C2 |
| КАМНЕДРОБИЛКА | 2005 |
|
RU2408429C2 |
| ВЫСОКОЭФФЕКТИВНОЕ ЦЕНТРОБЕЖНОЕ РАБОЧЕЕ КОЛЕСО | 2019 |
|
RU2719415C1 |
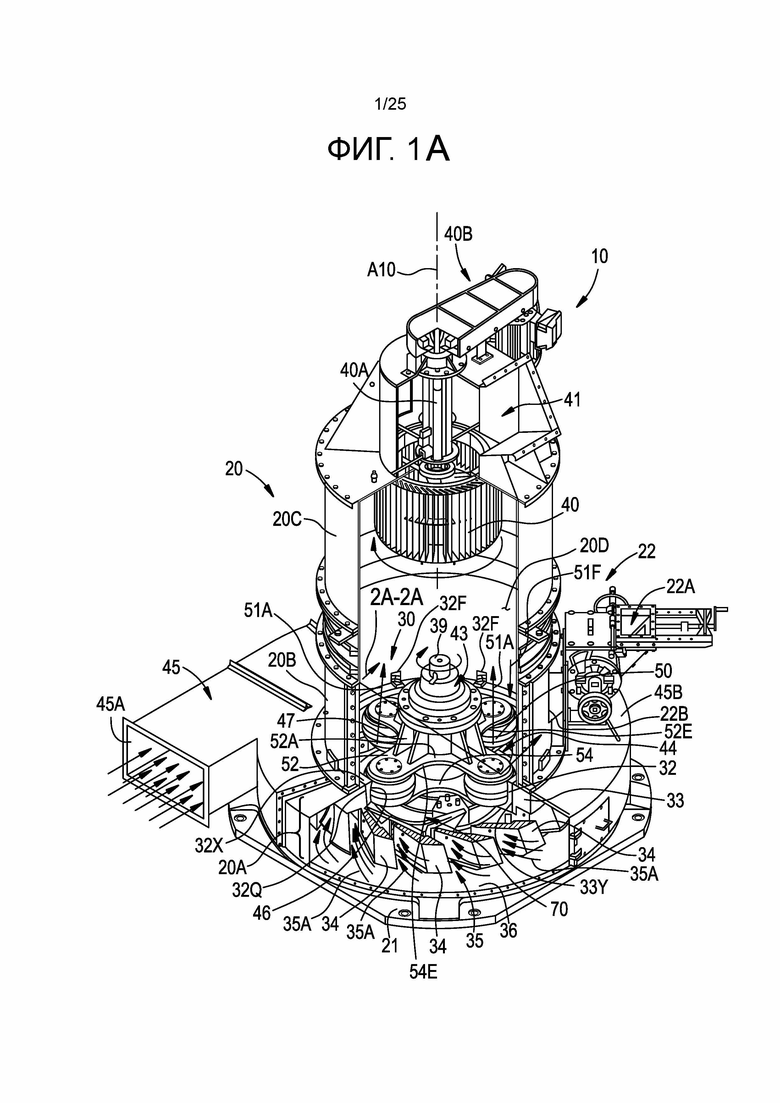
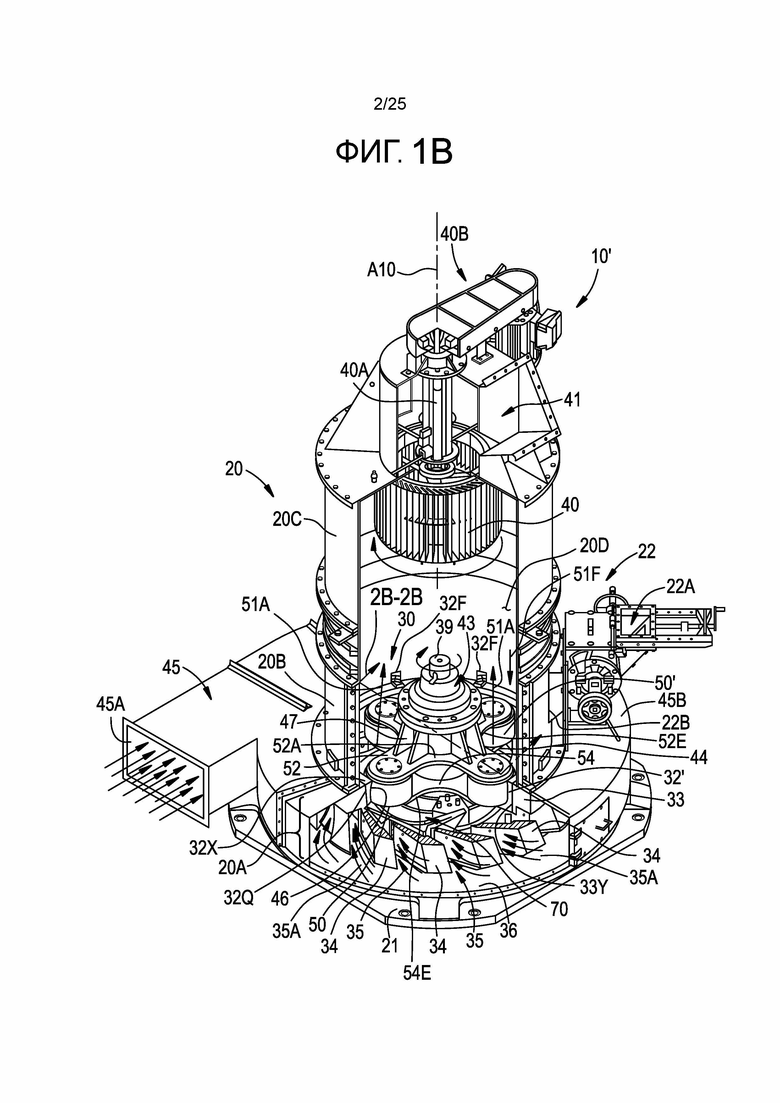
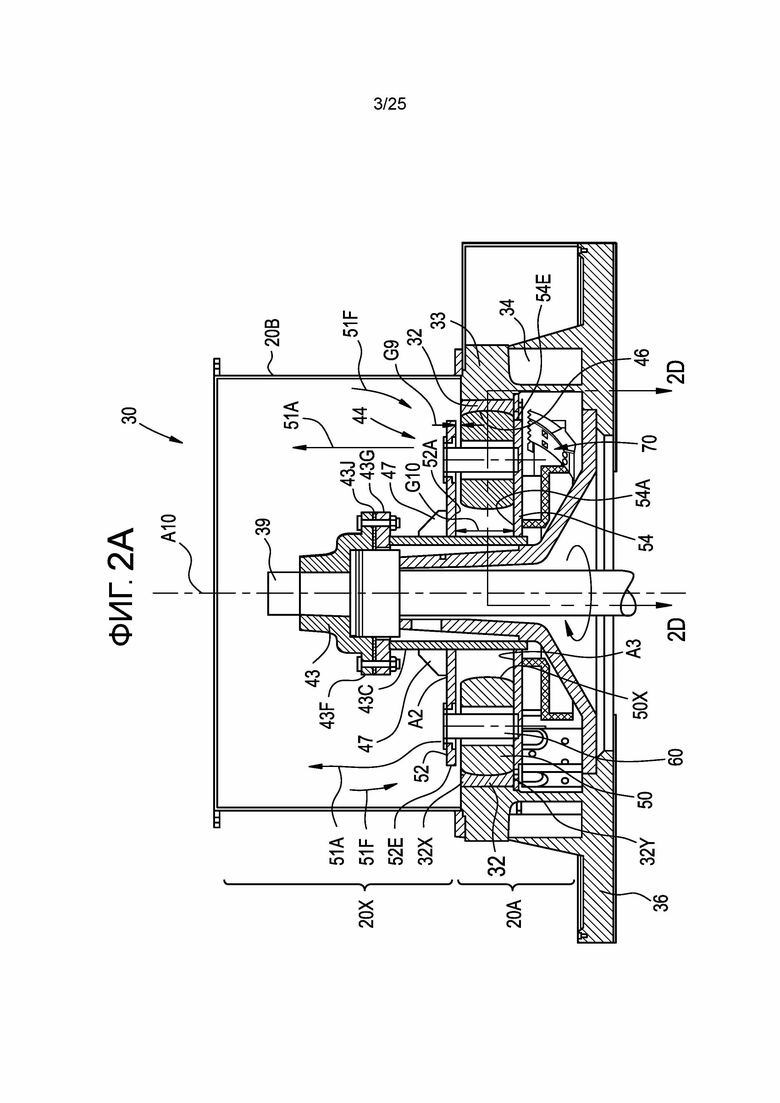
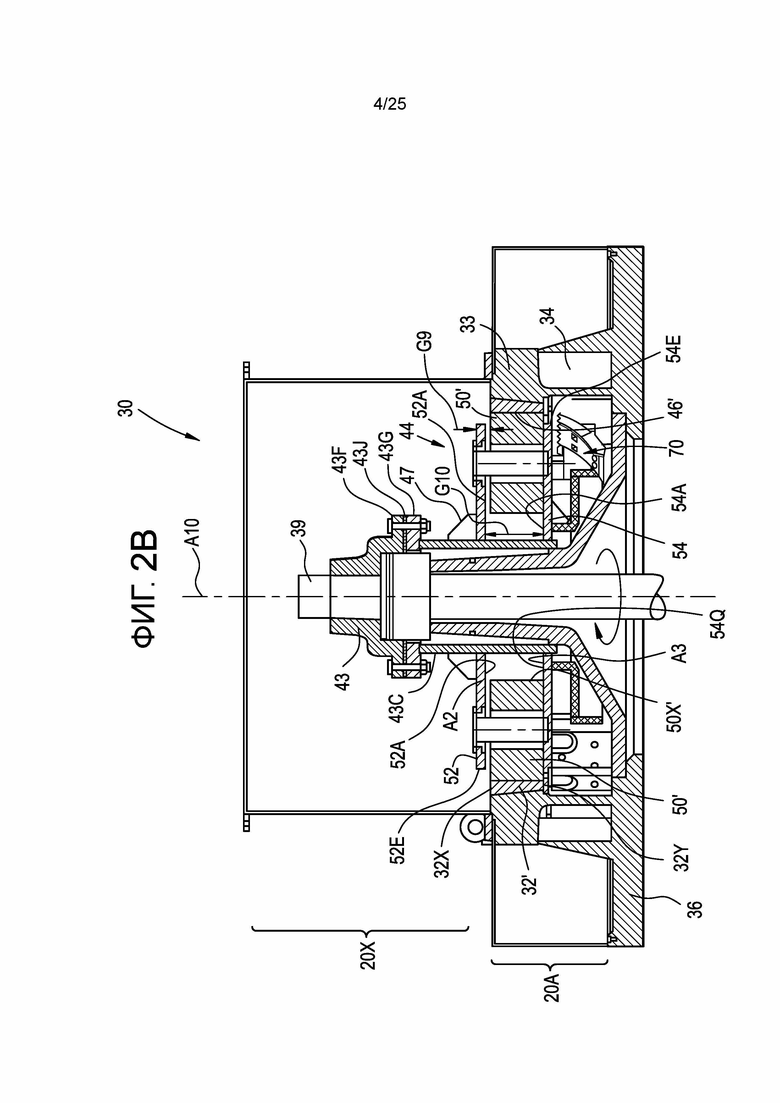
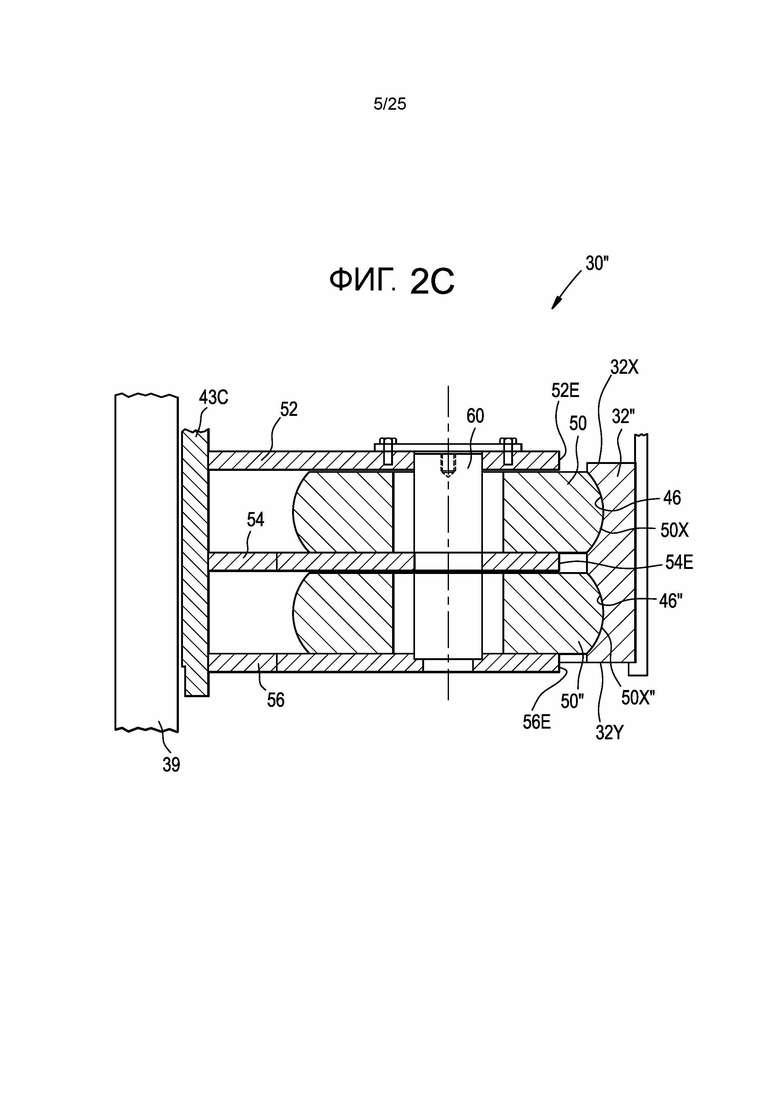
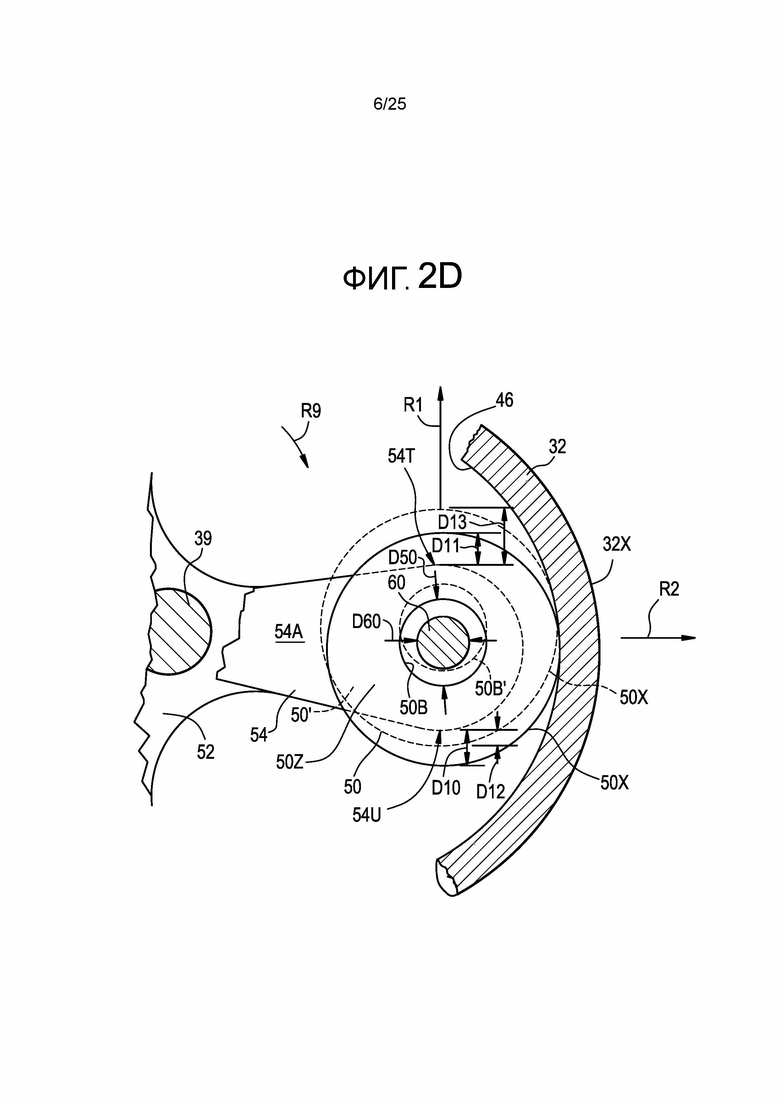
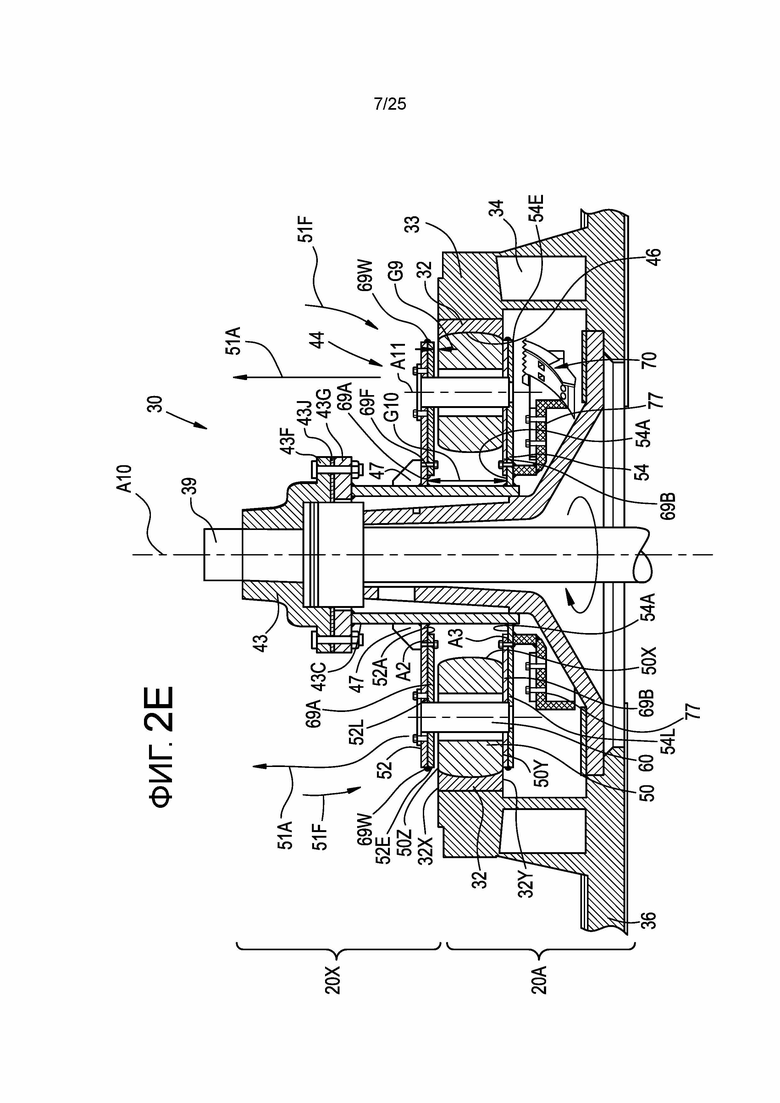
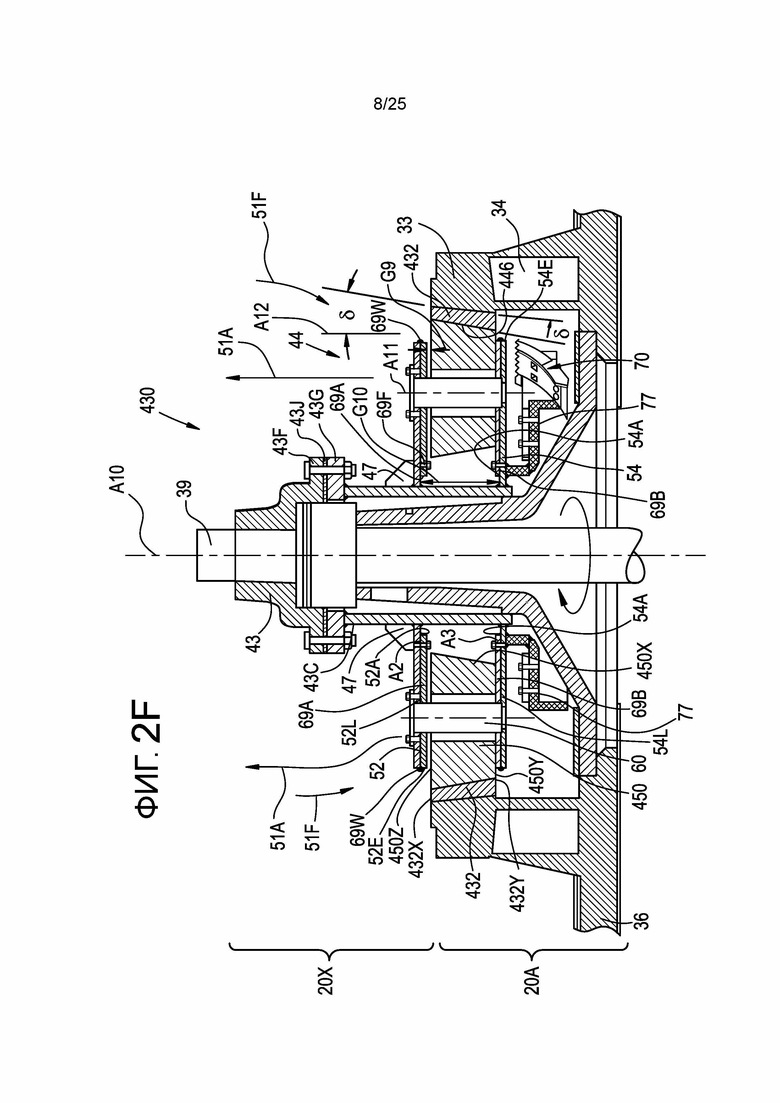
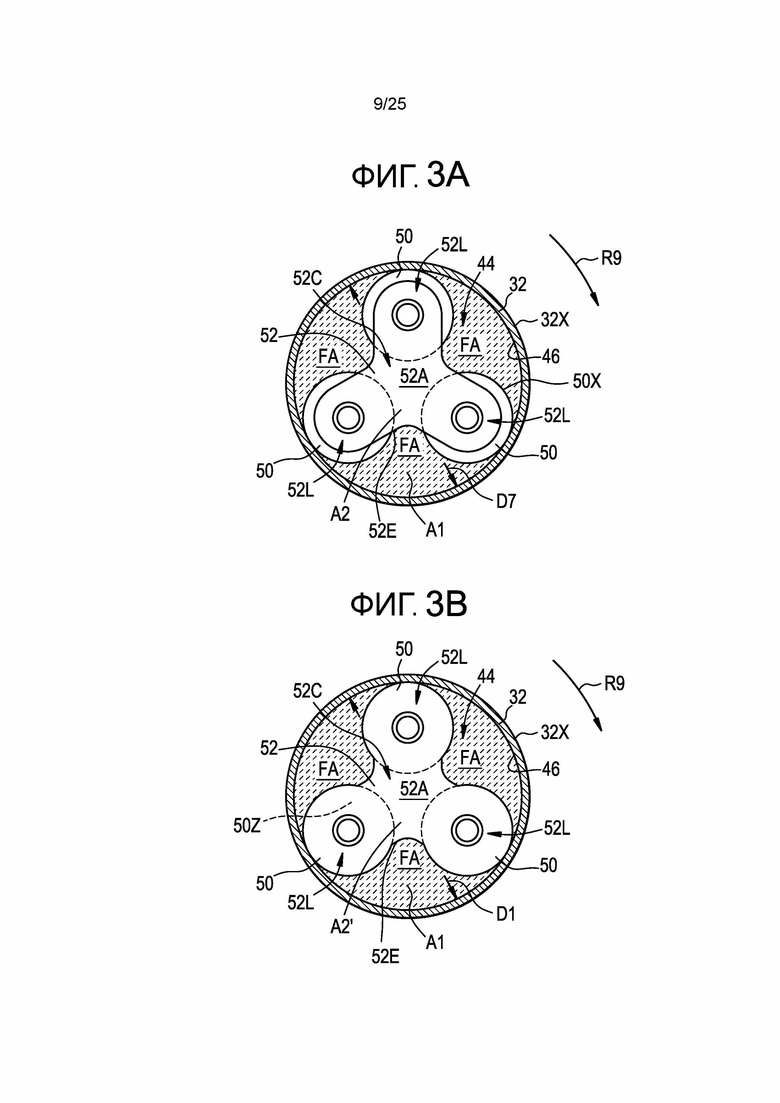
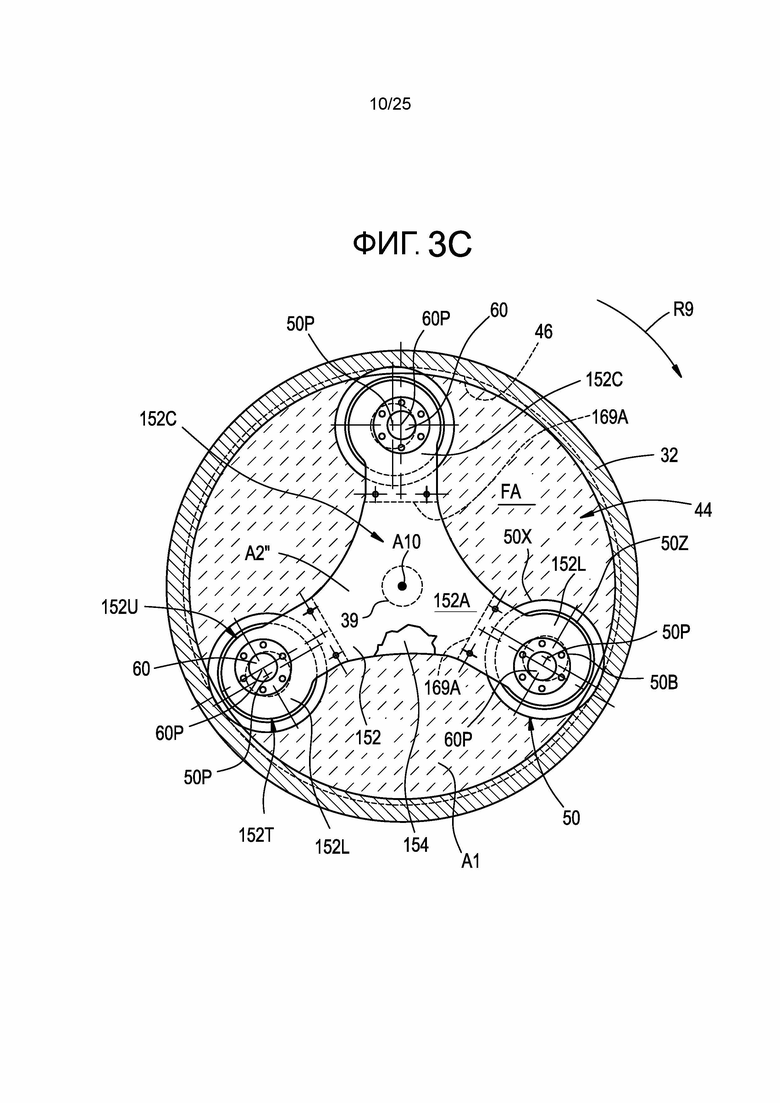
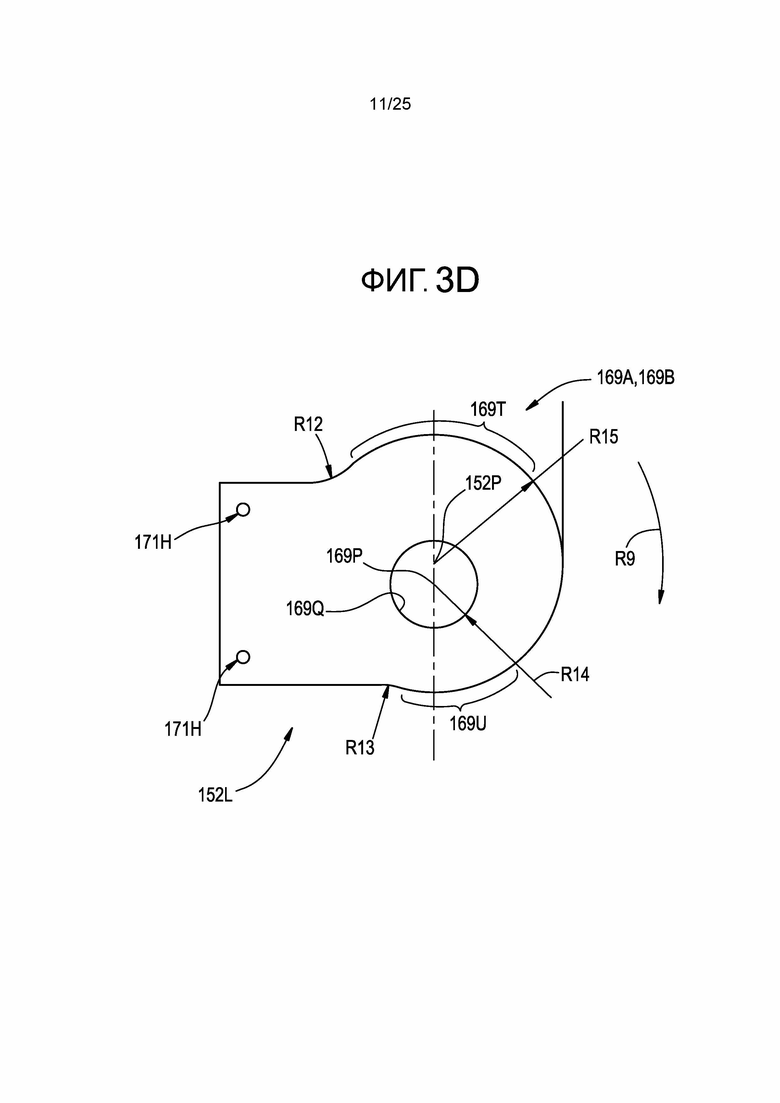
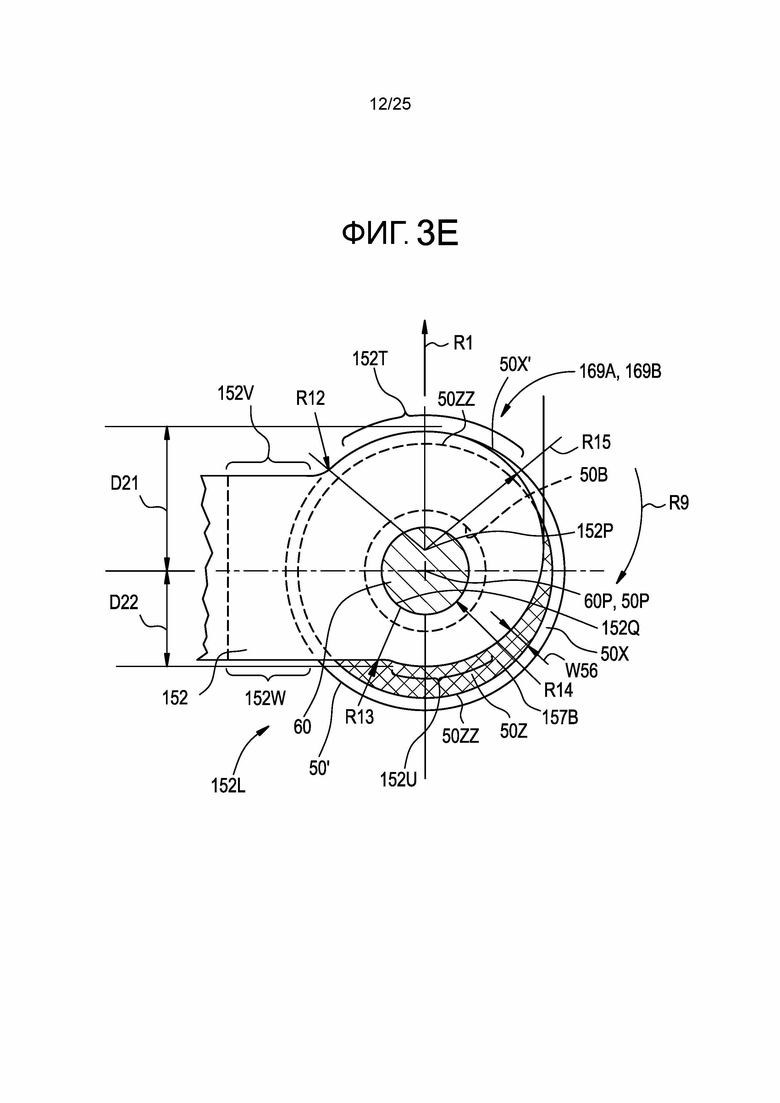
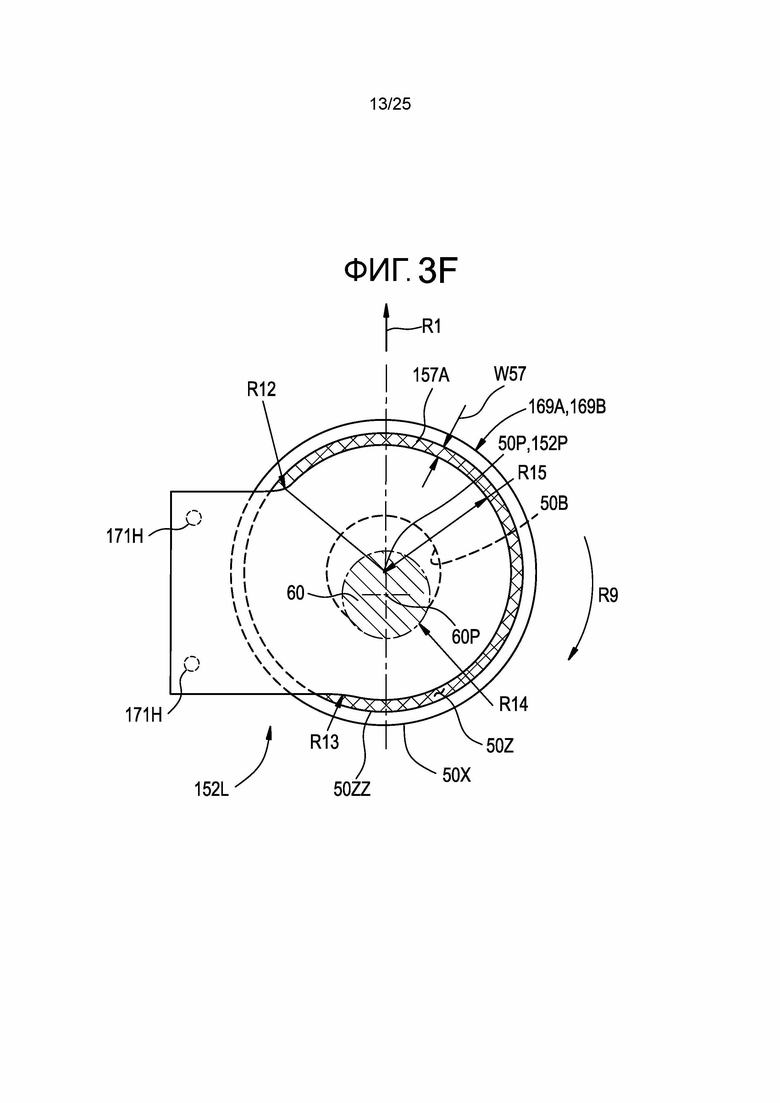
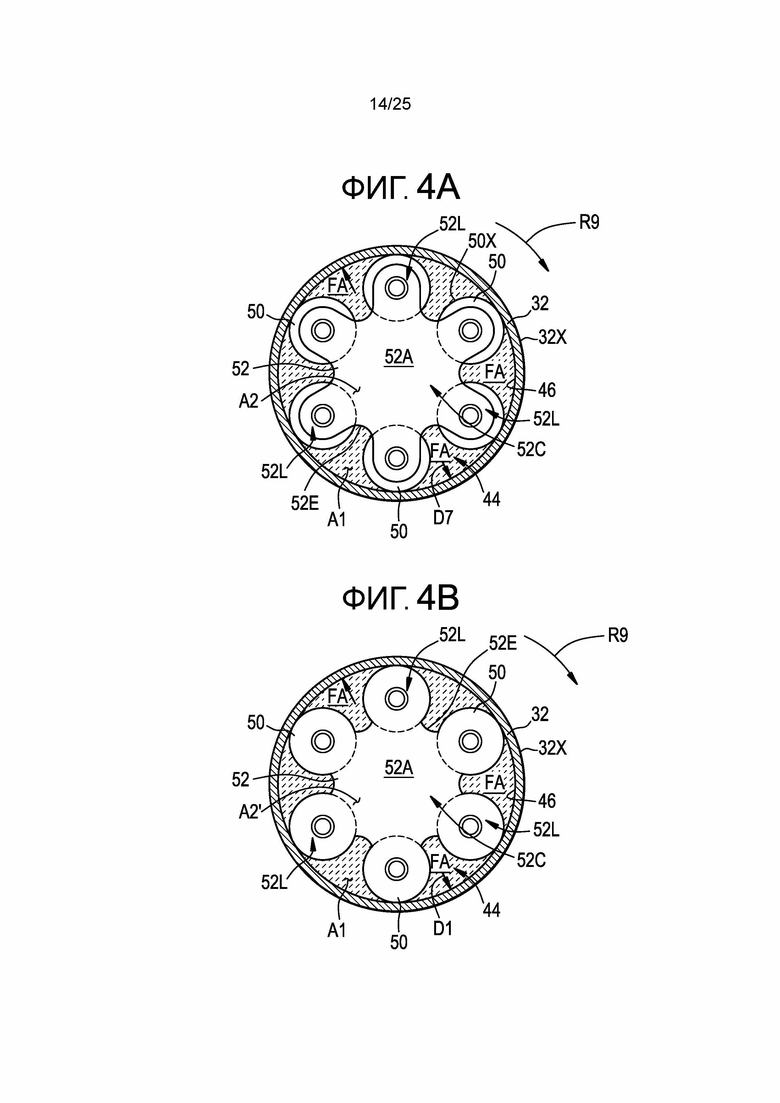
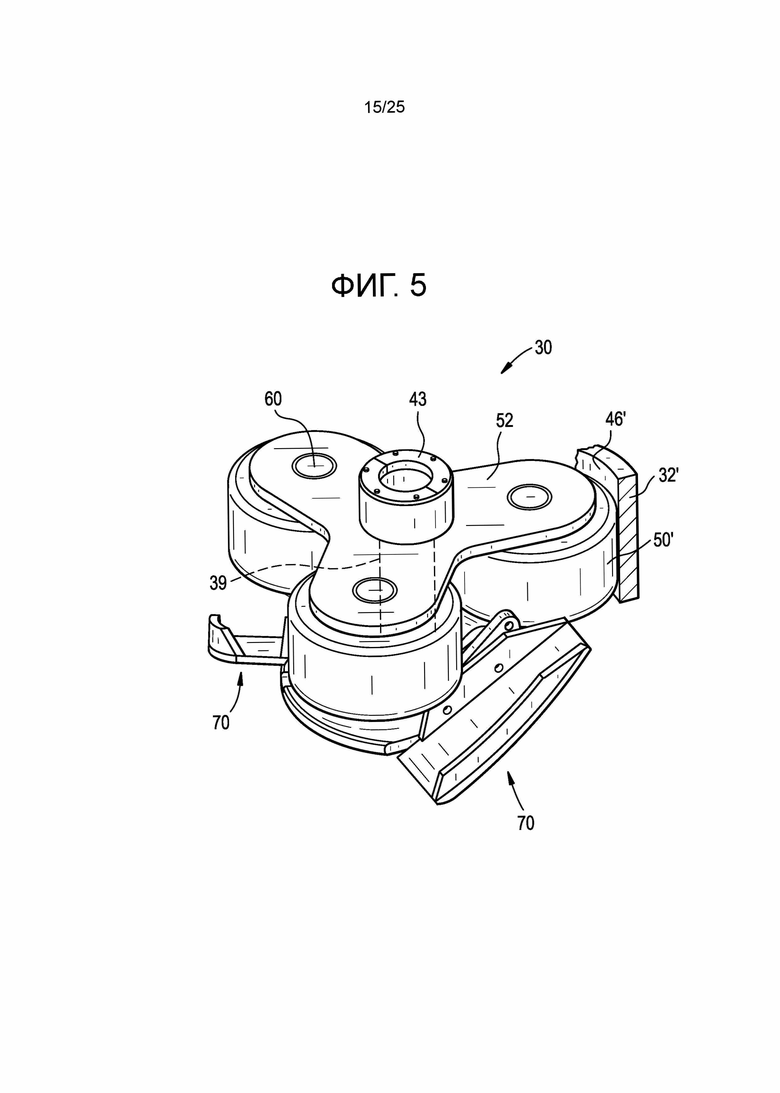
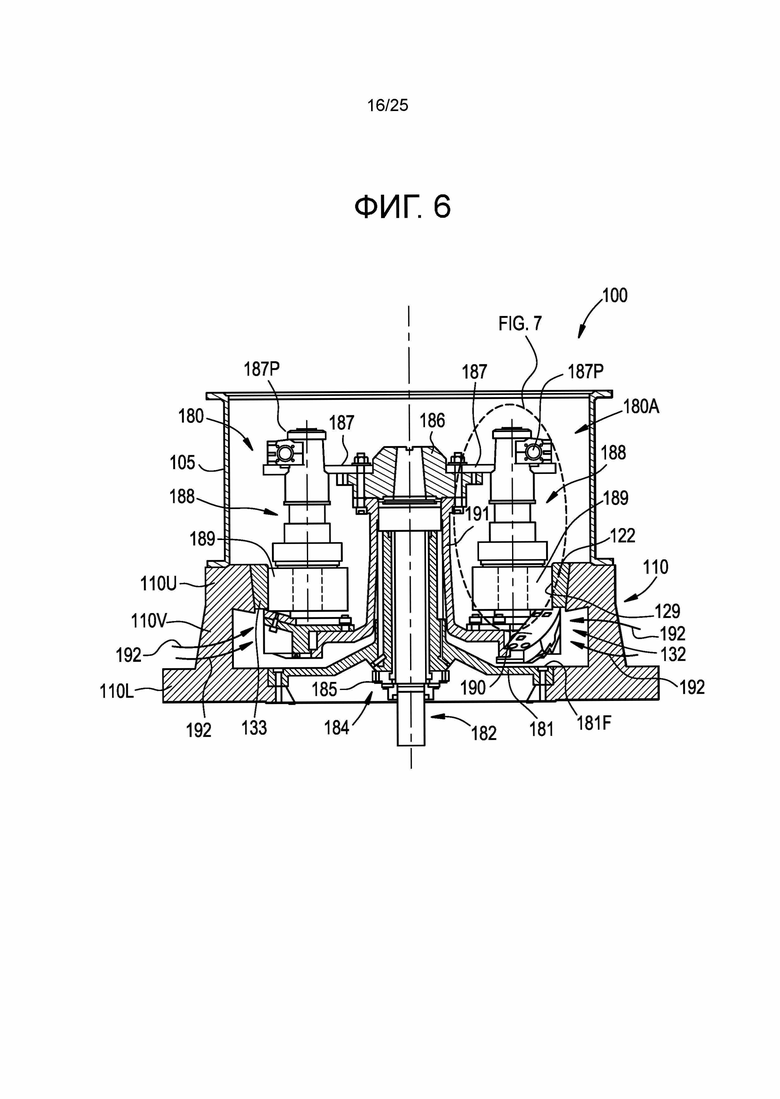
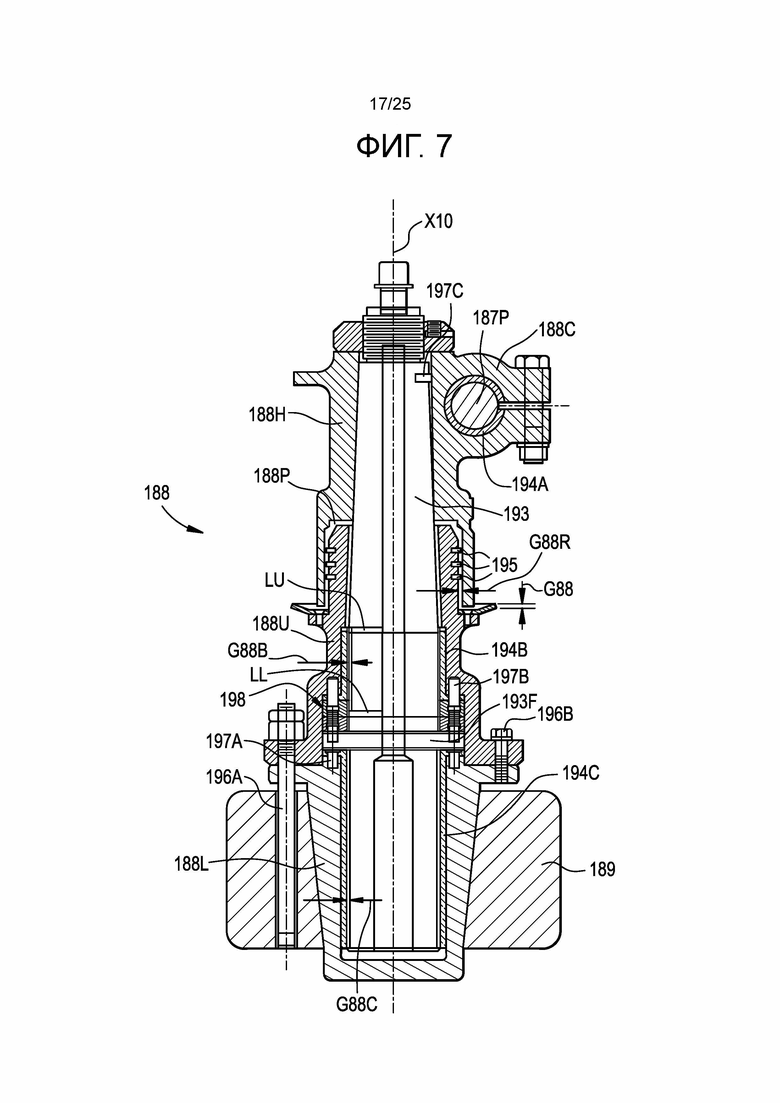
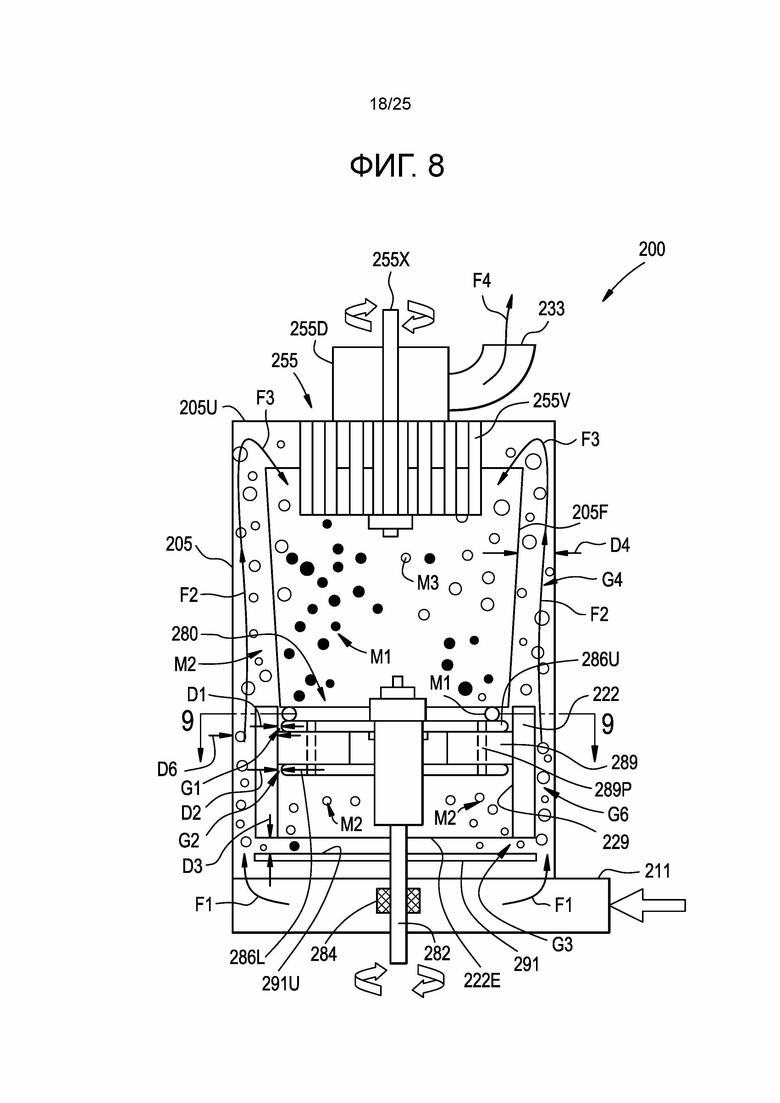
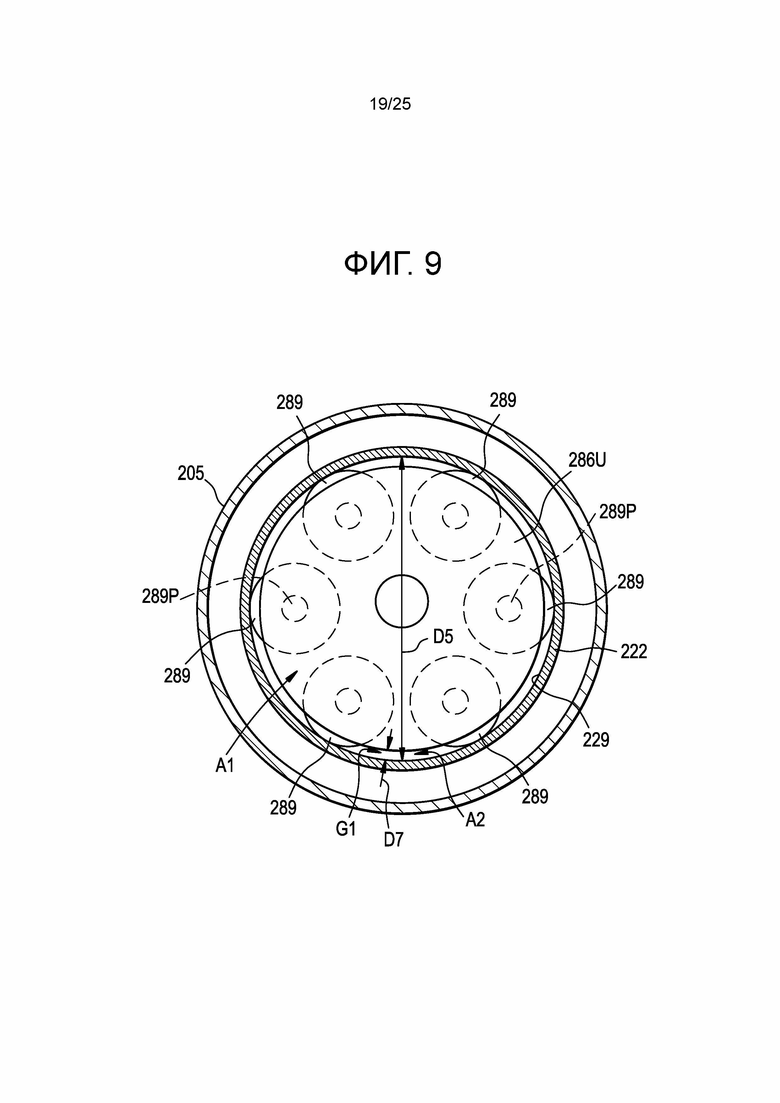
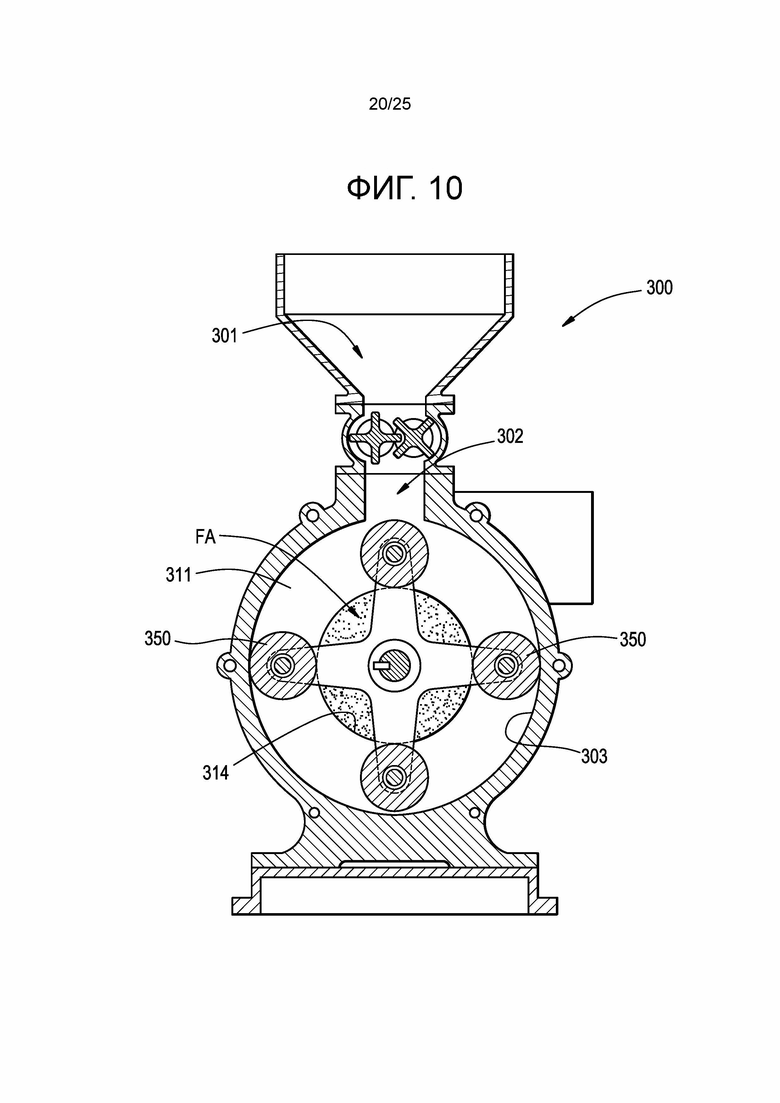
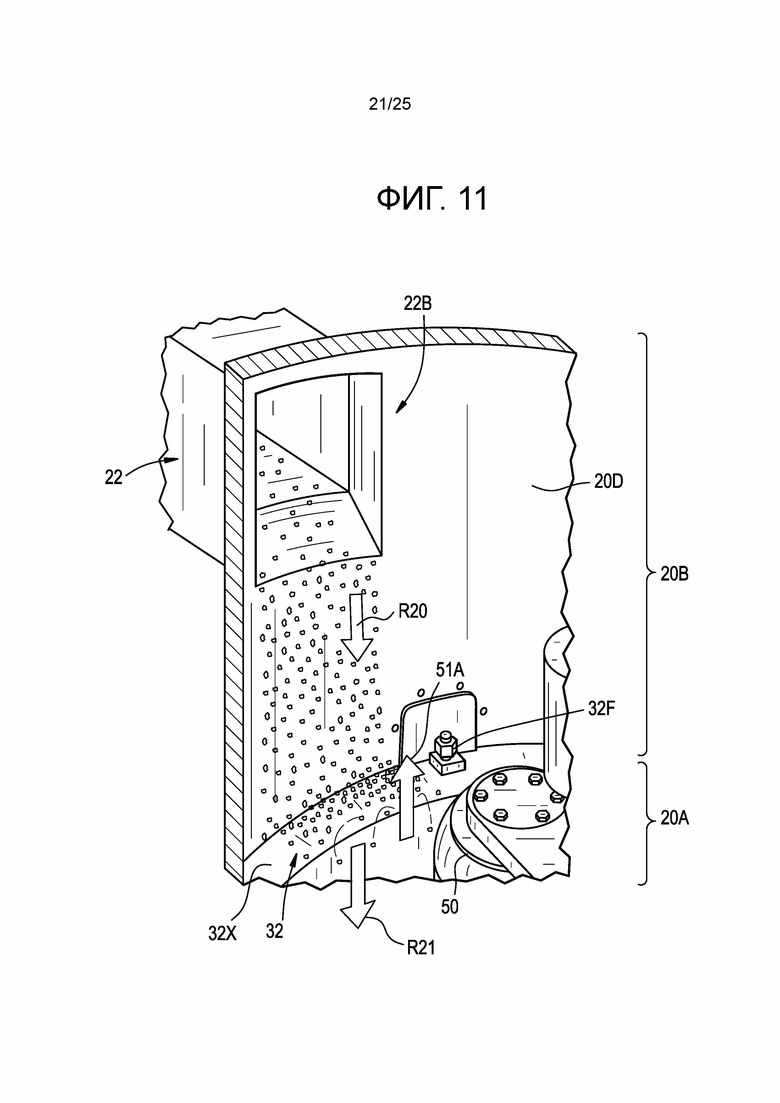
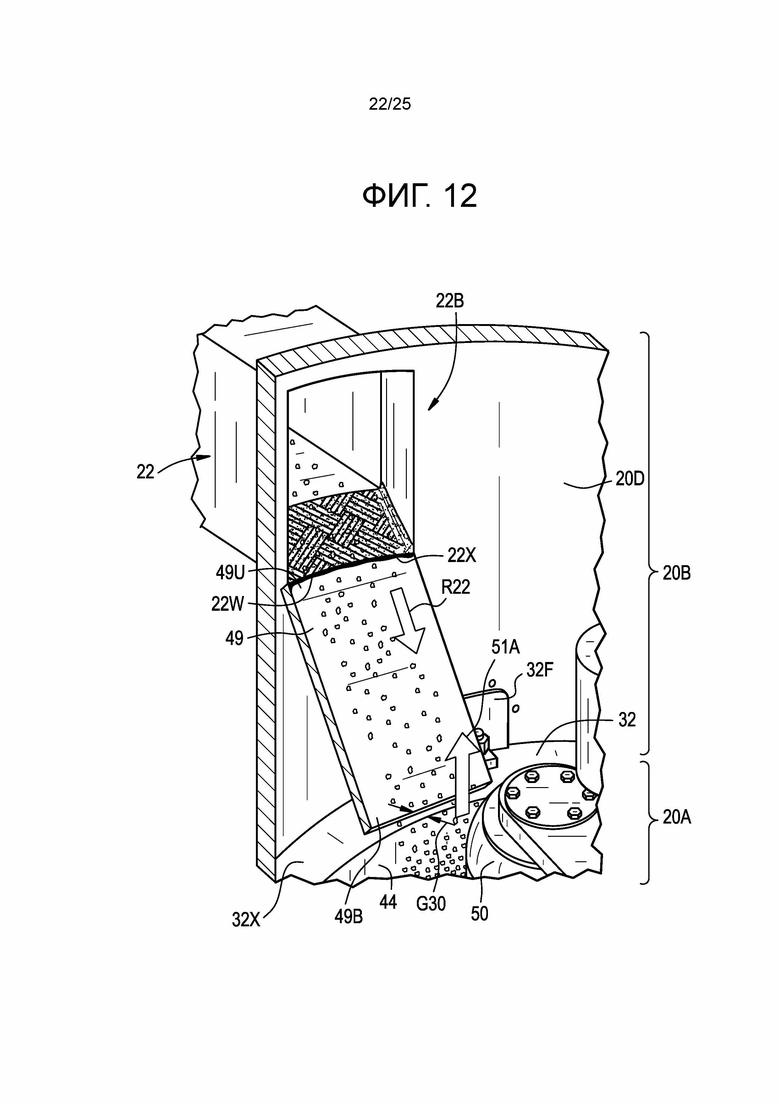
