Настоящее изобретение относится к способу точечной сварки сопротивлением листовых сталей с нанесенным покрытием из цинка для достижения высокой механической стойкости швов сварных соединений и уменьшения риска образования трещин вследствие жидкометаллического охрупчивания, в частности, при адаптировании к требованиям в автомобильной промышленности.
Листовые стали с нанесенным покрытием из цинка или цинкового сплава являются очень эффективными с точки зрения противокоррозионной стойкости и, таким образом, широко используются в автомобильной промышленности. Однако, как это было установлено из опыта, электродуговая сварка или точечная сварка сопротивлением определенных сталей может вызывать появления особенных трещин вследствие возникновения явления, называемого жидкометаллическим охрупчиванием («ЖМО») или жидкометаллическим растрескиванием («ЖМР»). Данное явление характеризуется проникновением Zn в жидком состоянии вдоль по границам зерен подстилающей стальной подложки под воздействием приложенных напряжений или внутренних напряжений, представляющих собой результат ограничения подвижности, теплового расширения или фазовых превращений. Как это было установлено, более высокий уровень напряжения приводит к увеличению риска возникновения охрупчивания ЖМО. Поскольку напряжения, которые присутствуют в соединении во время сварки, сами, в частности, зависят от прочности металла основы, как это было установлено, сварные соединения, изготовленные из сталей, характеризующихся увеличенной прочностью, в общем случае являются более восприимчивыми к охрупчиванию ЖМО.
Для уменьшения риска возникновения охрупчивания ЖМО в публикации ЕР0812647 раскрывается способ, в котором проводят электродуговую сварку в среде защитного газа при использовании металлопорошковой проволоки, содержащей Cu. Однако, данный технологический процесс не адаптирован для соединения тонких листов в автомобильной промышленности.
Кроме того, в публикации JP2006035293 раскрывается способ электродуговой сварки при использовании проволоки из нержавеющей стали для производства шва сварного соединения, содержащего более, чем 25% феррита, и для достижения предела прочности при растяжении в шве сварного соединения, менее, чем в 1,8 раз большего, чем предел прочности при растяжении для металла основы. Однако, кроме того, что данный технологический процесс не адаптирован к требованиям в автомобильной промышленности, достижение низкой прочности в шве сварного соединения не является желательным.
В документе JP2004211158 также раскрывается технологический процесс электрической контактной сварки (ЭКС) труб, где в составе стали присутствуют 3 – 40 ч./млн. бора. Однако, умозаключения в данном документе относятся к конкретным условиям технологического процесса ЭКС и не могут быть просто выведены для технологического процесса точечной сварки сопротивлением. Кроме того, добавление В не является желательным для каждой марки высокопрочной стали.
Таким образом, желательным является наличие способа изготовления получаемых при использовании точечной сварки сопротивлением швов сварных соединений листов с нанесенным покрытием из Zn, который примирял бы два конфликтующих друг с другом требования:
- с одной стороны, создание получаемого при использовании точечной сварки сопротивлением шва сварного соединения, характеризующегося высокими свойствами при растяжении согласно измерению в испытании на прочность соединения внахлестку при сдвиге. Данный признак в общем случае имеет большее значение при увеличении предела прочности при растяжении для металла основы,
- с другой стороны, создание получаемого при использовании точечной сварки сопротивлением шва сварного соединения, характеризующегося высокой стойкостью к охрупчиванию ЖМО, возникновение которого в общем случае происходит в меньшей степени при уменьшении прочности металла основы.
В частности, желательным является наличие способа, где глубина возможных трещин, обусловленных охрупчиванием ЖМО, выдерживалась бы на уровне значения, составляющего менее, чем 20 микрометров, таким образом, чтобы не ухудшать механические эксплуатационные характеристики швов сварных соединений. По той же самой причине также желательным является сведение к минимуму количества возможных трещин, обусловленных наличием глубины, составляющей более, чем 100 микрометров.
С учетом разрешения такой проблемы изобретение относится к способу точечной сварки сопротивлением, включающему следующие далее последовательные стадии:
- получение, по меньшей мере, двух листовых сталей, имеющих толщину (th), заключенную в пределах от 0,5 до 3 мм, при этом, по меньшей мере, один из листов представляет собой листовую сталь с нанесенным покрытием из цинка или цинкового сплава (А), характеризующуюся пределом прочности при растяжении (TS), составляющим более, чем 800 МПа, и общим относительным удлинением (TEL), таким, что (TS) × (TEL) > 14000 МПа – %, где композиция стальной подложки (А) содержит при расчете на массу: 0,05% ≤ С ≤ 0,4%, 0,3% ≤ Mn ≤ 8%, 0,010% ≤ Al ≤ 3%, 0,010% ≤ Si ≤ 2,09%, причем 0,5% ≤ (Si + Al) ≤ 3,5%, 0,001% ≤ Сr ≤ 1,0%, 0,001% ≤ Mo ≤ 0,5% и необязательно: 0,005% ≤ Nb ≤ 0,1%, 0,005% ≤ V ≤ 0,2%, 0,005% ≤ Ti ≤ 0,1%, 0,0003% ≤ B ≤ 0,005%, 0,001% ≤ Ni ≤ 1,0%, при этом остаток представляют собой Fe и неизбежные примеси,
- проведение точечной сварки сопротивлением для, по меньшей мере, двух листовых сталей в целях производства шва сварного соединения, характеризующегося глубиной отпечатка при вдавливании (IDepth) на поверхности упомянутой листовой стали (А), такой, что: 100 мкм ≤ (IDepth) ≤ 18,68 (Znsol) – 55,1, где (IDepth) выражается в микрометрах, и где Znsol представляет собой растворимость Zn в стали листа (А) при 750°С при выражении в % (масс.).
В соответствии с одним вариантом осуществления растворимость Zn является такой, что: Znsol = (1 – fγ) × (Znα(750)) + (fγ × Znγ(750)), где fγ представляет собой относительную объемную долевую концентрацию аустенита, существующего в листовой стали (А) при 750°С, которая заключена в пределах от 0 до 1, где Znα(750) и Znγ(750) представляют собой растворимость Zn, соответственно, в феррите и в аустените стали листа (А) при 750°С при выражении в % (масс.), и где перитектическую температуру (Tper) стали листа (А) в присутствии Zn определяют при использовании выражения: (Tper) = 782 + (2,5 Mn) – (71,1 Si) – (43,5 Al) – (57,3 Cr), где (Tper) выражается в °С, а уровни содержания Mn, Si, Al и Cr выражаются в % (масс.), и:
- Znα(750) = Znα(Tper) × (1 + 0,68 × ((Tper) – 750) / (600 – (Tper))), в случае (Tper) ≥ 750°C, и
- Znα(750) = Znα(Tper) × (1 + ((Tper) – 750) / (1160 – (Tper))), в случае (Tper) < 750°C,
при этом Znα(Tper) = 45,9 – (0,13 Mn) – (17,3 C) + (4,8 Si2) – (25,4 Si) – (1,53 Al) – (0,73 Cr),
где Znα(Tper) выражается в °С, а уровни содержания Mn, Si, Al и Cr выражаются в % (масс.),
и где: Znγ(750) = 2 (– b (750 – Ae1)2 / (Ae3 – Ae1) + b (750 – Ae1)),
при этом: b = 28 / (2 (Ae3 – Ae1) – l), где Ае1 и Ае3 выражаются в °С и представляют собой температуры, при которых, соответственно, начинает и заканчивает протекать превращение из феррита в аустенит.
В соответствии с одним конкретным вариантом осуществления fγ = min {– 0,015 + (1,73 × C) + (0,16 × Mn) – (0,11 × Si) – (0,22 × Al) – (0,056 × Cr); 1}, где уровни содержания С, Mn, Al, Si, Cr выражаются в % (масс.).
