Предлагаемое изобретение относится к области литейного производства, в частности к технологии внепечного модифицирования, и может быть использовано для изготовления слитков из алюминиевых сплавов.
Известны установки для модифицирования алюминиевого расплава, включающие кавитационную обработку расплавленного металла непосредственно в кристаллизаторе или перед ним. (Эскин Г.И. Ультразвуковая обработка расплавленного алюминия. - М.: Металлургия, 1988, С. 201, 202 и 221).
Однако данные установки не позволяют существенно снизить в расплаве размеры агломератов модифицирующих интерметаллических соединений (АМИС), которые малорастворимы в потоке расплава и впоследствии осаждаются на рафинирующих устройствах в литейной линии, что приводит к существенному снижению эффективности модифицирования, получаемых слитков.
Наиболее близким по совокупности существенных признаков, по технической сущности и достигаемому результату является установка для модифицирования алюминиевого расплава (Патент №2486269 С2 Российская Федерация, МПК С22С 1/03, С22С 21/04 - №2011136570/02, Способ внепечного модифицирования алюминиевых сплавов / С.Г. Бочвар, Г.И. Эскин, В.И. Ялфимов; заявл. 05.09.2011; опубл. 27.06.2013 Бюл. №18), содержащие устройство для подачи модифицирующего прутка в расплав, металлотракт и для ультразвуковой обработки (УЗО) расплава, при этом глубина расплава в коробке под источником ультразвука, погруженного в расплав, составляет не более λ/20, где λ - длина волны на частоте источника ультразвука. Кроме того, модифицирующий пруток вводят в расплав непосредственно в эпицентр, образующийся в кавитационной области от действия источника или источников (более одного) ультразвука.
Данная установка позволяет - снизить в расплаве размеры и количество АМИС, но не обеспечивает достаточно эффективного их растворения в расплаве, так как только часть объема растворенного модифицирующего прутка проходит через кавитационную область от УЗО, а тот объем, который попадает туда, не успевает полностью подвергнуться УЗО. Все это снижает эффективность применения модифицирующего прутка.
Основной задачей предлагаемого изобретения является повышение эффективности процесса модифицирования, что приводит к повышению качества слитков.
Для достижения поставленной задачи предлагаемая установка для модифицирования расплава, содержащая устройство для подачи модифицирующего прутка в расплав, металлотракт и устройство для ультразвуковой обработки расплава, установка снабжена дополнительным каналом внутри металлотракта с верхней съемной крышкой, при этом дополнительный канал имеет переменное поперечное сечение, увеличивающееся по направлению движения расплава, а для подачи модифицирующего прутка под требуемым углом наклона, в верхней съемной крышке выполнено отверстие, в которое вставлен индукционный нагреватель с приспособлением для его фиксации, причем, в зоне ультразвуковой обработки расплава установлен кожух с трубопроводом для газоотвода.
Конструктивные особенности заявляемой установки по сравнению с прототипом, характеризующиеся отличительными признаками, позволяют решить поставленную задачу.
По отношению к прототипу у предлагаемой установки имеются следующие отличительные признаки: для более эффективного растворения модифицирующего прутка в предлагаемой установке процесс растворения прутка и последующая его УЗО происходят в дополнительном канале, то есть в меньшем объеме расплава, что позволяет увеличить интенсивность обработки практически всех АМИС. Кроме того, увеличение температуры нагрева прутка индукционным нагревателем и обеспечение более точной подачи данного прутка под требуемым углом наклона, а также уменьшение скорости движения расплава в зоне УЗО за счет увеличения площади поперечного сечения отдельного канала (увеличения времени УЗО расплава), позволит полностью раствориться прутку перед УЗО и более эффективно обработать преобладающее количество АМИС. Дополнительная газовая обработка расплава инертным газом перед УЗО значительно увеличивает интенсивность процесса кавитации во время УЗО, и тем самым повышается эффективность обработки АМИС. Для повышения экологичности процесса при модифицировании дополнительный канал полностью закрыт верхней съемной крышкой, а в зоне УЗО установлен кожух с трубопроводом для газоотвода.
