2. Центратор по п,1, о т л ичающийся тем, что на конусообразном разжимном элементе, расположенном со стороны привода перемещения, вьтолнен цилиндрический участок.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2354520C2 |
| Внутренний центратор | 1982 |
|
SU1076243A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ КОЛЬЦЕВЫХ СТЫКОВ ЕМКОСТЕЙ | 2008 |
|
RU2407618C2 |
| Устройство для сборки и сварки кольцевых швов | 1985 |
|
SU1321543A1 |
| Внутренний центратор для сварки кольцевых швов | 1983 |
|
SU1119814A1 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| Полуавтоматическая установка для сборки и сварки цилиндрической обечайки с днищем | 1987 |
|
SU1454630A1 |
| Центратор для сборки под сварку кольцевых швов | 1990 |
|
SU1715538A1 |
| Центратор для сборки под сварку кольцевых швов | 1990 |
|
SU1770109A1 |
| Внутреннее формирующее устройство для сварки кольцевых швов | 1989 |
|
SU1660919A1 |
1. ВНУТРЕННИЙ ЦЕНТРАТОР ДЛ СБОРКИ И СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ, содержащий два конусообразных разжимных элемента, устновлЕнных с воз можностью осевого перемещения, привод перемещения конусообразных разжимных элементов, набор секторов, образующих подкладное кольцо, установленных с возможностью радиального перемещения и опирающихся на б ковые поверхности конусообразных ра жимных элементов, и возвратные пружины, закрепленные на секторах и связьшающие их между собой, о т //;/, лич ающий с я тем, что, с целью облегчения операции сборки и съема устройства после сварки, оно дополнительно снабжено направляющши штырями, попарно расположенными под каждым сектором, в конусообразных элементах вьтолнены расположешшс по окружности осевые отверстия по числу направляющих штырей, каждый штырь чодним концом неподвижно закреплен в отверстии одного из конусообразных разжимных элементов и снабжен в средней части кольцевым буртиком , а другой конец штыря расположен с возможностью осевого перемещения в отверстии второго конусообразного разжимного элемента, при этом возвратные пружины закреплены на нижних поверхностях секторов и выполнены в виде U -образных пласт шчатых элементов, охватывающих каждый из направляющих штырей, причем высота и -образных элементов меньше диаметра кольцевых буртиков направлякнцих штырей.
J . .
Изобретение относится к вспомогательным устройствам для сварки и может быть использовано при сварке кольцевых стыков труб.переменного сечения.
Известно подкладное устройство
для сварки кольцевых стыков, содержащее несколько разъемных формирующих секторов, соединяемых между собой фиксаторами Г 1
Недостаток указанного устройствасложность его сборки внутри свариваемого изделия,
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для сборки труб под сварку, состоящее из нескольких подпружиненных секторов, расположенных на двух конусных разжимных элементах с возможностью перемещения посредством тросовой тяги, связанной с резьбовым приводом t2l .
К недостаткам известного устройства относится высокая трудоемкость операции по сборке свариваемых деталей и съему устройства после сварки. Цель изобретения - облегчение операции сборки и съема устройства после сварки.
Поставленная цель достигается тем, что внутренний центратор, содержащий два конусообразных разжимных элемента, установленных с возможностью осевого перемещения, привод перемещения конусообразных разжим ных элементов,набор секторов, образующих подкладное кольцо, установленных с возможностью радиального перемещения и опирающихся на боковые поверхности конусообразных разжимных элементов, и возвратные пружины, закрепленные на секторах и связывающие их между собой, дополнительно . снабжено направляняцими щтырями, попарно расположенными под каждым сектором, в Ko/iycoo6разных разжимных элементах выполнены расположенные по окружности осевые отверстия по числу направляющих шты- рей, каждый штырь одним концом не- . подвижно закреплен в отверстии одного из конусообразных разжимных элементов и снабжен в средней части кольцевым буртиком, а другой конец штыря расположен с возможностью осе0 вого перемещения в отверстии второго конусообразного разжимного элемента, при этом возвратные пружины закреплены на нижних поверхностях сек торов и выполнены в виде U -образ5 ных пластинчатых элементов, охватывающих каждый из направляющих штырей, причем высота С -образных эле-, ментов меньше диаметра кольцевь х буртиков направляющих штырей.
20 Крпме того, на конусообразном разжимном элементе, расположенном со стороны привода перемещения, выполнен цилиндрический участок.