В соответствии с одним конкретным вариантом осуществления Ае1 и Ае3 являются такими, что:
Ае1 = 725 – (42,1 Mn) + (27,3 Si) + (9 Al) + (5 Cr),
Ае3 = 923 – (360 C) – (34 Mn) + (37,6 Si) + (131,6 Al) – (24,9 Cr), где уровни содержания С, Mn, Al, Si, Cr выражаются в % (масс.).
В еще одном конкретном варианте осуществления Znsol определяется в соответствии с методом, включающим следующие далее последовательные стадии:
- получение листовой стали с нанесенным покрытием (А) из пункта 1 формулы изобретения, после этого
- термическая обработка листовой стали с нанесенным покрытием (А) при 750°С на протяжении периода времени в 170 часов, после этого
- охлаждение листа (А) при скорости, составляющей более, чем 50°С/с, после этого
- измерение уровня содержания Zn в стали на расстоянии 1 микрона от поверхности раздела сталь/покрытие из Zn или сплава Zn.
Предпочтительно, по меньшей мере, одна из листовых сталей, свариваемых с листовой сталью (А), представляет собой листовую сталь с нанесенным покрытием из цинка или цинкового сплава (В), и сумма толщин листов (А) и (В) составляет не более, чем 3 мм.
Еще предпочтительно сумма толщин листов (А) и (В) составляет не более, чем 2 мм.
В соответствии с одним предпочтительным вариантом осуществления листовая сталь с нанесенным покрытием из цинка или цинкового сплава (В) является сталью, характеризующейся композицией, содержащей: С ≥ 0,04%, Mn ≥ 0,2%, при этом остаток представляют собой Fe и неизбежные примеси.
В соответствии с еще одним вариантом осуществления Znsol, Ae1 и Ае3 рассчитываются при использовании значений Cav, Mnav, Siav, Alav и Crav,
при этом Cav, Mnav, Siav, Alav и Crav представляют собой, соответственно, средние уровни содержания C, Mn, Si, Al, Cr, которые измеряются под покрытием из цинка упомянутого листа А по всей глубине в диапазоне от 0 до 100 микронов.
В соответствии с предпочтительным вариантом осуществления (IDepth) ≥ 125 мкм.
В одном предпочтительном режиме (IDepth) измеряется в результате смещения сварочного электрода, и технологический процесс сварки прекращают при значении (IDepth), заключенном в пределах от 100 микронов до 18,68 (Znsol) – 55,1.
В еще одном предпочтительном режиме (IDepth) измеряется в результате смещения сварочного электрода, и технологический процесс сварки прекращают при значении (IDepth), заключенном в пределах от 125 микронов до 18,68 (Znsol) – 55,1.
В одном предпочтительном варианте осуществления параметры сварки выбирают таким образом, чтобы максимальная температура, достигаемая во время сварки на внешней части зоны отпечатка при вдавливании у шва сварного соединения, является такой, что: Tmax (IDia) < Ac3.
Изобретение также относится к получаемому при использовании точечной сварки сопротивлением шва сварного соединения, включающего, по меньшей мере, две листовые стали, имеющие толщину (th), заключенную в пределах от 0,5 до 3 мм, при этом, по меньшей мере, один из листов представляет собой листовую сталь с нанесенным покрытием из цинка или цинкового сплава (А), характеризующуюся пределом прочности при растяжении (TS), составляющим более, чем 800 МПа, и общим относительным удлинением (TEL), таким, что (TS) × (TEL) > 14000 МПа – %, где композиция стальной подложки (А) содержит при расчете на массу: 0,05% ≤ С ≤ 0,4%, 0,3% ≤ Mn ≤ 8%, 0,010% ≤ Al ≤ 3%, 0,010% ≤ Si ≤ 2,09%, причем 0,5% ≤ (Si + Al) ≤ 3,5%, 0,001% ≤ Сr ≤ 1,0%, 0,001% ≤ Mo ≤ 0,5% и необязательно 0,005% ≤ Nb ≤ 0,1%, 0,005% ≤ V ≤ 0,2%, 0,005% ≤ Ti ≤ 0,1%, 0,0003% ≤ B ≤ 0,005%, 0,001% ≤ Ni ≤ 1,0%, при этом остаток представляют собой Fe и неизбежные примеси, где глубина отпечатка при вдавливания (IDepth) на поверхности упомянутой листовой стали (А) является такой, что: 100 мкм ≤ (IDepth) ≤ 18,68 (Znsol) – 55,1, где (IDepth) выражается в микрометрах, и где Znsol представляет собой растворимость Zn в стали листа (А) при 750°С при выражении в % (масс.).
В соответствии с одним предпочтительным вариантом осуществления точечная сварка сопротивлением является такой, что (IDepth) ≥ 125 мкм.
В одном предпочтительном варианте осуществления шов сварного соединения, получаемый при использовании точечной сварки сопротивлением, включает листовую сталь (А) с нанесенным покрытием из цинка или цинкового сплава, которая характеризуется композицией, демонстрирующей уровень содержания Si ≥ 0,5%.
Предпочтительно шов сварного соединения, получаемый при использовании точечной сварки сопротивлением, включает листовую сталь (А) с нанесенным покрытием из цинка или цинкового сплава, которая характеризуется композицией, демонстрирующей уровень содержания Si ≥ 0,7%.
В соответствии с одним предпочтительным вариантом осуществления шов сварного соединения, получаемый при использовании точечной сварки сопротивлением, включает листовую сталь (А) с нанесенным покрытием из цинка или цинкового сплава, которая характеризуется поверхностной долевой концентрацией остаточного аустенита, заключенной в пределах от 7 до 30%.
В соответствии с еще одним предпочтительным вариантом осуществления шов сварного соединения, получаемый при использовании точечной сварки сопротивлением, включает листовую сталь (А), которая характеризуется средним значением локальных концентраций C, Mn, Al, Si и Cr по всей глубине, заключенной в пределах от 0 до 100 микронов, что отличается от композиции в объеме для листовой стали (А).
Изобретение также относится к использованию получаемого при использовании точечной сварки соединением шва сварного соединения, который был описан в одном или нескольких вариантах осуществления, описанных выше, или изготовлен в соответствии с одним или несколькими вариантами осуществления, описанными выше, для изготовления несущих деталей или деталей, отвечающих за безопасность, в механических транспортных средствах.
Теперь изобретение будет описываться подробно и иллюстрироваться на примерах без введения ограничений.
Сначала получают листовые стали, имеющие толщину (th), заключенную в пределах от 0,5 до 3 мм, что представляет собой типичный диапазон толщин, использующийся в автомобильной промышленности. Все данные листы могут иметь одну и ту же толщину или различные толщины. В последнем случае thmax обозначает наибольшую толщину полученных листов. Данные листы являются листами с нанесенным покрытием из цинка или цинкового сплава, при этом последнее выражение обозначает покрытия, где уровень содержания Zn составляет более, чем 50% (масс.). В частности, покрытие может быть получено в результате горячей гальванизации («GI») или в результате горячей гальванизации с непосредственно следующей далее термической обработкой при приблизительно 500 – 570°С таким образом, чтобы вызвать диффундирование железа в покрытии и получить покрытие, «отожженное после горячей гальванизации» или «GA», которое содержит приблизительно 7 – 14% Fe. Это также может быть покрытие из цинка или цинкового сплава, полученное при использовании технологического процесса электролитического осаждения или при использовании технологического процесса вакуумного осаждения. Сплав Zn также может представлять собой покрытие на основе Zn-Mg-Al, такое как, например, покрытие на основе Zn – 3% Mg – 3,7% Al или Zn – 1,2% Al – 1,2% Mg. По меньшей мере, один лист (А) из данных листов с нанесенным покрытием образован из высокодеформируемой стали, характеризующейся пределом прочности при растяжении (TS), составляющим более, чем 800 МПа, и общим относительным удлинением (TEL), таким, что (TS) × (TEL) > 14000 МПа – %. Листовые стали, воплощенные в изобретении, изготавливают при использовании способа, последовательно включающего стадии разливки, горячей прокатки, сматывания в рулон, необязательно промежуточного отжига, травления, холодной прокатки, непрерывного отжига и нанесения покрытия. В зависимости от своих механических свойств, композиции и технологического процесса изготовления микроструктура данных сталей содержит при выражении в поверхностных долевых концентрациях от 5 до 30% остаточного аустенита. В соответствии с термомеханическим циклом на промышленной технологической линии данные стали с нанесенным покрытием могут быть, например, сталями TRIP (с пластичностью, обусловленной мартенситным превращением), сталями CFB (с бескарбидным бейнитом) или сталями Q – P (с закалкой и перераспределением). Композиция высокодеформируемого листа (А) содержит:
- Углерод: в количестве в диапазоне от 0,05% до 0,4% (масс.). В случае уровня содержания углерода, составляющего менее, чем 0,05%, предел прочности при растяжении будет недостаточным, и стабильность остаточного аустенита, который присутствует в микроструктуре стали для достижения достаточного относительного удлинения, получена не будет. При более, чем 0,4% С уменьшается свариваемость, поскольку в зоне термического воздействия или в расплавленной зоне шва сварного соединения, получаемого при использовании точечной сварки сопротивлением, формируются маловязкие микроструктуры. В одном предпочтительном варианте осуществления уровень содержания углерода находится в диапазоне от 0,13 до 0,25%, что делает возможным достижение предела прочности при растяжении, составляющего более, чем 1180 МПа.