Таким образом, между отличительными признаками и решаемой задачей существует следующая причинно-следственная связь. Выполнение установки для модифицирования расплава, имеющей указанную выше совокупность конструктивных особенностей по сравнению с прототипом, характеризующиеся отличительными признаками, позволяет повысить эффективность процесса модифицирования, что - приводит к повышению качества слитков.
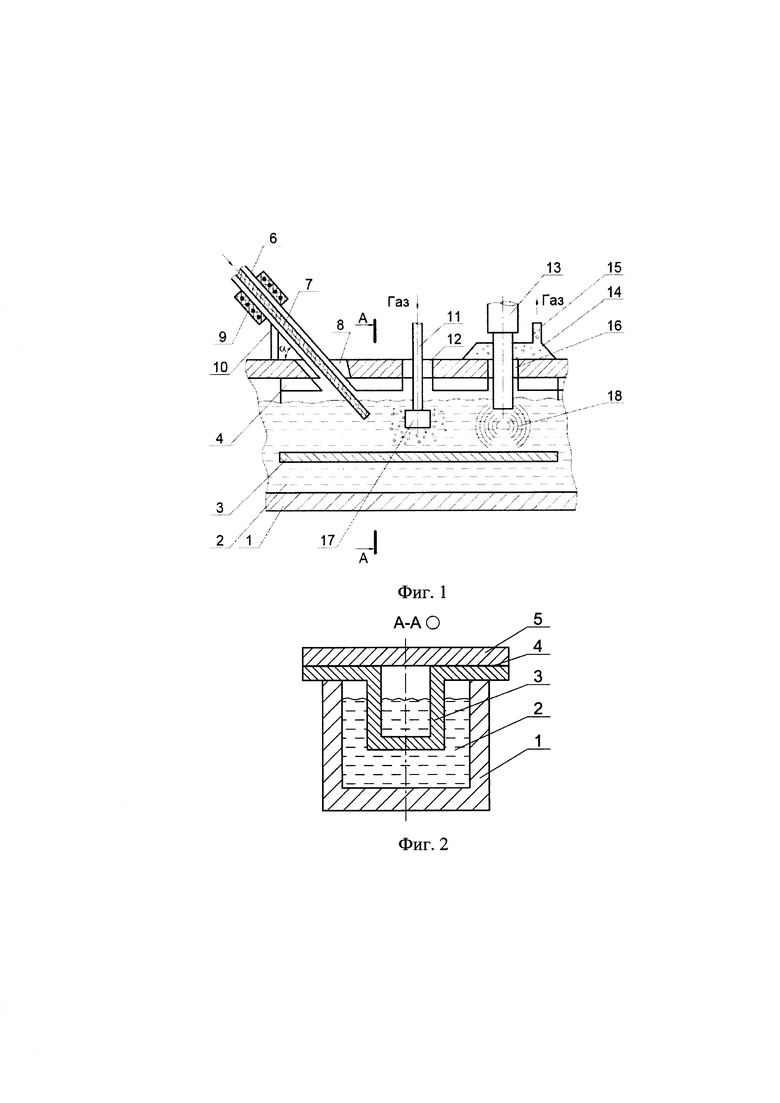
Сущность предлагаемого изобретения поясняется графическими материалами. На фиг. 1 показана схема предлагаемой установки. На фиг. 2 показан разрез А-А на фиг. 1 Заявляемая установка для модифицирования алюминиевого расплава содержит металлотракт 1 с расплавом 2, дополнительный канал 3 с фланцами 4 внутри металлотракта 1 с верхней съемной крышкой 5; устройство для подачи 6 модифицирующего прутка 7 через отверстие 8 в расплав 2 с индукционным нагревателем 9 и с приспособлением для фиксации 10; устройство для подачи 6 под требуемым углом наклона а; устройство для подачи инертного газа 11 в расплав 2 через отверстие 12; устройство УЗО 13 расплава 2; кожух 14 с трубопроводом 15 для газоотвода через отверстие 16.