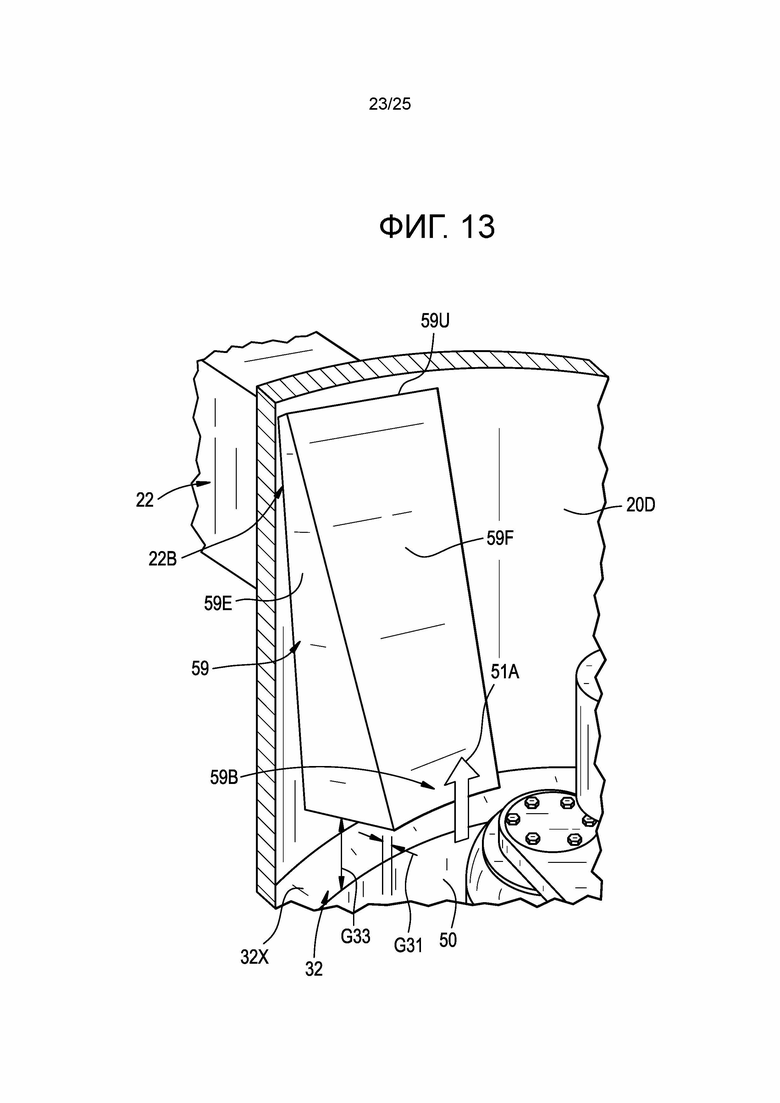
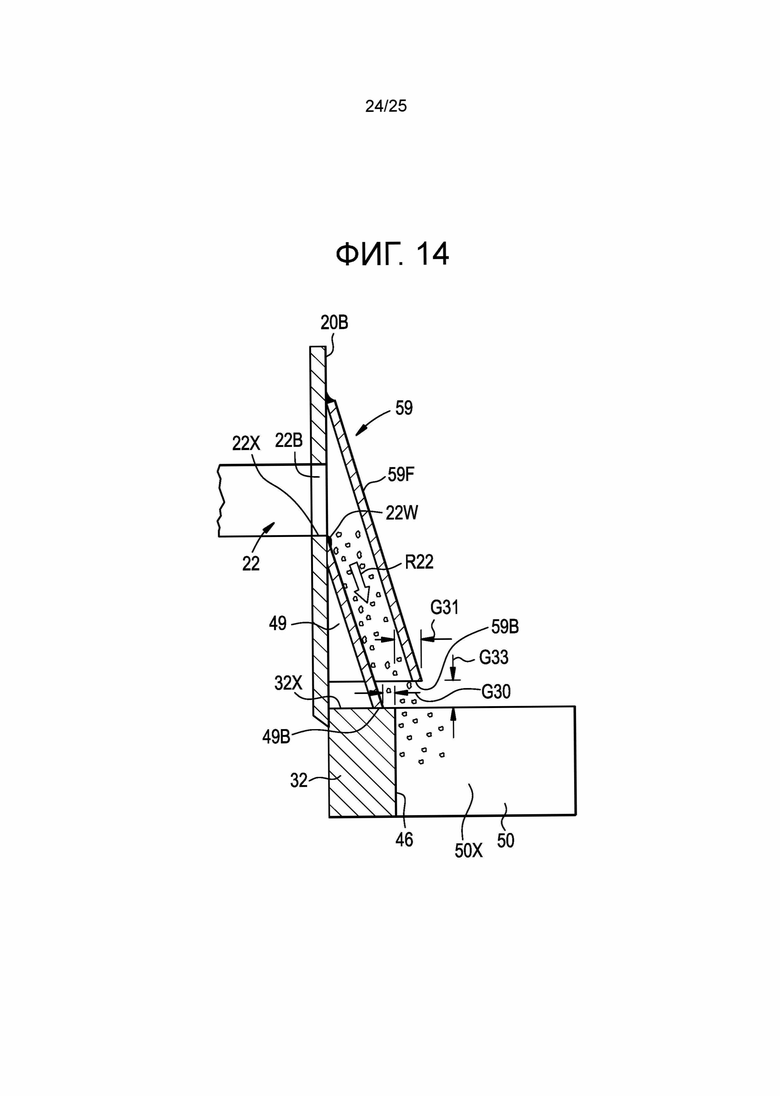
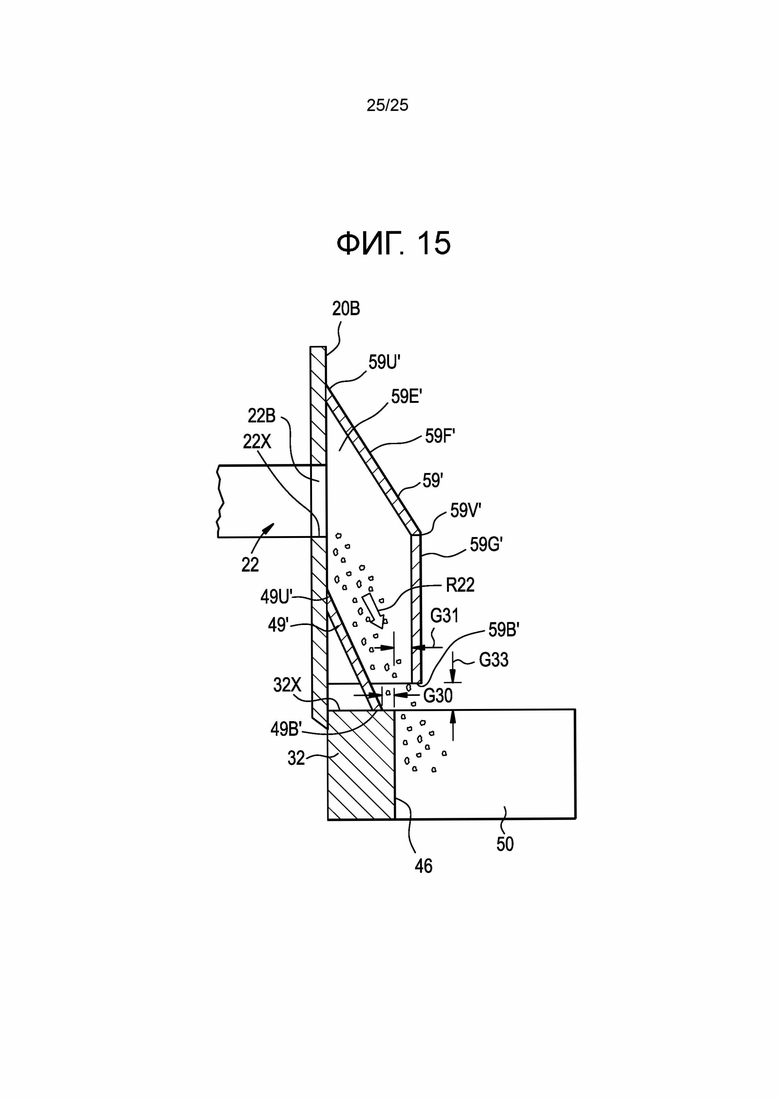
Группа изобретений относится к валковой мельнице, в частности, к планетарной валковой мельнице, которая может найти применение для обработки высоковлажного загружаемого материала, а также к способу модификации валковой мельницы и опорной плите для нее. Мельница включает узел емкости, установленный на неподвижной раме и имеющий внутреннюю поверхность, устройство подачи материала, сообщающееся с узлом емкости, размалывающий узел, расположенный в узле емкости под устройством подачи материала. При этом размалывающий узел содержит размалывающее кольцо, вал, установленный на раме с возможностью вращения, первую и вторую опорные плиты, прикрепленные к валу, множество валков, установленных с возможностью вращения на опорных плитах, систему подачи воздуха. Причем первая и вторая опорные плиты имеют некруглую форму. При этом мельница для обработки загружаемого материала