- Марганец представляет собой элемент, обеспечивающий получение твердо-растворного упрочнения, который вносит свой вклад в получение предела прочности при растяжении, составляющего более, чем 800 МПа. Такой эффект будет получен в случае уровня содержания Mn, составляющего, по меньшей мере, 0,3% (масс.). Однако, при более, чем 8% его присутствие вносит свой вклад в формирование структуры, характеризующейся наличием избыточно ярко выраженных полос сегрегации, которые могут оказывать негативное воздействие на прокаливаемость швов сварных соединений и потребительские свойства автомобильной несущей детали. Также неблагоприятным образом уменьшается пригодность к нанесению покрытия. Предпочтительно уровень содержания марганца находится в диапазоне от 1,4% до 4% для достижения данных эффектов. Это делает возможным достижение удовлетворительной механической прочности без увеличения трудности промышленного изготовления стали и без увеличения прокаливаемости сваренных сплавов, что оказало бы неблагоприятное воздействие на свариваемость листа, заявленного в изобретении.
- Кремний должен содержаться в количестве в диапазоне от 0,010 до 2,09% для достижения требуемой комбинации из механических свойств и свариваемости: кремний уменьшает образование выделений карбида во время отжига после холодной прокатки листа вследствие их низкой растворимости в цементите и вследствие того, что данный элемент увеличивает активность углерода в аустените. Таким образом, обогащение аустенита по углероду приводит к стабилизации аустенита при комнатной температуре и к появлению поведения, соответствующего пластичности, обусловленной мартенситным превращением, («TRIP»), что означает стимулирование превращения данного аустенита в мартенсит под воздействием приложения напряжения, например, во время формовки. В случае уровня содержания Si, составляющего более, чем 2,09%, во время отжига до горячей гальванизации могли бы образовываться оксиды, обладающие большой адгезией, которые могли бы привести к появлению поверхностных дефектов в покрытии. Уровень содержания кремния, составляющий более, чем 0,5%, вносит свой вклад в эффективное стабилизирование аустенита, в то время как уровень содержания Si, составляющий более, чем 0,7%, вносит свой вклад в получение поверхностной долевой концентрации остаточного аустенита, заключенной в пределах от 7 до 30%.
- Алюминий должен содержаться в количестве в диапазоне от 0,010 до 3,0%. Что касается стабилизирования остаточного аустенита, то алюминий оказывает воздействие, которое является относительно подобным соответствующему воздействию кремния. Однако, вследствие эффективного промотирования алюминием образования феррита при высокой температуре избыточное добавление алюминия приводило бы к увеличению температуры Ас3 (то есть, температуры полного превращения стали в аустенит во время нагревания) во время стадии отжига и поэтому делало бы промышленный технологический процесс дорогостоящим применительно к электрической мощности, требуемой для отжига. Таким образом, уровень содержания Al составляет менее, чем 3,0%.
- Остаточный аустенит в количестве в диапазоне от 5 до 30% при комнатной температуре является необходимым для достижения высокого общего относительного удлинения. Деформируемость будет в особенности высокой в случае поверхностной долевой концентрации остаточного аустенита, заключенной в пределах от 7 до 30%. Достаточное стабилизирование аустенита получают в результате добавления в композицию стали кремния и/или алюминия в количествах, таких что: (Si + Al) ≥ 0,5%. В случае (Si + Al) < 0,5% долевая концентрация остаточного аустенита могла бы составлять менее, чем 5%, таким образом, характеристики тягучести и деформационного упрочнения при холодной формовке будут недостаточными. Однако, в случае (Si + Al) > 3,5% ухудшатся пригодность к нанесению покрытия и свариваемость.
- Хром обеспечивает упрочнение и измельчение микроструктуры и делает возможным контролирование образования доэвтектоидного избыточного феррита во время стадии охлаждения после выдержки при максимальной температуре во время цикла отжига. В случае сталей, которые не содержат более, чем 2,8% Mn, феррит в случае присутствия такового при поверхностной долевой концентрации, составляющей более, чем 40%, будет увеличивать риск того, что предел прочности при растяжении будет составлять менее, чем 800 МПа. Таким образом, уровень содержания хрома находится в диапазоне от более, чем 0,001% до менее, чем 1,0% по причинам стоимости и предотвращения избыточного упрочнения.
- Как и хром, молибден в количестве, заключенном в пределах от 0,001% до 0,5%, является эффективным при увеличении прокаливаемости и стабилизировании остаточного аустенита, поскольку данный элемент замедляет распад аустенита.
- Стали необязательно могут содержать элементы, подверженные образованию выделений в виде карбидов, нитридов или карбонитридов, что, таким образом, делает возможным достижение дисперсионного упрочнения. Для данной цели стали может содержать ниобий, титан или ванадий: Nb и Ti в количестве, заключенном в пределах от 0,005 до 0,1% и V в количестве, заключенном в пределах от 0,005 до 0,2%.
- Стали необязательно могут содержать никель в количестве, заключенном в пределах от 0,001% до 1,0% для того, чтобы улучшить вязкость.
- Стали необязательно могут содержать также и бор в количестве, заключенном в пределах от 0,0003 до 0,005%. В результате ликвации на границе зерен В уменьшает зернограничную энергию и, таким образом, является выгодным для увеличения стойкости к жидкометаллическому охрупчиванию.
- Остаток в композиции состоит из железа и остаточных элементов, получающихся в результате выплавки стали. В данном отношении Cu, S, P и N, по меньшей мере, рассматриваются в качестве остаточных элементов или неизбежных примесей. Поэтому их уровни содержания составляют менее, чем 0,03% для Cu, 0,003% для S, 0,02% для Р и 0,008% для N.
После этого листовые стали с нанесенным покрытием из цинка или цинкового сплава, при этом, по меньшей мере, одна (А) из них характеризуется представленной выше композицией, накладывают друг на друга и соединяют друг с другом при использовании точечной сварки сопротивлением. Сварка может быть однородной (то есть, сварка листов (А) друг с другом) или разнородной (то есть, сварка листовой стали (А) и одной или нескольких листовых сталей с нанесенным покрытием из Zn (B), характеризующихся другой композицией).
Точечная сварка сопротивлением представляет собой технологический процесс, который объединяет приложение усилия и подвод электрического тока, при этом обоими из них воздействуют на наложенные друг на друга листы, свариваемые при использовании электродов из медного сплава. Типичная последовательность сварки включает следующие далее последовательные стадии:
- приближение электродов и приложение давления к листам,
- последовательность сварки, образованная определенным количеством периодов, во время которых электрический ток последовательно подводят («импульсы», периоды «под напряжением») или не подводят (периоды «без напряжения»). Во время данной последовательности сохраняется воздействие усилия на листы, создаваемого электродами. Данное усилие делает возможными уменьшение усадочной рыхлости и получение измельчения зерен.