Установка работает следующим образом. Перед началом процесса литья нового типоразмера слитка из алюминиевого сплава в металлотракте 1, соединяющим миксер и кристаллизатор (на рис. не показаны) между дегазатором и металлофильтром (на рис. не показаны) устанавливают дополнительный канал 3, который крепят с помощью фланцев 4. Затем накрывают дополнительный канал 3 верхней съемной крышкой 5 с отверстиями 8, 12 и 16, в которые устанавливают устройство для подачи 6 модифицирующего прутка 7 через отверстие 8 в расплав 2 с индукционным нагревателем 9 и с приспособлением для фиксации 10; устройство для подачи 6 под требуемым углом наклона а; устройство для подачи инертного газа 11 в расплав 2 через отверстие 12; устройство УЗО 13 расплава; кожух 14 с трубопроводом 15 для газоотвода через отверстие 16. В зависимости от расхода модифицирующего прутка 7 на тонну расплава 2 рассчитывают для заданного угла наклона α, начальной температуры нагрева прутка и температуры расплава линейную скорость подачи модифицирующего прутка 7 в расплав. Затем подают расплав 2 из миксера в металлотракт 1, после заполнения расплавом 2 дополнительного канала 3 в расплав 2 подается нагретый с помощью индукционного нагревателя 9 модифицирующий пруток 7 с выбранной линейной скоростью, и через импеллер 17 для подачи инертного газа 11 начинается продувка расплава 2 инертным газом. Источник ультразвука устройства УЗО 13 опускается в расплав 2, и начинается УЗО потока расплава ультразвуком, которая ведет к образованию кавитационной зоны 18, где под действием акустической кавитации происходит активное растворение и диспергирование АМИС, которые попали в расплав 2 из растворенного модифицирующего прутка 7 с образованием большого числа зародышей во время последующей кристаллизации слитков. Следует отметить, что во время УЗО интенсивно происходит дегазация расплава 2. Образующиеся газы собираются с помощью кожуха 14 и удаляются через трубопровод 15. После окончания литья слитков расплав 2 удаляется из дополнительного канала 3. Устройства 6, 11 и 13 вместе с верхней съемной крышкой 5 снимают, и очищают дополнительный канал 3 от остатков закристаллизовавшегося расплава 2. Затем устройства 6, 11 и 13 вместе с верхней съемной крышкой 5 возвращают в исходное состояние, и установка снова готова к работе - литью очередной партии слитков.
Для повышения эффективности внепечного модифицирования расплава в зоне УЗО могут устанавливаться дополнительно один или более источников ультразвука с различным расположением относительно друг друга.
Пример. Опытные плавки сплава алюминиевого сплава 5ХХХ серии проводилась в литейном отделении на миксерах и литейной машине промышленного производства. Отливался слиток размером 600×1750×4700 мм общей массой 14 т. Приготовление и литье слитка производилось с обязательным применением дегазационных установок SNIF; фильтрация производилась через трубчатый металлофильтр PTF (Mitsui) и пенокерамический фильтр ПКФ. Отливка слитка осуществлялась через распределитель металла Combo-Bag. В процессе приготовления расплава производился отбор проб для анализа химического состава готового сплава, на содержание водорода, макро- и микроструктуры.
Технологические и температурно-скоростные режимы литья слитка соответствовали следующим значениям: температура металла в миксере 740±5°С; температура металла в раздаточном желобе 700÷710°С; скорость литья 65 мм/мин.; уровень металла в кристаллизаторе 50 мм; расход воды - 55 м3/час и температура воды на входе в систему охлаждения кристаллизатора 10±1°С.
С целью определения влияния эффективности внепечного модифицирования расплава в зоне УЗО на формирование структуры слитков сплава 5052 серии была проведена серия экспериментов. Для исследований применяли систему УЗО (магнитострикционный преобразователь ПМС-4-180С), в которую входит: погружной ультразвуковой излучатель с частотой 20 кГц; ультразвуковой генератор мощностью 5 кВт. Дополнительный канал имел начальное поперечное сечение 100×100 мм2, а на выходе из зоны УЗО - 120×120 мм2. Глубина погружения ультразвукового излучателя в расплав составила 50 мм, а протяженность кавитационной области под ним в расплаве составляла 60 мм.
В ходе исследований были проведены три опытных плавки с использованием модифицирующей лигатуры AlTi5B1. Первая плавка производилась по штатной технологии с расходом лигатурного прутка 1,2 кг/т; вторая плавка - с применением УЗО без дополнительного канала и расходом лигатуры 1,2 кг/т; третья плавка - с расходом лигатуры 0,6 кг/т с использованием предлагаемой установки.