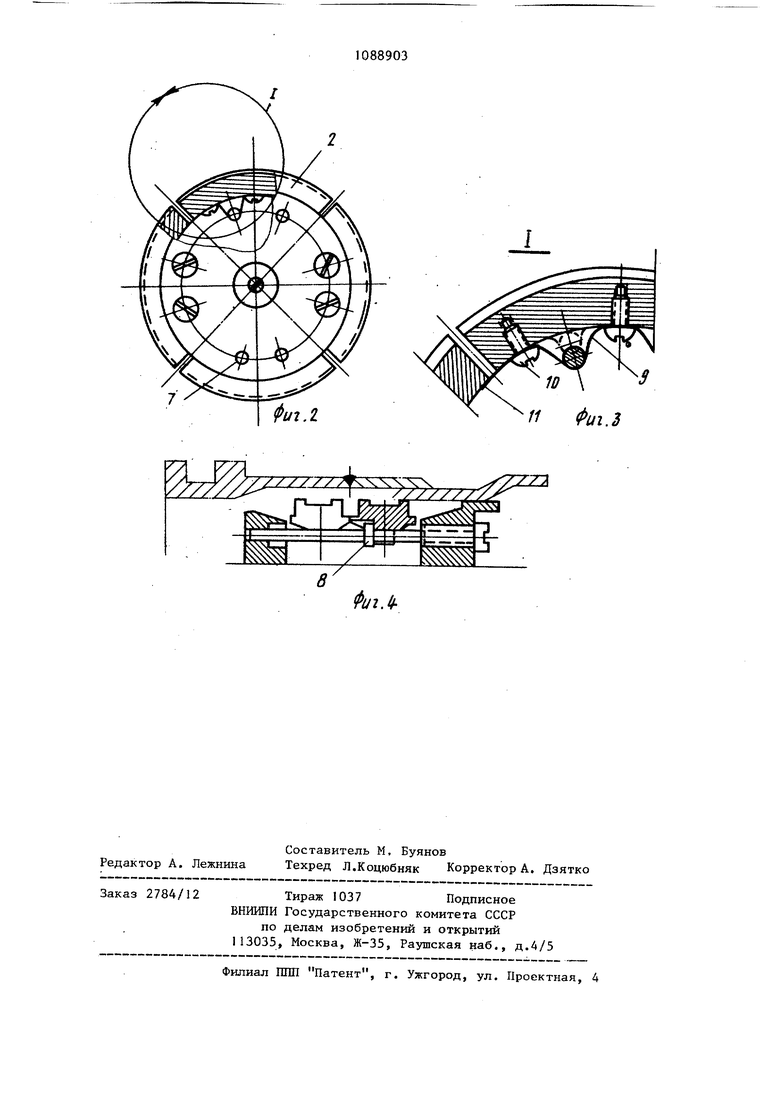
На фиг,1 представлено предлагае25 моеустройство, общий вид; на фиг.2то же, вид с торца; на фиг.З - . узел I на фиг.2 (штрих-пунктиром показана U -образная пружина 9 в свободном состоянии на секторе ;
30 на фиг.4 - положение деталей устройства в исходном положении.
Внутренний центратор для сборки и сварки кольцевых стыков состоит из подкладного кольца 1, состоящего
5 из нескольких секторов 2, расположенных на конусообразных разжимных элементах 3 и 4, навернутых на винт 5, имйощий правую и левую резьб 1. На секторах 2 выполнена с двух
сторон соответствующая конусообразным разжимным элементам 3 и 4 конусная поверхность. На элементах 3 и 4 под каждым сектором 2 закреплены попарно направляющие штыри 6, 5 под которые в конусообразных элементах 3 и 4 выполнены направлякяцие i отверстия 7. Направляющие штыри 6 расположены таким образом, что если пара штырей 6,расположенных под одним из секторов 2, закреплена на конусообразном разжимном элементе 3 то пара штырей 6,расположенных под соседним сектором, крепится на кону сообразном разжимном элементе 4. -На направляющих штырях 6 выполнены кол цевые буртики 8, Направляющие штыри 6 расположены внутри U -образных пластинчатых элементов пружин 9 установленных на секторах 2. Пластинчатые и-образные элементы пружин 9 выполнены таким образом, что их высота меньше диаметра кольцевьк буртиков 8 направляюпщх штырей 6. и -образные пружины крепятся к нижней поверхности секторов 2 винтами 10. Концы II пружин перекрывают зазор по стыкам секторов 2, образующихся при разжиме кольца 1. На конце винта 5 установлена ручка 12. Конус 4, расположенный со стороны ручки 12, выполнен заодно с цилиндрическим участком 13, фиксирующим по диаметру детйли 14, и рукояткой 15. Входное отверстие 16 детали 14 меньше внутреннего диаметра сварного шва. На цилиндрической образующей кольца 1 выполнена кольцевая канавка 17. Внутренний центратор работает следующим образом. На цилиндрический участок 13 центратора со сторЪны ручки 12 уста навливают деталь 14, свариваемый то рец которой располагают по оси коль ца 1 . Затем, удерживая рукоятку ii вращением винта 5 осуществляют пред варительное разжатие кольца 1, для закрепления детали 14 на центраторе Центратор кольцом 1 вставляют в отверстие ответной детали 18 до сопри косновения свариваемых кромок и про изводят окончательное разжатие кольца I, а затем и сварку. После сварки вращением винга 5 осуществляют перемещение конусообразных разжимных элементов 3 и 4 в обратном направлении. При этом возвратные пружины с помощью и-образных элементов перемещают сектора 2 в радиальном направлении, т.е. к центру центратора . С помощью концов 11, которые перекрьшают стыки секторов 2, кольцо сохраняет свою форму. Так как диаметр кольцевых буртиков 8 меньше высоты О-образных пластинчатых элементов пружин 9, то при дальнейшем осевом перемещении конусообразных элементов 3 и 4 буртики 8 упрутся в и -образные элементы и посредством их начнут перемещать сектора 2 в разные стороны до положения, при котором они полностью подогнутся пружинами 9 к направляющим штырям 6. (фиг.4 )..В таком положении наружные размеры или габариты по секторам 2 кольца 1 меньше внутреннего диаметра входного отверстия детали 14 и центратор легко освобождается из внутренней полости сваренного изделия. Изобретение позволяет значительно облегчить сборку под сварку кольцевого стыка закрытой емкости, диаметр входного отверстия которого меньше внутреннего диаметра сваривае;.мых деталей, а также быстро извлечь центратор из закрытой емкости, не разбирая его на части, что имеет большое значение при сварке деталей малых диаметров, недоступных для руки рабочего, В результате значительно сокращается трудоемкость вспог огательных операций по сборке деталей под сварку и съему внутреннего центратора после сварки и повышается качество сварных швов за счет качества сборки.
Фиг Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сборки труб под сварку | 1980 |
|
SU912450A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