- период выдержки, во время которого воздействие усилия сохраняется без подвода электрического тока, в целях противодействия объемному расширению ядра сварной точки и ее охлаждения.
- отделение электродов от листов, которые были сварены друг с другом.
В конце последовательности шов сварного соединения характеризуется наличием ядра сварной точки из металла шва сварного соединения, где данное ядро сварной точки было создано на поверхности раздела между листовыми сталями. Поверх данного ядра сварной точки на поверхности листов присутствует круглое углубление, называемое отпечатком при вдавливании. Диаметр отпечатка при вдавливании (IDia) соответствует диаметру рабочего конца сварочного электрода. Глубина отпечатка при вдавливании (IDepth) обычно может быть заключена в пределах от нескольких десятков микронов до нескольких сотен микронов. (IDepth) зависит от факторов, таких как:
- интенсивность сварки I,
- усилие F, прикладываемое электродами во время сварки,
- продолжительность подвода электрического тока tI,
- первоначальное активное сопротивление электрического контакта R на поверхности раздела между листами,
- напряжение пластического течения σF при высокой температуре стали,
- коэффициент концентрации напряжений Kt вследствие геометрии рабочего конца электрода,
- толщина листа th.
При постоянстве других переменных чем большими будут значения I, tI, R, F, Kt, тем большим будет значение (IDepth). Чем меньшим будет значение σF, тем большим будет значение (IDepth).
Значение (IDepth) может быть либо измерено непосредственно на разрезанных швах сварного соединения, получаемых при использовании точечной сварки сопротивлением, либо измерено во время самого технологического процесса сварки в соответствии с представленным ниже разъяснением изобретения. Изобретатели представили в качестве доказательства то, что контролирование данного отпечатка при вдавливании в пределах конкретного диапазона делает возможным разрешение проблемы, заключающейся в примирении достаточной механической прочности шва сварного соединения и высокой стойкости к охрупчиванию ЖМО.
Прочность шва сварного соединения, получаемого при использовании точечной сварки сопротивлением, обычно измеряют при использовании испытания на прочность соединения внахлестку при сдвиге. Несмотря на свою кажущуюся простоту данное испытание включает сложные режимы настоятельных рекомендаций и механизмы разрушения. На практике режим разрушения рассматривается в качестве показателя механических свойств и может быть классифицирован с разбиением на категории – по границам раздела, частично по границам раздела и c вырывом. Режим с вырывом, где разрушение происходит на периферии ядра сварной точки в зоне термического воздействия или в металле основы, является желательным, поскольку он связывается с наибольшими прочностью и тягучестью шва сварного соединения. Данный режим указывает на то, что шов сварного соединения делает возможным передачу высокого уровня усилия, что, таким образом, вызывает значительное пластическое деформирование в соседних областях и увеличивает поглощение энергии деформации в условиях столкновения с препятствием при аварии. Наоборот, разрушение шва сварного соединения на поверхности раздела между листами при оставлении половины ядра сварной точки на каждом листе возникает при низких нагрузках и может оказывать воздействие на перераспределение нагрузки и вызывать уменьшение поглощенной энергии в сварной конструкции. Такой режим разрушения по поверхности раздела в общем случае является неприемлемым для автомобильной промышленности.
Изобретатели представили в качестве доказательства то, что в целях обеспечения наличия режима разрушения, являющегося режимом с вырывом, отпечаток при вдавливании (IDepth) должен превышать минимальное значение ((IDepth)min) в 100 микронов. Как это полагается без связывания себя теорией, в случае (IDepth) > (IDepth)min геометрия ядра сварной точки, то есть, ее признаки по диаметру, высоте и концентрации напряжений на поверхности раздела между сваренными листами, сделает возможным избегание разрушения по границе раздела. Такие механические свойства даже улучшаются и получаются очень стабильным образом при превышении значением (IDepth)min 125 микронов.
Однако, изобретатели представили в качестве доказательства также и то, что отпечаток при вдавливании (IDepth) доложен быть выдержан ниже максимального значения (IDepth)max, зависящего от композиции стали, в целях избегания возникновения трещин вследствие жидкометаллического охрупчивания. Данные трещины, которые относятся к межзеренному типу и заполняются металлом Zn, встречаются более часто на внешней короне поверхности отпечатка при вдавливании, что материализует прежнее расположение рабочего конца электрода на листе.
Данная зона подвергается более серьезной деформации, чем центральная часть зоны отпечатка при вдавливании.
Таким образом, угловые трещины в данной внешней зоне встречаются более часто, чем центральные трещины в области отпечатка при вдавливании. Как это установили изобретатели в результате проведения наблюдений при использовании съемочной камеры для инфракрасной термографии, зона, где присутствуют большие угловые трещины, соответствует зоне, где максимальная температура в сварочном цикле превышала Ас3. Трещины появляются в конце последовательности сварки, которая была определена в изобретении, при температуре, составляющей более, чем 700°С. Как это установили изобретатели в соответствии со своими тепловыми измерениями и металлографическими наблюдениями, в случае максимальной температуры в местоположении диаметра отпечатка при вдавливании, то есть, Tmax (IDia), составляющей менее, чем Ас3, не будет иметь место возникновение какой-либо глубокой трещины, обусловленной охрупчиванием ЖМО, то есть, какой-либо трещины, имеющей глубину, составляющую более, чем 50 микронов. Говоря другими словами, возникновение глубоких трещин, обусловленных охрупчиванием ЖМО, будет избегнуто в случае выбора параметров сварки таким образом, чтобы значение Tmax (IDia) составляло бы менее, чем Ас3. Поскольку данное состояние может быть получено при использовании различных комбинаций из параметров сварки, было бы невозможно по-простому более детально определить такие комбинации. Однако, уменьшение I и tI и увеличение F и R имеют тенденцию к достижению данного результата.
Как это установили изобретатели на основании наблюдений за тем, что растрескивание, обусловленное охрупчиванием ЖМО, возникало при температуре, составляющей более, чем 700°С, измерений деформаций в критической внешней зоне зоны отпечатка при вдавливании и измерения критических деформаций в испытаниях на растяжение, проводимых в данном температурном диапазоне на установке для исследования воздействия температур Gleeble, возникновение растрескивания, обусловленного охрупчиванием ЖМО, избегалось или очень сильно уменьшалось в высокодеформируемой листовой стали (А) при выдерживании глубины отпечатка при вдавливании (IDepth), меньшей, чем критическое значение (IDepth)max, которое зависело от растворимости Zn в стальной подложке (А) в соответствии с выражением:
(IDepth) ≤ (IDepth)max = 18,68 (Znsol) – 55,1, (1)
при этом Znsol представляет собой растворимость Zn в стали листа (А) при 750°С при выражении в % (масс.).
Значение Znsol может быть непосредственно измерено в соответствии со следующим далее методом, включающим следующие далее последовательные стадии:
- термическая обработка листовой стали с нанесенным покрытием (А) при 750°С на протяжении периода времени в 170 часов. Данная стадия вызывает диффундирование из металла Zn в стальную подложку для достижения равновесного состояния на поверхности раздела Zn-подложка.
- охлаждение листа (А) со скоростью, составляющей более, чем 50°С/с, что делает возможным сохранение высокотемпературных химических градиентов, вплоть до температуры окружающей среды.
- измерение уровня содержания Zn в стали на расстоянии 1 микрона от поверхности раздела сталь/покрытие из Zn или сплава Zn. Данный уровень содержания Zn может быть измерен, например, при использовании энергодисперсионной спектрометрии рентгеновского излучения, которая представляет собой методику, саму по себе известную. В данных условиях уровень содержания Zn, измеренный на расстоянии 1 микрона, представляет собой значение растворимости Znsol.