может включать в себя узел емкости, установленный на неподвижной раме, устройство подачи материала, размалывающий узел, расположенный в узле емкости. Способ модификации валковой мельницы включает этапы, на которых обеспечивают наличие валковой мельницы, имеющей узел емкости, установленный на неподвижной раме, и размалывающий узел, расположенный в узле емкости и содержащий первое размалывающее кольцо, вал, установленный с возможностью вращения на раме, ступицу, установленную на одном конце вала, множество плеч, отходящих от ступицы, множество узлов шеек. При этом согласно способу удаляют множество плеч, множество узлов шеек и множество первых валков из валковой мельницы, обеспечивают наличие втулки, первой и второй опорных плит и множества вторых валков. Размещают втулку поверх вала и прикрепляют втулку к валу через ступицу, а опорные плиты ко втулке. Затем устанавливают с возможностью вращения множество вторых валков между первой и второй опорными плитами. Опорная плита для планетарной валковой мельницы содержит центральную часть, по меньшей мере, один выступ, отходящий радиально наружу от центральной части, причем каждый из выступов имеет асимметричную форму и часть для приема пальца для установки валка, при этом эта часть имеет центральную точку. Группа изобретений обеспечивает возможность измельчения, сушки и/или обжига высоковлажного загружаемого материала. 4 н. и 28 з.п. ф-лы, 15 ил.
1. Планетарная валковая мельница для обработки загружаемого материала, включающая в себя:
узел емкости, установленный на неподвижной раме и имеющий внутреннюю поверхность;
устройство подачи материала, сообщающееся с узлом емкости;
размалывающий узел, расположенный в узле емкости под устройством подачи материала и содержащий:
размалывающее кольцо, имеющее проходящее через него отверстие, причем указанное отверстие ограничено обращенной радиально внутрь размалывающей поверхностью и имеет первую площадь, и размалывающее кольцо находится в плотном контакте с внутренней поверхностью узла емкости;