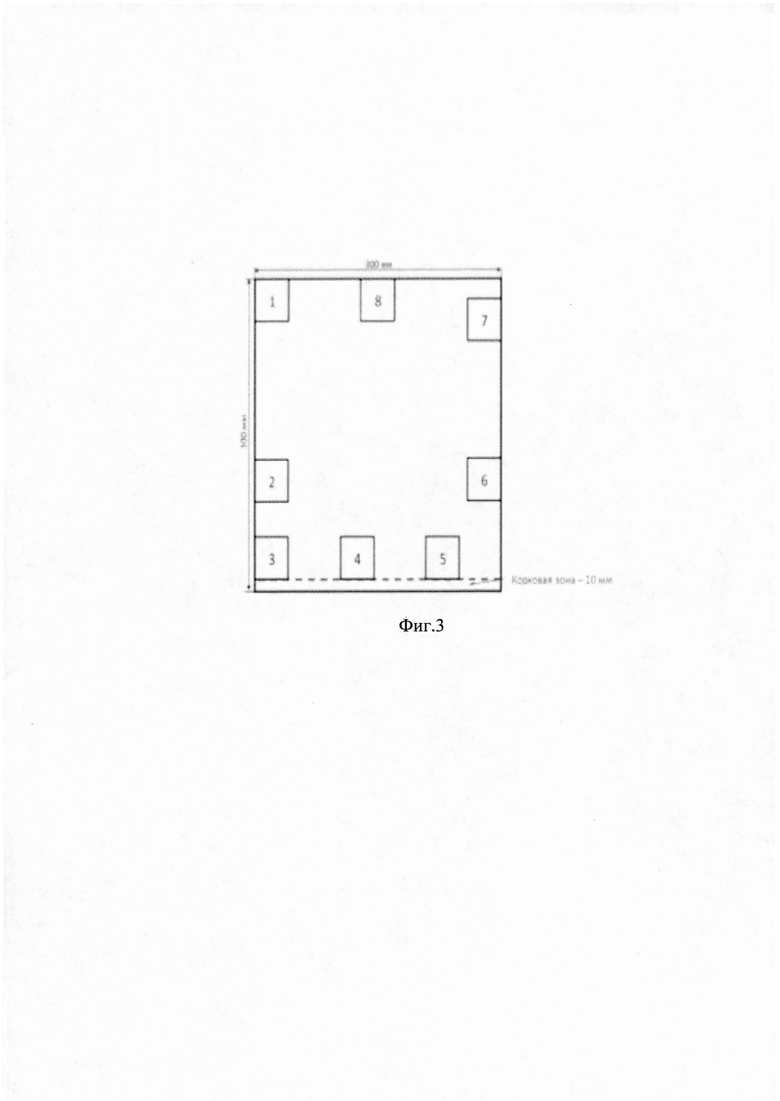
Макроструктуру образцов изучали с применением стереоскопического микроскопа Stemi 2000-С, Carl Zeiss. При анализе макроструктуры слитка из сплава 5ХХХ серии с каждой плавки отбиралось по 8 проб согласно схеме (фиг. 3) для контроля внутренних и поверхностных дефектов.
Результаты сравнительного анализа зеренной структуры представлены в таблице 1.
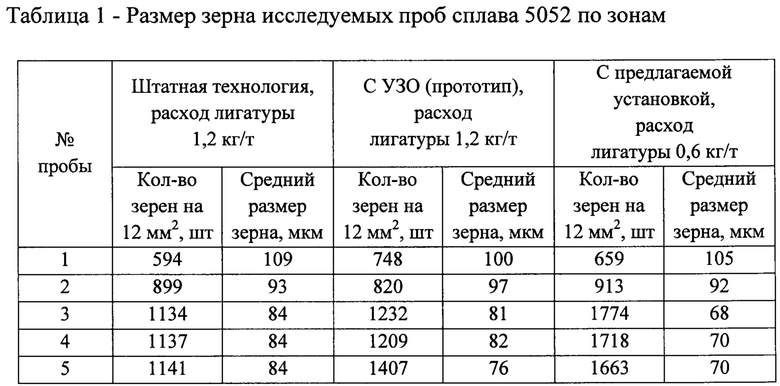

В результате проведенных сравнительных исследований во всех образцах не обнаружено каких-либо внутренних и поверхностных дефектов. Установлено, что применение предлагаемой установки позволяет повысить эффективность внепечного модифицирования расплава даже при снижении расхода модификатора AlTi5B1 в два раза (0,6 кг/т вместо 1,2 кг/т), и при этом удалось снизить средний размера зерна на 12%.