В альтернативном варианте, значение Znsol может быть рассчитано в результате принятия во внимание объемной или поверхностной долевой концентрации (при этом данные две величины являются идентичными) аустенита, который присутствует в стали (А) при 750°С, и при этом растворимости Zn в феррите и в аустените при данной температуре соответствуют выражению:
Znsol = (1 – fγ) × (Znα(750)) + (fγ × Znγ(750)), (2)
где fγ представляет собой объемную долевую концентрацию аустенита, существующего в листовой стали (А) при 750°С, которая заключена в пределах от 0 до 1, и где Znα(750) и Znγ(750) представляют собой растворимость Zn, соответственно, в феррите и в аустените стали листа (А) при 750°С при выражении в % (масс.).
Растворимость Zn в феррите при 750°С зависит от перитектической температуры (Tper) стали (А) в присутствии покрытия из Zn (то есть, температуры, выше которой стальная подложка, насыщенная по Zn, находится в термодинамическом равновесии с жидким металлом Zn, сплавленным с Fe и возможно другими элементами, образующими твердый раствор замещения, из стальной подложки) и от растворимости Zn Znα(Tper) при перитектической температуре. (Tper) определяют при использовании выражения:
(Tper) = 782 + (2,5 Mn) – (71,1 Si) – (43,5 Al) – (57,3 Cr), (3)
где (Tper) выражается в °С, а уровни содержания Mn, Si, Al и Cr выражаются в % (масс.). В зависимости от того, уступает или нет значение (Tper) температуре в 750°С, Znα(750) может рассчитываться в соответствии с выражением:
- Znα(750) = Znα(Tper) × (1 + 0,68 × ((Tper) – 750) / (600 – (Tper))), в случае (Tper) ≥ 750°C, (4)
и
- Znα(750) = Znα(Tper) × (1 + ((Tper) – 750) / (1160 – (Tper))), в случае (Tper) < 750°C, (5)
Растворимость Zn при перитектической температуре в феррите может быть рассчитана в соответствии с выражением:
Znα(Tper) = 45,9 – (0,13 Mn) – (17,3 C) + (4,8 Si2) – (25,4 Si) – (1,53 Al) – (0,73 Cr), (6)
где Znα(Tper) выражается в °С, а уровни содержания Mn, Si, Al и Cr выражаются в % (масс.), растворимость Zn в аустените определяется при использовании выражения:
Znγ(750) = 2 (– b (750 – Ae1)2 / (Ae3 – Ae1) + b (750 – Ae1)), (7)
при этом: b = 28 / (2 (Ae3 – Ae1) – l), (8)
где Ае1 и Ае3 выражаются в °С и представляют собой температуры, при которых, соответственно, начинает и заканчивает протекать превращение из феррита в аустенит в состоянии равновесия в стальной подложке листа (А).
Ае1 и Ае3 могут быть либо измерены, например, при использовании обычных методик на основе дилатометрического анализа, либо могут быть рассчитаны исходя из композиции стали (А) в соответствии со следующими далее выражениями:
Ае1 = 725 – (42,1 Mn) + (27,3 Si) + (9 Al) + (5 Cr), (9)
Ае3 = 923 – (360 C) – (34 Mn) + (37,6 Si) + (131,6 Al) – (24,9 Cr), (10)
где Ае1 и Ае3 выражаются в °С, а уровни содержания С, Mn, Al, Si и Cr выражаются в % (масс.).
В одном конкретном варианте осуществления изобретатели представили в качестве доказательства то, что способ изобретения в выгодном случае воплощают в результате принятия во внимание локальной композиции стали непосредственно под покрытием из Zn или сплава Zn. Говоря другими словами, изобретатели представили в качестве доказательства то, что вместо принятия во внимание номинальных уровней содержания C, Mn, Si, Al и Cr в выражениях (3), (6), (9) и (10), представленных выше, риск растрескивания, обусловленного охрупчиванием ЖМО, оптимальным образом уменьшался в результате принятия во внимание среднего уровня содержания элементов: Cav, Mnav, Siav, Alav и Crav согласно измерению под цинком или по всей глубине, заключенной в пределах от 0 до 100 микронов, под покрытием из Zn или сплава Zn. Данный вариант осуществления будет в особенности уместным в случае наличия по всей толщине листа определенного уровня ликвации или в случае модифицирования композиции на поверхности при использовании термической обработки, проведенной в отношении стальной подложки, до стадии нанесения покрытия. Таким образом, средние значения локальных концентраций C, Mn, Al, Si и Cr по всей глубине, заключенной в пределах от 0 до 100 микронов, может быть отличной от композиции в объеме стали и являются более уместными для прогнозирования возникновения охрупчивания ЖМО. Как это продемонстрировали изобретатели, очень значительное большинство трещин, обусловленных охрупчиванием ЖМО, имеет глубину, заключенную в пределах от 0 до 100 микронов, в пределах данного диапазона глубины во внимание принимается средний уровень содержания C, Mn, Al, Si и Cr. Данные средние уровни содержания могут быть измерены при использовании методики, самой по себе известной, такой как, например, оптическая эмиссионная спектроскопия тлеющего разряда (ОЭСТР).
В соответствии со своими экспериментами изобретатели представили в качестве доказательства также и то, что риск возникновения охрупчивания ЖМО увеличится в случае суммы толщин листов (А) и (В), составляющей более, чем 2 мм. Таким образом, в целях обеспечения наличия средней глубины трещины, обусловленной охрупчиванием ЖМО, в швах сварных соединений, получаемых при использовании точечной сварки сопротивлением, составляющей менее, чем 40 мкм, сумма толщин листов (А) и (В) должна составлять менее, чем 3 мм. Средняя глубина тещины может быть даже уменьшена до значения, составляющего менее, чем 20 мкм, в случае суммы толщин листов (А) и (В), составляющей не более, чем 2 мм. Таким образом, в целях обеспечения наличия средней глубины трещины, обусловленной охрупчиванием ЖМО, в швах сварных соединений, получаемых при использовании точечной сварки сопротивлением, составляющей менее, чем 40 или 20 мкм, сумма толщин листов (А) и (В) должна составлять, соответственно, не более, чем 3 или 2 мм.
В качестве одного конкретного варианта осуществления высокодеформируемую листовую сталь (А) сваривают с, по меньшей мере, листовой сталью, подвергнутой горячей гальванизации, (В), характеризующейся композицией, содержащей: С ≥ 0,04%, Mn ≥ 0,2%, при этом остаток представляют собой Fe и неизбежные примеси. В соответствии с экспериментами, проведенными изобретателями, возникновение и серьезность охрупчивания ЖМО увеличится в случае листовой стали (В), являющейся сталью, характеризующейся композицией, включающей уровни содержания С и Mn, являющиеся значительно меньшими, чем соответствующие характеристики стали (А), то есть, в случае демонстрации сталью (В) композиции, такой что: C < 0,04% и Mn < 0,2%. Как это полагается без желания связывать себя теорией, точечная сварка сопротивлением создает расплавленную зону, характеризующуюся промежуточной композицией между композициями листов (А) и (В). В случае большого различия композиций между листами (А) и (В) температуры превращения для стали (А) и ядра сварной точки будут очень сильно различаться, что означает возможность прохождения фазового превращения в некоторых зонах во время стадии охлаждения сварочного цикла, в то время как другие очень близкие зоны все еще не подвергнутся такому превращению. Как это полагается, поскольку фазовое превращение происходит при изменениях объема, такая ситуация создает увеличение неустановившихся напряжений, которые оказываются неблагоприятными с точки зрения жидкометаллического охрупчивания. Таким образом, с учетом ослабления роли охрупчивания ЖМО при условии наличия композиций, воплощенных в изобретении, предпочтительным является избегание предложения для стали (В) композиции, характеризующейся низким уровнем содержания С (C < 0,04%) и низким уровнем содержания Mn (Mn < 0,2%).
Теперь изобретение будет проиллюстрировано при использовании следующих далее примеров, которые никоим образом не являются ограничивающими.