вал, установленный на раме с возможностью вращения;
первую опорную плиту, прикрепленную к валу и имеющую первую, обращенную в осевом направлении, поверхность, определяющую вторую площадь;
вторую опорную плиту, прикрепленную к валу и имеющую вторую, обращенную в осевом направлении, поверхность, определяющую третью площадь, причем вторая опорная плита расположена на расстоянии от первой опорной плиты в осевом направлении;
множество валков, установленных с возможностью вращения на первой опорной плите и второй опорной плите и расположенных между ними, причем каждый из множества валков выполнен с возможностью перемещения между первой опорной плитой и второй опорной плитой в результате вращении вала, и каждый из множества валков имеет радиально наружную поверхность, которая взаимодействует во время измельчения с размалывающей поверхностью размалывающего кольца;
систему подачи воздуха, имеющую выпуск, сообщающийся с отверстием в размалывающем кольце, для подачи воздуха через отверстие; и
причем первая опорная плита и вторая опорная плита имеют некруглую форму, так что вторая площадь первой опорной плиты и третья площадь второй опорной плиты относится к величинам, которые определяют площадь поперечного сечения потока через отверстие, составляющую, по меньшей мере, 30 процентов от первой площади, для обеспечения прохождения заданного количества нагретого воздуха для удаления влаги из загружаемого материала в размалывающем узле.
2. Планетарная валковая мельница по п. 1, в которой каждый из множества валков имеет проходящее через него в осевом направлении отверстие, имеющее внутренний диаметр, каждый из множества валков установлен на пальце, который прикреплен к первой опорной плите и второй опорной плите и проходит между ними, и палец имеет наружный диаметр меньше внутреннего диаметра отверстия.
3. Планетарная валковая мельница по п. 1, в которой площадь поперечного сечения потока составляет 40 – 70 процентов от первой площади, так что заданное количество нагретого воздуха является достаточным, по меньшей мере, для сушки или обжига синтетического гипса, натурального гипса или смесей синтетического гипса и натурального гипса.
4. Планетарная валковая мельница по п. 1, в которой площадь поперечного сечения потока составляет 40 – 70 процентов от первой площади, так что заданное количество нагретого воздуха является достаточным, по меньшей мере, для сушки или обжига синтетического гипса, имеющего поверхностную влажность приблизительно 10% масс. и химически связанную влажность приблизительно 20% масс., натурального гипса, имеющего поверхностную влажность приблизительно 5% масс. и химически связанную влажность приблизительно 20% масс., или смеси синтетического гипса и натурального гипса, имеющей поверхностную влажность приблизительно от 5% масс. до приблизительно 10% масс. и химически связанную влажность приблизительно 20% масс., вместе с тем обеспечивая достаточное время пребывания в зоне измельчения для получения измельченного обожженного продукта с заданным размером частиц.