Такая комплексная обработка расплава с помощью предлагаемой установки позволяет увеличить количество зародышей кристаллизации и повысить эффективность модифицирования по сравнению с прототипом, обеспечивая при снижении расхода модификатора в два раза измельчение зеренной структуры слитков на 12%., т.е. повысить качество слитков из алюминиевых сплавов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ модифицирования алюминия и его сплавов | 2017 |
|
RU2674553C1 |
| СПОСОБ ВНЕПЕЧНОГО МОДИФИЦИРОВАНИЯ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2486269C2 |
| СПОСОБ ЛИТЬЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2016 |
|
RU2639105C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ С НЕДЕНДРИТНОЙ СТРУКТУРОЙ | 2012 |
|
RU2497966C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИГАТУРНОГО МАТЕРИАЛА ДЛЯ КОМПЛЕКСНОГО МОДИФИЦИРОВАНИЯ СТРУКТУРЫ СЛИТКОВ ИЗ ЛЕГКИХ СПЛАВОВ | 2011 |
|
RU2455380C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СОДЕРЖАНИЯ ВОДОРОДА В АЛЮМИНИЕВЫХ СПЛАВАХ | 2017 |
|
RU2665585C1 |
| Способ модифицирования структуры литых заготовок из антифрикционной бронзы для диффузионной сварки со сталью (варианты) | 2021 |
|
RU2778039C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2210611C2 |
| Способ получения модификатора алюминиевых сплавов | 2024 |
|
RU2830775C1 |
| СОСТАВ ДЛЯ МОДИФИЦИРОВАНИЯ И РАФИНИРОВАНИЯ ЖЕЛЕЗОУГЛЕРОДИСТЫХ И ЦВЕТНЫХ СПЛАВОВ (ВАРИАНТЫ) | 2012 |
|
RU2502808C1 |
Предлагаемое изобретение относится к области литейного производства, в частности к технологии внепечного модифицирования, и может быть использовано для изготовления слитков из алюминиевых сплавов. Установка для модифицирования расплава, содержащая устройство для подачи модифицирующего прутка в расплав, металлотракт и устройство для ультразвуковой обработки расплава, дополнительно снабжена каналом внутри металлотракта с верхней съемной крышкой, где последовательно расположены устройства для подачи модифицирующего прутка, подачи газа в расплав и ультразвуковой обработки расплава, при этом дополнительный канал имеет переменное поперечное сечение, увеличивающееся по направлению движения расплава, а в зоне ультразвуковой обработки расплава в верхней съемной крышке установлен кожух с трубопроводом для газоотвода. Установка позволяет повысить эффективность процесса модифицирования и повысить качество слитков. 3 ил., 1 табл., 1 пр.
Установка для модифицирования расплава, содержащая устройство для подачи модифицирующего прутка в расплав, металлотракт и устройство для ультразвуковой обработки расплава, отличающаяся тем, что она снабжена дополнительным каналом внутри металлотракта с верхней съемной крышкой, при этом дополнительный канал имеет переменное поперечное сечение, увеличивающееся по направлению движения расплава, в верхней съемной крышке выполнены отверстия для подачи модифицирующего прутка под требуемым углом наклона, устройство для нагрева прутка в виде индукционного нагревателя с приспособлением для его фиксации и устройство для подачи инертного газа в расплав, а в зоне ультразвуковой обработки расплава установлен кожух с трубопроводом для газоотвода.
| СПОСОБ ВНЕПЕЧНОГО МОДИФИЦИРОВАНИЯ АЛЮМИНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2486269C2 |
| Способ модифицирования алюминия и его сплавов | 2017 |
|
RU2674553C1 |
| US 9670567 B2, 06.06.2017 | |||
| KR 1020190119078 A, 21.10.2019 | |||
| WO 2017044769 A1, 16.03.2017. | |||