Пример 1
Были предложены три стали, упоминаемые под обозначениями SA, SB и SC. Композиция данных сталей при выражении в % (масс.), при этом остаток представляют собой железо и неизбежные элементы, получающиеся в результате выплавки стали, представлена в таблице 1. В числе остаточных или неизбежных элементов для данных сталей уровень содержания S составляет менее, чем 0,003%, а уровень содержания Р составляет менее, чем 0,014%. На листы наносят электролитически осажденное покрытие из Zn, имеющее 16 мкм в толщину.
В таблице 1 также представлена растворимость Zn Znsol при 750°С, рассчитанная в соответствии с выражениями (2 – 10), приведенными выше, совместно с механическими свойствами при растяжении для сталей (UTS: предел прочности на разрыв, TEL: общее относительное удлинение) согласно измерению в соответствии с документом ISO standard ISO 6892-1 published in October 2009, представленными в таблице 1. Толщина листовых сталей SA – SB составляет 1 мм, толщина листовой стали SC составляет 1,2 мм.
Таблица 1. Состав (% (масс.)), растворимость Zn при 750°С и свойства при растяжении для сталей
Ti: 0,006
V: 0,001
Листовые стали подвергали точечной сварке сопротивлением при использовании электрода, имеющего диаметр рабочего конца 6 мм, и переменного электрического тока при 50 Гц при усилии 350 даН. В соответствии с интенсивностью и временами продолжительности точечной сварки сопротивлением получали различные глубины отпечатков при вдавливании. Например, для стали (SA) условия сварки SA1, SA2, SA3 ... делают возможным получение различных глубин отпечатков при вдавливании.
Прочность швов сварных соединений, получаемых при использовании точечной сварки сопротивлением, измеряли в результате проведения испытаний на прочность соединения внахлестку при сдвиге в соответствии с документом ISO standard 14273. Результат испытания будет считаться удовлетворительным в случае отсутствия наблюдаемого разрушения по поверхности раздела.
После этого швы сварных соединений подвергали травлению в разбавленном растворе HCl, содержащем ингибитор, таким образом, чтобы удалить покрытие из цинка, резке и полированию таким образом, чтобы провести определение и измерение при увеличении в диапазоне от 2,5 до 100х в отношении возможного присутствия трещин вследствие жидкометаллического охрупчивания. Глубину трещин измеряли в отношении десяти швов сварных соединений таким образом, чтобы произвести среднюю глубину трещины при расчете на одну лицевую поверхность шва сварного соединения. Желательным является получение средней глубины трещины, составляющей менее, чем 20 мкм.
Результаты наблюдений представлены в таблице 2 совместно с вычислением значения (IDepthmax) в соответствии с выражением (1), приведенным выше.
Таблица 2. Представление характеристик трещин, обусловленных охрупчиванием ЖМО, в швах сварных соединений и режим разрушения шва сварного соединения в испытаниях на прочность соединения внахлестку при сдвиге
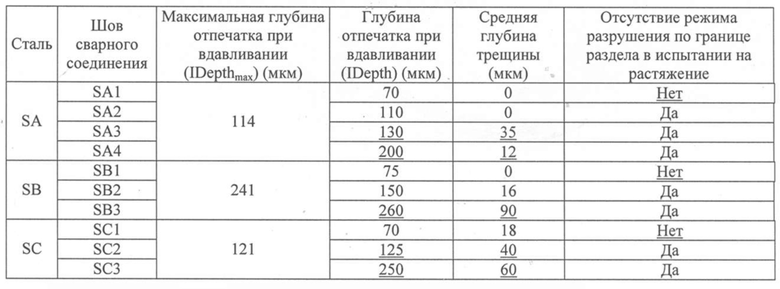
Подчеркнутые значения: не соответствующие изобретению.
Пример 2:
Листовая сталь SC из примера 1 в результате точечной сварки сопротивлением была скомпонована со сталью SD, композиция которой представлена в таблице 3, при этом остаток представляют собой железо и неизбежные примеси, получающиеся в результате выплавки стали.
Таблица 3. Состав стали SD (% (масс.))
Сталь SD получали в виде подвергнутых горячей гальванизации листовых сталей, имеющих различные толщины 0,8 мм или 1,9 мм, при этом покрытие из Zn составляло 12 микронов. Таким образом, были изготовлены швы сварных соединений, получаемые при использовании точечной сварки сопротивлением, при совокупной толщине 2 или 3,1 мм. Среднюю глубину трещины на поверхности шва сварного соединения, получаемого при использовании точечной сварки сопротивлением, для листовой стали SC определяли тем же самым образом, что и разъясненный в примере 1.
Таблица 4. Глубина трещины в швах сварных соединений, имеющих различные совокупные толщины

Таким образом, уменьшение совокупной толщины ниже 3 или даже 2 мм делает возможным изготовление получаемых при использовании точечной сварки сопротивлением швов сварных соединений, характеризующихся уменьшенной средней глубиной трещины.
Пример 3
Машину для точечной сварки сопротивлением, включающую пневматический зажим при 10 кН и силовой электрический трансформатор при 63 кВА, снабжали датчиком, способным регистрировать вертикальное смещение сварочного электрода. Различие между позицией электрода до и после проведения сварочных работ соответствует глубине при вдавливании (IDepth). Параллельно была предусмотрена высокоскоростная съемочная камера, и была сделана отметка на сварочном электроде таким образом, чтобы исполнять функцию показателя регистрации позиции электрода во время проведения сварочных работ. Как это было установлено после сопоставления со значениями отпечатков при вдавливании согласно измерению в отношении самих швов сварных соединений, два метода (датчик и высокоскоростная съемочная камера) были способны обеспечить точное получение значения (IDepth).
В условиях, разъясненных в примере 1, была предложена сталь SB, которую сваривали при использовании сварочных циклов, которые прекращали при достижении для (IDepth) значения, либо большего, чем максимальная глубина отпечатка при вдавливании IDepthmax, соответствующая данной композиции стали, либо меньшего, чем она. Результаты представлены в таблице 4.
Таблица 4. Представление характеристик трещин, обусловленных охрупчиванием ЖМО, и режима разрушения в швах сварных соединений, прерываемых в соответствии с величиной отпечатка при вдавливании
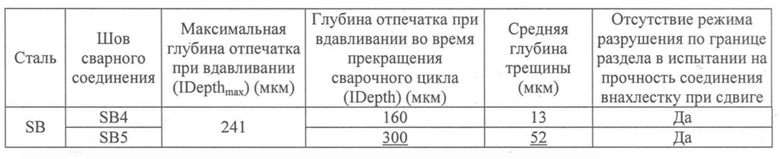
Подчеркнутые значения: не соответствующие изобретению.
Таким образом, смещение электрода может быть использовано таким образом, чтобы исполнять функцию входной переменной, указывающей на необходимость прекращения сварочных работ для обеспечения, тем самым, качества шва сварного соединения.
Пример 4
Инфракрасную съемочную камеру, снабженную детектором InSb, использовали таким образом, чтобы измерить температуру поверхности листа на непосредственной периферии электрода, то есть, в местоположении диаметра отпечатка при вдавливании (IDia). Во время сварочного цикла температура увеличивается вплоть до максимума Tmax (IDia) до охлаждения сразу после прекращения подвода электрического тока. Таким образом, возможным является сопоставление измеренной температуры Tmax (IDia) с температурой Ас3 стали. Испытания проводили в отношении сталей SA – SB, которые упоминались в примере 1, при использовании различных параметров таким образом, чтобы получить различные глубины отпечатков при вдавливании. Оценивали присутствие обусловленных охрупчиванием ЖМО угловых трещин, имеющих глубину, составляющую более, чем 50 мкм. Для сталей SA и SB значения Ас3 составляют, соответственно, 930°С и 965°С.