5. Планетарная валковая мельница по п. 1, в которой заданное количество нагретого воздуха является достаточным для сушки и/или обжига мелкого загружаемого материала, имеющего размер частиц меньше 1 миллиметра.
6. Планетарная валковая мельница по п. 1, в которой площадь поперечного сечения потока составляет 30 – 60 процентов от первой площади, так что заданное количество нагретого воздуха является достаточным для удаления влаги из загружаемого материала, содержащего, по меньшей мере, один из материалов, к которым относятся каолиновая глина, бентонит, известняк, нефтяной кокс и уголь.
7. Планетарная валковая мельница по п. 1, в которой площадь поперечного сечения потока составляет 30 – 60 процентов от первой площади, так что заданное количество нагретого воздуха является достаточным для удаления влаги из загружаемого материала, имеющего содержание влаги более 5% масс., вместе с тем обеспечивая достаточную площадь измельчения для получения измельченного осушенного продукта с заданным размером частиц.
8. Планетарная валковая мельница по п. 1, в которой площадь поперечного сечения потока составляет 30 – 60 процентов от первой площади, так что заданное количество нагретого воздуха является достаточным для удаления влаги из загружаемого материала, имеющего размер частиц от приблизительно 0,05 мм до приблизительно 50 мм.
9. Планетарная валковая мельница по п. 1, в которой радиально наружная поверхность каждого из валков является выпуклой, а размалывающая поверхность размалывающего кольца является вогнутой.
10. Планетарная валковая мельница по п. 1, в которой радиально наружная поверхность каждого из валков, по существу, прямолинейная, и размалывающая поверхность размалывающего кольца, по существу, прямолинейная.
11. Планетарная валковая мельница по п. 1, в которой каждый из валков имеет коническую наружную поверхность, а размалывающая поверхность размалывающего кольца наклонена для сопряжения с коническими валками.
12. Планетарная валковая мельница по п. 1, также содержащая, по меньшей мере, один изнашиваемый элемент, расположенный с возможностью удаления между валком и первой опорной плитой и/или второй опорной плитой.
13. Планетарная валковая мельница по п. 1, в которой выпуск из системы подачи воздуха соединен с нижней частью отверстия размалывающего кольца, под множеством валков.
14. Планетарная валковая мельница по п. 1, в которой размалывающий узел содержит струговый узел, способный вращаться с валом и выполненный с возможностью транспортирования загружаемого материала из нижней части размалывающего узла к множеству валков и размалывающему кольцу.
15. Планетарная валковая мельница по п. 1, в которой струговый узел прикреплен ко второй опорной плите.
16. Планетарная валковая мельница по п. 1, также содержащая:
по меньшей мере, одну дополнительную опорную плиту, прикрепленную к валу и расположенную на расстоянии в осевом направлении от первой опорной плиты и второй опорной плиты; и
множество дополнительных валков, установленных на указанной, по меньшей мере, одной дополнительной плите и первой опорной плите и/или второй опорной плите и расположенных между ними, причем каждый из множества дополнительных валков выполнен с возможностью перемещения между первой опорной плитой, второй опорной плитой и, по меньшей мере, одной дополнительной опорной плитой в результате вращения вала, и каждый из множества дополнительных валков имеет радиально наружную поверхность, которая взаимодействует во время измельчения с размалывающей поверхностью размалывающих колец.
17. Планетарная валковая мельница по п. 1, в которой размалывающий узел выполнен с возможностью измельчения загружаемого материала при температуре воздуха в зоне измельчения, по меньшей мере, 177 градусов Цельсия (350 градусов по Фаренгейту).
18. Планетарная валковая мельница по п. 1, в которой устройство подачи материала содержит выпуск, который проходит через узел емкости в ее внутренний объем, и содержит наклонную направляющую, прикрепленную к внутренней поверхности и проходящую вниз и радиально внутрь относительно выпуска и, по меньшей мере, частично между выпуском и размалывающим кольцом.
19. Планетарная валковая мельница по п. 18, также содержащая крышку, покрывающую выпуск и, по меньшей мере, часть наклонной направляющей.
20. Планетарная валковая мельница по п. 18, также содержащая средства для регулирования вертикального положения валков относительно размалывающего кольца.
21. Планетарная валковая мельница по п. 1, в которой первая и/или вторая опорная плита имеет центральную часть и, по меньшей мере, один выступ, отходящий наружу от центральной части, причем указанный, по меньшей мере, один выступ имеет асимметричную форму, указанный, по меньшей мере, один выступ имеет часть для приема пальца для установки валка, указанная часть имеет центральную точку, асимметричная форма содержит задний край и передний край, в общем, напротив заднего края, и задний край проходит дальше от центральной точки, чем передний край.
22. Планетарная валковая мельница по п. 21, в которой:
каждый из множества валков имеет, по меньшей мере, один осевой конец; и
центральная точка расположена на, по меньшей мере, одном выступе, так что во время вращения первой опорной плиты и второй опорной плиты в направлении от заднего края к переднему краю указанный, по меньшей мере, один выступ, закрывает, по меньшей мере, часть указанного, по меньшей мере, одного осевого конца валка рядом с передним краем и задним краем.
23. Мельница для обработки загружаемого материала, включающая в себя:
узел емкости, установленный на неподвижной раме и имеющий внутреннюю периферийную поверхность;
устройство подачи материала, которое сообщается с внутренним пространством узла емкости через выпуск, проходящий радиально внутрь через внутреннюю периферийную поверхность;
размалывающий узел, расположенный в узле емкости и содержащий:
размалывающую поверхность;
множество размалывающих валков, установленных с возможностью вращения относительно размалывающей поверхности, причем указанное множество валков выполнено с возможностью взаимодействия при измельчении с размалывающей поверхностью; и
наклонную направляющую, прикрепленную к внутренней поверхности и проходящую вниз и радиально внутрь относительно выпуска для подачи и, по меньшей мере, частично между выпуском для подачи и размалывающим кольцом и расположенную радиально снаружи от размалывающих валков;
причем мельница содержит крышку, покрывающую выпуск для подачи и, по меньшей мере, часть наклонной направляющей.
24. Мельница по п. 23, в которой крышка содержит, по меньшей мере, одну переднюю наклонную стенку и, по меньшей мере, одну боковую стенку.
25. Мельница по п. 23, в которой крышка расположена радиально снаружи от размалывающих валков.
26. Мельница по п. 23, в которой размалывающий узел содержит один из узлов, к которым относятся:
планетарный узел размалывающего валка и опорной пластины; и
маятниковый узел размалывающего валка и опорной конструкции.
27. Способ модификации валковой мельницы, включающий в себя этапы, на которых:
обеспечивают наличие валковой мельницы, имеющей узел емкости, установленный на неподвижной раме, и размалывающий узел, расположенный в узле емкости, причем размалывающий узел содержит:
первое размалывающее кольцо, имеющее первое проходящее через него отверстие, причем первое отверстие ограничено первой, обращенной радиально внутрь, размалывающей поверхностью и имеет первую площадь, и первое размалывающее кольцо находится в плотном контакте с внутренней поверхностью узла емкости;
вал, установленный с возможностью вращения на раме;
ступицу, установленную на одном конце вала;
множество плеч, отходящих от ступицы;
множество узлов шеек, причем к каждому из множества плеч шарнирно присоединен один из множества узлов шеек;
множество первых валков, причем к каждому узлу шейки с возможностью прокатывания присоединен один из множества первых валков;
удаляют множество плеч, множество узлов шеек и множество первых валков из валковой мельницы;
обеспечивают наличие втулки, первой опорной плиты, второй опорной плиты и множества вторых валков;
размещают втулку поверх вала и прикрепляют втулку к валу через ступицу;
прикрепляют первую опорную плиту к втулке, причем первая опорная плита имеет первую, обращенную в осевом направлении, поверхность, которая определяет вторую площадь;
прикрепляют вторую опорную плиту к втулке, причем вторая опорная плита имеет вторую, обращенную в осевом направлении, поверхность, которая определяет третью площадь, и вторая опорная плита расположена на расстоянии от первой опорной плиты в осевом направлении;
устанавливают с возможностью вращения множество вторых валков между первой опорной плитой и второй опорной плитой, причем каждый из множества валков выполнен с возможностью перемещения между первой и второй опорными плитами в результате вращения вала, и каждый из множества валков имеет радиально наружную поверхность; и
причем первая опорная плита и вторая опорная плита имеют некруглую форму, так что вторая площадь первой опорной плиты и третья площадь второй опорной плиты относится к величинам, которые определяют площадь поперечного сечения потока через первое отверстие, составляющую, по меньшей мере, 30 процентов от первой площади, для обеспечения прохождения заданного количества нагретого воздуха для удаления влаги из загружаемого материала в размалывающем узле.
28. Способ по п. 27, также включающий в себя этапы, на которых:
обеспечивают наличие первого стругового узла, прикрепленного к ступице;
удаляют первый струговый узел из валковой мельницы;
обеспечивают наличие, по меньшей мере, одного второго стругового узла и прикрепляют указанный, по меньшей мере, один второй струговый узел ко второй опорной пластине.
29. Способ по п. 27, также включающий в себя этапы, на которых:
удаляют первое размалывающее кольцо из валковой мельницы;
обеспечивают наличие второго размалывающего кольца, имеющего первое отверстие, ограничиваемое первой обращенной радиально внутрь размалывающей поверхностью и имеющее первую площадь; и
устанавливают второе размалывающее кольцо в плотном контакте с внутренней поверхностью узла емкости.
30. Способ по п. 27, также включающий в себя этап, на котором регулируют вертикальное положение валков относительно размалывающего кольца.
31. Опорная плита для планетарной валковой мельницы, содержащая:
центральную часть;
по меньшей мере, один выступ, отходящий радиально наружу от центральной части, причем каждый из выступов имеет асимметричную форму и часть для приема пальца для установки валка, причем эта часть имеет центральную точку, асимметричная форма содержит задний край и передний край, в общем, напротив заднего края, и задний край проходит дальше от центральной точки, чем передний край.
32. Опорная плита по п. 31, в которой центральная точка расположена на, по меньшей мере, одном выступе, так что во время вращения опорной плиты в направлении от заднего края к переднему краю указанный, по меньшей мере, один выступ закрывает, по меньшей мере, часть осевого конца валка рядом с передним краем и задним краем.
| Колосоуборка | 1923 |
|
SU2009A1 |
| 0 |
|
SU256488A1 | |
| EP 2886196 A1, 24.06.2015 | |||
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| Привод валково-тарельчатой мельницы | 1981 |
|
SU1037950A1 |