Таблица 5. Представление характеристик температуры и трещин на периферии области отпечатка при вдавливании
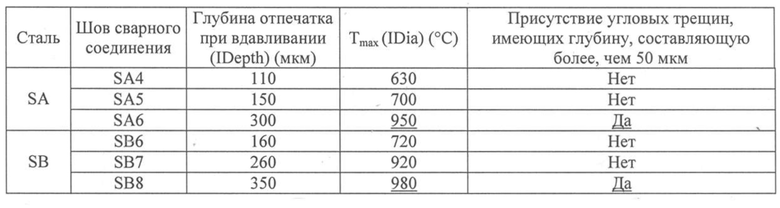
Подчеркнутые значения Tmax(IDIA): не соответствующие изобретению.
Таким образом, согласно наблюдению при выборе параметров сварки таким образом, чтобы значение Tmax (IDia) составляло бы менее, чем Ас3, избегается возникновение глубоких угловых трещин, обусловленных охрупчиванием ЖМО.
Пример 5
Сталь SC в состоянии без нанесения покрытия нагревали таким образом, чтобы произвести модифицирование композиции на ее поверхности в пределах глубины в 100 микронов, и после этого наносили покрытие из Zn в результате электролитического осаждения таким образом, чтобы получить покрытие, идентичное покрытию из примера 1. Средние уровни содержания Cav, Mnav, Siav, Alav и Crav под цинком по всей глубине, заключенной в пределах от 0 до 100 микронов, под покрытием из Zn измеряли при использовании оптической эмиссионной спектроскопии тлеющего разряда. Листовую сталь с нанесенным покрытием сваривали в состоянии SC4, подобном состоянию SC3 из таблицы 2.
Измеряли среднее количество трещин, имеющих глубину, составляющую более, чем 100 мкм, при расчете на один шов сварного соединения, получаемого при использовании точечной сварки сопротивлением. Данные результаты представлены в таблице 6 совместно с результатом вычисления (IDepthmax) в соответствии с представленными выше выражениями (1 – 10), принимая во внимание либо номинальную композицию листовой стали С, либо среднюю композицию по всей глубине, заключенной в пределах от 0 до 100 микронов, под покрытием из Zn.
Таблица 6. Количество трещин в зависимости от композиции в объеме или на поверхности
модифицированная композиция на поверхности в пределах глубины в 100 мкм
Исходя из идентичной номинальной композиции стали SC были проведены опыты SC3 и SC4. Использование только номинальной композиции стали SC для данных опытов при вычислении максимальной глубины отпечатка при вдавливании приводило бы к прогнозированию идентичности результатов опытов. Однако, в опыте SC4 количество крупных трещин является намного уменьшенным в сопоставлении с тем, что имеет место в опыте SC3. Это демонстрирует то, что в случае прохождения изменения композиции на поверхности стали максимальная глубина отпечатка при вдавливании должна быть рассчитана исходя из средней композиции по всей глубине в 100 микронов, а не исходя из композиции стали в объеме.
Пример 6
Листовые стали с нанесенным покрытием из Zn, имеющие 1,6 мм в толщину и характеризующиеся композицией стали SC в таблице 1, сваривали при использовании точечной сварки сопротивлением таким образом, чтобы создать шов сварного соединения SC4.
Кроме того, листовая сталь SC, имеющая 1,6 мм в толщину, была сварена с листовой сталью SD, имеющей 1,6 мм в толщину и характеризующейся композицией из таблицы 3, таким образом, чтобы создать шов сварного соединения SC5. Количество трещин в двух швах сварного соединения представлено в таблице 7.
Таблица 7. Количество трещин в зависимости от различия композиции между листовыми сталями
Поскольку листовая сталь SD характеризуется очень низкими уровнями содержания С и Mn, различие композиций по С и Mn между сталями SC и SD является большим, и увеличивается риск образования трещины.
Как это можно сказать в порядке сопоставления, в однородном шве сварного соединения SC4 количество трещин уменьшается.
Таким образом, вследствие своих высоких механических свойств получаемые при использовании точечной сварки сопротивлением швы сварных соединений, образованные из деформируемых высокопрочных сталей, изготовленных в соответствии с изобретением, могут быть с выгодой использованы для изготовления несущих деталей или деталей, отвечающих за безопасность, в механических транспортных средствах.
Группа изобретений относится к точечной сварке сопротивлением листовых сталей. Толщина свариваемых листов (th) составляет от 0,5 до 3 мм. По меньшей мере один из листов выполнен из листовой стали (А) заданного состава с нанесенным покрытием из цинка или цинкового сплава и характеризуется пределом прочности при растяжении (TS) более 800 МПа, при этом (TS) × (TEL) > 14000 МПа%, где (TEL) - общее относительное удлинение. Проводят точечную сварку сопротивлением листовых сталей с получением сварного шва, характеризующегося глубиной отпечатка при вдавливании (IDepth) на поверхности упомянутой листовой стали (А), при этом 100 мкм ≤ (IDepth) ≤ 18,68 (Znsol) – 55,1, где (IDepth) выражается в микрометрах, а Znsol представляет собой растворимость Zn в стали листа (А) при 750°С, выраженную в мас.%. Глубина возможных трещин, обусловленных охрупчиванием, составляет менее 20 мкм, сварные соединения имеют высокие механические эксплуатационные характеристики. 4 н. и 17 з.п. ф-лы, 7 табл., 6 пр.
1. Способ точечной сварки сопротивлением, включающий следующие далее последовательные стадии:
использование по меньшей мере двух листовых сталей, имеющих толщину (th), заключенную в пределах от 0,5 до 3 мм, при этом по меньшей мере один из листов представляет собой листовую сталь (А) с нанесенным покрытием из цинка или цинкового сплава, характеризующуюся пределом прочности при растяжении (TS), составляющим более чем 800 МПа, и общим относительным удлинением (TEL), таким, что (TS) × (TEL) > 14000 МПа%, при этом состав листовой стали (А) содержит при расчете на массу:
0,05% ≤ С ≤ 0,4%,
0,3% ≤ Mn ≤ 8%,
0,010% ≤ Al ≤ 3%,
0,010% ≤ Si ≤ 2,09%,
причем 0,5% ≤ (Si + Al) ≤ 3,5%,
0,001% ≤ Сr ≤ 1,0%,
0,001% ≤ Mo ≤ 0,5%
и необязательно
0,005% ≤ Nb ≤ 0,1%,
0,005% ≤ V ≤ 0,2%,
0,005% ≤ Ti ≤ 0,1%,
0,0003% ≤ B ≤ 0,005%,
0,001% ≤ Ni ≤ 1,0%,
при этом остаток представляет собой Fe и неизбежные примеси,
проведение точечной сварки сопротивлением указанных по меньшей мере двух листовых сталей для получения сварного шва, характеризующегося глубиной отпечатка при вдавливании (IDepth) на поверхности указанной листовой стали (А), такой, что:
100 мкм ≤ (IDepth) ≤ 18,68 (Znsol) - 55,1,
где (IDepth) выражено в микрометрах, а Znsol является растворимостью Zn в стали листа (А) при 750°С при выражении в мас.%.
2. Способ по п. 1, в котором
Znsol = (1 – fγ) × (Znα(750)) + (fγ × Znγ(750)),
где fγ представляет собой относительную объемную долевую концентрацию аустенита, присутствующего в листовой стали (А) при 750°С, которая находится в пределах от 0 до 1, Znα(750) и Znγ(750) представляют собой растворимость Zn соответственно в феррите и в аустените стали листа (А) при 750°С при выражении в мас.%,
при этом перитектическую температуру (Tper) стали листа (А) в присутствии Zn определяют при использовании выражения:
(Tper) = 782 + (2,5 Mn) – (71,1 Si) – (43,5 Al) – (57,3 Cr),
где (Tper) выражено в °С, а Mn, Si, Al и Cr выражены в мас.%, и
Znα(750) = Znα(Tper) × (1 + 0,68 × ((Tper) – 750) / (600 – (Tper))), в случае (Tper) ≥ 750°C, и
Znα(750) = Znα(Tper) × (1 + ((Tper) – 750) / (1160 – (Tper))), в случае (Tper) < 750°C,
при этом Znα(Tper) = 45,9 – (0,13 Mn) – (17,3 C) + (4,8 Si2) – (25,4 Si) – (1,53 Al) – (0,73 Cr),
где Znα(Tper) выражено в °С, а Mn, Si, Al и Cr выражены в мас.%,
при этом
Znγ(Tper) = 2 (– b (750 – Ae1)2 / (Ae3 – Ae1) + b (750 – Ae1)),
b = 28 / (2 (Ae3 – Ae1) – l),
где Ае1 и Ае3 выражены в °С и представляют собой температуры, при которых соответственно начинается и заканчивается превращение феррита в аустенит.
3. Способ по п. 2, в котором
fγ = min {– 0,015 + (1,73 × C) + (0,16 × Mn) – (0,11 × Si) – (0,22 × Al) – (0,056 × Cr); 1},
где С, Mn, Al, Si, Cr выражены в мас.%.
4. Способ по любому из пп. 2 или 3, в котором
Ае1 = 725 – (42,1 Mn) + (27,3 Si) + (9 Al) + (5 Cr),
Ае3 = 923 – (360 C) – (34 Mn) + (37,6 Si) + (131,6 Al) – (24,9 Cr),
где С, Mn, Al, Si, Cr выражены в мас.%.
5. Способ по п. 1, в котором Znsol определяют в соответствии с методом, включающим следующие далее последовательные стадии:
получение листовой стали (А) с нанесенным покрытием,
термическую обработку упомянутой листовой стали (А) с нанесенным покрытием при 750°С на протяжении периода времени в 170 часов, после этого
охлаждение листа (А) при скорости, составляющей более чем 50°С/с, после этого
измерение уровня содержания Zn в стали на расстоянии 1 мкм от поверхности раздела сталь/покрытие из Zn или сплава Zn.
6. Способ по любому из пп. 1-5, в котором по меньшей мере одна из листовых сталей, свариваемых с листовой сталью (А), представляет собой листовую сталь (В) с нанесенным покрытием из цинка или цинкового сплава, при этом сумма толщин листов (А) и (В) составляет не более чем 3 мм.
7. Способ по п. 6, в котором сумма толщин листов (А) и (В) составляет не более чем 2 мм.
8. Способ по любому из пп. 6 или 7, в котором упомянутая листовая сталь (В) с нанесенным покрытием из цинка или цинкового сплава является сталью, характеризующейся составом, содержащим, мас.%:
С ≥ 0,04,
Mn ≥ 0,2,
при этом остаток представляют собой Fe и неизбежные примеси.
9. Способ по любому из пп. 2-4, в котором Znsol, Ae1 и Ае3 рассчитывают при использовании значений Cav, Mnav, Siav, Alav и Crav,
при этом Cav, Mnav, Siav, Alav и Crav представляют собой соответственно средние уровни содержания C, Mn, Si, Al, Cr, которые измеряют под покрытием из цинка упомянутого листа А на глубине в диапазоне от 0 до 100 мкм.
10. Способ по любому из пп. 1-9, в котором (IDepth) ≥ 125 мкм.
11. Способ по любому из пп. 1-10, в котором (IDepth) измеряют посредством смещения сварочного электрода, при этом технологический процесс сварки прекращают при значении (IDepth), находящемся в пределах от 100 мкм до 18,68 (Znsol) – 55,1.
12. Способ по п. 11, в котором (IDepth) измеряют посредством смещения сварочного электрода, при этом технологический процесс сварки прекращают при значении (IDepth), находящемся в пределах от 125 мкм до 18,68 (Znsol) – 55,1.
13. Способ по любому из пп. 1-10, в котором параметры сварки выбирают таким образом, чтобы максимальная температура, достигаемая во время сварки на внешней части зоны отпечатка при вдавливании у сварного шва, являлась такой, что:
Tmax (IDia) < Ac3,
при этом (IDia) представляет собой местоположение диаметра отпечатка при вдавливании.
14. Сварное соединение, полученное точечной сваркой сопротивлением, содержащее по меньшей мере две листовые стали, имеющие толщину (th), находящуюся в пределах от 0,5 до 3 мм, при этом по меньшей мере один из листов представляет собой листовую сталь (А) с нанесенным покрытием из цинка или цинкового сплава, характеризующуюся пределом прочности при растяжении (TS), составляющим более чем 800 МПа, и общим относительным удлинением (TEL) таким, что (TS) × (TEL) > 14000 МПа%, при этом состав листовой стали (А) содержит при расчете на массу:
0,05% ≤ С ≤ 0,4%,
0,3% ≤ Mn ≤ 8%,
0,010% ≤ Al ≤ 3%,
0,010% ≤ Si ≤ 2,09%,
причем 0,5% ≤ (Si + Al) ≤ 3,5%,
0,001% ≤ Сr ≤ 1,0%
0,001% ≤ Mo ≤ 0,5%
и необязательно
0,005% ≤ Nb ≤ 0,1%,
0,005% ≤ V ≤ 0,2%
0,005% ≤ Ti ≤ 0,1%,
0,0003% ≤ B ≤ 0,005%,
0,001% ≤ Ni ≤ 1,0%,
при этом остаток представляют собой Fe и неизбежные примеси,
при этом глубина отпечатка при вдавливании (IDepth) на поверхности упомянутой листовой стали (А) является такой, что:
100 мкм ≤ (IDepth) ≤ 18,68 (Znsol) – 55,1,
где (IDepth) выражена в микрометрах, а Znsol представляет собой растворимость Zn в стали листа (А) при 750°С при выражении в мас.%.
15. Сварное соединение по п. 14, в котором (IDepth) ≥ 125 мкм.
16. Сварное соединение по п. 14 или 15, в котором упомянутый по меньшей мере один из листов, представляющих собой листовую сталь (А) с нанесенным покрытием из цинка или цинкового сплава, характеризуется составом, содержащим Si ≥ 0,5%.
17. Сварное соединение по п. 16, в котором упомянутый по меньшей мере один из листов, представляющих собой листовую сталь (А) с нанесенным покрытием из цинка или цинкового сплава, характеризуется составом, содержащим Si ≥ 0,7%.
18. Сварное соединение по любому из пп. 14-17, в котором упомянутый по меньшей мере один из листов, представляющих собой листовую сталь (А) с нанесенным покрытием из цинка или цинкового сплава, характеризуется поверхностной долевой концентрацией остаточного аустенита, находящейся в пределах от 7 до 30%.
19. Сварное соединение по любому из пп. 14-18, в котором упомянутый по меньшей мере один из листов, представляющих собой листовую сталь (А) с нанесенным покрытием из цинка или цинкового сплава, характеризуется средним значением локальных концентраций C, Mn, Al, Si и Cr на глубине, находящейся в пределах от 0 до 100 мкм, отличающихся от основного состава листовой стали (А), при этом упомянутое среднее значение локальных концентраций C, Mn, Al, Si и Cr измеряют посредством оптической эмиссионной спектроскопии тлеющего разряда (ОЭСТР).
20. Применение способа точечной сварки сопротивлением по любому из пп. 1-13 для изготовления несущих деталей в механических транспортных средствах.
21. Применение сварного соединения по любому из пп. 14-19 для изготовления несущих деталей в механических транспортных средствах.
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ОЦИНКОВАННЫХ СТАЛЬНЫХ ЛИСТОВ | 2002 |
|
RU2243071C2 |
| RU 2066264 С1, 10.09.1996 | |||
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ СВАРКИ МЕТАЛЛИЧЕСКИХ ЛИСТОВ С ПОКРЫТИЕМ | 2014 |
|
RU2553314C1 |
| JP 2012192455 A, 11.10.2012 | |||
| ПРОМЫВНОЕ, ОЧИЩАЮЩЕЕ УСТРОЙСТВО ДЛЯ УХОДА ЗА САНИТАРНО-ТЕХНИЧЕСКИМ ОБОРУДОВАНИЕМ | 1995 |
|
RU2138599C1 |

